
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Технология изготовления кристаллов полупроводниковых интегральных микросхем
Курсовая работа: Технология изготовления кристаллов полупроводниковых интегральных микросхем
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОРЛОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «ПТЭиВС»
КУРСОВАЯ РАБОТА
на тему: «Технология изготовления кристаллов полупроводниковых интегральных микросхем »
Дисциплина: «Материаловедение и материалы электронных средств»
Выполнил студент группы 31-Р
Козлов А. Н.
Руководитель Косчинская Е. В.
Орел, 2004
Содержание
Введение
Часть I. Аналитический обзор
1.1 Интегральные схемы
1.2 Требования к полупроводниковым подложкам
1.3 Характеристика монокристаллического кремния
1.4 Обоснование применения монокристаллического кремния
1.5 Технология получения монокристаллического кремния
1.5.1 Получение кремния полупроводниковой чистоты
1.5.2 Выращивание монокристаллов
1.6 Механическая обработка монокристаллического кремния
1.6.1 Калибровка
1.6.2 Ориентация
1.6.3 Резка
1.6.4 Шлифовка и полировка
1.6.5 Химическое травление полупроводниковых пластин и подложек
1.7 Операция разделения подложек на платы
1.7.1 Алмазное скрайбирование
1.7.2 Лазерное скрайбирование
1.8 Разламывание пластин на кристаллы
Часть II. Расчет
Заключение
Список используемой литературы
Технология изготовления интегральных микросхем представляет собой совокупность механических, физических, химических способов обработки различных материалов (полупроводников, диэлектриков, металлов), в результате которой создается ИС.
Повышение производительности труда обусловлено в первую очередь совершенствованием технологии, внедрением прогрессивных технологических методов, стандартизацией технологического оборудования и оснастки, механизацией ручного труда на основе автоматизации технологических процессов. Значимость технологии в производстве полупроводниковых приборов и ИС особенно велика. Именно постоянное совершенствование технологии полупроводниковых приборов привело на определенном этапе ее развития к созданию ИС, а в дальнейшем — к широкому их производству.
Производство ИС началось примерно с 1959 г. На основе предложенной к этому времени планарной технологии. Основой планарной технологии послужила разработка нескольких фундаментальных технологических методов. Наряду с разработкой технологических методов развитие ИС включало исследования принципов работы их элементов, изобретение новых элементов, совершенствование методов очистки полупроводниковых материалов, проведение их физико-химических исследований с целью установления таких важнейших характеристик, как предельные растворимости примесей, коэффициенты диффузии донорных и акцепторных примесей и др.
За короткий исторический срок современная микроэлектроника стала одним из важнейших направлений научно-технического прогресса. Создание больших и сверхбольших интегральных микросхем, микропроцессоров и микропроцессорных систем позволило организовать массовое производство электронных вычислительных машин высокого быстродействия, различных видов электронной аппаратуры, аппаратуры управления технологическими процессами, систем связи, систем и устройств автоматического управления и регулирования.
Микроэлектроника продолжает развиваться быстрыми темпами, как в направлении совершенствования полупроводниковой интегральной технологии, так и в направлении использования новых физических явлений.
Часть I. Аналитический обзор
1.1 Интегральные схемы
В процессе развития микроэлектроники (МЭ) номенклатура ИС непрерывно изменялась. Главный тип ИС в настоящее время — полупроводниковые ИС.
Классификация ИС.
Классификация ИС может производиться по различным признакам, ограничимся одним. По способу изготовления и получаемой при этом структуре различают два принципиально разных типа интегральных схем: полупроводниковые и пленочные.
Полупроводниковая ИС — это микросхема, элементы которой выполнены в приповерхностном слое полупроводниковой подложки. Эти ИС составляют основу современной микроэлектроники.
Пленочная ИС — это микросхема, элементы которой выполнены в виде разного рода пленок, нанесенных на поверхность диэлектрической подложки. В зависимости от способа нанесения пленок и связанной с этим их толщиной различают тонкопленочные ИС (толщина пленок до 1-2 мкм) и толстопленочные ИС (толщина пленок от 10-20 мкм и выше).
Поскольку до сих пор никакая комбинация напыленных пленок не позволяет получить активные элементы типа транзисторов, пленочные ИС содержат только пассивные элементы (резисторы, конденсаторы и т. п.). Поэтому функции, выполняемые чисто пленочными ИС, крайне ограничены. Чтобы преодолеть эти ограничения, пленочную ИС дополняют активными компонентами (отдельными транзисторами или ИС), располагая их на той же подложке и соединяя с пленочными элементами. Тогда получается ИС, которую называют гибридной.
Гибридной ИС (или ГИС) — это микросхема, которая представляет собой комбинацию пленочных пассивных элементов и активных компонентов, расположенных на общей диэлектрической подложке. Дискретные компоненты, входящие в состав гибридной ИС, называются навесными, подчеркивая этим их, обособленность от основного технологического цикла получения пленочной части схемы.
