
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Вузол підготовки сировини
Курсовая работа: Вузол підготовки сировини
Кафедра технології основного органічного синтезуЗАПИСКА ДО КУРСОВОЇ РОБОТИ
по спеціальності:7.091601
«Хімічна технологія органічних речовин»
Тема:
ВУЗОЛ ПІДГОТОВКИ СИРОВИНИ
Одеса 2010
Зміст
Вступ
1. Літературний огляд
1.1 Хімічні реакції
1.2 Вплив технологічних параметрів на процес ізомеризації
1.2.1 Температура
1.2.2 Об'ємна швидкість
1.2.3 Тиск
1.2.4 Каталізатор
1.2.5 Каталітичні отрути й небажані вуглеводні
1.2.5.1 Сірчановміщуючи сполуки
1.2.5.2 Вода (оксигенвміщуючи сполуки)
1.2.5.3 Сполуки азоту
1.2.5.4 Сполуки фтору
1.2.6. Небажані вуглеводні
1.2.6.1 Олефини
2. Характеристика сировини, допоміжних матеріалів, продуктів виробництва
3. Опис технологічної схеми установки
3. 1 Вузол підготовки сировини
3.2 Вузол осушки ВСГ
4. Матеріальний баланс
5. Тепловий розрахунок
6. Технологічний розрахунок адсорбера блоку підготовки сировини, установки ізомеризації
7. Конструктивний розрахунок адсорбера блоку підготовки сировини установки ізомеризації
7.1.1 Розрахунок корпуса апарата на міцність
7.2.1.1 Визначення товщини оболонки корпуса
7.2.1.2 Визначення товщини стінки еліптичного днища
7.2.2 Розрахунок зміцнення отворів
7.2.2.1 Найбільший припустимий діаметр
7.2.3 Визначення тиску регенерації, пробного тиску й пускового тиску при мінусовій температури
7.2.4 Розрахунок кришки на штуцері вивантаження адсорбенту
7.2.5 Розрахунок температури зовнішньої стінки адсорберу
Висновоки
Список викорастаних джерел
Вступ
Бензин відіграє важливу роль у всіх галузях, і дивлячись на цей факт потрібно врахувати також те, що вимоги до нього, як до продукту, а також процесу його одержання, із часом, ростуть. Ми знаємо, що в нафті перебувають шкідливі домішки. Від цих домішок потрібно позбавлятися, наприклад, бензол, толуол, ксилоли, сірка. А в минулому октановим числом в основному підвищувалося за рахунок ароматичних вуглеводнів. Тому в цей час підвищення октанового числа бензину виробляється не в результаті збільшення в ньому бензолу, а безпосередньо ізомеризацією нормальних парафінів.
У промисловості установка ізомеризації входить до складу технологічного цеху №2 і призначена для переробки гідроочищеної бензинової фракції НК-850С с змістом сірки до 0,00005% мас. (0,5 ppm) шляхом ізомеризації з метою одержання компонента автобензина з октановим числом по дослідницькому методі 88 пунктів.
Проект установки виконаний ВАТ «ЛУКОЙЛ - Ростовнефтехимпроект», м. Ростову-на-Дону спільно ЗАТ «ПМП» м. Санкт-Петербург на основі процесу «ПЕНЕКС-ДИГ» фірми ЮОП. Установка уведена в експлуатацію в 2004 році.
Схемою передбачена переробка гідроочищеної бензинової фракції НК-850С с подачею її на блок попереднього очищення від сірчистих сполук і осушки від вологи, після чого фракція НК-850С подається на блок ізомеризації. Блок ізомеризації може експлуатуватися на всіх типах каталізаторів ізомеризації відомих у світовій практиці. У цей час блок ізомеризації експлуатується на суміші каталізаторів I-8+ і I-82 виробництва фірми ЮОП.
1. Літературний огляд
Процес ізомеризації парафінових вуглеводнів призначений для підвищення октанового числа пентан-гексанових фракцій бензинів википають до 850С. Процес ізомеризації дозволяє підвищити октанове число по дослідницькому методі (ОЧД) легкої бензинової фракції з 70 до 84 і за рахунок залучення бічного погона (метил пентани й n-гексан) колони деізогексанізатора (ДІГ) у сировину блоку ізомеризації вдається підвищити ОЧІ бензинової фракції до 88-89. Реакції ізомеризації протікають у середовищі гідрогенсодержащого газу на біфункциональних каталізаторах фірми UOP I-8 плюс і I-82. Для створення сприятливих умов протікання реакцій ізомеризації процес проводять у двох послідовно розташованих реакторах з відводом тепла на виході з першого реактора.
Сировиною блоку ізомеризації є гідро очищена бензинова фракція НК-850С. Фракція НК-850С являє собою суміш, що містить наступні групи органічних речовин: парафіни (50-70%мас.), ароматичні (5-15% мас.) і нафтенові вуглеводні (45-15% мас.). Такий кількісний хімічний склад фракції НК-850С спричиняється низькі октановим числом, які не перевищують 70 ОЧМ. У таблиці 9 наведені показники октанового числа вуглеводнів, отримані дослідницьким (д. м.) методом.
Процес ізомеризації, протікає в атмосфері водню, над стаціонарним шаром суміші каталізаторів I-8 плюс і I-82. Реакції протікають при таких робочих умовах, які промотирують реакції ізомеризації й зводять до мінімуму реакції гідрокрекінгу.
Каталізатор I-8 плюс являє собою циліндричні экструдати, а каталізатор I-82 являє собою трилобнєві экструдати, що містять нанесений на носій благородний метал і компонент, що забезпечує кислотність у каталітичному змісті. Така сполука каталізатора містить два види каталітично активних центрів.
- гідруючих центрів на платині;
- ізомеризуючих і кислотних центрів, що розщеплюють, на носії.
При проведенні процесу ізомеризації протікають наступні основні хімічні реакції:
- ізомеризація парафінів;
- розмикання кілець нафтенових вуглеводнів;
- ізомеризація нафтенів;
- насичення бензолу;
- гідрокрекінг
Таблиця 1
Октанове число вуглеводнів
| Вуглеводень | Октанові числа | Вуглеводень | Октанові числа |
|
н- гексан н- пентан |
24,8 61,8 |
2-метилпентан 3-метилпентан 2-2 деметилбутан 2-3 деметилбутан ізопентан |
73,4 74,5 91,8 104,3 93,0 |
1.1 Хімічні реакції
Ізомеризація пентан-гексанових фракцій відбувається на біфункціональних каталізаторах I-8 плюс і I-82 фірми UOP у середовищі гідрогенвміщуючого газу. Реакції ізомеризації протікають на даних каталізаторах, як на металевих центрах, так і на кислотні. Механізм реакцій, що протікають на каталізаторі, може бути представлений наступною схемою:
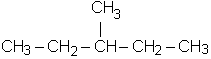
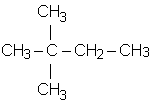
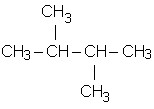
Реакції ізомеризації парафінових вуглеводнів, які протікають на установці, показані нижче.
Н-ГЕКСАН2 МЕТИЛПЕНТАН
![]()
![]()
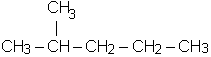
Н-ГЕКСАН3 МЕТИЛПЕНТАН
![]()
![]()
Н-ГЕКСАН 2-2 ДИМЕТИЛБУТАН
![]()
![]()
Н-ГЕКСАН2-3 ДИМЕТИЛБУТАН
![]()
![]()
Н-ПЕНТАН ІЗОПЕНТАН
![]()
![]()
1.2 Вплив технологічних параметрів на процес ізомеризації
1.2.1 Температура
Температура на вході в реактор є головним регульованим технологічним параметром.
