
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Тормоз колодочный с электромагнитным приводом
Курсовая работа: Тормоз колодочный с электромагнитным приводом
Содержание
Введение
1. Устройство, принцип работы тормозов, регулировка тормозов
1.1 Тормоза ТКТ с короткоходовым электромагнитом МО
1.2 Тормоза ТКТГ с электрогидравлическими толкателями ТЭГ-25
2. Неисправности тормозов, техническое обслуживание
3. Обязанности крановщика при выполнении технического обслуживания и ремонта крана
4. Экономический раздел
Список использованных источников
Графическая часть
Введение
Одним из важных средств технического прогресса в промышленности и на транспорте является комплексная механизация трудоемких производственных процессов, без которой невозможны высокие темпы дальнейшего роста производительности труда. Известно, что простейший процесс производства вызывает необходимость пространственного перемещения грузов (предметов труда).
Всякая транспортная операция, так же как и передача грузов с одного вида транспорта на другой начинается и заканчивается, погрузочно-разгрузочными работами. Механизация тяжелых и трудоемких процессов – один из важнейших путей повышения производительности труда.
Комплексная механизация строительных работ, превращение стройки в непрерывный процесс монтажной сборки зданий и сооружений из изготовленных в заводских условиях узлов, конструкций и дет\алей, в первую очередь, сказались на профессии машиниста башенного крана, повысили ее значение, авторитет среди других строительных профессий.
В строительстве многоэтажного жилого здания, коммерческого объекта либо промышленного сооружения, где требуется регулярное поднятие и перемещение грузов значительной тяжести, без применения башенных кранов обойтись невозможно. Краны применяют для выполнения погрузочно-разгрузочных работ в портах, на причалах, складах и базах, строительных и монтажных площадках. Они участвуют в процессе монтажа промышленного оборудования и магистральных трубопроводов. С их помощью производят работы по ремонту линий электропередачи, мостов, зданий, сооружений и др.
Трудно переоценить значение кранов в строительном деле, выполняя практически все перемещения грузов по строительному объекту кран является ключевой и незаменимой частью строительства. Недаром непременным элементом современного пейзажа стал подъемный кран. Ведь именно с помощью башенного крана, мощной, мобильной и универсальной машины ведется основной монтаж строительных конструкций - ведущий процесс, который задает ритм, определяет последовательность производства остальных видов работ на стройке.
1. Устройство, принцип работы тормозов, регулировка тормозов
1.1 Тормоза ТКТ с короткоходовым электромагнитом МО
Тормоз колодочный ТКТ (ТК - тормоз колодочный, Т - с электромагнитным приводом переменного тока) предназначен для остановки и удержания валов механизмов подъемно-транспортного и другого оборудования в заторможенном состоянии при неработающем электродвигателе.
В зависимости от рода тока тормозные электромагниты делятся на: 1) переменного трехфазного тока — тип КМТ; 2) переменного однофазного тока — тип МО; 3) постоянного тока — типы КМП, ВМ, МП и А.
Тормозные электромагниты изготовляют коротко- и длинноходовыми. Ходом электромагнита называется расстояние, на которое перемещается подвижная часть электромагнита при включении и отключении тока.
Принцип работы тормоза основан на использовании силы трения, возникающей от воздействия тормозного усилия между поверхностями двух деталей, одна из которых жестко связана с затормаживаемым валом, а вторая соединена с корпусом машины. Колодки двухколодочного тормоза расположены диаметрально относительно шкива и создают равное, но противоположное давление на вал, что исключает изгибающий момент.
На рисунке 1 показан автоматический, т.е. замыкающийся автоматически при выключении тока, двухколодочный пружинный тормоз типа ТКТ с короткоходовым электромагнитом переменного тока МО.
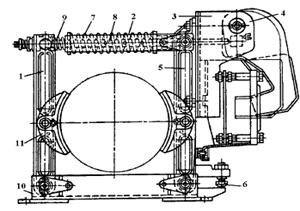
Рисунок 1 - Колодочный тормоз с короткоходовым электромагнитом МО:
1, 5 – вертикальные рычаги; 2 – скоба; 3 – короткоходовой электромагнит; 4 – якорь; 6 – головка болта; 7, 9 – пружины (основная и вспомогательная); 8 – шток; 10 – основание; 11 – колодки.
Вертикальные рычаги тормоза шарнирно соединены с основанием, а колодки шарнирно с этими рычагами. К верхнему концу рычага жестко прикреплена скоба, внутри которой расположены шток и пружина. На штоке, между скобой и концом рычага расположена вспомогательная пружина. Пружина, установленная между скобой и гайками, навинченными на шток, служит для замыкания тормоза, а вспомогательная пружина способствует отходу рычага с колодкой от тормозного шкива при растормаживании.
Короткоходовой электромагнит с якорем закреплен на рычаге, а его центр тяжести расположен справа от оси рычага. Поэтому момент, создаваемый силой тяжести электромагнита, стремится поворачивать рычаг по часовой стрелке и, следовательно, отводить правую колодку от тормозного шкива. При выключенном электромагните сжатая рабочая пружина с помощью скобы и штока стягивает верхние концы рычагов, вследствие чего обе колодки прижимаются к тормозному шкиву, и тормоз замыкается. При включении электромагнита якорь, притягиваясь к сердечнику, поворачивается по часовой стрелке относительно оси своего шарнира и нажимает на конец штока тормоза. В результате пружина сжимается еще больше, рычаги поворачиваются относительно своих нижних шарниров, и обе колодки отходят от тормозного шкива. Угол поворота рычага, определяющий величину радиального отхода правой колодки, зависит от величины зазора между головкой болта и его упором. Зазор этот устанавливается с таким расчетом, чтобы обеспечивался радиальный отход колодки на заданную величину. Для устранения возможности поворота колодок после их отхода от шкива в них установлены подпружиненные фиксаторы трения.
Рассмотрим однофазные магниты типа МО (рис.2).
