
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Реализация технологии некаталитической очистки дымовых газов от оксидов азота на мусоросжигательном заводе
Курсовая работа: Реализация технологии некаталитической очистки дымовых газов от оксидов азота на мусоросжигательном заводе
Введение
Очистка воздуха, загрязненного выхлопными выбросами автотранспорта, теплоэлектростанций, химических и нефтехимических производств, является актуальной проблемой. Наиболее опасными токсичными примесями, содержащимися в газовых выбросах, являются монооксид углерода (СО), углеводороды (СН) и оксиды азота (NOx).
Метод каталитической очистки в настоящее время признан наиболее эффективным. Особенностью экологического катализа являются низкие концентрации веществ в газовых системах и необходимость обеспечения высокой степени превращения токсичных веществ, до уровня предельно допустимых концентраций (ПДК). К катализаторам очистки газовых выбросов предъявляют жесткие требования: высокая каталитическая активность, селективность, термостабильность, механическая прочность, небольшое гидравлическое сопротивление, стабильность в течение длительного времени работы, эффективность при больших объемных скоростях газового потока.
Глава 1. Методы получения азотной кислоты
Различают производство слабой (разбавленной) азотной кислоты и производство концентрированной азотной кислоты. Процесс производства разбавленной азотной кислоты складывается из трех стадий:
1) конверсии аммиака с целью получения оксида азота
4NH3 + 5О2 → 4NO + 6Н2О
2) окисления оксида азота до диоксида азота
2NO + О2 → 2NO2
3) абсорбции оксидов азота водой
4NO2 + О2 + 2Н2О → 4HNO3
Суммарная реакция образования азотной кислоты выражается
NH3 + 2О2 → HNO3 + Н2О
Производство азотной кислоты по схеме АК-72.
В основу схемы АК-72, разработанной в СССР, положен замкнутый энерготехнологический цикл с двухступенчатой конверсией аммиака и охлаждением нитрозных газов под давлением 0,42–0,47 МПа и абсорбцией оксидов азота при давлении 1,1—1,26 МПа; продукция выпускается в виде 60%-ной HNO3. Первый агрегат АК-72 мощностью 380 тыс. т/год был пущен в 1976 г. Принципиальная технологическая схема процесса приведена на рисунке 1.1.
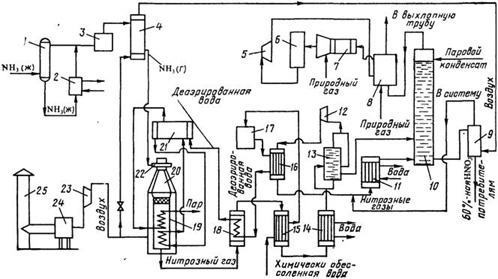
Рисунок1.1 –Технологическая схема производства азотной кислоты АК-72: 1 – ресивер; 2 – испаритель; 3, 24 – фильтры; 4, 15 – подогреватели; 5 – рекуперационная турбина; 6 – реактор каталитической очистки; 7 – смеситель; 8 – топочное устройство; 9 – продувочная колонна; 10 – абсорбционная колонна, 11, 14 – водяные холодильники; 12, 23 – компрессоры; 13 – газовый промыватель; 16, 18 – холодильники нитрозных газов; 17 – деаэрационная колонна; 19 – котел-утилизатор; 20 – контактный аппарат; 21 – барабан с сепарационным устройством; 22 – смесительная камера; 25 – труба для забора воздуха
Воздух забирают из атмосферы через трубу 25, очищают от пыли в фильтре 24, сжимают воздушным компрессором 23 до 0,42 МПа и, разделив на два потока, подают в контактный аппарат и подогреватель аммиака. Жидкий аммиак (парожидкостная смесь) через ресивер 1 поступает в испаритель 2, где испаряется при 10–16 °С и давлении 0,6 МПа.
После испарителя газообразный аммиак очищают от масла и механических примесей в фильтре 3 и направляют в подогреватель аммиака 4, где он нагревается до 80–120 °С воздухом.
Очищенный воздух и аммиак поступают в смесительную камеру 22 контактного аппарата 20. Образующаяся аммиачно-воздушная смесь содержит 9,6–10,0% NH3. Пройдя тонкую очистку в фильтре, встроенном в контактный аппарат, аммиачно-воздушная смесь поступает на двухступенчатый катализатор, состоящий из трех платиноидных сетоь и слоя неплатинового катализатора. Нитрозные газы при температуре 840–860 °С поступают в котел-утилизатор 19, расположенный под контактным аппаратом, где за счет их охлаждения получают пар давлением 40 МПа с температурой 440 °С. Котел питают химически очищенной водой, деаэрированной в колонне 17. Деаэрированная вода проходит теплообменник 16, где нагревается нитрозными газами до 150 °С, экономайзер 18 и затем поступает в барабан котла-утилизатора 21.