При збільшенні температури в реакторі з метою збільшення ступеня перетворення сировини в ізомерізат сполука продуктів наближається до рівноважного. При високих температурах концентрація ізопарафінов у продукті буде знижуватися через зсув униз рівноважної кривої, незважаючи на те, що при більше високій температурі реакції протікають із більше високою інтенсивністю.
Використання більше високих температур, чим це необхідно для доцільного ступеня наближення до рівноваги, приводить до збільшення інтенсивності реакцій гідрокрекінгу. Підвищення температур також приводить до збільшення швидкості відкладення коксу на каталізаторі; але схильність каталізатора до утворення коксу низка, так що звичайно до того, як виникають проблеми з утворенням коксу, збільшується гідрокрекінг вуглеводнів. Максимально припустима температура реакції в шарі каталізатора не повинна перевищувати 2040С.
На блоці ізомеризації працюють два послідовно підключених реактори. У головному реакторі протікає більша частина реакцій ізомеризації. У головному реакторі піддається гідруванню весь бензол, що втримується в сировину, навіть коли каталізатор втрачає свою активність відносно ізомеризації парафінових вуглеводнів. Відбувається також конверсія з розривом кілець деякої кількості циклогексану й метилциклопентану з утворенням гексаном, а також слабко протікають реакції гідрокрекінгу вуглеводнів C7 з утворенням вуглеводнів C3 і C4. Ці три реакції (гідрування бензолу, розрив кілець нафтенових вуглеводнів з утворенням гексанів і гідрокрекінг вуглеводнів C7) экзотермічні, і при переробці сировини вони вносять більший вклад у ріст температури в першому реакторі, чим реакції ізомеризації парафінових вуглеводнів, які також экзотермічні. Сумарний тепловий ефект хімічних реакцій становить приблизно 6-8 кдж/моль і залежить від сполуки сировини.
Головний реактор повинен працювати при температурах, при яких забезпечують максимальне змісту ізопентану й 2,2 диметилбутану у вихідному з реактора потоці. Досяжні концентрації й необхідна температура на виході з реактора будуть залежати від наявної кількості активного каталізатора й від кількості циклічних вуглеводнів C6 і вуглеводнів C7 і більше важких, що втримуються в сировину; чим вище концентрація таких компонентів у сировину, тим більше високі температури потрібні. При використанні такої методики необхідна робоча температура в системі хвостового реактора знижується, і він працює при умовах, які більше сприяють досягненню рівноваги.
1.2.2 Об'ємна швидкість
Об'ємна швидкість це об'ємна витрата подаваного в реактор сировини, поділений на об'єм каталізатора, що перебуває в реакторах. Розрахункова об'ємна швидкість для експлуатації блоку ізомеризації при використанні як сировина вуглеводнів C5 і C6 становить 1,546 ч-1. Подальше збільшення об'ємної швидкості приведе до одержання продукту з меншим змістом вуглеводнів ізобудування. Тому збільшення об'ємної швидкості приводить до зниження октанового числа ізомерізату.
Об ємна швидкість повинна бути не менш 0,5 ч-1 для обох реакторів, тому що подальше її зниження приводить до збільшення швидкостей реакцій гідрокрекінгу.
1.2.3 Тиск
Процес ізомеризації вуглеводнів C5 і C6 протікає при надлишковому тиску на виході з реактора 3.16( МПа). При зниженні тиску метил циклопентан і циклогексан адсорбуються на каталізаторі й знижують швидкість протікання реакцій ізомеризації. Зі збільшенням тиску вплив циклічних сполук С6 знижується. Робота при більше низькому тиску не впливає на термін служби каталізатора, але знижує селективність реакцій ізомеризації.
1.2.4 Каталізатор
Для підтримки активності каталізатора необхідно додавати перхлорэтілен. Блок не повинен працювати довше шести годин без подачі перхлорэтілену. Щораз, коли спостерігається недолік перхлорэтілену, за інших рівних умов зміст вуглеводнів ізобудови в продукті буде знижуватися. При поновленні подачі перхлорэтілену відбувається відновлення активності каталізатора до її попереднього рівня, але можливо, що активність повністю не відновиться, якщо зниження активності каталізатора не є результатом припинення подачі перхлорэтілену. Як джерело активного хлору використається перхлорэтілен (C2Cl4) сорту «ХЧ».
1.2.5 Каталітичні отрути й небажані вуглеводні
При переробки сировини на блоці ізомеризації необхідно лімітувати зміст нижче перерахованих речовин. Ці речовини діляться на дві основні групи: каталітичні отрути й небажані. До каталітичних отрут ставляться речовини, які навіть у незначних концентраціях знижують каталітичну активність каталізатора. Дія каталітичних отрут може бути оборотне й необоротне.
1.2.5.1 Сірчановміщуючі сполуки
Присутність сірки в сировину в кількості перевищуючому 1ррм приводить до зниження активності каталізатора. Таке зниження активності тимчасове, і активність швидко відновлюється відразу ж після зниження концентрації сірки в сировину нижче 1 ррм. Після видалення сірки із сировини необхідне збільшення температури в реакторах для більше швидкого видалення сірки з каталізатора. При наявності сірки в сировину підвищення температури може допомогти частково компенсувати зниження активності каталізатора. Якщо й після підвищення температури в реакторах робота процесу йде незадовільно, то необхідно буде провести отдувку сірки з поверхні каталізатора за допомогою нагрітого гідрогенвміщуючого газу (ВСГ).
1.2.5.2 Вода (оксігенвміщуючі сполуки)
Деактивація каталізатора в результаті впливу таких сполук необоротна. Один кілограм кисню в будь-якій формі буде дезактивіровати 100 кг каталізатора. Оксігенвміщуючі сполуки вступають у хімічну реакцію з активним хлоридом на каталізаторі. Цей хлорид хімічно зв'язаний зі структурою окису алюмінію під час виробництва каталізатора. Вода вступає в хімічну реакцію з каталізатором і відщеплює HCl, хімічно зв'язується з окисом алюмінію з утворенням гідроокису алюмінію. Що приводить до дезактивації каталізатора. Максимальний припустимий зміст води становить 0,5 ррм.
1.2.5.3 Сполуки азоту
Сполуки азоту реагують із хлоридом у каталізаторі або з HCl з утворенням солей, які необоротно деактивують каталізатор: заблокувавши його активні центри. Це приводить до втрати хлоридів або порушенню розподілу потоку через відкладення солей. Максимальний припустимий зміст сполук азоту становить 0,1 ррм.
1.2.5.4 Сполуки фтору
Фтористі сполуки є отрутою, що отруює каталізатор гідрогенвміщуючого газу о. Один кілограм фтору буде деактивувати 100 кг каталізатора. Максимальний припустимий зміст фторидів становить 0,5 ррм.
1.2.6 Небажані вуглеводні
1.2.6.1 Олефіни
Блок ізомеризації може працювати зі змістом олефінів - до 2% мас. у сировину. Шкідливий вплив помітних кількостей олефінів пояснюється тим, що вони фізично обволікають каталізатор після їхньої полімеризації.