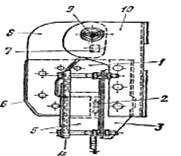
Рисунок 2 - Тормозные электромагниты однофазный электромагнит МО:
1 — ярмо, 2 — короткозамкнутый виток, 3 — угольники, 4 — крышка катушки. 5, 12 — катушка, 6, IS — якорь, 7 — поперечная планка, 8 — щеки якоря, 9 — ось, 10 — стойка, 11 — корпус, 14 — штырь, 15 — втулка, 16 — пружина, 17 — крышка, 18 — шток тормоза
Тормозные электромагниты имеют две основные части: магнитопровод и обмотку возбуждения (катушку). Магнитопровод состоит из неподвижного ярма 1 и подвижного якоря 6, которые набираются из собранных в пакет изолированных листов электротехнической стали.
Пакет ярма склепан с двумя угольниками 3 и двумя опорными стойками 10. Катушка 5 электромагнита крепится на ярме с помощью крышки 4. На ярме укреплен короткозамкнутый виток 2, служащий для устранения вибрации и гудения электромагнита.
Пакет якоря склепан с двумя щеками 8, которые через ось 9 шарнирно соединены со стойками 10. В прорези щек установлена поперечная планка 7. Планка при повороте якоря упирается в шток тормоза и перемещает его, обеспечивая отход колодок тормоза от шкива и растормаживание механизма.
При прохождении тока через укрепленную на ярме катушку возникает магнитное поле, под действием которого якорь притягивается к ярму и через систему рычагов растормаживает тормоз. Собственное время втягивания якоря составляет около 0,03 с, а время отпадания — около 0,015 с. Число включений магнитов допускается не более 300 в час при ПВ 40%.
Для устранения вибрации в магнитах типа МО применяют успокоитель в виде короткозамкнутого витка или кольца из толстой медной проволоки, вставленного в пазы подвижной части магнитопровода. Под действием переменного магнитного потока в этом витке индуктируется своя ЭДС и возникает довольно значительный ток, протекающий по короткозамкнутому витку. Благодаря этому электромагнит работает спокойно, без шума. При разрыве короткозамкнутого витка тормозной магнит будет сильно гудеть.
Однако, всем электромагнитам свойствен существенный недостаток: в начале движения якоря, когда требуется наибольшее усилие, магниты дают наименьшее усилие, а в конце хода, когда необходимо уменьшить усилие для ослабления удара, магнит развивает наибольшую силу.
У тормозных электромагнитов переменного тока могут сгореть катушки, если магнит включен, а сердечник не замкнулся (например, вследствие перекоса или заклинивания, при попадании грязи на поверхности ярма и сердечника), поэтому в настоящее время широкое распространение на кранах получают тормоза с электрогидравлическими толкателями.
1.2 Тормоза ТКТГ с электрогидравлическими толкателями ТЭГ-25
Тормоза с электрогидравлическими толкателями (рис.3), свободны от недостатков, присущих электромагнитам, и обладают большей надежностью. Шток тормоза здесь также шарнирно соединен с большим плечом двуплечего рычага, установленного на тормозном рычаге. С меньшим плечом рычага соединена тяга, прикрепленная гайками к тормозному рычагу. Замыкание тормоза осуществляется усилием вертикальных пружин. При движении штока толкателя вверх рычаг поворачивается, сжимая пружины, а рычаг вместе с тормозной колодкой отходит от шкива до тех пор, пока упор не дойдет до основания. Затем отходит от колодки рычаг. Возврат поршня в исходное положение происходит под воздействием пружины.
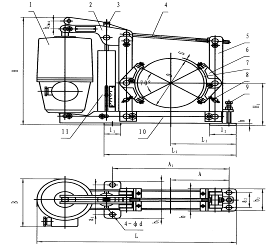
Рисунок 3 – Тормоз ТКТГ
Устройство и принцип работы. Тормоз состоит из следующих основных частей: электрогидравлического толкателя 1, механической части. Механическая часть состоит из: опорной рамы 10, тормозной пружины в сборе с защитным кожухом 11 с таблицей тормозного момента, регулировочного болта пружины 3, верхнего рычага 2, тормозного и вспомогательного рычага 5, регулировочной тяги 4, тормозных колодок 6 с тормозными накладками 7, регулировочного болта колодки 8, регулировочного болта балансировки 9.
При выключенном электрогидравлическом толкателе под действием сжатой пружины рычаги прижимают колодки к поверхности тормозного шкива. Шток электрогидравлического толкателя при этом находится в нижнем положении. При включении электрогидравлического толкателя, его поршень выдвигает вверх шток. Рычаги, освободившись от действия пружин, расходятся, растормаживая шкив.
В электрогидравлических толкателях (ЭГТ) используется принцип создания гидравлического давления под поршнем, шток поршня получает при этом прямолинейное движение (рис. 4).
![]()
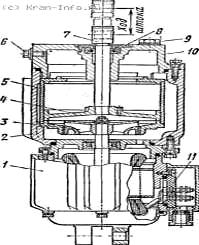
Рисунок 4 - Электрогидравлические толкатели типа ТЭГ:
1 - электродвигатель, 2 - корпус, 3 - центробежный насос, 4 - поршень, 5 - цилиндр, 6 - контрольная пробка, 7 - шток, 8 - резиновое уплотнение, 9 - пробка заливного отверстия, 10 - крышка,11 - панель зажинов
Электрогидравлический толкатель состоит из короткозамкнутого электродвигателя 1 и корпуса 2 с крышкой 10. На валу электродвигателя закреплен центробежный насос 3. В цилиндре 5 перемещается поршень 4. Шток 7 поршня соединяется с рычажной системой тормоза. На верхней крышке установлено резиновое манжетное уплотнение 8, препятствующее выходу масла при движении штока. Для подключения электродвигателя предназначена панель зажимов 11. Масло в электрогидравлический толкатель заливают через верхнее заливное отверстие, закрываемое пробкой 9. Пробка 6 служит для контроля уровня масла. Места соединения корпусных деталей толкателя уплотнены маслостойкими резиновыми кольцами.