Нитрозные газы после котла-утилизатора охлаждаются в экономайзере 18, отдают свою теплоту в подогревателе 15 и затем поступают в водяной холодильник 14 для дальнейшего охлаждения до 55 СС. При охлаждении нитрозных газов происходит конденсация паров воды с образованием 40–45%-ной азотной кислоты, которая подается в газовый промыватель 13. Сюда же поступают нитрозные газы.
В промывателе происходит одновременно с охлаждением промывка нитрозных газов от нитрит-нитратных солей и дальнейшая конденсация азотной кислоты. Кислота из нижней части промывателя подается в абсорбционную колонну 10, а нитрозные газы сжимаются в компрессоре 12 до 11–12,6 МПа, нагреваясь при этом до 210–230 °С. После сжатия нитрозные газы охлаждают в холодильнике 16 до 155–165 °С. в холодильнике 11 второй ступени до 60–65 °С и подают в абсорбционную колонну 10. На тарелках колонны расположены земеевики для охлаждения кислоты. Сверху в колонну поступает паровой конденсат (Н2O) с температурой не выше 40 °С. Снизу колонны выводится 58–60%-ная азотная кислота; она поступает в продувочную колонну 9 для удаления растворенных в ней оксидов азота и далее направляется в хранилище.
Отходящий газ из абсорбционной колонны нагревается в подогревателе (топочном устройстве) 8, смешивается в смесителе 7 с природным газом и подогретый до 480 °С направляется на каталитическую очистку от оксидов азота в реактор. Катализатором очистки служит алюмопалладиевый катализатор АПК-2. После каталитического разложения выхлопные газы, содержащие до 0,008% оксидов азота при температуре 750 °С, поступают в рекуперационную турбину 5, входящую в состав газотурбинного агрегата. Здесь тепловая энергия выхлопных газов преобразуется в механическую с одновременным снижением давления газа до 0,95–1,05МПа. Энергия, вырабатываемая в газовой турбине, используется для привода компрессоров 12 и 23 (нитрозного и воздушного).
Производство слабой азотной кислоты под повышенным давлением.
В 1960-х годах разработан агрегат по производству азотной кислоты мощностью 120 тыс. т год под давлением 0,716 МПа с использованием высокотемпературной каталитической очистки выхлопных газов, выпускающий продукцию в виде 53-58%-ной HNO3 [1]. При разработке этой схемы были пересмотрены вопросы экономической эффективности производства по схеме АК-72, в результате чего уменьшена мощность установки с 380 тыс. тонн до 120 тыс. тонн в год и снижено давление во всей схеме. В частности, абсорберы работают при давлении 0,5–0,7 МПа. Улучшена схема очистки хвостовых газов.
Производство концентрированной азотной кислоты прямым синтезом из оксидов азота.
Прямой синтез HNО3 основан на взаимодействии жидких оксидов азота с водой и газообразным кислородом под давлением до 5 МПа по уравнению 2N2O4 + O2 + 2H2O → 4HNO3
100%-ный диоксид азота при атмосферном давлении и температуре 21,5 °С полностью переходит в жидкое состояние. При окислении аммиака полученный NO окисляется в NO2, содержание которого в газовой смеси составляет около 11%. Перевести диоксид азота такой концентрации в жидкое состояние при атмосферном давлении не представляется возможным, поэтому для сжижения оксидов азота применяют повышенное давление.
Концентрирование азотной кислоты с помощью водоотнимающих веществ. Получить концентрированную азотную кислоту перегонкой разбавленной кислоты невозможно. При кипении и перегонке разбавленной азотной кислоты ее можно упарить лишь до содержания 68,4 % HNO3 (азеотропная смесь), после чего состав перегоняемой смеси не изменится [1].
В промышленности перегонку разбавленных водных растворов азотной кислоты осуществляют в присутствии водоотнимающих веществ (концентрированная серная кислота, фосфорная кислота, концентрированные растворы нитратов и др.). Применение водоотнимающих веществ дает возможность понизить содержание водяных паров над кипящей смесью и увеличить содержание паров азотной кислоты, при конденсации которых получается 98%-ная HNО3.
Технологическая схема концентрирования азотной кислоты с применением серной кислоты показана на рисунке 1.2.