2. Характеристика сировини, допоміжних матеріалів ,продуктів виробництва
Таблиця 2.1
| Найменування сировини, матеріалів, реагентів, каталізаторівнапівфабрикатіввиготовляємої продукції | Міждержавний державний чи галузевий стандарт, технічні умови, чи методика | Показники,якості обов’язкові для перевірки (найменування і одиниця виміру) | Норма (допустимої межі) по нормативній документації) | Область використання (застосування) | ||||||
|
Сировина |
||||||||||
| Пентан -гексанової фракції с УКР і УВПБ | СТП ПР 17-2007 |
1 Фракційний склад: – температура початку перегонки, ºС |
Не нормується Визначення обов'язково | Сировина установки ізомеризації ПИ-ДИГ/120 | ||||||
| – кінець кипіння, ºС, не вище | 86/104* | |||||||||
| - залишок і втрати, %, не більше | 4,0 | |||||||||
| 2 Масова частка сірки, ppm, не більше | 0,5 | |||||||||
| 3 Масова частка азоту, ppm, не більше | 0,1 | |||||||||
| 4 Масова частка загальних хлоридів, ppm, не більше | 0,5 | |||||||||
| 5 Масова частка води, ppm, не більше | 10 | |||||||||
|
6 Масова частка металів, ppm, не більше: – меді – свинець |
20 10 |
|||||||||
| 7 Бромні число, г Br2 на 100 г бензину, не більше | 4 | |||||||||
| 8 Масова частка вуглеводнів С7,%, не більше | 3,1/5,8* | |||||||||
| 9 Масова частка вуглеводнів С1-С4,%, не більше | 0,71 | |||||||||
| * Для отримання компонента бензинів автомобільних не етилованих за ТУ У 23.2-00152282-001-2004 | ||||||||||
| Водень -вмісного газу з установки каталітичного реформінгу ЛГ-35-11/300-95 | СТП ПР 18-2007 | 1. Об'ємна частка водню,%, не менше | 77,9 |
Сировина установки ізомеризації ПІ-ДІГ/120 |
||||||
| 2. Об'ємна частка сірководню, ppm, не більше | 1 | |||||||||
| 3. Об'ємна частка азоту, ppm, не більше | 1 | |||||||||
| 4. Об'ємна частка хлористого водню, ppm, не більше | 5 | |||||||||
| 5. Об'ємна частка води, ppm, не більше | 25 | |||||||||
| 6. Об'ємна частка оксидів вуглецю (СО СО2), ppm, не більше | 10 | |||||||||
| 7. Об'ємна частка СО, ppm, не більше | 1 | |||||||||
| Ізомеризат | СТП ПР 19-2007 |
1. Фракційний склад: – температура початку перегонки, º С, не нижче – кінець кипіння, º С, не вище – залишок і втрати,%, не більше |
30 95 4,0 |
|||||||
| Виготовлена продукція | ||||||||||
| 2. Октанове число по дослідницькому методу, не менше | 86,0 | У ТСЦ на компаундування товарних автобензинів | ||||||||
| 3. Тиск насичених парів, кПа, не вище | 86,0 | |||||||||
| 4. Щільність при 20 º С, кг/м3 |
Не нормується Визначення обов'язково |
|||||||||
| 5. Вуглеводневий склад,% мас. |
Не нормується Визначення обов'язково |
|||||||||
| 6. Випробування на мідній пластинці | Витримує | |||||||||
| Побічна продукція | ||||||||||
| Вуглеводневий газ | СТП ПР 03-2007 | На потреби установки ПІ-ДІГ/120 до печі П-301 | ||||||||
| Водень | не нормується визначення обов'язково | |||||||||
| Етан | ||||||||||
| Метан | ||||||||||
| Пропан | ||||||||||
| Ізобутан | ||||||||||
| Нормальний бутан | ||||||||||
| Сума С5, не вище | 3,5 | |||||||||
| 2. Щільність відносна при 20 оС | не нормується визначення обов'язково | |||||||||
| 3. Теплотворна здатність, ккал/м3 | не нормується визначення обов'язково | |||||||||
| 4. Зміст хлористого водню | сліди | |||||||||
| 5. Вміст сірководню | сліди | |||||||||
| Продукти розкладання масла ТВЛ-300 | Згідно з проектом | Щільність при робочих умовах, кг/м3, не менше | 680 | У дренажну ємність Е-302 | ||||||
| Реагенти та каталізатори | ||||||||||
Каталізатор 1-8 plus |
Паспорт компанії "UOP" |
Насипна щільність , кг/м3 зміст платини , % мас. |
880 0,24 |
Каталізатор ізомеризації | ||||||
|
Каталізатор I-82 |
Паспорт компанії "UOP" |
Насипна щільність , кг/м3 зміст платини , % мас. |
863 0,24 |
Каталізатор ізомеризації | ||||||
| Насадка "Кільця Рашіга", графітові | Паспорт фірми "SULZER | За паспортом фірми "SULZER" | Насадка скрубера відхідного газу 13-V-002 | |||||||
|
Адсорбент PDG-418 |
Паспорт компанії "UOP" |
Насипна щільність 660 кг/м3 |
Адсорбент осушувача ВСГ 13-D-003А/В | |||||||
|
Адсорбент ADS-11L |
Паспорт компанії "UOP" |
Насипна щільність 929 кг/м3 |
Адсорбент адсорбера сірчистих сполук 13-D-004 |
|||||||
| Адсорбент HPG-250 | Паспорт компанії "UOP" |
Насипна щільність 640 кг/м3 |
Адсорбент осушувача сировини 13-D-005А/В |
|||||||
| Керамічні кульки Дураніт | Паспорт компанії "UOP" | За паспортом компанії "UOP" | Захист та запобігання на винесення каталізаторів і адсорбентів | |||||||
| Перхлоретілен | Паспорт постачальника | За паспортом постачальника | Промоція каталізатора | |||||||
| 10% розчин лугу з УКР | Згідно з проектом | Концентрація,% мас., не нижче | 10 | Очищення газу стабілізації від хлористого водню | ||||||
| Хлористий водень | Паспорт постачальника | Паспорт постачальника | Видалення оксидів заліза | |||||||
|
Масло-теплоносій ароматизований АМТ-300 |
ТУ 38.4011092-2002 |
Щільність при 20 0 С, г/см3, не менше |
0,960 | До споживачам | ||||||
|
Показник заломлення при 20 0С, не менше |
1,5400 | |||||||||
| В'язкість кінематична, мм2 / с, не більше | 5,9 | |||||||||
|
Температура застигання, 0С, не вище |
мінус 23 | |||||||||
|
Температура спалаху, що визначається в закритому тиглі, 0С, не нижче |
175 | |||||||||
|
Температура самозаймання, 0С, не нижче |
360 | |||||||||
| Кислотне число, мг КОН / г масла, не більше | 0,12 | |||||||||
| Масова частка води,%, не більше | сліди | |||||||||
| Вміст механічних домішок | відсутні | |||||||||
| Колір на колориметр, од. ЦНТЕІ (без розведення), не більше | 6,0 | |||||||||
| Фракційний склад, С: | ||||||||||
| 5% переганяється при температурі.не нижче | 330 | |||||||||
|
95% переганяється при темпе- ратурі, не вище |
475 | |||||||||
|
Теплоносій «ТЛВ-330» Поліалкілбензол |
ТУ 2422-002- 29727929-2001 |
Щільність при 20 0С, г/см3, не менше |
от 0,850 до 0,855 | До споживачам | ||||||
| Коефіцієнт рефракції, (П020), в межах | от 1,47 до 1,48 | |||||||||
|
Температура замерзання, 0С, не менше |
мінус 40 | |||||||||
|
Температура спалаху у відкритому тиглі, 0С, не менше |
200 | |||||||||
|
Температура початку кипіння 0 С, не нижче |
330 | |||||||||
3. Опис технологічної схеми установки
Установка ізомеризації складається з наступних блоків:
1. Вузол підготовки сировини.