Перед установкой электрогидравлических толкателей следует проверить сопротивление изоляции обмотки статора относительно корпуса электродвигателя и между фазами обмотки. Проверку изоляции следует производить мегомметром с напряжением 500 В. Сопротивление изоляции в холодном состоянии должно быть не менее 20 МОм. При меньшем сопротивлении изоляции двигатель нужно просушить при температуре не выше 100 °С, предварительно сняв его с толкателя. В горячем состоянии сопротивление изоляции должно быть не ниже 0,5 МОм. Далее нужно проверить, полностью ли заполнен толкатель рабочей жидкостью (трансформаторным маслом), и при необходимости долить сухое трансформаторное масло. Масло должно обладать электроизоляционным свойством — пробивное напряжение его должно быть не менее 20 кВ/мм. Причиной снижения пробивного напряжения может быть только попадание влаги или проводящей жидкости в масло. В этом случае масло требуется заменить, проверив изоляцию обмоток.
В сравнении с тормозными электромагнитами электрогидравлические толкатели обладают рядом преимуществ: размеры и масса их меньше по сравнению с аналогичными по рабочим параметрам электромагнитами, потребление электроэнергии также в несколько раз меньше. Величина напорного усилия гидротолкателя не зависит от положения поршня, в то время как у электромагнита усилие резко изменяется в зависимости от величины воздушного зазора между ярмом и якорем. С повышением внешней! нагрузки до величины максимального упорного усилия толкателя поршень останавливается. При этом не происходит ни перегрузки двигателя, ни механических повреждений элементов толкателя. С помощью электрогидравлического толкателя можно получать малые скорости привода.
К недостаткам электрогидравлических толкателей относятся существенное уменьшение усилия на штоке при отклонении геометрической оси толкателя от вертикали, большее по сравнению с электромагнитным приводом время срабатывания и изменение его величины в зависимости от температуры окружающего воздуха.
Тормоз регулируют в следующих случаях: когда он не затормаживает механизм при выключении двигателя или, наоборот, резко затормаживает механизм. При регулировании тормозов соблюдают следующую последовательность:
- устанавливают нормальный ход якоря электромагнита;
- регулируют равномерность отхода колодок от шкива;
- проверяют и устанавливают длину рабочей пружины.
Нормальный ход якоря электромагнита (рис.5,а) устанавливают следующим образом.
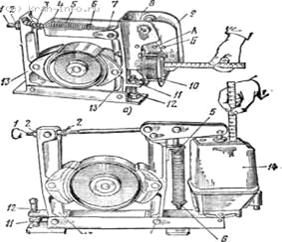
Рисунок 5 - Регулирование тормозов ТКТ и ТКТГ:
а — хода якоря (у тормоза ТКТ), б — хода штока; 1 — тяга, 2 — гайка и контргайка, 3 — пружина вспомогательная, 4 — скоба, 5 — главная пружина, 6 — регулировочная гайка, 7 — отжимная гайка, 8 — корпус электромагнита, 9 — якорь электромагнита, 10 — катушка тормоза, 11 — контргайка, 12 — регулировочный болт, 13 — рычаги, 14 — электрогидротолкатель; А и Б — смежные заклепки
Расконтривают гайки 2, 6 и 7, находящиеся на тяге 1. Гайку 7 отвинчивают до тех пор, пока она не отожмет тягу от заднего рычага 13, а якорь электромагнита 9 не упрется в сердечник корпуса электромагнита 8.
В таком положении измеряют линейкой, как показано на рисунке, расстояние от наружного торца катушки, электромагнита до наиболее удаленной внешней поверхности якоря в нижней его части (Для электромагнита МО-100Б —это расстояние 25 мм, МО-200Б — 48,5 мм). После этого гайку 7 заворачивают с таким расчетом, чтобы она перестала упираться в рычаг, а конец тяги отжал якорь электромагнита.
В таком положении результат замера Н (рис.6,а) должен быть равен сумме двух размеров: ранее полученного при замкнутом якоре и величины установочного хода якоря (Рут), взятой из характеристики тормоза по табл.1 (для электромагнита МО-100Б: 25+11 =36 мм; для электромагнита МО-200Б: 48,5 + 14 = 62,5 мм). Если результаты замеров отличаются от расчетных, необходимо отрегулировать отход якоря с помощью гайки 2 (рис.5,а), находящейся на конце тяги. Тягу при этом удерживают от проворачивания за квадратный хвостовик на конце. При регулировании хода якоря можно замерять расстояние между соседними смежными заклепками, находящимися на якоре и корпусе магнита (точки А и Б). Величины хода якоря на уровне геометрической оси, соединяющей эти заклепки, даны в табл.1.
Таблица 1 - Установочные величины для регулирования тормозов типа ТКТ и ТКТГ
| Параметр | Электромагнит | Электрогидро-толкатель ТЭГ-25 | ||
| МО-100Б | МО-200Б | МО-300Б | ||
| Ход якоря (на уровне верхних смежных заклепок, одна расположена на якоре, вторая на ярме), мм | ||||
| - установочный (Рус) | 5,5 | 7,0 | 9,0 | - |
| - предельно допустимый (Рпс) | 8,0 | 10,0 | 13,0 | - |
| Ход якоря (на уровне наиболее удаленной точки якоря), мм | ||||
| - установочный (Рут) | 11,0 | 14,0 | 18,0 | - |
| - предельно допустимый (Рпт) | 16,5 | 19,5 | 27,0 | - |
| Ход штока (поршня), мм | ||||
| - установочный (Руш) | 2,0 | 2,5 | 3,0 | 22,0 |
| - предельно допустимый (Рпш) | 3,0 | 3,8 | 4,4 | 32,0 |
Для регулирования равномерного отхода колодок от шкива электромагнит вновь ставят в замкнутое положение отжимной гайкой 7 тяги. Вращением регулировочного винта 12 после ослабления контргайки 11 добиваются равномерного распределения зазора на обе колодки, что проверяют щупом или покачиванием рычагов. После этого регулировочный винт фиксируют контргайкой 11.
