
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Ректификация формалина-сырца
Курсовая работа: Ректификация формалина-сырца
СОДЕРЖАНИЕ
Введение
1. Технологическая часть
1.1 Общая характеристика производства, его технико-экономический уровень и обоснование основных технологических решений
1.2 Характеристика производимой продукции
1.3 Характеристика исходного сырья, материалов и полупродуктов
1.4 Физико-химические основы технологического производства
1.5 Выбор и обоснование технологической схемы производства
1.6 Описание технологического процесса
1.7 Материальный баланс
1.8 Ежегодные нормы расхода основных видов сырья, материалов и энергоресурсов
1.9 Ежегодные нормы образования отходов производства
1.10 Нормы технологического режима
1.11 Контроль производства и управление технологическим процессом
1.12 Обеспечение безопасности и жизнедеятельности
1.13 Охрана окружающей среды
2. Расчетная часть
2.1 Материальный баланс
2.2 Тепловой баланс
2.3 Технологический расчет основного аппарата
2.4 Гидравлический расчет
2.5 Механический расчет
2.6 Подбор оборудования
Заключение
Список использованной литературы и источников
Приложение А Спецификация технологического оборудования
ВВЕДЕНИЕ
Цель работы: получение студентам общих представлений о производстве формалина в целом, выпуске продукции и организации производственных процессов на промышленных предприятиях профиля направления, о конструкции и характеристиках основных химика – технологических аппаратов.
Полное наименование производства - цех по производству формалина производства формалина и карбамидных смол ОАО "Томского нефтехимического комбината.
Ввод в эксплуатацию I,II технологических ниток - 1985 год и III технологической нитки – 1987 год.
Проектная мощность цеха по производству формалина составляет - 380000 т/год формалина.
Мощность отделения получения катализатора принята из расчета загрузки трех контактных аппаратов 4 раза в год - 6613 кг/год.
В состав цеха по производству формалина входит установка синтеза формальдегида, установка утилизации и термического обезвреживания абгазов, предназначенная для получения промышленной теплофикационной воды от сжигания абгазов и природного газа, отгрузка формалина.
Процесс получения формалина на установке синтеза представлен в виде трех параллельных ниток, состоящих из следующих узлов:
- получение метаноло-воздушной смеси;
- синтез формальдегида;
- абсорбция формальдегида;
- ректификация формалина-сырца
и узлов, выполненных общими для трех ниток:
- сбор и переработка некондиционных и дренируемых продуктов;
- факельная установка;
- очистка газовых выбросов;
- теплопункт;
- получение катализатора.
Продукция завода - формалин технический, метанольный, используется в промышленности в качестве сырья для производства синтетических смол, пластических масс, органических красителей, поверхностно-активных веществ, лаков, лекарственных препаратов, в качестве антисептического средства в медицине и животноводстве, в кожевенной промышленности для дубления кожи, в сельском хозяйстве для протравления семян, для изготовления взрывчатых веществ.
80 % готовой продукции производства формалина перерабатывается внутри предприятия для производства карбамидоформальдегидных смол.
Мебельщики Западной Сибири и предприятия деревообрабатывающей промышленности давно оценили качество продукции завода формалина и карбамидоформальдегидных смол.
На заводе выпускаются такие марки смол, как КФ-Ж и КФ-МТ-15, используемые в производстве фанеры, древесностружечных и древесноволокнистых плит в качестве связующих материалов, для пропитки бумаги при выпуске синтетического шпона, а также для приготовления лака, изготовления стержней и форм в металлургической промышленности.
К 1995 году специалистами завода разработана и внедрена в производство новая модификация карбамидной смолы - концентрат карбамидоформальдегидный марки ККФ-1 и ККФ-2. Особенностью этой продукции является малая токсичность, длительный срок хранения (имеет годовую гарантию качества) и, кроме того, из него без труда можно получить различные марки карбамидных смол (КФ-0, КФ-Ж, КФ-МТ-15, КФ-БЖ), а также использовать для производства лаковых бутанолизированных смол марки К-411, К-412 и др. Завод поставляет свою продукцию в Тюмень, Красноярск, Кемерово, на Алтай. В Томской области основным потребителем продукции является завод ДСП.
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 ОБЩАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА, ЕГО ТЕХНИКО-ЭКЛОНОМИЧЕСКИЙ УРОВЕНЬ
Формальдегид – очень реакционноспособный газ, низкой стоимости, поэтому широко используется в областях экономического хозяйства. В настоящее время мощность мирового производства формальдегида оценивается в 15 млн. т./год (в расчете на 37% - ный водный раствор, называемый формалином). Формалин – один из многотонажных продуктов химической промышленности, а благодаря высокой реакционной способности и доступности в последнее время превращается в основной сырьевой источник химической промышленности для различных органических синтезов: поликонденсационных пластмасс и синтетических смол, лакокрасочных продуктов, конструкционных продуктов (материалов) инженерно – технического назначения, пластификаторов, а также прочих химических товаров. В связи с тем, что формалин является сырьевым продуктом, потребность в нем определяется уровнем развития формалинопотребляющих производств.
Выпускается формалин в виде одного раствора формальдегида с массовой долей 37% соответствующий ГОСТ 1625 – 89, а также концентрированного формалина, используемого для внутреннего потребления в производстве карбосмол, с массовой долей 50%.
Целостность размещения производства формалина на ТНХК обусловлена наличием сырья – производства метанола и наличия формалинопотребляющего производства – производство карбомидных смол.
Обоснование выбора метода производства
Непрерывная ректификация бинарной смеси
Ректификацией называется массообменный процесс разделения жидких гомогенных смесей летучих компонентов путем многократного последовательно повторяющихся процессов испарения и конденсации.
Для практической реализации такого процесса необходимым условием является то, что паровая и жидкая фазы до вступления в контакт между собой должен находиться в неравновесном состоянии. Поскольку давление для фаз остается одинаковыми постоянным, то, следовательно, температуры фаз должны быть разными. При контакте между фазами происходит теплообмен: температура отдает свое тепло жидкости, которая в свою очередь испаряется. В результате такого тепломассообмена образующийся пар обогащается низкокипящим компонентом, а жидкость – высококипящим компонентом. Так как системы стремится к равновесию, то температуры образующихся паров и жидкостей выравниваются. Подробное многократное контактирование паров и жидкости на практике осуществляют в ректификационных колоннах, объем которых заполнен контактными устройствами для формирования поверхности и контакты фаз. Как правило, ректификационные колонны, в то время как на каждом отдельном участке формирования поверхности контакта фаз схема взаимодействия могут быть самыми разнообразными. Для обеспечения неравновесных состояний пара и жидкости в нижнюю часть колонны теплоты отбираются.
Исходная смесь, с содержанием низкокипящего компонента хf в количестве F поступает на питающую тарелку (эвапорационное пространство) с температурой tf. На питающей тарелке происходит процесс однократного испарения (ОН), в результате которого образуется паровая фаза, обогащенная НК и жидкая фаза, обогащенная ВК. Жидкая фаза стекает стекающей с питающей тарелки вниз и поступает в куб колонны, где происходит интенсивное испарение. Образующийся пар падает вниз колонны и движется навстречу стекающей жидкости. На всем пути происходит тепломассообмен между паром и жидкостью, так как поступающий на каждую тарелку пар имеет температуру выше, чем жидкость, поступающая на эту тарелку сверху. В результате массообмена на выходе из колонны пар дистиллята содержит главным образом низкокипящий компонент, а жидкость в кубе колонны – в основном высококипящий компонент.
Выходящий пар дистиллята из колонны подвергается процессу дефлегмации с дальнейшим разделение потока на продукт (Р) с содержанием НК хр и жидкую фазу, флегму в количестве (Ф) с содержанием НК хф. Флегма подается на орошение колонны сверху. Высокое содержание НК в потоке флегмы предопределяет, что в верхней части колонны (от питающей тарелки вверх)происходит, главным образом, укрепление паровой фазы низкокипящим компонентом. По этой причине верхняя часть колонны называется укрепляющей или концентрационной. Нижняя же часть колонны (от питающей тарелки вниз) называется исчерпывающей или отгонной частью, поскольку именно в этой части происходит основной отгон НК из жидкости в пар.
В самом общем случае орошение колонны флегмой может осуществляться но различным вариантам. Однако с целью упрощения расчетов в данным методическим указанием предлагается следующий вариант орошения: пар дистиллята состава yG поступает в дефлегматор, где происходит его ионная конденсация и затем образующийся конденсат разделяется на два потока: горячая флегма подается на орошение, а оставшаяся часть конденсата, пройдя через холодильник, выводится из установки и поступает в виде готового продукта Р с содержанием НК хр в реакционную емкость.
Исходная смесь в количестве F содержанием НК хf может подаваться на питающую тарелку в колонну в различных состояниях и при различной температуре. Чаще всего исходная смесь предварительно подогревается в теплообменнике до температуры кипения и подается в виде кипящей жидкости.
В ректификационной колонне могут использоваться различные виды тарелок, в данном случае используются колпачковые тарелки, как наиболее эффективные.
Колпачковая тарелка
Тарелка представляет стальной диск с отверстиями для паровых потоков, приваренных к тарелкам. Сверху над парубком расположены колпачки с прорезями (d = 60-80 мм, длина прорези 15,20,30 мм). Для создания необходимого уровня жидкости на тарелке его снабжают сильной перегородкой. Переливная перегородка образует карман, в который погружается сливное устройство верхней тарелки. Жидкость заполняет тарелку, прорези колпачков погружены в жидкость, пар проходит через патрубки щели колпачков и барбатируют через слой жидкости. Давление газов и жидкости перекрестное. Колпачковые тарелки имеют радиальный или диаметральный перелив.
Материал – из Сu, чугуна, керамики, пластмассы.
Достоинства: стабильная работы при разных скоростях газа расходах жидкости, КПД = 75-80%.
Недостатки: сложная конструкция, металлоемкие трудно чистить, дорогое.
Ситчатая тарелка
Тарелка – это диск с отверстиями d = 2-6 мм. Отверстия расположены по вершинам ∆. Газ проходит через отверстия в тарелке и распространяется в жидкости в виде струй пузырьков. При малой ω газа жидкость проваливается сквозь отверстия на нижней тарелке при этом массопередача ухудшается. Поэтому скорость газа должна быть определенной, чтобы держать жидкость на тарелке.
Достоинства: простое устройство, малое гидравлической сопротивление, малая металлоемкость.
Недостатки: может работать в узком диапазоне ω газа, нельзя работать с загрязненными средами.
Обоснование места размещения предприятия
На территории Томской области сосредоточена богатые природные ресурсы: нефть, газ, лес, редкие металлы, торф и др.
Строительство производства формалина было обусловлено:
- Потребностью промышленности в формалине по стране в шести районах Сибири.
- Наличие сырья – производство метанола мощностью 750 тыс.т./год
- Наличие формалинопотребляющего производства карбамидных смол мощностью 200 тыс.т./год
Обеспечение потребности действующего производства в паре, горячей воде на отопление, вентиляцию и горячего водоснабжения, предусмотрено установкой двух водогрейных котлов типа КВГМ – 100 производительностью 100 гкал/ч каждый.
Обеспечение производства в электроэнергии от ГПП – 1 и ГПП – 2, установленных на территории ТНХК.
Водоснабжение производственной водой осуществляется насосной станцией 1 – го подъема (НС – 1), установленный на берегу реки Томь и насосной станцией 2 – го подъема (НС – 2), расположенный на территории ВОС ТНХК. Водоснабжение хозяйственной питьевой водой обеспечивается НСВ – 4, расположенной на территории ВОС ТНХК.
1.2 ХАРАКТЕРИСТИКА ПРОИЗВОДИМОЙ ПРОДУКЦИИ
Выпускаемый готовый продукт - формалин технический.
Предусмотрен выпуск товарного формалина, с массовой долей формальдегида 37 %, соответствующего ГОСТ 1625-89, а также концентрированного формалина, с массовой долей формальдегида до 50 %, используемого для внутреннего потребления в производстве карбосмол.
Формалин является водным раствором формальдегида и метанола в воде.
Эмпирическая формула формальдегида: СН2 О.
Структурная формула формальдегида:
Молярная масса 30 кг/моль.
При охлаждении газообразный формальдегид переходит в жидкость, которая кипит при -19 0С, а при -118 0С замерзает, превращаясь в твердое кристаллическое вещество.
Как в жидком, так и в газообразном состоянии формальдегид неустойчив и легко полимеризуется, особенно в присутствии влаги. Поэтому формальдегид транспортируется и хранится либо в растворах, либо в виде полимера. Формальдегид хорошо растворяется в воде и спиртах. В водных растворах формальдегид не сохраняется в мономерной форме, а вступает в химическое взаимодействие с водой с образованием гидратов (метиленгликолей):
СН2 О + Н2 О → СН2 (ОН)2 + Q кДж/кг (1.2)
При обычных температурах водные растворы формальдегида мутнеют, вследствие выпадения в осадок продуктов полимеризации - полиоксиметиленгликолей.
Для предохранения концентрированных растворов формальдегида от полимеризации к ним добавляют стабилизаторы. Основным промышленным стабилизатором служит метанол.
По физико-химическим показателям технический формалин должен соответствовать требованиям и нормам, указанным в таблице 1.
Таблица 1 - Нормы требования технического формалина по физико-химическим показателям
| Наименование показателей | Норма для марки | |
| ФМ ГОСТ 1625-89 | ||
|
Высший сорт ОКП 241731 0120 |
Первый сорт ОКП 241731 0130 |
|
| 1. Внешний вид | Бесцветная прозрачная жидкость. При хранении допускается образование мути или белого осадка, растворимого при температуре не выше 40 оС. | |
|
2. Массовая доля формальдегида,% |
37,2 + 0,3 | 37,0 + 0,5 |
|
3. Массовая доля метанола, % |
4 – 8 | 4 - 8 |
|
4. Массовая доля кис- лот в пересчете на муравьинную кислоту, %, не более |
0,02 | 0,04 |
| 5. Массовая доля железа, %, не более | 0,0001 | 0,0005 |
|
6. Массовая доля остатка после прокаливания, %, не более |
0,008 | 0,008 |
Примечание:
1. Для технического формалина марки ФМ допускается, по согласованию с потребителем, устанавливать норму по показателю 3 не более 10 %.
2. Показатели 5 и 6 определяются по требованию потребителя.
Физические свойства технического формалина зависят от содержания в нем формальдегида и метанола и меняются в пределах:
Плотность, кг/м3 1077-1116
Температура кипения, оС98,9
Удельная теплоёмкость, Дж/(кг*К)3352
Вязкость, сП2,45-2,58
Формалин широко применяется в промышленности для изготовления синтетических смол, пластических масс, органических красителей, различных клеящих материалов, лаков, лекарственных препаратов и других продуктов. Формалин используется также в сельском хозяйстве для протравливания семян, в кожевенной промышленности для дубления кож, в медицине и животноводстве как антисептическое средство и т.п
1.3 ХАРАКТЕРИСТИКА ИСХОДНОГО СЫРЬЯ, МАТЕРИАЛОВ И ПОЛУПРОДУКТОВ
Характеристика исходного сырья, материалов и полупродуктов в таблице 2.
Таблица 2 – Характеристика исходного сырья, материалов и полупродуктов
| Наименование сырья, материа - лов и полупродуктов |
Государственный или отраслевой стандарт, СТП, ТУ, регламент |
Показатели по стандарту, обязательные для проверки |
Регламентируемые показатели с допустимыми отклонениями |
| 1.Метанол - яд синтетический | ГОСТ 2222-95 | 1.1. Плотность, | 0,791-0,792 |
| 2.Вода демине-рализованная |
Технолог. регламент №4 производства тепла, пара и воды. |
2.1. Жесткость, ммоль/ дм3 2.2. Содержание железа, мг/дм3 2.3. рН |
не более 0,005 не более 0,05 6,5 – 7,5 |
| 3.Кислота азотная концентрирован-ная | ГОСТ 701-89 | 3.1.Массовая доля азотной кислоты,% | 98,2 |
| 4.Едкий натр | ГОСТ 2263-79 | 4.1.Массовая доля едкого натра (марка «РР»),% | не менее 42 |
| 5.Оборотная вода. | Технолог. регламент установки оборотного водоснабжения. |
5.1. Содержание взвешенных частиц, мг/дм3 5.2. Общая жесткость, ммоль/дм3 |
не более 20 не более 5 |
| 6.Пар | Технолог. регламент производства тепла, пара и воды. |
6.1. Давление, кгс/см2 6.2. Температура, оС |
18 - 25 + 350 |
| 5.Природный газ. |
1.Состав, объёмная доля, %: - метан - этан - пропан - бутан - азот - двуокись углерода 2. Плотность кг/м3 |
86 - 97 1,5 - 4 1 - 6 0 - 4 1 - 2 0 - 1 0,741 |
1.4 ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Метод производства формалина из метанола состоит в получении формальдегида на катализаторе "серебро на носителе" при температуре (550-700) °С с последующей абсорбцией его водой и ректификацией.
Процесс получения формалина для одной технологической нитки состоит из следующих стадий:
- получение метаноло – воздушной смеси,
- синтез формальдегида
-абсорбция формальдегида с получением "формалина-сырца",
- ректификация "формалина-сырца".
Общими для всех ниток узлами являются:
-сбор и переработка некондиционных и дренируемых продуктов,
-очистка газовых выбросов,
-сжигание абгазов на факельной установке
-теплоснабжение, сбор и перекачка конденсата
Вспомогательными узлами являются:
- приготовление катализатора,
- складирование и отгрузка формалина,
- термическое обезвреживание отходов.
ХИМИЗМ ПРОЦЕССА.
Образование формальдегида происходит при прохождении метаноло -воздушной смеси через слой катализатора "серебро на носителе" при температуре в зоне контактирования:(550-600) °С при работе в "мягком" режиме, (660-700) °С при работе в "жестком" режиме.
Образование формальдегида осуществляется в результате протекания параллельных реакций простого и окислительного дегидрирования метанола:
СН3 ОН → СН2 О + Н2 - 93,4 кДж/моль (1.3)
СН3 ОН + 1/2 О2 → СН2 О + Н2 О + 147,4 кДж/моль (1.4)
Наряду с этими реакциями в системе протекает целый комплекс побочных превращений.
СН3 ОН + 2/3 О2 → СО2 + 575,1 кДж/моль(1.5)
СН2 О + 1/2 О2 → НСООН + 270,4 кДж/моль(1.6)
НСООН + 1/2 О2 → СО2 + Н2 О + 14,5 кДж/моль(1.7)
НСООН → СО + Н2О - 53,7 кДж/моль(1.8)
СН2 О → СО + Н2 + 1,9 кДж/моль (1.9)
2 СН2 О + Н2 О → СН3 ОН + НСООН + 122,0 кДж/моль(1.10)
Н2+ 1/2 О2 → Н2 О + 241,8 кДж/моль(1.11)
2 СН3 ОН → СН2 (ОСН3 )2 + Н2 О + 131,0 кДж/моль(1.12)
СО + 1/2 О2 → СО2 + 283,0 кДж/моль(1.13)
2 СО → СО2 + С + 172,5 кДж/моль (1.14)
Реакции (3) и (4) являются равновесными. Доля метанола израсходованного по реакции (4) составляет около 60 %, а остальное, по реакции (3).
Превращение метанола в формальдегид происходит в результате контакта молекул спирта с кислородом, хемосорбированным на атомах серебра, т.е. активными центрами катализатора являются поверхностные окислы серебра. Процесс получения формальдегида в целом сопровождается выделением тепла, за счет которого поддерживается необходимая температура в зоне контактирования и равновесие реакции дегидрирования смещается вправо.
Побочные реакции снижают выход формальдегида и определяют состав выхлопных газов (абгазов).
1.5 ВЫБОР И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ
Выбор технологической схемы обусловлен мощностью производства формалина и назначением готового продукта. Мощность производства составляет 380 тыс. тонн в год 37% формалина. Процесс оформлен в виде трех технологических ниток, единичной мощности 126 тыс. тонн в год, каждая. С целью снижения металлоемкости и принятых технологических решений ряд узлов выполнен общим для трех ниток: узел подготовки сырья, узел очистки годовых выбросов, узел подготовки сырья, узел очистки, опорожнения, продувки.
Процесс получения формалина (технического) включает в себя следующие стадии:
1. Подготовка сырья и получения метаноло – воздушной смеси.
2. Синтез формальдегида.
3. Получение формалина – сырца (абсорбция формалина).
4. Ректификация формалина – сырца.
5. Стандартизация формалина.
Некоторые заводы не включают в технологическую схему процесс ректификации, но как показывает практика затраты на эту стадию полностью себя оправдывают. Во-первых, исключается возможность получения нестандартного продукта; во-вторых, получается возможность получать как безметанольный продукт, так и формалин высокой концентрации.
Исходя из рассмотренных стадий получения технического формалина, характеризуем каждую из них по технологической схеме цеха производства формалина.
1.6 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Ректификация формалина-"сырца"
Формалин-"сырец" с массовой долей метанола до 20% и формальдегида не более 38% из куба абсорбционной колонны поз.К1 насосами поз.Н3/1-2 подается на ректификацию, где вверху отделяется метанол.
Ректификация метанольного формалина ведется в колонне поз.К2 под вакуумом. Проведение ректификации под вакуумом позволяет снизить температуру, что предотвращает повышение кислотности формалина за счет уменьшения протекания реакции Канницарро:
2СН20 + Н20 → СН30Н + НСООН (1.15)
Ректификационная колонна представляет собой вертикальный цилиндрический аппарат диаметром 1000 мм, высотой 12000 мм и 26-ю колпачковыми тарелками с радиальным сливом.
Вакуум в ректификационной колонне поз. К2 создается вакуум-насосом поз. Н7/1-2 и поддерживается в кубе (-0,22 ÷ - 0,60)кгс/см2, а вверху колонны (-0,44÷ -0,70)кгс/см2.
Обогрев колонны поз.К2 осуществляется через кипятильник поз. Т7 паром давлением 2кгс/см2. Температура формалина в кубе колонны поз. К2 поддерживается (75-95)оС, вверху колонны поз.К2 - (40-50) оС, в укрепляющей части (60-70) оС, в исчерпывающей - (70-80) оС.
Формалин -"сырец" из абсорбционной колонны поз.К1 расходом (10-21) м3/ч, некондиционный формалин, подаваемый из стандартизаторов с расходом до 8 м3/ч поступает на 34, 42, 52 тарелки ректификационной колонны.
Пары метанола и формальдегида нагретые внизу колонны поднимаются вверх, а сверху (навстречу парам) подается почти чистый жидкий метанол. При соприкосновении поднимающихся паров со стекающей жидкостью происходит частичная конденсация формалина из формалина-"сырца" и частичное испарение метанола. Таким образом, стекающая жидкость обогащается формальдегидом, а поднимающиеся пары обогащаются метанолом, в результате чего выходящие из колонны пары представляют собой почти чистый метанол. Эти пары поступают в аппараты воздушного охлаждения поз. Х5/1-2, где охлаждаются до температуры не более 50оС, конденсируются и отделяются в газоотделителе поз. Х6 от жидкости. Жидкий метанол сливается в емкость поз.Е5, а газовая фаза дополнительно охлаждается в теплообменнике поз.Т9 оборотной водой и поступает в газоотделитель поз.Х7. Жидкая фаза после газоотделителя поз. Х7 сливается в емкость поз.Е5, а несконденсировавшиеся пары и инертны направляются к вакуум-насосу поз.Н7/1,2.
Выбросы от вакуум-насоса поз.Н7 направляются в верхнюю часть абсорбционной колонны поз.К1, где отмываются водой от большей части метанола, и вместе с выхлопными газами абсорбционной колонны поступают на сжигание.
Метанол из емкости поз. Е5 с массовой долей формальдегида до 6% и метанола не менее 92 % насосом поз.Н6/1,2, с расходом (5-15)м3/ч, подается в виде флегмы в колонну поз.К2, а избыток, с расходом до 6,5 м3/ч, направляется в процесс через смеситель поз.Х2 для получения метаноло-воздушной смеси.
Уровень в емкости поз.Е5 поддерживается (30-70)% отбором метанола, направляемого в смеситель поз.Х2.
Формалин массовой долей метанола не более 8% и формальдегида не более 50% забирается из куба колонны поз.К2, насосом поз.Н7/1-2, охлаждается в холодильнике поз.Т8 до температуры (40-65)оС и поступает в стандартизаторы.
Уровень в кубе колонны поз. К2 поддерживается (30-70)% отбором формалина в стандартизаторы.
В случае выхода из строя вакуум-насосов поз. Н7/1,2 ректификацию можно вести непродолжительное время под азотного дыханием с давлением 0,3 кгс/см2, но при этом возрастает кислотность формалина, и температура в кубе колонны поз. К2 будет (95-110)оС, а вверху - (60-66)оС.
Емкости поз.Е5 и газоотделители поз.Х7 соединены с "азотным дыханием" давлением 0,3 кгс/см2.
1.7 МАТЕРИАЛЬНЫЙ БАЛАНС
Материальный баланс в таблице 3.
Таблица 3 – Материальный баланс