2. Вузол осушки ВСГ.
3.1 Вузол підготовки сировини
Сировина - гідроочищена пентан-гексанова фракція, із блоку вторинної ректифікації установки надходить у вузол підготовки сировини блоку ізомеризації із температурою 40 оС і тиском 12,5 МПа. Сировина нагрівається в міжтрубних просторах теплообмінників Т-1 до температури 80 оС, потім Т-2 до температури 121 оС. В теплообміннику Т-1 сировина нагрівається за рахунок рекуперації тепла нагрітої сировини, яка виходить із адсорбера Е-3А/В, а в теплообміннику Т-2 сировина нагрівається високотемпературним органічним теплоносієм - маслом АМТ-300.
Нагріта сировина надходить в апарат Е-3А/В із верху вниз. Адсорбери Е-3 А/В працюють по черзі. Один апарат працює до тих пір, коли вміст сірки у вихідному потоці досягне 0,1 ppm мас. Якщо це настане даний апарат перемкнеться на режим регенерації, а апарат, який знаходився на очікувані стає діючим. У режимі регенерації регенеруючий агент поступає в адсорбер протитечією в порівнянні із сировинним потоком, тобто знизу в верх. Регенеруючим агентом являється пари ізомеризату нагріті до температури 316 оС. У випарнику Т-9 за рахунок тепла водяної пари з тиском 1,2 МПа (12,0 кг/см2) нагріває регенеруючий агент, який випаровується і із температурою 152°С поступає в електричний перегрівач Т-10, в якому він нагріваються до температури 316 оС. Перегріті пари ізомерізату з перегрівача Т-10 з температурою316°С і тиском 0,78 МПа (7,8 кгс/см2) прямують до осушувача Е-5А/В і адсорбера Е-3А/В, що підлягає в даний момент регенерації.
Технологічною схемою передбачено також використання перегрівача Т-10 для підігріву водню при необхідності відпарювання сірки з каталізатора в реакторах ізомеризації.
Минуючи додаткове очищення від сірковмісних сполук рідка сировина віддає своє тепло свіжому сировинному потоку в трубному просторі теплообмінника Т-1, охолоджуючись до температури 83 оС, після чого поєднується з рецикловим потоком - бічним погоном деізогексанізатора (ДІГ). Об'єднаний сировинний потік із температурою 93 оС охолоджується в повітряному холодильнику ХП-4 до температури 40-55оС и надходить в апарати осушки рідкої сировини Е-5А/В. Але, так як адсорбер сірковмісних сполук працює на адсорбенті, який водночас осушує сировину, тому немає потреби в апараті осушки рідкої сировини Е-5А/В. Раніше дані апарати працювали наступним чином.
3.2 Вузол осушки ВСГ
Апарати осушки працюють послідовно, за винятком тих періодів, протягом яких вони перебувають у режимі регенерації, коли в експлуатації залишається тільки один з них.
Пентан-гексанова фракція надходить в апарат осушки рідкої сировини знизу, проходить у висхідному потоці через адсорбент, що осушує, на основі молекулярних сит і виводиться зверху. Потім через одну з ліній перемикання апаратів осушки потік направляється в інший апарат осушки рідкої сировини й проходить через нього так само висхідним потоком. Осушена сировина надходить у видаткову сировинну ємність Е-6.
Через якийсь час адсорбент у першому по ходу сировини апарату осушки насичується вологою. Необхідність у регенерації адсорбенту в цьому апарату осушки виникає як тільки вміст вологи у вихідному з нього потоці
досягне 1 ppm мас.. Апарат осушки з відпрацьованим адсорбентом виводять із експлуатації, закривши відповідні запірні арматури. Другий підключений послідовно апарат осушки стає тепер єдиним працюючим апаратом осушки рідкої сировини.
Таблиця 3.1
Таблиця апаратів технологічної схеми блоку підготовки сировини установки ізомеризації
| Позначення | Найменування | Кіл. | Примітка |
| Т–1, Т–2, Т-11 | Теплообмінники | 3 | — |
| Е–3/А, Е–3/В | Адсорбери сірковмісних сполук | 2 | — |
| ПХ-4 | Повітряний холодильник | 1 | — |
| Е-5/А, Е-5/В | Осушувачі сировини | 2 | — |
| Е-6 | Сировина ємкість | 1 | — |
| Н-7/А, Н-7/В | Сировині насоси | 2 | — |
| Ф-8/А, Ф-8/В | Фільтри | 2 | — |
| Т-9 | Випарник | 1 | |
| Т-10 | Перегрівач | 1 |
4. Матеріальний баланс
Для розрахунку матеріального балансу установки ізомеризації потрібно позначити вхідні і вихідні потоки даної установки. На рис. 5.1 показані вхідні і вихідні потоки установки ізомеризації (дана принципіальна схема включає тільки ті апарати, в які приходить або з яких виходить потік).
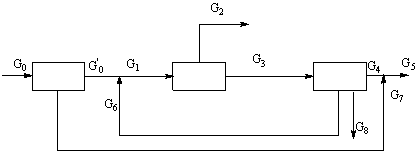
Рис. 4.1 Матеріальні потоки установки ізомеризації
На рис. 4.1 позначені такі потоки:
Go –
сировина, ![]() -
сировина очищена від сірковмісних сполук, G1 – об’єднаний потік
сировини і рециклового потоку G6, G2 – гази стабілізації,
G3 – стабільний ізомеризат, G4 – товарний ізомеризат, G5
– товарний ізомеризат із потоком сірковмісних сполук G7, G8
– боковий погін колони ДІГ.
-
сировина очищена від сірковмісних сполук, G1 – об’єднаний потік
сировини і рециклового потоку G6, G2 – гази стабілізації,
G3 – стабільний ізомеризат, G4 – товарний ізомеризат, G5
– товарний ізомеризат із потоком сірковмісних сполук G7, G8
– боковий погін колони ДІГ.