Последняя операция регулирования тормоза заключается в проверке длины рабочей пружины с помощью измерительной линейки. Длину пружины измеряют при незамкнутом якоре электромагнита. Расчетный тормозной момент, который должен быть обеспечен тормозом, приводится в заводской инструкции крана для каждого механизма. Этому моменту должна соответствовать определенная установочная длина пружины (при заторможенных колодках тормоза), приводимая в приложенной к тормозу инструкции.
При длине пружины, отличающейся от установочной, регулируют ее длину с помощью гайки 6, удерживая ее ключом и вращая тягу в ту или иную сторону за квадратный хвостовик. Если длина пружины не дана, тормоз можно регулировать по величине выбега механизмов под нагрузкой, т.е. хода перемещения рабочего органа механизма после затормаживания. Поэтому тормоза грузовой и стреловой лебедок регулируют с максимальным грузом на крюке при соответствующем вылете. При обеспечении соответствующих выбегов кран должен тормозиться плавно, без рывков.
После регулирования все гайки тормоза законтривают, чтобы они не отворачивались самопроизвольно.
![]() Короткоходовые тормоза ТКТГ отличаются от
ТКТ тем, что в них для растормаживания колодок вместо электромагнита МО
использован электрогидротолкатель 14 ТЭГ или ТГМ (рис.5,б). Тормоз ТКТГ с
электрогидротолкателем ТЭГ или ТГМ регулируют в той же последовательности, что
и ТКТ. Разница заключается в том, что вместо хода электромагнита регулируют ход
штока электрогидротолкателя гайками 2, а длину пружины устанавливают гайкой 6
на тяге пружины. Равномерный отход колодок от шкива обеспечивается винтом 12.
При регулировании хода штока учитывают, что шток 4 (рис.6,б) толкателя не
должен доходить до нижнего упора при замкнутых колодках.
Короткоходовые тормоза ТКТГ отличаются от
ТКТ тем, что в них для растормаживания колодок вместо электромагнита МО
использован электрогидротолкатель 14 ТЭГ или ТГМ (рис.5,б). Тормоз ТКТГ с
электрогидротолкателем ТЭГ или ТГМ регулируют в той же последовательности, что
и ТКТ. Разница заключается в том, что вместо хода электромагнита регулируют ход
штока электрогидротолкателя гайками 2, а длину пружины устанавливают гайкой 6
на тяге пружины. Равномерный отход колодок от шкива обеспечивается винтом 12.
При регулировании хода штока учитывают, что шток 4 (рис.6,б) толкателя не
должен доходить до нижнего упора при замкнутых колодках.
![]()
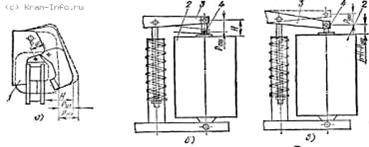
Рисунок 6 - Схемы измерения хода штока при регулировании тормоза:
а - с электромагнитом МО, б, е - с электрогидротолкателем; 1 - электромагнит, 2 - электрогидротолкатель, 3 - коромысло тормоза, 4,6- штоки, 5 - коромысло, 7 - рычаг с грузом, 8 - вертикальная тяга, 9 - регулировочные упорные болты, 10 - натяжной винт, 11 - соединительная тяга; 12 - замер
Необходимо обеспечить минимальное расстояние h (рис.6, б), которое получается как разность максимального расстояния Н (рис.6, б), замеренного у поднятого до отказа штока, и установочного хода, указанного в инструкции к тормозу (табл.1).
Регулировка тормозного момента тормоза с электрогидравлическими толкателями обеспечивается (см. рис.3) регулировкой установочной длины пружины гайками 3 и выбирается по таблице, а также визуально согласно таблички, расположенной на чехле пружины тормоза, с учетом линейной зависимости между величиной тормозного момента и установочной длиной пружины.
Регулировка величины рабочего хода штока электрогидравлического толкателя производится в следующей последовательности:
- Ослабить регулировочный болт на величину, не препятствующую повороту колодок и рычагов;
- Поднять с помощью рычага (ломика) верхний рычаг 2 в крайнее верхнее положение;
- Опустить верхний рычаг 2 на величину, указанную в технической таблице и зафиксировать его в этом положении;
- Зафиксировать рычаги 5 гайками тяги 4.
Регулировка зазоров между шкивом и колодками производится при вывернутом регулировочном болте 8 в следующей последовательности:
- Поднять с помощью рычага (ломика) верхний рычаг 2 в крайнее положение и зафиксировать его;
- Замерить суммарный зазор между шкивом и серединой колодок с помощью щупов;
- Разбить зазор на равные части между каждой колодкой регулировочным болтом 8 и законтрить его.
Регулировка равномерного отхода колодок по дуге прилегания к шкиву производится регулировочными болтами при зафиксированном в крайнем верхнем положении рычага 2. По окончании регулировки верхний рычаг 2 должен быть расфиксирован, тормоз должен быть приведен в заторможенное состояние. Проверка наличия гарантированного зазора между шкивом и колодками. Производится несколькими пробными подъемами верхнего рычага 2. При необходимости производится повторная регулировка.
2. Техническое обслуживание, неисправности тормозов
Для поддержания строительных подъемников в работоспособном состоянии, увеличения срока их службы и обеспечения надежности в эксплуатации проводят их техническое обслуживание и ремонт в соответствии с системой планово-предупредительных ремонтов (ППР).
Техническое обслуживание — это комплекс технических мероприятий, направленных на создание наиболее благоприятных условий работы деталей и сопряжений, предупреждение неисправностей и выявление дефектов. Объем работ, проводимых по ЕО и ТО, и периодичность проведения ТО, указываются в инструкции по эксплуатации.
