
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Современные конструкции и особенности силовых трансформаторов распределительных электрических сетей
Реферат: Современные конструкции и особенности силовых трансформаторов распределительных электрических сетей
Министерство образования республики Беларусь
Белорусский национальный технический университет
Факультет Энергетический
Кафедра «Электрические системы»
Реферат
по дисциплине Современные технологии передачи и распределения электроэнергии
Тема: Современные конструкции и особенности силовых трансформаторов распределительных электрических сетей
Исполнитель:
Магистрант Мейндино Траст Меремубио
кафедры Электрические системы
специальности 1-43 80 01 «Энергетика»
Руководитель:
д.т.н., профессор Фурсанов М.И.
Минск 2011
Введение
Распределительные трансформаторы мощностью 25—630 кВ ∙ А напряжением 6 - 10 кВ - наиболее массовая серия ид производимых и эксплуатируемых трансформаторов в СССР. Объем их составляет более 3 млн шт. с установленной мощностью более 350 млн кВ ∙ А. Производство и эксплуатация этих трансформаторов требует значительных материальных и трудовых затрат, любое снижение затрат дает существенную экономию в народном хозяйстве. Так, ежегодно затраты на обслуживание одного распределительного трансформатора традиционной конструкции составляют 7-8% от его первоначальной стоимости Па возмещение потерь холостого хода расходуется 260 р./кВт в год короткого замыкания — 44 р./кВт в год.
В целом от потерь в магнитопроводах теряется 4% производимой в стране электроэнергии, причем значительная часть потерь приходится на распределительные трансформаторы.
Снижение затрат на производство и эксплуатацию трансформаторов является основной задачей изготовителей, для решения которой необходимо:
· снизить расход активных материалов при использовании наиболее эффективной магнитной системы;
· снизить материалоемкость при применении гофрированных баков;
· повысить надежность трансформаторов;
· исследовать реальные условия эксплуатации трансформаторов;
· привести в соответствие реальные условия эксплуатации и технические требования на изделие.
Для решения этих вопросов выбран метод функционально-стоимостного анализа.
Разработка отечественных трансформаторов массовых серий
Технические требования к трансформаторам новых серий и основные критерии при их разработке
Проектирование и модернизация трансформаторов осуществляются на базе предварительно установленных технических требований, выполнение которых обеспечивает реализацию внешних функций, определяющих стоимость трансформатора и качественные показатели. В настоящее время далеко не все технические требования к трансформаторному оборудованию имеют технико-экономическое обоснование. Вследствие этого материальные и трудовые затраты, заложенные в конструкцию, используются не в полной мере.
В некоторых случаях недостаток отдельных функциональных ресурсов приводит к значительным дополнительным затратам в народном хозяйстве.
Анализ соответствия номенклатуры и уровня внешних функций разрабатываемого трансформатора условиям эксплуатации позволяет выбрать оптимальную модель внешних функций изделия по критерию минимума приведенных затрат на производство и эксплуатацию. Анализ фактического использования технических параметров и стоимостная оценка эксплуатационных показателей с учетом перспективы развития электроэнергетики дают возможность экономически обосновать новые или измененные технические требования потребителей.
Технико-экономическое обоснование требований производится для выпускаемых изделий и при проектировании новых. Однако наибольший эффект достигается при выполнении исследований на предпроектной стадии, так как на этом этапе можно достичь наиболее полного соответствия функциональных ресурсов трансформатора реальным технико- экономическим условиям эксплуатации при учете производственных проблем. Работы на стадии проекта проводятся по двум основным направлениям:
1. Анализ, обоснование и разработка требований к техническим и эксплуатационным характеристикам трансформаторов. На этом этапе проводятся с привлечением эксплутационных организаций исследования перспективных графиков нагрузок изделии по различным потребителям, выбираются основные потребители, определяются нормативы стоимости потерь холостого хода и короткого замыкания, аварийность и ее причины в процессе эксплуатации;
2. Проработка и выбор оптимальных вариантов с целью удовлетворения требований заказчиков и минимизации затрат при изготовлении трансформаторов.
Этот этап направлен на разработку oптимальных вариантов с учетом рекомендаций первою этапа и поиском новых конструктивных и технологических решений, обеспечивающих возможность снижения расхода активных материалов при использовании различных конструкций магнитных систем, технических решений, направленных на повышение надежности трансформаторов и коэффициента использования материалов
В СССР накоплен значительный опыт по разработке и производству распределительных трансформаторов, обеспечивающих максимально возможный народнохозяйственный эффект и экономию потребления электроэнергии
За последние 10 лет потери холостого хода трансформаторов снижены на 37% за счет применения нее улучшающейся электротехнической стали и конструктивных совершенствований трансформаторов.
Новая серия трансформаторов мощностью 25—400 кВ ∙ А напряжением 6 - 10 кВ позволит существенно поднять технический уровень трансформаторов, добиться дальнейшего увеличения КПД, снижения расхода материальных и энергетических ресурсов.
Проектирование серии базируется на применении высококачественных материалов, современных конструкторских и технологических решениях и оптимизационных расчетах с использованием ЭВМ
Цель автоматизации проектирования определение и исследование областей допустимых и оптимальных параметров трансформаторов при различных формулировках задач проектирования и типов ограничений.
Выбор оптимальных вариантов конструкции и параметров трансформаторов производится, как правило, по критерию минимума народнохозяйственных затрат. В случае необходимости возможна оптимизация с применением многокритериальной оценки оптимальности
Система предусматривает поиск в области любого сочетания параметров из определенного набора варьируемых переменных. Основными варьируемыми параметрами являются диаметр стержня магнитной системы, плотность тока в обмотках и др.
Математическое обеспечение позволяет учитывать различные конструктивные, технологические, функциональные и экономические ограничения на параметры трансформаторов: перегрев обмоток и верхних слоев масла, ток и потерн холостою хода и короткого замыкания, суммарные потери, массу активных материалов, издержки потребителя при эксплуатации и т.д.
Для системы разработан язык описания конструкции, исходных данных, варьируемых параметров и критериев оптимизации. Он построен на основе естественного языка конструктора, что значительно облегчает проектировщику общение с машиной Математическое обеспечение представляет собой комплекс пакетов прикладных программ на Фортране-IV и Ассемблер, работающих под управлением операционной системы ДОС. ЕС ЭВМ.
Конструктивные особенности основных узлов трансформаторов
В новой серии принципиальные изменения, позволившие улучшить потребительские свойства трансформаторов и снизить затраты на их изготовление, связаны с магнитопроводом, обмотками и внешней металлоконструкцией.
Магнитопровод является основным узлом трансформатора, который определяет затраты электрической энергии на компенсацию потерь в трансформаторе, а также массу и габаритные размеры изделий, что в конечном итоге связано с расходом материальных ресурсов
В настоящее время металлургическая промышленность для трансформаторостроителей поставляет рулонную анизотропную сталь толщиной 0,3 мм с удельными потерями Р1,7/50 =1,35 -1,40 (марка 3405) и 1,25-1,3 Вт/кг (3406) и магнитной индукцией В100 = 1,61-1,65 Тл. Широко применяется высокопроницаемая сталь (типа Hi = В) с удельными потерями Р1,7/50 = 1,15-1,20 Вт/кг при толщине 0,3 мм.
Металлурги, идя навстречу возрастающим требованиям,ставят перед собой задачи:
· снизить удельные потери стали и довести их до Р = 1,00—1,05 Вт/кг при индукции 1,7 Тл и толщине стали 0,30-0,35 мм при повышении магнитной индукции В100 до 1,74 1,76 Тл;
· обеспечить выпуск трансформаторной стали с малой магнитострикцией для снижения уровни шума трансформаторов;
· повысить пластичность металла и электроизоляционного покрытия их стали дли использовании в витых магнитопроводах и разработать магнитно-активные покрытия с высокой жаростойкостью (до 900 - 950 ° С) в инертных средах и на воздухе.
Улучшение свойств трансформаторных сталей имеет важное значение для энергетических характеристик трансформаторов. Правильно и оптимально использовать достижения металлургов это задача, которая стоит перед проектировщиками в процессе конструирования магнитопроводов.
Проведенные исследования с применением различных марок трансформаторной стали показали, что в планарном магнитопроводе с традиционным углом стыковки пластин, близким к 45° , значительное уменьшение удельных потерь в самой стали не дает ожидаемою результата по снижению потерь холостого хода в трансформаторах.
Коэффициенты увеличения потерь колеблются в пределах от 1,37 до 1,58 и имеют тенденцию к росту с повышением магнитной проницаемости. Это объясняется тем, что в традиционно используемых магнитопроводах с косым стыком невозможно добиться того, чтобы направление магнитного потока и направление проката во всех частях магнитопровода совпадали, что вызывает непредвиденно большие добавочные потери.
Наибольший эффект дает применение высокопроницаемой анизотропной стали в трансформаторах с использованием витой пространственной конструкции магнитопровода и рабочей индукцией более 1,6 Тл. Особенностью этой конструкции является то, что магнитный поток всегда совпадает с направлением проката и поэтому не наблюдается возрастание коэффициента увеличения потерь холостою хода при использовании элекгротехнических сталей с уменьшенными удельными потерями. В готовом магнитопроводе коэффициент увеличения потерь равен 1,33-1,35, и он не зависит от характеристик применяемой трансформаторной стали.