| Приход | Расход | |||||
| Состав | кг/ч | Массовая доля, % | Состав | кг/ч | Массовая доля,% | |
| 1 | 2 | 3 | 4 | 5 | 6 | |
|
Ректификация |
||||||
|
1. Формалин- «сырец» в т.ч.: -формальдегид -метанол -вода |
20427,41 5881,86 5563,92 8981,63 |
100 28,79 27,24 43,97 |
1. Формалин – товарный в т.ч.: -формальдегид -метанол -вода 2. Метанол – ректификат в т.ч.: -метанол -формальдегид -вода |
15833,33 5858,33 1108,33 8866,66 4594,08 4455,59 23,53 114,96 |
100 37 7 56 100 97 0,5 2,5 |
|
| Итого: | 20427,41 | 100 | Итого: | 20427,41 | 100 | |
|
Абсорбция |
||||||
|
1. Контактные газы, в т.ч.: -формальдегид метанол -вода -углекислый газ -водород -окись углерода -азот 2. Вода на орошение |
25264,51 5880,86 5560,91 3223,75 805,94 146,53 83,37 9575,25 5879,58 |
100 23,24 22 12,76 3,19 0,58 0,33 37,9 100 |
1. Формалин – «сырец» в т.ч.: -формальдегид -метанол -вода 2. Выхлопные газы, в т.ч.: -азот -водород -углекислый газ -окись углерода -вода |
20427,41 5881,8 5563,92 8981,63 10716,68 8280,78 1781,11 443,67 72,87 138,25 |
100 28,79 27,24 43,97 100 77,27 16,62 4,14 0,68 1,29 |
|
| Итого: | 31144,09 | 100 | Итого: | 31144,09 | 100 | |
|
Контактирование |
||||||
|
1. Смесь воздух – метанол, в т.ч.: формальдегид -метанол -вода -азот -кислород |
25264,51 22,74 11748,00 444,66 10297,81 2751,31 |
100 0,09 46,5 1,76 40,76 10,89 |
1 Контактные газы, в т.ч.: формальдегид -метанол -вода -углекислый газ -окись углерода -водород -азот |
25264,51 5880,86 5560,91 3223,75 805,94 146,53 83,37 9575,25 |
100 23,24 22 12,76 3,19 0,33 0,58 37,9 |
|
| Итого: | 25264,51 | 100 | Итого: | 25264,51 | 100 | |
|
Спиртоиспарение |
||||||
|
Метанол «свежий» в т.ч.: -метанол -вода 2. Метанол – ректификат, в т.ч.: -метанол -формальдегид -вода 3. Воздух, в т.ч.: -кислород -азот -вода |
8039,17 8031,13 8,04 4588,03 4450,39 22,94 114,70 12637,31 2615,92 9793,91 227,47 |
100 99,9 0,1 100 97 0,5 2,5 100 20,7 77,5 1,8 |
Смесь воздух – метанол, в т.ч.: -формальдегид -метанол -вода -азот -кислород |
25264,51 22,74 11748,00 444,66 10297,81 2751,31 |
100 0,09 46,5 1,76 40,76 10,89 |
|
| Итого: | 25264,51 | 100 | Итого: | 25264,51 | 100 | |
1.8 ЕЖЕГОДНЫЕ НОРМЫ РАСХОДА ОСНОВНЫХ ВИДОВ СЫРЬЯ, МАТЕРИАЛОВ И ЭНЕРГОРЕСУРСОВ
Ежегодные нормы расхода основных видов сырья, материалов и энергоресурсов в таблице 4.
Таблица 4 – Ежегодные нормы расхода основных видов сырья, материалов и энергоресурсов.
| Наименование сырья, материалов и энергоресурсов | Нормы расхода | |||||||||||||||||||||
| По проекту | Плановые по годам | |||||||||||||||||||||
| 37% фор-н | 50% фор-н | 1998 | 1999 | 2000 | 2001 | 2002 | 2003 | 2004 | ||||||||||||||
| 37% фор | 50% фор | 37% фор | 50% фор | 37% фор | 50% фор | 37% фор | 50% фор | 37% фор | 50% фор | 37% фор | 50% фор | 37% фор | 50% фор. | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | ||||||
|
а) производство формалина (на 1 т формалина): |
||||||||||||||||||||||
| 1. Метанол, кг | 508,41 | 617,38 | 507 | 507 | 507 | 507 | 507 | 507 | 507 | |||||||||||||
|
2.Вода демине-рализованная, кг |
369,89 | 218,16 | 370 | 370 | 370 | 370 | 370 | 370 | 370 | |||||||||||||
|
3. Катализатор "серебро на пемзе",кг - в пересчете на серебро, г -безвозмездные потери, г |
18,37 7,35 0,20 |
24,82 9,93 0,27 |
13 7,93 0,397 |
13 7,93 0,397 |
13 7,930, 397 |
13 7,93 0,397 |
13 7,93 0,397 |
13 7,93 0,397 |
13 7,93 0,397 |
|||||||||||||
| 4.Вода оборотная, м3 | 43,00 | 58,10 | 43 | 43 | 43 | 43 | 43 | 43 | 43 | |||||||||||||
|
5.Пар Р-18 кгс/см2,т |
0,43 | 0,43 | 0,43 | 0,43 | 0,43 | 0,43 | 0,43 | 0,050,43 | ||||||||||||||
|
6.Воздух техно-логический 6 кгс/см2,м3 |
0,060 | 0,068 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | |||||||||||||
|
7.Воздух КИП 5 кгс/см2,м3 |
4,44 | 5,38 | 4,44 | 4,44 | 4,44 | 4,44 | 4,44 | 4,44 | 4,44 | |||||||||||||
|
8.Азот 4 кгс/см2,м3 |
0,44 | 0,59 | 0,44 | 0,44 | 0,44 | 0,44 | 0,44 | 0,44 | 0,44 | |||||||||||||
| 9.Электроэнер-гия,кВт/ч | 37 | 50 | 37 | 37 | 37 | 37 | 37 | 37 | 37 | |||||||||||||
| 10.Природный газ, м3 | 5,6 | 5,6 | 5,6 | 5,6 | 5,6 | 5,6 | 5,6 | 5,6 | ||||||||||||||
|
б) производство катализатора (на 1 т катализатора) 1.Сырье. |
||||||||||||||||||||||
| 1.1.Пемза, кг | 2000,00 | 843,00 | 843,00 | 843,00 | 843,00 | 843,00 | 843,00 | 843,00 | ||||||||||||||
| 1.2.Азотнокис-лое сереб ро, кг | 629,91 | 625,355 | 625,355 | 625,355 | 625,355 | 625,355 | 625,355 | 625,355 | ||||||||||||||
| 1.3.Азотная кислота,кг | 763,80 | 800,00 | 800,00 | 800,00 | 800,00 | 800,00 | 800,00 | 800,00 | ||||||||||||||
| 1.4.Едкий натр технический 100 %, кг | 1277,70 | 536,60 | 536,60 | 536,60 | 536,60 | 536,60 | 536,60 | 536,60 | ||||||||||||||
| 1.5.Вода деми-нерализован-ная, м3 | 31,00 | 32,40 | 32,40 | 32,40 | 32,40 | 32,40 | 32,40 | 32,40 | ||||||||||||||
| 2.Энергоресурсы | ||||||||||||||||||||||
| 2.1.Пар 6кгс/см2, Гкал | 106,55 | 106,55 | 106,55 | 106,55 | 106,55 | 106,55 | 106,55 | 106,55 | ||||||||||||||
| ГДж | 69,30 | 69,30 | 69,30 | 69,30 | 69,30 | 69,30 | 69,30 | 69,30 | ||||||||||||||
| 2.2.Вода оборотная, м3 | 3478,00 | 3478,00 | 3478,00 | 3478,00 | 3478,00 | 3478,00 | 3478,00 | 3478,00 | ||||||||||||||
| 2.3.Электроэнергия, кВт/ч | 93,70 | 93,70 | 93,70 | 93,70 | 93,70 | 93,70 | 93,70 | 93,70 | ||||||||||||||
1.9 ЕЖЕГОДНЫЕ НОРМЫ ОБРАЗОВАНИЯ ОТХОДОВ ПРОИЗВОДСТВА
Ежегодные нормы образования отходов производства в таблице 5.
Таблица 5 – Ежегодные нормы образования отходов производства
| Наименование отхода, характеристика, состав, аппарат или стадия образования. | Направление использования, метод очистки или уничтожения. | Нормы образования отходов | |||||||||||||||||||||||||
| По проекту | По годам действия регламента | ||||||||||||||||||||||||||
|
37% форм. |
50% форм. |
1998 | 1999 | 2000 | 2001 | 2002 | |||||||||||||||||||||
|
37% форм. |
50% форм. |
37% форм. |
50% форм. |
37% форм. |
50% форм. |
37% форм. |
50% форм. |
37% форм. |
50% форм. |
||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | ||||||||||||||
|
а)производство формалина (на 1 т формалина) |
|||||||||||||||||||||||||||
|
1.Выхлопные газы после абсорбционной колонны поз.К16, кг содержащие: в об`емных долях - водорода -(16-26) %, окиси углерода - -не более 5,0 %, двуокиси углерода - -не более 5,0 %, метана-не более 1,0 %, кислорода- - не более 1,2 %, азота- по разности, метанола- - не более 7,0 г/м3, формальдегида – - не более 4,0 г/м3.- |
Поступают на уста-новку термического обезвреживания (УТО) | 677,50 | 915,54 | 677,5 | |||||||||||||||||||||||
|
2.Факельная установка. Продукты сгорания абгазов, кг - оксид углерода - оксиды азота - углеводороды |
Рассеивание в атмосфере |
0,2464 0,0369 0,0062 |
0,160 0,024 0,004 |
||||||||||||||||||||||||
|
3.Дымовая труба. Продукты после терми-ческого обезвреживания абгазов,кг - оксид углерода - оксиды азота - метанол - формальдегид |
Рассеивание в атмосфере |
1,266 0,507 - - |
0,061 0,0052 0,0005 0,0003 |
||||||||||||||||||||||||
| 4.Сточные воды от про- изводства формалина. | На очистные сооружения. | 0,3579 | 1,085 | ||||||||||||||||||||||||
| б)производство катализатора | |||||||||||||||||||||||||||
| 1.Отработанный катали затор (в пересчете на серебро), г | Сдается на завод регенерации драго-ценных металлов. | 6,98 | 9,42 | ||||||||||||||||||||||||
| 2.Пемза размером зерен менее 2 мм, кг | В отвал | 0,026 | |||||||||||||||||||||||||
1.10 НОРМЫ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА
Нормы технологического режима в таблице 6.
Таблица 6 – Нормы технологического режима
| Наименование стадии и потоков реагентов | Наименование технологических показателей | |||||
| Скорость подачи реагентов | Температура, 0 С | Давление, кгс\см2 | Прочие показатели | |||
| 1 | 2 | 3 | 4 | 5 | ||
|
1. Ректификация формалина-"сырца" (на одну технологическую нитку). |
||||||
|
1 Ректификационная колонна поз.К2 -Ректификация под вакуумом: куб верх -Ректификация под атмосферным давлением: куб верх |
85 – 95 40 – 50 95 – 11 60 - 66 |
Флегмовое число 1-4 | ||||
| 2. Флегма на орошение колонны поз.К2 | (5 – 15) м3/ч | |||||
| 3. Формалин – «сырец» из абсорбционной колонны поз.К1 в колонну поз.К2 | (10 – 21) м3/ч | |||||
| 4. Формалин из ректификационной колонны поз.К2 после теплообменника поз.Т8 | (35 – 55) в зависимости от массовой доли формальдегида |
Состав, массовая доля: - формальдегида, до 50%, - метанола, не более8% |
||||
| 5. Метанол от насоса поз.Н6 из емкости поз.Е5 в спиртоиспаритель | (0 – 6,5) м3/ч |
Состав, Массовая доля: - формальдегида, не более 6%, - метанола, не более 92% |
||||
1.11 КОНТРОЛЬ ПРОИЗВОДСТВА И УПРАВЛЕНИЕТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
Ректификация формалина контролируется и регулируется следующими приборами:
Ректификационная колонна поз. К2.
-Температура средней части колонны контролируется на ЦПУ с помощью прибора
8 точка - в укрепляющей части, TJR-60;
9 точка - в исчерпывающей части, TJR-61.
-Температура верха колонны контролируется с помощью прибора поз.TIR-59 на щите ЦПУ.
-Температура куба колонны контролируется с помощью прибора поз.TIR-66 на щите ЦПУ.
-Давление верха и куба колонны контролируется с помощью прибора поз.PIR-64 на щите ЦПУ.
-Уровень в колонне контролируется с помощью прибора поз.LIRCA-65, и регулируется отбором формалина в стандартизаторы со световой и звуковой сигнализацией максимального 80% и минимального 20% значений уровня на щите ЦПУ.
Испаритель поз. Т7.
-Расход пара контролируется и регулируется с помощью прибора поз. FIRC-62 на щите ЦПУ.
Аппарат воздушного охлаждения поз.Х5/1-2.
-Температура метанола на выходе из АВО контролируется с помощью приборов поз.TIR-69, TIR-70 на щите ЦПУ.
-Работа, включение и отключение АВО сопровождается световой сигнализацией на щите ЦПУ.
Емкость поз. Е5.
-Уровень контролируется с помощью приборов LIRCA-72 и поз.LA-71, регулируется откачкой метанола в процесс и сопровождается звуковой и световой сигнализацией максимального 80%, 90% и минимального 20% значений уровня на щите ЦПУ.
Насос поз. Н6/1,2.
-Давление на трубопроводе нагнетания насосов поз. Н6/1,2 контролируется с помощью приборов поз.PISA-75 и сопровождается световой и звуковой сигнализацией давления менее 2,5кгс/см2 на щите ЦПУ и автоматической остановкой работающего насоса.
-Наличие перекачиваемой жидкости в насосе контролируется с помощью приборов поз.LSA-77 и сопровождается световой и звуковой сигнализацией на щите ЦПУ и автоматическим отключением насоса.
-Включение и работа насоса сопровождаются световой сигнализацией, а его отключение звуковой и световой сигнализацией на щите ЦПУ.
-Включение и отключение насоса осуществляется по месту или со щита ЦПУ.
-Расход метанола подаваемого на орошение колонны регулируется и контролируется с помощью прибора поз.FIRC-76 со щита ЦПУ и по месту.
-Расход метанола возвращаемого в процесс контролируется и регулируется с помощью прибора поз.FIRC-74 с ЦПУ и по месту.
Вакуум-насос поз.Н7/1,2.
-Давление (вакуум) на общем коллекторе всаса измеряется и контролируется с помощью прибора поз.PIA-73 и сопровождается световой и звуковой сигнализацией давления менее 0,2кгс/см2 на щите ЦПУ.
-Давление (вакуум) на всасе каждого вакуум-насоса измеряется и контролируется с помощью прибора поз.PIR-78 по месту.
-Работа и включение насоса сопровождается световой сигнализацией, а отключение световой и звуковой сигнализацией на щите ЦПУ.
-Расход воды для создания водяного кольца на вакуум-насосе измеряется приборами поз.FI-79 по месту.
Насос поз. Н5/1,2.
-Давление на трубопроводе нагнетания насосов контролируется с помощью прибора поз.PISA-67 и сопровождается световой и звуковой сигнализацией давления менее 2,5кгс/см2 на щите ЦПУ и остановкой работающего насоса.
-Наличие перекачиваемой жидкости в насосе контролируется с помощью приборов поз.LSA-68 и сопровождается автоматическим отключением насоса со световой и звуковой сигнализацией на щите ЦПУ.
-Включение и работа насоса сопровождается световой сигнализацией, а его отключение световой и звуковой сигнализацией на щите ЦПУ.
-Включение и отключение насоса осуществляется по месту или со щита ЦПУ.
Теплообменник поз. T8.
-Температура на выходе из теплообменника контролируется с помощью прибора поз.TJR-80, 5 точка.
Контроль производства и управление технологическим контролем в таблице 7.
Таблица 7 – Контроль производства и управление технологическим процессом
| Наименование стадий процесса, места измерения параметров или отбора проб | Контролируемый параметр | Частота и способ контроля | Нормы и технические показатели | Методы испытания и средства контроля | Кто контролирует | ||||||||||
|
1. Технологический контроль |
|||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||||||
|
1.Колонна К2: - под вакуумом, - при атмосферном давлении. - под вакуумом, - при атмосферном давлении. - в укрепляющей части, - в исчерпывающей части - куб - вверх |
Температура, верха, TIR-59 Температура, куба, TIR-66 Температура, точка 8, TJR-60 точка 9. TJR-61 PIR-64 Уровень, LIRCA-65 |
Непрерывно по прибору с записью в режимном листе каждый час. Непрерывно по прибору с записью в режимном листе каждый час. Непрерывно по пр. с записью в режимном листе каждый час. Непрерывно по прибору с записью в режимном листе каждый час. Непрерывно по прибору с записью в режимном листе каждый час. |
(40-50)°С (60-66)°С (85-95)°С (95-110)°С (60-70)°С (70-80)°С (0,22-0,41)кгс/см2 (0,39-0,61)кгс/см2 (30-70)% |
ТСП-5071, гр.100П, кл. допуска В. Вторичный прибор КСМ3-ПИ, гр.100П, шкала (0-150)оС, кл. точности 0,5. ТСП-5071, гр.100П,кл.допуска В. Вторичный прибор КСМ3-ПИ, гр.100, шкала (0-200)оС, кл. точности 0,5. ТСП-5071, гр.100П, кл. допуска В. Вторичный прибор КСМ3-ПИ, гр.100, шкала (0-100)оС, кл. точности 0,5 Датчик ВС-П1, диапазон измерений (-1-0)кгс/см2, кл. точности 0,5 Датчик ВС-П1, диапазон измерений (-1-0)кгс/см2, кл. точности 0,5 Вторичный прибор ПВ10. 2 э шкала (-1-0) кгс/см2, кл. точности 1,0 Датчик УБ-ПВ-1, диапазон измерений (0-1000)мм, кл. точности 1,5 Вторичный прибор ПВ10.1Э, шкала (0-100)%, кл. точности 1,0. |
Аппаратчик Аппаратчик Аппаратчик Аппаратчик Аппаратчик |
||||||||||
|
1. Технологический контроль |
|||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||||||
|
Трубопровод формалина с нагнетания на всас насоса Н5 2.Трубопровод метанола от насоса Н6 в колонну К2. 3.Трубопровод метанола от насоса Н6 в отстойник Е2б спиртоиспарителя. 4.Емкость Е5. |
Сигнализация понижения уровня Сигнализация превышения уровня Расход, FIRC-76 Расход, FIRC-74 Уровень, LIRCA-71 |
Непрерывно по прибору с записью в режимном листе каждый час. Непрерывно по прибору с записью в режимном листе каждый час. Непрерывно по прибору с записью в режимном листе каждый час. |
(20+6)% (80+6)% (5-15)м3/ч (0-6,5)м3/ч (30-70)% |
Манометр ЭКМ-1У, шкала (0-1,6)кгс/см2, кл. точности 1,5. УТС-01. Лампа на щите КИП. Клапан 25с48нж "НО". Датчик РП-16 ЖУЗ, диапазон измерений (0-16)м3/ч, кл. точности 1,5. Вторичный прибор ПВ10.1Э, шкала (0-16)м3/ч, кл. точности 1,0. Клапан 25 с 48 н. ж. «НО» Датчик РП-10 ЖУЗ, диапазон измерений (0-10)м3/ч, кл. точности 1,5. Вторичный прибор РПВ 4.2Э, шка- ла (0-10)м3/ч, кл.точности 1,0. Клапан 25 с 48 н. ж. «НО» Датчик УБ-ПВ-1, диапазон измерений (0-1000)мм, кл. точноcти 1,5. Вторичный прибор ПВ10.1Э, шкала (0-100)%, кл. точности 1,0. Клапан 25с50нж "НЗ". |
Аппаратчик Аппаратчик Аппаратчик Аппаратчик Аппаратчик Аппаратчик |
||||||||||
|
1. Технологический контроль |
|||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||||||
|
Трубопровод метанола от насоса Н6 в отстойник Е2б спиртоиспарителя. 5.Трубопровод пара на входе в кипятильник Т7. 6.Трубопровод метанола после Х5. |
Сигнализация Понижения уровня. Сигнализация превышения уровня. LA-71 Сигнализация превышения уровня. Расход, FIRC-62 Температура, TIR-69 |
Непрерывно по прибору с записью в режимном листе каждый час. Непрерывно по прибору с записью в режимном листе каждый час |
(20+6)% (80+6)% (90+6)% (800-9000)кг/ч (0-45)оС |
Манометр ЭКМ-1У, шкала (0-1,6)кгс/см2, кл. точности 1,5 УТС-01. Лампа на щите КИП. ЭСУ (электронный сигнализатор уровня) УТС-01. Лампа на щите КИП. ДКС-6-300 Датчик 13ДД11, диапазон измерений (0-10000)кг/ч, перепад 4000кгс/м2, кл. точности 1,0. Вторичный прибор ПВ10.1Э, шкала кл. точности (0-10000)кг/ч, кл. точности 1,0. Клапан 25 с 50 нж «НО» ТСМ-5071, гр.100П, кл. допуска С. Вторичный прибор КСМ3-ПИ, гр.100П шкала (0-150)оС, кл. точности 0,5. |
Аппаратчик Аппаратчик Аппаратчик Аппаратчик |
||||||||||
|
1. Технологический контроль |
|||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||||||
|
7.Трубопровод метанола после Х5. 8.Трубопровод формалина после холодильника Т8. 9.Трубопровод формалина после насоса Н5. 10.Корпус насосов Н5. |
Температура, TIR-70 Температура, TJR-80, точка 5. Давление, PISA-114 PISA-115 Сигнализация понижения давления. Блокировка по понижению давления. Уровень, LSA-116 LSA-117 Сигнализация Понижения уровня. |
Непрерывно по прибору с записью в режимном листе каждый час Непрерывно по прибору с записью в режимном листе каждый час Визуально по прибору 2 раза в смену Наличие жид кости в корпусе насоса. Отсутствие жидкости в корпусе насоса |
(0-45)оС (40-65)оС (3-5)кгс/см2 (2,5+0,5)кгс/см2 (2,5+0,5)кгс/см2 |
ТСМ-5071, гр.100П,кл.допуска С. Вторичный прибор КСМ3-ПИ,гр.100П, шкала (0-150)°С, кл. точности 0,5. ТСП-5071, гр.100П,кл.допуска С. Вторичный прибор КСМ4, гр.100П шкала (0-100) °С, кл. точности 0,5. Манометр ВЭ-16рб, шкала (0-6)кгс/см2, кл. точности 1,5. УТС-01. Лампа на щите КИП. Автоматическое отключение насоса. Реле безконтактное искробе- зопасное РБИ-1А, U-220 В, N-12 Вт. УТС-01. Лампа на щите КИП. |
Аппаратчик Аппаратчик Аппаратчик Аппаратчик |
||||||||||
|
1. Технологический контроль |
|||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||||||
|
10.Трубопровод метанола после насоса Н6/1,2. 11.Корпус насосов Н6/1-2. 12.Общий трубо-провод паров метанола перед вакуум-насосом Н7/1,2. |
Блокировка по понижению уровня. Давление, PISA-75 Сигнализаци понижения давления. Блокировка по понижению давления. Уровень, LSA-77, LSA-77/1 Сигнализаци понижения уровня. Блокировка по понижению уровня. Давление, PIA-73 Сигнализация понижения давления. |
Отсутствие жидкости в корпусе насоса. Визуально по прибору 2 ра в смену Наличие жид кости в кор- пусе насоса. Отсутствие жидкости в корпусе насоса Отсутствие жидкости в корпусе насоса. Визуально по- прибору. |
(4,0-5,8)кгс/см2 (2,5+0,5)кгс/см2 (2,5+0,5)кгс/см2 (0,45-0,70)кгс/см2 (0,2+0,1)кгс/см2 |
Автоматическое отключение насоса. Манометр ВЭ-16рб, шкала (0-10)кгс/см2, кл. точности 1,5. УТС-01. Лампа на щите КИП. Автоматическое отключение насоса. Реле безконтактное искробе- зопасное РБИ-1А, U-220 В, N-12 Вт. УТС-01. Лампа на щите КИП. Автоматическое отключение насоса. Манометр ВЭ-16рб, шкала (1-0)кгс/см2, кл. точности 1,5. УТС-01. Лампа на щите КИП |
Аппаратчик Аппаратчик Аппаратчик Аппаратчик |
||||||||||
|
1. Технологический контроль |
|||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||||||
|
13.Трубопровод метанола перед вакуум- насосом. Н7/1,2 14.Трубопровод воды подаваемой на вакуум-насос Н7/1,2. |
Давление (вакуум), РIR-78 Расход, FI-79 |
Непрерывно по- прибору с записью в режим- ном листе каждый час. Визуально по прибору. |
(0,45-0,70)кгс/см2 (0-3)м3/ч |
Датчик ВС-П1, диапазон измерений (-1-0)кгс/см2, кл. точности 1,0. Датчик ВС-П1, диапазон измерений (-1-0)кгс/см2, кл. точности 1,0 Вторичный прибор РПВ 4.3Э, шкала (-1-0) кгс/см2, кл. точности 1,0 Датчик РП-4ЖУЗ, диапазон измерений (0-4,0) м3/ч, кл. точности 1,5 |
Аппаратчик Аппаратчик |
||||||||||
|
2. Аналитический контроль |
|||||||||||||||
|
1. Формалин в кубе ректификационной колонны поз.К2 (насос поз.Н5/1-2). 2. Метанол-ректификат в емкости поз.Е5 (насос поз.Н6/1,2). |
массовая доля: - формальдегида- метанола - кислот, в пере- счете на муравь- инную кислоту массовая доля: - метанола - формальдегида |
по требованию 3 р. в смену 2 р. в смену |
5 - 28 % 10 - 38 % не более 50,0 % не более 8,0 % 0,04% не менее 92 % не более 6 % |
Методика 30-14-06-01 ГОСТ 1625-89 Методика 30-14-06-01 |
Лаборант Лаборант |
||||||||||
КОЛИЧЕСТВЕННЫЙ АНАЛИЗ ФОРМАЛЬДЕГИДА И СОПУТСТВУЮЩИЙ ВЕЩЕСТВ (МЕТАНОЛ, ВОДА, МУРАВЬИННАЯ КИСЛОТА, МЕТАЛЛЫ)
Химические и инструментальные методы анализа
Определение формальдегида
Хотя основной метод анализа смесей органических веществ в настоящее время – хроматография, для определения содержания свободного формальдегида чаще всего по-прежнему пользуются химическими (волюмометрическими) методами, а из последних чаще всего гидроксиламиновым или сульфитным. Основное усовершенствование более позднего периода – лишь замена, там где это возможно, визуального определения момента конца титрования инструментальным.
Гидроксиламиновый метод. Сущность метода – взаимодействие формальдегида с гидрохлоридом гидроксиламина с образованием формальдольксима и свободной соляной кислотой.
![]() (1.16)
(1.16)
Приборно – методическое оформление анализа зависит от способа определения выделяющейся соляной кислоты или оксима и связанно, в основном, с наличием тех или иных примесей, влияющих на погрешность. В наиболее простой модификации метод соляной кислоты.
Ход анализа. Две порции 10-%-ного раствора гидрохлорида гидроксиламина, по 10 мл. каждая, вносится пипеткой в две конические колбы вместимостью 125 мл. В одну из колб помещают стаканчик, содержащий навеску анализируемого раствора ( проба должна содержать примерно 1 г формальдегида). Если в пробе имеются смолистые вещества или осадки, то в качестве растворителя в стаканчик добавляют 10 мл. метанола. Такой же объем последнего прибавляют и во вторую (сравнительную) колбу. Спустя 15 – 20 мин. необходимых для завершения приведенной выше реакции, содержимое обеих колб титруют 1 н. раствором едкого кали с индикатором бромфеноловым синим. Конец титрования фиксируется по переходу желтой окраски в светло-пурпурную. В некоторых случаях определение ведут в растворе пиридина.
В щелочной или слабокислой (до рН 4-5) среде взаимодействия формальдегида с гидроксиламином протекает быстрее, чем в нейтральной или кислой. В присутствии оснований реакция протекает через следующие стадии:
![]() (1.17)
(1.17)
 (1.18)
(1.18)
 (1.19)
(1.19)
 (1.20)
(1.20)
Наиболее медленная стадия – реакция (18). Анализ формальдегида в щелочной среде основан на потенциометрическом определении момента появления в растворе свободной неразложенной соли гидроксиламина (вместо гидрохлорида может применяться также сульфат гидроксиламина). Образование формальдоксима происходит настолько быстро, что предварительная выдержка приготовленных реакционных смесей не требуется. В стаканчик емкостью 100 мл., в котором ведут титрование, наливают 55 мл. воды и 5 мл. 50%-го раствора едкого кали. К этому раствору добавляют на магнитной мешалке и опускают в раствор два электрода - платиновый и насыщенный каломелевый. Титрование ведут при перемешивании 0,1 н. раствором гидрохлорида гидроксиламина с помощью микробюретки. Точка эквивалентности находится в интервале от -250 до -300 мВ. Вначале отрицательный потенциал под влиянием возрастающего содержания оксима увеличивается, однако стрелка милливольтметра не останавливается на новом значении, а возвращается обратному исходному положению. Концом титрования считается момент, когда стрелка перестает откланяться назад и очередная капля титрагента отклоняет ее только в перед. Относительная ошибка метода составления 0,2%.
Определению не мешают метанол, этанол, уксусная и муравьиная кислоты, ацетон и др.
В соответствии с гостированной методикой определение примесей формальдегида как в кислых, так и в щелочных растворах проводится рН – метрическим титрованием. В этом случае добавлением необходимого количества кислоты или щелочи рН исследуемого раствора предварительно доводится до 4. После этого к водно-этанольному раствору , содержащему навеску, добавляют 5 мл. 5% -ного раствора гидрохлорида, смесь перемешивают и выдерживают в течении 30 мин. Затем в стакан со сиесью опускают пару электродов (стеклянный в сочетании с хлорсеребряным или каломельным) и титруют 0,1 н. раствором едкого натра до достижения исходного значения рН 4. Вместо добавления щелочи можно использовать предварительно построенную тарированную кривую рН – содержание СН2О. титрование можно проводить, и с индикатором бромфеноловым синим.
Сульфитный метод. В основе метода – реакция формальдегида с сульфитом натрия, в результате которой образуется как бы продукт присоединения гидросульфата натрия к формальдегиду и свободная щелочь:
