
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Проектирование мастерской по производству 3,5-динитробензойной кислоты мощностью 13 тонн/год
Дипломная работа: Проектирование мастерской по производству 3,5-динитробензойной кислоты мощностью 13 тонн/год
ДИПЛОМНЫЙ ПРОЕКТ
на тему:
Проектирование мастерской по производству 3,5-динитробензойной кислоты мощностью 13 тонн/год
Содержание
Введение
1. Аналитический обзор
2. Патентный поиск
3. Технологическая часть
Описание технологической схемы
Промывка
Суточный материальный баланс
Тепловой баланс
Выбор и расчёт оборудования
Определение поверхности теплообмена
Определение средней разности температур между теплоносителем и реакционной массой
4. Основное оборудование\
5. Строительная часть
Генеральный план
Объемно-планировочное решение
Конструктивное решение
Санитарно-техническое оборудование
6. Автоматизация и автоматизированные системы управления технологическим процессом (АСУ ТП)
Обоснование необходимости контроля, регулирования и сигнализации
Описание схемы автоматизации
Спецификация на оборудование
7. Стандартизация
8. Охрана труда и окружающей среды
Опасные и вредные производственные факторы, свойственные процессу получения динитробензойной кислоты
Мероприятия, принятые в проекте для обеспечения безопасности технологического процесса
Мероприятия, принятые в проекте для обеспечения безопасности технологического оборудования
Организация пожаро - и взрывобезопасности проектируемого производства
Мероприятия, предусмотренные в проекте для обеспечения нормальных санитарно-гигиенических условий производственной среды
Охрана окружающей среды
9. Экономическая оценка проектных решений
Организация производства
Расчет сметной стоимости
Расчёт численности работающих
Расчет производительности труда
Расчет фонда заработной платы работающих
Расчет годового расхода электроэнергии
Расчет сметы “Расходов на содержание и эксплуатацию оборудования”
Расчет сметы “Общецеховые расходы”
Расчет проектной себестоимости продукции
Технико-экономические показатели и определение экономической эффективности проектируемого производства
Выводы по проекту
Список использованной литературы
Введение
Использование полинитроароматических соединений в органическом синтезе привлекает как доступностью исходного сырья, так и широкими синтетическими возможностями, обусловленными наличием нитрогрупп.
С одной стороны, полинитросоединения являются промышленно производимыми продуктами - производные нитробензола широко используются как взрывчатые вещества, так и промежуточные продукты в синтезе красителей.
Ароматические полинитросоединения, благодаря способности нитрогрупп к восстановлению и нуклеофильному замещению, а также возможности модификации других заместителей в цикле, представляют большую ценность в качестве субстратов в органическом синтезе. Например, ароматическая нитрогруппа оказывает активирующее, в силу своей электроноакцепторной природы, влияние на другие заместители в ароматическом кольце. В 2,4,6-тринитротолуоле благодаря наличию трех нитрогрупп становятся возможными реакции конденсации метильной группы с электрофильными агентами (альдегидами, нитрозосоединениями и др.) [1].
Активированные ароматические нитрогруппы подвергаются замещению различными нуклеофилами, особенно легко протекает внутримолекулярная разновидность этой реакции, в которой нуклеофильная группа содержится в исходном субстрате. Реакция внутримолекулярной динитроциклизации открывает путь к синтезу различных конденсированных гетероциклов. Значительный интерес представляет синтез бензоконденсированных шести - и особенно семичленных гетероциклов, так как среди них имеется большое количество лекарственных веществ, в частности, регулирующие работу ЦНС - транквилизаторы, снотворные, антидепрессанты, нейролептики и т. п [2].
Продукты нитрования бензойной кислоты - моно - и динитробензойные кислоты - широко применяются в качестве полупродуктов в органическом синтезе, фармацевтике, фотохимии и химии красителей [3]. В частности, 3,5-динитробензойная кислота используется в синтезе аминобензойных кислот, являющихся полупродуктами при получении азокрасителей, лекарственных препаратов, нитробензоилхлоридов, пигментов.
Реакции с хлорангидридами 3,5-динитробензойной кислоты используют для идентификации спиртов, аминов и алифатических простых эфиров.
Кроме того, 3,5-динитробензойная кислота используется для приготовления
рентгеноконтактного препарата типа “Триомброст”, для приготовления витамина ![]() , служащего для
витаминизации кормом, применяемых в сельском хозяйстве [3].
, служащего для
витаминизации кормом, применяемых в сельском хозяйстве [3].
Таким образом, можно сделать вывод о важности проектирования производства 3,5-динитробензойной кислоты мощностью 13 тонн в год, как для развития сельского хозяйства, так и для других отраслей промышленности.
1. Аналитический обзор
Одним из наиболее интересных представителей является 3,5-динитробензойная
кислота (3,5-ДНБК). Так нитрование бензойной кислоты меланжем при 70-1000С
в течение 20ч приводит к получению ДНБК с выходом 53% [4]. При использовании нитрующей
смеси на основе дымящей (![]() ) азотной и концентрированной
серной кислот и при температурах 70-1450С за 6ч выход составил 35%,
а за 24 ч - 55-58% [4].
) азотной и концентрированной
серной кислот и при температурах 70-1450С за 6ч выход составил 35%,
а за 24 ч - 55-58% [4].
Немаловажное техническое преимущество нитрующей смеси перед меланжем состоит в том, что она может быть сохраняема в железной аппаратуре и передаваема по железным трубам, так как не разъедает этого металла. Количество серной кислоты рассчитывается по минимальной крепости (общей кислотности) смеси, при которой еще заметен нитрующий эффект. Если увеличить количество азотной кислоты при сохранении того же количества серной кислоты в правильно составленной нитрующей смеси, то часть азотной кислоты останется без взаимодействия. Если увеличить количество серной кислоты, это вызовет лишний расход серной кислоты в отработанной кислоте. На заводах часто при составлении нитрующей смеси пользуются отработанной кислотой предыдущих нитрований, соответствующим образом ее подкрепляя добавкой более крепкой серной и по расчету азотной кислоты [5].
Кроме того известно применение в качестве исходного продукта для получения ДНБК 3-нитробензойной кислоты. Но и при этом выход не превышал 66% [6].
Приведенные методы получения ДНБК отличаются невысоким выходом
продукта, так как нитрование при высоких температурах способствует интенсивному
протеканию нежелательных реакций окисления, которые в конечном счете могут стать
причиной взрыва [6]. Однако снижение температуры, уменьшающее вероятность протекания
побочных процессов, в равной степени снижает скорость и основной реакции нитрования.
Последняя лимитируется скоростью образования и степенью сольватации иона нитрония
![]() . На концентрацию
и скорость образования ионов нитрония большое влияние также оказывает концентрация
воды в нитрующей смеси (увеличения содержания воды ингибирует этот процесс) [6].
Очевидно, что благоприятными факторами, увеличивающими выход 3,5-ДНБК, будут снижение
температуры нитрования, уменьшение содержания воды и увеличение избытка азотной
кислоты в реакционной смеси.
. На концентрацию
и скорость образования ионов нитрония большое влияние также оказывает концентрация
воды в нитрующей смеси (увеличения содержания воды ингибирует этот процесс) [6].
Очевидно, что благоприятными факторами, увеличивающими выход 3,5-ДНБК, будут снижение
температуры нитрования, уменьшение содержания воды и увеличение избытка азотной
кислоты в реакционной смеси.
Установлено, что при замене серной кислоты в нитрующей смеси на олеум возможно проведение процесса в более мягких температурных условиях с повышенным выходом. Изучено влияние ряда факторов на нитрование бензойной кислоты дымящей азотной кислотой в среде 5-60% олеума [7].
Таблица №1
Зависимость выхода 3,5-динитробензойной кислоты от температуры реакции.
|
|
Выход, % |
|
Выход, % |
| 30 | Следы | 55 | 73 |
| 40 | 5 | 60 | 75 |
| 45 | 39 | 65 | 71 |
| 50 | 67 | 70 | 64 |
При исследовании зависимости выхода ДНБК от температуры (таблица) обнаружено, что максимальный выход ДНБК колеблется в области 55-650С. С увеличением температуры возрастает роль побочных процессов окисления и уменьшается выход ДНБК. Существенным фактором процесса нитрования является его длительность. При увеличении температуры синтеза с 50 до 700С максимум на кривой зависимости выхода ДНБК от длительности нитрования (рис.1) смещается с 12-14ч до 5-8ч, однако максимальный выход ДНБК при этом падает [4].
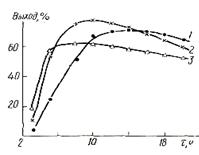
Рис1. Влияние длительности синтеза на выход ДНБК при различных температурах: 1-50; 2-60; 3-700C.
На получениие ДНБК существенно влияет избыток нитрующего агента (рис.2).
Оптимальным является соотношение азотной и бензойной кислот, равное (2,4-2,8):
1. Следует отметить, что увеличение этого соотношения в данных условиях может привести к спонтанному выбросу реакционной смеси.
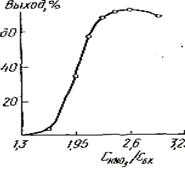
Рис2. Влияние избытка азотной кислоты на выход ДНБК.
Нитрование бензойной кислоты в олеуме с различным содержанием серного ангидрида (рис.3) показало, что выход ДНБК резко увеличивается в области содержания серного ангидрида 5-20% и в дальнейшем возрастает незначительно.
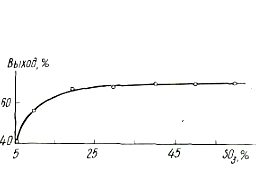
Рис3. Влияние содержания серного ангидрида в олеуме на выход ДНБК.
Таким образом, изучение приведенных выше закономерностей позволило в мягких условиях получить ДНБК высокой степени чистоты с выходом 70-80%. Ниже приведена методика нитрования бензойной кислоты в оптимальных условиях.
К охлажденной до 100С смеси 5,5мл дымящей азотной
кислоты (![]() )
и 35 мл 20% олеума прибавляли порциями при перемешивании 12,2г (0,1 моль) бензойной
кислоты. После гомогенизации смеси прибавляли по каплям еще 5,4мл
)
и 35 мл 20% олеума прибавляли порциями при перемешивании 12,2г (0,1 моль) бензойной
кислоты. После гомогенизации смеси прибавляли по каплям еще 5,4мл ![]() таким образом,
чтобы общее количество ее составило 0,26моль. Затем в течение 1,5ч поднимали температуру
до 600С. Через 5-6ч наблюдали выпадение осадка ДНБК. Еще через 6ч охлаждали
реакционную смесь до комнатной температуры и выливали на 200г тонкоизмельченного
льда. Осадок отфильтровали, промывали холодной водой и сушили при 1200С
в течение 6ч. Выход 16,4г (77,3 мас. %).Т. пл. 205-2060С, по данным
[7], т. пл. 204-2050С. ИК-спектр: 1550см-1 (
таким образом,
чтобы общее количество ее составило 0,26моль. Затем в течение 1,5ч поднимали температуру
до 600С. Через 5-6ч наблюдали выпадение осадка ДНБК. Еще через 6ч охлаждали
реакционную смесь до комнатной температуры и выливали на 200г тонкоизмельченного
льда. Осадок отфильтровали, промывали холодной водой и сушили при 1200С
в течение 6ч. Выход 16,4г (77,3 мас. %).Т. пл. 205-2060С, по данным
[7], т. пл. 204-2050С. ИК-спектр: 1550см-1 (![]() ), 1690 см-1
(
), 1690 см-1
(![]() , димер)
[8].
, димер)
[8].
2. Патентный поиск
Патентный поиск проводился с целью найти известные ранее способы получения 3,5-динитробензойной кислоты, близкие по технологии к рассматриваемой в данном проекте, информацию о компаниях-производителях.
Патентный поиск производился на основе следующих бумажных и электронных носителей патентной информации:
Международный классификатор изобретений, 7-я редакция;
База данных Роспатента: http://www.Fips.ru (рефераты изобретений к заявкам РФ с 1994г.)
База данных Европейского Патентного Ведомства:
http://www.europea-patent office.ru
В результате был найден патент на получение 3,5-динитробензойной кислоты методом нитрования бензойной кислоты смесью олеума и азотной кислоты.
Таблица №2
Используемые патентные документы
| Номер патентного изобретения | Название патента | Дата публикации |
| 30504 Украина, МПК | Получение 3,5-динитробензойной кислоты | 15.11.2000г. |
3. Технологическая часть Описание технологической схемы
Процесс получения 3,5-динитробензойной кислоты проходит в четыре стадии. На первой стадии исходное сырье - 98% азотная кислота и 20% олеум, охлажденные до 100С, загружаются в реактор Р1, куда затем при помощи ленточного транспортера загружается бензойная кислота. Реакционная масса подогревается горячей водой из бойлерной до температуры 600С, после чего выдерживается в течение 6 часов. В случае превышения данного температурного порога срабатывает сирена и реакционная масса сбрасывается в аварийную емкость. Для отвода нитрозных газов, выделяющихся в процессе реакции предусмотрен трубопровод под вакуумом, по которому окислы азота подаются на абсорбцию.
Затем реакционная масса с помощью трубы передавливания подается в разбавитель Р2 из промежуточной емкости Е4. В аппарате происходит разбавление реакционной массы водой для снижения содержания в ней серной кислоты. Содержание серной кислоты понижается в разбавителе до 20%. Далее суспензия динитробензойной кислоты сбрасывается на вакуум-фильтр ВФ1 и промывается водой.
Маточник и промывные воды при этом собираются емкости Е5 и отправляется на регенерацию, а сырая динитробензойная кислота инжектируется на пропарку в аппарат Р3. Процесс пропаривания происходит при 1000С в течение 4 часов, ввиду сильной гидрофобности 3,5-динитробензойной кислоты.
Пропаренная ДНБК снова сбрасывается на вакуум-фильтр ВФ2 и промывается водой. Маточник и промывные воды при этом собираются в емкости Е6 и отправляется на разбавление. ДНБК загружается вручную в реактор Р4, куда загружается и этиловый спиртм из емкости Е7 для процесса кристаллизации. Процесс проходит при 800С. Затем кристаллизованная ДНБК фильтруется, сушится в сушильных шкафах и расфасовывается. Часть маточника при этом возвращается в процесс ввиду экономии этилового спирта.
Расчет материального баланса получения 3,5-динитробензойной кислоты
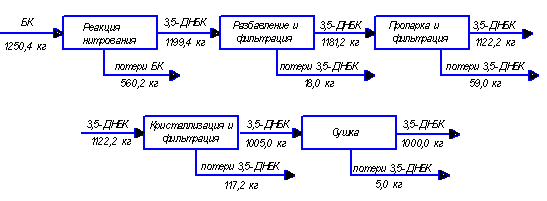
1-я стадия - реакция нитрования - 55,2%
2-я стадия - разбавление и фильтрация - 98,5%
3-я стадия - пропарка и фильтрация - 95,0%
4-я стадия - кристаллизация и фильтрация - 89,5%
5-я стадия - сушка - 99,5%
Расчет количества бензойной кислоты, необходимого для получения 1000кг
3,5-динитробензойной кислоты:
Чтобы получить 1000 кг готовой динитробензойной кислоты, на стадию сушки необходимо подать с учетом выхода:
![]() кг - поступает на стадию сушку
кг - поступает на стадию сушку
![]() кг - поступает на стадию кристаллизации
и фильтрации
кг - поступает на стадию кристаллизации
и фильтрации
![]() кг - поступает на стадию пропарки
и фильтрации
кг - поступает на стадию пропарки
и фильтрации
![]() кг - поступает на стадию разбавления
и фильтрации
кг - поступает на стадию разбавления
и фильтрации
1-я стадия - реакция нитрования
Реакция нитрования протекает в 2 стадии:
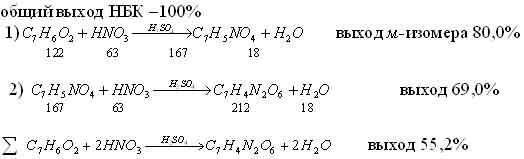
На первой стадии мононитрования бензойная кислота нитруется до изомеров в соотношении мета-: (орто - + пара-) =80: 20.
Таким образом, для получения 1199,4 кг динитробензойной кислоты необходимо бензойной кислоты:
Из 122,0 г/м бензойной кислоты образуется 212,0 г/м динитробензойной кислоты
Из ![]() кг БК - 1199,4 кг ДНБК
кг БК - 1199,4 кг ДНБК
 кг БК
кг БК
С учетом выхода на каждой стадии реакции получаем, что для получения 1000кг ДНБК необходимо:
![]() кг БК
кг БК
Бензойная кислота содержит 0,1% примесей, тогда общая масса БК, которую необходимо взять для реакции, составит:
![]() кг БК
кг БК
Рассчитаем количество мета-изомера, образующегося на первой стадии реакции, с учетом выхода:
Из 122,0 г/м БК - 167,0 г/м м-ДНБК
Из 1250,4кг БК - ![]() кг м-ДНБК
кг м-ДНБК
 кг м-ДНБК
кг м-ДНБК
Проверка по второй стадии реакции с учетом выхода: из 167,0 г/м
м-ДНБК - 212,0 г/м ДНБК, из 1369,3 кг м-ДНБК - ![]() кг ДНБК
кг ДНБК
 кг ДНБК
кг ДНБК
По методике к смеси 15,8г 98% азотной кислоты и 66,1г 20% олеума прибавляют порциями при перемешивании 12,2г бензойной кислоты.
Следовательно, для нитрования 1250,4кг бензойной кислоты потребуется пропорциональное количество азотной кислоты и олеума [8]:
![]() , в которой
, в которой
моногидрата - ![]()
воды - ![]()
![]() , в котором
, в котором
свободного ![]() -
- ![]()
![]() -
- ![]()
Рассчитаем количество требующегося по реакции моногидрата ![]() :
:
1) в первой реакции расходуется:
122,0 г/м БК - 63,0 г/м ![]()
1250,4 кг БК - ![]() кг
кг ![]()
![]()
2) во второй реакции расходуется:
167,0 г/м БК - 63,0 г/м ![]()
1369,3 кг БК - ![]() кг
кг ![]()
![]()
Таким образом, всего на нитрование идет моногидрата ![]() :
:
![]()
Следовательно, после нитрования осталось моногидрата ![]() :
:
![]()
Рассчитаем количество образовавшейся по реакции ![]() :
:
1) по первой реакции образуется:
122,0 г/м БК - 18,0 г/м ![]()
1250,4 кг БК - ![]() кг
кг ![]()
![]()
2) по второй реакции образуется:
167,0 г/м БК - 18,0 г/м ![]()
1369,3 кг БК - ![]() кг
кг ![]()
![]()
Таким образом, всего при нитровании образуется ![]() :
:
![]()
С учетом воды, содержащейся в азотной кислоте, общая масса составит:
![]()
Рассчитаем количество![]() , образующейся в результате реакции
при “связывании" воды сернистым ангидридом:
, образующейся в результате реакции
при “связывании" воды сернистым ангидридом:
Х9 1355,9 Х8
![]()
18,0 80,0 98,0
Из 80,0 г/м ![]() - 98,0 г/м
- 98,0 г/м ![]()
Из 1355,9 кг ![]() -
- ![]() кг
кг ![]()
 кг
кг ![]()
Следовательно, общее количество серной кислоты складывается из кислоты образующейся при связывании воды и кислоты, содержащейся в 20%олеуме:
![]()
Рассчитаем количество![]() , вступающее в реакцию:
, вступающее в реакцию:
80,0 г/м ![]() - 18,0 г/м
- 18,0 г/м ![]()
1355,9 кг ![]() -
- ![]() кг
кг ![]()
 кг
кг ![]()
В процессе нитрования происходит раскисление орто - и пара-нитробензойных кислот и непрореагировавшей мета - нитробензойной кислоты [9].
586,0
![]()
334,0 1764,0 616,0 342,0 1140,0
Рассчитаем общее количество нитробензойных кислот, участвующих в реакции раскисления:
334 г/м НБК - 1764,0 г/м ![]()
![]() кг НБК - 586,0кг
кг НБК - 586,0кг ![]()
 НБК
НБК
Рассчитаем количество газообразных продуктов и воды, выделившихся в результате реакции:
Из 334,0 г/м НБК - 616,0 г/м ![]()
Из 110,9 кг НБК - ![]() кг
кг ![]()
![]()
Из 334,0 г/м НБК - 1140,0 г/м ![]()
Из 110,9 кг НБК - ![]() кг
кг ![]()
![]()
Из 334,0 г/м НБК - 342,0 г/м ![]()
Из 110,9 кг НБК - ![]() кг
кг ![]()
![]()
Следовательно, количество воды не вступившее в реакцию составит:
![]()
Рассчитаем общее количество непрореагировавших орто - и пара-нитробензойных кислот и мета - нитробензойной кислоты:
Из 122,0 г/м БК - 167,0 г/м ![]()
Из 1250,4кг БК - ![]() кг
кг ![]()
 кг
кг ![]()
![]()
Следовательно, общее количество непрореагировавших орто - и пара-нитробензойных кислот и мета - нитробензойной кислоты равно:
![]()
Таким образом, в суспензии ДНБК останется непрореагировавших НБК:
![]()
Таблица №3
Материальный баланс стадии нитрования
| Приход | кг | Расход | кг |
|
1. Бензойная кислота: ОВ 1250,4кг примеси 1,1кг |
1251,5 |
1. Суспензия ДНБК в отработанной кислоте: ДНБК 1199,4 кг
НБК 655,9кг примеси 1,1кг |
9068,4 |
|
2. Азотная кислота (98%): ОВ 1588,1 кг вода 32,4 кг |
1620,5 |
2. |
378,7 |
|
3. Олеум (20%):
|
6779,8 |
3. |
204,6 |
| Итого | 9651,8 | Итого | 9651,7 |
Таким образом, можно сделать вывод, что приведенное в методике [8] количество азотной кислоты недостаточно, так как в результате реакции остается значительное количество нераскисленных нитробензойных кислот.
Рассчитаем требующееся количество азотной кислоты для полного
раскисления ![]() нитробензойных
кислот:
нитробензойных
кислот:
766,8
![]()
334,0 1764,0 616,0 342,0 1140,0
334 г/м НБК - 1764,0 г/м ![]()
766,8кг НБК - ![]() кг
кг ![]()
![]()
Азотная кислота, не вступившая в реакцию нитрования, частично
остается в отработанной кислоте, частично расходуется в побочных реакциях, частично
улетучивается в вентиляцию. Распределение азотной кислоты по этим статьям зависит
от конкретных условий проведения реакции, то есть от температуры процесса, свойств
и качества нитруемого соединения и т.д. На основании такого допущения определяем,
что на раскисление пошло 20% моногидрата ![]() [9]:
[9]:
![]()
Следовательно, общая масса моногидрата:
![]()
Для проведения реакции требуется 1002,1кг моногидрата азотной кислоты, тогда общее количество моногидрата азотной кислоты, необходимое для проведения реакции нитрования составит:
![]()
Следовательно, количество требующейся 98% азотной кислоты составит:
![]()
Рассчитаем количество газообразных продуктов и воды, выделившихся в результате реакции:
766,8 4049,8
![]()
334,0 1764,0 616,0 342,0 1140,0
Из 1764,0 г/м ![]() - 616,0 г/м
- 616,0 г/м ![]()
Из 4049,8 кг ![]() -
- ![]() кг
кг ![]()
![]()
Из 1764,0 г/м ![]() - 1140,0 г/м
- 1140,0 г/м ![]()
Из 4049,8 кг ![]() -
- ![]() кг
кг ![]()
![]()
Из 1764,0 г/м ![]() - 342,0 г/м
- 342,0 г/м ![]()
Из 4049,8 кг ![]() -
- ![]() кг
кг ![]()
![]()
Для рассматриваемого процесса, можно принять, что 50 % оставшейся азотной кислоты расходуется на раскисление, 25 % - уносится в вентиляцию, а 25 % - остается в отработанной кислоте.