В витой пространственной конструкции магнитопровода обмотки располагаются на двух полустержнях независимых элементов и нет перехода магнитного потока из одной половины сечения в другую. Поэтому магнитный режим магнитопровода характеризуется наличием гармоник, кратных трем, в потоках элементов и отсутствием этих гармоник в напряженности поля и токе холостою хода. Появление третьей гармоники в магнитном потоке и приводит к росту потерь холостого хода готового магнитопровода, состоящего из трех cocтыкованных в трехфазную группу элементов. Теоретические расчеты коэффициента увеличения потерь подтверждены экспериментальными исследованиями.
Так как на коэффициент увеличения потерь в витом магнитопроводе практически не оказывает влияния изменение магнитных характеристик исходной электротехнической стали, можно сделать вывод, что применение высококачественных сталей типа Hi-В наиболее эффективно в магнитопроводах.
При разработке новой серии трансформаторов проанализированы достоинства и недостатки всех вариантов планарных и витых магнитопроводов и принято решение до стадии техническою проекта разработку вести на том и другом варианте магнитопровода.
В качестве основного материала для магнитной системы выбрана холоднокатаная электротехническая сталь с жаростойким покрытием толщиной 0,28 - 0,30 мм с удельными потерями не хуже Р 1,7/50 =1,20 Вт/кг (марка 3407)
Технический процесс изготовления витого пространственного магнитопровода пока отработан только на Минском электротехническом заводе имени В.П. Козлова. В настоящее время с целью улучшения технологичности конструкции и повышения ремонтоспособности трансформатора на заводе проводятся работы по разъемному витому магнитопроводу. Получены удовлетворительные результаты испытаний макетных образцов, что позволяет надеяться на дальнейшее снижение массы магнитопровода, а следовательно, и потерь холостого хода трансформаторов.
Принципиально новым в созданной серии является то, что трансформаторы выполнены герметичными. Эта серия обеспечивает снижение эксплуатационных издержек в результате исключения обслуживания, ремонтов и годовых эксплуатационных издержек вследствие уменьшения потерь электроэнергии, вызванных отказами трансформаторов и их простоями.
Разработанная конструкция обеспечивает повышенную надежность за счет:
· отсутствия в трансформаторах новой серии контакта масла с окружающей средой. Это значительно улучшает условия эксплуатации масла, исключает ею увлажнение, окисление и шлакообразование и, как следствие, позволяет полностью отказаться oт ухода за маслом в процессе эксплуатации;
· применения глубокого вакуума при заливке трансформатора, что увеличивает надежность работы его изоляции в течение всего срока службы;
· использования новой конструкции и материала уплотнения между крышкой и баком, обеспечивающего гарантированную равномерную затяжку резины по всему периметру, новой технологии испытания баков, жидкостью с люминофором;
· использования новой технологии подготовки и окраски баков методом струйного облива, новой водорастворимой эмали, обеспечивающей окрасочный слой повышенной долговечности;
· применения неразъемных контактных соединений в активной части, выполненных методом холодной сварки;
· использования новой конструкции переключателя ответвлений, исключающей вывод трансформатора из строя при неправильных действиях обслуживающего персонала;
· применения для сварки гофр автоматической плазменной сварочной установки, повышающей маслоплотность сварного соединения.
Проведенные исследования показали высокую эксплуатационную надежность герметичных трансформаторов с гофрированными баками Создание и производство герметичных распределительных трансформаторов мощностью до 630 кВ ∙ А , помещенных в баки с гофрированными стенками и не имеющих свободного пространства для газовой подушки, т.е. с полным заполнением бака жидким диэлектриком основное направление в развитии современных распределительных трансформаторов.
Одной из задач создания герметичных трансформаторов является снижение эксплуатационных затрат за счет отказа от периодических ревизий, регенерации и замены масла и необходимости в капитальном ремонте и течение всею срока службы.
При такой постановке задачи возникает проблема оптимального выбора размера бака, количества и размеров гофр, способных отвести выделяемое тепло и не допускающих возникновения механических напряжений, опасных для бака во всех экстремальных режимах.
Трансформаторное масло проявляет свойства механической несжимаемости. Поэтому температурное расширение деталей и масла в процессе работы трансформатора должно компенсироваться температурным и механическим расширителем оболочки.
Отсюда следует, что чем меньше жесткость оболочки, тем легче она компенсирует изменение внутреннего объема. Напрашивается вывод об уменьшении толщины оболочки как эффективного способа снижении цилиндрической жесткости. Однако оболочка должна выполнять функции корпуса и обладать достаточной прочностью для удержания трансформаторного масла в баке, а повышение прочности требует увеличения толщины оболочки. Поэтому соотношение прочности и жесткости с учетом теплового и экономического расчета являются основными успениями оптимизации параметров оболочки. Проведены необходимые расчеты и исследования, позволяющие выбрать правильные конструкторские и технологические решения.
Технико-экономические показатели проектируемых трансформаторов
В результате проведенной с применением ФСА работы выявлены проблемы, намечены технические решения и мероприятия, которые позволят снизить затраты h а производство и эксплуатацию распределительных трансформаторов I-II габаритов.
По срокам внедрения технических решении можно выделить три этапа
Первый этап предложения и рекомендации, имеющие базу внедрения и предварительную конструкторскую проработку. В основном они связаны с модернизацией отдельных узлов и деталей.
К мероприятиям этого этапа относятся: внедрение раскроя трансформаторной стали с применением ЭВМ, а также водорастворимых эмалей, изменение конструкции вволок и переключателя, применение стали 3407 вместо 3405, отказ от термометров. Экономия oт вышеперечисленных мероприятий: трансформаторной стали-130 т, алюминиевого литья - 35 т, лесоматериалов 4 т, лакокрасочных материалов 15т. Снижение себестоимости выпускаемых трансформаторов составит 800 тыс. р.
Второй этап - это предложения и мероприятия на ближайшую перспективу, для которых имеются принципиальные технические решения. Их внедрение охватывает всю серию, требует проведения опытно-конструкторских работ.
К мероприятиям этого этапа относятся: внедрение герметизированной серии, не требующей обслуживания в эксплуатации, с учетом реальных требований эксплуатации, с учетом реальных требований эксплуатации (выбор Рх.х. и Рк.з. с учетом характера нагрузок), разработка методики выбора трансформаторов, уточнение нормативов стоимости потерь, обоснование схемы соединения обмотки. Ориентировочные сроки внедрения – 1986-1989 гг. Экономия трансформаторной стали составит 600 т, трансформаторного масла 950 т. Затраты потребителя на обслуживание снизятся на 90%. Годовой экономический эффект в народном хозяйстве составит 4,5 млн р.
Третий этап предложения на отдаленную перспективу (до 2000 г.), существенно затрагивающее технологию и конструкцию, требующие теоретических и экспериментальных исследований. К ним можно отнести поисковую работу по созданию конструкции и технологии витых разрезных магнитопроводов, применение аморфных сталей |1, 2|
Зарубежные достижения в области распределительных трансформаторов
Распределительные трансформаторы напряжением 10 кВ мощностью до 630 кВ · А выпускаются многими фирмами стран Западной Европы, США и Японии. Наиболее высокие технические характеристики имеют распределительные трансформаторы фирм Trafo-Union (ФРГ), Stromberg (Финляндия), Transunel (Франция), Brush (Великобритания).
Конструктивные особенности основных узлов трансформаторов
Конструкторские решения, принятые передовыми зарубежными фирмами, заключаются в следующем. Магнитопровод - планарный, ступенчатый, с косыми стыками во всех углах из холоднокатаной рулонной стали типаHi-B с удельными потерями при Р1,5/50 = 0,8-0,9 Вт/кг.
Усовершенствованием в области конструктивного исполнения магнитопровода является решение, примененное фирмой Trafo - Union в серии трансформаторов Tumetik. Оно сводится к использованию прямоугольного бесступенчатого сечения ярма и стержня, что позволило, не изменяя технических параметров, на 25 -30% снизить трудозатраты при изготовлении трансформатора и на 3- 6% массу магнитопровода за счет уменьшения межосевого расстояния.
Передовые европейские фирмы для распределительных трансформаторов используют только планарные шихтованные магнитопроводы с косыми стыками во всех углах. Фирмы идут по пути применения более высококачественной трансформаторной стали и снижения производственных затрат при изготовлении магнитопроводов, используя высокоавтоматизированные линии по производству пластин, шихтовке магнитопроводов (без верхнего ярма). Основным производителем этих линий является фирма Georg (ФРГ).
Фирмы General Electric, Westinghouse (США), Matsuchita (Япония) применяют витые разрезные планарные магнитопроводы с различным исполнением зоны стыка. Трансформаторы фирмы Westinghouse выполнены по Т-образной схеме (Скотта). Схема зоны стыка – «пластина в пластину». Схема шихтовки запатентована фирмой. Благодаря ей снижается плотность потока индукции в области стыка, а также на 10 -15% потери холостого хода. Трансформаторы фирмы собираются из двух однофазных броневых трансформаторов.