![]() (1.21)
(1.21)
 (1.22)
(1.22)
Гидросульфитное соединение имеет именно приведенную структуру гидроксисульфоновой кислоты, а не строение гидроксиметилсульфита HOCH2 – O – SO2Na, приписывавшееся этому соединению ранее. Взаимодействие сульфитов с формальдегидом является примером метоксилирования неорганического соединения – реакции, часто встречающейся в органических синтезах с участием формальдегида.
1.12 БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ ПРОИЗВОДСТВА
Характеристика опасности производства
Пожаровзрывоопасные токсические свойства сырья, полупродуктов, готовой продукции и отходов производства.
Взрывопожарная и пожарная опасность, санитарная характеристика производственных зданий, помещений и наружных установок в таблице 8.
Таблица 8 – Пожаровзрывоопасные токсические свойства сырья, полупродуктов, готовой продукции и отходов производства
| Наименование сырья, полупродуктов готовой продукции, отходов производства |
Класс опасности ГОСТ 12.1.007 -76 |
Температура | Концентрационный предел воспламенения | Характеристика токсичности (воздействие на человека) | ПДК вредных в воздухе рабочей зоны производственных помещений ГОСТ 12.1.005-88 | |||||||||
| ВСП | ВОСП |
Само. ВОСП. |
||||||||||||
| Метанол | 3 | 8 | 13 | 464 | 6 | 34,7 | Яд нервного и сосудистого действия с резко выраженным коммулятивным действием | 5мг\м3 | ||||||
| Формалин (по формальдегиду) | 2 | 56-85 | 62-80 | 435 | 7 | 73 | Токсичен. Раздражает слизистые обо-лочки,вызывает дерматит. |
0,5 мг\м3 по формаль-дегиду |
||||||
| Едкий натр | 2 | - | - | - | - | - | При попадании на кожу вызывает ожоги | 0,5 мг\м3 аэрозоль | ||||||
| Надсмольная вода | - | 63 | - | 610 | - | - | Токсичность определяется содержанием в ней метанола и формальдегида | |||||||
| Азотная кислота | 3 | Не горючая. При контакте с горючими веществами вызывает их самовозгорание. | При попадании на кожу вызы-вает химичес-кие ожоги | 5мг\м3 | ||||||||||
| Азотнокислое серебро | Не горючее. | Действует при-жигающее на кожу и слизис-тые оболочки. Вызывает воспалительные заболевания кожи. При многолетней работе серебро накапливается в организме. | ||||||||||||
| Окислы азота | 3 | Не горючие | Раздражают дыхательные пути, вызывают удушье, коньюктивиты и поражают роговицы глаз. | 5мг\м3 | ||||||||||
| Выхлопные газы (абгазы) | 3 | по водороду | Токсичность определяется содержанием формальдегида и метанола | 29мг\м3 | ||||||||||
| 500 | 4 | 75 | ||||||||||||
| по окиси углерода | ||||||||||||||
| 610 | 12,5 | 74 | ||||||||||||
| Природный газ (по метану) | 3 | с воздухом | Оказывает наркотическое действие | 300мг\м3 | ||||||||||
| 537 | 4,9 | 15,4 | ||||||||||||
| с кислородом | ||||||||||||||
| 5,6 | 6,1 | |||||||||||||
Меры безопасности при эксплуатации производства
Все работы по подключению оборудования к действующим сетям и аппаратам и переводу на рабочий режим проводятся сменным персоналом под руководством начальника смены.
Ввод оборудования в эксплуатацию допускается после закрытия наряда-допуска и оформления актов по форме, предусмотренной Системой технического обслуживания и ремонта оборудования предприятий химической промышленности на отремонтированное, модернизированное оборудование и Типовой инструкцией о порядке безопасного проведения ремонтных работ на предприятиях Министерства химической промышленности (ТИ-ХП-86).
Отремонтированный узел включается в работу по письменному распоряжению начальника цеха.
Оборудование предназначенное для работы с огне- и взрывоопасными веществами, необходимо продувать азотом до объемной доли кислорода в продувочном газе не более 2 %.
Требования безопасности при пуске и остановке производства.
Требования безопасности при пуске производства формалина.
Отделение синтеза формальдегида (корп.301).
1.Осмотреть оборудование, коммуникации, запорную арматуру, средства КИПиА, заземление. Снять установленные ранее заглушки. Вся запорная арматура, кроме вентилей к манометрам, уровнемерам должна быть закрыта.
2.Проверить работу приточно-вытяжной и аварийной вентиляции и включить вент систему в работу.
3.Проверить наличие и исправность средств пожаротушения, систем оповещения, сигнализации и связи.
4.Проверить давление в коллекторах оборотной, деминерализованной, пожарохозяйственной воды, воздуха КИПиА, азота, пара.
5.Включить в работу приборы КИПиА.
6.Подать воду на охлаждение воздуходувок поз. М1/1-3 и теплообменников поз.Т3, Т4,Т5,Т6.
7.Произвести загрузку катализатора в контактный аппарат поз. Р1, опрессовать систему на плотность.
8.Принять пар давлением 18 кгс/см2 в цех для чего:
- Закрыть отсечную задвижку перед РОУ 1Т, 2Т и задвижку на байпасе на входе в цех.
- Открыть дренажный вентиль отсечной задвижки и вентиль перед основной задвижкой РОУ 1Т, 2Т на входе пара в цех, сдренировать скопившийся конденсат из подводящих трубопроводов.
- Начать прогрев трубопровода от магистральной линии до отсечной задвижки перед РОУ путем медленного открытия основной отсечной задвижки (находится за дорогой).
- Прогрев паропроводов производить со скоростью не более 5оС в минуту. При появлении гидроударов необходимо быстро снизить давление пара и усилить продувку паропровода через дренажный вентиль.
- По мере прогрева паропровода, когда из дренажей пойдет сухой пар, закрыть дренажный вентиль и медленно поднять давление пара до рабочего.
8.1.Принять пар давлением 6 кгс/см2 для чего:
- Открыть воздушник и дренажный вентиль на коллекторе пара давлением 6 кгс/см2.
- Начать прогрев паропровода от отсечной задвижки перед РОУ 1Т, 2Т до парового коллектора давлением 6 кгс/см2 путем медленного открытия байпаса отсечной задвижки (задвижка на отм.+ 2.000).
- По мере прогрева паропровода, когда из дренажных вентилей пойдет сухой пар, открыть задвижки до и после регулирующего клапана, подать пар через клапан и закрыть байпасы.
- Закрыть воздушник и постепенно набрать рабочее давление. Конденсат при этом отводится через конденсатоотводчик в емкость поз.5Т.
- Перевести регулирующие клапаны на автоматический режим.
8.2. Принять пар давлением 2 кгс/см2 для чего:
- Открыть вентиль на дренажной линии коллектора и воздушник.
- Начать прогрев паропровода от коллектора давлением 6 кгс/см2 до коллектора пара давлением 2 кгс/см2, путем медленного открытия байпаса.
- По мере прогрева паропровода, когда из дренажного вентиля пойдет сухой пар, закрыть дренажный вентиль и направить пар через клапан. Отрегулировать рабочее давление в коллекторе. Конденсат при этом через конденсатоотводчик направляется в емкость.
- Перевести регулирующий клапан на автоматический режим.
8.3. При появлении уровня в емкостях подключить в работу уровнемерную камеру, открыв вентили на ее входе и выходе.
- При достижении уровня 50 % в емкостях перевести регулирование уровня на автоматический режим. При достижении уровня 80 % автоматически включаются насосы и при достижении уровня 20 % насосы автоматически отключаются.
8.4. Пар с производства метанола принимается аналогично пару давлением 2 кгс/см2.
9. Подать деминерализованную воду в систему санитарных скрубберов, для чего набрать уровень в емкостях до 80 %.
10. Включить насос, наладить циркуляцию по схеме:
11. Включить насос и наладить циркуляцию по схеме:
12. Подготовить и пустить в работу факельную установку.
Произвести осмотр технологического оборудования, трубопроводов, средств контроля и автоматизации.
Принять на установку пар, азот, технологический воздух, природный газ.
Продувать факельный трубопровод азотом до тех пор, пока объемная доля кислорода в точке выброса в атмосферу будет не более 2,0 %. Открыть клапан на подаче азота - клапан на природном газе закрыт.
Перед розжигом горелок произвести продувку газом трубопровода, подводящего газ к шкафу СЗФ.
По обводной линии произвести продувку воздухом сливных вентилей, установленных на трубопроводах газовоздушной смеси. Закрыть сливные вентили и вентиль на обводной линии запального шкафа СЗФ, убедиться в целостности смотрового стекла, смесителя и кнопочного поста управления.
Розжиг горелок включает два этапа:
1. Подбор соотношения газа и воздуха в газовоздушной смеси.
2. Дистанционный розжиг горелок.
Для приготовления газовоздушной смеси необходимо:
- подать технологический воздух в шкаф СЗФ и редуктором выставить давление перед камерой смешения (0,7-1,2) кгс/см2.
- подать природный газ в шкаф СЗФ и редуктором выставить давление перед камерой смешения (0,7-1,2) кгс/см2. В зимнее время подать пар на обогрев камеры смешения.
- подать природный газ к контрольной горелке и продуть в течение (5-7) мин.
- открыть вентиль и продуть в течение (5-7) минут газовоздушной смесью трубопровод, перекрыть вентили на манометрах, затем нажатием кнопки "зажигание" в течение (1-2) секунд произвести поджиг смеси, наблюдая при этом за контрольной горелкой.
Если при повторном поджиге зажигание на горелке не произошло, то с помощью клапанов и редукторов изменить соотношение газа и воздуха в смеси и добиться устойчивого горения на контрольной горелке. После чего открыть вентили на манометры и определить давление газа и воздуха, при которых происходит надежный поджиг горелки.
После измерения давления закрыть вентили на манометре с целью защиты их от поломки при воздействии избыточного давления, оставить редукторы в найденном положении. Закрыть вентили подачи газовоздушной смеси природного газа на контрольную горелку.
Розжиг дежурных горелок производится поочередно. Сначала открыть вентиль подачи газовоздушной смеси на 1 горелку. Открыть вентиль подачи природного газа на горелку. После продувки трубопровода газовоздушной смесью в течение 10 минут произвести, кратковременным нажатием кнопки "зажигание", поджиг газовоздушной смеси.
При наличии пламени на дежурной горелке подается сигнал от термопреобразователя и регистрируется повышение температуры на приборе После розжига этой горелки закрыть вентиль подачи газовоздушной смеси на эту горелку. Далее последовательно зажечь оставшиеся две горелки.
После розжига всех горелок закрыть вентили подачи воздуха и природного газа в шкаф СЗФ и вентили коллектора распределения газовоздушной смеси. После окончания розжига дежурных горелок прекратить подачу напряжения на шкаф СЗФ.
13.Включить насос поз. Н3/1-2 и наладить циркуляцию по схеме:
куб колонны поз. К1 - насос поз. Н3/1-2 - воздушный холодильник поз. Х4 -
- куб колонны поз. К1,
куб колонны поз. К1 - насос поз. Н3/1-2 - теплообменник поз. Т6- - 24-я тарелка колонны поз. К6.
14. Включить вентилятор аппарата воздушного охлаждения поз. Х4.
15. Включить насосы поз. Н3/2-3, Н4/1-3 и наладить циркуляцию абсорбционной колонны поз. К1 по контурам:
а) 1-я тарелка - насос поз. Н3/2-3 - теплообменник поз. Т3 - 6-я тарелка;
б) 7-я тарелка - насос поз. Н4/1-2 - теплообменник поз. Т4 - 12-я тарелка;
в)13-я тарелка - насос поз. Н4/2-3 - теплообменник поз. Т5 -
- 18-я тарелка.
16. Подать в конденсатосборник поз. Е13 дем. воду или конденсат пара.
17. При достижении уровня в конденсатосборнике поз. Е4 (40-60) % включить насос поз. Н2/1-2 и подать деминерализованную воду в паросборник поз. Е3.
18. При достижении уровня в паросборнике поз. Е3 и конденсатосборнике поз. Е4 80 % прекратить подачу деминерализованной воды.
19. Приоткрыть вентиль на верхней циркуляционной линии подконтактного холодильника поз. Р1 в конденсатосборник поз. Е4 и наладить циркуляцию по схеме:
конденсатосборник поз. Е4 - насос поз. Н2/1-2 - паросборник поз. Е3 - подконтактный холодильник поз. Р1 - коденсатосборник поз. Е4.
20. Принять пар 2 кгс/см2 в паросборник поз. Е13.
21. Подать пар 2 кгс/см2 в эжектор для прогрева пароконденсатной системы.
22. Регулирование уровней в паросборнике поз. Е3 и конденсатосборнике поз. Е4 перевести на автоматическое управление.
23. Подать пар 6 кгс/см2 в перегреватель поз. Т2.
24. Включить воздуходувку поз. М1/1-3 с ЦПУ или по месту. При снижении пускового тока до минимума открыть электрозадвижку поз. М1-1з на всасе. Довести токовую нагрузку до рабочей, открывая электрозадвижку поз. М1-2з на"свечу". Подавать воздух в систему постепенно открывая электрозадвижку поз. М1-3з, а электрозадвижку поз. М1-2з закрывая и поддерживая при этом рабочую токовую нагрузку для данной воздуходувки.
25.Прогреть контактную массу до 100 °С, для чего:
- открыть вручную задвижку поз. Т1-2 перед спиртоиспарителем;
- открыть электрозадвижки на входе в контактный аппарат и на выходе из него;
- открыть электрозадвижку на выходе выхлопных газов из абсорбционной колонны (электрозадвижка должна быть закрыта).
26.После нагрева контактной массы до 100оС перевести работу воздуходувки поз. М1/1-3 на "свечу", задвижку перед спиртоиспарителем закрыть. Открыть электрозадвижку на обводной линии контактного аппарата. Электрозадвижки, на входе и выходе контактного аппарата должны быть закрыты.
27.Отобрать пробу метанола на входе в цех (с "метанольного кольца") на анализ. Массовая доля метанола должна быть не менее 97 %.
28. Принять метанол в спиртоиспаритель. При достижении уровня в спиртоиспарителе поз. Е2а (40-60) % подачу метанола временно прекратить.
29.Принять пар в теплообменник спиртоиспарителя поз. Т2, перегреватель поз. Т2.
30.Довести температуру метанола в испарителе поз. Е2а до (52-62)оС.
Следить за уровнем в испарителе поз. Е2а. Регулирование уровня в испарителе поз. Е2а перевести на автоматическое управление.
31.Подать воздух расходом (3000-3500)м3/ч через барботер теплообменника спиртоиспарителя поз. Т2.
32.Установить стабильный режим узла спиртоиспарения:
- температура в испарителе поз. Е2а (52-62)оС;
- уровень в испарителе поз. Е2а (40-60) %;
- расход воздуха (3000-3500)м3/ч;
- температура метаноло – воздушной смеси после перегревателя поз. Т2 не менее 90оС; расход метанола, гарантирующий объемную долю метанола в метаноло – воздушной смеси (50-60)%.
Необходимо помнить, что объемная доля метанола в метаноло – воздушной смеси менее 34,7 % приведет к взрыву при включении электрозапала.
33. При установившемся режиме в спиртоиспарителе:
- слить сконденсировавшийся метанол из огнепреградителя поз. Х3 в аварийную емкость;
- отобрать метанол из спиртоиспартеля на анализ (массовая доля метанола не менее 98 %);
- открыть электроэадвижки до и после контактного аппарата и закрыть электрозадвижку на обводной линии, продуть контактныйаппарат метаноло – воздушной смесью в течение (10-20) минут;
- при достижении температуры в контактном слое (90-100)оС включить электрозапал. Следить за разогревом контактной массы через смотровое стекло и за показаниями прибора, контролирующего температуру в слое.
34. При температуре в контактном слое (300-350)оС электрозапал отключить. Дальнейший рост температуры обеспечивается за счет тепла реакции. Допустимой считается скорость подъема температуры (100-150)оС в час.
35. При повышении температуры в контактном аппарате поз. Р10 следить за уровнем в сборниках поз. Е3,Е4, вентиль на циркуляционной линии закрыть.
36. При температуре в зоне реакции (550-600)оС и равномерном свечении контактной массы подать надсмольную или деминерализованную воду на смешение.
37. Постепенно увеличить расход воздуха в системе до 6000м3/ч, не допуская превышения температуры в контактном слое выше 650оС.
38. При установившемся режиме на узлах синтеза и абсорбции формальдегида, по согласованию с персоналом установки термического обезвреживания, направить выхлопные газы из абсорбционной колонны поз.К1 на сжигание или факельную установку.
39. Принять абгазы на факельную установку, для чего:
- продуть факельную систему азотом, в факельную трубу подать природный газ;
- отрегулировать давление природного газа к горелкам;
- уменьшить подачу азота в факельную систему после того, как загорится пламя факела;
- перевести регулирование в автоматический режим, поддерживая давление природного газа к горелкам не менее 1200 кгс/м2 и расход не менее 35м3/ч;
- предупредив аппаратчика сжигания, принять абгазы с узла абсорбции на факельную установку, предварительно открыв арматуру до огнепреградителя и одновременно открывая электрозадвижки после огнепреградителя на сжигание и закрывая электрозадвижку на "свечу" (объемная доля кислорода в абгазах не должна превышать 2,0 %).
Необходимо помнить, что во время работы факельной установки должна быть открыта арматура подачи азота, чтобы обеспечить автоматическую подачу его в лабиринтный затвор при разрежении в трубопроводе абгазов, или в трубопровод абгазов при падении давления природного газа.
Перед подачей абгазов с узла абсорбции на УТО согласовать порядок технологических операций с аппаратчиком сжигания.
40. При массовой доле формальдегида в кубе колонны поз. К1 более 25 % подать воду на орошение колонны поз. К1 с расходом (0,5-1,0)м3/ч и постепенно, в зависимости от концентрации формалина в кубе колонны, довести расход воды до регламентного. Подачу формалина из куба колонны поз. К1 на верх колонны поз. К1 прекратить.
41. При повышении уровня в кубе колонны поз. К1 выше (40-60) % начать отбор формалина в ректификационную колонну поз. К2.
42. При появлении уровня в кубе ректификационной колонны поз. К2 (30-40) % подать пар 2 кгс/см2 в испаритель поз. Т7.
43. Включить вентиляторы аппаратов воздушного охлаждения поз. Х34/1-2.
44. Включить в работу вакуум-насос поз. Н7/1-2.
45. Установить температуру формалина в кубе колонны поз. К2 (90-95)оС.
46. При заполнении дистиллятом емкости поз. Е5 на (40-60) % подать флегму на орошение колонны поз. К2 насосом поз. Н6/1-2.
47. Добиться стабильного разрежения и температуры в ректификационнной колонне поз. К2: Вакуум - верх колонны - -(0,39-0,61)кгс/см2;
низ колонны - -(0,22-0,41) кгс/см2;
Температура - верх колонны - (40-50)оС;
низ колонны - (85-95)оС.
48. При массовой доле метанола в дистилляте не менее 90 % подать его в спиртоиспаритель из емкости поз. Е5 насосом поз. Н6/1-2
49. При достижении уровня формалина в кубе колонны поз. К2 (40-60) % насосом Н5/1-2 начать отбор формалина в стандартизаторы.
50. Стандартный формалин из емкостей насосом откачать на склад готовой продукции.
1.13 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Мероприятия, связанные с охраной окружающей среды подразделяются на: - охрану атмосферного воздуха от загрязняющих веществ;
-снижение концентрации загрязняющих веществ в сточных водах производства.
Твердых отходов в производстве формалина нет.
Охрана атмосферного воздуха.
Возможными источниками загрязнения атмосферы являются:
-абсорбционная колонна поз. К1,
-вакуум-насосы поз. Н7 процесса ректификации,
-сальники насосов,
-воздушки от аппаратов,
-факельная установка,
-дымовая труба УТО,
-парк емкостей формалина и наливная эстакада,
-аппараты катализаторного отделения.
Выбросы формальдегида и метанола на производстве сведены до минимума.
Абсорбционные газы с верха колонны поз. К1 при стабильном ведении процесса получения формалина подаются на установку термического обезвреживания в водогрейные котлы КВГМ-10-150, где сгорают с выделением тепла.
Избыток выхлопных газов с узла абсорбции при работе и при аварии сжигается на факельной установке.
При остановке УТО в течение продолжительного времени возможно сжигание абсорбционных газов на факеле.
При пуске в атмосферу выбрасывается воздух с парами метанола. При остановке технологической нитки абгазы выбрасываются в атмосферу в течение 0,5 часа.
Инертные газы, содержащие метанол и формальдегид, от вакуум-насосов поз. Н7/1-2 направляются в верхнюю часть колонны поз. К1 и далее на сжигание.
Загрязнение воздуха от сальников насосов уменьшается ввиду использования герметичных насосов и насосов с двойным торцевым уплотнением.
Ко всем аппаратам с метанолом и формалином подведено "азотное дыхание", которое объединяются в общий коллектор и направляется на сжигание.
На складе формалина выбросы от "дыхания" емкостей, при приеме и перекачивании формалина, и выбросы с наливной эстакады при заполнении железнодорожных цистерн очищаются частично в ловушках.
В катализаторном отделении очистка выхлопных газов вакуум – насосом от окислов азота и паров азотной кислоты осуществляется в скрубберахмокрой очистки, где для орошения используется 10 % раствор щелочи.
Очистка сточных вод.
Сточные воды от производства формалина, образующиеся при опорожнении промывке насосов, перед ремонтом собираются в подземную емкость и по мере заполнения передавливаются азотом в стандартизатор и далее в процесс.
Сточные воды от смыва полов через приямок у II технологической нитки направляются в химзагрязненную канализацию.
Ливневые стоки с отметок наружной установки через приямки технологических ниток направляются в ливневую канализацию.
Стоки от катализаторного отделения после предварительной нейтрализации растворенной азотной кислоты через подземную емкость направляются в химзагрязненную канализацию.
Стоки от продувки водогрейных котлов, содержащие соли жесткости (Na2СО3, СаСО3, МgСО3) направляются в ливневую канализацию.
Стоки от смыва полов на складе формалина направляются в химзагрязненную канализацию.
2. РАСЧЕТНАЯ ЧАСТЬ
2.1 МАТЕРИАЛЬНЫЙ БАЛАНС
 |
|||
 |
|||
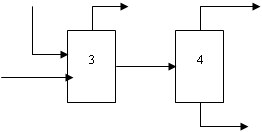
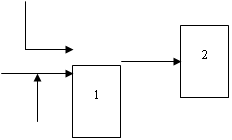
Рис. 2.1 Блок – схема материальных потоков: 1 – приготовление метаноло-воздушной смеси; 2 – контактирование; 3 – абсорбция; 4 – ректификация.
G1 – воздух;
G2 – метанол со склада;
G3 – метанол-ректификат;
G4 – спирто-воздушная смесь;
G5 – контактные газы;
G6 – вода на орошение;
G7 – абсорбционные газы;
G8 – формалин-«сырец»: формальдегид – 28,79%, метанол – 27,24%, вода – 43,97%;
G9 – метанол-ректификат: формальдегид – 97%, метанол – 0,5%, вода – 2,5% ;
G10 – формалин товарный: формальдегид – 37%, метанол – 7%, вода – 56%.
РАСЧЕТ МАТЕРИАЛЬНОГО БАЛАНСА ВСЕГО ПРОЦЕССА
Материальный баланс процесса ректификации
Исходные данные
Годовая производительность одной технологической нитки производства - 126666,6 тонн в год или 15833,33 кг/ч, годовой фонд рабочего времени – 8000 ч. Формалин товарный в расходе – 15833,33 кг/ч.
С учетом заводских данных (массовых долей) рассчитываем количество формальдегида, метанола и воды в формалине товарном в приходе:
15833,33*0,37=5858,33 кг/ч (формальдегид);
15833,33*0,07=1108,33 кг/ч (метанол);
15833,33*0,56=8866,66 кг/ч (вода).
Рассчитываем количество формальдегида, метанола и воды в формалине-«сырце» в приходе, зная заводские данные:
Производительность формальдегида в формалине-«сырце» - 5571,75 кг/ч;
Производительность формальдегида в формалине товарном - 5550,00 кг/ч;
5571,75 – 100%
5550,00 - x
x=99,6% (заводская масс. доля формальдегида).
Аналогично рассчитываем для метанола и воды:
5272,50 – 100%
1050,00 – x
x=19,92% (метанол);
8508,90 – 100%
8400,00 – x
x=98,72% (вода).
5858,33 – 99,6%
x – 100%
x=5881,86 кг/ч (производительность формальдегида в формалине-«сырце»);
1108,33 – 19,92%
x – 100%
x=5563,92 кг/ч (производительность метанола в формалине-«сырце»);
8866,66 – 98,72%
x – 100%
x=8981,63 кг/ч (производительность воды в формалине-«сырце»).
Формалин-«сырец» (5881,86 + 5563,92 + 8981,63) = 20427,41 кг/ч.
Производительность формальдегида в метаноле ректификате:
5881,86 - 5858,33 = 23,53 кг/ч.
Производительность метанола в метаноле ректификате:
5563,92 - 1108,33 = 4455,59 кг/ч.
Производительность воды в метаноле ректификате:
8981,63 - 8866,66 = 114,96 кг/ч.
Метанол ректификат (23,53 + 4455,59 + 114,96) = 4594,08 кг/ч.
Материальный баланс стадии ректификации в таблице 9.
Таблица 9 – Материальный баланс стадии ректификации
| Приход | Расход | ||||
| Состав | кг/ч | Массовая доля, % | Состав | кг/ч | Массовая доля,% |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
[G8] 1. Формалин- «сырец» в т.ч.: -формальдегид -метанол -вода |
20427,41 5881,86 5563,92 8981,63 |
100 28,79 27,24 43,97 |
[G10] 1. Формалин – товарный в т.ч.: -формальдегид -метанол -вода [G9] 2. Метанол – ректификат в т.ч.: -метанол -формальдегид -вода |
15833,33 5858,33 1108,33 8866,66 4594,08 4455,59 23,53 114,96 |
100 37 7 56 100 97 0,5 2,5 |
| Итого: | 20427,41 | 100 | Итого: | 20427,41 | 100 |
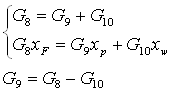
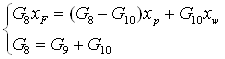
Обозначим массовый расход формалина – «сырца» - G8, массовый расход товарного формалина – G10, массовый расход метанола – ректификата - G9.
Материальный баланс:
GF = Gp + Gw (2.1)
GF = G8; Gp = G9; Gw = G10 (2.2)
G8xF = G9xp + G10xw (2.3)
где, GF, Gp, Gw – массовые расходы: питания, дистиллята и кубового остатка, соответственно.
xF, xp, xw – содержание формальдегида в питании, дистилляте и кубовом остатке соответственно, %.
Решим систему уравнений
 (2.4)
(2.4)