З рис. 4.1 видно, рівнянням матеріального балансу установки можна представити у даному вигляді:
![]() . (4.1)
. (4.1)
Приведемо дані про склад потоків по концентраціям речовин, які находиться в потоці [12]. По потоку Go:
Таблиця 5.1
Склад сировини, яка поступає в установку ізомеризації
| Речовини | Разом, %мас. |
C1-C4 |
C5 |
C6 |
C7 |
C8 |
C9-C11 |
| н-парафіни | 39,21995 | 0,67 | 17,22 | 21,32 | 0,00995 | 0 | 0 |
| ізопарафіни | 36,42 | 0,04 | 9,6 | 24,18 | 2,6 | 0 | 0 |
| ароматика | 3,52 | 0 | 3,52 | 0 | 0 | ||
| нафтени | 20,84 | 0 | 20,35 | 0,49 | 0 | 0 | |
| олефіни | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Сірковмісні сполуки | 0,00005 | ||||||
| Разом, %мас. | 100 | ||||||
По потоку G1:
Таблиця 5.2
Склад сировини і об’єднаного рециклового потоку
| Речовини | Разом, %мас. |
C1-C4 |
C5 |
C6 |
C7 |
C8 |
C9-C11 |
| н-парафіни | 29,553 | 0,198 | 8,722 | 20,564 | 0,040 | 0,029 | 0,000 |
| ізопарафіни | 59,806 | 0,041 | 4,133 | 54,144 | 1,488 | 0,000 | 0,000 |
| ароматика | 0,685 | 0,000 | 0,000 | 0,685 | 0,000 | 0,000 | 0,000 |
| нафтени | 9,955 | 0,000 | 0,000 | 8,836 | 0,723 | 0,396 | 0,000 |
| олефіни | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| Сірковмісні сполуки | 0,00001 | ||||||
| Разом, %мас. | 100 | ||||||
По потоку G2:
Таблиця 5.3
Склад газу стабілізації
| Речовини | Разом, %мас. |
C1-C4 |
C5 |
C6 |
C7 |
C8 |
C9-C11 |
| н-парафіни | 89,31 | 89,31 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| ізопарафіни | 10,69 | 10,69 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| ароматика | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| нафтени | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| олефіни | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| Разом, %мас. | 100 | ||||||
По потоку G3:
Таблиця 5.4
Склад кубового потоку колони стабілізації ізомеризату
| Речовини | Разом, %мас. |
C1-C4 |
C5 |
C6 |
C7 |
C8 |
C9-C11 |
| н-парафіни | 15,439 | 0,025 | 3,317 | 11,871 | 0,086 | 0,081 | 0,058 |
| ізопарафіни | 73,321 | 0,007 | 7,401 | 64,023 | 1,504 | 0,030 | 0,356 |
| ароматика | 0,089 | 0,000 | 0,000 | 0,084 | 0,000 | 0,005 | 0,000 |
| нафтени | 11,151 | 0,000 | 0,000 | 7,179 | 1,621 | 2,203 | 0,149 |
| олефіни | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| Разом, %мас. | 100 | ||||||
По потоку G4:
Таблиця 5.5
Склад товарного ізомеризату
| Речовини | Разом, %мас. |
C1-C4 |
C5 |
C6 |
C7 |
C8 |
C9-C11 |
| н-парафіни | 13,554 | 0,114 | 11,682 | 1,758 | 0,000 | 0,000 | 0,000 |
| ізопарафіни | 86,083 | 0,034 | 25,759 | 60,284 | 0,006 | 0,000 | 0,000 |
| ароматика | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| нафтени | 0,362 | 0,000 | 0,000 | 0,354 | 0,000 | 0,008 | 0,000 |
| олефіни | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| Разом, %мас. | 100 | ||||||
По потоку G8:
Таблиця 5.6
Склад бокового погону ДІГ
| Речовини | Разом, %мас. |
C1-C4 |
C5 |
C6 |
C7 |
C8 |
C9-C11 |
| н-парафіни | 3,898 | 0,000 | 0,000 | 0,079 | 0,626 | 1,575 | 1,617 |
| ізопарафіни | 13,584 | 0,000 | 0,000 | 0,057 | 2,194 | 1,699 | 9,634 |
| ароматика | 2,130 | 0,000 | 0,000 | 1,333 | 0,156 | 0,333 | 0,308 |
| нафтени | 80,388 | 0,000 | 0,000 | 0,515 | 25,453 | 50,397 | 4,023 |
| олефіни | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| Разом, %мас. | 100 | ||||||
На установку подається також водневмісний газ, але ми ним знехтуємо.
Для визначення потоків G2, G4, G5, G8, G7 використаємо наступні формули
![]() , (4.2)
, (4.2)
де Gi – один із множин потоків m, який утворився з основного потоку G, кг;
![]() – концентрація
компоненту j
із
n компонентів
в потоці i,
долі.
– концентрація
компоненту j
із
n компонентів
в потоці i,
долі.
Для розрахунку кількості сірковмісних сполук потрібно лише визначити масу цих сполук, яка адсорбується адсорбентом:
![]() (4.3)
(4.3)
де GS – маса сірковмісних сполук, адсорбентом;
![]() – різниця концентрацій
до і після адсорбера сірковмісних сполук.
– різниця концентрацій
до і після адсорбера сірковмісних сполук.
Оскільки ![]() , то знайдемо
потік товарного ізомеризату G5 із потоком сірковмісних сполук G7
за формолою:
, то знайдемо
потік товарного ізомеризату G5 із потоком сірковмісних сполук G7
за формолою:
![]() . (4.4)
. (4.4)
Отже, масовий потік газу стабілізації:
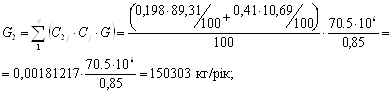
де – коефіцієнт 0,85 враховує ре циркулюючий потік, який становить 15% основного потоку.
масовий потік товарного ізомеризату із потоком сірковмісних сполук:

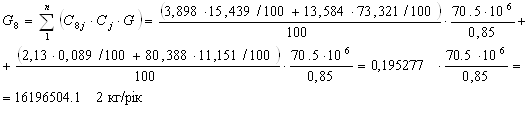
масовий потік бокового погону колони ДІГ:
Кількості сірковмісних сполук що адсорбується
![]()
Масовий потік товарного ізомеризату G5 із потоком сірковмісних сполук G7 за формолою:
![]()
Зробимо перевірочний розрахунок по матеріальному балансу, який включає тому, щоб вхідні масові потоки були рівні вихідним масовим потокам. Отже, перевірочний розрахунок проводимо за допомогою формули 4.1:
![]()
![]()
Отже, як ми
бачимо існує різниця в ![]() =
=![]() .
.
Це пояснюється тим, що ми прийняли деякі припущення і знехтували водневмісним газом, який є невід’ємною частиною процесу.
Зведемо матеріальний баланс установки в таблицю 4.7.
Таблиця 4.7
Матеріальний баланс установки ізомеризації
| Речовини | Вхід, кг/рік | Вихід, кг/рік |
| н-парафіни | 50985935 | 4391320,593 |
| Ізопарафіни | 4734600 | 111771283,7 |
| Ароматичні вуглеводні | 457600 | 2899,305882 |
| Нафтени | 14321800 | 13771485 |
| Олефіни | 0 | 0 |
| Сірковмісні сполуки | 65 | 65 |
| Втрати | 0 | 0 |
| Разом | 70500000 | 70500000 |
5. Тепловий розрахунок
При розрахунку теплового балансу реактора визначають кількість тепла,що надходить і йде з реакційною сумішшю, витрати тепла на реакцію й тепловтрати через стінку. За даними теплового балансу визначають температуру потоку, що йде, що необхідно для розрахунку наступних апаратур. Почнемо з оцінки тепловтрат , тому що вони мають самостійне значення.
5.1 Розрахунок тепловтрат через стінку
Метою розрахунку є перевірка ефективності ізоляційного матеріалу й визначення зміни температури в реакторі за рахунок тепловтрат . Розрахунок ґрунтується на визначенні коефіцієнта теплопередачі через стінку (kt) і поверхні теплопередачі (St). Кількість тепла,переданого навколишньому середовищу за одиницю часу , становить QT =kt∙St∙∆Tср, (5.1)
де ∆Tср- середня різниця температур реакційної суміші (ТСМ) і зовнішньої температури (ТН).