Рассчитаем количество продуктов, образующихся при раскислении 404,9 кг моногидрата азотной кислоты:
404,9
![]()
126 18 76 32
Из 126,0 г/м ![]() - 76,0 г/м
- 76,0 г/м ![]()
Из 404,9 кг ![]() -
- ![]() кг
кг ![]()
![]()
Из 126,0 г/м ![]() - 18,0 г/м
- 18,0 г/м ![]()
Из 404,9 кг ![]() -
- ![]() кг
кг ![]()
![]()
Из 126,0 г/м ![]() - 32,0 г/м
- 32,0 г/м ![]()
Из 404,9 кг ![]() -
- ![]() кг
кг ![]()
![]()
Следовательно, количество воды не вступившее в реакцию составит:
![]()
Таблица №4
Материальный баланс стадии нитрования
| Приход | кг | Расход | кг |
|
1. Бензойная кислота: ОВ 1250,4кг примеси 1,1кг |
1251,5 |
1. Суспензия ДНБК в отработанной кислоте: ДНБК 1199,4 кг
примеси 1,1кг |
9429,2 |
|
2. Азотная кислота (98%): ОВ 5861,9 кг вода 117,2 кг |
5979,1 |
2. Газообразные продукты:
в вентиляцию 202,5 кг |
4580,9 |
|
3. Олеум (20%):
|
6779,8 | ||
| Итого | 14010,4 | Итого | 14010,1 |
2-я стадия - разбавление и фильтрация
В соответствии с методикой получения 3,5-динитробензойной кислоты необходимо снизить концентрацию серной кислоты в суспензии динитробензойной кислоты до 20%. Для этого рассчитаем необходимое количество воды, идущее на разбавление серной кислоты.
Массовая доля серной кислоты в исходной суспензии:
![]()
Требуемая массовая доля серной кислоты в суспензии:
![]()
По правилу смешения запишем друг под другом массовые доли исходных
растворов, а правее между ними - массовую долю раствора, который необходимо приготовить.
При этом считаем, что вода - это раствор с массовой долей ![]() , равной нулю. Из большей
массовой доли вычитаем заданную и записываем результат справа внизу, из заданной
массовой доли вычитаем меньшую и записываем результат справа вверху [10].
, равной нулю. Из большей
массовой доли вычитаем заданную и записываем результат справа внизу, из заданной
массовой доли вычитаем меньшую и записываем результат справа вверху [10].
Затем вычисляем массу полученного раствора ![]() и массу воды
и массу воды ![]() , которая потребуется
для разбавления:
, которая потребуется
для разбавления:
![]() ,
,
где ![]() - масса суспензии, которая подается
на разбавление.
- масса суспензии, которая подается
на разбавление.
![]() - масса полученного раствора
- масса полученного раствора
![]()
Динитробензойная кислота после фильтрации содержит 40% маточного раствора, образующегося в результате реакции:
![]()
Рассчитаем процентное содержание компонентов в разбавленной суспензии:
![]()
![]()
![]()
Следовательно, в 472,5 кг маточного раствора содержится пропорциональное количество компонентов:
![]()
![]()
![]()
В результате, масса компонентов, содержащихся в отводимом маточном растворе уменьшится на соответствующее количество этих компонентов, содержащихся в динитробензойной кислоте:
![]()
![]()
![]()
Рассчитаем потери динитробензойной кислоты с учетом выхода продукта:
![]()
Таблица №5
Материальный баланс стадии разбавления и фильтрации
| Приход | кг | Расход | кг |
|
1. Суспензия ДНБК в отработанной кислоте: ДНБК 1199,4 кг
примеси 1,1кг |
9429,2 |
1. Сырая ДНБК всего: ДНБК 1181,2 кг
|
1653,7 |
| 2. Вода | 26007,9 |
2. Маточник всего:
примеси 1,1кг ДНБК 18,0кг |
33783,3 |
| Итого | 35437,1 | Итого | 35437,0 |
Зададимся модулем при промывке ДНБК 1 (1:
1), на 1 м. ч. ДНБК возьмем 1 м. ч. воды. Промывка осуществляется на вакуум-фильтре [9].
Динитробензойная кислота после промывки содержит 20% маточного раствора:
![]()
Рассчитаем процентное содержание компонентов в промытой ДНБК:
![]()
![]()
Следовательно, в 236,2 кг маточного раствора содержится пропорциональное количество компонентов:
![]()
![]()
В результате, масса компонентов, содержащихся в отводимой промывной воде уменьшится на соответствующее количество этих компонентов, содержащихся в динитробензойной кислоте:
![]()
![]()
Таблица №6
Материальный баланс стадии промывки
| Приход | кг | Расход | кг |
|
1. Сырая ДНБК всего: ДНБК 1181,2 кг
|
1653,7 |
1. Промытая ДНБК всего: ДНБК 1181,2 кг
|
1417,4 |
| 2. Вода | 1653,7 |
2. Промывная вода всего:
|
1890,0 |
| Итого | 3307,4 | Итого | 3307,4 |
Ориентировочно число промывок для жидких, веществ можно оценить по следующей формуле:
![]()
где ![]() - начальная кислотность продукта;
- начальная кислотность продукта;
![]() - кислотность продукта после n-ной
промывки;
- кислотность продукта после n-ной
промывки;
![]() - количества жидкого вещества;
- количества жидкого вещества;
![]() - количество промывной жидкости;
- количество промывной жидкости;
![]() - число промывок;
- число промывок;
![]() - коэффициент распределения примесей
(кислоты) между продуктом и водой.
- коэффициент распределения примесей
(кислоты) между продуктом и водой.
![]()
К сожалению, коэффициент ![]() в большинстве случаев нам неизвестен,
кроме того, он не остаётся постоянным на всех ступенях промывки. Однако для ориентировочной
оценки числа промывок этой формулой можно пользоваться.
в большинстве случаев нам неизвестен,
кроме того, он не остаётся постоянным на всех ступенях промывки. Однако для ориентировочной
оценки числа промывок этой формулой можно пользоваться.
Обычно ![]() изменяется от 0,1 до 0,3. Примем значение
изменяется от 0,1 до 0,3. Примем значение
![]() =0,2 и определим
=0,2 и определим
![]() .
.
В продукте на 1181,2 кг ДНБК содержится 475,2 кг ОК, в том числе
Н2SO4 моногидрата97,9 кг
Н2О 371,8 кг
![]()
![]() примем равным 0,4%.
примем равным 0,4%.
Решая уравнение
![]()
находим, что ![]()
Следовательно, одной промывки будет вполне достаточно.
3-я стадия - пропарка и фильтрация
Расчет необходимого количества пара, необходимого для пропарки
отфильтрованной реакционной массы приведен в расчете теплового баланса третьей стадии
процесса. Необходимое количество пара составляет ![]() .
.
Динитробензойная кислота после фильтрации содержит 20% маточного
раствора, образующегося в результате реакции: ![]()
Рассчитаем процентное содержание компонентов в пропаренной динитробензойной кислоте:
![]() ,
, ![]()
Следовательно, в ![]() маточного раствора содержится пропорциональное
количество компонентов:
маточного раствора содержится пропорциональное
количество компонентов:
![]()
![]()
В результате, масса компонентов, содержащихся в отводимом маточном растворе уменьшится на соответствующее количество этих компонентов, содержащихся в динитробензойной кислоте:
![]()
![]()
Рассчитаем потери динитробензойной кислоты с учетом выхода продукта:
![]()
Таблица №7
Материальный баланс стадии пропарки и фильтрации
| Приход | кг | Расход | кг |
|
1. Промытая ДНБК всего: ДНБК 1181,2 кг
|
1417,4 |
1. Пропаренная ДНБК всего: ДНБК 1122,2 кг
|
1346,7 |
| 2. Пар | 6996,5 |
2. Маточник всего:
ДНБК 59,0кг |
7067,2 |
| Итого | 8413,9 | Итого | 8413,9 |
Зададимся модулем при промывке ДНБК 1 (1:
1), на 1 м. ч. ДНБК возьмем 1 м. ч. воды. Промывка осуществляется на вакуум-фильтре.
Динитробензойная кислота после промывки содержит 20% маточного раствора:
![]()
Рассчитаем процентное содержание компонентов в промытой ДНБК:
![]()
Таблица №8
Материальный баланс стадии промывки
| Приход | кг | Расход | кг |
|
1. Пропаренная ДНБК всего: ДНБК 1122,2 кг
|
1346,7 |
1. Промытая ДНБК всего: ДНБК 1122,2 кг
|
1346,6 |
| 2. Вода | 1346,7 |
2. Промывная вода всего:
|
1346,8 |
| Итого | 2693,4 | Итого | 2693,4 |
4-я стадия - кристаллизация и фильтрация
Из литературных данных известно, что для растворения 1 весовой
части динитробензойной кислоты требуется 4,5 весовых частей 50% этилового спирта.
Рассчитаем необходимое количество ![]() , идущее на кристаллизацию
, идущее на кристаллизацию ![]() динитробензойной
кислоты.
динитробензойной
кислоты.
![]()
Динитробензойная кислота после фильтрации содержит 20% маточного раствора, образующегося в результате реакции:
![]()
Рассчитаем процентное содержание компонентов в исходной динитробензойной кислоте:
![]()
![]()
Следовательно, в ![]() маточного раствора содержится пропорциональное
количество компонентов:
маточного раствора содержится пропорциональное
количество компонентов:
![]()
![]()
В результате, масса компонентов, содержащихся в отводимом маточном растворе уменьшится на соответствующее количество этих компонентов, содержащихся в динитробензойной кислоте:
![]()
![]()
Рассчитаем потери динитробензойной кислоты после кристаллизации и фильтрации с учетом выхода продукта:
![]()
Таблица №9
Материальный баланс стадии кристаллизации и фильтрации
| Приход | кг | Расход | кг |
|
1. Промытая ДНБК всего: ДНБК 1122,2 кг
|
1346,6 |
1. Кристаллизованная ДНБК всего: ДНБК 1005,0 кг
|
1207,0 |
|
2. Этиловый спирт (50%)
|
5049,9 |
2. Маточник всего:
ДНБК 117,2 кг |
5189,4 |
| Итого | 6396,5 | Итого | 6396,4 |
Для снижения расхода этилового спирта примем, что половина маточного раствора возвращается в процесс.
Таблица №10
Материальный баланс стадии кристаллизации и фильтрации с использованием маточного раствора
| Приход | кг | Расход | кг |
|
1. Пропаренная ДНБК всего: ДНБК 1122,2 кг
|
1346,6 |
1. Кристаллизованная ДНБК всего: ДНБК 1005,0 кг
|
1207,0 |
|
2. Отработанный этанол всего:
ДНБК 58,6 кг |
2594,6 |
2. Маточник всего:
ДНБК 175,8 кг |
5248,0 |
|
3. Этиловый спирт (50%)
|
2513,8 | ||
| Итого | 6455,0 | Итого | 6455,0 |
5-я стадия - сушка
Рассчитаем потери динитробензойной кислоты на стадии сушки с учетом выхода продукта:
![]()
Таблица №11
Материальный баланс стадии сушки
| Приход | кг | Расход | кг |
|
1. Кристаллизованная ДНБК всего: ДНБК 1005,0 кг
|
1207,0 | 1. Сухая ДНБК | 1000,0 |
|
2. Продукты испарения всего:
ДНБК 5,0 кг |
207,0 | ||
| Итого | 1207,0 | Итого | 1207,0 |
Суточный материальный баланс
Для определения числа операций за рабочий день, проводимых в одном реакторе, мы должны установить продолжительность одной операции по получению 3,5-динитробензойной кислоты. Общее время одной операции складывается из следующих составляющих:
1. Осмотр аппарата
2. Загрузка и подогрев компонентов
3. Выдержка и разбавление
4. Фильтрация
5. Пропарка и фильтрация
6. Кристаллизация и фильтрация
7. Сушка
Пользуясь практическими данными, можно принять:
1. время осмотра аппарата - 5мин.
2. набор в мерники кислотной смеси - 10мин.
3. загрузка кислот в реактор - 20мин.
4.
нагрев до ![]() - 90мин.
- 90мин.
5. выдержка реакционной массы - 6ч.
6. слив реакционной массы - 20мин.
7.
подогрев воды до ![]() - 30мин.
- 30мин.
8. разбавление - 60 мин.
9.
охлаждение до ![]() - 30мин.
- 30мин.
10. фильтрация - 30мин.
11. выгрузка динитробензойной кислоты и загрузка в аппарат - 15мин.
12. пропарка - 4ч.
13.
охлаждение до ![]() - 30мин.
- 30мин.
14. фильтрация - 30мин.
15. набор в мерник этилового спирта - 10мин.
16. загрузка этилового спирта в кристаллизатор - 10мин.
17. загрузка динитробензойной кислоты - 15мин.
18.
нагрев реакционной
массы до ![]() -
30мин.
-
30мин.
19. растворение - 15мин.
20.
охлаждение до ![]() - 60мин.
- 60мин.
21. фильтрация - 15мин.
22. выгрузка - 10мин.
23. сушка - 6ч.
Итого продолжительность одного цикла - 16 часов. Таким образом, за восьмичасовой рабочий день при двусменной работе возможно проведение только 1 цикла. Следовательно, операционный баланс будет равен суточному балансу. Производительность проектируемого производства составляет 13 тонн/год. Предполагается, что проектируемое производство будет работать 237 дней в году. Из этих данных определяем суточную производительность проектируемого объекта:
![]() т готовой динитробензойной кислоты.
т готовой динитробензойной кислоты.
Таблица №12
Операционный материальный баланс стадии нитрования
| Приход | кг | Расход | кг |
|
1. Бензойная кислота: ОВ 68,7кг примеси 0,1кг |
68,8 |
1. Суспензия ДНБК в отработанной кислоте: ДНБК 66,0 кг
примеси 0,1кг |
518,6 |
|
2. Азотная кислота (98%): ОВ 322,4 кг вода 6,4 кг |
328,8 |
2. Газообразные продукты:
в вентиляцию 11,1 кг |
252,0 |
|
3. Олеум (20%):
|
372,9 | ||
| Итого | 770,5 | Итого | 770,6 |
Таблица №13
Операционный материальный баланс стадии разбавления и фильтрации
| Приход | кг | Расход | кг |
|
1. Суспензия ДНБК в отработанной кислоте: ДНБК 66,0 кг
примеси 0,1кг |
518,6 |
1. Сырая ДНБК всего: ДНБК 65,0 кг
|
91,0 |
| 2. Вода | 1430,4 |
2. Маточник всего:
примеси 0,1 кг ДНБК 1,0 кг |
1858,2 |
| Итого | 1949,0 | Итого | 1949,2 |
Таблица №14
Материальный баланс стадии промывки
| Приход | кг | Расход | кг |
|
1. Сырая ДНБК всего: ДНБК 65,0 кг
|
91,0 |
1. Промытая ДНБК всего: ДНБК 65,0 кг
|
78,1 |
| 2. Вода | 91,0 |
2. Промывная вода всего:
|
103,9 |
| Итого | 182,0 | Итого | 182,0 |
Таблица №15
Операционный материальный баланс стадии пропарки и фильтрации
| Приход | кг | Расход | кг |
|
1. Промытая ДНБК всего: ДНБК 65,0 кг
|
78,1 |
1. Пропаренная ДНБК всего: ДНБК 61,7 кг
|
74,1 |
| 2. Пар | 384,7 |
2. Маточник всего:
ДНБК 3,2кг |
388,6 |
| Итого | 462,8 | Итого | 462,7 |
Таблица №16
Материальный баланс стадии промывки
| Приход | кг | Расход | кг |
|
1. Пропаренная ДНБК всего: ДНБК 61,7 кг
|
74,1 |
1. Промытая ДНБК всего: ДНБК 61,7 кг
|
74,1 |
| 2. Вода | 74,1 |
2. Промывная вода всего:
|
74,1 |
| Итого | 148,2 | Итого | 148,2 |
Таблица №17
Операционный материальный баланс стадии кристаллизации и фильтрации
| Приход | кг | Расход | кг |
|
1. Промытая ДНБК всего: ДНБК 61,7 кг
|
74,1 |
1. Кристаллизованная ДНБК всего: ДНБК 55,3 кг
|
66,4 |
|
2. Этиловый спирт (50%)
|
277,8 |
2. Маточник всего:
ДНБК 6,5 кг |
285,5 |
| Итого | 351,9 | Итого | 351,9 |
Для снижения расхода этилового спирта примем, что половина маточного раствора возвращается в процесс.
Таблица №18
Операционный материальный баланс стадии кристаллизации и фильтрации с использованием маточного раствора
| Приход | кг | Расход | кг |
|
1. Пропаренная ДНБК всего: ДНБК 61,7 кг
|
74,1 |
1. Кристаллизованная ДНБК всего: ДНБК 55,3 кг
|
66,4 |
|
2. Отработанный этанол всего:
ДНБК 3,1 кг |
142,5 |
2. Маточник всего:
ДНБК 9,6 кг |
288,7 |
|
3. Этиловый спирт (50%)
|
138,3 | ||
| Итого | 355,0 | Итого | 355,1 |
Таблица №19
Материальный баланс стадии сушки
| Приход | кг | Расход | кг |
|
1. Кристаллизованная ДНБК всего: ДНБК 55,3 кг
|
66,4 | 1. Сухая ДНБК | 55,0 |
|
2. Продукты испарения всего:
ДНБК 0,3 кг |
11,4 | ||
| Итого | 66,4 | Итого | 66,4 |
Для расчёта, какое количество теплоты нужно отвести от аппарата (или подвести) в течение одной операции в периодическом процессе или за единицу времени (в час) в непрерывном процессе необходимо рассчитать тепловой баланс. Тепловой баланс составляется на основе данных операционного или часового материального баланса, данных принятого технологического режима и необходимых технических справочных данных.
Рассчитанный тепловой баланс показывает, какое количество теплоты нужно отвести из аппарата (или подвести) в течение одной операции в периодическом процессе. Эти данные необходимы для определения производительности любого аппарата - реактора.
По принятому технологическому режиму при получении 3,5-динитробензойной кислоты в аппарат вначале загружается кислотная смесь, затем бензойная кислота, потом смесь подогревается до 60°С. Принимаем, что реагенты кислотная смесь поступают в аппарат с температурой 10°С. Затем реакционная масса поступает на стадию разбавления.
1-я стадия - реакция нитрования
Приход:
1. Количество тепла, поступающее в аппарат с реагентами:
![]()
![]() - тепло, поступающее с реагентами,
кДж;
- тепло, поступающее с реагентами,
кДж;
![]() - количество реагента, вносимое в
аппарат на одну операцию (см. “Операционный материальный баланс”), кг;
- количество реагента, вносимое в
аппарат на одну операцию (см. “Операционный материальный баланс”), кг;
![]() - теплоёмкость реагентов, которую
рассчитывают как аддитивную величину, кДж/ (кгЧК).
- теплоёмкость реагентов, которую
рассчитывают как аддитивную величину, кДж/ (кгЧК).
Теплоемкости сырья, продуктов реакции и отходов, кДж/ (кгЧград) [11]:
1. Бензойная кислота 1, 19
2. Азотная кислота (98%) 1,74
3. Олеум (20%) 1,34
4. 3,5 - динитробензойная кислота 1,01
5. Серная кислота 1,40
6. Вода 4,18
7. Окислы азота 0,86
8. Кислород 1,03
9. Этиловый спирт (50%) 3,32
10. Диоксид углерода0,90
Приход:
Тепло Q1, поступившее с азотной кислотой (98%):
![]()
Тепло Q2, поступившее с олеумом (20%):
![]()
Тепло Q3, поступившее с бензойной кислотой:
![]()
Тепло Q4 необходимое для нагрева смеси от 10°С до 60°С:
![]()
Рассчитаем долю олеума в полученной реакционной смеси:
![]()
![]()
![]()
![]()
![]()
Определим количество тепла ![]() , выделившееся при протекании
реакции получения динитробензойной кислоты:
, выделившееся при протекании
реакции получения динитробензойной кислоты:
![]()
На основании закона Гесса можно записать:
Qреакции=SQобразования продуктов реакции - SQобразования исходных веществ
Теплоты образования исходных веществ и продуктов реакции,![]() [11]:
[11]:
1. Бензойная кислота385,14
2. Азотная кислота (98%) 173,0
3. 3,5 - динитробензойная кислота 464,45
4. Вода 285,83
Определим удельную теплоту реакции:
![]()
где 122 - молекулярная масса бензойной кислоты.
Определим количество тепла ![]() , выделившееся при протекании
реакции образования серной кислоты (реакции гидратации):
, выделившееся при протекании
реакции образования серной кислоты (реакции гидратации):
![]()
На основании закона Гесса можно записать:
Qреакции=SQобразования продуктов реакции - SQобразования исходных веществ
Теплоты образования исходных веществ и продуктов реакции,![]() [11]:
[11]:
1. Оксид серы (VI) 439,0
2. Вода (98%) 285,83
3. Серная кислота 813,91
Определим удельную теплоту реакции:
![]()
где 80 - молекулярная масса оксида серы (VI).
Расход:
Тепло ![]() , отводимое с продуктами реакции:
, отводимое с продуктами реакции:
![]()
![]()
![]()
Тепло ![]() , отводимое с газообразными продуктами
реакции:
, отводимое с газообразными продуктами
реакции:
![]()
![]()
![]()
Тепло Q9 - потери в окружающую среду (примем потери 10% от теплоты, необходимой на нагрев смеси):
![]()
Тепло Q10, отводимое с охлаждающей водой:
![]()
Таблица №20
Операционный тепловой баланс стадии нитрования
| Приход | кДж | Расход | кДж |
|
1) Тепло Q1 с азотной кислотой |
5721,1 |
1) Тепло |
47918,6 |
|
2) Тепло Q2 с олеумом |
4996,9 |
2) Тепло |
224,3 |
|
3) Тепло Q3 с бензойной кислотой |
1637,4 |
3) Тепло Q9 - потери в окружающую среду |
5701,7 |
|
4) Тепло Q4 для нагрева смеси |
57017,0 |
4) Тепло Q10, отводимое с охлаждающей водой |
206912,4 |
|
5) Тепло Q5 выделившееся при протекании реакции |
108354,4 | ||
|
6) Тепло Q6 гидратации |
83030,2 | ||
| Итого | 260757,0 | Итого | 260757,0 |
2-я стадия - разбавление и фильтрация
Приход:
1) Тепло Q2, поступившее с водой:
![]()
2) Определяем количество тепла Q3, которое выделяется при разбавлении кислотной смеси водой, выделяющейся в процессе нитрования. В процессе нитрования происходит изменение концентрации кислотной смеси за счёт выделяющейся реакционной воды, а, иногда, и за счёт воды, вводимой с азотной кислотой, когда она дозируется. Теплота гидратации может быть определена по формулам Томсена или теплотам исчерпывающего разбавления [9]. По Томсену теплота гидратации серной кислоты:
![]() ,
,
где ![]() - количество тепла, выделяющееся при
разбавлении серной кислоты от моногидратного состояния до степени гидратности
- количество тепла, выделяющееся при
разбавлении серной кислоты от моногидратного состояния до степени гидратности ![]() :
:
![]()
Степень гидратности ![]() показывает, сколько молей воды приходится
на 1 моль серной кислоты.