Фирмы Японии применяют разрезные витые магнитопроводы с резом по типу трансформаторов малой мощности (серия ОСМ) с травлением и полировкой зоны стыка Технологическое оборудование, применяемое фирмами США, разработано и изготовлено фирмой Georg.
По расходу активных материалов трансформаторы Т-образной схемы уступают трехфазной планарной шихтованной конструкции. При одинаковом уровне Рх.х. , РК,З, трансформаторы Т-образной схемы проигрывают 18 -25% массы активных материалов.
Материал обмоток медный и алюминиевый провод круглого и прямоугольного сечения. Изоляция провода для малых мощностей — эмаль, для больших - кабельная бумага
В обмотках низкого напряжения для мощностей более 250 кВ · А применяется алюминиевая лента. Использование ленты позволило решить проблему изготовления прямоугольной обмотки, улучшить ее электрическую прочность, снизить производственные затраты. Для решения проблемы динамической стойкости катушек прямоугольной формы в качестве межслоевой изоляции применена кабельная бумага с двухсторонним ромбовидным клеющим покрытием. Покрытие окончательно полимеризуется в процессе сушки трансформатора, обмотка становится монолитной и динамически устойчивой.
Для трансформаторов мощностью менее 250 кВ · А применение ленты нецелесообразно, так как необходима межслоевая изоляция тоньше 0,08 мм. Использование изоляции 2х0,08 мм значительно снижает коэффициент заполнения катушки. Применение синтетических пленок ограничено из-за высокой стоимости.
Современным направлением в конструкции бака является использование гофрированных стенок из тонколистовою (1,0 - 1,2 мм) металла. Применение гофр позволило создать компактный трансформатор с полным заполнением бака маслом герметичного исполнения. Изменение температурных колебаний масла компенсируется эластичностью гофр. Гарантируется нормальная работа трансформатора при всевозможных перегрузках.
Преимущества герметичных трансформаторов с полным заполнением:
· герметизация масла позволяет отказаться от контроля за ним в процессе эксплуатации;
· отсутствие контакта масла с окружающей средой увеличивает срок службы изоляции трансформатора;
· не требуются расширители, и в результате уменьшается высота трансформатора.
Эти преимущества позволяют значительно снизить затраты при эксплуатации распределительных трансформаторов.
Регулировка осуществляется на стороне высокого напряжения. Диапазон регулирования ±5%. Имеется конструкция, позволяющая осуществить перевод трансформатора на другое напряжение. Например, фирма Trafo-Union предлагает трансформаторы с переключением напряжения с 10 на 20 кВ. Основные группы соединений для мощностей до 250 кВ · А - Y/Z - 5, до 630 кВ · А Δ /Y-5, т.е. применяются схемы, имеющие сопротивление нулевой последовательности меньше, чем у трансформаторов со схемой «звезда». Такие схемы при неравномерной нагрузке фаз (что часто бывает в низковольтных сетях) обеспечивают лучший режим за счет снижения величины смещения нейтрали (напряжения нулевой последовательности).
Наряду с обычным исполнением трансформаторов с фарфоровыми изоляторами ВН и НН зарубежные фирмы расширяют выпуск трансформаторов для подсоединения кабелей с так называемыми штекерными (втычными) контактами на стороне высшего напряжения. Эта конструкция обеспечивает быстрое и безопасное присоединение кабелей. Трансформаторы предназначены для устройств с ограниченным пространством (например, для подземных подстанций).
Технические характеристики трансформаторов зарубежных фирм
Минимальная мощность трехфазных распределительных трансформаторов при анализе каталогов фирм ASEA (Швеция), Trafo-Union (ФРГ), Transimel (Франция) составляет 50 кВ·А. Трансформаторы мощностью 25 кВ·А ни одна из фирм не выпускает. Фирмы выпускают трансформаторы мощностью (50)*, (75), 100 (125), 160 (200), 250 (315), 400 (500), 630 кВ·А. Технические данные трансформаторов мощностью 250 кВ·А различных фирм приведены в табл. 1.
Таблица 1
| Параметры | Фирма | |||
| Trafo-Union | Brush | Stromberg | ||
| Тип трансформатора | Т5441А | Т5441E | 250-12 | КТМИ12ХА3455 |
| Потери, Вт: | ||||
| холостого хода | 650 | 450 | 650 | 540 |
| короткого замыкания | 3250 | 3250 | 3250 | 3700 |
| Масса, кг: | ||||
| полная | 1040 | 1140 | 955 | 1030 |
| масла | 280 | 260 | 206 | 280 |
* Трансформаторы мощностью, указанной в скобках, выпускаются но требованию потребителей
Интересен подход фирм к техническим характеристикам (потери холостого хода и короткого замыкания), который выясняется при анализе предлагаемых фирмой Trafo-Union исполнений трансформаторов мощностью 250 кВ • А (на напряжение 10 кВ) серии Tninetik (табл. 2).
Таблица 2
| Обозначение трансформатора по каталогу |
Uk, % |
Рх.х. ,Вт |
Рк.з. , Вт |
Масса трансформатора, кг | Масса активной части, кг |
Соотношение потерь Рх.х/Рк.з |
| Т5441A | 4 | 650 | 3250 | 1000 | 570 | 5 |
| Т5441B | 4 | 670 | 4100 | 950 | 520 | 6,2 |
| Т5441C | 6 | 610 | 4450 | 970 | 520 | 7,3 |
| Т5441D | 4 | 450 | 3250 | 1140 | 670 | 7,2 |
| Т5441F | 4 | 400 | 4100 | 1040 | 600 | 10,25 |
| Т5441G | 6 | 380 | 4450 | 1090 | 610 | 11,7 |
Из табл. 2 видно, что фирмой выпускается шесть типоисполнений трансформатора одной мощности. Изменение соотношений потерь короткого замыкания и холостого хода колеблется от 5 до 11,7. Соотношения четко показывают, что в зависимости от графика нагрузки и стоимости потерь потребитель может выбрать удовлетворяющий его с точки зрения экономики трансформатор. Анализ массовых характеристик свидетельствует о том, что трансформатор с различным соотношением потерь конструируется с различным вложением активных материалов, изменяющимся в пределах 25%,
Вложение активных материалов на 1 кВ·А установленной мощности трансформатора изменяется от 2,28 до 2,68 кг/ кВ·А , диапазон изменения потерь холостого хода 650 -380 Вт (78%), короткою замыкания 4450— 3250 Вт (36%) [4. 5, 6].
Новые направления в зарубежных разработках
Прогресс в разработках трансформаторов массовых серий в значительной степени определяется созданием новых и совершенствованием широко используемых изоляционных и магнитных материалов. Существенное улучшение характеристик магнитопроводов ожидается за счет внедрения аморфных сплавов (АС) с величиной удельных потерь, составляющих 25—30% от потерь в обычной стали. Исследования аморфных магнитных материалов начались в конце 60-х годов. Первый изготовитель аморфных лент фирма Allied Signal (США). В 70-е годы она выпускала ленты толщиной 30 50 мкм и шириной около 100 мм. В настоящее время получены ленты шириной до 300 мм. Фирма работает над увеличением толщины за счет спрессовывания тонких лент. Уже получен материал толщиной 0,25 и 0.2М мм. Аморфные ленты изготовляются при охлаждении расплава со скоростью 106 ° С/с на быстровращающемся охлаждаемом барабане (см. рисунок). Установка производительностью 10 тыс.т в год имеет размеры 9 х16 х 9 м. Стоимость изготовления материала в 1972 г. составляла 150 долл. за I кг, к настоящему времени снижена до 3,3 долл. за 1кг.
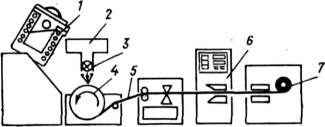
Схема установки для получения аморфных лент. 1 - индукционная печь для планки металла; 2 — резервуар для металла; 3 — дозировочный аппарат; 4 - вращающийся барабан; 5 - полученная и в течение 1 мс аморфная лента; 6 — контрольные приборы; 7 - намотка ленты на барабан.
Ведущими по производству аморфных сплавов являются фирмы Allied Signal (США), Кгuрр и Vacuumschmelre (ФРГ), Hitachi Metals (Япония). Создана совместная японо-американская фирма Nippon Amorhous Metals. Наиболее широко в магнитопроводах трансформаторов используются две марки аморфного сплава: Metglas 2605S-2 и Metglas 2605SC.