![]()
![]()
G9=P=4594,97=1,28 кг/с;
G10=W=15833,33 кг/ч=4,39 кг/с.
Товарный формалин: содержание воды - 56% , формальдегида 37% и метанола 7%.
Для дальнейших расчетов необходимо концентрации исходной смеси, дистиллята и кубового остатка выразить в мольных долях по формуле:
![]() (2.6)
(2.6)
где, ![]() a,
a, ![]() - концентрации исходной смеси, дистиллята и кубового
остатка в массовых долях (a –
низкокипящего компонента, b –
высококипящего компонента); Ма, Мb –
молярные массы низкокипящего и высококипящего компонентов (Мметанол = 32
кг/моль, Мформ-да = 30 кг/моль).
- концентрации исходной смеси, дистиллята и кубового
остатка в массовых долях (a –
низкокипящего компонента, b –
высококипящего компонента); Ма, Мb –
молярные массы низкокипящего и высококипящего компонентов (Мметанол = 32
кг/моль, Мформ-да = 30 кг/моль).
Метанол - низкокипящий компонент (температура кипения 64,5°С);
Формальдегид - высококипящий компонент (температура кипения 98,9°С).
 ,
,
 ,
,
 .
.
Материальный баланс процесса абсорбции
Из заводских данных:
Количество формалина-«сырца» - 19353,15 кг/ч;
Итого процесса абсорбции – 29515,65 кг/ч;
29515,65 – 100%
19353,15 – x
x=65,59% (формалин-«сырец»)
Тогда всего в процессе абсорбции будет:
20427,41 – 65,59%
x – 100%
x=31144,09 кг/ч.
Количество выхлопных газов в расходе (31144,09-20427,41)=10716,68 кг/ч.
Тогда рассчитываем количество азота, водорода, углекислого газа, окиси углерода и воды в выхлопных газах:
10716,68 – 100%
x – 77,27%
x=8280,78 кг/ч (азот);
10716,68 – 100%
x – 16,62%
x=1781,11 кг/ч (водород);
10716,68 – 100%
x – 4,14%
x=443,67 кг/ч (углекислый газ);
10716,68 – 100%
x – 0,68%
x=72,87 кг/ч (окись углерода);
10716,68 – 100%
x – 1,29%
x=138,25 кг/ч (вода).
Производительность формалина-«сырца» берется из процесса ректификации.
Вода на орошение
Из заводских данных:
Количество воды в выхлопных газах – 97,50 кг/ч;
Количество воды в формалине-«сырце» - 8508,90 кг/ч;
Вода на орошение заводская в приходе – 5548,35 кг/ч;
97,50+8508,90=8606,4 кг/ч;
8606,4 – 100%
5548,35 – x
x=64,47% .
Количество воды на орошение в расходе:
138,25+8981,63=9119,88 кг/ч;
9119,88 – 100%
x – 64,47%
x=5879,58 кг/ч;
Контактные газы: (31144,09-5879,58)=25264,51 кг/ч.
Количество формальдегида, метанола, углекислого газа, окиси углерода, водорода и азота в контактном газе рассчитывается:
25264,51 – 100%
x – 23,24%
x=5880,86 кг/ч (формальдегид);
25264,51 – 100%
x – 22%
x=5560,91 кг/ч (метанол);
25264,51 – 100%
x – 12,76%
x = 3223,75 кг/ч (вода);
25264,51 – 100%
x – 3,19%
x=805,94 кг/ч (углекислый газ);
25264,51 – 100%
x – 0,58%
x=146,53 кг/ч (водород);
25264,51 – 100%
x – 0,33%
x=83,37 кг/ч (окись углерода);
25264,51 – 100%
x – 37,9%
x=9575,25 кг/ч (азот).
Материальный баланс абсорбционной колонны в таблице 10.
Таблица 10 – Материальный баланс абсорбционной колонны
| Приход | Расход | ||||
| Состав | кг/ч | Массовая доля, % | Состав | кг/ч | Массовая доля, % |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
1. Контактные газы, в т.ч.: -формальдегид метанол -вода -углекислый газ -водород -окись углерода -азот 2. Вода на орошение |
25264,51 5880,86 5560,91 3223,75 805,94 146,53 83,37 9575,25 5879,58 |
100 23,24 22 12,76 3,19 0,58 0,33 37,9 100 |
1. Формалин – «сырец» в т.ч.: -формальдегид -метанол -вода 2. Выхлопные газы, в т.ч.: -азот -водород -углекислый газ -окись углерода -вода |
20427,41 5881,8 5563,92 8981,63 10716,68 8280,78 1781,11 443,67 72,87 138,25 |
100 28,79 27,24 43,97 100 77,27 16,62 4,14 0,68 1,29 |
| Итого: | 31144,09 | 100 | Итого: | 31144,09 | 100 |
Материальный баланс стадии контактирования и приготовления спирто-воздушной смеси
Контактирование
Количество контактных газов в расходе равно количеству контактных газов в приходе процесса абсорбции – 25264,51 кг/ч.
Количество контактных газов равно количеству смеси воздух-метанол - 25264,51 кг/ч.
Рассчитываем количество формальдегида, метанола, воды, азота и кислорода в приходе:
25264,51 – 100%
x – 0,09%
x=22,74 кг/ч (формальдегид);
25264,51 – 100%
x – 46,5%
x=11748,00 кг/ч (метанол);
25264,51 – 100%
x – 1,76%
x=444,66 кг/ч (вода);
25264,51 – 100%
x – 40,76%
x= 10297,81 кг/ч (азот);
25264,51 – 100%
x – 10,89%
x=2751,31 кг/ч (кислород).
Спиртоиспарение
Количество смеси воздух-метанол в расходе равно количеству смеси воздух-метанол в приходе процесса контактирования – 25264,51 кг/ч.
Из заводских данных:
Итого процесса спиртоиспарения – 23967,30 кг/ч;
Количество воздуха в приходе – 11988,00 кг/ч;
Количество метанола-ректификата в приходе – 4353,15 кг/ч;
Количество метанола «свежего» в приходе – 7626,15 кг/ч;
23967,30 – 100%
11988,00 – x
x=50,02% (воздух);
23967,30 – 100%
4353,15 – x
x=18,16% (метанол-ректификат);
23967,30 – 100%
7626,15 – x
x=31,82% (метанол «свежий»).
Рассчитываем количество метанола «свежего» в приходе и входящего в него метанола и воды:
25264,51 – 100%
x – 31,82%
x=8039,17 кг/ч (метанол «свежий»);
8039,17 – 100%
x – 99,9%
x=8031,13 кг/ч (метанол);
8039,17 – 100%
x – 0,1%
x=8,04 кг/ч.
Рассчитываем количество метанола-ректификата в приходе и входящего метанола, формальдегида и вода:
25264,51 – 100%
x – 18,16%
x=4588,04 кг/ч (метанол-ректификат);
4588,04 – 100%
x – 97%
x=4450,39 кг/ч (метанол);
4588,04 – 100%
x – 0,5%
x=22,94 кг/ч (формальдегид);
4588,04 – 100%
x – 2,5%
x=114,70 кг/ч (вода).
Рассчитываем количество воздуха в приходе и входящего в него кислорода, азота и воды:
25264,51 – 100%
x – 50,02%
x=12637,31 кг/ч (воздух);
12637,31 – 100%
x – 20,7%
x=2615,92 кг/ч (кислород);
12637,31 – 100%
x – 77,5%
x=9793,91 кг/ч (азот)
12637,31 – 100%
x – 1,8%
x=227,47 кг/ч (вода).
Материальный баланс стадии контактирования и приготовления спирто – воздушной смеси в таблице 11.
Таблица 11 – Материальный баланс стадии контактирования и приготовления сприрто – воздушной смеси
| Приход | Расход | ||||
| Состав | кг/ч | Массовая доля, % | Состав | кг/ч | Массовая доля, % |
| Контактирование | |||||
|
1. Смесь воздух – метанол, в т.ч.: формальдегид -метанол -вода -азот -кислород |
25264,51 22,74 11748,00 444,66 10297,81 2751,31 |
100 0,09 46,5 1,76 40,76 10,89 |
1 Контактные газы, в т.ч.: формальдегид -метанол -вода -углекислый газ -окись углерода -водород -азот |
25264,51 5880,86 5560,91 3223,75 805,94 146,53 83,37 9575,25 |
100 23,24 22 12,76 3,19 0,33 0,58 37,9 |
| Итого: | 25264,51 | 100 | Итого: | 25264,51 | 100 |
| Приход | Расход | ||||
| Состав | кг/ч | Массовая доля, % | Состав | кг/ч | Массовая доля, % |
| Спиртоиспарение | |||||
|
Метанол «свежий» в т.ч.: -метанол -вода 2. Метанол – ректификат, в т.ч.: -метанол -формальдегид -вода 3. Воздух, в т.ч.: -кислород -азот -вода |
8039,17 8031,13 8,04 4588,03 4450,39 22,94 114,70 12637,31 2615,92 9793,91 227,47 |
100 99,9 0,1 100 97 0,5 2,5 100 20,7 77,5 1,8 |
Смесь воздух – метанол, в т.ч.: -формальдегид -метанол -вода -азот -кислород |
25264,51 22,74 11748,00 444,66 10297,81 2751,31 |
100 0,09 46,5 1,76 40,76 10,89 |
| Итого: | 25264,51 | 100 | Итого: | 25264,51 | 100 |
Построение диаграмм
Для идеальных смесей диаграммы можно построить путем расчета, исходя из значений давлений паров чистых компонентов РН.К и РВ.К при различных температурах. Для этого можно воспользоваться уравнением:
![]()
![]() (2.7)
(2.7)
Решив от относительно x, получим:
![]()
(2.8)
Таким образом, выбрав ряд температур (в пределах между температурами кипения чистых компонентов), можно вычислить состав жидкости, кипящей при данной температуре. Далее, определив парциальное давление НК по формуле:
![]()
(2.9)
находим состав паров:
![]() (2.10)
(2.10)
где, Робщ = 427 мм рт. ст. Давление общее соответствует давлению верха колонны.
Давление верха равно 0,057 Мпа;
Переводим в мм рт. ст.: 0,057*106Па*760 мм рт. ст. /101325 Па = 427,5 мм рт. ст.
Данные расчета сводятся в табл.12 (расчет равновесного состава жидкости и пара смеси метанол – формальдегид).
Рассчитываем давление (Рн.к) для метанола.
Данные значений давлений низкокипящего компонента (метанол) при различных температурах берем из [1, стр.26 ].
Из данных [1, стр.26 ] рассчитываем давление при известных температурах.
Интервал температур от 64,7 до 98,9°С.
При температуре 60°С давление составляет 625 мм рт. ст., а при температуре 70°С давление равно 927 мм рт. ст.
1) Находим давление при температуре 64,7°С:
(927 – 625)/10 = 30,2 на 1°С;
(64,7 – 60)*30,2 = 142,4;
625 + 142,4 = 767,4 мм рт. ст..
2) Находим давление при температуре 68,12°С:
(68,12 – 60)*30,2 = 246,1;
625 + 246,1 = 871,1 мм рт. ст..
При температуре 70°С давление составляет 927 мм рт. ст., а при температуре 80°С давление равно 1341 мм рт. ст.
3) Находим давление при температуре 71,54°С:
(1341 – 927)/10 = 41,4 на 1°С;
(71,54 – 70)*41,4 = 64,2;
927 + 64,2 = 991,2 мм рт. ст..
4) Находим давление при температуре 74,96°С:
(74,96 – 70)*41,4 = 206,7;
927 + 206,7 = 1133,7 мм рт. ст..
5) Находим давление при температуре 78,38°С:
(78,38 – 70)*41,4 = 349,2;
927 + 349,2 = 1276,2 мм рт. ст..
При температуре 80°С давление составляет 1341 мм рт. ст., а при температуре 90°С давление равно 1897 мм рт. ст.
6) Находим давление при температуре 81,8°С:
(1847 – 1341)/10 = 55,6 на 1°С;
(81,8 – 80)*55,6 = 100;
1341 + 100 = 1441 мм рт. ст..
7) Находим давление при температуре 85,22°С:
(85,22 – 80)*55,6 = 290;
1341 + 290 = 1631 мм рт. ст..
8) Находим давление при температуре 88,64°С:
(88,64 – 80)*55,6 = 480;
1341 + 480 = 1821 мм рт. ст..
При температуре 90°С давление составляет 1897 мм рт. ст., а при температуре 100°С давление равно 2621 мм рт. ст.
9) Находим давление при температуре 92,06°С:
(2621 – 1897)/10 = 72,4 на 1°С;
(92,06 – 90)*72,4 = 147,1;
1897 + 147,1 = 2044,1 мм рт. ст..
10) Находим давление при температуре 95,48°С:
(95,48 – 90)*72,4 = 391,4;
1897 + 391,4 = 2288,4 мм рт. ст..
11) Находим давление при температуре 98,9°С:
(98,9 – 90)*72,4 = 635,7;
1897 + 635,7 = 2532,7 мм рт. ст..
Данные расчета сводятся в табл.12 (расчет равновесного состава жидкости и пара смеси метанол – формальдегид).
Рассчитываем давление (Рв.к) дла формальдегида.
Из экспериментальных данных о фазовом равновесии системы находятся константы А, В и С в уравнении Антуана, описывающего температурную зависимость давления паров некоторого гипотетического состояния формальдегида в чистом виде, но с учетом взаимодействия с водой [1, стр 35 ]. Полученное выражение имеет вид:
![]() (2.11)
(2.11)
![]() (2.12)
(2.12)
1) Находим давление при температуре 64,7°С:
![]()
P = 70,3 мм рт. ст..
2) Находим давление при температуре 68,12°С:
![]()
P = 83,8 мм рт. ст..
3) Находим давление при температуре 71,54°С:
![]()
P =99,3 мм рт. ст..
4) Находим давление при температуре 74,96°С:
![]()
P = 117,2 мм рт. ст..
5) Находим давление при температуре 78,38°С:
![]()
P = 138 мм рт. ст..
6) Находим давление при температуре 81,8°С:
![]()
P = 161,4 мм рт. ст..
7) Находим давление при температуре 85,22°С:
![]()
P = 188,8 мм рт. ст..
8) Находим давление при температуре 88,64°С:
![]()
P = 219,3 мм рт. ст..
9) Находим давление при температуре 92,06°С:
![]()
P = 254,7 мм рт. ст..
10) Находим давление при температуре 95,48°С:
![]()
P = 293,8 мм рт. ст..
11) Находим давление при температуре 98,9°С:
![]()
P = 338,8 мм рт. ст..
Данные расчета сводятся в табл.12 (расчет равновесного состава жидкости и пара смеси метанол – формальдегид)
Далее рассчитываем состав жидкости по формуле (2.8):
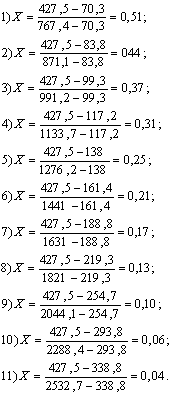
Данные расчета сводятся в табл.12 (расчет равновесного состава жидкости и пара смеси метанол – формальдегид).
Находим состав паров по формуле (2.10):
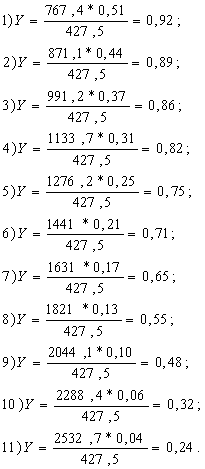
Данные расчета сводятся в табл.12 (расчет равновесного состава жидкости и пара смеси метанол – формальдегид).
Таблица 12 – Расчет равновесного состава жидкости и пара смеси метанол – формальдегид
| t,°C | Рн.к | Рв.к |
X |
Y |
| мм рт. ст. | мольные доли | |||
| 64,7 | 767,4 | 70,3 | 0,51 | 0,92 |
| 68,12 | 871,1 | 83,8 | 0,44 | 0,89 |
| 71,54 | 991,2 | 99,3 | 0,37 | 0,86 |
| 74,96 | 1133,7 | 117,2 | 0,31 | 0,82 |
| 78,38 | 1276,1 | 138 | 0,25 | 0,75 |
| 81,8 | 1441 | 161,4 | 0,21 | 0,71 |
| 85,22 | 1631 | 188,8 | 0,17 | 0,65 |
| 88,64 | 1821 | 219,3 | 0,13 | 0,55 |
| 92,06 | 2044,1 | 254,7 | 0,10 | 0,48 |
| 95,48 | 2288,4 | 293,8 | 0,06 | 0,32 |
| 98,9 | 2532,7 | 338,8 | 0,04 | 0,24 |
Построение кривой равновесия пара и жидкости на диаграмме X – Y показано на рис.2.2. На осях откладывается максимальная концентрация низкокипящего компонента (в данном случае метанола) в паровой yм и жидкой xм фазах (100%), строится квадрат. Через полученную точку А и начало координат О проводим вспомогательную линию – диагональ ОА. Кривую равновесия строим в заданном масштабе по xм и yм при различных температурах (см. табл. 12). На пересечении перпендикуляров, восстановленных из точек x1, y1; x2, y2; x3, y3; … …, получаем точки А1, А2, А3, … Соединяя эти точки плавной линией, получаем кривую равновесия. Если линия равновесия лежит выше диагонали, то пары обогащаются низкокипящим компонентом. Чем ближе линия равновесия к диагонали, тем меньше разница составов пара и жидкости и тем труднее разделяется смесь при ректификации.
График изменения составов жидкости и пара от температуры t – X – Y строится следующим образом (рис.2.3). В соответствии с табл. 12 отложим на оси ординат температуры кипения чистых компонентов tA и tB (А – метанол, В – формальдегид) и температуры кипения t1, t2, t3, …, соответствующие составам жидкой фазы x1, x2, x3, … Восстановим из этих точек перпендикуляры и, соединив точки А1, А2, А3, … плавной линией, получим кривую ВА1А2А3 … А – линию кипения жидкости. Затем на оси абсцисс откладываем составы паровой фазы y1, y2, y3, …, равновесной с данной кипящей жидкостью, и проводим перпендикуляры до пересечения с линиями, проведенными через t1, t2, t3, … Соединив точки пересечения В1, В2, В3, …, В плавной линией, получим кривую ВВ1В2В3 … А – линию конденсации. С помощью этого графика можно определить температуру жидкости и пара любого состава и наоборот, найти составы жидкости и пара при заданной температуре. Для определения температуры кипения исходной смеси проводим вертикаль из точки xF, соответствующей концентрации исходной смеси по низкокипящему компоненту, до пересечения с линией кипения жидкости в точке А¢. Из точки А¢ опускаем перпендикуляр на ось y и находим значение температуры кипения tF.
Таким образом tF = 76,9°С. Аналогично для дистиллята и кубового остатка: tP = 64,8°C, tW = 98,4°C.
Состав пара yF = 0,788, yP = 0,998, yW = 0,164.
Определение рабочего флегмового числа
Рабочее флегмовое число рассчитывается по формуле:
![]() (2.13)
(2.13)
Минимальному флегмовому числу Rmin соответствует положение линий рабочих концентраций АВ и ВС (рис.2.2):
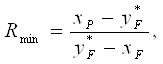 (2.14)
(2.14)
где, y*, x* - координаты точек пересечения линий питания с линией равновесия (yF* = 0,778, xF* = 0,27);
xp и xf – массовый состав дистиллята и исходной смеси.
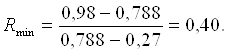
Графическое определение минимального флегмового числа
На рис.2.2 проводим прямую СЕ через точку В пересечения вертикали с линией равновесия и через точку С на диагонали, соответствующую составу дистиллята xp. Измерив отрезок b0, отсекаемый прямой СЕ на оси ординат, находят Rmin из формулы:
 (2.15)
(2.15)
где, xp – мольный состав дистиллята;
откуда ![]()
b0 = 0,70,
Графическое определение рабочего флегмового числа
Оптимальное рабочее флегмовое число R предложено находить по минимальному значению N(R+1), полагая, что это произведение пропорционально объему ректификационной колонны (N – число ступеней изменения концентрации или теоретических тарелок).
Задавшись различными коэффициентами избытка флегмы b, определим соответствующие флегмовые числа R [2, стр. 46 ]. По формуле (2.15) рассчитываем величину b; графическим построением ступеней изменения концентраций между равновесной и рабочими линиями на диаграмме Y – X находим N и далее N(R+1). Построение рабочих линий и ступеней изменения концентраций выполняется для каждого заданного коэффициента избытка флегмы и рассчитанного флегмового числа.
Вычисляем R, b, N, N(R+1) при различных значениях b:
флегмовое число вычисляем по формуле (2.13), а b0 по (2.15):
Чтобы определить количество тарелок, надо графически изобразить линии рабочего процесса в колонне. Колонну непрерывного действия от места ввода исходной смеси делят на две части: верхняя часть колонны называется укрепляющей, а нижняя часть – исчерпывающей. Для укрепляющей части колонны уравнение линии рабочих концентраций определяется соотношением (2.16):
![]() ,
,
в котором выражение R/(R+1) есть тангенс угла наклона линии, а отрезок, отсекаемый линией на оси y, определяется зависимостью b = xp/(R+1). Для построения линий рабочих концентраций укрепляющей и исчерпывающей части колонны откладываем на оси абсцисс точки А, В, С (рис 2.3), соответствующие составам кубового остатка xw, исходной смеси xf и дистиллята xp, проводим через точки А и С вертикали до пересечения с диагональю и получаем точки А1 и С1. Откладываем на оси ординат отрезок ОЕ, длина которого определяется соотношением b = xp/(R+1). Через точки С1 и Е проводим прямую С1Е, а через точку В – вертикаль до пересечения с линией С1Е и получаем точку В1. Соединяем точки А1 и В1 линией А1В1. Отрезок С1В1 – линия рабочих концентраций укрепляющей части колонны, отрезок А1В1 – линия концентраций исчерпывающей части колонны. Число теоретических тарелок находим путем построений ступенчатой линии между линией равновесия и линиями рабочих концентраций в пределах от xw до xp. Эту процедуру делаем 6 раз т. к. дано 6 значений b т.е. отрезков ОЕ.
Количество ступеней (тарелок), полученные из рис.2.3 равно: 13, 9, 8, 7, 8, 5.
Полученные значения заносим в таблицу 13.
Таблица 13
| b | 1,07 | 1,36 | 1,74 | 2,33 | 3,30 | 5,26 |
| R | 0,428 | 0,544 | 0,696 | 0,932 | 1,32 | 2,104 |
| b | 0,69 | 0,63 | 0,58 | 0,51 | 0,42 | 0,32 |
| N | 13 | 9 | 8 | 7 | 8 | 5 |
| N(R+1) | 18,564 | 13,896 | 13,568 | 13,524 | 18,56 | 15,52 |
Результаты вычислений и построений представлены на рис.2.4
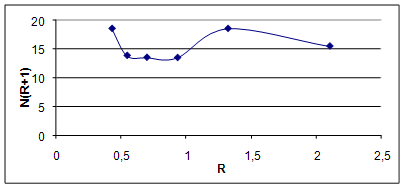
Рис. 2.4 Определение оптимального рабочего флегмового числа
Минимальное произведение N(R+1) соответствует оптимальному рабочему флегмовому числу, Ropt = 0,932.
Определение действительного числа тарелок
Действительное число тарелок в ректификационных колоннах всегда больше теоретического числа, поскольку в реальных условиях равновесие фаз в результате контактного тепломассообмена на тарелках не достигается. Другими словами, коэффициент полезного действия тарелки всегда меньше единицы. Известно несколько методов расчета действительного числа тарелок. В данном случае мы используем графоаналитический метод, как наиболее простой и менее трудоемкий, хотя и несколько менее точный. В соответствии с этим методом действительное число тарелок определяется по уравнению:
![]() (2.17)
(2.17)
здесь h - усредненный коэффициент полезного действия тарелки для всей колонны в целом [4, стр. 65];
N – теоретическое число тарелок.
По литературным данным к. п. д. тарелки изменяется в пределах h = 0,2 ¸ 0,9. При выборе значения к. п. д. тарелки можно пользоваться обобщенным графиком [4, стр. 32] зависимости к. п. д. от произведения относительной летучести a на динамический коэффициент вязкости m (в мПа*с) перегоняемой смеси.
Относительную летучесть определяют по формуле:
 (2.18)
(2.18)
где, y* и x* - соответственно равновесные составы паровой и жидкой фаз на соответствующих тарелках (y*нк = 0,712, x*нк = 0,212).
y* и x* определяем из рис. 2 при средней температуре верха и низа
колонны: ![]() .
.
Динамический коэффициент вязкости смеси определяется по формуле:
 (2.19)
(2.19)
где, m - динамическая вязкость веществ (метанола, формальдегида и воды) при tср, Па*с;
М – молекулярные массы веществ (метанола, формальдегида и воды);
Тср – средняя температура в К (81,6 + 273 = 354,6°С).
Рассчитываем вязкость воды и метанола при tср.= 81,6°С:
Данные взяты из справочника [5, стр. 61 ].
При температуре 80°С вязкость равна 0,657 Па*с, а при температуре 100°С вязкость равна 0,234 Па*с, определяем вязкость при 81,6°С:
(0,657 - 0,234)/20*1,6 = 0,00003384 Па*с;
0,657 – 0,00003384 = 0,66 Па*с (вода).
При температуре 80°С вязкость равна 0,29 Па*с, а при температуре 100°С вязкость равна 0,24 Па*с, определяем вязкость при 81,6°С:
(0,29 – 0,24)/20*1,6 = 0,0000064 Па*с;
0,29 – 0,0000064 = 0,29 Па*с (метанол).
Вязкость формальдегида принимаем 0,91 кг*с/м2 из [6, стр. 78].
Переводим в Па*с:
0,91 кг*с/м2 = 0,000091 кг*с/см2,
1 кг*с/см2 - 9,8*104 Па
0,000091 - x![]()
x = (0,000091*9,8*104)/1 = 8,918 Па = 8,918/3600 = 0,0025 Па*с.
![]()
![]()
КПД » 0,27;
![]()
2.2 ТЕПЛОВОЙ БАЛАНС
Тепловой баланс ректификационной колонны непрерывного действия с дефлегматором составляется для определения расхода греющего пара на процесс ректификации.
Приход теплоты:
1) с исходной смесью
![]() (2.20)
(2.20)
2) с флегмой
![]() (2.21)
(2.21)
3) с греющим паром
![]() (2.22)
(2.22)
Расход теплоты:
1) с кубовым остатком
![]() (2.23)
(2.23)
2) с парами низкокипящего компонента из колонны
![]() (2.24)
(2.24)
3) с конденсатом греющего пара
![]() (2.25)
(2.25)
4) потери теплоты в окружающую среду Qпот.
Таким образом,
![]() (2.26)
(2.26)
Подставим в уравнение (2.26)
получим
![]() (2.27)
(2.27)
где, W, P – производительность кубового остатка и дистиллята, кг/с;
R – флегмовое число;
Cpw, Cpf – теплоемкости кубового остатка и дистиллята, Дж/кг*К;
tw, tf – температуры кипения кубового остатка и дистиллята, °С;
rф – теплота парообразования флегмы, Дж/кг (rф = rp);
Iп – энтальпия пара, выходящего из колонны, Дж/кг.
Расход греющего пара в кубе
![]() (2.28)
(2.28)
Расход греющего пара на нагревание исходной смеси в подогревателе:
![]() (2.29)
(2.29)
Для выполнения тепловых расчетов необходимо определить теплоемкости исходной смеси, дистиллята и кубового остатка при температурах их кипения.
Рассчитываем теплоемкости метилового спирта при 64,8; 76,9 и 98,4°С:
При температуре 60°С теплоемкость равна 0,66 ккал/кг*град, а при 80°С теплоемкость равна 0,684 ккал/кг*град [5, стр.69].
Определяем теплоемкость
при температуре 64,8°С:![]()
(0,684 – 0,66)/20*4,8 = 0,00576;
0,66 + 0,00576 = 0,67 ккал/кг*град;
Срр = 0,67*4190 = 2807,3 Дж/кг*К.
Определяем теплоемкость при температуре 76,9°С:
(0,684 - 0,66)/20*16,9 = 0,02028;
0,66 + 0,02028 = 0,68 ккал/кг*град;
Срf = 0,68*4190 = 2849,2 Дж/кг*К.
При температуре 80°С теплоемкость равна 0,684 ккал/кг*град, а при 100°С теплоемкость равна 0,708 ккал/кг*град [6, стр. 78].
Определяем теплоемкость
при температуре 64,8°С:![]()
(0,708 – 0,684)/20*18,4 = 0,02208;
0,684 + 0,02208 = 0,71 ккал/кг*град;
Срw = 0,71*4190 = 2974,9 Дж/кг*К.
Рассчитываем теплоемкости формальдегида при 64,8; 76,9 и 98,4°С по формуле:
![]() (2.30)
(2.30)
где, a, b, c – коэффициенты, взятые из [справ.], (а = 18,82; b = 58,38*102; с = -15,61*106);
Т – температура кипения исходной смеси, дистиллята и кубового остатка, в К.
При tp = 64,8°C; T = 337,8 K;
![]()
![]()
При tf = 76,9°C; T = 349,9 K.
![]()
![]()
При tw = 98,4°C; T = 371,4 K.
![]()
![]()
Теплоемкости исходной смеси, дистиллята и кубового остатка, представляющих смесь метилового спирта и формальдегида, определяются по формуле:
![]() (2.31)
(2.31)
где, Cp – теплоемкости метанола и формальдегида, Дж/кг*К;
![]() - массовый состав дистиллята,
исходной смеси и кубового остатка.
- массовый состав дистиллята,
исходной смеси и кубового остатка.