показывает, сколько молей воды приходится
на 1 моль серной кислоты.
Cостав исходной кислотной смеси, %
Н2SO4 75,1
H2O 10,0,
![]()
Определяем теплоту гидратации исходной кислотной смеси:
![]()
Состав кислотной смеси после разбавления, %
Н2SO4 20,7,
H2O 78,7
![]()
Определяем теплоту гидратации конечной кислотной смеси:
![]()
Теперь рассчитываем тепловой эффект разбавления:
 ,
,
где 0,78 - содержание серной кислоты в исходной смеси в долях;
98 - молекулярная масса серной кислоты.
Расход:
1) Тепло ![]() , отводимое с динитробензойной кислотой:
, отводимое с динитробензойной кислотой:
![]() ,
,
примем долю азотной кислоты равной 0.
![]()
![]()
2) Тепло ![]() , отводимое с маточным раствором:
, отводимое с маточным раствором:
![]() ,
,
![]()
![]()
3) Тепло![]() , отводимое с охлаждающей водой:
, отводимое с охлаждающей водой:
![]()
Таблица №21
Операционный тепловой баланс стадии разбавления и фильтрации
| Приход | кДж | Расход | кДж |
|
1) Тепло Q1 с суспензией ДНБК |
47918,6 |
1) Тепло |
3185,0 |
|
2) Тепло Q2 с водой |
358769,4 |
2) Тепло |
133790,4 |
|
3) Тепло Q3 гидратации |
192705,9 |
3) Тепло Q6, отводимое с охлаждающей водой |
462418,5 |
| Итого | 599393,9 | Итого | 599393,9 |
3-я стадия - пропарка и фильтрация
1) Рассчитаем количество теплоты ![]() необходимое на нагрев смеси до 1000С
необходимое на нагрев смеси до 1000С
![]() ,
,
![]()
![]()
Количество пара, требующегося для нагрева смеси:

2) Тепло ![]() , поступившее с паром:
, поступившее с паром:
![]()
3) Тепло![]() , вносимое с горячей водой:
, вносимое с горячей водой:
![]()
Расход:
1) Тепло конденсации пара ![]()
![]()
2) Тепло ![]() , отводимое с динитробензойной кислотой:
, отводимое с динитробензойной кислотой:
![]() ,
,
![]()
![]()
3) Тепло ![]() , отводимое с маточным раствором:
, отводимое с маточным раствором:
![]() ,
,
![]()
![]()
4) Тепло ![]() - потери в окружающую среду (примем
потери 20% от теплоты, необходимой на нагрев смеси):
- потери в окружающую среду (примем
потери 20% от теплоты, необходимой на нагрев смеси):
![]()
Таблица №22
Операционный тепловой баланс стадии пропарки и фильтрации
| Приход | кДж | Расход | кДж |
|
1) Тепло |
3185,0 |
1) Тепло |
884810,0 |
|
2) Тепло |
83172,1 |
2) Тепло |
2252,6 |
|
3) Тепло Q3 с паром |
9372,0 |
3) Тепло |
31865,2 |
|
4) Тепло Q4 с горячей водой |
875438,0 |
4) Тепло |
1874,4 |
| Итого | 971167,1 | Итого | 971167,1 |
4-я стадия - кристаллизация
Приход:
1) Тепло ![]() , поступившее с этанолом:
, поступившее с этанолом:
![]() ,
,
![]()
![]()
2) Тепло ![]() необходимое для нагрева смеси от 20°С
до 80°С:
необходимое для нагрева смеси от 20°С
до 80°С:
![]()
![]()
![]()
Расход:
1) Тепло ![]() , отводимое с ДНБК:
, отводимое с ДНБК:
![]() ,
,
![]()
![]()
2) Тепло ![]() , отводимое с маточным раствором:
, отводимое с маточным раствором:
![]() ,
,
![]()
![]()
3) Тепло ![]() - потери в окружающую среду (примем
потери 10% от теплоты, необходимой на нагрев смеси):
- потери в окружающую среду (примем
потери 10% от теплоты, необходимой на нагрев смеси):
![]()
4) Тепло![]() , отводимое с охлаждающей водой:
, отводимое с охлаждающей водой:
![]()
Таблица №23
Операционный тепловой баланс стадии кристаллизации
| Приход | кДж | Расход | кДж |
|
1) Тепло |
2252,6 |
1) Тепло |
1859,2 |
|
2) Тепло |
18334,8 |
2) Тепло |
18272,0 |
|
3) Тепло |
63342,0 |
3) Тепло |
6334,2 |
|
4) Тепло |
57464,0 | ||
| Итого | 83929,4 | Итого | 83929,4 |
4-я стадия - кристаллизация с использованием маточного раствора
Приход:
1) Тепло ![]() , поступившее с этанолом:
, поступившее с этанолом:
![]() ,
,
![]()
![]()
2) Тепло ![]() , поступившее с маточником:
, поступившее с маточником:
![]() ,
,
![]()
![]()
3) Тепло ![]() необходимое для нагрева смеси от 20°С
до 80°С:
необходимое для нагрева смеси от 20°С
до 80°С:
![]()
![]()
![]()
Расход:
1) Тепло ![]() , отводимое с ДНБК:
, отводимое с ДНБК:
![]() ,
,
![]()
![]()
2) Тепло ![]() , отводимое с маточным раствором:
, отводимое с маточным раствором:
![]() ,
,
![]()
![]()
3) Тепло ![]() - потери в окружающую среду (примем
потери 10% от теплоты, необходимой на нагрев смеси):
- потери в окружающую среду (примем
потери 10% от теплоты, необходимой на нагрев смеси):
![]()
4) Тепло![]() , отводимое с охлаждающей водой:
, отводимое с охлаждающей водой:
![]()
Таблица №24
Операционный тепловой баланс стадии кристаллизации
| Приход | кДж | Расход | кДж |
|
1) Тепло |
2252,6 |
1) Тепло |
1859,2 |
|
2) Тепло |
9127,8 |
2) Тепло |
18476,8 |
|
3) Тепло |
9405,0 |
3) Тепло |
6334,2 |
|
4) Тепло смеси |
63342,0 |
4) Тепло |
57457,2 |
| Итого | 84127,4 | Итого | 84127,4 |
1-я стадия - реакция нитрования
Вначале необходимо выбрать объем аппарата. Для этого определим
суточные объемы, загружаемых в реактор компонентов и их сумму (плотность олеума
- 1897 ![]() ,
, ![]() - 1520
- 1520 ![]() ,
, ![]() - 1260
- 1260![]() ) [11].
) [11].
Мы не можем загрузить общее количество материалов, равное этому объёму, так как всегда должен оставаться резерв на случай повышения уровня жидкости из-за перемешивания, вспенивания и т.д. Обычно коэффициент заполнения аппарата колеблется от 0,9 до 0,6. Для реакции нитрования примем коэффициент заполнения равным 0,7 [12]. Тогда
![]() .
.
Из каталога выбираем аппарат с характеристиками [13]:
аппарат вертикальный
Рабочая температура 10-1000
Номинальный объем - ![]() ;
;
Dобечайки - ![]() (внутренний);
(внутренний);
Нобечайки - ![]() ;
;
Основной материал - сталь 08Х22Н10Т
Площадь поверхности теплообмена:
рубашки - ![]()
змеевика - ![]()
В аппарате имеется две секции змеевиков из труб Ж 25 мм с числом витков в секции 12. Шаг витка равен 2d трубы.
Определение поверхности теплообменаТребуемая поверхность теплообмена определяется по формуле [12]:
![]()
В приведенной формуле:
![]() - количество тепла, которое нужно
отвести (подвести) в процессе дозировки, кДж;
- количество тепла, которое нужно
отвести (подвести) в процессе дозировки, кДж;
![]() - коэффициент теплопередачи,
- коэффициент теплопередачи, ![]() ;
;
![]() - поверхность теплообмена,
- поверхность теплообмена,![]() ;
;
![]() - средняя разность температур
между теплоносителем и реакционной массой град.
- средняя разность температур
между теплоносителем и реакционной массой град.
Выбор коэффициента теплопередачи
Для дипломного проекта значение коэффициента теплопередачи принимаем на основании литературных данных.
Примем следующие значения коэффициента теплопередачи [12]:
для змеевика
![]() =500
=500 ![]() =581,5
=581,5 ![]()
для рубашки
![]() =200
=200 ![]() =252,6
=252,6 ![]()
Для определения ![]() обычно располагают данными о температурном
режиме в аппарате и температуре входящей охлаждающей воды или другого охлаждающего
агента.
обычно располагают данными о температурном
режиме в аппарате и температуре входящей охлаждающей воды или другого охлаждающего
агента.
Для определения ![]() необходимы данные о температурном режиме
в аппарате и температуре входящего охлаждающего агента (воды) [12]. Рассчитаем поверхность,
необходимую для нагрева реакционной массы с 10
необходимы данные о температурном режиме
в аппарате и температуре входящего охлаждающего агента (воды) [12]. Рассчитаем поверхность,
необходимую для нагрева реакционной массы с 10![]() до 60
до 60![]() . Для этого примем, что горячая вода,
поступающая в змеевик, охлаждается с 95
. Для этого примем, что горячая вода,
поступающая в змеевик, охлаждается с 95![]() до 65
до 65![]() .
.
 ,
, 
Следовательно, требуемая площадь нагрева составляет:
Рассчитаем поверхность, необходимую для отвода тепла реакционной
массы. Для этого примем, что рассол (23,8% раствор хлорида кальция), поступающая
в рубашку, нагревается с - 20![]() до - 10
до - 10![]() . Температура реакционной массы при
этом составляет 60
. Температура реакционной массы при
этом составляет 60![]() .
.
Следовательно, требуемая площадь для отвода тепла составляет:
Так как площадь теплообмена рубашки составляет по каталогу ![]() , то для теплоотвода
требуется использовать две секции змеевиков.
, то для теплоотвода
требуется использовать две секции змеевиков.
Рассчитаем время прилива кислотной смеси. Время прилива может быть рассчитано по формуле [12]:
![]()

Для периодического отмеривания жидкости используют резервуары с устройством для отмеривания объема. Чаще всего используют цилиндрические стальные резервуары с плоскими днищами. Для измерения жидкости в мерниках применяют смотровые стекла, поплавки, пневматические измерители. При выборе габаритов мерника исходят из необходимого количества жидкости, подлежащей загрузке за операцию.
Рассчитаем объемы мерников кислот, идущих на приготовление кислотной смеси и бензойной кислоты [14]:
 - объем мерника 20% олеума
- объем мерника 20% олеума
 - объем мерника 98% азотной кислоты
- объем мерника 98% азотной кислоты
Бензойная кислота загружается в реактор при помощи ленточного расходомера.
 - объем мерника бензойной кислоты
- объем мерника бензойной кислоты
Объем аварийной емкости Е3 должен в 4-5 раз превышать объем реактора нитрования:
![]()
Объем промежуточной емкости Е4 равен объему реактора нитрования:
![]()
Расчет перемешивающего устройства нитратора
Расчет ведется исходя из вязкости самого вязкого компонента, плотности самого плотного и температурного режима [12].
Самый вязкий и наиболее плотный компонент это 20% раствор олеума:
![]()
![]()
Диаметр перемешивающего устройства:
![]()
![]()
Примем скорость вращения мешалки [12]: ![]() м/с
м/с
Следовательно, число оборотов мешалки:
![]() ,
,  оборот/сек
оборот/сек
Определим значение критерия Рейнольдса:
![]() ,
, 
По [12] выбираем пропеллерную трехлопастную мешалку.
Определим критерий мощности: ![]() , где
, где ![]() и
и ![]() - постоянные величины (определяются
по таблице [12]):
- постоянные величины (определяются
по таблице [12]):
![]()
Рассчитаем величину мощности:
![]()
![]() кВт
кВт
Определяем мощность мешалки в пусковой момент:
![]() кВт
кВт
Установочная мощность:
![]() ,
, ![]() кВт
кВт
где 0,95 - КПД электродвигателя, 1,2-запас мощности электродвигателя [12].
Проверим следующее условие [12]:
![]()
![]() ,
,
следовательно, мешалка данного типа подходит.
Выбираем привод мощностью 1,0кВт; мотор редуктор типа МПО2 и электродвигатель типа АИ [15].
Рассчитаем производительность насоса для подачи 98% азотной кислоты [12]:
![]()
![]()
Время подачи азотной кислоты составляет 600с, тогда
![]()
Выбираем насос марки Х20/18, производительностью ![]() . Тип электродвигателя
АО2-31-2, мощностью 3кВт.
. Тип электродвигателя
АО2-31-2, мощностью 3кВт.
2-я стадия - разбавление и фильтрация
Определим суточные объемы, загружаемых в реактор компонентов
и их сумму (плотность воды - 1000 ![]() ,
, ![]() - 1520
- 1520 ![]() ,
, ![]() - 1900
- 1900![]() ) [11].
) [11].
Плотность суспензии ДНБК рассчитывается как аддитивная величина:
![]()
![]()
Следовательно, объем аппарата равен:
Примем коэффициент заполнения аппарата равным 0,8 [12].
Тогда объем аппарата будет равен ![]() .
.
Из каталога выбираем аппарат с характеристиками [13]:
аппарат вертикальный
Рабочая температура 10-1000
Номинальный объем - ![]() ;
;
Dобечайки - ![]() (внутренний);
(внутренний);
Нобечайки - ![]() ;
;
Основной материал - сталь 08Х22Н10Т
Площадь поверхности теплообмена:
рубашки - ![]()
змеевика - ![]()
В аппарате одна секция змеевиков из труб Ж 57 мм с числом витков в секции 12. Шаг витка равен 2d трубы.
Рассчитаем поверхность, необходимую для отвода тепла реакционной
массы. Для этого примем, что рассол (23,8% раствор хлорида кальция), поступающая
в рубашку, нагревается с - 20![]() до - 10
до - 10![]() . Реакционной массы при этом охлаждается
с 60
. Реакционной массы при этом охлаждается
с 60![]() до 20
до 20![]() .
.
Следовательно, требуемая площадь для отвода тепла составляет:
Так как площадь теплообмена рубашки составляет по каталогу ![]() , то для теплоотвода
требуется использовать две секции змеевиков.
, то для теплоотвода
требуется использовать две секции змеевиков.
Рассчитаем время прилива воды. Время прилива может быть рассчитано по формуле [12]:
![]()

Рассчитаем объем мерника суспензии ДНБК, загружаемой в реактор разбавления:
Рассчитаем объем хранилища маточника отработанной кислотной смеси. Плотность маточного раствора рассчитывается как аддитивная величина (с учетом промывной воды):
![]()
![]()
Примем коэффициент заполнения равным 0,9; тогда объем хранилища будет равен:
![]()
Рассчитаем необходимую площадь поверхности фильтрации:
Плотность ДНБК рассчитывается как аддитивная величина:
![]()
![]()
Следовательно, объем ДНБК равен:
Зададим высоту слоя ДНБК на фильтре равной 15см, тогда требуемая площадь поверхности составит:
![]()
Из каталога выбираем вакуум-фильтр емкостной под давлением с
характеристиками [16]:
Площадь поверхности фильтрации - ![]() ;
;
D - ![]() ; Н -
; Н - ![]() ;
;
Основной материал - сталь 12Х18Н10Т
Расчет перемешивающего устройства разбавителя
Вязкость и плотность раствора ДНБК определим как аддитивные величины.
![]()
![]()
![]()
![]()
Диаметр перемешивающего устройства:
![]() ,
, ![]()
Примем скорость вращения мешалки [12]: ![]() м/с
м/с
Следовательно, число оборотов мешалки:
![]() ,
,  оборот/сек
оборот/сек
Определим значение критерия Рейнольдса:
![]() ,
, 
По [12] выбираем пропеллерную трехлопастную мешалку.
Определим критерий мощности: ![]() , где
, где ![]() и
и ![]() - постоянные величины (определяются
по таблице [12]):
- постоянные величины (определяются
по таблице [12]):
![]()
Рассчитаем величину мощности:
![]()
![]() кВт
кВт
Определяем мощность мешалки в пусковой момент:
![]() кВт
кВт
Установочная мощность:
![]()
![]() кВт
кВт
где 0,95 - КПД электродвигателя, 1,2-запас мощности электродвигателя [12].
Проверим следующее условие [12]:
![]()
![]() ,
,
следовательно, мешалка данного типа подходит.
Выбираем привод мощностью 1,5кВт; мотор редуктор типа МПО2 и электродвигатель типа АИ [15].
3-я стадия - пропарка и фильтрация
Определим суточные объемы, загружаемых в реактор компонентов
и их сумму, учитывая, что сконденсировавшийся пар переходит в равное по массе количество
воды: (плотность воды - 1000 ![]() ,
, ![]() - 1830
- 1830 ![]() ,
, ![]() - 1900
- 1900![]() ) [11].
) [11].
Плотность ДНБК рассчитывается как аддитивная величина:
![]()
![]()
Следовательно, объем аппарата равен:
Для пропарки примем коэффициент заполнения равным 0,7 [12].
Тогда ![]() .
.
Из каталога выбираем аппарат с характеристиками [13]:
аппарат вертикальный
Рабочая температура 10-1000
Номинальный объем - ![]() ;
;
Dобечайки - ![]() (внутренний);
(внутренний);
Нобечайки - ![]() ;
;
Основной материал - сталь 08Х22Н10Т
Площадь поверхности теплообмена:
рубашки - ![]()
змеевика - ![]()
Рассчитаем поверхность, необходимую для отвода тепла реакционной
массы. Для этого примем, что рассол (23,8% раствор хлорида кальция), поступающая
в рубашку, нагревается с - 20![]() до - 5
до - 5![]() . Реакционной массы при этом охлаждается
с 100
. Реакционной массы при этом охлаждается
с 100![]() до 20
до 20![]() .
.
Следовательно, требуемая площадь нагрева составляет:
Так как площадь теплообмена рубашки составляет по каталогу ![]() , то для теплоотвода
площади поверхности рубашки вполне достаточно.
, то для теплоотвода
площади поверхности рубашки вполне достаточно.
Рассчитаем объем хранилища маточника реакционной смеси.
Плотность маточного раствора рассчитывается как аддитивная величина (с учетом промывной воды):
![]()
![]()
Примем коэффициент заполнения равным 0,9; тогда объем хранилища будет равен:
![]()
Рассчитаем необходимую площадь поверхности фильтрации:
Плотность ДНБК рассчитывается как аддитивная величина:
![]()
![]()
Следовательно, объем ДНБК равен:
Зададим высоту слоя ДНБК на фильтре равной 15см, тогда требуемая площадь поверхности составит:
![]()
Из каталога выбираем вакуум-фильтр емкостной с характеристиками [16]:
Площадь поверхности фильтрации - ![]() ;
;
D - ![]() ; Н -
; Н - ![]() ;
;
Основной материал - сталь 12Х18Н10Т
Расчет перемешивающего устройства пропаривателя
Вязкость и плотность раствора ДНБК определим как аддитивные величины.
![]()
![]()
![]()
![]()
Диаметр перемешивающего устройства:
![]()
![]()
Примем скорость вращения мешалки [12]: ![]() м/с
м/с
Следовательно, число оборотов мешалки:
![]()
 оборот/сек
оборот/сек
Определим значение критерия Рейнольдса:
![]() ,
, 
По [12] выбираем пропеллерную трехлопастную мешалку.
Определим критерий мощности: ![]() , где
, где ![]() и
и ![]() - постоянные величины (определяются
по таблице [12]):
- постоянные величины (определяются
по таблице [12]):
![]()
Рассчитаем величину мощности:
![]()
![]() кВт
кВт
Определяем мощность мешалки в пусковой момент:
![]() кВт
кВт
Установочная мощность:
![]()
![]() кВт
кВт
где 0,95 - КПД электродвигателя, 1,2-запас мощности электродвигателя [12].
Проверим следующее условие [12]:
![]() ,
, ![]() ,
,
следовательно, мешалка данного типа подходит.
Выбираем привод мощностью 1,0кВт; мотор редуктор типа МПО2 и электродвигатель типа АИ [15].
Рассчитаем производительность насоса для подачи маточного раствора на разбавление [12]:
![]()
Время подачи маточника составляет 3600с, тогда
![]()
Выбираем насос марки Х2/25, производительностью ![]() . Тип электродвигателя
АОЛ-12-2, мощностью 1,1кВт.
. Тип электродвигателя
АОЛ-12-2, мощностью 1,1кВт.
4-я стадия - кристаллизация и фильтрация
Определим суточные объемы, загружаемых в реактор компонентов
и их сумму: (плотность воды - 1000 ![]() ,
, ![]() - 1900
- 1900![]() ,
,![]() - 894,5
- 894,5![]() ) [11].
) [11].
Плотность ДНБК рассчитывается как аддитивная величина:
![]()
![]()
Следовательно, объем аппарата равен:
Для стадии кристаллизации примем коэффициент заполнения равным 0,7 [12].
Тогда ![]() .
.
Из каталога выбираем аппарат с характеристиками [13]:
аппарат вертикальный
Рабочая температура 10-1000
Номинальный объем - ![]() ;
;
Dобечайки - ![]() (внутренний);
(внутренний);
Нобечайки - ![]() ;
;
Основной материал - сталь 08Х22Н10Т
Площадь поверхности теплообмена:
рубашки - ![]() , змеевика -
, змеевика - ![]()
Рассчитаем поверхность, необходимую для отвода тепла реакционной
массы. Для этого примем, что рассол (23,8% раствор хлорида кальция), поступающая
в рубашку, нагревается с - 20![]() до - 10
до - 10![]() . Реакционной массы при этом охлаждается
с 80
. Реакционной массы при этом охлаждается
с 80![]() до 20
до 20![]() .
.
Следовательно, требуемая площадь нагрева составляет:
Так как площадь теплообмена рубашки составляет по каталогу ![]() , то для теплоотвода
площади поверхности рубашки вполне достаточно.
, то для теплоотвода
площади поверхности рубашки вполне достаточно.
Рассчитаем объемы мерников компонентов [14]:
 - объем мерника 50% этилового спирта
- объем мерника 50% этилового спирта
 - объем мерника маточника
- объем мерника маточника
Рассчитаем объем хранилища маточника реакционной смеси.
Плотность маточного раствора рассчитывается как аддитивная величина:
![]()
![]()
Примем коэффициент заполнения равным 0,9; тогда объем хранилища будет равен:
![]()
Рассчитаем необходимую площадь поверхности фильтрации:
Плотность ДНБК рассчитывается как аддитивная величина:
![]()
![]()
Следовательно, объем ДНБК равен:
Зададим высоту слоя ДНБК на фильтре равной 15см, тогда требуемая площадь поверхности составит:
![]()
Из каталога выбираем вакуум-фильтр емкостной с характеристиками [15]:
Площадь поверхности фильтрации - ![]() ;
;
D - ![]() ;
;
Н - ![]() ;
;
Основной материал - сталь 12Х18Н10Т.