Технические данные
| Технические данные | Metglas 2605SC | Metglas 2605S-2 |
| Индукция насыщения, Тл | ||
| До отжига | 1,57 | 1,52 |
| После отжига | 1,61 | 1,56 |
| Остаточная индукция, Тл | ||
| До отжига | 0,67 | 0,40 |
| Посте отжига | 1,42 | 1,3 |
| Коэрцитивная сили, А/м | ||
| До отжига | 6,4 | 13,6 |
| После отжига | 3,2 | 2,4 |
| Точка Кюри, ° С | 370 | 415 |
| Температура кристализации, °С | 480 | 550 |
|
Плотность, кг/м2 |
7,32 · 103 |
7,18 · 103 |
| Сопротивление, мкОм · м | 1,25 | 1,3 |
Отжиг производится в среде инертного газа при воздействии магнитного ноля напряженностью 800 А/м. В связи с более низкой индукцией насыщения аморфного материала (не более 1,6 Тл) его рабочая индукция снижена до 1 ,3 -1,4 Тл. Однако при растущей в последнее время стоимости энергии (и соответственно потерь) наблюдается тенденция к снижению индукции и в обычных распределительных трансформаторах (особенно и США, где распространены трансформаторы небольшой мощности, устанавливаемые на мачтах распределительной сети). Помимо указанных свойств аморфные ленты обладают значительной твердостью (63 - 80 ед. по Роквеллу), хотя имеют достаточную эластичность и гибкость.
В связи с малой толщиной аморфный материал наиболее пригоден для витой конструкции магнитопровода, т.е. для трансформаторов малой мощности и распределительных. Магнитопроводы из аморфных сплавов имеют малый коэффициент заполнения сечения (0,8- 0,85) по сравнению с чтим коэффициентом у обычной электротехнической стали (около 0,96), что приводит к увеличению сечения магнитопровода. При недостаточной ширине ленты можно выполнить магнитопровод со стыкованными по ширине пакетами. В табл. 3 приведены прототипы трансформаторов с магнитопроводами из аморфного материала, изготовленные различными фирмами. Наибольшее количество трансформаторов (партию в 1000 шt ) изготовила фирма General Еlectric. В табл. 4 приведены сравнительные характеристики трансформаторов мощностью 25 кВ · А с магнитопроводами из аморфных лент и обычной электротехнической стали марки М-4.
Таблица 3
| Фирма-изготовитель | Мощность, кВ · А | Число фаз | Потери холостого хода | Потери короткого замыкания | ||
| Вт | % от обычной стали | Вт | % от обычной стали | |||
| Osaka | 10 | 1 | 8,6 | 22 | 173 | 102 |
| Takaoka | 20 | 1 | 18,9 | 24 | 348 | 94 |
| General electric | 25 | 1 | 28,0 | 33 | - | - |
| Osaka | 30 | 1 | 30,0 | 32 | 390 | 107 |
| Mitsubishi | 35 | 3 | 49,0 | 21 | - | - |
| Alliend Signal | 50 | 1 | 28,0 | 20 | 422 | 50 |
| Toshiba | 100 | 3 | 89,0 | 30 | 1780 | 110 |
Таблица 4
| Параметры | Аморфный материал | Сталь М-4 |
| Индукция, Тл | 1,4 | 1,6 |
| Потери холостого хода, Вт | 28(0,32 Вт/кг) | 86(0,96 Вт/кг) |
| Ток холостого хода, % | 0,3 | 0,9 |
| Масса магнитопровода, кг | 88 | 90 |
В Институте электрических машин и трансформаторов (ПНР) выполнены расчеты серии трансформаторов мощностью 100, 250, 400 и 630 кВ · А сочетание напряжений 20 ± 1/0,4 кВ, схема соединения Δ/Y 5. При проектировании использовались аморфные ленты из Metglas 2605, витая конструкция магнитопроводов со ступенчатым сечением стержня, коэффициентом заполнения 0,85 и номинальной индукцией 1 ,3 Тл; данные напряжения короткого замыкания и потерь при нагрузке использованы как в обычных трансформаторах равной мощности, изготовляемых в ПНР. В табл 5 приведены параметры серии трансформаторов 100- 630 кВ · А с магнитопроводами из аморфного сплава Metglas 2605 и обычной ориентированной электротехнической стали (ЭС). При индукции 1,3 Тл и применении АС масса активных материалов на 30% больше, чем при использовании обычной электротехнической стали. Оптимальное отношение массы магнитного материала к сумме активных материалов составляет 72 - 74% .
Таблица 5
| Параметр | 100 кВ ·А | 250 кВ ·А | 400 кВ ·А | 630Кв·А | ||||
| АС В=1,3Тл | ЭС | АС В=1,285Тл | ЭС | АС В=135 Тл | ЭС | АС В=1,31Тл | ЭС | |
| Потери, Вт | ||||||||
| Холостого хода | 64 | 300 | 128 | 580 | 161 | 830 | 238 | 1200 |
| Короткого замыкания | 1617 | 1700 | 3129 | 3100 | 4457 | 4400 | 6353 | 6200 |
| Напряжения короткого замыкания, % | 4,42 | 4,5 | 4,37 | 4,5 | 4,5 | 4,5 | 6,06 | 6,0 |
| Масса, кг: | ||||||||
| Стали (сплава) | 0,0398 | 0,0295 | 0,0796 | 0,0519 | 0,1000 | 0,0725 | 0,147 | 0,100 |
| Меди | 0,0158 | 0,011 | 0,263 | 0,0225 | 0,0367 | 0,0292 | 0,0514 | 0,0414 |
| Ток холостого хода, % | 0,2 | 2,5 | 0,093 | 1,9 | 0,078 | 1,6 | 0,074 | 1,3 |
| Коэффициент мощности | 0,529 | 0,12 | 0,0547 | 0,122 | 0,523 | 0,129 | 0,509 | 0,146 |
При изготовлении шихтованных магнитопроводов аморфный сплав нарезается на ленты определенной длины специальными резаками. Современный режущий инструмент позволяет сделать 2 тыс. резов аморфной ленты и 2 млн. резов обычной стали. В шихтованных магнитопроводах из аморфной ленты наблюдается значительное ухудшение магнитных характеристик при прессовании. В табл. 6 приведены магнитные характеристики шихтованных магнитопроводов из пластин с углами в стыках 90 и 45° и тороидальных магнитонроводов и аморфных сплавов при индукции 1,4 Тл. В шихтованной конструкции мощность намагничивания значительно выше. В ближайшем будущем использование аморфных сплавов предполагается в трансформаторах небольшой мощности [7] .
Пожаробезопасные трансформаторы с нетоксичным жидким диэлектриком.
При создании трансформаторов I - III габаритов, устанавливаемых в непосредственной близости от потребителя, одной из основных проблем является обеспечение пожаро- и взрывобезопасности , а в последнее время и санитарной, и экологической безвредности. Широко распространенные в мире негорючие полихлордифенилы (ПХД) были запрещены к применению с 1979 г в США, Японии и некоторых европейских cтранах в связи с их высокой токсичностью и устойчивостью к процессам биоразложении.
Поиски альтернативных вариантов жидких диэлектриков привели к созданию таких веществ, как кремнийорганические жидкости, синтетические сложные эфиры, углеводородные жидкости, парафииы. Фторуглеводороды. Их характеристики приведены в табл. 7 |25, 26].
Все жидкие диэлектрики заменители ПХД должны удовлетворять следующим требованиям: температура воспламенения выше 200 °С, рабочий диапазон температур от 65 до +155 °С, диэлектрическая проницаемость 4 - 6 на частотах 50 - 10000 Гц, tg δ менее 0,02 при и частотах 50 – 10000 Гц, удельное сопротивление более 2 · 1010 Ом· см при 90 °C . Они должны быть самогасящимися, нетоксичными, биоразлагаемыми, иметь низкий коэффициент объемного расширения при нагреве.
Таблица 6
| Параметры | Тороидальный магнитопровод | Шихтованный магнитопровод, стыки под углом | |
| 90° | 45° | ||
| Потери, Вт | 0,114-0,123 | 0,137 | 0,128 |
| Потребляемая намагничивающая мощность, В ·А | 0,145-0,135 | 2,55 | 1,73 |
В большей степени этим требованиям отвечают синтетические кремний - органические жидкости (КОЖ), в частности полидиметилсилоксаны, которые обладают достаточно низкой вязкостью, свойствами самогашения и хорошими охлаждающими свойствами, но уступают ПХД по негорючести. КОЖ более гигроскопичны, чем ПХД: уже при относительной влажности воздуха 30% происходит резкое ухудшение их электроизоляционных свойств. Кроме того, они имеют повышенный коэффициент объемного рствоваться. Они производятся фирмами Don Corning Ltd, General Electric, Stauflfer Chemical (США). Особенностью жидкости является образование при пожаре большого количества кремнийсодержащей золы, которая в виде koрkи покрывает поверхность горящей жидкости, предотвращая тем самым распространение огня. При этом мощность выделяемого теплового потока в 10-18 раз меньше, чем при пожаре в трансформаторном масле.
Свойства КОЖ позволяют использовать их при повышенной по сравнению с трансформаторным маслом рабочей температуре. Так, в Японии разработаны тяговые трансформаторы для электровозов, работающие при 150 °С и имеющие хорошие массогабаритные показатели. Исследования показали, что основные и изоляционные свойства КОЖ снижаются при повышении температуры значительно медленнее, чем у трансформаторного масла, что и определяет большой срок их службы. Однако длительное превышение предельной температуры (свыше 200°С) вызывает увеличение вязкости вследствие начинающихся процессов полимеризации. Оптимальными физико-химическими характеристиками обладают КОЖ с вязкостью 50 мм2 /с при 20 °С. При рабочих температурах вязкость КОЖ больше, а при низких меньше, чем у ПХД и масла [8, 11].