Тормоза, как правило, поставляют в собранном виде в составе крупных (приводных) блоков. В тех случаях, когда они не входят в состав более крупных блоков, их устанавливают в рабочем положение в процессе монтажа.
Перед установкой тормоза производится проверка комплектности поставки, наличия сертификатов у пружин и данных заводской проверки, ревизия состояния элементов и узлов тормоза. При ревизии производят: снятие защитного покрытия, удаление загрязнений, следов масла и краски с тормозного шкива, проверку размеров и правильности форм поверхности шкива, функциональной способности элементов. При этом обязательно проверяют биение, овальность и конусность шкива, зазоры между тормозным шкивом и фрикционными накладками; величину поверхности контакта шкивов и накладок; перекос и эксцентриситет накладок.
Тормозные шкивы больших размеров проверяют на статическую и динамическую сбалансированность. Нормы точности монтажа:
- биение, овальность, конусность шкива не более 0,0005 диаметра шкива;
- радиальное смещение центра окружности колодок относительно центра тормозного шкива не должно превышать 0,3 мм;
- перекос колодок на шкиве – 0,1ч0,2 мм на 100 мм ширины шкива;
- площадь поверхности прилегания накладок к поверхности шкива должна быть не менее 80-85% номинальной;
- при отсутствии специальных требований зазоры между колодками и шкивом обеспечивают в следующих пределах: 1-1,25 мм при диаметре шкива 300 мм; 1,5-1.75 мм при диаметре 400-500 мм и 2-2,5 мм – при диаметре 600-800 мм;
- радиальный зазор между тормозным шкивом и фрикционными накладками тормозных колодок должен быть одинаков по всей дуге прилегания (разность зазоров не более 0,1 мм). Величина радиального зазора устанавливается регулировочными винтами, которые стопорятся после окончания регулировки с помощью контргаек. На нужный тормозной момент тормоз регулируют по длине замыкающей пружины, соответствующей этому моменту. Это значение длины указывают непосредственно на скобе, охватывающей замыкающую пружину, или в сертификате на пружину, которыми должны быть снабжены все пружины с указанием результатов заводской проверки.
Причиной неудовлетворительной работы тормозов обычно является износ тормозного шкива и обкладок. Тормоза кранов осматривают в начале каждой смены. Во время ежедневного осмотра тормоза проверяют:
- отсутствие трещин в тормозных шкивах, проушинах и рычагах;
- износ обкладок;
- отход колодок;
- ход якоря.
При выработке и задирах рабочей поверхности шкива до 0,5 мм шкив зачищают на месте, не снимая его. Не допускается наличие задиров и местных выработок, превышающих 2-3 мм.
Величина износа тормозных накладок в средней части не должна превышать 50% от начальной толщины, а наибольшая – 65%. При износе до 0,5-0,7 первоначальной толщины или до появления заклепок, которыми они крепятся к колодкам, их заменяют новыми. Крепят накладки к колодкам латунными, медными или алюминиевыми заклепками. Они должны быть утоплены в накладку не менее, чем на половину ее толщины. Не следует располагать заклепки ближе чем на 15 мм от края накладки.
Расстояние между рядами заклепок не более 80-100 мм. При проверке плотности прилегания колодок к тормозному шкиву используют бумажные полосы, зажимаемые колодками. На участке неплотного прилегания колодок к шкиву бумажные полоски будут легко выдергиваться. Отходы колодок, проверяемые щупом, должны быть примерно одинаковы. Если отход одной колодки превышает другой в полтора раза, то требуется регулировка тормоза.
Кроме износа шкива и футеровочного материала, у тормозов разрабатываются отверстия в рычагах, и также изнашиваются валики и оси и разрабатываются тяги. Оси и валики, изношенные свыше 5% своего первоначального диаметра или приобретшие овальность более 0,5 мм, а также рычаги, на которых появились трещины, необходимо заменить. Отверстия, разработанные свыше 5% начального диаметра, следует пройти разверткой и установить после этого новые оси и валики, соответствующие увеличенному диаметру отверстия. На всех валиках тормозных устройств устанавливаются шплинты и контргайки. Установка шплинтов без шайб не допускается.
Во время периодических осмотров тормозов необходимо обращать внимание на следующее:
- во время работы магнит не должен сильно шуметь и нагреваться >1050С;
- все гайки на болтах должны быть плотно затянуты;
- рычаги и скобы должны свободно качаться на своих пальцах без заедания, но и без люфтов;
- фиксаторы должны надежно удерживать колодки в определенном положении, но не мешать их самоустановке;
- нигде не должно быть следов повреждений и трещин, особенно на пружинах и скобе;
- температура шкива не должна превышать 2000С. Его поверхность должна быть ровной и чистой, без следов масла и грязи.
Масленки пальцев рекомендуется набивать с помощью шприца один раз в месяц универсальной среднеплавкой смазкой УС (солидол) при низкой и нормальной температуре и универсальной тугоплавкой УТ (консталин) в горячих и литейных цехах.
Неполадки колодочных короткоходовых тормозов и способы их устранения приведены в табл.2.