Для улавливания паров этанола, выделяющихся в процессе реакции, используются кожухотрубчатый теплообменник типа со следующими характеристиками [12]:
Наружный диаметр-159мм;
Длина труб - 1м;
Число труб - 13;
Поверхность теплообмена - ![]() ;
;
Основной материал - сталь 08Х22Н10Т.
Расчет перемешивающего устройства кристаллизатора
Вязкость и плотность раствора ДНБК определим как аддитивные величины.
![]()
![]()
![]()
![]()
Диаметр перемешивающего устройства:
![]()
![]()
Примем скорость вращения мешалки [12]: ![]() м/с
м/с
Следовательно, число оборотов мешалки:
![]()
 оборот/сек
оборот/сек
Определим значение критерия Рейнольдса:
![]()
По [12] выбираем якорную четырехлопастную мешалку.
Определим критерий мощности: ![]() , где
, где ![]() и
и ![]() - постоянные величины (определяются
по таблице [12]):
- постоянные величины (определяются
по таблице [12]):
![]()
Рассчитаем величину мощности:
![]()
![]() кВт
кВт
Определяем мощность мешалки в пусковой момент:
![]() кВт
кВт
Установочная мощность:
![]()
![]() кВт
кВт
где 0,95 - КПД электродвигателя, 1,2-запас мощности электродвигателя [12].
Проверим следующее условие [12]:
![]() ,
, ![]() ,
,
следовательно, мешалка данного типа подходит.
Выбираем привод мощностью 1,0кВт; мотор редуктор типа МПО2 и электродвигатель типа АИ [15].
4. Основное оборудование\
Вертикальные аппараты с рубашкой и перемешивающими устройствами, разъемные с эллиптическими днищами.
Материал аппаратов: 12Х18Н10Т [13].
Таблица №25
| № | Аппарат |
Объем требуем., м3 |
Объем станд., м3 |
Поверхность теплообмена, м2 |
Технологическая характеристика |
| 1 | Р1 | 0,66 | 1,0 |
Рубашка: 4,4 Змеевик: 3,2 |
D = 1,0 м, H = 3,66 м |
| 2 | Р2 | 2,1 | 3,2 |
Рубашка: 13,0 Змеевик: 8,6 |
D = 1,6 м, H = 5,0 м |
| 3 | Р3 | 0,70 | 1,0 | Рубашка: 4,4 | D = 1,0 м, H = 3,66 м |
| 4 | Р4 | 0,5 | 1,0 | Рубашка: 4,4 | D = 1,0 м, H = 3,66 м |
| 5 | Р5 | 0,5 | 1,0 | Рубашка: 4,4 | D = 1,0 м, H = 3,66 м |
D - диаметр аппарата, м; H - высота аппарата, м.
Вспомогательное оборудование [14]
Объемы мерников рассчитываются аналогично объемам аппаратов (см. Расчет объема реактора для одной операции.).
Материал мерников кислот - 06ХН28МДТ [18].
Выбор мерников
Таблица № 26
Стандартный ряд для мерников (М![]() )
)
|
Dst, м |
0,3 | 0,5 | 0,7 | 0,8 | 1,0 | 1,2 |
|
hst, м |
0,5 | 0,8 | 0,9 | 1,0 | 1,5 | 1,8 |
|
Vst, м3 |
0,071 | 0,157 | 0,385 | 0,502 | 0,785 | 1,130 |
Таблица № 27
Стандартный ряд для мерников кислот и щелочей (М![]() )
)
|
Dst, м |
0,15 | 0,2 | 0,3 | 0,6 |
|
hst, м |
0,2 | 0,3 | 0,5 | 0,8 |
|
Vst, м3 |
0,0353 | 0,094 | 0,22 | 0,25 |
Таблица №28
| Мерник |
Объем треб., м3 |
Объем станд., м3 |
Технологическое назначение |
| М1 | 0,2 | 0,22 | Мерник 20% олеума |
| М2 | 0,2 | 0,22 | Мерник 98% азотной кислоты |
| М3 | 0,05 | 0,071 | Мерник БК |
| М4 | 0,30 | 0,385 | Мерник ДНБК |
| М5 | 0,31 | 0,385 | Мерник этанола |
| М6 | 0,08 | 0,094 | Мерник маточного раствора |
| Д1-Д2 | 1,0 | D = 0,16 м, H = 1,0 м | |
| Емкость | Объем, м3 | Технологическое назначение | |
| Е1 | 20,0 | Для хранения 20% олеума | |
| Е2 | 20,0 | Для хранения 98% азотной кислоты | |
| Е3 | 4,0 | Аварийная емкость | |
| Е4 | 1,0 | Промежуточная емкость | |
| Е5 | 1,9 | Для сбора маточника на стадии разбавления | |
| Е6 | 0,5 | Для сбора маточника на стадии пропарки | |
| Е7 | 0,3 | Для хранения этанола | |
| Е8 | 0,3 | Для сбора маточника на стадии кристаллизации | |
| Аппарат | Марка | Технологическое назначение | |
| ВФ1 | ЕДМ 3,2 | Фильтровывание и промывка ДНБК | |
| ВФ2 | ЕДМ 1,5 | Фильтровывание и промывка ДНБК | |
| ВФ3 | ЕДМ 1,5 | Фильтровывание и промывка ДНБК | |
| Аппарат | Марка | Технологическое назначение | |
| ЦН1 | Х20/18 | Для подачи азотной кислоты | |
| ЦН2 | Х2/25 | Для подачи маточного раствора |
Выбор теплообменной аппаратуры для улавливания паров этанола [12]:
Основной материал - сталь 08Х22Н10Т
Выбор емкостей для сырья и для отходов производства [14]:
Материал для емкостей для хранения конц кислот: 12Х18Н10Т с футеровкой, для кислот конц. < 72% - футерованная сталь; емкости для промывных вод, отработанных кислот и спирта - 12Х18Н10Т.
Выбор вакуум - фильтров [16]:
Основной материал - сталь 08Х22Н10Т
Выбор насосов [12]:
5. Строительная часть Генеральный план
Строительство цеха намечено в Ленинградской области. Рельеф участка,
занимаемого цехом - равнинный. Грунт, являющийся основанием для зданий и сооружений,
представляет собой суглинок мощностью более 5метров. Грунтовые воды находятся на
глубине восьми метров от поверхности земли. Допускаемое давление на указанный грунт
принимается, в соответствии с нормами и техническими условиями, равным ![]() .
.
Глубина промерзания грунта - 2,4м.
На территории предприятия размещены производственный цех, склад готовой продукции, склад сырья, ремонтный цех, здание заводоуправления, пожарный водоем.
На проектируемом объекте предусмотрены подъездные пути в виде автомобильных дорог. Предусмотрена обводная автомобильная дорога, сквозные проезды между зданиями на территории предприятия. Ширина дорог - 7м. Внутри заводские перевозки осуществляются автопогрузчиком и внутризаводским автотранспортом.
При проектировании производственного объекта учтены пожарные требования, требования ГО и санитарно-гигиенические нормы.
Учтена возможность дальнейшего расширения производства. При проектировании предполагается возможная меньшая площадь участка.
Объемно-планировочное решениеОбъемно-планировочное решение здания продиктовано требованиями технологического процесса и габаритами оборудования. Производственное оборудование размещено с учетом удобства его эксплуатации и ремонта.
Производственное помещение по степени взрывопожаростойкости относится к категории А. Проектируемое здание одноэтажное, имеет в плане прямоугольную форму, длиной 24м, шириной 9м, состоит из основного производственного здания для получения 3,5-динитробензойно кислоты. Производственный цех (основное здание) имеет пролет 9,6м, ширину 9м с шагом колонн 6м. Внутри производственного цеха расположена одна монтажная площадка.
Здание имеет лестничную клетку, обслуживающую второй этаж бытовых помещений и лабораторию. Здание имеет несколько аварийных выходов.
В здании имеется электрощитовая, КИП, приточная ветиляция.
Конструктивное решениеОсновное производственное здание одноэтажное, каркасного типа. Фундаменты под колонны железобетонные, сборные. Колонны устанавливаются в фундамент стаканного типа с глубиной заложения подошвы 1,8м.
Стены здания панельные, толщина стен 300м, кровля железобетонная односкатная. Имеет покрытие из железобетонных плит размером 3×6 м. Утепление покрытия осуществляется укладкой пенобетона [17].
Остекление двойное. Отделочные работы: внутри все стены окрашены в светлые тона.
Санитарно-техническое оборудованиеОтопление воздушное, совмещенное с приточно-вытяжной вентиляцией. Здание оборудовано производственным, противопожарным и хозяйственным водопроводом с питанием от коммунальной сети. Спуск бытовых сточных вод производится в канализацию с предварительной очисткой стоков [17].
6. Автоматизация и автоматизированные системы управления технологическим процессом (АСУ ТП) Обоснование необходимости контроля, регулирования и сигнализации
Необходимыми условиями нормальной работы технологической установки являются:
постоянство загрузки кислотной смеси
постоянство состава реакционной массы
поддержание заданной влажности полупродуктов
поддержание температурного режима работы
нормальная работа приборов КИПиА
нормальное снабжение установки водой и электроэнергией
Необходимость автоматизации данного блока определяется следующими параметрами:
улавливание нитрозных газов осуществляется под вакуумом, контроль за которым является одной из задач автоматизации. Потеря контроля за давлением может повлечь за собой несоблюдение режима процесса и как следствие меньший выход и качество продукта.
процесс так же протекает при сравнительно повышенных температурах. Поэтому следующей задачей автоматизации является регистрация и контроль температуры.
регулирование влажности полупродукта важно для наиболее полного выхода конечного продукта.
При неравномерной подачи тех или иных потоков в реактор происходит нарушение нормальной работы, что может привести к аварийной ситуации.
Описание схемы автоматизации
Сама схема автоматизации приведена на чертеже (формат А2)
Работа системы начинается с включения КЭП. Сначала КЭП подает сигнал и одновременно открываются клапаны 6-9, 7-9 и в реактор Р1 начинается подача исходных реагентов: олеума и азотной кислоты соответственно (рис.1). Затем КЭП подает сигнал на мотор-редуктор перемешивающего устройства (клапан 5).
При подаче исходного сырья на входе в реактор Р1 в качестве первичного прибора применяется камерная диафрагма ДК-0,6 (6-1), установленная на линии подачи сырья в реактор Р1. С диафрагмы электрический выходной сигнал поступает в измерительный преобразователь разности давлений Сапфир-22ДД (6-2). Этот сигнал принимает регистрирующий прибор КСУ-3 (6-4) и прибор регулирования Р27.3 (6-5), совмещенный с ручным задатчиком РЗД - 22 (6-6), установленным на щите. Прибор контроля вырабатывает регулирующее воздействие, подаваемое на блок ручного управления БРУ-42 (поз.6-7), которое затем подается на бесконтактный пускатель ПБР-2М (поз.6-8), который воздействует на клапан 15нж985нж поз (6-9).
Затем КЭП открывает клапан 3 (рис.1) и происходит нагрев смеси. Поддержание температуры в заданных пределах осуществляет первичный преобразователь температуры - термопреобразователь сопротивления ТСП-8032 (поз.9-1), сигнал с которого поступает на нормирующий преобразователь Ш-78 (поз.9-2), который преобразует сопротивление в унифицированный токовый сигнал (0-5 мА). Этот сигнал принимает регистрирующий и показывающий прибор КСУ-3 (поз.9-3), установленный на щите. Прибор вырабатывает регулирующее воздействие, подаваемое на блок ручного управления БРУ-42 (поз.9-6), которое затем подается на бесконтактный пускатель ПБР-2М (поз.9-7), который воздействует на аварийный клапан 15нж985нж (поз.9-8).
Увеличение давления в вакуум линии, приводит к уменьшению интенсивности отвода выделяющихся газов. Давление трубопроводе определяется измерительным прибором Сапфир-22-ДИ-EX (поз.10-1), выходной сигнал с которого (0-5 мА) поступает на блок передачи сигнала (поз.10-2), а затем на регистрирующий и сигнализирующий прибор КСУ-1 (поз.10-3), при этом загорается лампочка HL2.
Регулирование концентрации серной кислоты в реакторе Р2 осуществляется изменением расхода воды, подаваемой в аппарат на разбавление (клапан 6). Чувствительным элементом служит прибор ДМ-5М (12-1). Преобразователь типа П-201 (12-2) обеспечивает непрерывное преобразование ЭДС чувствительного элемента в унифицированный электрический сигнал (0-5мА). Этот сигнал принимает регистрирующий и сигнализирующий прибор КСУ-3 (12-3) и прибор регулирования Р27.3 (12-4), совмещенный с ручным задатчиком РЗД-22 (12-5), установленные на щите. Прибор контроля вырабатывает регулирующее воздействие, подаваемое на блок ручного управления БРУ-42 (поз.12-6), которое затем подается на бесконтактный пускатель ПБР-2М (поз.12-7), который воздействует на клапан 15нж985нж (12-8).
Поддержание требуемого уровня жидкости в реакторе осуществляется изменением расхода пара (клапан 9), конденсирующегося в аппарате. Регулирующий клапан установлен на линии подачи пара. Уровнемер буйковый электрический УБ-Э (15-1) обеспечивает непрерывное преобразование значения уровня жидкости в аппарате в унифицированный электрический сигнал (0-5мА). Этот сигнал принимает регистрирующий и сигнализирующий прибор КСУ-3 (15-2) и прибор регулирования Р27.3 (15-3), совмещенный с ручным задатчиком РЗД-22 (15-4), установленные на щите. Прибор контроля вырабатывает регулирующее воздействие, подаваемое на блок ручного управления БРУ-42 (поз.15-5), которое затем подается на бесконтактный пускатель ПБР-2М (поз.15-6), который воздействует на клапан 15нж985нж (15-7).
При достижении температуры отметки в 65ºС (КЭП открывает клапан 4) первичный преобразователь температуры - термопреобразователь сопротивления ТСП-8032 (поз.8-1), поступает на нормирующий преобразователь Ш-78 (поз.8-2), который преобразует сопротивление в унифицированный токовый сигнал (0-5 мА). Этот сигнал принимает регистрирующий и показывающий прибор КСУ-3 (поз.8-3), установленный на щите, который затем подается на бесконтактный пускатель ПБР-2М (поз.8-4), который воздействует на запорный клапан 15нж985нж (поз.8-5).
Спецификация на оборудование| Позиция | Наименование и техническая характеристика оборудования и материалов, завод изготовитель | Тип, марка оборудования | Кол-во шт. |
|
Регулирование расхода азотной кислоты; F= 1090,5 кг/ч и олеума F= 1110,6 кг/ч |
|||
|
6-1 7-1 |
Диафрагма камерная. Условное давление 0,6 МПа. Диаметр условного прохода 200 мм. Материал диска Ст.12Х18Н10Т. "Теплоприбор", г. Рязань | ДК-6 | 1 |
|
6-2 7-2 |
Преобразователь измерительный разности давлений. Предел измерения 0,63 МПа, основная погрешность 0,5 %. Выходной сигнал (0-5мА). ПО "Манометр", Москва. | Сапфир-22ДД-2450 | 1 |
|
6-3 7-3 |
Блок извлечения корня. Входной сигнал 0…5мА. Выходной сигнал 0-5мА. ПО ”Геофизприбор”, г. Ивано-Франковск |
БИК-1 | 1 |
|
6-4 7-4 |
Миллиамперметр самопишущий одноканальный. Входной сигнал 0-5 мА. Выходной сигнал 0-5мА. Завод "Львовприбор". |
КСУ-3 мод.1040Т |
1 |
|
6-5 7-5 |
Блок регулирующий аналоговый с импульсным выходным сигналом. Входной сигнал 0-5мА. Выходной сигнал 0-10 В постоянного тока. МЗТА, Москва |
Р27.3 | 1 |
|
7-6 7-6 |
Задатчик ручной. Входной сигнал 0-5мА. Выходной сигнал 0-5мА. Завод тепловой автоматики. г. Москва | РЗД-22 | 1 |
|
6-7 7-7 |
Блок ручного управления. Входной сигнал 0-10 В. Выходной сигнал импульсный 24 В постоянного тока. ПО "Электроприбор" г. Чебоксары. | БРУ-42 | 1 |
|
6-8 7-8 |
Бесконтактный пускатель реверсивный. Входной сигнал импульсный 24В постоянного тока. ПО "Электроприбор" г. Чебоксары. |
ПБР-2М | 1 |
|
6-9 7-9 |
Клапан регулирующий, dy=200 мм. t до 425 0С. ПО "Пензтяжпромарматура". |
15нж985нж | 1 |
| Изм. | № докум. | Подп. | Дата | ДП.221. А4.01 | |||
| Работал | Тарасенко | ||||||
| Проверил. | Чистяков | ||||||
| спецификация на приборы и средства автоматизации | Стадия | Лист | Листов | ||||
| Н. контр. | 1 | 5 | |||||
| Утв. |
СПбГТИ (ТУ) Группа 221 |
||||||
| Позиция | Наименование и техническая характеристика оборудования и материалов, завод изготовитель | Тип, марка оборудования | Кол-во шт. | |||||
|
Регулирование аварийной температуры Т; Т=65оС |
||||||||
| 8-1 | Термопреобразователь сопротивления платиновый, пределы измерения 0-200°С. Инерционность 7 сек. Материал Ст.08Х18Н10Т. Луцкий приборостроительный з-д | ТСП-8032 | 1 | |||||
| 8-2 |
Преобразователь нормирующий. Основная погрешность 0,4-1%. Выходной сигнал 0-5 мА. ПО "Микроприбор", г. Львов |
Ш-78 | 1 | |||||
| 8-3 |
Миллиамперметр самопишущий многоканальный. Входной сигнал 0-5 мА. Выходной сигнал 0-5мА. Завод "Львовприбор". |
КСУ-3 мод.1041Т |
1 | |||||
| 8-4 | Блок ручного управления. Входной сигнал 0-10 В. Выходной сигнал импульсный 24 В постоянного тока. ПО "Электроприбор" г. Чебоксары. | БРУ-42 | 1 | |||||
| 8-5 |
Бесконтактный пускатель реверсивный. Входной сигнал импульсный 24В постоянного тока. ПО "Электроприбор" г. Чебоксары. |
ПБР-2М | 1 | |||||
| 8-6 |
Клапан запорный, dy=50 мм. t=5-150 0С. Семеновский арматурный завод. |
15нж985нж | 1 | |||||
| Контроль температуры в аппарате T; T= 60 ◦С | ||||||||
|
9-1 13-1 |
Термопреобразователь сопротивления медный, пределы измерения - 50-200°С. Инерционность 40 сек. Материал Ст.08Х13. Луцкий приборостроительный з-д |
ТСП-8054 | 1 | |||||
|
9-2 13-2 |
Преобразователь нормирующий. Основная погрешность 0,4-1%. Выходной сигнал 0-5 мА. ПО "Микроприбор", г. Львов |
Ш-78 | 1 | |||||
|
9-3 13-3 |
Миллиамперметр самопишущий одноканальный. Входной сигнал 0-5 мА. Выходной сигнал 0-5мА. Завод "Львовприбор". |
КСУ-3 мод.1040Т |
1 | |||||
| ДП.221. А4.02 | Лист | |||||||
| 2 | ||||||||
| Изм | Лист | № докум. | Подп. | Дата | ||||
| Позиция | Наименование и техническая характеристика оборудования и материалов, завод изготовитель | Тип, марка оборудования | Кол-во шт. | |||||
|
9-4 13-4 |
Блок регулирующий аналоговый с импульсным выходным сигналом. Входной сигнал 0-5мА. Выходной сигнал 0-10 В постоянного тока. МЗТА, Москва |
Р27.3 | 1 | |||||
|
9-5 13-5 |
Задатчик ручной. Входной сигнал 0-5мА. Выходной сигнал 0-5мА. Завод тепловой автоматики. г. Москва. |
РЗД-22 | 1 | |||||
|
9-6 13-6 |
Блок ручного управления. Входной сигнал 0-10 В. Выходной сигнал импульсный 24 В постоянного тока. ПО "Электроприбор" г. Чебоксары. | БРУ-42 | 1 | |||||
|
9-7 13-7 |
Бесконтактный пускатель реверсивный. Входной сигнал импульсный 24В постоянного тока. ПО "Электроприбор" г. Чебоксары. |
ПБР-2М | 1 | |||||
|
9-8 13-8 |
Клапан регулирующий, dy=50 мм. t=5-150 0С. Семеновский арматурный завод. |
15нж985нж | 1 | |||||
| Контроль давления в трубопроводе; Р=0.06 МПа | ||||||||
|
10-1 11-1 14-1 |
Преобразователь измерительный избыточного давления. Предел измерения 0,4 Мпа. Выходной сигнал 0-5 мА. Основная погрешность - +0,5%. ПО "Манометр", г. Москва |
Сапфир-22ДИ-ЕХ, мод.2150 |
1 | |||||
|
10-2 11-2 14-2 |
Блок передачи сигнала. Входной сигнал 0-5 мА. Основная погрешность - +0,5%. ПО "Манометр", г. Москва |
БПС-24 | 1 | |||||
|
10-3 11-3 14-3 |
Миллиамперметр самопишущий одноканальный. Входной сигнал 0-5 мА. Выходной сигнал 0-5мА. ОЭО ВНПО "Союзавтомашстрой", г. Грозный. |
КСУ-1 мод.063 |
1 | |||||
| Регулирование концентрации серной кислоты в аппарате; C= 20% | ||||||||
| 12-1 |
Чувствительный элемент. Длина погружной части 1100мм. Гомельский завод измерительных приборов |
ДМ-5М | 1 | |||||
| ДП.221. А4.02 | Лист | |||||||
| 3 | ||||||||
| Изм | Лист | № докум. | Подп. | Дата | ||||
| Позиция | Наименование и техническая характеристика оборудования и материалов, завод изготовитель | Тип, марка оборудования | Кол-во шт. | |||||
| 12-2 |
Преобразователь ЭДС в унифицированный выходной сигнал постоянного тока. Основная погрешность 1,0 %. Выходной сигнал (0-5мА). Гомельский завод измерительных приборов |
П-201 | 1 | |||||
| 12-3 |
Миллиамперметр самопишущий одноканальный. Входной сигнал 0-5 мА. Выходной сигнал 0-5мА. Завод "Львовприбор". |
КСУ-3 мод.1040Т |
1 | |||||
| 12-4 |
Блок регулирующий аналоговый с импульсным выходным сигналом. Входной сигнал 0-5мА. Выходной сигнал 0-10 В постоянного тока. МЗТА, Москва |
Р27.3 | 1 | |||||
| 12-5 |
Задатчик ручной. Входной сигнал 0-5мА. Выходной сигнал 0-5мА. Завод тепловой автоматики. г. Москва. |
РЗД-22 | 1 | |||||
| 12-6 | Блок ручного управления. Входной сигнал 0-10 В. Выходной сигнал импульсный 24 В постоянного тока. ПО "Электроприбор" г. Чебоксары. | БРУ-42 | 1 | |||||
| 12-7 |
Бесконтактный пускатель реверсивный. Входной сигнал импульсный 24В постоянного тока. ПО "Электроприбор" г. Чебоксары. |
ПБР-2М | 1 | |||||
| 12-8 |
Клапан регулирующий, dy=200 мм. t до 425 0С. ПО "Пензтяжпромарматура". |
15нж985нж | 1 | |||||
|
Регулирование уровня жидкости низа колонны; L= 1,8м |
||||||||
| 15-1 |
Уровнемер буйковый электрический. Пределы измерения 0,02-16 м. Основная погрешность 1,0%. Выходной сигнал 0-5мА. "Теплоприбор", г. Рязань |
УБ-Э | 1 | |||||
| ДП.221. А4.03 | Лист | |||||||
| 4 | ||||||||
| Изм | Лист | № докум. | Подп. | Дата | ||||
| Позиция | Наименование и техническая характеристика оборудования и материалов, завод изготовитель | Тип, марка оборудования | Кол-во шт. | |||||
| 15-2 |
Миллиамперметр самопишущий одноканальный. Входной сигнал 0-5 мА. Выходной сигнал 0-5мА. Завод "Львовприбор". |
КСУ-3 мод.1040Т |
1 | |||||
| 15-3 |
Блок регулирующий аналоговый с импульсным выходным сигналом. Входной сигнал 0-5мА. Выходной сигнал 0-10 В постоянного тока. МЗТА, Москва |
Р27.3 | 1 | |||||
| 15-4 |
Задатчик ручной. Входной сигнал 0-5мА. Выходной сигнал 0-5мА. Завод тепловой автоматики. г. Москва. |
РЗД-22 | 1 | |||||
| 15-5 | Блок ручного управления. Входной сигнал 0-10 В. Выходной сигнал импульсный 24 В постоянного тока. ПО "Электроприбор" г. Чебоксары. | БРУ-42 | 1 | |||||
| 15-6 |
Бесконтактный пускатель реверсивный. Входной сигнал импульсный 24В постоянного тока. ПО "Электроприбор" г. Чебоксары. |
ПБР-2М | 1 | |||||
| 15-7 |
Клапан регулирующий, dy=200 мм. t до 425 0С. ПО "Пензтяжпромарматура". |
15нж985нж | 1 | |||||
| ДП.221. А4.04 | Лист | |||||||
| 5 | ||||||||
| Изм | Лист | № докум. | Подп. | Дата | ||||
7. Стандартизация
Дипломный проект выполнен по СТП 2.605.0.17-85 Виды учебный дипломный проект, работа, работа-проект. Общие требования. - СПбГТИ (ТУ), 1997. - 20с.