При доступе воздуха, а следовательно, при повышенном влагопоглощении вязкость КОЖ увеличивается. Для марки КОЖ Grade 50 было установлено, что при 140°С и хорошем доступе воздуха вязкость увеличивается вдвое через 30 лет. В условиях эксплуатации трансформатора вязкость будет возрастать медленнее, однако при температуре выше 140°С необходима герметизация.
Кремнийорганические жидкости имеют преимущества перед трансформа горными маслами при использовании их при низких температурах окружающей среды. Фирма Bayer Chemical разработала силиконовую жидкость марки Baysilone М50EL с жидкой фазой до - 60°С. Для отрицательных температур число Прандтля этой жидкости ниже, чем у трансформаторного масла, что необходимо учитывал, при тепловых расчетах [8, 12].
| Пара-метры | Крем- ний- органи-ческие жидкости | Сложные эфиры | Смесь насыщенных и ненасы-щенных углево-дородов | Арома-тические углево-дороды | Ненасы- щенные алифати- ческие углево- дороды | Насы- щенные алифати- ческие углево- дороды | Трансфор-маторное масло | ||||||||
| DC-561 SF97(50) | Midel 7131 | Formel NF | Ugilec T(T4) | Wecosol | Хладон | RTEmp PAO-13CE | - | - | |||||||
| Поли-диметилсилоксаны | Синтети-ческий эфир | Перхлорэтилен + тетрахлорди-фторэтан + трихлортри-фторэтан |
Тетрахлор-диарил-метан-60% + трихлор бензол-40% |
Перхлор-этилен | Фтор-углево-дород | Парафины | - | ||||||||
| Пробив-ное напряжение,Кв | 50 | 50-55 | 70-75 | 60 | 45-60 | 31-32 | 43 | - | 60-80 | ||||||
| Диэлектрическая проницаемость при 20° | 2,7 | 3,2 | 2,4 | 4,6 | 2,2 | 2,4-2,5 | 2,2-2,4 | - | 2,2-2,3 | ||||||
| Tg угла диэлектрических потерь при 90° | 0,005 | 0,01 | 0,007 | 0,03 | 0,01 | 0,001-0,002 | 0,001 | - | 0,005-0,15 | ||||||
| Удельное электрическое сопротивление, Ом·см | 1·1015 - 2·1013 | 2·1013 | 1·1014 | 0,6·1010 | 1·1014 | 1014-1012 | 8·1012 -5·1014 | - | 1·1014 | ||||||
| Устойчивость к искрению | Плохая | Отличная | Плохая | плохая | плохая | Хорошая | - | хорошая | |||||||
| Плотность при 20°С, г/см3 | 0,96 | 0,96-0,98 | 1,62 | 1,42 | 1,62 | 1,56-1,65 | 0,85-0,99 | 0,837 | 0,85-0,88 | ||||||
| Вязкость, мм2/с : | |||||||||||||||
| При 25°С | 50 | 90 | 0,884 | 13 | - | 4 | 350 | 200 | 18-20 | ||||||
| При 100°С | 15 | 6 | - | 2,5 | 0,5 | - | 15-16 | 14 | 1,5-2,5 | ||||||
| Влагосодержание при 90°С, мг/л | 30·10-6 | 80 | 30 | - | - | - | 35 | - | 30 | ||||||
| Удельная теплоемкость, кДж/кг К | 1,45-1,54 | 1,81-2,1 | - | - | - | 0,9 | 0,46 | - | 1,93-2,09 | ||||||
| Коэффициент теплового расширения , 1/К | 0,001-0,00104 | 0,00069 | 0,0107 | 0,00102 | - | - | - | - | 0,0074 | ||||||
| Температура °С: | |||||||||||||||
| Застывания | -55 - -65 | -48 - -52 | -33 | -35 | -22 | -35 | -30 - -40 | - | -40 - -48 | ||||||
| Горения | 350-360 | 310 | - | 130-140 | - | - | 310-285 | 307 | 150-172 | ||||||
| Вспышки паров | 277-300 | 257 | - | - | - | - | 312 | - | 170 | ||||||
| Самовоспламенения | 316-395 | 310 | - | - | - | - | 540 | - | 280 | ||||||
| Давление паров при 20°С,Па | 10-6 - 10-4 | 10-7 - 10-5 | - | - | 10-10 | - | 10-2 - 10 | - | 10-1 – 10-2 | ||||||
| Теплопроводность, Вт/м К | 0,151 | 0,00155 | - | - | 0,00125 | 0,07 | 15-16 | - | 0,1 | ||||||
| Содержание кислот, мг КОН/л | 0,01 | 0,03 | 0,01 | - | - | - | 0,05 | - | 0,03 | ||||||
| Теплостойкость | Высокая | Высокая | - | - | - | - | Высокая | - | Малая | ||||||
| Индекс воспламенения | 4-5 | 100 | - | - | - | - | - | - | 10-12 | ||||||
| Степень биодегра-дации | Медленный фотолиз | Полностью биораз-лагаемые | Поддается биораз-ложению | - | Поддается биораз-ложению | Поддается биораз-ложению | Разру-шаются на 50% в течении недели при 20°С | - | Поддается биораз-ложению | ||||||
| Токсичность | 30 г/кг массы (крысы) | 105 мг/л массы (рыбы) | - | Слабая токсичность | - | - | 40г/кг массы (крысы) | - | - | ||||||
КОЖ совместима с целлюлозной и полиамидной бумагой и картоном, полиэфирной, полиимидной, полипропиленовой и полиэтиленовыми пленками, ПТФЭ, фторсиликоном, амидным, амидно-имидным и полиэфирным лаками, кремнийорганическими эпоксидными смолами, полиэфирными смолами и металлами. Однако обычно применяемые в масляных трансформаторах уплотнения при контакте с КОЖ набухают. Свинец, олово, селен и теллур отрицательно влияют на стабильность КОЖ при высоких температурах в окислительных условиях и могут вызвать ее желатинизацию. Каучуки, погруженные в КОЖ, теряют в массе и набухают. Но некоторые каучуки (натуральный, бутадиенстирольный, хлорпреновып, изобутиленовый, фторсиликоновый, этилеппропиленовый. бутадиеннитрильный и др.) можно использовать и контакте с КОЖ.
В Японии запатентована электроизоляционная охлаждающая жидкость для трансформаторов на основе КОЖ с 0,1-10 мас.ч фторированного алкила в частности фтористых дипропила и моноэтила и т.д. Добавка фторированного aлкина в КОЖ в указанных пределах увеличивает пробивное напряжение, уменьшает tgδ и увеличивает нагревостойкость полученной смеси. Новый состав электроизоляционной жидкости особенно эффективно можно использовать для пропитки бумаги или в сочетании с другими изоляционными материалами.
КОЖ с высокой молекулярной массой не способны аккумулироваться в живых организмах или вступать в процессы метаболизма. Они устойчивы к действию микроорганизмов, однако при попадании на поверхность почвы расплываются в виде гонкой пленки и под действием солнечного света бысгро разлагаются, превращаясь в вещества, обычные для окружающей среды ( CO2, SiO2, H2O). КОЖ не токсичны, но с полидиметилсилоксанами низкой вязкости следует обращаться, как с обычными органическими растворителями. Доза КОЖ вызывающая гибель животных, составляет 10 - 30 г/кг массы животных [13|.
Фирма Dow Corning Ltd (США) разработала метод перезаливки КОЖ в ПХД-содержащий трансформатор без его демонтажа. При этом остаточное количество ПХД может быть снижено с 1-8% (что обычно при подобных операциях) до 0,05%, т.е. совершенно безопасного уровня.
Весь процесс перезаливки занимает 10 ч; его стоимость составляет 50—75% от стоимости нового трансформатора с КОЖ.
Технология перезаливки предусматривает следующие операции:
· слив ПХД;
· промывка растворителем, который потом пропускается через адсорбер для удаления остатков ПХД. По мере исчерпания адсорбционной емкости адсорбентов они заменяются на свежие и затем уничтожаются;
· после промывки трансформаторы заполняются КОЖ, причем остаточная концентрация ПХД проверяется через три месяца [10].
К недостаткам КОЖ относятся их низкая смазочная способность и недостаточная дугостойкость.
Трансформаторы с КОЖ применяются в качестве тяговых на транспорте, в авиации. Наиболее важная область применения КОЖ - распределительные трансформаторы. Большинство из них относится к классу напряжения от 11 до 33 кВ и имеют мощность от 150 до 2500 кВ ·А. Всего в настоящее время установлено и эксплуатируется около 20 тыс. трансформаторов с КОЖ мощностью до 10 МВ ·А в единице и напряжением до 35 кВ [22].
Трансформаторы с КОЖ имеют обычные конструкции — с расширителем, герметичные с газовой подушкой и без нее. В связи с повышенной гигроскопичностью КОЖ предпочтение отдается герметичным конструкциям. Повышенная по сравнению с маслом вязкость и увеличенный коэффициент объемною расширения требуют несколько большие высоту бака и поверхность охлаждения.