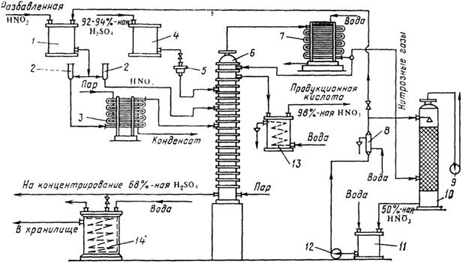
Рисунок 1.2 – Схема концентрирования разбавленной азотной кислоты в присутствии серной кислоты: 1, 4 – напорные баки для азотной и серной кислоты; 2 – контрольные фонари; 3 – испаритель разбавленной азотной кислоты; 5 – коробка для регулировании подачи кислоты,;6 – концентрационная колонна, 7 – холодильник конденсатор; 8 – холодильник кислоты, циркулирующей в башне; 9 –вентилятор: 10 – поглотительная башня; 11 – сборник; 12 – насос; 13 – холодильник концентрированной азотной кислоты, 14 – холодильник отработанной серной кислоты
Разбавленная азотная кислота из напорного бака 1 подается в колонну 6 через два расходомера 2, включенные параллельно. Один поток кислоты проходит в испаритель 3 и подается в виде смеси жидкости и пара на 10-ю тарелку колонны 6, другой поток без подогрева поступает на вышележащую тарелку [1].
Серная кислота из напорного бака 4 через регулятор 5 подается в верхнюю часть колонны 6 выше ввода холодного потока азотной кислоты. В нижнюю часть колонны вводится острый пар, при нагревании которым из тройной смеси начинает испаряться азотная кислота.
Пары азотной кислоты при температуре 70–85 °С, поднимаясь вверх, выходят через штуцер в крышке колонны и поступают в холодильник-конденсатор 7. В этих парах имеются примеси оксидов азота и воды.
В холодильнике-конденсаторе пары азотной кислоты при температуре около 30 °С конденсируются с образованием 98–99%-ной HNО3, при этом оксиды азота частично поглощаются этой кислотой. Концентрированная азотная кислота, содержащая оксиды азота, направляется на две верхние тарелки и проходит их последовательно, причем оксиды выдуваются из раствора парами азотной кислоты, поступающими в конденсатор 7. Несконденсировавшиеся пары азотной кислоты и выделившиеся оксиды азота направляют на абсорбцию в башню 10, орошаемую водой. Полученная 50%-ная кислота поступает в сборник 11 и вновь направляется на концентрирование. Концентрированную азотную кислоту после охлаждения направляют на склад готовой продукции.
Отработанная серная кислота, содержащая 65–85% H2SO4, поступает на концентрирование. При концентрировании азотной кислоты с применением 92–93%-ной серной кислоты расход последней значительно сокращается при подаче на концентрирование 59–60%-ной HNO3 вместо 48–50%-ной. Поэтому в некоторых случаях выгодно проводить предварительное концентрирование 50%-ной HNO3 до 60%-ной путем простого упаривания.
Большим недостатком концентрирования азотной кислоты с помощью серной кислоты является высокое содержание паров и тумана H2SO4 в выхлопных газах после электрофильтров (0,3–0,8 г/м3 газа). Поэтому серную кислоту заменяют, например, нитратом магния или цинка.
Концентрирование азотной кислоты с помощью нитрата магния.
Этот способ концентрирования обеспечивает получение чистой концентрированной азотной кислоты без вредных выбросов в атмосферу. Однако у него есть ряд существенных недостатков, не позволяющих использовать такой способ повсеместно. В первую очередь это связано с повышенной по сравнению с другими способами себестоимостью получаемого продукта и проблемы утилизации трудно перерабатываемых твердых отходов.
Одним из способов уменьшения выбросов и повышения эффективности производства аммиака является применение энерготехнологической схемы с парогазовым циклом, в котором в качестве рабочей теплоты используется не только теплота водяного пара, но и продуктов сгорания топлива.
Такая схема реализована в ряде производств химической технологии. К достоинствам этого химико-технологического процесса относятся: 1) использование теплоты промежуточных реакций для сжатия сырья (рекуперация энергии); 2) возможность организовать тщательную очистку отработанных газов [1].
Технологическая схема производства азотной кислоты под давлением 0,7 МПа.
Атмосферный воздух проходит тщательную очистку в двухступенчатом фильтре 1 (первая ступень фильтра выполнена из лавсановой ткани, вторая – из ткани Петрянова). Очищенный воздух сжимают двухступенчатым воздушным компрессором. В первой ступени 18 воздух сжимают до 0,35 МПа, при этом он нагревается до 165–175 °С за счет адиабатического сжатия. После охлаждения воздух направляют на вторую ступень сжатия 16, где его давление возрастает до 0,716 МПа.