Таблица №30
| № | Наименование | Нормативный документ |
| 1 | 20% Олеум | ГОСТ 2184-77 |
| 2 | 98% Азотная кислота | ГОСТ 4461-77 |
| 3 | Бензойная кислота | ГОСТ 10521-78 |
| 4 | Этиловый спирт | ГОСТ 5962-67 |
Оснащение необходимыми техническими средствами автоматизации велась на основе действующих стандартов ГОСТ 21.404-85.
Раздел охраны и безопасности труда оформлялся с учетом следующих нормативных документов:
ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы. Классификация.
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности.
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности.
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности.
ГОСТ 12.1.029-90 ССБТ. Средства и методы защиты от шума. Классификация.
ГОСТ 12.1.012-90 ССБТ. Вибрационная безопасность. Общие требования.
НПБ 105-03 Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности.
Правила устройства электроустановок. - М.: Главгосэнергонадзор России, 1998. - 607 с.
СНиП 2.09.04-87 Административные и бытовые здания. Нормы проектирования. - М.: Стройиздат, 1987.
СН 305-77 Инструкция по проектированию и устройству молниезащиты зданий и сооружений.
СНиП 21-01-97 Пожарная безопасность зданий и сооружений.
НПБ 104-95 Системы оповещения людей о пожаре в зданиях и сооружениях.
НПБ 110-95 Перечень объектов, подлежащих защите автоматическими установками пожаротушения.
СНиП 31-03-2001 Производственные здания промышленных предприятий. Нормы проектирования. - M.: Стройиздат, 2002.
СНиП 2.04.05-91 Отопление, вентиляция и кондиционирование.
СНиП 23-05-95 Естественное и искусственное освещение производственных помещений. Нормы проектирования.
При выполнении графической части дипломного проекта были использованы следующие стандарты ЕСКД:
ГОСТ 2.104-68 ЕСКД. Основные надписи.
ГОСТ 2.108-64 ЕСКД. Спецификация.
ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам.
ГОСТ 2.301-68 ЕСКД. Форматы.
ГОСТ 2.308-68 ЕСКД. Линии.
ГОСТ 2.304-81 ЕСКД. Шрифты чертежные.
ГОСТ 2.316-68 ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц.
При выполнении строительной части дипломного проекта были использованы следующие стандарты:
ГОСТ 21.301-78 СПДС. Основные требования к рабочим чертежам.
ГОСТ 21.108-78 СПДС. Условные графические изображения, обозначения на чертежах генеральных планов и транспорта.
ГОСТ 21.110-82 СПДС. Спецификация оборудования.
ГОСТ 21.105-79 СПДС. Нанесение на чертежах размеров, надписей технических требований и таблиц.
Список использованной литературы оформлялся по ГОСТ 7.1-84 Система стандартов по информации, библиотечному и издательскому делу. Библиографическое описание документов. Общие требования и правила составления.
8. Охрана труда и окружающей среды Опасные и вредные производственные факторы, свойственные процессу получения динитробензойной кислоты
Опасные и вредные производственные факторы разделяются по природе действия на следующие группы [18]:
физические;
химические;
биологические;
психофизиологические.
Группа физически опасных и вредных производственных факторов включает такие опасные и вредные моменты производства, как движущиеся машины и механизмы или их элементы, передвигающиеся изделия, заготовки, материалы, разрушающиеся конструкции; повышенные уровни шума, вибрации, ультразвука, ионизирующих излучений, статического электричества, электромагнитного излучения; неудовлетворительное освещение, повышенное напряжение в электрической цепи.
Группа химически опасных и вредных производственных факторов обязана вредному воздействию на организм человека различного сырья полупродуктов и отходов производства.
Биологические опасные и вредные производственные факторы включают в себя патогенные микроорганизмы (вирусы, бактерии, грибы, простейшие и др.) и продукты их жизнедеятельности, а также макроорганизмы (растения и животные).
Психофизиологические опасные и вредные производственные факторы по характеру действия подразделяются на физические (статические и динамические) и нервно-психические нагрузки (умственное перенапряжение, перенапряжение анализаторов, монотонность труда), эмоциональные перегрузки.
Сведения о химически опасных и вредных производственных факторах представляются в таблице 1. Для составления таблицы воспользуемся ГОСТом [19] и справочниками [20], [21].
Таблица №31
Характеристика физико-химических, пожаровзрывоопасных и токсичных свойств сырья, готового продукта и отходов производства
|
В е щ е с т в а |
Физико-химические свойства | Пожаровзрывоопасные свойства | Токсические свойства | ||||||||||
| Агрегатное состояние |
Температура кипения, 0С |
Температура плавления, 0С |
Плотность, кг/м3 |
Температура, 0C |
Пределы распространения пламени |
Характер действия на организм человека |
Класс опасности |
ПДК р. з., мг/м3 |
|||||
| вспышки | самовоспламенения |
Температурные, 0C |
Концентра ционные, об. % |
||||||||||
| нижний | верхний | нижний | верхний | ||||||||||
| Азотная кислота (98%) | ж | 83,4 | -42,0 | 1,502 | - | - | - | - | - | - | 0 | III | 5 |
| Олеум (20%) | ж | 330,0 | 10,35 | 1,834 | - | - | - | - | - | - | 0 | II | 1 |
| Бензойная кислота | тв | 249,2 | 122,5 | 1,260 | 165,0 | 532,0 | - | - | 0,5 | 7,9 | 0 | III | 1,5 |
| Этиловый спирт (50%) | ж | 78,3 | -114,1 | 0,806 | 26,0 | 480,0 | 23 | 45,0 | 3,6 | 17,7 | н | IV | 1000 |
| 3,5динитробензойная кислота | тв | - | 204,0 | 1,90 | - | 280,0 | - | - | 0,4 | 15,8 | 0 | III | 1,5 |
| Оксид азота (III) | г | -40,0 | -163,7 | 1,447 | - | - | - | - | - | - | 0 | III | 5 |
| Серная кислота | ж | 330,0 | 10,35 | 1,834 | - | - | - | - | - | - | 0 | II | 1 |
Условные обозначения:
О - вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе;
Н - вещества с наркотическим механизмом действия.
Мероприятия, принятые в проекте для обеспечения безопасности технологического процессаБезопасность производственного процесса достигается упреждением опасной аварийной ситуации и в течение всего времени его функционирования должна быть обеспечена [22]:
применением технологических процессов (видов работ), а также приемов, режимов работы в порядке обслуживания производственного оборудования;
использованием производственных помещений, удовлетворяющих соответствующим требованиям и комфортности работающих;
оборудованием производственных площадок (для процессов, выполняемых вне производственных помещений);
обустройством территории производственных предприятий;
использованием исходных материалов, заготовок, полуфабрикатов, комплектующих изделий (узлов, элементов) и т.п., не оказывающих опасного и вредного воздействия на работающих. При невозможности выполнения этого требования должны быть приняты меры, обеспечивающие безопасность производственного процесса и защиту обслуживающего персонала;
применением производственного оборудования, не являющегося источником травматизма и профессиональных заболеваний;
применением надежно действующих и регулярно проверяемых контрольно-измерительных приборов, устройств противоаварийной защиты, средств получения, переработки и передачи информации;
применением электронно-вычислительной техники и микропроцессоров для управления производственными процессами и системами противоаварийной защиты;
применением быстродействующей отсекающей арматуры и средств локализации опасных и вредных производственных факторов;
рациональным размещением производственного оборудования и организацией рабочих мест;
распределением функций между человеком и машиной (оборудованием) в целях ограничения физических и нервно-психических (особенно при контроле) перегрузок;
применением средств защиты работающих, соответствующих характеру проявления возможных опасных и вредных производственных факторов;
обозначением опасных зон производства работ;
включением требований безопасности в нормативно-техническую, проектно-конструкторскую и технологическую документацию, соблюдением этих требований, а также требований соответствующих правил безопасности в нормативно-техническую, проектно-конструкторскую и технологическую документацию, соблюдением этих требований, а также требований соответствующих правил безопасности и других документов по охране труда;
использование методов и средств контроля измеряемых параметров опасных и вредных производственных факторов;
соблюдением установленного порядка и организованности на каждом рабочем месте, высокой производственной, технологической и трудовой дисциплины.
При проектировании, организации и осуществлении технологического процесса для обеспечения безопасности должны предусматриваться следующие меры: устранение непосредственного контакта работающих с исходными материалами, заготовками, полуфабрикатами, комплектующими изделиями (узлами, элементами), готовой продукцией и отходами производства, оказывающими опасное и вредное воздействие; замена технологических процессов и операций, связанных с возникновением опасных и вредных производственных факторов, процессами и операциями, при которых указанные факторы отсутствуют или не превышают предельно допустимых концентраций, уровней; комплексная механизация, автоматизация, применение дистанционного управления технологическими процессами и операциями при наличии опасных и вредных производственных факторов; герметизация оборудования или создание в оборудовании повышенного или пониженного (фиксируемого по прибору) давления (по сравнению с атмосферным); применение средств защиты работающих; разработка обеспечивающих безопасность систем управления и контроля производственного процесса, включая их автоматизацию внешней и внутренней диагностики на базе ЭВМ; применение мер, направленных на предотвращение проявления опасных и вредных производственных факторов в случае аварии; применение безотходных технологий замкнутого цикла производств, а если это невозможно, то своевременное удаление, обезвреживание и захоронение отходов, являющихся источником вредных производственных факторов; использование системы оборотного водоснабжения; применение рациональных режимов труда и отдыха с целью предотвращения монотонности, гиподинамики, чрезмерных физических и нервно-психических перегрузок.
Требования безопасности к технологическому процессу должны быть изложены в технологической документации.
Мероприятия, принятые в проекте для обеспечения безопасности технологического оборудования
Безопасность производственного оборудования в основном предопределяется рациональным выбором принципов его действия, конструкторских схем, а также безопасных элементов конструкции [23]. Необходимо предусмотреть в конструкции применение специальных средств защиты, средств механизации, автоматизации, дистанционного управления. В полном объеме должны быть выполнены эргономические требования.
Безопасность конструкции производственного оборудования обеспечивается:
выбором принципов действия и конструктивных решений, источников энергии и характеристик энергоносителей, параметров рабочих процессов, системы управления и ее элементов;
минимизацией потребляемой и накапливаемой энергии при функционировании оборудования;
выбором комплектующих изделий и материалов для изготовления конструкций, а также применяемых при эксплуатации;
выбором технологических процессов изготовления;
надежностью конструкции и ее элементов (в том числе дублированием отдельных систем управления, средств защиты и информации, отказы которых могут привести к созданию опасных ситуаций);
применением средств механизации, автоматизации (в том числе автоматического регулирования параметров рабочих процессов) дистанционного управления и контроля;
возможностью использования средств защиты, не входящих в конструкцию;
ограничением физических и нервнопсихических нагрузок на работающих.
Требования безопасности к производственному оборудованию конкретных групп, видов, моделей (марок) устанавливаются на основе требований настоящего стандарта с учетом:
особенностей назначения, исполнения и условий эксплуатации;
результатов испытаний, а также анализа опасных ситуаций (в том числе пожаровзрывоопасных), имевших место при эксплуатации аналогичного оборудования;
требований стандартов, устанавливающих допустимые значения опасных и вредных производственных факторов;
научно-исследовательских и опытно-конструкторских работ, а также анализа средств и методов обеспечения безопасности на лучших мировых аналогах;
прогноза возможного возникновения опасных ситуаций на вновь создаваемом или модернизируемом оборудовании.
Требования безопасности к технологическому комплексу должны также учитывать возможные опасности, вызванные совместным функционированием единиц производственного оборудования, составляющих комплекс.
Каждый технологический комплекс и автономно используемое производственное оборудование должны укомплектовываться эксплуатационной документацией, содержащей требования (правила), предотвращающие возникновение опасных ситуаций при монтаже (демонтаже), вводе в эксплуатацию и эксплуатации. Общие требования к содержанию эксплуатационной документации в части обеспечения безопасности приведены в приложении.
Производственное оборудование должно отвечать требованиям безопасности в течение всего периода эксплуатации при выполнении потребителем требований, установленных в эксплуатационной документации.
Производственное оборудование в процессе эксплуатации не должно загрязнять природную среду выбросами вредных веществ и вредных микроорганизмов в количествах выше допустимых значений, установленных стандартами и санитарными нормами.
Материалы конструкции производственного оборудования не должны оказывать опасное и вредное воздействие на организм человека на всех заданных режимах работы и предусмотренных условиях эксплуатации, а также создавать пожаровзрывоопасные ситуации.
Конструкция производственного оборудования должна исключать на всех предусмотренных режимах работы нагрузки на детали и сборочные единицы, способные вызвать разрушения, представляющие опасность для работающих.
Если возможно возникновение нагрузок, приводящих к опасным для работающих разрушениям отдельных деталей или сборочных единиц, то производственное оборудование должно быть оснащено устройствами, предотвращающими возникновение разрушающих нагрузок, а такие детали и сборочные единицы должны быть ограждены или расположены так, чтобы их разрушающиеся части не создавали травмоопасных ситуаций.
Конструкция производственного оборудования и его отдельных частей должна исключать возможность их падения, опрокидывания и самопроизвольного смещения при всех предусмотренных условиях эксплуатации и монтажа (демонтажа). Если из-за формы производственного оборудования, распределения масс отдельных его частей и (или) условий монтажа (демонтажа) не может быть достигнута необходимая устойчивость, то должны быть предусмотрены средства и методы закрепления, о чем эксплуатационная документация должна содержать соответствующие требования.
Конструкция производственного оборудования должна исключать падение или выбрасывание предметов (например инструмента, заготовок, обработанных деталей, стружки), представляющих опасность для работающих, а также выбросов смазывающих, охлаждающих и других рабочих жидкостей.
Если для указанных целей необходимо использовать защитные ограждения, не входящие в конструкцию, то эксплуатационная документация должна содержать соответствующие требования к ним.
Движущиеся части производственного оборудования, являющиеся возможным источником травмоопасности, должны быть ограждены или расположены так, чтобы исключалась возможность прикасания к ним работающего или использованы другие средства (например двуручное управление), предотвращающие травмирование.
Если функциональное назначение движущихся частей, представляющих опасность, не допускает использование ограждений или других средств, исключающих возможность прикасания работающих к движущимся частям, то конструкция производственного оборудования должна предусматривать сигнализацию, предупреждающую о пуске оборудования, а также использование сигнальных цветов и знаков безопасности.
В непосредственной близости от движущихся частей, находящихся вне поля видимости оператора, должны быть установлены органы управления аварийным остановом (торможением), если в опасной зоне, создаваемой движущимися частями, могут находиться работающие.
Конструкция зажимных, захватывающих, подъемных и загрузочных устройств или их приводов должна исключать возможность возникновения опасности при полном или частичном самопроизвольном прекращении подачи энергии, а также исключать самопроизвольное изменение состояния этих устройств при восстановлении подачи энергии.
Части производственного оборудования (в том числе трубопроводы гидро-, паро-, пневмосистем, предохранительные клапаны, кабели и др.), механическое повреждение которых может вызвать возникновение опасности, должны быть защищены ограждениями или расположены так, чтобы предотвратить их случайное повреждение работающими или средствами технического обслуживания.
Конструкция производственного оборудования должна исключать самопроизвольное ослабление или разъединение креплений сборочных единиц и деталей, а также исключать перемещение подвижных частей за пределы, предусмотренные конструкцией, если это может повлечь за собой создание опасной ситуации.
Производственное оборудование должно быть пожаровзрывобезопасным в предусмотренных условиях эксплуатации.
Технические средства и методы обеспечения пожаровзрывобезопасности (например предотвращение образования пожаро - и взрывоопасной среды, исключение образования источников зажигания и инициирования взрыва, предупредительная сигнализация, система пожаротушения, аварийная вентиляция, герметические оболочки, аварийный слив горючих жидкостей и стравливание горючих газов, размещение производственного оборудования или его отдельных частей в специальных помещениях) должны устанавливаться в стандартах, технических условиях и эксплуатационных документах на производственное оборудование конкретных групп, видов, моделей (марок).
Конструкция производственного оборудования, приводимого в действие электрической энергией, должна включать устройства (средства) для обеспечения электробезопасности.
Технические средства и способы обеспечения электробезопасности (например ограждение, заземление, зануление, изоляция токоведущих частей, защитное отключение и др.) должны устанавливаться в стандартах и технических условиях на производственное оборудование конкретных групп, видов, моделей (марок) с учетом условий эксплуатации и характеристик источников электрической энергии.
Производственное оборудование, являющееся источником шума, ультразвука и вибрации, должно быть выполнено так, чтобы шум, ультразвук и вибрация в предусмотренных условиях и режимах эксплуатации не превышали установленные стандартами допустимые уровни.
Производственное оборудование, работа которого сопровождается выделением вредных веществ (в том числе пожаровзрывоопасных), и (или) вредных микроорганизмов, должно включать встроенные устройства для их удаления или обеспечивать возможность присоединения к производственному оборудованию удаляющих устройств, не входящих в конструкцию.
Устройство для удаления вредных веществ и микроорганизмов должно быть выполнено так, чтобы концентрация вредных веществ и микроорганизмов в рабочей зоне, а также их выбросы в природную среду не превышали значений, установленных стандартами и санитарными нормами. В необходимых случаях должна осуществляться очистка и (или) нейтрализация выбросов.
Производственное оборудование должно быть выполнено так, чтобы воздействие на работающих вредных излучений было исключено или ограничено безопасными уровнями.
Конструкция производственного оборудования и (или) его размещение должны исключать контакт его горючих частей с пожаровзрывоопасными веществами, если такой контакт может явиться причиной пожара или взрыва, а также исключать возможность соприкасания работающего с горячими или переохлажденными частями или нахождение в непосредственной близости от таких частей, если это может повлечь за собой травмирование, перегрев или переохлаждение работающего.
Если назначение производственного оборудования и условия его эксплуатации (например, использование вне производственных помещений) не могут полностью исключить контакт работающего с переохлажденными или горячими его частями, то эксплуатационная документация должна содержать требование об использовании средств индивидуальной защиты.
Конструкция производственного оборудования должна исключать опасность, вызываемую разбрызгиванием горячих обрабатываемых и (или) используемых при эксплуатации материалов и веществ.
Производственное оборудование должно быть оснащено местным освещением, если его отсутствие может явиться причиной перенапряжения органа зрения или повлечь за собой другие виды опасности.
Характеристика местного освещения должна соответствовать характеру работы, при выполнении которой возникает в нем необходимость.
Организация пожаро - и взрывобезопасности проектируемого производстваВзрывопожаробезопасность достигается предотвращением образования взрывоопасных и горючих сред в производственных помещениях и внутри технологического оборудования, исключением источников зажигания пожаро- и взрывоопасных сред, а также применением систем пожаро- и взрывозащиты [24].
Исключение образования взрывопожароопасных сред в производственных помещениях достигается:
применением герметичного производственного оборудования;
использованием непрерывных процессов производства;
максимальной механизацией и автоматизацией технологических процессов;
применением рабочей и аварийной вентиляции, включающейся автоматически или вручную по сигналу датчика, контролирующего содержание горючих сред в воздухе помещения;
максимально возможным применением негорючих и трудногорючих веществ и материалов вместо пожаровзрывоопасных и другими мероприятиями.
Предотвращение образования взрывоопасной среды внутри технологического оборудования обеспечивается:
применением ингибирующих и флегматизирующих добавок;
поддержанием состава среды вне области воспламенения;
применением герметичного оборудования;
отводом образующихся взрывоопасных сред а аварийные емкости и другими мероприятиями.
По взрывопожарной и пожарной опасности помещения подразделяются на категории А, Б, В1 - В4, Г и Д, а здания - на категории А, Б, В, Г и Д.
Категории взрывопожарной и пожарной опасности помещений и зданий определяются для наиболее неблагоприятного в отношении пожара или взрыва периода, исходя из вида находящихся в аппаратах и помещениях горючих веществ и материалов, их количества и пожароопасных свойств, особенностей технологических процессов.
Категории пожарной опасности наружных установок определяются, исходя из вида находящихся в наружных установках горючих веществ и материалов, их количества и пожароопасных свойств, особенностей технологических процессов.
Определение пожароопасных свойств веществ и материалов производится на основании результатов испытаний или расчетов по стандартным методикам с учетом параметров состояния (давления, температуры и т.д.).
Допускается использование справочных данных, опубликованных головными научно-исследовательскими организациями в области пожарной безопасности или выданных Государственной службой стандартных справочных данных.
Допускается использование показателей пожарной опасности для смесей веществ и материалов по наиболее опасному компоненту.