Таблица 2 - Неполадки колодочных короткоходовых тормозов и способы их устранения
| Вид неполадки | Причины | Способы устранения неполадок |
| Тормоз не держит груз | Отжимная гака не держит груз | Прижать отжимную гайку к пружинам |
| Заедание в шарнирах рычажной системы, отсутствие смазки в кольцах | Устранить заедание, смазать кольца | |
| Главная пружина ослабла | Надежно законтрить пружинные гайки | |
| Попадание на шкив | Промыть шкивы и колодки керосином | |
| Полное сжатие вспомогательной пружины вследствие чрезмерного износа обкладок | Сменить обкладки | |
| Поломка главной пружины | Сменить главную пружину и полностью отрегулировать тормоз | |
| Тормоз не размыкается | Обрыв подводящих проводов | Сменить порванный провод |
| Сгорела катушка электромагнита | Сменить катушку | |
| Слишком большой ход якоря вследствие чрезмерного износа обкладок | Установить нормальный ход якоря | |
| Прилипание колодок к загрязненному шкиву | Промыть шкив и колодки керосином | |
| Чрезмерное натяжение главной пружины | Установить правильное натяжение главной пружины | |
| Заедание рычажной системы | Устранить заедание, смазать пальцы | |
| Электромагнит греется и гудит | Неплотное прилегание якоря к сердечнику | Обеспечить прилегание шабрением поверхностей, проверить на краску |
| Слишком большой ход якоря | Установить нормальный ход якоря | |
| Чрезмерное натяжение главной пружины | Установить правильное натяжение главной пружины | |
| Заедание рычажной системы | Устранить заедание, смазать пальцы |
Тормоза с электрогидравлическим толкателем (ТЭГТ) при работе на открытом воздухе необходимо защищать его кожухом от прямого попадания атмосферных осадков, чтобы влага с крышки толкателя не могла быть втянута внутрь аппарата при обратном ходе штока. При установке ТЭГТ на тормозе ход поршня должен использоваться на 2/3, чтобы по мере износа тормозных лент, когда ход поршня станет близким к номинальному, можно было произвести регулировку тормоза.
В противном случае при износе тормозных накладок тормоз замыкаться не будет. При износе тормозных накладок превышающем допустимые значения необходимо заменить накладки. Допустимые значения износа составляют: 1/2 первоначальной толщины в средней части накладки и 1/3 первоначальной толщины в ее крайней части. При достижении поршнем электрогидравлического толкателя, вследствие износа накладок, предельной величины хода, тормоз необходимо вновь отрегулировать. Возможные неисправности и способы их устранения приведены в табл. 3.
Таблица 3 - Возможные неисправности ЭКГ и методы их устранения
|
Внешнее проявление неисправностей |
Вероятная причина | Метод устранения |
| 1. При включении тормоз не растормаживает |
Отсутствие напряжения токоведущей цепи ЭКГ |
Устранить разрыв цепи |
| Вышел из строя двигатель ЭКГ | Заменить двигатель | |
| Неполный подъем штока ЭКГ |
Проверить уровень рабочей жидкости |
|
| Пружина тормоза чрезмерно сжата | Отрегулировать тормоз | |
| 2. Тормоз не затормаживает | Неисправна пружина тормоза | Заменить пружину |
| Износ тормозных накладок |
Заменить накладки или вновь отрегулировать тормоз |
|
| Разрегулирован тормоз | Отрегулировать тормоз | |
| Попадание масла на шкив |
Промыть шкив и накладки бензином и тщательно вытереть. Устранить причину попадания масла на шкив |
Через 1-2 месяца после начала эксплуатации тормоза необходимо полностью заменить масло в электрогидравлическом толкателе.
Заливка масла производится при вертикальном положении толкателя, через отверстие в крышке через сетку-фильтр. При заполнении толкателя маслом воздух должен быть полностью удален из-под поршня и из электродвигателя. Для этого через 2-3 мин после заполнения толкателя маслом до максимального уровня закрывают пробкой отверстие и включают толкатель кратковременно несколько раз с нагрузкой на штоке, затем доливают масло до тех пор, пока он не начнет подниматься по наливному каналу. При заливке масла меньше нормы толкатель будет работать в неустойчивом режиме или шток вообще не поднимается. Последующую смену масла производить не реже 1 раза в год. Работы по техническому обслуживанию толкателя в составе изделия проводите не реже, чем 2 раза в год. Порядок проведения работ по техническому обслуживанию толкателя указан в табл. 4.
Таблица 4 - Порядок проведения работ по ТО толкателя
| Вид технического обслуживания | Технические требования |
| 1. Проведите внешний осмотр толкателя. Салфеткой, смоченной в бензине, удалите пыль, грязь, влагу с наружных поверхностей. Осмотрите состояние штока | Не допускается работа толкателя с поврежденными манжетным и сальниковым уплотнениями штока, коррозией металлических поверхностей |
| 2. Проверьте, нет ли случайно течи рабочей жидкости. Осмотрите места уплотнения сты-ков, уплотнения пробок, уплотнения штока. | Течь рабочей жидкости не допускается. При подтекании рабочей жидкости замените уплотнение в месте подтекания |
| 3. Замерьте с помощью мегомметра на 500 В сопротивление изоляции обмотки двигателя относительно корпуса | Сопротивление изоляции в холодном состо-янии должно быть не менее 20 МОм. При снижении сопротивления ниже 20 МОм раз-берите двигатель и просушите обмотку статора |
| 4. Не реже одного раза в год, а также при падении сопротивления изоляции обмотки двигателя отностиельно корпуса ниже 20 МОм замените рабочую жидкость в толкателе. В камеру толкателя заливается 2,0 л рабочей жидкости у толкателя ТЭ-30 и 2,5 л - у толкателя ТЭ-30/50 | Замену рабочей жидкости производите не реже 1 раза в год при проведении работ по техническому обслуживанию. Заливайте в толкатель сухую, не содержащую влагу рабочую жидкость |
| 5. После окончания работ по техническому обслуживанию, несколькими включениями проверьте работу толкателя на тормозе |
При работе толкателя также могут возникнуть неисправности (табл. 5).