Теплоту парообразования флегмы при t = 64,8°С (температура кипения метанола) определяем по метанолу и воде, т.к. формальдегида очень мало и им можно пренебречь:
![]() (2.32)
(2.32)
где, rнк, rвк – теплоты образования метанола и воды, Дж/кг;
![]() - массовый состав дистиллята.
- массовый состав дистиллята.
Находим теплоту парообразования метанола при t = 64,8°С:
При температуре 60°С теплота парообразования равна 265 ккал/кг, а при 80°С теплота парообразования равна 252 ккал/кг [5, стр. 90].
(265 – 252)/20*4,8 = 3,12;
265 – 3,12 = 261,88 ккал/кг = 261,88*4,19 = 1097,28 кДж/кг.
Теплота парообразования воды принимается из [5. стр, 78]
r = 2336 кДж/кг (при Т = 68,7°С, т Р = 0,3 кг*с/см2).
![]()
Энтальпия пара, выходящего из колонны определяется по формуле:
![]() (2.33)
(2.33)
![]()
Потери теплоты принимаем равными 3% от ее расхода в кубе.
Расход теплоты в кубе колонны с учетом тепловых потерь определяем по формуле (2.27):

Расход греющего пара в кубе колонны по формуле (2.28):
где, rгр.п = 2206*103 Дж/кг (определяется из справ. по tw=98,4°C при t = 119,6°С);
![]()
Принимая повышение температуры воды в холодильнике на 20°С, определяем расход воды:
в дефлегматоре по формуле:
![]() (2.34)
(2.34)
где, ![]()
Cpв – теплоемкость воды, 4190 Дж/кг*К.