Таблица №32
Классификация основных производственных участков
| Производственный участок (цех) | Применяемые вещества | Количество веществ, кг | Категория помещения по НПБ | Класс зон по ПУЭ | Группа производственного процесса по СНиП |
|
Цех получения динитробензойной кислоты |
Азотная кислота (98%) Олеум (20%) Бензойная кислота Этиловый спирт (50%) |
110,9 449,6 82,6 277,8 |
А | В-Iа | 3б |
Расчет избыточного давления взрыва для паров этилового спирта
Избыточное давление взрыва DР для индивидуальных горючих веществ, состоящих из атомов С, Н, О, N, С1, Вr, I, F, определяется по формуле
![]()
где Рmax - максимальное давление взрыва стехиометрической газовоздушной или паровоздушной смеси в замкнутом объеме, определяемое экспериментально или по справочным данным. При отсутствии данных допускается принимать Рmax равным 900 кПа;
Р0 - начальное давление, кПа (допускается принимать равным 101 кПа);
т - масса паров легковоспламеняющихся (ЛВЖ) и горючих жидкостей (ГЖ), вышедших в результате расчетной аварии в помещение, вычисляемая для для паров ЛВЖ и ГЖ по формуле (4), кг;
Z - коэффициент участия горючего во взрыве, который может быть рассчитан на основе характера распределения газов и паров в объеме помещения.
Примем Z равным 0,3.
Vсв - свободный объем помещения, м3;
rг. п - плотность газа или пара при расчетной температуре tp, кг×м-3, вычисляемая по формуле
![]()
где М - молярная масса, кг×кмоль-1;
v0 - мольный объем, равный 22,413 м3×кмоль-1;
tp - расчетная температура, °С. В качестве расчетной температуры следует принимать максимально возможную температуру воздуха в данном помещении в соответствующей климатической зоне или максимально возможную температуру воздуха по технологическому регламенту с учетом возможного повышения температуры в аварийной ситуации. Если такого значения расчетной температуры tp по каким-либо причинам определить не удается, допускается принимать ее равной 61°С;
Сст - стехиометрическая концентрация паров ЛВЖ и ГЖ, % (об.), вычисляемая по формуле
![]()
где ![]() - стехиометрический коэффициент
кислорода в реакции сгорания;
- стехиометрический коэффициент
кислорода в реакции сгорания;
![]()
![]()
![]()
![]() число атомов С, Н, О и галоидов в
молекуле горючего;
число атомов С, Н, О и галоидов в
молекуле горючего;
Кн - коэффициент, учитывающий негерметичность помещения и неадиабатичность процесса горения.
Допускается принимать Кн равным 3.
Масса паров жидкости m, поступивших в помещение при наличии нескольких источников испарения (поверхность разлитой жидкости, поверхность со свеженанесенным составом, открытые емкости и т.п.), определяется из выражения
т = тр + темк + тсв. окр.,
где mр - масса жидкости, испарившейся с поверхности разлива, кг;
темк - масса жидкости, испарившейся с поверхностей открытых емкостей, кг;
тсв. окр - масса жидкости, испарившейся с поверхностей, на которые нанесен применяемый состав, кг.
При этом каждое из слагаемых в определяется по формуле:
m = W Fи T,
где W - интенсивность испарения, кг×с-1×м-2;
Fи - площадь испарения, м2, определяемая в соответствии с п.7 в зависимости от массы жидкости тп, вышедшей в помещение.
Интенсивность испарения W определяется по справочным и экспериментальным данным. Для ненагретых выше температуры окружающей среды ЛВЖ при отсутствии данных допускается рассчитывать W no формуле
W = 10-6
h ![]() Pн,
Pн,
где h - коэффициент, принимаемый в зависимости от скорости и температуры воздушного потока над поверхностью испарения;
Рн - давление насыщенного пара при расчетной температуре жидкости tр, определяемое по справочным данным, кПа
h примем равным 2,4
Рн по [11] составляет 211,3 мм. рт. ст. или 28126,3кПа
Молекулярная масса этилового спирта 46![]()
![]()
При интенсивности испарения ![]() 277,8 кг этилового спирта испарятся за 586 с
277,8 кг этилового спирта испарятся за 586 с
Площадь испарения при разливе на пол определяется (при отсутствии справочных данных) исходя из расчета, что 1 л смесей и растворов, содержащих 70 % и менее (по массе) растворителей, разливается на площади 0,5 м2. Следовательно, площадь разлива 0,3м 3 спирта составит 155м2
Примем, что в процессе не используются емкости, эксплуатируемые с открытым зеркалом жидкости и со свежеокрашенными поверхностями.
![]()
Cтехиометрическая концентрация паров этанола:
![]()
![]()
Плотность пара при расчетной температуре tp, кг×м-3
![]()
Свободный объем помещения примем равным 80% геометрического объема помещения:
![]()
Избыточное давление взрыва DР для этанола:
![]()
Класс взрывоопасной зоны, в соответствии с которым производится выбор электрооборудования, определяется технологами совместно с электриками проектной или эксплуатирующей организации [25].
Зоны класса В-Iа - зоны, расположенные в помещениях, в которых при нормальной эксплуатации взрывоопасные смеси горючих газов (независимо от нижнего концентрационного предела воспламенения) или паров ЛВЖ с воздухом не образуются, а возможны только в результате аварий или неисправностей.
Группа производственного процесса по СНиП определяется в соответствии с классами опасности веществ, участвующих в технологическом процессе [26].
Для предотвращения образования в горючей или взрывоопасной среде источников зажигания необходимо предусмотреть:
защиту от атмосферного электричества
(категория по молниезащите - II, тип А) [27];
защиту от проявления разрядов статического электричества (выбор скоростных режимов движения среды и многократного заземления всего оборудования);
применение электрооборудования, соответствующего классу пожароопасных зон производственных помещений и наружных установок, а также категории и группе взрывоопасных смесей;
ликвидация условий для теплового химического и микробиологического самовозгорания обращающихся в производстве веществ;
применение инструментов и оборудования, изготовленных из материалов, не дающих при соударении механических искр;
применение быстродействующих средств защитного отключения возможных источников зажигания пожаровзрывоопасных сред.
В зданиях должны быть предусмотрены конструктивные, объемно-планировочные и инженерно-технические решения, обеспечивающие в случае пожара [28]:
возможность эвакуации людей независимо от их возраста и физического состояния наружу на прилегающую к зданию территорию (далее - наружу) до наступления угрозы их жизни и здоровью вследствие воздействия опасных факторов пожара;
возможность спасения людей;
возможность доступа личного состава пожарных подразделений и подачи средств пожаротушения к очагу пожара, а также проведения мероприятий по спасению людей и материальных ценностей;
нераспространение пожара на рядом расположенные здания, в том числе при обрушении горящего здания;
ограничение прямого и косвенного материального ущерба, включая содержимое здания и само здание, при экономически обоснованном соотношении величины ущерба и расходов на противопожарные мероприятия, пожарную охрану и ее техническое оснащение.
Эвакуация представляет собой процесс организованного самостоятельного движения людей наружу из помещений, в которых имеется возможность воздействия на них опасных факторов пожара.
Количество эвакуационных выходов из зданий категории А следует проектировать не менее двух. Из помещений, расположенных на любых этажах, кроме первого, в качестве второго эвакуационного выхода допускается использовать наружные лестницы.
Оповещение людей о пожаре должно осуществляться [29]:
подачей звуковых и (или) световых сигналов во всем помещении здания с постоянным или временным пребыванием людей;
трансляцией речевой информации о необходимости эвакуации, путях эвакуации и других действиях, направленных на обеспечение безопасности.
Управление эвакуацией должно осуществляться:
включением эвакуационного освещения;
передачей по СО специально разработанных текстов, направленных на предотвращение паники и других явлений, усложняющих процесс эвакуации (скопление людей в проходах и т.п.);
трансляция текстов, содержащих информацию о необходимом направлении движения;
включением световых указателей направления эвакуации;
дистанционным открыванием дверей дополнительных эвакуационных выходов (например, оборудованных электромагнитными замками).
Число оповещателей, их расстановка и мощность должны обеспечивать необходимую слышимость во всех местах постоянного или временного пребывания людей.
Коллективная защита людей должна быть обеспечена с помощью убежищ или защищенных помещений.
Производственные помещения должны иметь системы пожарной сигнализации.
Они могут быть пожарными, реагирующими на первоначальные признаки пожара (дым, тепло, пламя) и охранно-пожарными, совмещающими охранные (срабатывают на вскрытие дверей, окон и т.п.) и пожарные функции.
Для разработки систем тушения пожара необходимо установить требования по защите объектов, зависящие от категории объектов по взрывопожароопасности.
Производственные помещения всех категорий должны иметь первичные средства тушения пожара (огнетушители, песок, лопату, асбестовое одеяло и др.).
В помещениях, относящихся к категории А устанавливают автоматические установки пожаротушения (АУТП) и пожарной сигнализации (АУПС) [30].
Наружные ограждающие конструкции зданий категории А должны содержать легкосбрасываемые элементы. Площадь легкосбрасываемых конструкций принимается не менее 0,05м2 на 1м2 взрывоопасного помещения. К легкосбрасываемым конструкциям относятся окна, двери, распашные ворота, фонарные переплеты [31].
Объемно-планировочные решения помещений категории А должны исключать возможность проникновения в производственные помещения других категорий взрывоопасных и токсичных веществ.
Мероприятия, предусмотренные в проекте для обеспечения нормальных санитарно-гигиенических условий производственной средыПоказателями, характеризующими микроклимат, являются [20]:
температура воздуха;
относительная влажность воздуха;
скорость движения воздуха;
интенсивность теплового излучения.
Измерения показателей микроклимата должны проводиться в начале, середине и конце холодного и теплого периода года не менее 3 раз в смену (в начале, середине и конце). При колебаниях показателей микроклимата, связанных с технологическими и другими причинами, измерения необходимо проводить также при наибольших и наименьших величинах термических нагрузок на работающих, имеющих место в течение рабочей смены.
Температуру, относительную влажность и скорость движения воздуха измеряют на высоте, 1,0 м от пола или рабочей площадки при работах, выполняемых сидя, и на высоте 1,5 м - при работах, выполняемых стоя. Измерения проводят как на постоянных, так и на непостоянных рабочих местах при их минимальном и максимальном удалении от источников локального тепловыделения, охлаждения или влаговыделения (нагретых агрегатов, окон, дверных проемов, ворот, открытых ванн и т.д.).
Для определения разности температуры воздуха и скорости его движения по высоте рабочей зоны следует проводить выборочные измерения на высоте 0,1; 1,0 и 1,7 м от пола или рабочей площадки в соответствии с задачами исследования.
Температуру и относительную влажность воздуха следует измерять аспирационными психрометрами. При отсутствии в местах измерения источников лучистого тепла температуру и относительную влажность воздуха можно измерять психрометрами типа ПБУ-1М, суточными и недельными термографами и гигрографами при условии сравнения их показаний с показаниями аспирационного психрометра.
Скорость движения воздуха измеряют анемометрами ротационного действия (крыльчатые анемометры). Малые величины скорости движения воздуха (менее 0,3 м/с), особенно при наличии разнонаправленных потоков, измеряют электроанемометрами, а также цилиндрическими и шаровыми кататермометрами и т.п.
Тепловое облучение, температуру поверхностей ограждающих конструкций (стен, пола, потолка) или устройств (экранов и т.п.), наружных поверхностей технологического оборудования или его ограждающих устройств следует измерять приборами типа актинометров, болометров, электротермометров и т. п
Обеспечение нормальных метеорологических условий и чистоты воздуха на рабочих местах в значительной степени зависит от правильно организованной системы вентиляции.
Для обеспечения нормальных метеорологических условий и поддержания теплового равновесия между телом человека и окружающей средой на промышленных предприятиях проводится ряд мероприятий, основные из них следующие:
рациональная система вентиляции и отопления;
дистанционное управление теплоизлучающими процессами и аппаратами;
теплоизоляция наружных стенок теплоизлучающего оборудования;
устройство защитных экранов, водных и воздушных завес, защищающих рабочее место от теплового облучения.
Норма освещенности рабочих мест устанавливается по разряду и подразряду зрительных работ (в процессе получения динитробензойной кислоты разряд - VIII, подразряд а) и составляет 200 люкс [32].
При разработке систем освещения необходимо максимально использовать естественное освещение (верхнее, боковое).
В помещениях категории А используются системы освещения во взрывобезопасном исполнении.
По характеру спектра шум следует подразделять на [33]:
широкополосный с непрерывным спектром шириной более одной октавы;
тональный, в спектре которого имеются выраженные дискретные тона.
По временным характеристикам шум следует подразделять на:
постоянный, уровень звука которого за 8-часовой рабочий день (рабочую смену) изменяется во времени не более чем на 5 дБ А при измерениях на временной характеристике "медленно" шумомера;
непостоянный, уровень звука которого за 8-часовой рабочий день (рабочую смену) изменяется во времени более чем на 5 дБ А при измерениях на временной характеристике "медленно" шумомера.
Уровень звука и эквивалентный уровень звука на рабочих местах, измеренный по шкале А шумомера, не должен превышать 80дБ [34].
Уровень вибростойкости в октавных полосах частот, измеренные на головке болта, крепящего аппараты к фундаменту или стороительным конструкциям, не должен превышать 92дБ.
При разработке технологических процессов, проектировании, изготовлении и эксплуатации машин, производственных зданий и сооружений, а также при организации рабочего места следует принимать все необходимые меры по снижению шума, воздействующего на человека на рабочих местах, до значений, не превышающих допустимые [34]:
разработкой шумобезопасной техники;
применением средств и методов коллективной защиты;
применением средств индивидуальной защиты.
Архитектурно-планировочные методы защиты от шума включают в себя:
рациональные акустические решения планировок зданий и генеральных планов объектов;
рациональное размещение технологического оборудования, машин и механизмов;
рациональное размещение рабочих мест;
рациональное акустическое планирование зон и режима движения транспортных средств и транспортных потоков;
создание шумозащищенных зон в различных местах нахождения человека.
Организационно-технические методы защиты от шума включают в себя:
применение малошумных технологических процессов (изменение технологии производства, способа обработки и транспортирования материала и др.);
оснащение шумных машин средствами дистанционного управления и автоматического контроля;
применение малошумных машин, изменение конструктивных элементов машин, их сборочных единиц;
совершенствование технологии ремонта и обслуживания машин;
использование рациональных режимов труда и отдыха работников на шумных предприятиях.
Средства индивидуальной защиты от шума в зависимости от конструктивного исполнения подразделяются на:
противошумные наушники, закрывающие ушную раковину снаружи;
противошумные вкладыши, перекрывающие наружный слуховой проход или прилегающие к нему;
противошумные шлемы и каски;
противошумные костюмы.
Охрана окружающей средыДля обоснования выбора метода очистки необходимо изучить [35]:
технологическую схему процесса, с целью выявления мест, узлов или стадий образования отходов;
количество образующихся отходов в единицу времени;
состав отходов;
химические и физические свойства отходов;
возможность снижения количеств образующихся отходов;
возможность повторного использования отходов и др.
Таблица №33
Характеристика производственных отходов
| Наименование отходов | Количество в единицу времени, т/ч | Агрегатное состояние | Наименование вредных примесей | Содержание вредных примесей, % | Примечание (метод обезвреживания или утилизации) |
| Маточник | 0,15 | ж | Серная кислота | 20,4 | Окисление кислородом воздуха под давлением и при повышенной температуре |
| г | Окислы азота | 0,4 | Абсорбция раствором щелочи | ||
| тв | Бензойная кислота | 2,0 | Компостирование в биобарабанах | ||
| Отработанный этиловый спирт | 0,08 | ж | Этанол | 48,0 | Каталитическое дожигание |
В качестве примера рассмотрим технологическую схему окисления кислородом воздуха [36]:
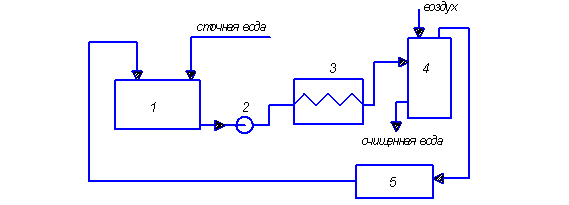
Рис.1 Принципиальная схема установки для очистки сточных вод от серосодержащих соединений окислением под давлением:
емкость;
насос;
теплообменник;
трубчатый реактор;
сепаратор.
9. Экономическая оценка проектных решений Организация производства
Выбор и обоснование режима работы.
Режим работы цеха периодический. Режим работы предполагает работу объекта с остановкой оборудования в выходные и праздничные дни. Предусматривается пятидневная рабочая неделя с двумя сменами по 8 часов, в связи с возможностью прерывания технологического процесса в любое время без ущерба для производства продукции [37].
В данном технологическом процессе не целесообразно останавливать установку на ремонт межцеховых коммуникаций (их ремонт производится во время капитального ремонта).
Условия труда работающих - вредные.
Расчет фонда времени работы оборудования в году.
Годовой фонд времени работы рассчитывается только для основного технологического оборудования, определяющего производственную мощность проектируемого объекта. Расчет проводится путем составления баланса времени работы оборудования в год, в котором последовательно определяют номинальный (режимный) и эффективный фонды времени работы оборудования.
Календарный фонд времени ![]() принимаем 365 дней в году.
принимаем 365 дней в году.
Номинальный фонд времени ![]() определяем путем исключения из
календарного фонда времени числа праздничных и выходных дней и часов сокращения
рабочих смен в предпраздничные дни. Для всех производств предусматриваются остановки
оборудования на 10 праздничных дней. Для определения количества часов, соответствующих
количеству дней работы по режиму, число этих дней умножается на продолжительность
рабочей смены и на число смен в сутки.
определяем путем исключения из
календарного фонда времени числа праздничных и выходных дней и часов сокращения
рабочих смен в предпраздничные дни. Для всех производств предусматриваются остановки
оборудования на 10 праздничных дней. Для определения количества часов, соответствующих
количеству дней работы по режиму, число этих дней умножается на продолжительность
рабочей смены и на число смен в сутки.
Таблица№34
Баланс времени работы оборудования в году
| Элементы времени | Производство с периодическим режимом работы |
|
Календарный фонд времени в днях в часах |
365 8760 |
|
Нерабочие дни по режиму всего В том числе: праздничные выходные остановки на ремонт коммуникаций |
115 11 104 |
|
Количество дней работы в году: по режиму ( то же в часах |
250 4000 |
| Внутрисменные остановки | 18 |
| Номинальный (режимный) фонд, час | 3982 |
|
Планируемые остановки оборудования в рабочие дни, час: на капитальный ремонт на текущий ремонт по технологическим причинам |
351 120 |
| ИТОГО: | 471 |
|
Эффективный фонд времени работы |
3511 |
|
Коэффициент экстенсивного использования оборудования |
0,41 |
Эффективный фонд времени работы оборудования в году ![]() определяем путем
исключения из номинального фонд времени в часах длительности простоя оборудования
во всех видах планово-предупредительного ремонта.
определяем путем
исключения из номинального фонд времени в часах длительности простоя оборудования
во всех видах планово-предупредительного ремонта.
Таблица№35 Нормы межремонтных пробегов и простоев оборудования в ремонте
|
Наименование оборудования |
Нормы пробегов оборудования между ремонтами, ч |
Нормы простоев оборудования в ремонте, ч |
||
|
текущими
|
капитальными
|
текущими
|
капитальными
|
|
| Реактор | 2100 | 16800 | 16 | 320 |
| Разбавитель | 2100 | 16800 | 16 | 320 |
| Кристаллизатор | 2100 | 16800 | 16 | 320 |
| Вакуум - фильтр | 660 | 16800 | 8 | 160 |
| Пропариватель | 660 | 16800 | 8 | 160 |
На основании принятых норм определяется количество всех видов
ремонтов за ремонтный цикл (![]() ) и время простоя оборудования в среднем
за год.
) и время простоя оборудования в среднем
за год.
Количество ремонтов оборудования за ремонтный цикл:
а) общее количество ремонтов (![]() ):
):
![]()
![]() - количество ремонтов реактора
- количество ремонтов реактора
![]() - количество ремонтов разбавителя
- количество ремонтов разбавителя
![]() - количество ремонтов кристаллизатора
- количество ремонтов кристаллизатора
![]() - количество ремонтов вакуум-фильтра
- количество ремонтов вакуум-фильтра
![]() - количество ремонтов пропаривателя
- количество ремонтов пропаривателя
Из общего количества ремонтов за ремонтный цикл один ремонт является капитальным, тогда:
б) количество текущих ремонтов (![]() ):
):
![]()
![]() - количество текущих ремонтов реактора
- количество текущих ремонтов реактора
![]() - количество текущих ремонтов разбавителя
- количество текущих ремонтов разбавителя
![]() - количество текущих ремонтов кристаллизатора
- количество текущих ремонтов кристаллизатора
![]() - количество текущих ремонтов фильтра
- количество текущих ремонтов фильтра
![]() - количество ремонтов пропаривателя
- количество ремонтов пропаривателя
Скорректированное количество текущих ремонтов:
![]()
где ![]() - корректирующий коэффициент для двухсменной
работы 0,46
- корректирующий коэффициент для двухсменной
работы 0,46
![]() - количество текущих ремонтов реактора
- количество текущих ремонтов реактора
![]() - количество текущих ремонтов разбавителя
- количество текущих ремонтов разбавителя
![]() - количество текущих ремонтов кристаллизатора
- количество текущих ремонтов кристаллизатора
![]() - количество текущих ремонтов фильтра
- количество текущих ремонтов фильтра
![]() - количество ремонтов пропаривателя
- количество ремонтов пропаривателя
Время простоя оборудования в ремонтах в среднем за год:
![]()
где ![]() - условный календарный годовой фонд
времени (8640 часов).
- условный календарный годовой фонд
времени (8640 часов).
В производствах с периодическим режимом работы проведение всех
видов ремонтных работ приурочивается к выходным дням, если нормы простоя оборудования
в ремонте не превышают продолжительности выходного дня, то время простоев в этих
ремонтах не исключается при определении![]() . Следовательно, в балансе не учитываем
нормы простоев в текущем ремонте. Если же нормы простоя оборудования в ремонте превышают
продолжительность выходного дня, то в балансе не учитываем время простоев в ремонте,
приходящееся на выходные дни.
. Следовательно, в балансе не учитываем
нормы простоев в текущем ремонте. Если же нормы простоя оборудования в ремонте превышают
продолжительность выходного дня, то в балансе не учитываем время простоев в ремонте,
приходящееся на выходные дни.
При норме простоя оборудования в капитальном ремонте 320 часов (20 дней по 16 часов) при 5-дневной рабочей недели по крайней мере 5 дней будут приходиться на выходные.
![]() ч. - время простоя реактора
ч. - время простоя реактора
![]() ч. - время простоя разбавителя
ч. - время простоя разбавителя
![]() ч. - время простоя кристаллизатора
ч. - время простоя кристаллизатора
![]() ч. - время простоя фильтра
ч. - время простоя фильтра
![]() ч. - время простоя пропаривателя
ч. - время простоя пропаривателя
Коэффициент экстенсивного использования оборудования равен:
![]()
Расчет сметной стоимости
Капитальные вложения в проектируемый объект принято называть полной сметной стоимостью этого объекта. Затраты рассчитываются по укрупненным нормативам.
Расчет сметной стоимости зданий и сооружений.
Для определения общей площади цеха необходимо учесть площадь вспомогательных и служебно-бытовых помещений. Их площадь может быть ориентировочно определена в процентах к размеру производственных площадей: вспомогательных помещений-35%, служебно-бытовых-25%. Высота производственных и вспомогательных помещений зависит от габаритов и расположения оборудования, а для служебно-бытовых она принимается 3м.
Так как строительный объем зданий определяется по наружному обмеру, то (для учета высоты ферм и толщины стен и перекрытий) объем зданий, следует увеличить для производственных и вспомогательных помещений на 10%, для служебно-бытовых на 20%.