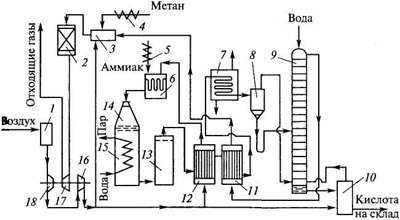
Рисунок 2. -Схема производства азотной кислоты под давлением 0,7 МПа: 1 – фильтр воздуха; 2 – реактор каталитической очистки; 3 – топочное устройство; 4 – подогреватель метана; 5 – подогреватель аммиака; 6 – смеситель аммиака и воздуха; 7 – холодильник-конденсатор; 8 – сепаратор; 9 – абсорбционная колонна: 10 - продувочная колонна; 11 – подогреватель отходящих газов; 12 – подогреватель воздуха; 13– сосуд для окисления нитрозных газов; 14 – контактный аппарат; 15 – котел-утилизатор; 16, 18 – двухступенчатый турбокомпрессор: 17 – газовая турбина
Основной поток воздуха после сжатия нагревают в подогревателе воздуха 12 до 250–270 °С теплотой нитрозных газов и подают на смешение с аммиаком в смеситель 6.
Газообразный аммиак, полученный путем испарения жидкого аммиака, после очистки от влаги, масла и катализаторной пыли через подогреватель 5 при температуре 150 °С также направляют в смеситель 6. Смеситель совмещен в одном аппарате с поролитовым фильтром. После очистки аммиачно-воздушную смесь с содержанием NH3 не более 10% подают в контактный аппарат 14 на конверсию аммиака.
Конверсия аммиака протекает на платинородиевых сетках при температуре 870–900 °С, причем степень конверсии составляет 96%. Нитрозные газы при 890–910 °С поступают в котел-утилизатор 15, расположенный под контактным аппаратом. В котле за сжег охлаждения нитрозных газов до 170 °С происходит испарение химически очищенной деаэрированной воды, питающей котел-утилизатор; при этом получают пар с давлением 1,5 МПа и температурой 230 °С, который выдается потребителю.
После котла-утилизатора нитрозные газы поступают в окислитель нитрозных газов 13. Он представляет собой полый аппарат, в верхней части которого установлен фильтр из стекловолокна для улавливания платинового катализатора. Частично окисление нитрозных газов происходит уже в котле-утилизаторе (до 40%).
В окислителе 13 степень окисления возрастает до 85%. За счет реакции окисления нитрозные газы нагреваются до 300–335 °С. Эта теплота используется в подогревателе воздуха 12. Охлажденные в теплообменнике 12 нитрозные газы поступают для дальнейшего охлаждения в теплообменник 11, где происходит снижение их температуры до 150 ºС и нагрев выхлопных (хвостовых) газов до 110–125 °С. Затем нитрозные газы направляют в холодильник-конденсатор 7, охлаждаемый оборотной водой. При этом конденсируются водяные пары и образуется слабая азотная кислота. Нитрозные газы отделяют от сконденсировавшейся азотной кислоты в сепараторе 8, из которого азотную кислоту направляют в абсорбционную колонну 9 на 6–7-ю тарелку, а нитрозные газы – под нижнюю тарелку абсорбционной колонны. Сверху в колонну подают охлажденный паровой конденсат.
Образующаяся в верхней части колонны азотная кислота низкой концентрации перетекает на нижележащие тарелки. За счет поглощения оксидов азота концентрация кислоты постепенно увеличивается и на выходе достигает 55–58%, причем содержание растворенных в ней оксидов азота достигает ~1%. Поэтому кислота направляется в продувочную колонну 10, где подогретым воздухом из нее отдувают оксиды азота, и отбеленная азотная кислота поступает на склад. Воздух после продувочной колонны подается в нижнюю часть абсорбционной колонны 9.
Степень абсорбции оксидов азота достигает 99%. Выходящие из колонны хвостовые газы с содержанием оксидов азота до 0,11% при температуре 35 °С проходят подогреватель 11, где нагреваются до 110–145 °С и поступают в топочное устройство (камера сжигания) 3 установки каталитической очистки. Здесь газы нагреваются до температуры 390–450 °С за счет горения природного газа, подогретого предварительно в подогревателе 4, и направляются в реактор с двухслойным катализатором 2, где первым слоем служит оксид алюминия, с нанесенным на него палладием, вторым слоем – оксид алюминия. Очистку осуществляют при 760 °С.
Очищенные газы поступают в газовую турбину 17 при температуре 690–700 °С. Энергия, вырабатываемая турбиной за счет теплоты хвостовых газов, используется для привода турбокомпрессора 18. Затем газы направляют в котел-утилизатор и экономайзер (на схеме не показаны) и выбрасывают в атмосферу. Содержание оксидов азота в очищенных выхлопных газах составляет 0,005–0,008%, содержание СО2 – 0,23%.