Результаты тепловых измерений трансформаторов (400 кВ ·А, 18/0,4 кВ. Uk = 4%), заполненных маслом и КОЖ и изготовленных одной из швейцарских фирм, приведены в табл. 8.
Таблица 8
| Параметры | Трансформаторное масло | КОЖ | Нормы 3156 |
| Повышение температуры, °С | |||
| Верхних слоев масла над воздухом | 33,5 | 37,8 | 55 |
| Обмотки ВН над воздухом | 49,8 | 59,3 | 65 |
| Обмотки НН над воздухом | 49,3 | 55,8 | 65 |
| Температура в канале между обмотками, °С | |||
| Минимальная | 50,5 | 53,5 | - |
| Средняя | 58,0 | 71,5 | - |
| максимальная | 65,0 | 76,5 | - |
Фирма ВВС (Западный Берлин) освоила выпуск трансформаторов в герметичном исполнении. Бак гофрированный с газовой подушкой. Трансформаторы успешно эксплуатируются при температуре окружающей среды от 20 до +60°С. Однако для сохранения конструкции при внешнем пожаре, когда окружающая температура многократно возрастает и объем КОЖ значительно увеличивается в связи с высоким коэффициентом расширения, бак над гофрированной частью снабжается надставкой с гладкими стенками, обеспечивающей газовую подушку (сухой воздух). Высота газовой подушки выбирается в соответствии с нормированными длительностями пожара (0,5 - 1 ч). Повышенное внутреннее давление в баке снижается с помощью предохранительного клапана, который срабатывает при давлении 35 кПа. После гашения трансформатор подвергают ревизии и сушке.
Наиболее приемлемыми для использования в трансформаторах МЭК считает кремнийорганические жидкости. Постоянная секция МЭК разработала серию стандартов на КОЖ, которые имеют статус документа центрального бюро и согласуются с ДКЕ ИК 832.2. Методы испытаний КОЖ в большинстве случаев те же, что и для минеральных масел. Метод определения содержания воды вызывал затруднения в связи с использованием при этом вредного растворителя для устранения побочных реакций. В настоящее время используется кулонометрический метод, не имеющий этих недостатков. Другой особенностью испытания электрической прочности является образование на электродах мелких частиц, искажающих результаты последующих пробоев. Предложенный секцией МЭК метод использования нескольких электродов требует больших затрат времени и количества материала проб. Были разработаны системы, в которых не образуется налет на электродах в связи с ограничением тока.
Трансформаторы, заполненные КОЖ, изготовляются и испытываются в большинстве стран по тем же стандартам, что и масляные трансформаторы равного напряжения и номинальной мощности. Так, фирма ВВС изготовляет трансформаторы по стандартам DIN 42532 и VDE 0532, а фирма США по стандартам (ANSI /IEEE C57.12...) на распределительные трансформаторы с масляным заполнением.
При эксплуатации трансформаторов с КОЖ необходимо ежегодно повторять проверку таких параметров КОЖ, как пробивное напряжение, температура вспышки, влагосодержание и вязкость.
Трансформаторы с КОЖ оценивались не только с точки зрения пожаробезопасности, но и взрывобезопасности. Испытания, проведенные, в частности, фирмой Dow Corning Ltd показали, что в трансформаторах с КОЖ не исключена опасность взрыва, однако она намного меньше, чем при заполнении другими диэлектриками, поскольку КОЖ не поддерживает горения.
Синтетические сложные эфиры типа Midel двух модификаций впервые были разработаны фирмой Micanite & Insulators (Великобритания). Midel 7131 применяется в распределительных трансформаторах с 1978 г. Midel 7221 разработан для конденсаторов. Эфиры не оказывают неблагоприятного влияния на уплотняющие материалы, обладают большей, чем КОЖ, смазочной способностью. Замена трансформаторного масла эфиром возможна без изменения конструкции трансформатора и снижения его мощности. Midel 71.31 может быть применен в выключателях, кабелях и устройствах РПН трансформаторов. Он имеет такую же электрическую прочность, как и трансформаторное масло, хотя у эфира она несколько ниже при неоднородных нолях и больших зазорах между электродами. Испытания также показали, что Midel 7131 может успешно заменять трансформаторное масло для пропитки целлюлозной и полиамидной бумаги Nomeх. При поглощении влаги Midel 7131 ухудшает свои электроизоляционные свойства, но в меньшей степени, чем трансформаторное масло |9|. Все материалы, применяемые в масло- и ПХД-заполненных трансформаторах, пригодны для работы с Midel. Термическое разложение Midel протекает с выделением СО2. Испытания на огнестойкость дали вполне удовлетворительные результаты. Кратковременно эфиры могут работать при 90°С, в течение 50 лет - при 60°С. Эфиры трудно воспламеняются. При пробных испытаниях было отмечено, что при горении эфиры дают небольшое пламя при минимальном количестве образующихся продуктов горения. Midel 7131 предназначен для трансформаторов, работающих в тяжелых условиях, обладает достаточно хорошими смазочными свойствами для работы в высокоскоростных и высоконапорных насосах, подобных применяемым в маслоциркуляционных охладительных системах или защитных механизмах (14). Токсикологические испытания эфиров дали лучшие результаты, чем нефтяные масла. Эфиры полностью биоразлагаемы. Опыт их использования в течение ряда лет не выявил отрицательного влияния на здоровье людей. В Великобритании с 1978 г. эфиром Midel 7131 заполнено свыше 1000 трансформаторов. Лицензии на изготовление и применение Midel 7131 приобретены некоторыми фирмами США, Канады и ФРГ. Процедура перезаливки в трансформатор Midel 7131 вместо ПХД должна предусматривать многократную промывку, при которой добиваются остаточной концентрации ПХД менее 0,1%. Перезаливка трансформатора выгоднее, чем его замена на новый [21, 23]. Электроизоляционные жидкости с торговой маркой Formel NF разработаны фирмой ISC Chemicals Ltd (Великобритания) и по своему составу являются смесью нескольких углеводородов, главным образом перхлорэтилена, тетрафтордихлорэтана и трихлортрифторэтана, т.е. компонентов, уже свыше 20 лет применяющихся в различных областях промышленности. По своим диэлектрическим свойствам этот жидкий диэлектрик не уступает трансформаторному маслу. В связи с меньшей вязкостью и хорошими теплопередаюшими свойствами системы охлаждения с их использованием могут иметь уменьшенный по крайней мере на 50% объем охлаждающей жидкости. Поэтому Formel NF нецелесообразно использовать для перезаливки трансформаторов. Formel NF является взрывобезопасной жидкостью, так как в ее состав не входят атомы водорода. Вследствие низкой точки кипения (103,5°С) и высокого давления паров Formel NF требует герметичного исполнения трансформаторов. Имеются сведения, что Formel NF вступает в реакцию с алюминием и цинком. Стоимость нового диэлектрика на 20% выше, чем трансформаторных масел, но меньше, чем КОЖ и эфиров |27|.
Фирмы South Wales Switchgear и Lindley Thompson (Великобритания) изготовили трансформаторы с Formel NF мощностью 500 кВ · А. напряжением 11 кВ, которые успешно эксплуатируются с 1983 г.
Фирма Babcock Transformers (Великобритания) изготовила 200 трансформаторов с Formel NF мощностью 1,5 МВ · А , напряжением 11/0,4 кВ. Фирма Lindlev Thompson имеет заказы на 100 распределительных трансформаторов мощностью 100 4000 кВ · А , напряжением 24 кВ. В Японии прошли успешные испытания трансформатора, заполненного Formel NF, мощностью 500 кВ · А , напряжением 11/0,43 кВ. Бак, заполненный Formel NF, не имеет специальной газовой подушки. Она создается за счет воздуха, содержащегося в жидкости, а главным образом за счет интенсивного выделения паров Formel NF ,не при нагреве. В связи с высоким давлением паров бак заполняется под вакуумом 15 кПа с установлением вакуума 40 кПа после выделения содержащегося в жидкости воздуха. При 100%-ной нагрузке избыточное давление составляет 110 кПа, при 12о%-ной 1,6 и при кратковременной 150%-ной нагрузке 200 кПа. Перегрузочная способность трансформа гора с Formel NF значительно выше, чем при заполнении другими жидкостями, включая масло. Для зашиты бака от перегрузок не используется спускной клапан, а применяется реле давления с двумя уставками с выходом на систему сигнализации и отключения трансформатора, заполненного Formel NF.
Сравнительные данные по перегревам в масляном трансформаторе и трансформаторе, заполненном Formel NF. приведены в табл. 9.