Капитальные вложения на строительство зданий и сооружений (их полная сметная стоимость) складывается из затрат на общестроительные работы (укладка фундаментов, возведение стен, перекрытий и т.п.), на санитарно-технические и прочие строительные работы (устройство отопления, водопровода, канализации, освещения, противопожарной защиты, вентиляции и т.п.), и так называемых, вне объёмных затрат (подготовка и благоустройство территории, проектно-изыскательские работы, сезонное удорожание строительных работ и т.д.).
Капитальные затраты на общестроительные работы определяется по
укрупненным показателям затрат на ![]() зданий или сооружений.
зданий или сооружений.
Капитальные затраты на санитарно-технические и прочие строительные работы составляют 30% для производственных, 15% для служебно-бытовых помещений и 10% для сооружений.
Внеобъёмные затраты принимаем в размере 40% к сумме затрат на общестроительные, санитарно-технические и прочие строительные работы.
Нормы амортизационных отчислений для зданий принимаем 1.5%, для сооружений - 4%.
Таблица №36
Расчет капитальных затрат на строительство зданий и сооружений
| Наименование зданий и сооружений | Тип строительных конструкций зданий и сооружений | Строительный объём, м3 | Укрупненная стоимость общестроительных работ, руб. | Общая стоимость общестроительных работ тыс., руб. | Санитарно-технические и прочие работы, тыс. руб. | ИТОГО, тыс. руб. | Внеобъёмные затраты, тыс. руб. | Полная сметная стоимость, тыс. руб. | Годовая сумма амортизационных отчислений. Норма, %. | Годовая сумма амортизационных отчислений, тыс. руб. |
| Здания: производственные и вспомогательные | Железобетонные | 2376,0 | 2500,0 | 5940,0 | 1782,0 | 7722,0 | 3088,8 | 10810,8 | 1,5 | 162,2 |
| Служебно-бытовые | Железобетонные | 829,4 | 2073,5 | 311,1 | 2384,6 | 953,8 | 3338,4 | 50,1 | ||
| ИТОГО | 10106,6 | 14149,2 | 212,3 |
Расчет сметной стоимости оборудования.
Общая величина капитальных затрат на оборудование определяется как сумма капиталовложений в технологическое оборудование, КИП и средства автоматизации, технологические внутрицеховые трубопроводы, инструменты, приспособления и производственный инвентарь и электрооборудование.
Капиталовложения в технологическое оборудование (его сметная стоимость) складываются из затрат на приобретение оборудования, его доставку (транспортные и заготовительно-складские расходы) и монтаж (включая футеровку, изоляцию и антикоррозийные покрытия).
Затраты на приобретение технологического оборудования рассчитываются на основе спецификации, составленной при выборе оборудования в курсовом проекте по технологии и действующих оптовых цен на оборудование.
Затраты на доставку технологического оборудования и его монтаж примем в размере 29% от затрат на приобретение оборудования.
Годовая сумма амортизационных отчислений - 15%.
Поскольку в спецификации оборудования указывается только основное технологическое оборудование, то к его сметной стоимости необходимо сделать надбавку на неучтенное технологическое и транспортное оборудование в размере 40%.
Капитальные затраты на приобретение и монтаж КИП и средств автоматизации, технологических трубопроводов, инструмента, приспособлений и производственного инвентаря принимаем соответственно 10, 16 и 7%.
Капитальные затраты на приобретение и монтаж силового электрооборудования рассчитываем исходя из суммарной мощности установленного силового электрооборудования и укрупненного показателя удельных капиталовложений на 1 кВт установленной мощности, принимаем его в размере 1900 руб. /кВт. Четыре электродвигателя установки потребляют в общей сложности 40 кВт электроэнергии.
Годовая амортизация составляет:
основное технологическое оборудование по нормам;
КИП и средства автоматизации 10%;
технологические и внутрицеховые трубопроводы 8%;
инструменты, приспособления, инвентарь 10%;
силовое электрооборудование 7%.
Таблица №37
Расчет капитальных затрат на оборудование
| Наименование оборудования и его краткая характеристика | Количество единиц оборудования | Оптовая цена единицы оборудования, тыс. руб. | Сумма затрат на приобретение оборудования, тыс. руб. | Дополнительные затраты на доставку и монтаж, % | Дополнительные затраты на доставку и монтаж, тыс. руб. | Сметная стоимость, т. руб. | Годовая сумма амортизационных отчислений. Норма, %. | Годовая сумма амортизационных отчислений. Сумма, т. руб. | Примечание |
| Основное технологическое и подъёмно-транспортное оборудование: | Оптовая цена из задания | ||||||||
|
Аппарат с мешалкой V=1м3 |
1 | 183,4 | 183,4 | 29 | 53,2 | 236,6 | 15 | 35,5 | |
|
Аппарат с мешалкой V=3,2м3 |
1 | 584,2 | 584,2 | 29 | 169,4 | 753,6 | 15 | 113,1 | |
|
Аппарат с мешалкой V=0,63м3 |
2 | 126,0 | 252,0 | 29 | 73,1 | 325,1 | 15 | 48,8 | |
|
Сборник V=0,63м3 |
2 | 52,4 | 60,3 | 29 | 17,5 | 77,8 | 15 | 11,7 | |
|
Сборник V=0,32м3 |
1 | 27,1 | 27,1 | 29 | 7,9 | 35,0 | 15 | 5,2 | |
|
Сборник V=2,5м3 |
2 | 265,3 | 530,6 | 29 | 153,9 | 684,5 | 15 | 102,6 | |
| Фильтр | 3 | 385,0 | 1155,2 | 29 | 335,1 | 1490,3 | 15 | 223,5 | |
|
Мерник V=0,32м3 |
3 | 73,0 | 219,0 | 29 | 63,5 | 282,5 | 15 | 42,3 | |
|
Мерник V=0,08м3 |
3 | 36,7 | 110,1 | 29 | 32,0 | 142,1 | 15 | 21,3 | |
| ИТОГО: | 3121,9 | 4030,5 | 604,0 | ||||||
| Неучтённое технологическое и подъёмно-транспортное оборудование: | 1612,2 | 15 | 241,8 | 40% от сметной стоимости основного оборудования | |||||
|
ИТОГО: технологическое и подъёмно-транспортное оборудование. |
5642,7 | 845,8 | |||||||
| КИП и средства автоматизации | 564,2 | 10 | 56,4 | ||||||
| Технологические внутрицеховые трубопроводы | 902,8 | 8 | 72,2 | ||||||
| Инструменты, приспособления, производств. Инвентарь | 395,0 | 10 | 39,5 | ||||||
| Силовое электро- оборудование | 76,0 | 7 | 5,3 |
1900 р. /кВт |
|||||
| Всего капитальных затрат на оборудование | 7580,7 | 1019,2 |
На основании приведенных выше расчетов составим сводную смету капитальных вложений в проектируемый объект, определим структуру основных фондов, сумму амортизационных отчислений и удельное капиталовложения на единицу продукции.
Таблица №38
Сводная смета капитальных вложений в проектируемый объект
| Элементы основных фондов | Сметная стоимость основных фондов, т. руб. | Сметная стоимость основных фондов, %. |
Удельные капиталовложения, руб/кг. |
Годовая сумма амортизационных отчислений, т. руб. |
| Здания и сооружения | 14149,2 | 65,0 | 212,3 | |
| Оборудование | 7580,7 | 35,0 | 1019,2 | |
| ИТОГО: | 21729,9 | 100 | 1671,5 | 1231,5 |
Удельные капиталовложения рассчитываются на единицу продукции:
Расчёт численности работающихСоставление баланса рабочего времени одного среднесписочного рабочего.
Численность трудящихся проектируемого объекта рассчитывается по категориям и группам работников: основные рабочие, вспомогательные рабочие (включая дежурный и ремонтный персонал), инженерно-технические работники, служащие и младший обслуживающий персонал.
Баланс рабочего времени составляется в днях и часах для групп рабочих, имеющих одинаковые режимы работы с целью определения эффективного фонда времени работы в году и средней продолжительности рабочей смены одного среднесписочного рабочего.
Режим работы установки периодический, рабочие работают 2 смены, 8 - ми часовая рабочая смена.
Номинальный фонд рабочего времени в часах (![]() ) определяется умножением
этого фонда в днях (
) определяется умножением
этого фонда в днях (![]() ) на продолжительность рабочей смены.
) на продолжительность рабочей смены.
Эффективный фонд рабочего времени в днях (![]() ) представляет собой разницу
между номинальным фондом и количеством целодневных невыходов на работу (в днях)
в связи с очередными отпусками. Умножением эффективного фонда рабочего времени в
днях на продолжительность рабочей смены определяется максимальное количество рабочих
часов в год на одного среднесписочного рабочего (
) представляет собой разницу
между номинальным фондом и количеством целодневных невыходов на работу (в днях)
в связи с очередными отпусками. Умножением эффективного фонда рабочего времени в
днях на продолжительность рабочей смены определяется максимальное количество рабочих
часов в год на одного среднесписочного рабочего (![]() ).
).
Средняя продолжительность рабочей смены определяется делением эффективного фонда рабочего времени в часах на эффективный фонд в днях.
Таблица №39
Баланс рабочего времени одного среднесписочного рабочего
| Элементы времени | Производство с периодическим режимом |
| Календарный фонд времени T, дни | 365 |
|
Нерабочие дни всего в том числе: праздничные выходные |
115 11 104 |
|
Номинальный фонд рабочего времени, в днях, в часах |
250 2000 |
|
Целодневные невыходы на работу, очередные и дополнительные отпуска невыходы на работу по болезни отпуска учащимся декретные отпуска |
26 8 2 1 |
| ИТОГО целодневных невыходов | 37 |
|
Эффективный фонд рабочего времени |
213 |
|
Максимальное кол-во рабочих часов |
1704 |
|
Внутрисменные потери рабочего времени: В предпраздничные дни Кормящим матерям и подросткам |
9 10 |
| ИТОГО: | 19 |
|
Эффективный фонд рабочего времени |
1685 |
| Средняя продолжительность рабочей смены, ч | 7,91 |
Расчет численности основных производственных рабочих.
К основным производственным рабочим относятся рабочие основных цехов, выполняющие основные (технологические) операции.
При аппаратурных процессах производства применяются два вида обслуживания оборудования:
а) зонно-агрегатное обслуживание;
б) комплексно-технологическое взаимозаменяемое обслуживание (КВО).
При зонно-агрегатном обслуживании за каждым рабочим (бригадой)
закрепляется отдельный аппарат, или группа однотипного оборудования, или зона обслуживания,
включающая как основное технологическое оборудование (реактор, печь, и т.п.), так
и вспомогательное оборудование (мерники, насосы, бункера, сборники, накопители,
и т.п.). При зонно-агрегатном обслуживании численность рабочих определяется по нормам
обслуживания (![]() ) аппаратов и машин. Необходимо рассчитать
норму обслуживания для узла нитрования.
) аппаратов и машин. Необходимо рассчитать
норму обслуживания для узла нитрования. ![]() рассчитываем как отношение времени
оперативной работы рабочего за смену (
рассчитываем как отношение времени
оперативной работы рабочего за смену (![]() ) к времени оперативной работы по обслуживанию
одного аппарата в смену (
) к времени оперативной работы по обслуживанию
одного аппарата в смену (![]() )
)
![]()
Время оперативной работы за смену рассчитывается путем вычитания
из продолжительности смены (![]() =8ч.) устанавливаемых по проектируемому
балансу нормируемых затрат времени на работу подготовительно-заключительную (
=8ч.) устанавливаемых по проектируемому
балансу нормируемых затрат времени на работу подготовительно-заключительную (![]() ) и по обслуживанию
рабочего места (
) и по обслуживанию
рабочего места (![]() ), а также перерывов на отдых и личные
надобности (
), а также перерывов на отдых и личные
надобности (![]() ).
Примем, что
).
Примем, что ![]() -7%,
-7%,
![]() -10%,
-10%, ![]() -10% от длительности
смены.
-10% от длительности
смены.
![]() ч.
ч.
Таблица №40
Расчет времени оперативной работы аппаратчика процесса нитрования за цикл
| Наименование трудовых операций | Периодичность выполнения операций | Количество операций за цикл | Средняя продолжительность операций | Общее время на выполнение операций за смену, мин. |
| Подготовка аппарата | Каждые 16 часов | 1 | 90 | 90 |
| Контроль температуры | Каждые 20 мин. | 48 | 5 | 240 |
| Контроль давления газов | Каждые 16 часов | 1 | 30 | 30 |
| Отбор пробы на анализ | Каждые 16 часов | 1 | 30 | 30 |
| ИТОГО: | 390 |
За смену время оперативной работы:
![]() ,
,
где ![]() - количество циклов за смену
- количество циклов за смену
![]() мин.
мин.
При комплексно-технологическом взаимозаменяемом обслуживании бригада основных рабочих различных специальностей на основе совмещения профессий обслуживает целый комплекс аппаратов и машин как единый объект.
Этот комплекс может охватывать весь технологический процесс в цехе или его часть - на участке, в отделении.
На данной установке применяется зонно-агрегатное обслуживание, в соответствии с выбранным видом обслуживания рассчитываем численность основных производственных рабочих.
Затем, с учетом ![]() и количества аппаратов определяем
явочный состав рабочих в смену:
и количества аппаратов определяем
явочный состав рабочих в смену:
![]() ,
,
где ![]() - число аппаратов, обслуживаемых одним
рабочим.
- число аппаратов, обслуживаемых одним
рабочим.
Явочный состав рабочих в сутки определяем по формуле:
![]() ,
,
где ![]() - число смен в сутки.
- число смен в сутки.
Штатный состав для периодического процесса равен явочному составу:
![]() .
.
Для расчета списочного состава необходимо рассчитать коэффициент
списочного состава ![]() , учитывающий число резервных рабочих
на подмену находящихся в отпуске, больных и т.п.
, учитывающий число резервных рабочих
на подмену находящихся в отпуске, больных и т.п.
![]()
Списочный состав рабочих определяем по формуле:
![]()
Списочный состав рабочих рассчитанный умножением ![]() на коэффициент
списочного состава округляется до целого числа таким образом, чтобы суммарная списочная
численность основных рабочих была равна произведению их суммарной штатной численности
на
на коэффициент
списочного состава округляется до целого числа таким образом, чтобы суммарная списочная
численность основных рабочих была равна произведению их суммарной штатной численности
на ![]() .
.
Таблица №41
Расчет численности рабочих по нормам обслуживания
| Наименование профессий и специальностей | Тарифный разряд | Норма обслуживания | Количество аппаратов | Явочный состав рабочих в смену | Количество смен в сутки | Явочный состав рабочих в сутки | Штатный состав | Коэффициент списочного состава | Списочный состав |
| Аппаратчик нитрования | 5 | 2 | 2 | 1 | 2 | 2 | 2 | 1, 19 | 3 |
| Аппаратчик кристаллизации | 4 | 2 | 2 | 1 | 2 | 2 | 2 | 1, 19 | 3 |
| Аппаратчик фильтрации | 4 | 2 | 3 | 2 | 2 | 4 | 4 | 1, 19 | 4 |
| Всего | 8 | 10 | |||||||
| Вспомогательные | |||||||||
| Слесарь по ремонту | 5 | - | - | 2 | 2 | 2 | 4 | 1, 19 | 5 |
| Лаборант | 4 | - | - | 2 | 2 | 2 | 4 | 1, 19 | 4 |
| Слесарь КИП | 5 | - | - | 2 | 2 | 2 | 4 | 1, 19 | 5 |
| Всего | 12 | 14 |
Расчет численности ИТР, служащих и МОП.
Для расчета численности трудящихся этих категорий необходимо установить рациональную схему управления цехом.
В соответствии со схемой управления составляется штатное расписание цеха с перечнем всех должностей и указанием числа штатных единиц.

Таблица №42
Расчет численности ИТР, служащих и МОП
| Наименование должностей | Категория | Число штатных единиц в смену | Количество смен | Штатная численность, чел. |
| Начальник цеха | ИТР | 1 | 1 | 1 |
| Главный механик | ИТР | 1 | 1 | 1 |
| Начальник лаборатории | ИТР | 1 | 2 | 2 |
| Старший мастер | ИТР | 1 | 2 | 2 |
| Кладовщик | МОП | 1 | 2 | 2 |
| Уборщица | МОП | 1 | 2 | 2 |
| ИТОГО: | 10 |
Расчет производительности труда
Производительность труда рассчитывается в натуральном выражении
как выработка в год на одного рабочего ![]() , на одного основного рабочего
, на одного основного рабочего ![]() и на одного работающего
в целом
и на одного работающего
в целом ![]() .
.
Производительность труда определяется как по проектируемому объекту, так и по базисному предприятию, принимаемому в качестве аналога.
![]() ,
,
где Q - годовой выпуск продукции в натуральном выражении (т, шт., м2 и т.п.)
Л - списочная численность работников
Производительность труда основных рабочих:
Производительность труда основных и вспомогательных рабочих:
![]() т/чел.
т/чел.
Производительность труда основных, вспомогательных рабочих, ИТР, служащих и МОП:
![]() т/чел.
т/чел.
Расчет фонда заработной платы работающих
Расчет фонда заработной платы рабочих.
В таблице профессии, специальности, тарифные разряды, условия труда, численность рабочих и эффективный фонд времени их работы принимаются в соответствии с предыдущими расчетами. Формы и системы оплаты труда и соответствующие им тарифные ставки, а также размер премий (в %) принимаются:
форма оплаты труда повременно-премиальная;
премия 30% от фонда прямой заработной платы;
В таблице последовательно рассчитываются прямой (тарифный), часовой, дневной, годовой фонды заработной платы рабочих. Для определения размеров часового, дневного и годового фондов заработной платы предварительно рассчитываются доплаты до часового, до дневного и до годового фондов.
К числу рассчитываемых доплат до часового фонда относятся:
премии;
доплаты за работу в вечернее и ночное время;
за работу в праздничные дни;
бригадирам за руководство бригадой;
оплата очередных и дополнительных отпусков.
Прямой, часовой, дневной и годовой фонды заработной платы рассчитываются в следующем порядке.
Сначала определяется эффективный фонд рабочего времени всех рабочих
(![]() ) как произведение
эффективного фонда времени одного среднесписочного рабочего (в днях или часах -
по балансу рабочего времени) на списочную численность рабочих.
) как произведение
эффективного фонда времени одного среднесписочного рабочего (в днях или часах -
по балансу рабочего времени) на списочную численность рабочих.
динитробензойная кислота оборудование стандартизация
Прямой (тарифный фонд) (![]() ) заработной платы определяется умножением
часовой тарифной ставки (
) заработной платы определяется умножением
часовой тарифной ставки (![]() ) на эффективное время работы в часах
всех рабочих соответствующей профессии и квалификации:
) на эффективное время работы в часах
всех рабочих соответствующей профессии и квалификации:
![]()
Размер премий из фонда заработной платы (![]() ) исчисляется в определенном
проценте от прямого фонда (на основании премиальных положений, существующих на действующих
предприятиях).
) исчисляется в определенном
проценте от прямого фонда (на основании премиальных положений, существующих на действующих
предприятиях).
![]() ,
,
где ![]() - установленный согласно премиальному
положению процент премий из фонда заработной платы для данной группы рабочих (30%).
- установленный согласно премиальному
положению процент премий из фонда заработной платы для данной группы рабочих (30%).
Доплата за работу в вечернее и ночное время предусматривается при двух и более сменной работе.
Число вечерних смен на одного рабочего определяется следующим
расчетом: ![]()
![]() ,
,
где ![]() - соответственно число целодневных
невыходов на работу, выходных и праздничных дней;
- соответственно число целодневных
невыходов на работу, выходных и праздничных дней;
1/3 - коэффициент, учитывающий число вечерних смен в сутки
Количество вечерних часов подлежащих отработке всеми рабочими данной профессии:
![]() ,
,
где ![]() - продолжительность вечерней смены,
ч.
- продолжительность вечерней смены,
ч.
Доплата за работу в вечернее время:
![]() ,
,
где ![]() - коэффициент доплат к тарифной ставке
за каждый час вечерней работы (при равномерном распределении вечерних и часов (
- коэффициент доплат к тарифной ставке
за каждый час вечерней работы (при равномерном распределении вечерних и часов (![]() ).
).
Доплата не освобожденным бригадирам за руководство бригадой устанавливается в размере 10-15% от прямого фонда их заработной платы.
После расчета всех видов доплат до часового фонда определяется часовой фонд заработной платы (как сумма прямого фонда и доплат до часового фонда) и среднечасовая заработная плата (путем деления часового фонда на эффективный фонд времени всех рабочих данной специальности в часах).
Доплаты за перерывы кормящим матерям и сокращенные часы работы
подросткам (![]() )
рассчитываются по среднечасовой заработной плате:
)
рассчитываются по среднечасовой заработной плате:
![]() ,
,
где![]() - среднечасовая заработная плата,
руб.
- среднечасовая заработная плата,
руб.
![]() - перерывы кормящим матерям и сокращенные
часы подросткам, час.
- перерывы кормящим матерям и сокращенные
часы подросткам, час.
Дневной фонд заработной платы определяется как сумма часового фонда и доплат до дневного фонда. Среднедневная заработная плата определяется делением дневного фонда на фонд рабочего времени всех рабочих данной специальности.
Доплата за очередные и дополнительные отпуска (![]() ) определяется по
формуле:
) определяется по
формуле:
![]() ,
,
где ![]() - среднедневная заработная плата,
руб.;
- среднедневная заработная плата,
руб.;
![]() - количество дней очередного и дополнительного
отпуска (27 дней), дни.
- количество дней очередного и дополнительного
отпуска (27 дней), дни.
Годовой фонд заработной платы рабочих определяется как сумма дневного фонда и доплат до годового фонда.
Условия труда для всех категорий работающих принимаются как вредные, оплата-повременно - премиальная.
Расчет фонда заработной платы ИТР, служащих и МОП.
Должностные оклады приняты по данным действующего предприятия. Для ИТР, непосредственно связанных с процессом производства и работающих во вредных условиях, предусматриваются доплаты за вредность в размере 20% к должностному окладу.
Годовой фонд заработной платы по окладам определяется умножением месячных должностных окладов с учетом доплат за вредность на штатную численность работников и на 12 месяцев.
Премии ИТР, служащим и МОП выплачиваются из фонда заработной платы. Размер премии (20%) исчисляется в % к фонду оплаты труда по окладам с учетом доплат за вредность.
Полный годовой фонд заработной платы определяется как сумма годового фонда заработной платы по окладам, доплат за вредность и работу в праздничные дни и премий.
Таблица №44
Расчет фонда заработной платы ИТР, служащих и МОП
| № п/п | Должность | Категория | Месячный должностной оклад, руб. | Доплата за вредность, руб. | Штатная численность | Годовой фонд заработной платы по окладам, т. руб. | Премии из фонда заработной платы т. руб. | Полный годовой фонд заработной платы, т. руб. |
| 1 | Начальник цеха | ИТР | 32000 | 6400 | 1 | 460,8 | 92,1 | 552,9 |
| 2 | Главный механик | ИТР | 23000 | 4600 | 1 | 331,2 | 66,2 | 397,4 |
| 3 | Начальник лаборатории | ИТР | 20000 | 4000 | 2 | 576,0 | 115,2 | 691,2 |
| 4 | Старший мастер | ИТР | 18000 | 3600 | 2 | 518,4 | 103,7 | 622,1 |
| 5 | Кладовщик | МОП | 15000 | 3000 | 2 | 432,0 | 86,4 | 518,4 |
| 6 | Уборщица | МОП | 7000 | 1400 | 2 | 201,6 | 40,3 | 241,9 |
| ИТОГО | 2520,0 | 3023,9 |
Сводные показатели по труду и заработной плате.