Глава 2. Реализация технологии некаталитической очистки дымовых газов от оксидов азота на мусоросжигательном заводе
Процессы термического обезвреживания отходов сопровождаются образованием комплекса загрязняющих веществ, которые выбрасываются с дымовыми газами в атмосферу. В их числе оксиды азота (NOx), хлорид и фторид водорода, оксиды серы, зола, сажа, диоксины и фураны. В связи с этим, наряду с максимально полным использованием энергетического потенциала органической составляющей отходов возникает необходимость снижения до требуемых норм содержания опасных загрязняющих веществ в дымовых газах мусоросжигательных установок. С этой целью современные установки термического обезвреживания отходов должны быть оборудованы многоступенчатыми системами газоочистки. В соответствии с нормативами ЕС содержание NOx в дымовых газах мусоросжигательных установок не должно превышать 200 мг/м3 (в пересчете на NO2 при содержании 11 об. % О2 в сухом газе). Фактическая концентрация NOx достигает 600 мг/м3 и более. В мировой практике для очистки от NOx дымовых газов тепловых агрегатов, в том числе мусоросжигательных котлов, в основном используются технологии селективного каталитического восстановления (СКВ) или селективного некаталитического восстановления (СНКВ). Они основаны на восстановлении NOx аммиаком или карбамидом до молекулярного азота:
4NH3 + 4NO + O2 = 4N2 + 6H2O,
2CO(NH2)2 + 4NO + O2 = 4N2 + 2CO2 + 4H2O.
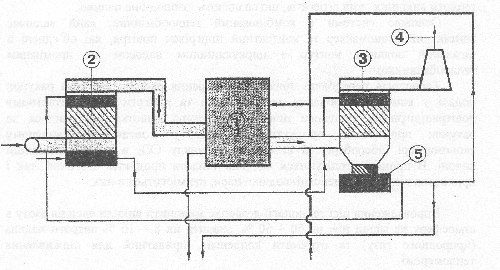
Принципиальное различие технологий СКВ и СНКВ заключается в том, что в процессах СКВ эффективное восстановление NOx происходит на поверхности катализатора при температуре 200–400 °С, а в процессах СНКВ — в газовой фазе при температуре 850–1 050 °С. Основное преимущество методов СНКВ — отсутствие необходимости использования катализатора и оборудования для его размещения. В связи с этим, по разным оценкам, стоимость строительства систем СНКВ примерно на порядок ниже, чем установок СКВ. В РГУ нефти и газа имени И. М. Губкина разработаны процессы некаталитической очистки с использованием аммиака и карбамида в качестве восстановителя оксидов азота. Системы очистки используются в тепловых агрегатах с объемом дымовых газов от 10 000 до 400 000 м3/ч. Эффективность очистки газов в промышленных условиях составляет от 75 до 90 %. Система некаталитической очистки газов с использованием в качестве восстановителя карбамида реализована на трех технологических линиях Московского мусоросжигательного завода № 2. Технологическая схема системы очистки приведена на рис. 1.
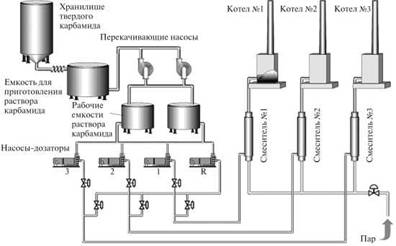
Рис. 1. Технологическая схема системы очистки дымовых газов от NOx на Московском мусоросжигательном заводе № 2
Твердый карбамид из хранилища с помощью винтового питателя поступает в емкость для приготовления раствора, куда одновременно подается химически очищенная вода. Приготовленный раствор карбамида по сигналу датчика уровнемера автоматически перекачивается в рабочие емкости, затем насосами-дозаторами подается в смесители. Полученная в смесителях восстановительная смесь посредством специальной распределительной системы вводится в расчетную зону топочной камеры мусоросжигательных котлов. Процесс восстановления NOх карбамидом в случаях перерасхода восстановителя, неэффективного смешения его с дымовыми газами или снижения температуры в зоне ввода восстановителя ниже оптимальных значений может сопровождаться проскоком непрореагировавшего аммиака. Содержание NH3 в дымовых газах регламентируется и в соответствии с европейскими нормами не должно превышать 10 мг/нм3. Для контроля содержания NOх и NH3 в дымовых газах используются автоматические газоанализаторы GM 31 фирмы SICK (Германия), которые позволяют определять содержание каждого компонента в режиме реального времени непосредственно в газовом потоке. Процесс очистки полностью автоматизирован и управляется с помощью системы АСУТП. Эффективность очистки газов составляет от 70 до 85 % в зависимости от режима работы котлов. Концентрация аммиака в очищенных газах не превышает 10 мг/нм3 и составляет, как правило, 3–5 мг/нм3.
На рис. 2 приведен пример рабочей диаграммы, отражающей изменения основных параметров процесса очистки газов во времени.