Таблица 9
| Параметры | Маслянные трансформаторы | Трансформаторы с Formel NF | |||
| 100%-ая нагрузка по стандарту СР10110 | 100%-ная нагрузка | 120-%-ная нагрузка | 100%-ная нагрузка | 120%-ная нагрузка | |
| Температура окружающей среды, ° С | 20 | 19 | 20 | 20 | 20 |
| Наибольшее превышение темпер-ты масла в баке,°С | 55 | 53 | 73 | 53 | 66 |
| Превышение средней темпер-ры, ° С | |||||
| Масла в обмотке | 44 | 42 | 58 | 48 | 59 |
| Обмотки над температурой среды | 65 | 62 | 86 | 58 | 71 |
| Осевой перепад темпер-р в обмотке, ° С | 21 | 20 | 28 | 10 | 12 |
| Темпер-ра наиболее нагретой точки обмотки, ° С | 98 | 95 | 124 | 84 | 100 |
| Давление пара, кПА | - | 100 | 100 | 110 | 160 |
| Обьем жидкости, % | - | 100 | 100 | 86 | 86 |
Исследования показали, что под воздействием электрической дуги Formel NF разлагается с образованием свободных радикалов, которые после рекомбинации образуют хлорфторуглеводороды низкой токсичности. Токсикологические исследования показали, что Formel N1F поддается процессам биоразложения [15|.
Другой, близкой по классу, является разработанная фирмами Prodelec и General Electric изоляционная жидкость Ugilec T(T4), представляющая собой смесь 60% тетрахлордиарилметана с 40% трихлорбензола. предотвращающего интенсивные процессы старения. По своим электроизоляционным свойствам Т4 близка к аскарелям, но уступает им по показателю горючести. Жидкость Т4 в отличие от ПХД поддается биоразложению. Работа с Т4 не представляет токсикологической опасности для персонала при соблюдении элементарных правил техники безопасности. Отмечается слабая токсичность при попадании в желудок и слабое раздражающее действие при соприкосновении с кожей.
В 1980 г. распределительный трансформатор, заполненный t4, мощностью 160 кВ · А, напряжением 20/0,4 кВ был подвергнут испытаниям, успешно их выдержал и был введен в опытную эксплуатацию. Вероятность интенсивно развивающихся процессов старения Т4 требует тщательного контроля в эксплуатации |24|.
Фирма Westinghouse Electric разработала новый жидкий диэлектрик перхлорэтилен (C2 Cl4 ) с торговым названием Wecosol. С 1982 г. изготовлено около 1000 трансформаторов в герметичном исполнении, заполненных этой жидкостью. Эксплуатация подтвердила их взрыво- и пожаробезопасность, большую надежность, чем масляных трансформаторов. В ФРГ аналогичная жидкость под названием тетрахлорэтан разработана фирмой Wacher Trafo-Рег. У перхлорэтиленов высокая теплопроводность, однако они имеют большой коэффициент объемного расширения, низкую температуру кипения, высокое давление пара и точку застывания. Вследствие высокого давления пара и низкой точки кипения перхлорэтилен должен применяться только в закрытых системах. Исследования показали, что промышленный перхлорэтилен вызывает сильную коррозию меди и разрушает органические полимерные материалы. Для устранения этого недостатка в Wecosol вводят 40 500 мг/кг стабилизатора Фирма Westinghonse, выпускающая трансформаторы с Wecosol мощностью 500 - 5000 кВ • А, напряжением до 35 кВ, применяет в обмотках только алюминиевый провод, в то время как с КОЖ могут использоваться алюминиевые и медные проводники. Герметичный бак трансформаторов рассчитан на давление вдвое большее, чем бак трансформаторов заполненных маслом и КОЖ. Трансформаторы, заполненные Wecosol, на 25% дороже масляных, а КОЖ на 35%. ЕРА (США) рассматривает перхлорэтилен как канцерогенное вещество |19].
Для снижения температуры застывания предложена электроизоляционная жидкость, представляющая смесь 75% перхлорэтилена и 25% трансформаторного масла. Трансформаторы имеют азотную подушку. Фирма Westinghouse разработала серию таких трансформаторов мощностью 112,5-10000 кВ · А и напряжением 15 кВ [16, 19, 20].
Для замены ПХД могут быть использованы парафины. Наиболее часто применяемые парафины марок RTEmp и РАО-13СЕ. Жидкость RTEmp производится фирмой RTF Corp. (США) и представляет собой высокоочищенный парафин с высокой молекулярной массой, с содержанием в структурной цепочке свыше 26 атомов углерода. RTEmp получается путем гидрогенизации нефтяных фракций, он малоароматичен, но содержит добавки антиоксидантов. Анализ RTFmp производится методом высокотемпературной газожидкостной хроматографии.
Парафин РАО-13СЕ, выпускаемый фирмой Uniroyal (США), является полиальфаолеином, со средней молекулярной массой около 600. Обе марки парафинов имеют удовлетворительные электроизоляционные свойства однако выделяют повышенное количество тепла при горении. Кроме того, они подвержены быстрому старению и должны тщательно контролироваться в процессе эксплуатации. Парафины РТЕmр разрушаются на 50% бактериями в течение недели при 20 °С. Парафин РАО-13СЕ имеет более разветвленную структуру и разлагается медленнее. При определении степени токсичности парафинов было установлено, что летальная доза РАО-13СЕ для крыс составляет при приеме с нишей более 40 г/кг массы (для ПХД эта доза 4-11 г/кг) |13| .
В трансформаторах с испарительным охлаждением используются жидкости на основе фторуглеводородов (фреоны). Применяются два способа охлаждения - погружной и пленочный. При мощностяхдо 2500 кВ·А выгоднее использовать погружное охлаждение. Фирма General Electric изготовляет трансформаторы типа Vaportran мощностью 750- 2500 кВ·А. Обмотки погружены во фреон R-113, пар поднимается от обмоток в конденсатор, охлаждается и затем по трубе возвращается в трансформатор. В данной конструкции насосы не используются. Мощность можно повысить за счет обдува вентиляторами.
Фирма Westinghouse разработала трансформаторы с пленочным охлаждением мощностью 7000 кВ·А . Помимо фреона использован элегаз для придания электрической прочности в холодном состоянии.
Под воздействием электрической дуги фреоны разлагаются с выделением низкомолекулярпых фторуглеводородов, углекислого и угарного газов, фторангидридов. Последние могут вызвать коррозию металлов или разрушение твердых электроизоляционных материалов. Продукты, образующиеся при пробое фреонов, мало влияют на снижение их электрической прочности, в связи с чем такими жидкостями могут заполняться высоковольтные контакторы и выключатели.
Фторуглеводороды мало гигроскопичны, но при продолжительной выдержке в атмосфере с повышенной влажностью их электрическая прочность снижается.
Для фреонов характерна хорошая совместимость с большинством материалов, применяемых в трансформаторостроении. однако наблюдается значительное набухание во фреонах силиконовых резин, натурального каучука, бутилкаучука. Непригодными являются также лаки на масляной основе.
Смесь паров фреонов с воздухом взрывобезопасна. Фреоны относятся к малоактивным соединениям в силу их химической инертности, малой растворимости и разрушаемости в биологических средах. Есть сведения об их сродстве с биологическими мембранами. Они способны накапливаться и живых организмах и приводить к серьезным нарушениям. При высокой концентрации поражают главным образом центральную нервную систему. вызывая быстро наступающий наркоз, из которого животное также быстро выходит. Величина предельно допустимой концентрации (ПДК) рекомендована на уровне 3000 мг/м3. Защитное средство противогаз марки А |1б|.
При разработке альтернативных ПХД жидких диэлектрике» основное внимание уделяется подбору жидкостей с удовлетворительными электрическими и токсикологическими характеристиками, тогда как вопросы обезвреживания их при попадании в окружающую среду разработаны очень слабо. Вместе с тем проблема обезвреживания или уничтожения этих веществ при попадании их в окружающую среду в случае аварийных разливов. пожаров, с отработавшими свой срок электротехническими изделиями является весьма актуальной. Опыт предыдущих исследований показывает, что при разработке подобных технологий обезвреживания особое внимание должно быть уделено не только обеспечению экономической целесообразности процесса, но и оптимизации, не допускающей образования более токсичных веществ, чем исходные продукты распада.
С этой точки зрения показателен опыт проведения исследований и разработки промышленных образцов установок по обезвреживанию ПХД. В связи с крайне неблагоприятными медико-биологическими показателями ПХД и их высокой устойчивостью к процессам биодеградации при попадании в окружающую среду в настоящее время разработаны девять различных способов их обезвреживания: реагентный, экстракционный, сорбционный, электролитический, ультра фиолетового облучения, биологический, понтирующим излучением, микроволнового плазменного пиролиза, сжиганием. Не все они разработаны в достаточной мере полно, с доведением до промышленной установки, не все имеют равную эффективность. Наиболее распространен метод сжигания (эффективность до 99,99998%), хотя он дорог. При использовании этого метода было установлено, что процесс сжигания ПХД, равно как и других хлорсодержащих органических материалов, должен предусматривать использование температур не ниже 1000°С во избежание образования еще более токсичных, чем ПХД, диоксинов и фуранов.
Анализ и сравнение различных жидкостей - заменителей токсичных ПХД показывают, что на сегодняшний день наибольший опыт эксплуатации имеют кремнийорганические жидкости и эфиры. МЭК считает их наиболее приемлемыми для использования в трансформаторах.
Трансформаторы, заполненные новыми жидкостями, в основном имеют конструкцию, близкую к традиционной. В большинстве случаев требуется герметизированное исполнение в связи с повышенным влагопоглощением, интенсивным выделением паров, жидкости, либо по другим соображениям.