Значення kt розраховують по відомому співвідношенню
Kt=![]() -1
(5.2)
-1
(5.2)
де -а1 і а2-коєфициєнти теплопередачі від потоку реагуючої суміші до стінки реактора й від стінки до зовнішнього середовища ,а δі і λі- товщина й коефіцієнт теплопровідності і- шару стінки. Стінка реактора звичайно тришарова :внутрішня футеровка (асбоцемент),метал(сталь) ізовнішня ізоляція (азбест). Товщина шару металу визначається тиском у реакторі й становить 3-7мм, товщина ізоляційного й футеровочного шарів близька до 5 мм. Значення λ для сталі ,асбоцемента й азбесту становлять 162, 2,2 i 0,5 кДж/(м∙год∙К) відповідно[2], а1 і а2 розраховують по емпіричних формулах;для режиму промислового реактора вони рівні 36,1 i 1,2 кДж/(м2∙год∙К). Тоді Kt складе:
Kt=![]() )
=0.891 кДж/(м2∙год∙К),
)
=0.891 кДж/(м2∙год∙К),
І навіть при максимальної ∆Тср=450 К маємо
Qт=(2πRH+4πR2)∙0.891∙450=2518RH+5036 R2 кДж/год
де R- радіус реактора ,а H-його висота.
При розрахованих нижче розмірах реактора тепловтрати ( Qт) кладе 25.2∙103 кДж/год, що значно менше тепловбирання за рахунок реакції. Співвідношення тепловтрат через стінку й тепловбирання за рахунок реакцій не перевищує 0.005 (0.5%).Це означає ,що промисловий реактор ізолюється досить ефективно .
Розрахуємо тепер,наскільки впаде температура в реакторі за рахунок тепловтрат у навколишнє середовище . Позначимо цю величину ∆Тт. Якщо Go,сро і срur- масові потік і теплоємність вуглеводнів і циркулюючого газу, а α-масове співвідношення циркулюючого газу й вуглеводнів ,то маємо:Qт=(Go∙cpo+Go∙ α∙cpur) ∆Тт
∆Тт=![]() 0С
0С
Для величин ,наведених у технологічному розрахунку, маємо ∆Тт< 10С,тобто тепловтрати мало міняють температуру в реакторі, і при розрахунках основного процесу можна вважати промисловий реактор адіабатичним.
Розрахунок кількості тепла ,що надходить і йде з реакційною сумішшю,і теплоти реакції
Кількість тепла потоку реагентів (Qп1) розраховують по масі (Gі) і тепломісткості(qi) компонентів потоку на виході при температурі То:
Qп1=∑ Gі qi=(∑ Gі срі)То(5.3)
Gі наведені в таблицях 4.1 і 4.2; величина qi і срі визначають як функції критичних параметрів (Тк і рк) і масових часток (Z‴1,) компонентів:
qi=f1(Tk1,pk1,Z‴1) на основі таблиць і номограм.
Спочатку розраховують(Qn1) для вхідного потоку (приблизно 50∙106кДж/год
[2]). Потім,задаючись теплотою реакції на одиницю маси сировини, розраховують тепловіділення за рахунок реакції(Qр).Оскільки тепловтрати через стінку відносно малі, приймаємо :
Qn2= Qn1+ Qр(5.4)
Qр=![]()
Тут Qn2-кількість тепла, виносимо газо-продуктивим потоком. Знаючи Qn2,далі підбором визначають температуру вихідного потоку (Тв), для якої виконується умова : Qn2=(∑ Gі срі)Тв.
Тв=![]() 0С
0С
Такий метод визначення Твє наближеним не враховуюче одночасне протікання ізомеризації й гідрокрекінгу.
6. Технологічний розрахунок адсорбера блоку підготовки сировини установки ізомеризації
Як було зазначено вміст сірки в сировині для подачі її в реактор повинен бути менш ніж 0,1 ppm [див. розділ 1].
Розрахуємо об’ємну подачу рідкої сировини:
![]() (6.1)
(6.1)
де GС — масова витрата сировини, вона складає 70.5·106 кг/рік [див. вихідні дані];
ρ — густина рідкої сировини, вона дорівнює 677 кг/м3 [див. розділ №3];
8000 – кількість годин на протязі одного року.
Для розрахунку адсорбера потрібні характеристики адсорбенту АКГ-981, які приведені нижче [9]:
– насипна густина ρн: 810 кг/м3;
– пористість шару гранул ε=0,38;
– питома поверхня f= 370,37 м2/м3.
Наступні характеристику будуть представлятись по мірі розрахунку.
Оскільки проектується адсорбер вхід сировини, в який здійснюється зверху,
можна не хвилюватися про швидкість потоку в апараті, оскільки винесення адсорбенту під дією швидкості винесення неможливе.
Але швидкість повинна бути в розумних межах, оскільки при її збільшенні збільшується гідравлічний опір в квадратній пропорційності.
Тривалість Т
повного циклу в адсорбері с нерухомим зернистим шаром адсорбенту (як і в
другому адсорбері періодичної дії) складається із часу адсорбції ![]() , часу десорбції
, часу десорбції ![]() , на протязі
якого через адсорбент будуть продувати регенеруючий агент, і часу охолодження
адсорбенту (також в цей час може ввійти час сушки, але в нашому випадку, дану
операцію проводити не доводиться)
, на протязі
якого через адсорбент будуть продувати регенеруючий агент, і часу охолодження
адсорбенту (також в цей час може ввійти час сушки, але в нашому випадку, дану
операцію проводити не доводиться) ![]() . Величини
. Величини ![]() і
і ![]() визначаються
дослідницьким методом, а їх сума складає тривалість допоміжних операцій:
визначаються
дослідницьким методом, а їх сума складає тривалість допоміжних операцій:
![]() . (6.2)
. (6.2)
Таким чином:
![]() (6.3)
(6.3)
Оскільки в нас непереривний процес на установці, тому ми проводимо адсорбцію з декількох адсорберів періодичної дії, в яких поперемінно відбувається адсорбція і допоміжні операція (десорбція і охолодження). Для здійснення описаного вище візьмемо два адсорбера. Для роботи таких установок необхідне виконання наступної умови:
![]() . (6.4)
. (6.4)
Умовимось діаметром адсорбера D=1,4 м, і розрахуємо фіктивну швидкість суміші:
![]() (6.5)
(6.5)
де V – об’ємна подача сировини (формула 6.1), м3/с;
S – площа перерізу адсорбера, м2.
Площа перерізу S:
![]() ,
,
Отже,
W0=![]() м/с
м/с
Відомо, що час який затрачується на десорбцію 1 м3 адсорбенту, при фіктивній швидкості 0,08 м/с регенеруючого агенту з температурою 300 оС, становить 15,8 години [9].
По ізотермі адсорбції рис. 6.1 при Y1=0,0000105 кг/кг сировини [див. розділ №3], рівноважна концентрація сірковмісних сполук і вологи в адсорбенті буде Х*=0,024 кг/кг адсорбенту [9]. Приймаємо насичення начального перерізу шару Хн=0,98·Х*=0,98·0,024=0,02352 кг/кг адсорбенту.
Визначаємо тривалість насищення шару адсорбенту висотою 1 м по рівнянню (коефіцієнт поглинальної дії):
k=![]() =
581843.33 с/м (6.6)
=
581843.33 с/м (6.6)
Знаходимо час ![]() , на протязі
якого насичується початковий переріз шару. Використовуючи формулу:
, на протязі
якого насичується початковий переріз шару. Використовуючи формулу:
 , (6.7)
, (6.7)
де К – коефіцієнт масопередачі, кг/м2·с·кг/кг;
f – питома поверхня адсорбенту, м2/м3.
Інтеграл правої частини рівняння (6.7) визначається графічно і представляє собою
площу, обмежену
кривою  ,
абсцисою ХН і крайніми ординатам.