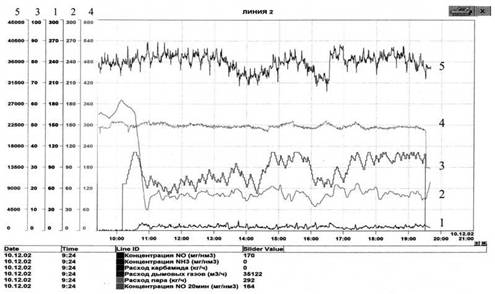
Рис. 2. Технологические показатели процесса очистки в режиме реального времени: 1 — концентрация NH3 в дымовых газах, мг/нм3; 2 — концентрация NОx в дымовых газах, мг/нм3; 3 — расход раствора карбамида, кг/ч; 4 — расход пара, кг/ч; 5 — расход дымовых газов, нм3/ч
По основным технологическим показателям (степени очистки газов от оксидов азота и содержанию аммиака в очищенных газах) система очистки превосходит зарубежные аналоги, а ее стоимость примерно на порядок ниже. Внедрение технологии очистки на Московском мусоросжигательном заводе № 2 сэкономило около 4 млн дол. США. Полученные результаты показывают, что использование в мусоросжигательных установках и других тепловых агрегатах технологии СНКВ обеспечивает:
– выполнение современных нормативов по выбросам оксидов азота с дымовыми газами;
– достижение перспективных, более жестких нормативов.
В связи с переводом подавляющего большинства ТЭС и котельных Европейской части России на природный газ одним из основных загрязняющих атмосферу компонентов дымовых газов становятся оксиды азота (NO,), которые, обладая высокой токсичностью, способны образовывать еще более токсичные комплексы, а также способствовать образованию фотохимических туманов (смогов). Если переход на сжигание "чистых" с точки зрения загрязнения воздушного бассейна топлив позволяет резко сократить, а иногда полностью ликвидировать все прочие выбросы токсогенов, то на сокращение оксидов азота это не существенно не влияет. В то же время единственным способом получения оксидов азота для промышленного производства азотной кислоты является каталитическое окисление аммиака кислородом воздуха с последующим поглощением полученных оксидов азота водой. При этом стоимость азотной кислоты, полученной на основе этих процессов, является высокой, а произвоство энергозатратным и экологически опасным. осударственного технического университета разработаны периодический и непрерывный способы получения азотной кислоты из дымовых газов, которые основаны на процессах очистки дымовых газов теплогенераторов, работающих на безсернистом топливе (природном газе), от оксидов азота с утилизацией их в форме азотной кислоты. Они позволяют резко снизить расход тепловой и электрической энергии на проведение процесса, утилизовать тепло дымовых газов и повысить экологические и экономические показатели котельной установки (Заявки на изобр. РФ №2008128622, №2008138783, 2008). В основу получения азотной кислоты при очистке дымовых газов, образуемых при сжигании природного газа, положен их состав, в котором отсутствуют оксиды серы (SO,) (природный газ предварительно очищают от серосодержащих компонентов), а основным вредным компонентом являются оксиды азота (NO,), возникающие в процессе горения. Количество NO, определяется режимом горения [1], возможностью их быстрого окисления и поглощения конденсатом водяных паров в присутствии озона с образованием раствора сильно разбавленной азотной кислоты (кислого конденсата) [2], а также значениями температур замерзания чистой азотной кислоты и ее комплексов с водой, которые значительно ниже температуры замерзания воды (температура плавления чистой HN03 равна -42,0 "С; гидратного комплекса Н20 HNO, - -38 °С; H20-3HN03 - -18,47 °С) [3].
Глава 3. Утилизация теплоты и снижение выбросов оксидов азота котлами путем использования контактной комбинированной теплоутилизационной установки
Комбинированная технология предназначена для снижения выбросов оксидов азота, понижения температуры и утилизации теплоты уходящих газов агрегатов, сжигающих газообразное топливо. Основу системы составляет комбинированный теплообменник, который включает в себя контактный экономайзер и контактный воздухоподогреватель, объединенные в общий водяной контур с циркуляционным насосом и промежуточным теплообменником. Технология предусматривает снижение образования оксидов азота за счет подачи в топочную камеру увлажненного и подогретого в контактном воздухоподогревателе дутьевого воздуха. Дальнейшая очистка происходит за счет промывания продуктов сгорания в контактном водяном экономайзере (абсорбере) и выведения из цикла СО2 в декарбонизационной колонне. В процессе утилизируется как явная теплота продуктов сгорания, так и скрытая теплота конденсации содержащегося в них водяного пара. Внедрение этой технологии позволяет снизить выбросы оксидов азота в атмосферу не менее чем на 50-60%, уменьшить на 8-10% расход топлива (природного газа) и получить конденсат, пригодный для подпитки теплосети. Стоимость изготовления такой системы "под ключ", например, для котла производительностью 10 Гкал составляет около 20 тыс. долларов США; срок окупаемости составляет 1 - 1,5 года.