в холодильнике дистиллята
 (2.35)
(2.35)
![]()
в холодильнике кубового остатка
![]() (2.36)
(2.36)
![]()
Общий расход воды равен:
![]()
2.3 ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ
1. Определение объемов пара и жидкости, проходящих через колонну
Сначала определим мольные массы жидкостей и паров, средние мольные и массовые концентрации жидкостей и паров в колонне.
Средний мольный состав жидкости:
в верхней части колонны определяется
 (2.37)
(2.37)
где, xf, xp – мольный состав исходной смеси и дистиллята.
![]()
в нижней части колонны по формуле:
 (2.38)
(2.38)
где, xw, xf – мольный состав кубового остатка и исходной смеси.
![]()
Средний массовый состав жидкости:
в верхней части колонны по формуле:
 (2.39)
(2.39)
где, ![]() - массовый состав исходной
смеси и дистиллята.
- массовый состав исходной
смеси и дистиллята.
![]()
в нижней части колонны
![]() (2.40)
(2.40)
где, ![]() - массовый состав исходной
смеси и кубового остатка.
- массовый состав исходной
смеси и кубового остатка.
![]()
Средняя мольная масса жидкости:
в верхней части колонны
![]() (2.41)
(2.41)
![]()
в нижней части колонны
![]() (2.42)
(2.42)
![]()
Мольная масса:
дистиллята по формуле:
![]() (2.43)
(2.43)
![]()
исходной смеси:
![]() (2.44)
(2.44)
![]()
кубового остатка
![]() (2.45)
(2.45)
![]()
Средний мольный состав паров:
в верхней части колонны
 (2.46)
(2.46)
![]()
в нижней части колонны
 (2.47)
(2.47)
![]()
Средняя мольная масса паров:
в верхней части колонны
![]() (2.48)
(2.48)
![]()
в нижней части колонны
![]() (2.49)
(2.49)
![]()
Средняя плотность жидкости:
в верхней части колонны
![]() (2.50)
(2.50)
где, ![]() - плотность метанола и
формальдегида, кг/м3.
- плотность метанола и
формальдегида, кг/м3.
Плотности НК и ВК компонентов выбирают при средней температуре tср в нижней и верхней частях колонны:
 (2.51)
(2.51)
Определяем плотность метанола по tср по данным взятым из справочника [4, стр. 68 ].
При температуре 60°С плотность равна 756 кг/м3, а при температуре 80°С – 736 кг/м3. Находим при температуре 70,9°С:
(756 – 736)/20*10,9 = 10,9;
756 – 10,9 = 745,1 кг/м3.
А при температуре 87,6°С:
(736 – 714)/20*7,6 = 8,36;
736 – 8,36 = 727,6 кг/м3.
Плотность формальдегида берем из справ.[4, стр. 57]: при температуре 70,9°С плотность равна 0,263 кг/м3, а при температуре 87,6°С – 0,131 кг/м3.
![]()
в нижней части колонны
![]() (2.52)
(2.52)
![]()
Средняя плотность пара по формуле:
в верхней части колонны
![]() (2.53)
(2.53)