,
абсцисою ХН і крайніми ординатам.
Для рішення
інтегралу приймемо ряд похідних значень Х (менше Хн=0,02352 кг/кг
адсорбенту).По ізотермі адсорбції рис. 6.1 визначаємо значення точок
рівноважної концентрації ![]() , які відповідають кожній величині
Х, і будуємо графік залежності
, які відповідають кожній величині
Х, і будуємо графік залежності  від Х на основі отриманих даних,
приведених в таблиці 6.1:
від Х на основі отриманих даних,
приведених в таблиці 6.1:
Таблиця 6.1
Точки рівноважної концентрації
| Х, кг/кг |
Y*·105, кг/кг |
Y1·105, кг/кг |
(Y1 – Y*)·105 |
1/(Y1 – Y*)·10-5 |
| 0 | 0 | 0,00105 | 0,00105 | 952,38 |
| 0,00452 | 0,0001092 | 0,00105 | 0,0009408 | 1062,92 |
| 0,00952 | 0,0002247 | 0,00105 | 0,0008253 | 1211,68 |
| 0,01352 | 0,0003171 | 0,00105 | 0,0007329 | 1364,44 |
| 0,01852 | 0,0004326 | 0,00105 | 0,0006174 | 1619,69 |
| 0,02352 | 0,000945 | 0,00105 | 0,000105 | 9523,80 |
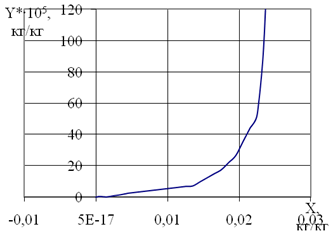
Рис. 6.1 Ізотерма адсорбції
Площа обмежена кривою, віссю абсцис і крайніми ординатами, проведеними (див рис. 6.2), складає 405,7 см2. Враховуючи масштаб будування графіка:
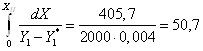 .
.
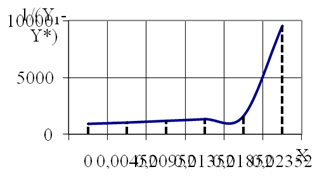
Рис 6.2 Графік
залежності  від
Х
від
Х
Тепер визначимо коефіцієнт масопередачі від сировинної суміші до адсорбенту при температурі 80 оС, оскільки саме при цій температурі буде працювати адсорбер [див. розділ 1], по формулі:
 (6.8)
(6.8)
Визначимо еквівалентний діаметр шару адсорбенту:
 (6.9)
(6.9)
Масова швидкість сировинної суміші складає:
 (6.10)
(6.10)
де ![]() – густина
сировинної суміші, кг/м3 [див. розділ 3]
– густина
сировинної суміші, кг/м3 [див. розділ 3]
Визначаємо критерій Рейнольдса:
 (6.11)
(6.11)
де ![]() – в’язкість
сировинної суміші (1,69·10-3Па·с) [12].
– в’язкість
сировинної суміші (1,69·10-3Па·с) [12].
Коефіцієнт дифузії сірковмісних сполук при 0 оС складає:
![]()
Визначимо коефіцієнт дифузії сировинної суміші при тиску Р=1,25 МПа:
 (6.12)
(6.12)
Знаходимо значення дифузійного критерію Прандтля:
 (6.13)
(6.13)
В відповідності знайдемо дифузійний критерій Nu’:
![]()
звідки,

або
![]() .
.
Час ![]() по рівнянню
(6.7):
по рівнянню
(6.7):

Висота одиниці переносу складає
 .
.
Визначимо число одиниць переносу графічним методом, допускаючи концентрацію сірковмісних сполук в кінці шару Хс=0,001 кг/кг адсорбенту.
Визначаємо
значення ![]() в
границі зміни Х від Хн=0,02352 кг/кг адсорбенту до Хс=0,001
кг/кг адсорбенту (табл. 6.2).
в
границі зміни Х від Хн=0,02352 кг/кг адсорбенту до Хс=0,001
кг/кг адсорбенту (табл. 6.2).
Методом графічного інтегрування визначаємо за рис. 6.3 число одиниць переносу.
Таблиця 6.2
До розрахунку 
| X | X* | X*-X |
|
| 0,001 | 0,0025 | 0,0015 | 666,66 |
| 0,005 | 0,0165 | 0,0115 | 86,95 |
| 0,009 | 0,0189 | 0,0099 | 101,01 |
| 0,017 | 0,0246 | 0,0076 | 131,58 |
| 0,021 | 0,0252 | 0,0042 | 238,09 |
| 0,0235 | 0,0245 | 0,001 | 1000 |
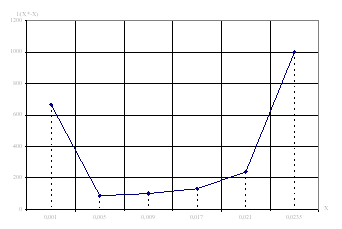
Рис. 6.3 Графік
залежності ![]() від
Х
від
Х
Число одиниць переносу становить: n=5,1.
Знаходимо висоту
Но шару адсорбенту, який працює до моменту ![]() :
:
![]() (6.14)
(6.14)
Визначаємо тривалість адсорбції при умові, що висота шару адсорберу буде становити 2,1м:
τ = τ0 + κ (Η - Η0)=109,2+315538,12∙(2,1-0,0765)=635223с
або 7 діб і 9 годин
Розрахуємо об’єм адсорбенту:
![]() .
.
Час десорбції буде становити:
τ доп =15,8∙3,2=50,56 години або 2 доби та 2 години
Отже, умова ![]() виконалась.
виконалась.
Втрату напору розраховують по формулі:
 ; (6.15)
; (6.15)
де ε — порозність шару;
и — лінійна швидкість руху потоку, який фільтрується через шар адсорбенту, м/с;
μ — динамічна в’язкість, Пас;
d — середній діаметр зерен адсорбенту, дорівнює 0,004 м;
ρ — густина рідини, кг/м3;
g — прискорення сили тяжіння, кг/с2.
Середній діаметр часток адсорбенту становить d = 410-3м.
Таким чином
ΔР = Н 1874,4 = 2,1· 1874,4= 3,9 кПа.
Таким чином, втрата напору адсорбенту не значна.. Тому до проектування приймаємо реактор циліндричної форми з висотою і діаметром 2,1 та 1,4 м відповідно по ГОСТ 9617-67.
7. Конструктивний розрахунок адсорбера блоку підготовки сировини установки ізомеризації
7.1.1 Розрахунок корпуса апарата на міцність
Розрахунок проведений за ДСТ 14249-80 «Посудини й апарати. Норми й методи розрахунку на міцність.
7.2.1.1 Визначення товщини оболонки корпуса
 , (7.1)
, (7.1)
де:
![]() =1 - коефіцієнт міцності
звареного шва;
=1 - коефіцієнт міцності
звареного шва;
![]() =137 МПа –
=137 МПа –
допустима напруга для сталі 12 ХМ при температурі 3500С;
С=3 мм – збільшення до розрахункової товщини оболонки для компенсації корозії;
С1=0 - додаткове збільшення до розрахункової товщини стінки. Приймаємо товщину стінки оболонки з урахуванням негативного відхилення в сортаменті на листову сталь за ДСТ -74 S=6 мм.
7.2.1.2 Визначення товщини стінки еліптичного днища
![]() (7.2)
(7.2)
де:
R- радіус кривизни у вершині днища (для стандартних еліптичних днищ R=D).