Система теплоутилизации с контактным комбинированным теплообменником предназначена для снижения выбросов оксидов азота, понижения температуры и утилизации тепла уходящих газов агрегатов, сжигающих газообразное топливо.
Система представляет собой комбинированный теплообменник, который включает в себя расположенные в одном корпусе один над другим контактный экономайзер и воздухоподогреватель, объединенные в общий водяной контур с циркуляционным насосом и промежуточным теплообменником. Работает система следующим образом. Уходящие продукты сгорания подаются в контактную камеру экономайзера, где при непосредственном контакте с нагреваемой водой охлаждаются и через каплеуловитель дымососом удаляются в дымовую трубу. Часть продуктов сгорания проходит по байпасному газоходу мимо экономайзера для поддержания "сухого" режима дымовой трубы.
Нагретая в экономайзере вода собирается в поддоне и насосом подается частично на водораспределитель контактного воздухоподогревателя, откуда поступает на насадку контактной камеры, где при непосредственном контакте с холодным воздухом охлаждается и стекает в поддон. Остальная часть нагретой воды насосом подается через промежуточный теплообменник на систему защиты от обмерзания, а оттуда сливается в поддон. В теплообменнике происходит нагрев воды, подаваемой на внешние потребители (химводоочистку, систему горячего водоснабжения и т.п.). Охлажденная вода из поддона воздухоподогревателя через патрубки с гидрозатворами, соединенными с водораспределителем, подается для нагрева на насадку контактной камеры экономайзера.
Нагретый и увлажненный в контактном воздухоподогревателе воздух подается через каплеуловитель на всосдутьевого вентилятора. Для подсушки насыщенного влагой нагретого воздуха из верхней зоны котельной. Увлажнение дутьевого воздуха позволяет в 2-2,5 раза снизить выбросы оксидов азота.
Конструктивное исполнение аппаратов (экономайзера и воздухоподогревателя) один над другим уменьшает площадь их установки. Монтаж производится блоками квадратного сечения, что позволяет по условиям компоновки изменять расположение газовых и воздушных патрубков с шагом 90о.
Схема теплоутилизации и конструкция теплообменника ЭКТ разрабатываются конкретно для каждого объекта и постоянно совершенствуются. Дымовые газы из транзитного газохода направляются в зону обработки А, где смешиваются с озоновоздушной смесью в камере предварительного окисления I, в которой происходит окисление монооксидов азота (NO), находящихся в дымовых газах, до диоксидов (N02) озоном и кислородом воздуха. После этого в теплобменно-конденсационной и абсорбционно-конденсационной секциях II и III происходит охлаждение их до температуры ниже температуры точки росы, конденсация водяных паров в трубчатых теплообменниках, абсорбция диоксидов азота образовавшимся конденсатом с получением кислого конденсата (раствора разбавленной азотной кислоты с концентрацией около 1 % по массе), стекающего в поддон. При этом в условиях конденсации скорость кислотообразования возрастает по сравнению с обычной абсорбцией оксидов азота в 2,6 — 9,4 раза [4]. Кислый конденсат из поддонов секций II и III зоны обработки А насосом Б подают в камеру 1 утилизатора В, работающую в холодном режиме, через штуцер 3 на верхнюю наклонную щелевую полку 7, на которой он контактирует с поднимающимся снизу потоком холодного воздуха температурой -5--15 "С, поступающим в камеру 1 через патрубок 6. В камере 1 в результате многократного противоточного контакта кислого конденсата на наклонных щелевых полках 7, стекающего с полки на полку под действием силы тяжести, с потоком холодного воздуха, происходит охлаждение конденсата от температуры 50 — 60 °С до О °С и ниже, сопровождаемое образованием льда из воды, который остается на полках 7, а оставшаяся незамерзшая часть кислого конденсата, представляющая собой смесь гидратных комплексов азотной кислоты (H2OHN03 и H20-3HN03), стекает в поддон камеры 1, откуда его через патрубок 4 направляют в емкость для хранения азотной кислоты (на рисунке не показана). Уходящий поток нагретого воздуха нагревается до температуры 10 — 15 "С и через патрубок 5 добавляется в дутьевой воздух перед подачей его в зону обработки А на охлаждение дымовых газов. При этом время работы камеры 1 в холодном режиме определяется концентрацией получаемой азотной кислоты, которую принимаютравной известной концентрации гидратного комплекса H20-3HN03 с меньшей температурой замерзания, а именно 53 % по массе. Параллельно описанному процессу выделения азотной кислоты из кислого конденсата в камере 1 утилизатора В, работающей в холодном режиме, очищенные дымовые газы подают в камеру 2 утилизатора В, работающую в горячем режиме (регенерации). Ее наклонные полки покрыты льдом, который в результате многократного контакта с горячими дымовыми газами тает, талая вода стекает в поддон, откуда через патрубок 4 ее направляют в сборник конденсата (на рисунке не показан), а дымовые газы в результате многократного контакта со льдом охлаждаются, дополнительно очищаются от оксидов азота и конденсата и через патрубок 6, газоход и дымовую трубу (на рисунке не показаны) выводятся в атмосферу. Время работы камеры 2 в горячем режиме принимают равным времени работы в холодном режиме камеры 1. По окончании работы камеры 1 в холодном режиме и опорожнении поддона от азотной кислоты ее переключают на горячий режим работы, направляя в патрубок 5 очищенные дымовые газы из зоны обработки А. Камеру 2 переключают на холодный режим работы, направляя в нее кислый конденсат из поддонов зоны обработки А через штуцер 3 и поток холодного воздуха через патрубок 5, после чего цикл повторяется. При этом в зимнее время используется наружный воздух, а при температуре выше -5 "С его охлаждают в холодильной установке, холодопроизводительность которой определяют по максимальной летней температуре в течение пяти дней.