В завершение расчета численности и фонда заработной платы трудящихся проектируемого объекта составляется сводная таблица показателей по труду и заработной плате. Рассчитанные в этой таблице показатели производительности труда и среднегодовой заработной платы используются в дальнейшем для технико-экономической характеристики проектируемого объекта.
Среднегодовая заработная плата рассчитывается путем деления полного годового фонда заработной платы на списочную численность работников соответствующей категории.
Таблица №45
Сводные показатели по труду и заработной плате
| Категория работников | Списочная численность | Производительность труда, т/чел | Полный годовой фонд заработной платы, тыс. руб. | Среднегодовая заработная плата, тыс. руб. | |
| Чел. | % | ||||
| 1. Рабочие всего: | 24 | 70,6 | 0,9 | 5549,0 | 231,2 |
| В том числе: | |||||
| Основные | 10 | 29,4 | 1,3 | 2292,9 | 229,2 |
| Вспомогательные | 14 | 41,2 | - | 3256,1 | 232,5 |
| 2. ИТР, служащие, МОП | 10 | 29,4 | - | 3023,9 | 302,4 |
| 34 | 100 | 0,5 | 8572,9 | 252,1 | |
Определим годовой расход электроэнергии на технологические и двигательные цели, расход на калькуляционную единицу продукции и рассчитаем по двухставочному тарифу себестоимость единицы электроэнергии.
На установке действуют:
5 электродвигателей к аппаратам;
Т.к. производство периодическое, то коэффициент одновременности загрузки примем 0,8.
Примем коэффициент среднего использования максимальной мощности электрооборудования 0,90.
Тогда коэффициент спроса равен ![]() .
.
Примем коэффициент увеличения заявленной мощности за счет потерь электроэнергии в оборудовании и кабельных сетях равным 1,1.
Таблица №46
Расчет годового расхода электроэнергии
Примем расход электроэнергии на неучтенное электрооборудование 20% от заявленной мощности силового электрооборудования
Для расчета себестоимости электроэнергии по двухставочному тарифу
определим плата за всю электроэнергию (![]() ), получаемую в год от энергосистемы,
учитывая затраты предприятия на содержание собственного энергохозяйства:
), получаемую в год от энергосистемы,
учитывая затраты предприятия на содержание собственного энергохозяйства:
![]() ,
,
где ![]() - суммарная заявленная мощность электрооборудования,
кВт;
- суммарная заявленная мощность электрооборудования,
кВт;
![]() - годовой расход электроэнергии, тыс.
кВт*ч;
- годовой расход электроэнергии, тыс.
кВт*ч;
![]() - основная плата за каждый кВт заявленной
мощности, руб. (1900
- основная плата за каждый кВт заявленной
мощности, руб. (1900![]() );
);
![]() - дополнительная плата за каждый кВт*ч
потребленной электроэнергии, руб. (0,75
- дополнительная плата за каждый кВт*ч
потребленной электроэнергии, руб. (0,75![]() );
);
![]() - коэффициент, учитывающий затраты
на содержание энергохозяйства предприятия (
- коэффициент, учитывающий затраты
на содержание энергохозяйства предприятия (![]() ).
).
![]() тыс. рублей/год.
тыс. рублей/год.
Рассчитаем себестоимость 1кВт*ч электроэнергии, используемой
проектируемым объектом (![]() ):
):
![]() ,
,
где ![]() - годовой расход электроэнергии, кВт*ч.
- годовой расход электроэнергии, кВт*ч.
![]() .
.
Основная и дополнительная плата дежурного и ремонтного персонала принимается из расчета фонда заработной платы. Отчисления на социальные нужды составляют 26% от заработной платы этих рабочих. Расходы на содержание производственного оборудования принимаются в размере 3%, а затраты на ремонт в размере 15% от его полной сметной стоимости.
Амортизационные отчисления на реновацию от стоимости производственного оборудования включаются в смету в соответствии с расчетами, выполненными при определении капитальных вложений.
Прочие расходы, связанные с содержанием и эксплуатацией производственного оборудования, принимаются в размере 20% от суммы всех предыдущих затрат по данной смете.
Таблица №47
Смета “ Расходов на содержание и эксплуатацию оборудования”.
| Наименование статей расходов | Исходные данные для расчета | Сумма, тыс. руб. |
| Основная и дополнительная зарплата дежурного и ремонтного персонала | Таблица 10 | 2403,0 |
| Отчисления на социальные нужды | 26% от зарплаты | 624,8 |
| Содержание производственного оборудования | 3% от сметной стоимости | 227,4 |
| Ремонт производственного оборудования | 15% от сметной стоимости | 1137,1 |
| Амортизация производственного оборудования | Таблица 4 | 1019,2 |
| Прочие расходы на содержание и эксплуатацию оборудования | 20% от суммы предыдущих затрат | 1082,3 |
| ИТОГО: | 6493,8 |
Для определения годовой величины “Общецеховых расходов” составляется смета.
В этой смете заработная плата цехового персонала (ИТР, служащих, МОП) и вспомогательных рабочих (кроме дежурных и ремонтных рабочих) принимается из предыдущих расчетов; отчисления на социальные нужды 26% от их заработной платы. Затраты на содержание зданий и сооружений принимаются в размере 4,0 %, а затраты на их ремонт 5 % к полной сметной стоимости зданий и сооружений.
Амортизационные отчисления на реновацию от стоимости зданий и сооружений включаются в смету в соответствии с расчетами, выполненными при определении капиталовложений.
Расходы на охрану труда и технику безопасности исчисляются в процентах от суммы основной и дополнительной заработной платы всех работающих. При вредных условиях труда 15%.
Прочие общецеховые расходы принимаем в размере 20% от суммы затрат по предыдущим статьям цеховых расходов.
Таблица №48
Смета “Общецеховые расходы”
| Наименование статей расходов | Исходные данные для расчета | Сумма, тыс. руб. |
| Содержание цехового персонала: | Таблица 11 | 3023,9 |
| Основная и дополнительная зарплата ИТР, служащих, МОП. | ||
| Основная и дополнительная заработная плата вспомогательных рабочих | Таблица 10 | 853,1 |
| Отчисления на социальные нужды | 26% от зарплаты | 1008,0 |
| Содержание зданий и сооружений | 4% от стоимости зданий | 566,0 |
| Ремонт зданий и сооружений | 5% от стоимости здания | 707,5 |
| Амортизация зданий и сооружений | Таблица 3 | 212,3 |
| Расход по охране труда | 15% от з/п всех работающих | 1285,9 |
| Прочие общецеховые расходы | 20% от суммы предыдущих затрат | 1531,3 |
| ИТОГО: | 9188,2 |
Выпускаемая продукция является товарной, соответственно необходимо рассчитать ее полную себестоимость. Для расчета себестоимости продукции или затрат на передел составляется проектная калькуляция, в которой последовательно определяются затраты по каждой статье на годовой выпуск продукции и на калькуляционную единицу. Нормы расхода сырья и основных материалов на калькуляционную единицу продукции, принимаются по данным режимных листов установки.
Планово-заготовительные цены принимаются по данным действующего предприятия.
Затраты на вспомогательные материалы рассчитываются аналогично затратам на сырье и основные материалы.
При расчете затрат на топливо и энергию, расходуемые на технологические цели, нормы расхода, цены и тарифы на все виды топлива и энергетических средств (кроме электроэнергии) приняты по аналогии с действующим производством.
В статью “Заработная плата основных производственных рабочих" включена основная и дополнительная заработная плата этих рабочих, рассчитанная в соответствующем разделе предыдущих расчетов.
Отчисления на социальные нужды (ЕСН) рассчитываются в процентах к заработной плате основных производственных рабочих (26%).
“Расходы на подготовку и освоение производства” принимаются в размере 30% от сметной стоимости основного технологического оборудования.
Суммируя расходы смет “Расходов на содержание и эксплуатацию оборудования” и “Общецеховые расходы”, определяем годовую сумму “Общепроизводственных расходов” цеха.
Затраты по статье “Общехозяйственные расходы" принимаем 30% от суммы всех расходов на передел (которые определяются как сумма затрат по статьям “Топливо и энергия”, “Заработная плата”, “Отчисления на социальные нужды" и “Общепроизводственные расходы”).
“Прочие производственные расходы" принимаем 3% от суммы затрат по всем предыдущим статьям расходов. Для расчета общезаводских и прочих производственных расходов принимаем их размер 20% от суммы затрат по всем предыдущим статьям расходов.
Абсолютный размер “Коммерческих расходов” на единицу данной продукции принимаем 1,2% от производственной себестоимости.
Таблица №49
Проектная калькуляция себестоимости производства 3,5-динитробензойной кислоты. Проектируемый годовой выпуск 13 тонн в год. Калькуляционная единица 1 тонн
| № п/п | Наименование статей затрат | Единицы измерения | Планово-заготовительная цена единицы, руб. | Затраты на годовой выпуск продукции | Затраты на калькуляционную единицу | ||
| Количество | Сумма, тыс. руб. | Количество | Сумма, тыс. руб. | ||||
| 1 | Сырье и материалы: | ||||||
| а) олеум | Кг | 0,8 | 106272,4 | 85,0 | 8174,8 | 6,5 | |
| б) азотная кислота | кг | 7,0 | 26215,8 | 183,5 | 2016,6 | 14,1 | |
| в) бензойная кислота | кг | 45,0 | 19526,0 | 878,7 | 1502,0 | 67,6 | |
| г) этиловый спирт | кг | 75,3 | 65648,7 | 4943,3 | 5049,9 | 380,2 | |
| Итого: | 6090,5 | 468,4 | |||||
| Вспомогательные материалы: | |||||||
| а) фильтровальная ткань | м | 10 | 1848 | 18,5 | 142,1 | 1,4 | |
| б) полиэтиленовые пакеты | шт | 5 | 1680 | 8,4 | 129,0 | 0,6 | |
| 2 | Топливо и энергия на технологические цели | ||||||
| а) электроэнергия | кВт*ч | 0,6 | 354675 | 212,8 | 27282,7 | 16,3 | |
| б) вода |
м3 |
26,0 | 23481 | 610,5 | 1806,2 | 46,7 | |
| в) сжатый воздух |
м3 |
20 | 1764 | 35,3 | 135,7 | 2,7 | |
| г) пар | Гкал | 500 | 2520 | 1260,0 | 193,8 | 96,9 | |
| ИТОГО: | 8236,0 | 633,5 | |||||
| 4 | Заработная плата основных производственных рабочих | руб. | 2292,9 | 176,3 | |||
| 5 | Отчисления на социальные нужды (ЕСН) | руб. | 596,1 | 45,8 | |||
| 7 | Общепроизводственные расходы | руб. | 15682,0 | 1206,3 | |||
| 8 | Итого цеховая себестоимость | руб. | 26807,0 | 2062,1 | |||
| 9 | Расходы на передел | руб. | 20689,6 | 1591,5 | |||
| 10 | Общехозяйственные расходы (15% от расходов на передел) | руб. | 3103,4 | 238,7 | |||
| 11 | Прочие производственные расходы (3% от предыдущих статей) | руб. | 2322,2 | 178,6 | |||
| 12 | ИТОГО себестоимость производства | руб. | 52922,2 | 4070,9 | |||
| 13 | Коммерческие расходы (1,5% от себестоимости производства) | руб. | 793,8 | 61,1 | |||
| 14 | Полная себестоимость продукции | руб. | 53716,0 | 4132,0 | |||
| 15 | Оптовая цена продукции | руб. | 59087,6 | 4545,2 | |||
Технико-экономические показатели и определение экономической эффективности проектируемого производства
При составлении сводной таблицы часть показателей переносится в нее из расчетов, выполненных в предыдущих разделах курсового проекта, а другие показатели рассчитываются непосредственно при составлении таблицы.
1. Годовой выпуск продукции в оптовых ценах (![]() ):
):
![]() ,
,
где ![]() годовой выпуск продукции, натуральные
единицы;
годовой выпуск продукции, натуральные
единицы; ![]() оптовая
цена единицы продукции, руб.
оптовая
цена единицы продукции, руб.
2. Нормируемые оборотные средства (![]() ):
):
![]() ,
,
где ![]() - основные производственные фонды,
руб.;
- основные производственные фонды,
руб.; ![]() доля
основных фондов в общей сумме производственных фондов (80%);
доля
основных фондов в общей сумме производственных фондов (80%); ![]() то же, нормируемых оборотных
средств (20%), %.
то же, нормируемых оборотных
средств (20%), %.
3. Прибыль от реализации продукции (![]() ):
):
![]() ,
,
где ![]() полная себестоимость единицы продукции,
руб.
полная себестоимость единицы продукции,
руб.
4. Чистая прибыль (![]() ):
):
![]() ,
,
где ![]() - централизованно установленная ставка
налога на прибыль (24%),%.
- централизованно установленная ставка
налога на прибыль (24%),%.
5. Рентабельность:
а) производственных фондов:
по среднегодовой прибыли (![]() ):
):
![]()
по чистой прибыли (![]() ):
):
![]()
б) продукции (![]() ):
):
![]()
5. Срок окупаемости капиталовложений:
по прибыли от реализации (![]() ):
):
![]() ,
,
где ![]() общая сумма капиталовложений в основные
и оборотные производственные фонды проектируемого объекта (
общая сумма капиталовложений в основные
и оборотные производственные фонды проектируемого объекта (![]() ), руб.
), руб.
по чистой прибыли (![]() ):
):
![]() .
.
7. Фондоотдача основных фондов (![]() ):
):
![]() или
или ![]() .
.
Таблица №50
Сводная таблица основных технико-экономических показателей
| Наименование показателей | Значение показателей по проекту |
| Годовой выпуск продукции: | |
| -в натуральном выражении, т | 13 |
| - в оптовых ценах, тыс. руб. | 59087,6 |
| -по себестоимости, тыс. руб. | 53716,0 |
| Капитальные затраты на основные фонды, тыс. руб.: | 21729,9 |
| -здания и сооружения | 14149,2 |
| -оборудование | 7580,7 |
| Нормируемые оборотные средства, тыс. руб.: | 5432,4 |
| Удельные капиталовложения, тыс. руб. /т | 1671,5 |
| Численность работающих: | 34 |
| -рабочих | 24 |
| из них - основных | 10 |
| - ИТР, служащие, МОП | 10 |
| Производительность труда: | |
| -выработка на одного работающего, т/чел. | 0,5 |
| -выработка на одного рабочего, т/чел. | 0,9 |
| Средняя годовая заработная плата: | |
| -одного работающего, тыс. руб. | 252,1 |
| -одного основного рабочего, тыс. руб. | 229,2 |
| Полная себестоимость единицы продукции, тыс. руб. | 4132,0 |
| Оптовая цена единицы продукции, тыс. руб. | 4545,2 |
| Прибыль (годовая сумма), тыс. руб. | 5371,6 |
| Чистая прибыль, тыс. руб. | 4082,4 |
| Рентабельность: | |
|
-производственных фондов, % по чистой прибыли |
19,7 15,0 |
| -продукции, % | 10,0 |
|
Срок окупаемости капиталовложений, годы по чистой прибыли |
5 7 |
| Фондоотдача, руб. /руб. | 2,7 |
Экономическая эффективность производства может быть оценена путем
расчета точки безубыточности, характеризующий минимальный объем реализации продукции
![]() , при котором
выручка от реализации совпадает с затратами на производство и реализацию продукции.
, при котором
выручка от реализации совпадает с затратами на производство и реализацию продукции.
1) аналитический способ
![]() ,
,
где ![]() - максимальный объем производства
продукции, соответствующий принятой производственной мощности объекта, натуральные
единицы;
- максимальный объем производства
продукции, соответствующий принятой производственной мощности объекта, натуральные
единицы;
![]() -условно-постоянные расходы в себестоимости
единицы продукции, руб.;
-условно-постоянные расходы в себестоимости
единицы продукции, руб.;
![]() - условно-переменные расходы в себестоимости
единицы продукции, руб.;
- условно-переменные расходы в себестоимости
единицы продукции, руб.;
![]() т
т
2) графический метод
На горизонтальной оси графика откладываем проектируемый объем производства в натуральном выражении, а на вертикальной оси - годовой выпуск продукции в денежном выражении (в оптовых ценах и по полной себестоимости)
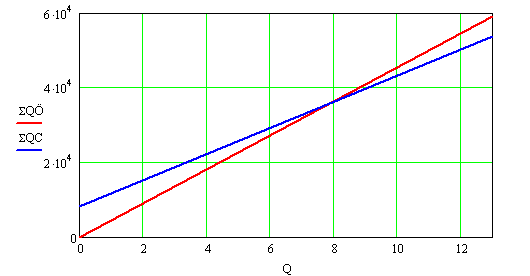
Точка пересечения прямых, выражающих соответственно годовой выпуск по полной себестоимости и в оптовых ценах будет указывать точку безубыточности. Проекция этой точки на горизонтальную ось графика показывает минимальный годовой выпуск продукции в натуральных единицах (7,8 т), при котором производство данной продукции становится для предприятия безубыточным. Проекция на вертикальную ось графика показывает этот же выпуск, исчисленный в оптовых ценах и по себестоимости.
Выводы по проекту
В данном дипломном проекте был разработан возможный вариант производственного цеха по получению 3,5-динитробензойной кислоты. Был создан возможный проект периодического производства продукта с малой производительностью - 13 тонн/год. В ходе выполнения курсового проекта были произведены расчеты:
материального баланса (суточного, операционного и на одну тонну готовой продукции);
теплового баланса;
выбрано основное и вспомогательное оборудование.
При расчете материального баланса было установлено, что количество азотной кислоты, приведенное в методике [8], недостаточно ввиду значительного количества образующихся нераскисленных орто - и пара-нитробензойных кислот и непрореагировавшей мета - нитробензойной кислоты. В результате был произведен перерасчет материального баланса на количество азотной кислоты достаточного для полного раскисления кислот.
При проектировании цеха объемно-планировочное решение здания было продиктовано требованиями технологического процесса и габаритами оборудования. Производственное оборудование размещено с учетом удобства его эксплуатации и ремонта. При проектировании производственного объекта учтены пожарные требования, требования ГО и санитарно-гигиенические нормы.
При выборе приборов и средств автоматизации учитывались условия функционирования приборов и систем (степень пожаро- и взрывоопасности процесса, агрессивность среды и т.п.), предельные значения и диапазон изменения параметров процесса, требования к точности контроля и регулирования, надежности и другие факторы. При проектировании схемы преимущественно выбирались самые распространённые средства автоматизации.
Была дана объективная оценка влияния химических веществ, применяемых в производстве, на окружающую среду. Также были предложены методы минимизации вредного воздействия химических веществ на окружающую среду и возможные варианты утилизации отходов производства.
В ходе расчета экономической части были определены: сметная стоимость основных зданий и сооружений, численность основных и вспомогательных рабочих, МОП, служащих и ИТР, их заработная плата, а также была рассчитана проектная калькуляционная себестоимость единицы готовой продукции. На основании экономического анализа полученных результатов для разрабатываемого цеха необходимо сделать вывод, о возможной целесообразности строительства проектируемого объекта, как вследствие не только высокой рентабельности производства, так и низкого срока окупаемости капиталовложений.
Список использованной литературы
1. Беркман Б.Е. Промышленный синтез ароматических нитросоединений и аминов. - М.: Химия, 1964. - 344с.
2. Горелик М.В., Эфрос Л.С. Основы химии и технологии ароматических соединений. - М.: Химия, 1992. - 640с.
3. Чекалин М.А., Пасет Б.В. Технология органических красителей и промежуточных продуктов: Учебное пособие для техникумов. - Л.: Химия, 1980. - 472с.
4. Фоейр Г. Химия нитро - и нитрозогрупп. - М.: Мир, 1972. - 523с.
5. Альперт Л.З. Основы проектирования химических установок. - М.: Высшая школа, 1989. - 304с.
6. Ворожцов Н.Н. Основы синтеза промежуточных продуктов и красителей. - Л. - М.: ОНТИ, 1934. - 540с.
7. Горст А.Г. Изготовление нитросоединений. - Киев: Оборонкнига, 1939. - 623с.
8. Беляков С.А. Получение 3,5-динитробензойной кислоты. - Украинский химический журнал, т.50 - Киев, 1984. - 995с.
9. Веретенников Е.А. Введение в курсовое и дипломное проектирование: Методические указания. - СПбГТИ (ТУ) - СПб., 2003. - 54с.
10. Справочник химика - 1,2 том. - Л., Химия, 1963.
11. Краткий справочник физико-химических величин. Под ред.А. А. Равделя. - Л.: Химия, 1983. - 232с.
12. Романков П.Г., Павлов К.Ф., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. Л.: Химия, 1987. - 576 с.
13. Вертикальные аппараты с перемешивающими устройствами: Каталог/ ЦИНТИ ХИМНЕФТЕМАШ.М., 1971.
14. Емкостные стальные сварочные аппараты: Каталог/ ЦИНТИ ХИМНЕФТЕМАШ.М., 1982.
15. ОСТ 26-01-1228-76. Приводы вертикальные для аппаратов с перемешивающими устройствами.
16. Нестандартизованное оборудование производств спецхимии. Каталог. - М.: ЦНИИНТИ.М., 1985. - 67 с.
17. Софинский И.Д. Основы промышленного строительства и санитарной техники. - М.: Стройиздат, 1975. - 237 с.
18. ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы. Классификация.
19. ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
20. Пожаровзрывоопасность веществ и материалов и средства их тушения. Справочник в 2-х частях/под ред.А.Я. Корольченко. - М.: Пожнаука, 2000 - ч.1 - 709с.; ч.2 - 757 с.
21. Вредные вещества в промышленности. т.1, 2,3. / под ред. Н.В. Лазарева. - М.: Химия, 1976, 1977.
22. ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности.
23. ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности.
24. НПБ 105-03 Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности.
25. Правила устройства электроустановок. - М.: Главгосэнергонадзор России, 1998. - 607 с.
26. СНиП 2.09.04-87 Административные и бытовые здания. Нормы проектирования. - М.: Стройиздат, 1987.
27. СН 305-77 Инструкция по проектированию и устройству молниезащиты зданий и сооружений.
28. СНиП 21-01-97 Пожарная безопасность зданий и сооружений.
29. НПБ 104-95 Системы оповещения людей о пожаре в зданиях и сооружениях.
30. НПБ 110-95 Перечень объектов, подлежащих защите автоматическими установками пожаротушения.
31. СНиП 31-03-2001 Производственные здания промышленных предприятий. Нормы проектирования. - M.: Стройиздат, 2002.
32. СНиП 2.04.05-91 Отопление, вентиляция и кондиционирование.
33. ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности.
34. ГОСТ 12.1.029-90 ССБТ. Средства и методы защиты от шума. Классификация.
35. ГОСТ 12.1.012-90 ССБТ. Вибрационная безопасность. Общие требования.
36. Родионов А.И. и др. Техника защиты окружающей среды. - М.: Химия, 1989 - 368c.
37. Кочеров Н.И. Технико-экономическое обоснование инженерных решений при проектировании химических производств: Метод. указания. - СПб.: СПбГТИ (ТУ), 2001.