![]()
Приймаємо товщину днища з урахуванням утоненя листа при штамповці S1=6 мм.
7.2.2 Розрахунок зміцнення отворів
Розрахунок проведений по ДСТ 26-2045-77 «Посудини й апарати норми й методи розрахунку зміцнень отворів».
7.2.2.1 Найбільший припустимий діаметр
Найбільший припустимий діаметр, що, одиночного отвору, що не вимагає додаткового зміцнення в днище:
 , (7.3)
, (7.3)
де: К1=1,0; К2=0,4 – коефіцієнти, обумовлені по ДСТ 26-2045-77;
sR=s-c-c1=4,39 мм – розрахункова товщина стінки днища мм.
 (7.4)
(7.4)
де: м - відстань від центра зміцнювального отвору до осі днища.
Розглянемо типи отворів:
а) центральне розташованя (горловини корпуса адсорберу) га= 0 см;
в) зміщений від осі штуцер вивантаження адсорбенту гв=40 см.
DRa=2D=2·140=280 см.


тобто потрібне зміцнення штуцерів-горловин верхньої й нижньої. Для верхнього й нижнього днищ для подальшого розрахунку визначаємо найбільший допустимий діаметр отвору, що не вимагає додаткового зміцнення, при відсутності надлишкової товщини стінки:
![]() . (7.5)
. (7.5)
7.2.3 Визначення тиску регенерації, пробного тиску й пускового тиску при мінусовій температурі
Розрахунок
тиску, що допускає, при режимі регенерації вводиться при конічному переході
діаметром 500 маємо Т=316 оС, ![]() то для сталі 12XM, 08X18H10T
то для сталі 12XM, 08X18H10T
![]() (7.6)
(7.6)
де f –
коефіцієнт форми днища визначається за ДСТ 14249-73 в залежності від кута ![]() й відношення
й відношення ![]() . f=1,2.
. f=1,2.
 .
.
 (7.7)
(7.7)

Приймаємо робочий тиск при регенерації
![]() .
.
Визначаємо пробне тиску при гідровипробуванні на підприємство-виготовлювача:
 (7.8)
(7.8)
де ![]() ,
, ![]() - допустиме
напруження, що для сталі 12XM при T=20 o і при T=350 o.
- допустиме
напруження, що для сталі 12XM при T=20 o і при T=350 o.
![]() .
.
Приймаємо ![]() .
.
Пусковий тиск при мінусовій температурі максимальна величина тиску середовища в апарату при пуску й обпресуванні холодного апарата.

Приймаємо ![]() .
.
7.2.4 Розрахунок кришки на штуцері вивантаження адсорбенту
Матеріал кришки - сталь 15X5M, прокладки 08X18H10T.
Допуск напруги
при T=350 o ![]() . Збільшення для компенсації
корозії С=0,3 мм.
. Збільшення для компенсації
корозії С=0,3 мм.
Dсн=275 мм - b= 16 мм
Dз= 360 мм - h2=11 мм
Розрахунок товщини кришки.
 (7.9)
(7.9)
Де ![]() - розрахункова
товщина стінки кришки.
- розрахункова
товщина стінки кришки.
k – коефіцієнт, що залежить від конструкції зміцнення кришки.
ko – коефіцієнт ослаблення кришки отвором.
![]() - розрахунковий діаметр
кришки, що дорівнює середнім діаметрам прокладки.
- розрахунковий діаметр
кришки, що дорівнює середнім діаметрам прокладки.
f – коефіцієнт міцності зварених швів .
Величина k визначається за ДСТ 1429 – 80
 (7.10)
(7.10)
де ![]() - болтове
навантаження, H.
- болтове
навантаження, H.
![]() - рівнодіюча
внутрішнього тиску на кришку, Н.
- рівнодіюча
внутрішнього тиску на кришку, Н.
![]()
![]()
де bo – ефективна ширина прокладки:
![]()
m – прокладочний коефіцієнт для сталі 08X18H10T m=6,5.
![]()
Тоді
![]() ;
;
![]() , тому що отвір для
болтів у розрахунку не приймають.
, тому що отвір для
болтів у розрахунку не приймають.
![]()
Виконавча товщина кришки
![]()
Приймаємо S1=75мм.
Товщина кришки в місці ущільнення
 (7.11)
(7.11)
тут за ДСТ
14249- 80  і
k2 =0,45.
і
k2 =0,45.
Прийнята товщина в місці ущільнення
![]() .
.
Визначаємо напруги в кришці при гідровипробуванні пробним тиском
 (7.12)
(7.12)
де Pn- 6,6 МПа – тиск гідровипробування.
де
![]() -
-
допускає напруження, що, при гідровипробуванні;
![]() -
-
боковий вівтар плинності стали 15X5M при T=20o.
7.2.5 Розрахунок температури зовнішньої стінки адсорберу
Тепловий визначається рівнянням:
 (7.13)
(7.13)
температура на границі покривного й теплоізоляційного шарів.
 (7.14)
(7.14)
Температура зовнішньої стінки
 (7.15)
(7.15)
Розглянемо два режими
1. режим адсорбції


2. режим регенерації


У результаті температура стінки адсорберу не перевищує 100 оС при відсутності порушення цілісності ізоляції.
ВИСНОВКИ
Бензин відіграє важливу роль у всіх галузях, і дивлячись на цей факт потрібно врахувати також те, що вимоги до нього, як до продукту, а також процесу його одержання, із часом, ростуть. Ми знаємо, що в нафті перебувають шкідливі домішки. Від цих домішок потрібно позбавлятися, наприклад, бензол, толуол, ксилоли, сірка. А в минулому октановим числом в основному підвищувалося за рахунок ароматичних вуглеводнів. Тому в цей час підвищення октанового числа бензину виробляється не в результаті збільшення в ньому бензолу, а безпосередньо ізомеризацією нормальних парафінів.
В результаті виконання даного курсового проекту було вивчено технологію очищення нафтових фракцій від сіркових сполук і осушення від вологи, апаратурне оформлення цього процесу, ознайомлення з характеристиками сировини, матеріалів, з теоретичними основами процесу.
Сутність вивчення проекту полягала в очищенні бензинової фракції НК-85 від сірковмісних сполук і осушення від вологи. Відповідно в проекті розроблена технологічна схема блоку підготовки сировини установки ізомеризації, приведені розрахунки обладнання.
СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ
1. Ю.И. Дытнерский. Процессы и аппараты химической технологии: Учебник для вузов. Изд. 2-е. В 2-х кн. Часть 2. Массообменные процессы и аппараты. М.: Химия, 1995. – 368 с.
2. Запрягалов Ю.Б., Рабинович Г.Л., Жарков Б.Б.. Осушка и очистка от сероводорода газов на адсорбенте АКГ-981. Журнал «Газовая промышленность», 2003.
3. И.Л. Кнунянц. Химическая энциклопедия. /В пяти томах/ Том 1. АБЛ-ДАР. «Советская энциклопедия», Москва: 1988.
4. А.Л. Добровинский. Технологический регламент установки каталитического риформинга ЛГ-35-11/300-95. Блок изомеризации ПИ-ДИГ/120. ЗАО “ПМП”, 2004.
5. А.Н. Плановский, В.М. Рамм, С.З. Каган. Процессы и аппараты химической и нефтехимической технологии. Изд. 2-е «Химия», М., 1962. 845 с.
6. С.В. Адельсон. Процессы и аппараты нефтепереработки и нефтехимии. М., 1963. 310 с.