Схема установки для очистки дымовых газов от оксидов азота и получения азотной кислоты непрерывным способом отличается от рассмотренной схемы конструкцией утилизатора В. В качестве утилизатора В при непрерывном способе используется вращающийся роторный утилизатор, состоящий из цилиндрического короба, разделенного плитой на холодный и горячий сектор. В короб помещен ротор с радиальными ячейками, заполненными насадкой, изготовленной из кислотостойкого материала с развитой поверхностью, в которых непрерывно происходят вышеописанные процессы замораживания и размораживания кислого конденсата с выделением раствора 50 %-ной азотной кислоты. Экономическая и экологическая эффективность предлагаемого способа получения азотной кислоты при очистке дымовых газов от оксидов азота подтверждается следующим примером. При конденсации водяных паров дымовых газов в зоне обработки А выделяется теплота в количестве 10,764 ккал/моль (2630 кДж/кг), тогда как расход холода на замерзание воды кислого конденсата в утилизаторе Б равен 1,4363 ккал/моль (348 кДж/кг) [3], т. е. количество утилизированной энергии в 7,5 раз превышает энергию, затраченную на получение холода для охлаждения воздуха в теплое время года (в холодное время холодильная установка не используется). Кроме того, при снижении концентрации оксидов азота в дымовых газах, например, от 0,35 до 0,1 г/м3 конденсатом водяных паров поглощается 0,25 г/м3 NO„ состоящих на 95 — 99 % из NO [3], молекулярная масса которых и соответственно масса после их окисления до N02 и поглощения водой увеличивается до 0,5 г на 1 м3. Расчет и справочные данные показывают, что при сжигании природного газа и коэффициенте избытка воздуха в уходящих газах аух=1,33 средний расход дымовых газов на единицу мощности котла (1 мВт) составляет приблизительно 1500 м/ч [6], из чего следует, что удельное количество получаемой HNO. (в пересчете на 100 %-ную концентрацию) составит 0,5 кг/ч, или 1 кг/ч 50%-ной азотной кислоты на 1 мВт установленной мощности котла. При времени работы котла, оснащенного предлагаемой установкой, 8000 ч в год получаем, что I мВт установленной мощности теплогенератора обеспечит получение 8 т/год 50 %-ной азотной кислоты. Соответственно средняя ТЭС мощностью 1000 мВт, работающая на природном газе, при относительно небольших затратах на оборудование предлагаемой установкой очистки и утилизации обеспечит, наряду с очисткой дымовых газов от оксидов азота и удушением экологических характеристик окружающей атмосферы в месте своего расположения, получение практически бесплатной азотной кислоты в количестве 8000 т/год, что позволит окупить все расходы на очистку и получить дополнительную прибыль от ее реализации. Кроме того, попутное получение азотной кислоты хотя бы на нескольких ТЭС позволит сократить производство азотной кислоты на специализированных предприятиях, являющихся крупнейшими загрязнителями окружающей среды, и дополнительно (в масштабе региона или страны) снизить выбросы вредных веществ в окружающую среду.
Таким образом, совместный процесс очистки дымовых газов от оксидов азота с выделением из продуктов очистки азотной кислоты повышает экономическую и экологическую эффективность процесса очистки дымовых газов и работы теплогенерирующей установки в целом.
Литература
очистка воздух автотранспорт теплоутилизационный
1. Зельдович Я.Б. Окисление азота при горении. М.-Л.: АН СССР, 1947.
2. Ежов B.C. Снижение вредных газообразных выбросов источников центрального теплоснабжения // Промышленная энергетика. 2006. № 12.
3. Справочник химика. Т. I. М.-Л.: Химия, 1965.
4. Производство азотной кислоты в агрегатах большой единичной мощности /Под ред. В.М. Олевского. М.: Химия, 1985.