Таблица 5 - Неисправности толкателя
| Наименование неисправностей | Вероятная причина | Метод устранения |
| 1. При включении толкателя не работает двигатель | Отсутствует напряжение в подводящей электрической цепи | Устранить разрыв цепи |
| Вышел из строя двигатель | Исправить или заменить двигатель | |
| 2. Двигатель перегревается | Чрезмерное низкое или высокое напряжение сети | Обеспечить нормальное напряжение |
| Витковое замыкание статора | Заменить двигатель | |
| 3. Толкатель при включении не поднимает шток | Уровень масла значительно ниже нормы | Долить масло до уров-ня нижней части нали-вного канала в корпусе |
| Вышел из строя двигатель | Исправить или заменить двигатель | |
| 4. Масло у толкателя течет через панель с зажимами | Нарушено резиновое уплотнение | Заменить уплотнение |
| Повреждена панель | Заменить панель | |
| 5. Масло протекает через уплот-нение штока, стык между кор-пусом толкателя и двигателем | Нарушено резиновое уплотнение | Заменить уплотнение |
| 6. Масло протекает через спускную и заливную пробки толкателя и электродвигателя | Недостаточно привернуты пробки. Неисправно резиновое уплотнение | Подвернуть пробки. Заменить уплотнение |
3. Обязанности крановщика при выполнении технического обслуживания и ремонта крана
Согласно Правилам для управления кранами и их обслуживания владелец обязан назначить крановщиков и их помощников. Допуск к работе крановщиков должен оформляться приказом (распоряжением) по организации.
Для правильного обслуживания кранов владелец обязан обеспечить крановщиков производственными инструкциями, определяющими их обязанности, порядок безопасного производства работ и ответственность.
Производственная инструкция для крановщиков по безопасной эксплуатации кранов должна быть разработана на основании Типовой инструкции, утвержденной Госгортехнадзором России. Производственные инструкции крановщикам должны выдаваться под расписку перед допуском их к работе.
Прежде чем приступить к работе, крановщик должен убедиться в исправности всех механизмов, металлоконструкций и других частей крана. Крановщик не должен приступать к работе на кране, если имеются следующие неисправности:
- трещины или деформации в металлоконструкциях крана;
- трещины в элементах подвески стрелы (серьгах, тягах и т.п.), отсутствие шплинтов и ранее имевшихся зажимов в местах крепления канатов или ослабление крепления;
- число обрывов проволок стрелового или грузового каната или поверхностный износ превышают норму, установленную руководством по эксплуатации крана, имеются оборванная прядь или другие повреждения;
- дефекты механизма подъема груза или механизма подъема стрелы, угрожающие безопасности работы;
- повреждения деталей тормоза механизма подъема груза или стрелы;
- износ крюков в зеве, превышающий 10% от первоначальной высоты сечения, неисправность устройства, замыкающего зев крюка, нарушение крепления крюка в обойме;
- повреждение или неукомплектованность дополнительных опор, неисправность стабилизаторов у автомобильных и других кранов с подрессоренной ходовой частью;
- отсутствие ограждения механизмов и голых токоведущих частей электрооборудования;
- повреждение канатных блоков и устройств, исключающих выход каната из ручьев блока.
При техническом обслуживании крана крановщик должен выполнять требования, изложенные в руководстве по эксплуатации крана.
Крановщик обязан:
1) содержать механизмы и оборудование крана в чистоте и исправности;
2) своевременно производить смазку всех механизмов крана и канатов;
3) хранить смазочный и обтирочный материал в закрытой металлической таре, удалять с крана использованный обтирочный материал;
4) не оставлять на кране инструменты, спецодежду и другие предметы;
5) содержать кабину крана (рабочее место) в чистоте.
6) знать сроки и результаты проведенных технических освидетельствований и технических обслуживании (ТО-1, ТО-2, ТО-3, СО) крана;
7) знать сроки и результаты проведенных слесарями и электромонтерами профилактических периодических осмотров крана и его отдельных механизмов и узлов по записям в журнале периодических осмотров.
Устранение неисправностей, возникающих во время работы крана, производится по заявке крановщика. Другие виды ремонта проводятся в соответствии с графиком планово-предупредительного ремонта.
- Если при техническом уходе за краном будут выявлены неисправности, крановщик должен сообщить о них инженерно - техническому работнику, ответственному за содержание крана в исправном состоянии, и сделать соответствующую запись в вахтенном журнале.
4. Экономический раздел
1. Организация и учет работы башенного крана
Производительность башенного крана зависит от ряда постоянных и переменных факторов. Постоянными для данного крана факторами являются:
- грузоподъемность;
- высота подъема;
- максимальный и минимальный вылет;
- скорости рабочих механизмов крана;
- наличие посадочной скорости;
- способ изменения вылета;
- возможность прохода крана по криволинейному пути;
- расположение кабины управления, определяющее обзор машинистом рабочего места, удобство управления механизмами крана.
Переменные факторы:
- характер выполняемой краном работы — монтаж, погрузочно-разгрузочные, подъемно-транспортные; фронт работ;
- организация монтажных работ на строительной площадке;
- расположение приобъектных складов и материалов на них;
- вид грузов, с которыми работает кран, — сыпучие, штучные, пакетированные» крупноразмерные;
- наличие грузозахватных приспособлений, обеспечивающих быструю и удобную строповку и расстроповку груза;
- высота подъема груза, определяемая высотой строящегося здания;
- конструкция и форма здания;
- организация работы крана;
- на строительной площадке — увязка его работы с работой подъемников, погрузчиков, автотранспорта, квалификация машиниста) монтажников, такелажников, сигнальщиков и т.п.
Режим работы крана по времени в течение смены зависит от времени полезной работы и перерывов в работе. Перерывы в работе крана разделяют на организационные и технологические.
Организационные перерывы вызваны необходимостью обслуживания крана (профилактические осмотры и ремонты, а также прием и сдача крана в начале и конце смены). Продолжительность этих перерывов зависит от организованности и опыта машиниста и обслуживающего кран персонала.
К технологическим перерывам относят перерывы, связанные со сменой грузозахватных приспособлений, изменением вылета у кранов с установочным вылетом и т. п.
Время, затрачиваемое краном на перенос груза, начиная от момента его строповки и кончая опусканием порожнего крюка к месту строповки очередного груза на приобъектном складе (автотранспорте), называется циклом работы крана.
Машинное время состоит из времени, затрачиваемого на вертикальное и горизонтальное перемещение груза, и зависит от рабочих скоростей крана, возможности совмещения операций, длины пути перемещаемого груза и квалификации машиниста.