в нижней части колонны
 (2.54)
(2.54)

Массовый расход жидкости:
в верхней части колонны
![]() (2.54)
(2.54)
где, Р – производительность по дистилляту, кг/с;
R – флегмовое число.
![]()
в нижней части колонны
 (2.55)
(2.55)
где, F – производительность по исходной смеси, кг/с;
Мp, Mf – мольная масса дистиллята и исходной смеси, кг/кмоль.

Массовый поток пара:
в верхней части колонны
![]() (2.56)
(2.56)
![]()
в нижней части колонны
![]()
![]() (2.57)
(2.57)
![]()
2. Расчет скорости пара и диаметра колонны
Допустимую скорость паров в колонне с колпачковыми тарелками находится по формуле:
 (2.58)
(2.58)
где, ![]() - допустимая скорость
паров, м/с;
- допустимая скорость
паров, м/с;
dk – диаметр колпачка, м (выбираем из справ. [2, стр. 34 ] 80 мм = 0,08 м);
Ht – расстояние между тарелками, м (выбираем из справ. [2, стр. 25 ] 0,37 м);
![]() - средняя плотность жидкости пара в верху и внизу
колонны, кг/м3.
- средняя плотность жидкости пара в верху и внизу
колонны, кг/м3.
Для верхней и нижней части колонны предельная скорость паров в колонне определяется по формуле:


В соответствии с рекомендациями рабочую скорость паров в колонне определяем по формуле:
![]() (2.59)
(2.59)
Рабочую скорость паров в верхней и нижней части колонны соответственно равна:
Диаметр колонны определяется по формуле:
 (2.60)
(2.60)
где, G – массовый поток пара в верхней и нижней части колонны, кг/с;
![]() - рабочая скорость паров в верхней и нижней части
колонны, м/с;
- рабочая скорость паров в верхней и нижней части
колонны, м/с;
![]() - средняя плотность пара в верхней и нижней части
колонны, кг/м3.
- средняя плотность пара в верхней и нижней части
колонны, кг/м3.
Ориентировочный диаметр верхней и нижней части колонны:
Тогда
Принимая ректификационную
колонну с диаметром в верхней и нижней части, равным 1000 м. При этом действительная рабочая скорость пара при средней скорости паров ![]() будет равна:
будет равна:
 (2.61)
(2.61)
По ОСТ 26 – 808 – 73 для колонны с диаметром 1000 м выбираем колпачковую тарелку, снабженную капсульными колпачками типа ТСК – Р со следующими конструктивными размерами: площадь поперечного сечения 0,78 м2; число колпачков 43 шт; шаг колпачков 110 мм; расстояние между тарелками 300 мм; площадь поперечного сечения паровых патрубков 0,088 м2; диаметр колпачка 80 мм; высота прорези 20 – 30 мм; длина линии барботажа 10,8 м; периметр слива Lc – 0,665 м ;сечение перелива 0,064 м2; свободные сечения тарелки 0,09 м2; относительная площадь прохода пара 11,5%; масса 57,8 кг [ ].
Расчет высоты колонны
Расчет высоты тарельчатой колонны рассчитывается по формуле:
![]() (2.62)
(2.62)
где, ![]() - высота тарельчатой
(рабочей) части колонны, м;
- высота тарельчатой
(рабочей) части колонны, м;
Zв – расстояние от верхней тарелки до крышки принимается равной 0,8 м (в зависимости от диаметра колонны);
Zн – расстояние от нижней тарелки до днища принимается 1,7 м (в зависимости от диаметра колонны);
Расчет тепловой изоляции
Основной целью расчета тепловой изоляции является выбор теплоизоляционного материала и расчет его толщины для минимизации тепловых потерь в окружающую среду и обеспечения требований техники безопасности. Обычно, расчет тепловой изоляции проводят из условия заданной температуры наружного слоя изоляции, которая не должна превышать 45°С. Толщину слоя теплоизоляционного материала определяют по уравнению:
 (2.63)
(2.63)
где, t и tст – соответственно температура внутреннего слоя тепловой изоляции (температуру внутреннего слоя тепловой изоляции t можно принять равной температуре среды в колонне t = tср = 81,6°С) и tст = 45°С;
![]() - тепловые потери в окружающую среду, Дж;
- тепловые потери в окружающую среду, Дж;
a - суммарный коэффициент теплоотдачи конвекцией и излучением, Вт/м2*К;
![]() - коэффициент теплопроводности, Вт/м*К;
- коэффициент теплопроводности, Вт/м*К;
Fн – поверхность теплообмена, м2
Поверхность колонны определяется по формуле:
![]() (2.64)
(2.64)
![]() (2.65)
(2.65)
 (2.66)
(2.66)
где, Fкол – поверхность колонны, м2;
Fкр – поверхность крышки, м2;
Dср – 1 м.
Величину тепловых потерь в окружающую среду можно рассчитать по уравнению теплоотдачи:
![]() (2.67)
(2.67)
где, tокр - температура окружающей среды равна 5°С;
a - суммарный коэффициент теплоотдачи конвекцией и излучением,
![]() .
.
Выбираем коэффициент теплопроводности из справ. [3, стр. 43 ] равный 0,076 Вт/м*К, материал – шлаковая вата.
Толщину слоя теплоизоляционного материала:

2.4 ГИДРАВЛИЧЕСКИЙ РАСЧЕТ
Основной целью гидравлического расчета является определение гидравлических сопротивлений, которые возникают в процессе прохождения пара через ректификационную колонну из куба через контактные устройства в дефлегматор. В целом общие потери напора для всех ректификационных колонн позволяют рассчитать необходимое повышение температуры кипения смеси в кубе колонны.
Общие потери давления DР на одной отдельно взятой тарелке составят:
![]() (2.68)
(2.68)
где, DРс – сопротивление сухой тарелки, Па;
DРж – сопротивление слоя жидкости, Па;
DРs – сопротивление за счет поверхностного натяжения жидкости, Па.
Сопротивление сухой тарелки по формуле:
 (2.69)
(2.69)
где, ![]() - средняя плотность пара в
верхней и нижней части колонны, кг/м3;
- средняя плотность пара в
верхней и нижней части колонны, кг/м3;
![]() - скорость пара в горловине колпачка, м/с
(определяется по объемному расходу пара и поперечному сечению паровых
патрубков).
- скорость пара в горловине колпачка, м/с
(определяется по объемному расходу пара и поперечному сечению паровых
патрубков).
Объемный расход пара равен:
 (2.70)
(2.70)
где, S – поперечное сечение паровых патрубков равное 0,088 м2, берется из справ. [3, стр. 23 ];
V - объемный расход пара находится по формуле:
 (2.71)
(2.71)
где, Мср – средняя мольная масса паров.
Объемный расход пара в верхней и нижней части колонны:
Скорость пара в горловине колпачка для верха и низа колонны:
Сопротивление сухой тарелки для верха и низа колонны:
Сопротивление слоя жидкости по формуле:
![]() (2.72)
(2.72)
где, ![]() - средняя плотность
жидкости в верхней и нижней части колонны, кг/м3;
- средняя плотность
жидкости в верхней и нижней части колонны, кг/м3;
g – 9,8 м/с2;
hs - высота барботажного слоя жидкости на тарелке, м (из справ. [3, стр. 56] равная 35,5 м = 0,0355 м).
Сопротивление за счет поверхностного натяжения жидкости - DРs для колпачковых тарелок незначительно и им допускается пренебречь.
Общие потери давления DР на одной отдельно взятой тарелке:
2.5 МЕХАНИЧЕСКИЙ РАСЧЕТ
Расчет
Исходные данные
D = 100 см – внутренний диаметр аппарата;
Р = 1 кг*с/см2 – расчетное наружное давление;
t = 100°С – расчетная температура;
![]() = 1600 кг*с/см2 – допускаемое напряжение для стали
09Г2С при t = 100°С;
= 1600 кг*с/см2 – допускаемое напряжение для стали
09Г2С при t = 100°С;
Е = 1,91*106 кг*с/см2 – модуль продольной упругости для 09Г2С при t = 100°С;
С = 0,35 см – толщина плакирующего слоя;
Е = 1,99*106 кг*с/см2 – модуль продольной упругости для стали 09Г2С при t = 20°С;
![]() = 2800 кг*с/см2 – предел текучести для стали 09Г2С
при t = 20°С.
= 2800 кг*с/см2 – предел текучести для стали 09Г2С
при t = 20°С.
Расчет обечайки
Обечайка нагружена наружным давлением.
Толщину стенки приближенно определяем по формуле:
 (2.73)
(2.73)
Коэффициент К2 определяем по номограмме. Для этого находим К1 и К3:

![]()
К2 = 0,82,
![]()
Значит SR = 0,82 см.
Исполнительная толщина S ³ SR +C,
S ³ 0,82 + 0,35 + 0,156 = 2,806 см.
Принимаем исполнительную толщину S = 20 мм и укрепляем обечайку ребрами жесткости.
Условие применения формул:
Условие выполняется.
Расчетные параметры подкрепленной обечайки:
эффективная длина стенки обечайки:
где, l1 = 200 см – расстояние между двумя кольцами жесткости по осям;
t = 4,6 см – ширина поперечного сечения кольцами жесткости в месте его приварки к обечайке (рис 2.5)
l = 5,755 см;
h2 = 11 см;
IК = 174 см4;
Ак = 10,9 см2.

Эффективный момент инерции расчетного поперечного сечения кольца жесткости:
 (2.74)
(2.74)

Коэффициент жесткости обечайки, подкрепленной ребрами жесткости:
 (2.75)
(2.75)
Допускаемое наружное давление определяется из условия:
![]()
где, ![]() - допускаемое наружное
давление, определяемое исходя из условия устойчивости всей обечайки;
- допускаемое наружное
давление, определяемое исходя из условия устойчивости всей обечайки;
![]() - допускаемое наружное давление, определяемое исходя
из условий устойчивости обечайки между кольцами жесткости.
- допускаемое наружное давление, определяемое исходя
из условий устойчивости обечайки между кольцами жесткости.
 (2.76)
(2.76)
где, ![]() - допускаемое наружное
давление, определяемое из условия прочности всей обечайки;
- допускаемое наружное
давление, определяемое из условия прочности всей обечайки;
 (2.77)
(2.77)
![]() =1,0 и
=1,0 и ![]() =1,0;
=1,0;
![]() - допускаемое напряжение для материала колец (сталь
ВСт3) при t=100°С;
- допускаемое напряжение для материала колец (сталь
ВСт3) при t=100°С;

![]() - допускаемое наружное давление из условий
устойчивости в пределах упругости;
- допускаемое наружное давление из условий
устойчивости в пределах упругости;
 (2.78)
(2.78)
где, 

В2 = 0,0084.
![]()
Допускаемое наружное давление, определяется исходя из условий устойчивости обечайки между кольцами жесткости:
 (2.79)
(2.79)
где, ![]() - допускаемое давление из
условия прочности;
- допускаемое давление из
условия прочности;
![]() - допускаемое давление из
условия устойчивости в пределах упругости.
- допускаемое давление из
условия устойчивости в пределах упругости.
 (2.80)
(2.80)
![]()
 (2.81)
(2.81)
где, 

![]()
Значит, допускаемое
наружное давление ![]()
Условие прочности:
![]() 18,52 кгс/см2 > 1 кгс/см2
18,52 кгс/см2 > 1 кгс/см2
Условие прочности выполняется.
Условие прочности при гидроиспытании:
![]()
где, ![]() - допускаемое давление при
гидроиспытании;
- допускаемое давление при
гидроиспытании;
Рпр – пробное давление гидроиспытания.
 (2.82)
(2.82)
 - допускаемое напряжение для гидроиспытания;
- допускаемое напряжение для гидроиспытания;
nt = 1,1 – коэффициент запаса прочности.
![]() - коэффициент прочности сварных соединений.
- коэффициент прочности сварных соединений.
 но не менее 2 кгс/см2;
но не менее 2 кгс/см2;
Значит принимаем Рпр = 2 кгс/см2.
Гидростатическое давление столба жидкости Рст = 4,9 кгс/см2. С учетом этого давления Пир = 6,9 кгс/см2.
6,9 кгс/см2 < 68,1 кгс/см2.
Условие прочности выполняется.
Расчет эллиптического днища
Днище нагружено наружным давлением. Расчетная толщина стенки определяется по формуле:
 (2.83)
(2.83)
Предварительно принимаем Кэ = 0,9.

где, R = D – радиус кривизны в вершине днища.
Принимаем S1 = 10 мм.
Допускаемое наружное давление:
 (2.84)
(2.84)
где, ![]() - допускаемое давление из
условия прочности;
- допускаемое давление из
условия прочности;
![]() - допускаемое давление из условия устойчивости;
- допускаемое давление из условия устойчивости;
 (2.85)
(2.85)

 (2.86)
(2.86)
где, Кэ – коэффициент.
При 
Кэ = 0,95.

Условие прочности:
![]()
Условие прочности выполняется.
Условие прочности при гидроиспытании
![]()
где, Рпр = 69 кгс/см2;
![]() - допускаемое давление при гидроиспытании.
- допускаемое давление при гидроиспытании.
 (2.87)
(2.87)

23,3 кгс/см2 > 6,9 кгс/см2.
Условие прочности выполняется.
Формулы (2.83) и (2.84) применимы при выполнение условий:
Условие выполняется.
Расчет укрепления отверстий
Расчетные диаметры:
для цилиндрической обечайки
DR = D = 100 см;
для эллиптического днища
где, x – расстояние от центра укрепляемого отверстия до оси эллиптического днища для верхнего днища x = 0.
для нижнего днища x = 40 см
Расчетный диаметр отверстия в стенке обечайки или днища при наличии штуцера с круговым поперечным сечением, ось которого совпадает с нормалью к поверхности в центре отверстия равен:
![]() (2.88)
(2.88)
Для обечайки:
![]()
где, ![]() - добавка на минусовый
допуск по толщине листа и на коррозию.
- добавка на минусовый
допуск по толщине листа и на коррозию.
Для днища:
![]()
где, d – максимальный диаметр отверстия.
Условие применения формул:
для обечайки:

Условия выполняются.
для эллиптического днища:
0,404 < 0,5;
0,01 < 0,7.
Условие выполняются.
Расчетный диаметр одиночного отверстия, не требующего дополнительного укрепления, вычисляют по формуле:
 (2.89)
(2.89)
для обечайки:

где, ![]()
К2 = 0,3 – коэффициент.
Значит, отверстия на обечайки под люк dy = 60 требует укрепления штуцером. При этом должно выполняться условие:
![]() (2.90)
(2.90)
где, lIR – расчетная длина внешней части штуцера;
l3R – расчетная длина внутренней части штуцера;
S1 – исполнительная толщина стенки штуцера;
S1R – расчетная толщина стенки штуцера;
S3 – исполнительная толщина внутренней части штуцера;
lR – расчетная ширина зоны укрепления в окрестности штуцера;
S – исполнительная толщина обечайки;
SR – расчетная толщина обечайки;
dOR – расчетный диаметр отверстия, не требующего укрепления при отсутствии избыточной толщины стенки сосуда;
![]() (2.91)
(2.91)
l1 = 20 см; S3 = S1 = 1,0 см.
![]()
Принимаем liR = 8,8 см.
 (2.92)
(2.92)

![]() - отношение допускаемых напряжений;
- отношение допускаемых напряжений;
![]()
liR = 8,8.
![]() Принимаем l3R = 3,1 см.
Принимаем l3R = 3,1 см.
![]()
Принимаем l = 12,3 см.

Условие укрепления выполняются.
Для днища верхнего

dR = 40,36 см.
dR > d0.
Значит, отверстие dy = 400 на верхнем днище нужно укрепить штуцером. При этом должно выполняться условие по формуле (2.90).

Принимаем liR = 6,25 см.
![]()
Принимаем l3 = 2,1 см.
![]()
т.к. l = 0,
то

19,2 > 11,4
Условие выполняется.
Для нижнего днища
x = 40
Отверстие считается одинаковым, если ближайшее к нему отверстие не оказывает на него влияния, что имеет место, когда расстояние между наружными поверхностями соответствующих штуцеров удовлетворяет условию:
![]() (2.93)
(2.93)
![]()
d = 24,4 см
24,4 < 29,5
Значит, эти отверстия взаимновлияющие.

Расчетный диаметр отверстия смещенного штуцера на эллиптическом днище:
 (2.94)
(2.94)
![]()
![]()
![]()
Значит, отверстия на нижнем днище укрепления не требуют. Теперь проверим достаточность укрепления перемычки между отверстиями. Для этого определим допускаемое давление для перемычки:
 (2.95)
(2.95)
где,
![]()
![]()
![]()
![]()
![]()
![]() К1 =2;
К1 =2; ![]()
![]()
![]()
Так как l1 и l2 величины большие, принимаем

так как ![]()
![]()
то ![]()
![]()


Значит, V = 0,59.
![]()
так как 
Значит, условие укрепления выполняется.
Расчет массы аппарата
Масса тарелки:
![]()
![]() (2.96)
(2.96)
Толщину выбираем в зависимости от диаметра (S = 10 мм = 0,01 м); Hk = 12 м.
![]()
Масса обечайки:
![]()
![]()
Масса раствора:
![]()
![]()
Масса крышки:
![]()
![]() (2.97)
(2.97)
Масса аппарата:
![]()
G1(апп) = 12172,6 кг = 121726 Н.
Масса аппарата при гидроиспытании:
![]()
19450 кг – масса воды при гидроиспытании.
Расчет на ветровую нагрузку
В качестве расчетной схемы аппарата колонного типа принимают консольный упругозащемленный стержень. Аппарат по высоте разбивают на 7 участков. Вес каждого участка принимаем сосредоточенным в середине участка. Ветровая нагрузка, распределенная непрерывно по высоте аппарата, заменяется сосредоточенными горизонтальными силами, приложенными в серединах участков.
Определение периода собственных колебаний
Период основного тона собственных колебаний аппарата постоянного сечения определяем по формуле:
 (2.98)
(2.98)
где,  (2.99)
(2.99)
где, I – момент инерции верхнего основного металлического сечения аппарата относительно центральной оси;
![]()
IF – минимальный момент инерции подошвы фундамента:
![]()
СF – коэффициент неравномерности сжатия грунта; выбирается в зависимости от плоскости грунтов по табл.16.
Так как АF = 11,1 м2 СF = 6*10-7 Н/м2.
Рабочие условия:
Е = 1,91*1011 Н/м2
Т0 = 1,65.

Гидроиспытаник

Е = 1,99*1011 Н/м2.
Т0 = 2,7.