С точки зрения совместимости с материалами, обычно используемыми в масляных трансформаторах и трансформаторах, заполненных ПХД, наиболее приемлемыми являются КОЖ, эфиры, парафины и жидкость Ugilec Т. Жидкости Wecosol (перхлорэтилен), Formel NF и фторуглеводороды разрушают целлюлозную и кремнийорганическую изоляцию. Wecosol вызывает еще и коррозию меди, a Formel NF алюминия и цинка.
Наиболее эффективной с точки зрения теплопередающих и изолирующих свойств является жидкость Formel NF. Трансформаторы с ее использованием имеют объем жидкости на 50% меньше, чем трансформаторы, заполненные маслом и ПХД.
Для работы трансформаторов в условиях холодного климата наиболее приемлемой считается кремнийорганическая жидкость в связи с низкой температурой замерзания (55 —-65°С).
Целесообразна перезаливка трансформаторов, заполненных полихлордифенилами. новыми жидкостями, кроме Formel NF в связи со значительно меньшим объемом.
Стоимость всех разработанных жидкостей превышает стоимость масла и ПХД. КОЖ на 35% дороже масла, Wecosol и Formel NF - на 25- 35%. Но с учетом того, что трансформаторы с новыми жидкостями являются в большей степени пожаробезонасными, чем масляные, и не требуют специальных противопожарных сооружений, их эксплуатация экономически целесообразна.
Все разработанные жидкие диэлектрики по уровню токсичности намного безопаснее, чем ПХД. Кроме того, в отличие от ПХД они подвержены процессам биодеградации.
В связи с появившимися сведениями об обнаруженных специалистами ЕРА (C1L1A) канцерогенных (в отношении человека) свойствах нерхлорэтилена считать этот диэлектрик в качестве реальной альтернативы ПХД для широкого применения, по-видимому, нельзя.
Фреоны и хладоны не могут рассматриваться как диэлектрики широкого спектра применения не только из-за специфических свойств, но и в связи с их резко отрицательным влиянием на озоновый слой атмосферы земли.
Как показал анализ зарубежных материалов, при разработке жидких диэлектриков заменителей ПХД основное внимание уделяется их диэлектрическим и токсикологическим свойствам. Технология и методы процессов обезвреживания или уничтожения этих веществ при попадании их в окружающую среду практически не разработаны, как эго выполнено для ПХД.
Поиск и исследования различных жидкостей продолжаются. Наиболее подходящей должна быть признана та, которая наиболее оптимально удовлетворяет требованиям конкретной конструкции.
Выводы
При разработке трансформаторов массовых серий основной задачей является снижение затрат на производство и эксплуатацию трансформаторов. Решаются вопросы снижения расхода активных и конструкционных материалов, повышения надежности и исследования реальных условий эксплуатации.
Выбор оптимальных вариантов конструкции производится по минимуму народнохозяйственных затрат. Основными варьируемыми параметрами являются: диаметр стержня, плотность тока в обмотках и др.
Проектирование базируется на применении высококачественных материалов, современных конструкторских и технологических решениях и оптимизационных расчетах с применением ЭВМ. В новой серии выбран витой пространственный магнитопровод из стали марки 3407 с удельными потерями 1.2 Вт/кг (при индукции 1,7 Тл). гофрированный бак герметизированной конструкции с применением глубокою вакуума при заливке активной части.
К перспективным направлениям в разработке новых серий относят создание витых разрезных магнитопроводов, благодаря которым конструкция трансформатора становится ремонтопригодной, а также применение аморфных материалов и другие мероприятия
За рубежом трансформаторы класса 10 кВ мощностью до 630 кВ·А выпускают многие фирмы стран Западной Европы, Японии, США. Наиболее высокие технические характеристики имеют распределительные трансформаторы фирм Trafo-Union (ФРГ), Brush (Великобритания), и др. В трансформаторах западноевропейских фирм используются планарные магнитопроводы с полным косым стыком из стали Hi-B, с удельными потерями 0,8-0.9 Вт/кг при индукции 1,5 Тл. За счет использования прямоугольного сечения стержня удалось, не изменяя технических параметров, снизить трудоемкость на 25 - 30% при изготовлении трансформатора и на 3-6% массу магнитопровода за счет уменьшения межосевого расстояния. Фирмы General Electric и Westingliouse (США), Matsushita (Япония) используют витые разрезные планарные магнитопроводы с различным исполнением зоны стыка. Т-образная зона стыка, запатентованная фирмой Westinghouse. снижает потери холостого хода на 10-15%. Трансформаторы собираются из двух однофазных броневых трансформаторов. Фирмы Японии применяют разрезные витые магнитопроводы с травлением и полировкой зоны стыка.
За рубежом уже изготовлены первые партии распределительных трансформаторов небольшой мощности (25 кВ·А) около 1000 шт. с применением магнитопроводов из аморфной стали. Имеющийся материал толщиной 30—50 мкм и шириной 100- 200 мм позволяет его использовать только в трансформаторах небольшой мощности. Ведутся работы по увеличению толщины аморфного материала за счет спрессовывания и увеличения ширины листа до 300 мм. Изготовлен опытный образец трансформатора 500 кВ·А.
За рубежом в большинстве развитых капиталистических стран ведутся работы по созданию пожаробезопасных трансформаторов с нетоксичными жидкими диэлектриками (кремнийорганическими жидкостями, эфирами. углеводородными маслами, парафинами и другими жидкостями) - заменителями хлордифенилов.
Список литературы
1. Пространственные конструкции магнитопроводов трансформаторов 250...6,10 кВ·А, 6-10 кВ: Отчет о НИР/ВНИИКЭ; № ГР 02860002610. М.. 1986.
2. Технико-экономические требования к массовым сериям трансформаторов: Отчет о НИР/ВИТ; № ГР 02850051107. М.. 1986.
3. САПР трансформаторов: Отчет о НИР/СКБ Минского электротехнического завода; № ГР 028500055160. М., 1986.
4. Bulletin des SchweizerischenElektrotechnischenVereins. 1985. Bd 76, № 9. S. 503 508.
5. Electronics and Power. 1985. Vd: 31, № 2. P. 133—136.
6. Каталог фирмы Trafo-Union (ФРГ). Фонд ВНИИПМ. № ГР ПК 18002 ^8.
7. Bulletin SEV/VSE. 1987. Bd 78, № 19. S. 1201—1204.
8. Electrical Review, 1982. Vol. 210. № 8. P. 27—28.
9. Beck Isoliertechn. 1984. Bd 32, № 56. S. 2—7, 11-13.
10. Pap. Trade. 1982. Vol. 166, № 18. P. 36--39.
11. Elektrizitatswirzschaft. 1984. Bd 83, № 8. S. 383-387.
12. Electrotechn. undMaschinenhau. 1987. Bd 104. № I. S. 20.
13. Environmental Science & Technology. 1983. Vol. 17, № 10. P. 486 494.
14. Transmission & Distribution. 1984. Vol. 91, № 6. P. 26.
15. Electrical Review. 1984. Vol. 214. № 8. P. 8, 17, 24-25.
16. J HPRI. 1984 Vol. 9. № 8 A. P. 16-19.
17. Asian Electricity. 1986. Vol. 4, № 8. P. 19, 21.
18. Electrical Review. 1986. Vol. 218, № 4. P. 9.
19. Пат 4424147 США, МКИ Н01В 3/24.
20. Каталог фирмы Westinghouse (США). Фонд Информэлектро. Инв. № 288. М.. 1985. 12 с.
21. OZE. 1987. Bd 40, № 5. S. 166-189.
22. Electrical Review. 1981. Vol. 209, № 19. P. 37, 39.
23. Electrical Review. 1981. Vol. 208. № 16. P. 33-35.
24. Elettrotechnica. 1981. Vol. 68, № 10. P. 875-879.
25. C1GRE. 1986 Peaper 12—06. Paris, 28 aug. — 4 sep. 1986.
26. RGE. 1987. № 8. P. 145.
27. Chemical & Engineering News. 1987. Vol. 65, № 31. P. 17.
28. Фадеева Г.А., Федин В.Т. Проектирование распределительных электрических сетей. – Мн.: Вышэйшая школа, 2009.
29. Короткевич М.А. Эксплуатация электрических сетей. – Мн.: Вышэйшая школа, 2005.
30. Короткевич М.А. Основные направления совершенствования эксплуатации электрических сетей. – Мн.: Техноперспектива, 2003.
31. Герасименко А.А., Федин В.Т. Передача и распределение электрической энергии. – Ростов на Дону: Феникс, 2006.
32. Поспелов Г.Е., Русан В.И. Надежность электроустановок сельскохозяйственного назначения. – Мн.: Ураджай, 1982.
33. Лещинская Т.Б. Электроснабжение сельского хозяйства. – М.:, 2006.
34. Керного В.В., Поспелов Г.Е., Федин В.Т. Местные электрические сети. – Мн.: Вышэйшая школа, 1972.
35. Короткевич М.А. Оптимизация эксплуатационного обслуживания электрических сетей. – Мн.: Наука и техника, 1984.