Время ручных операций включает время, затрачиваемое на строповку груза, установку, закрепление груза в рабочее положение на здании (складе) и отсоединение от груза грузозахватных приспособлений.
Производительность крана, которая может быть достигнута в конкретных производственных условиях, называется эксплуатационной производительностью. Применительно к башенным кранам различают годовую и сменную эксплуатационную производительность.
Годовая эксплуатационная производительность П'год или П''год определяется в т/год или в м2 жил. площади/год, сменная Псм - число циклов/смена
![]()
где Gcp — средняя масса элементов здания, т; пч — число циклов подъема в час, пч =s 60/Тц, Тц — время цикла, мин; Тц — годовое фонд времени, Тг≈3000 ч; кв — коэффициент внутрисменных потерь, учитывающий организационные и технологические простои; простои; кВ=0,8; у — масса 1 м2 жилой площади, у = 1,6 - 1,9 т/м2; t — число рабочих часов в смене, t = 8,2 ч при пятидневной рабочей неделе, t = 6,83 ч — при шестидневной.
Сменная производительность, цикл/смена, и годовая, м2/год, наиболее удобные показатели для учета работы крана. Учет работы может также производиться по объему кирпичной кладки или по выполнению сменного задания, выданного бригаде строителей, которую обслуживает башенный кран.
Первичным документом для учета времени работы крана и машиниста является сменный рапорт, заполняемый машинистом и заверяемый прорабом строительной площадки. Существуют различные формы сменных рапортов, в том числе «Акт учета работы строительных машин», который может быть обработан на машиносчетной станции. По акту учитывают работу машиниста за неделю, кроме того, на нем производят расчеты с заказчиком и расчет заработной платы машиниста за это время.
2. Передовые методы труда
Производительность башенного крана в значительной степени зависит от организации работ на строительстве и опыта машиниста.
При прогрессивной схеме организации работ и высокой квалификации машиниста годовая производительность крана может достичь 50 тыс. т. возведенного здания, что соответствует 30 тыс. м2 жилой площади. Наиболее прогрессивной схемой организации работ является схема, предусматривающая монтаж с транспортных средств. Ликвидация промежуточных складов повышает темп строительства, так как разгружает башенный кран от дополнительных погрузочно-разгрузочных работ на складе.
Большое значение для повышения производительности труда имеет совмещение операций. Наибольшее время в течение цикла отнимают операции подъема (опускания) груза и поворота крана, поэтому их совмещают в первую очередь. При этом необходимо, чтобы при повороте крана на угол (рис.1) к моменту подхода груза к ближайшей стене здания, груз был бы уже поднят над строящимся этажом здания на безопасную высоту.
При повороте крана с грузом над зданием (a2) можно совмещать поворот с передвижением крана или изменением: вылета. Число совмещаемых операций указывается в инструкции по эксплуатации крана.
Для ускорения подачи груза к месту монтажа стараются максимально уменьшить угол поворота крана (следовательно, и время поворота). Для этого грузы располагают на площадке так, чтобы угол поворота не превышал 90-120°.
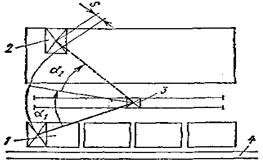
Рисунок 18 - Схема подачи груза к месту монтажа:
1 — склад, 2 — место монтажа, 3 — кран, 4 — дорога для автотранспорта; ее, а1 — угол поворота крана при совмещении с подъемом груза, а2 — угол поворота крана при совмещении с изменением вылета, S — величина изменения вылета шеи стене здания, груз был бы уже поднят над строящимся этажом здания на безопасную высоту
При подаче груза к месту монтажа машинист должен стремиться остановить его без больших колебаний, чтобы монтажники не тратили время на успокоение и точную наводку груза. При наличии многоскоростных лебедок машинисты должны выбирать скорость подъема в зависимости от массы поднимаемых грузов: чем меньше груз, тем с большей скоростью его можно перемещать.
Опускание пустой крюковой подвески за новым элементом должно осуществляться на максимальной скорости. Передвижение крапа при подаче груза к месту монтажа, как правило, используют редко, так как скорость передвижения крана мала и при этом возникают повышенные колебания груза.
Чаще груз к месту подводят, сочетая два движения — поворот и изменение вылета.
Список использованных источников
1. Александров, М.П. Грузоподъемные машины: Учебник для вузов / М.П. Александров - М.: Высшая школа, 2000 - 552 с.
2. Бортяков, Д.Е. Специальные грузоподъемные машины. Лебедки: Учеб. пособие. / Д.Е. Бортяков, А.Н. Орлов. - СПб.: изд-во политехн. ун-та, 2005.- 63 с.
3. Невзоров, Л.А. Краны башенные и автомобильные / Л.А. Невзоров, М.Д. Полосин. - М.: Высшая школа, 2008. – 326 с.
4. Романюха, В.Л. Башенные краны / В.Л. Романюха. – М.: Московский рабочий, 1980. – 224 с.
5. Станевский, В.П. Строительные краны: Справочник / В.П. Станевский, В.Г. Моисеенко, Н.П. Колесник и др. - К.: Будівельник, 1984.-240 с.
6. Ивашков И.И. Монтаж, эксплуатация и ремонт подъемно-транспортных машин. –М.: Машиностроение, 1991. –400 с.
7. Правила устройства и безопасной эксплуатации грузоподъемных кранов. ПБ-10-382.00. - СПб.: ДЕАН, 2003.
Графическая часть
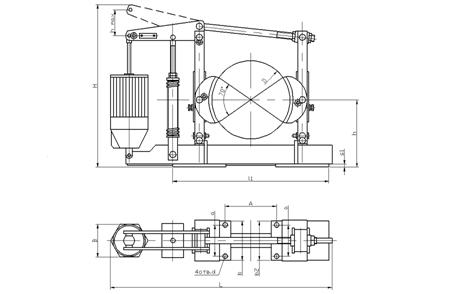
Колодочный тормоз ТКТГ: схема и конструкция