Величины постоянные для всех состояний.
Аппарат
Таблица 14
| Показатели | Участки | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| xi | 48 | 40 | 32 | 24 | 16 | 8 | 2 |
| K | 0,7 | ||||||
|
|
0,923 | 0,769 | 0,615 | 0,462 | 0,307 | 0,154 | 0,034 |
| g0 | 450 | ||||||
| Qi | 1,64 | 1,55 | 1,44 | 1,34 | 1,17 | 1 | 1 |
|
|
0,9 | 0,65 | 0,44 | 0,27 | 0,12 | 0,04 | 0,015 |
| mi | 0,47 | 0,485 | 0,5 | 0,53 | 0,56 | 0,6 | 0,6 |
Таблица 15 Площадки
| Показатели | Участки | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| xj | 49,4 | 43,2 | 37 | 30,8 | 24,6 | 18,4 | 12,2 | 6 |
| ξ | 2,3 | |||||||
|
|
0,95 | 0,83 | 0,71 | 0,59 | 0,47 | 0,35 | 0,23 | 0,12 |
| g0 | 450 | |||||||
| Qj | 1,65 | 1,59 | 1,5 | 1,42 | 1,35 | 1,22 | 1,1 | 1 |
| χj | 1,44 | 1,18 | 0,9 | 0,68 | 0,48 | 0,3 | 0,15 | 0,04 |
| mj | 0,47 | 0,48 | 0,49 | 0,5 | 0,53 | 0,56 | 0,58 | 0,6 |
Определение изгибающего момента от ветровой нагрузки. Изгибающий момент в расчетном сечении следует определять по формуле:
 (2.100)
(2.100)
где, Pi – ветровая нагрузка на i-м участке;
![]() (2.101)
(2.101)
Pist – статическая составляющая ветровой нагрузки на i-ом участке;
![]() (2.102)
(2.102)
Pidyn – динамическая составляющая ветровой нагрузки на i-ом участке;
![]() (2.103)
(2.103)
Рабочее состояние
а) Статическая составляющая
Нормативное значение статической составляющей:
![]() (2.104)
(2.104)
Значение g0, Qi, K из таблицы 14.
![]() (2.105)
(2.105)
б) Динамическая составляющая
![]()
При ε = 0,083, ν = 0,73 (таблица 16), ξ = 2,3.
Gi – масса i-го участка.
![]()
G5 = 9000H.
Приведенное относительное ускорение центра тяжести i-го участка:
 (2.106)
(2.106)
где, di – относительное перемещение i-го участка;
mK – из таблицы 14.
 (2.107)
(2.107)
γ = 2/3 = 0,66.
Расчет приведенного относительного ускорения центра тяжести сводим в таблицу 16.
Таблица 16
| Показатели | Участки | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| αi | 179,8*10-11 | 143,8*10-11 | 110,2*10-11 | 79*10-11 | 49*10-11 | 23,3*10-11 | 6,1*10-11 |
| mi | 0,47 | 0,485 | 0,5 | 0,53 | 0,56 | 0,6 | 0,5 |
| Pist | 12398 | 11718 | 10886 | 10130 | 8845 | 7560 | 3578 |
| di*mi*Pist | 10,5*10-6 | 8,2*10-6 | 6*10-6 | 4,2*10-6 | 2,4*10-6 | 1,1*10-6 | 0,13*10-6 |
| GK | 28181,5 | 9000 | |||||
| αi2*GK | 9,11*10-14 | 5,8*10-14 | 3,4*10-14 | 1,8*10-14 | 0,68*10-14 | 0,15*10-14 | 0,0104*10-14 |
|
|
30*10-14 | ||||||
|
|
32,53*10-6 | ||||||
|
|
108*106 | ||||||
| ni | 28,2*10-3 | 22,6*10-3 | 17,3*10-3 | 12,4*10-3 | 7,7*10-3 | 3,7*10-3 | 0,96*10-3 |

При x0 = 0

При x0 = 4

в) Момент от ветровой нагрузки на обслуживающие площадки.
![]() (2.108)
(2.108)
где, ![]() - сумма проекций профилей
площадок.
- сумма проекций профилей
площадок.
![]() ≈ 3,9 м2.
≈ 3,9 м2.
При x0 = 0
![]()
![]()
При x0 = 4
![]()
Изгибающий момент в сечении
y-y
![]()
z-z
![]()
Гидроиспытание
а) Статическая составляющая. Так как принятые расчетные величины Di = 3 м и hi остаются те же, что и в рабочем состоянии.
б) Динамическая составляющая
При ε = 0,138, ν = 0,75 (таблица 16), ξ = 2,8.
Gi – масса i-го участка.
![]()
Приведенное относительное ускорение по формуле (2.106). Относительное перемещение i-го участка по формуле (2.107).
γ = 0,66, Е = 1,99*1011 H/м2.
Расчет приведенного относительного ускорения центра тяжести сводим в таблицу 17.
Таблица 17
| Показатели | Участки | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| αi | 177,6*10-11 | 142,2*10-11 | 109,1*10-11 | 78,3*10-11 | 48*10-11 | 23,2*10-11 | 6,09*10-11 | |
| mi | 0,47 | 0,485 | 0,5 | 0,53 | 0,56 | 0,6 | 0,6 | |
| Pist | 12398 | 11718 | 10886 | 10130 | 8845 | 7560 | 3578 | |
| αi*mi*Pist | 10,3*10-6 | 8,1*10-6 | 5,9*10-6 | 4,2*10-6 | 2,4*10-6 | 1,1*10-6 | 0,13*10-6 | |
| GK | 307226 | 9000 | ||||||
|
|
96,9*10-14 | 62,1*10-14 | 36,6*10-14 | 18,8*10-14 | 7,3*10-14 | 1,7*10-14 | 0,11*10-14 | |
|
|
223,5*10-14 | |||||||
|
|
32,13*10-6 | |||||||
|
|
14,4*10-6 | |||||||
| ni | 11,2*10-3 | 9*10-3 | 6,9*10-3 | 4,9*10-3 | 3,1*10-3 | 1,5*10-3 | 0,38*10-3 | |
При x0 = 0

При x0 = 4

в) Момент от ветровой нагрузки на обслуживающие площадки
Момент определяем по формуле (2.108).
При x0 = 0
![]()
При x0 = 4
![]()
Изгибающий момент в сечении
y-y
![]()
z-z
![]()
Расчет эксцентричного момента
G = 5000H.
![]()
где, Ркр – масса крана укосины (100 кг);
Q – масса грузоподъемного крана укосины (400 кг).
![]()
Расчетные изгибающие моменты
Сечение z-z
Сечение y-y
Выбор опоры
Qmax – максимальная приведенная нагрузка принимается равной, большей из двух значений.
![]()
или
Значит, ![]()
Ближайшее табличное значение: Qmax = 1500*103 кг*с.
Выбираем опору:
Опора ОСТ 26 – 467 -78.
Проверка аппарата на прочность
Расчет напряжений проводят для рабочих условий и условий гидроиспытания.
Рабочее условие
Сечение z-z
F = F1 = G1 = 12172,6 кг.
М = М1 = 3008527 кгс*см.
Р = 0 так как расчетное давление = 1 кгс/см2 наружное.
а) Продольное напряжение:
на наветренной стороне
 (2.109)
(2.109)

на подветренной стороне
 (2.110)
(2.110)

б) Кольцевые напряжения
 (2.111)
(2.111)
в) Эквивалентные напряжения
на наветренной стороне
 (2.112)
(2.112)
так как 
на подветренной стороне
 (2.113)
(2.113)
так как 
Условие прочности на наветренной стороне
где, ![]() = 1600 кгс/см –
допускаемое напряжение для материала аппарата (09Г2С) при t = 100ºС.
= 1600 кгс/см –
допускаемое напряжение для материала аппарата (09Г2С) при t = 100ºС.
на подветренной стороне:
![]()
Условие прочности выполняется.
Гидроиспытание
Сечение z-z
F = F2 = G2 = 31622,6 кг.
М = М2 = 2248368 кгс*см.
Р = 6б9 кгс/см2 – давление гидроиспытания с учетом гидростатического давления.
а) Продольные напряжения
на наветренной стороне по формуле (2.109):
![]()
на подветренной стороне по формуле (2.110):

б) Кольцевые напряжения по формуле (2.111):
![]()
в) Эквивалентные напряжения
на наветренной стороне по формуле (2.112):

на подветренной стороне по формуле (2.113):

Условие прочности:
на наветренной стороне
![]()
![]()
![]()

на наветренной стороне
![]()

![]()
Условие прочности выполняется.
Проверка аппарата на устойчивость
Проверку устойчивости проводим для рабочих условий.
Условие устойчивости:
 (2.114)
(2.114)
где, Р = 1 кгс/см2 – расчетное наружное давление;
![]() = 2,25 кгс/см2 – допускаемое
наружное давление;
= 2,25 кгс/см2 – допускаемое
наружное давление;
F = G1 = 12172,6 кг – осевое сжимающее усилие;
![]() - допускаемое осевое сжимающее
усилие;
- допускаемое осевое сжимающее
усилие;
М = 3008527 кгс*см – изгибающий момент, действующий на колонну;
![]() - допускаемый изгибающий момент.
- допускаемый изгибающий момент.
Так как ![]()
то ![]() - допускаемое осевое
сжимающее усилие из условия общей устойчивости в пределах упругости.
- допускаемое осевое
сжимающее усилие из условия общей устойчивости в пределах упругости.
 (2.115)
(2.115)
где, ny = 2,4 – коэффициент запаса устойчивости для рабочих условий.
![]()
Допускаемый изгибающий момент рассчитываем по формуле:
 (2.116)
(2.116)
где, ![]() - допускаемый изгибающий
момент из условия прочности;
- допускаемый изгибающий
момент из условия прочности;
![]() - допускаемый изгибающий момент из
условия устойчивости в пределах упругости;
- допускаемый изгибающий момент из
условия устойчивости в пределах упругости;
 (2.117)
(2.117)
![]()


Условие устойчивости:

0,603 < 1.
Условие устойчивости выполняется.
Расчет опорной обечайки
Проверка прочности сварного шва, соединяющего корпус колонны с опорной обечайкой

Рабочее состояние
Fz = 12172,6 кгс.
Мz = 3008527 кгс*см.
а = S3 = 2,0 см.

![]() = 1830 кгс/см2 – допускаемое
напряжение для опорной обечайки (для стали 09Г2С при t = 20ºС);
= 1830 кгс/см2 – допускаемое
напряжение для опорной обечайки (для стали 09Г2С при t = 20ºС);
![]() = 1600 кгс/см2 – допускаемое
напряжение для корпуса колонны (для стали 09Г2С при t = 100ºС);
= 1600 кгс/см2 – допускаемое
напряжение для корпуса колонны (для стали 09Г2С при t = 100ºС);
![]() = 0,9 – коэффициент прочности
сварного шва.
= 0,9 – коэффициент прочности
сварного шва.
![]()
211 кгс/см2 < 1440 кгс/см2.
Условие прочности сварного шва выполняется.
Гидроиспытания
Fz = 31622,6 кгс.
Мz = 2248368 кгс*см.
а1 = S3 = 2,0 см.

194 кгс/см2 < 229 кгс/см2.
Условие прочности сварного шва выполняется.
Проверка устойчивости опорной обечайки в месте выреза
Проверку ведем в сечении на конической части опоры вместе максимального отверстия d1 = 60 см.
 (2.118)
(2.118)
D3 = 80 см; S3 = 1,5 см; S6 = 1,5 см; b3 = 1 см; di = 30 см.
Рабочее состояние:
Fy = 12172,6 кгс;
Мy = 3452993 кгс*см;
![]() = 6918689 кгс;
= 6918689 кгс;
![]() = 19156200 кгс*см.
= 19156200 кгс*см.
ψ1 = 0,97 при  и
и 
ψ2 = 0,87, ψ3 = 0,02.

0,33 < 1,0.
Условие устойчивости выполняется.
Гидроиспытание
Fy = 31622,6 кгс;
![]() = 6918689 кгс;
= 6918689 кгс;
Мy = 2559314 кгс*см;
![]() = 19156200 кгс*см.
= 19156200 кгс*см.

0,162 < 1,0.
Условие устойчивости выполняется.
Расчет диаметра патрубков
Расчет диаметра патрубков для подвода и отвода рассчитывается по уравнению:
 (2.119)
(2.119)
Для расчета диаметров патрубков рекомендуется скорость потока в патрубке ω выбирать из таблицы [3, стр. 45].
1. Подача исходной смеси
Рассчитываем плотность смеси по исходному веществу:

Плотность метанола (НК)
при tF = 76,9ºС равна 7391,1![]() кг/м3, а формальдегида (ВК)
принимаем 0,248 кг/м3.
кг/м3, а формальдегида (ВК)
принимаем 0,248 кг/м3.

ω = 2 м/с.
2. Выход пара дистиллята
Плотность пара дистиллята вычисляется:
где, Т0 = 273 К;
Р = 427,5 мм рт. ст.;
Р0 = 760 мм рт. ст.;
tР = 64,8ºС;
Т = 64,8+273=337,8 К.

ω = 25 м/с.
3. Жидкость под давлением

где, плотность метанола при tP = 64,8ºС равна 751,2 кг/м3, а формальдегида 275 кг/м3.

ω = 2 м/с.
4. Жидкость самотеком (выход кубового остатка)
Рассчитываем плотность смеси кубового остатка:

где, плотность метанола при tw = 98,4ºС равна 715,8 кг/м3, а формальдегида 102 кг/м3.

ω = 0,8 м/с.
5. Жидкость кубового остатка
ω = 1 м/с.
6. Насыщенный водяной пар

Т = 98,4 + 273 = 371,4 К.

Полученные значения внутренних диаметров округляются до ближайшего большего стандартного диаметра труб и подбираются фланцевые соединения.
Основные размеры патрубков стандартных стальных фланцевых штуцеров в таблице 18.
Таблица 18
| Dy, мм | DT, мм | До 0,6 МПа | |
| ST, мм | HT, мм | ||
| 100 | 108 | 5 | 155;215 |
| 300 | 350 | 10 | 170;270 |
| 50 | 57 | 3 | 155;215 |
| 100 | 108 | 5 | 155;215 |
| 250 | 273 | 8 | 160;250 |
| 300 | 350 | 10 | 170;270 |
Фланцы для аппаратов стальные плоские приварные ОСТ 26 – 426 – 79 в таблице 21.
Таблица 21
| D, мм | Py, МПа | Размеры, мм | Число отверстий z | |||||
| Dф | DБ | D1 | h | S | d | |||
| 1000 | 0,3 | 1130 | 1090 | 1052 | 30 | 8 | 23 | 36 |
2.6 ПОДБОР ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ
Теплообменник Т8
На теплообменник приходится:
![]()
 [6, стр. 45]
[6, стр. 45]
Принимаем по ГОСТ 15118 – 79 теплообменник:
F = 329 м2; DK = 1200 мм; lтр = 4 м; dтр = 25*2 мм.
Подбор насоса
Насос Н 6
Полезная мощность насоса:
![]()
где, Vi – подача насоса, м3/ч;
q – ускорение свободного падения, м/с2;
Н – напор насоса.

Мощность электродвигателя с запасом 25%.
![]()
Подбираем центробежный
насос марки X45/54, Vi = 45 м3/ч, Н = 45 м, ![]() =
0,6.
=
0,6.
Электродвигатель А 02 –
71 – 2, Nпол = 22 кВт, ![]() = 0,88, n = 48,3 с-1.
= 0,88, n = 48,3 с-1.![]()
ЗАКЛЮЧЕНИЕ
В ходе проделанной работы было рассчитано материальный и тепловой балансы; технологический, гидравлический и механический расчеты; подбор вспомогательного оборудования.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ И ИСТОЧНИКОВ
1. Огородников С.К. Формальдегид. Ленинград: «Химия», 1984 г – 279 с.
2. Викторов М.М. Методы вычисления физико – химических величин и прикладные расчеты: Л.: Химия, 1977 г. – 360 с.
3. Равдель А.А., А.М. Пономорев Краткий справочник физико – химических величин. Издание 9 –е. Специальная литература, 1998 г. – 232 с.: ил.
4. Справочник химика. Издание 3 – е Т – 1, издательство «Химия» Ленинград, отделение 1971 г.
5. Варгафтик Н.Б. Справочник по теплофизическим свойствам газов и жидкостей. Издание 2 дополненное и переработанное издательством «Наука». Глав. ред. физико – математическая литература. Москва 1972 г.
6. Теплофизические свойства веществ под редакцией профессора Варгафтика. Государственное энергетическое издательство. Москва 1957 г. Ленинград.
7. Краткий справочник по химии. 3 – е издание под редакцией профессора О.Д. Кулименко. Киев – 1965 г.
ПРИЛОЖЕНИЕ А
СПЕЦИФИКАЦИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Спецификация технологического оборудования в таблице 18.
Таблица 18 – Спецификация технологического оборудования
| Номер позиции по схеме | Наименование оборудования | Количество | Материалы | Техническая характеристика | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
|
I H5/1, II H5/2 Т8 К2 Т7 |
Насос Теплообменник Колонна ректификационная Испаритель |
2 3 3 3 |
Сборный: 12Х18Н10Т, 12Х21Н5Т, 08Х22Н6Т. Сборный: 10Х18Н10Т, 16 ГС, ст.углерод. Сборная: 08Х22Н6Т, 09Г2С, 12Х18Н10Т, ст.углерод. Сборный: |
Центробежный, герметичный, горизонтальный типа 2ХГ-5К1-4,5-2: Q - 20 м3/ч, Н - 44 м, среда - формалин. Электродвигатель моноблочный с насосм: N-4,5 кВт, n-3000 об/мин, исполнение-IExdSIIBT4. Вертикальный кожухотрубный аппарат типа 800 ТНВ-10-Б6-С/20-2-1 гр.Б, d - 800 мм. Рабочие условия. Межтрубное пространство: Р - 4,5 кгс/см2 (0,45 МПа), Т-(28-38)оС, среда - вода оборотная. Трубное пространство: Р - 3,5 кгс/см2 (0,35 МПа), Т - 40оС, среда - формалин. Вертикальный сварной аппарат: Н-12000 мм, d-1000 мм. Снабжен 26 тарелками: типа ТСК-Р, ОСТ 26-808-73 Расстояние между тарелками-370 мм, Рабочие условия. P низа колонны (вакуум) - -(0,22-0,41) кгс/см2, -(0,022-0,041) МПа, 308 мм рт ст Р верха колонны (вакуум) - -(0,39-0,61) кгс/см2, -(0,039-0,061) МПа, 428 мм рт ст Т низа - (75-95)оС, Т верха (40 – 50)оС, среда - формалин, метанол. Вертикальный кожухотрубный аппарат |
||||
|
Х5 Т9 |
Холодильник-конденсатор Теплообменник |
3 3 |
СТ16ГС, 08Х22Н6Т. Сборный: 15х5 м, 20х5 мл, АД1, ст. углер. Сборный: Ст.16ГС, Ст10, Ст20. |
типа 1400 ИН-1-10-10-М- 23-С/3 Б Рабочие условия. Межтрубное пространство: Р - 2,0 кгс/см2 (0,2 МПа), Т - 133оС, среда - водяной пар, паровой конденсат. Трубное пространство: - давление избыточное –(0,22-0,41)кгс\см2 - температура -1000С - среда - раствор метанольного формалина. Холодильник типа АВЗ-9-Ж-16-62-В2 Т16-1-6 укомплектован двумя аппаратами воздушного охлаждения в составе которых 6 секций конденсаторов расположенных зигзагообразно и 2-х вентиляторов. Вентилятор 4-х лопастной с ручной регулировкой. Секции укомплектованы жалюзями. F - 4000 м2, габариты (6380х12400х5930) мм. Электродвигатель ВАСО 16-29-24: N - 75 кВт, n - 250 об/мин, исполнение - IExdIIВТ4. Рабочие условия трубного пространства конденсаторов: P - 0,5 кгс/см2, 0,05 МПа, Т - (40-50)оС, среда - пары метанола, метанол. Кожухотрубный, горизонтальный типа 600 ТНГ-16-М1-0/20-3-1 гр.Б. F - 73 м2, D - 600 мм, L - 3960 мм. Рабочие условия. Межтрубное пространство: Р - 4,5 кгс/см2 (0,45 МПа),Т - (5-15)оС, среда - вода захоложенная. Трубное пространство: |
||||
|
Е5 Н6 I Н7/1,2, II Н7/1 III Н7/2. Х6 Х7 |
Емкость Насос Вакуум-насос Газоотделитель Газоотделитель |
3 6 6 3 3 |
Сборная: С9Г2С, 08х13. Сборный: 12Х18Н10Т, 12Х21Н5Т, 08Х22Н6Т. Сборный: Чугун СЧ-18-36, Сталь Вст,Зсп Алюминий АДО Алюминий АДО |
Р - 0,5 кгс/см2, Т - 20оС, среда - пары метанола. Горизонтальный сварной аппарат d - 1800 мм, L - 3795 мм, V - 6 м3. Рабочие условия: Р - 0,3 кгс/см2, Т - 40оС, среда - метанол. Центробежный, герметичный, горизонтальный типа 2ХГ-4К1-10-4: Q - 20 м3/ч, Н - 45 м, среда - метанол. Электродвигатель моноблочный с насосом: N-3,5 кВт, n-2898 об/мин, исполнение - IExdSIIBT4. Водокольцевой с осевым направлением газа типа ВВН-12 м: N - 12,2 м3/ч, Р всас.- 0,6 кгс/см2, среда - пары воды, метанола, инертных газов. Электродвигатель типа ВАО-81-6-У-2: N - 30 кВт, n - 980 об/мин, исполнение - IExdSIIBT4. Жидкостно-кольцевой типа ЖВН-12Н: N - 10,70 м3/мин, среда - пары метанола, инертные газы. Электродвигатель типа ВАО-81-6-У-2: N-30 кВт, n-980 об/мин, исполнение-IExdSIIBT4. Вертикальный цилиндрический аппарат d - 600 мм, Н - 1600 мм, V - 0,452 м3. Рабочие условия: P - 0,5 кгс/см2, Т - 20оС, среда - метанол, инертные газы. Вертикальный цилиндрический аппа среда - метанол, инертные газы.рат d - 600 мм, Н - 1600 мм, V - 0,452 м3. Рабочие условия: Р - 0,5 кгс/см2 (0,05 МПа), Т - 20оС |
||||