Еще один тип «смешанных» ИС, в которых сочетаются полупроводниковые и пленочные интегральные элементы, называют совмещенными.
Совмещенная ИС — это микросхема, у которой активные элементы выполнены в приповерхностном слое полупроводникового кристалла (как у полупроводниковой ИС), а пассивные нанесены в виде пленок на предварительно изолированную поверхность того же кристалла (как у пленочной ИС).
Совмещенные ИС выгодны тогда, когда необходимы высокие номиналы и высокая стабильность сопротивлений и емкостей; эти требования легче обеспечить с помощью пленочных элементов, чем с помощью полупроводниковых.
Во всех типах ИС межсоединения элементов осуществляются с помощью тонких металлических полосок, напыленных или нанесенных на поверхность подложки и в нужных местах контактирующих с соединяемыми элементами. Процесс нанесения этих соединительных полосок называют металлизацией, а сам «рисунок» межсоединений — металлической разводкой.
В данной курсовой работе рассмотрена технология изготовления плат полупроводниковых интегральных микросхем. Полупроводниковая интегральная микросхема – это микросхема, элементы которой выполнены в приповерхностном слое полупроводниковой подложки. Эти ИС составляют основу современной микроэлектроники. Размеры кристаллов у современных полупроводниковых интегральных микросхем достигают 20x20 мм, чем больше площадь кристалла, тем более многоэлементную ИС можно на ней разместить. При одной и той же площади кристалла можно увеличить количество элементов, уменьшая их размеры и расстояния между ними.
1.2 Требования к полупроводниковым подложкам
Полупроводники в виде пластин или дисков, вырезанных из монокристаллов, называются подложками. В их объеме и на поверхности методами травления, окисления, диффузии, эпитаксии, имплантации, фотолитографии, другими технологическими приемами формируются элементы микросхем электронных приборов и устройств.
Качество поверхности подложки определяется ее микрорельефом (шероховатостью), кристаллическим совершенством поверхностных слоев и степенью их физико-химической чистоты. Поверхность подложки характеризуется неплоскостностью и непараллельностью. Высокие требования предъявляются и к обратной — нерабочей стороне подложки. Неодинаковая и неравноценная обработка обеих сторон подложки приводит к дополнительным остаточным механическим напряжениям и деформации кристалла, что обусловливает изгиб пластин.
После механической обработки в тонком приповерхностном слое подложки возникает нарушенный слой. По глубине он может быть разделен на характерные зоны. Для кристаллов Ge, Si, GaAs и других после их резки и шлифования на глубине 0,3...0,5 средней высоты неровностей расположена рельефная зона, в которой наблюдаются одинаковые виды нарушений и дефектов монокристаллической структуры: монокристаллические сколы, невыкрошившиеся блоки, трещины, выступы и впадины различных размеров. После резки дефекты располагаются в основном под следами от режущей кромки алмазного диска в виде параллельных дорожек из скоплений дефектов, в шлифованных кристаллах — равномерно по сечению. При полировании первый слой представляет собой поверхностные неровности, относительно меньшие, чем при шлифовании, и в отличие от шлифованной поверхности он является аморфным. Второй слой также аморфный, его глубина в 2...3 раза больше, чем поверхностные неровности. Третий слой является переходным от аморфной структуры к ненарушенному монокристаллу и может содержать упругие или пластические деформации, дислокации, а в некоторых случаях и трещины. В процессе обработки и подготовки поверхности подложек полупроводников необходимо создание совершенных поверхностей, имеющих высокую степень плоскопараллельности при заданной кристаллографической ориентации, с полным отсутствием нарушенного слоя, минимальной плотностью поверхностных дефектов, дислокаций и т.д. Поверхностные загрязнения должны быть минимальными.
1.3 Характеристика монокристаллического кремния
Физико-химические свойства кремния
1.Оптимальное значение ширины запрещенной зоны, которая обусловила достаточно низкую концентрацию собственных носителей и высокую рабочую температуру.
2.Большой диапазон реально достижимых удельных сопротивлений в пределах от 10-3 Ом-см (вырожденный) до 105 (близкий к собственному).
3.Высокое значение модуля упругости, значительная жесткость (большая, чем, например, у стали).
4.Оптимально высокая температура плавления, следующая из высокого значения модуля упругости и энергии связи.
5.Малая плотность (2,3 г/см3) и низкий ТКЛР 3·10-6 К-1.
6.Высокая теплопроводность (до 140 Вт/К·м, что близко к коэффициенту теплопроводности железа).
7.Тензочувствительность—существенное изменение удельного сопротивления при упругой деформации.
8.Высокая растворимость примесей, причем примеси несильно искажают решетку кристалла.
1.4 Обоснование применения монокристаллического кремния
В производстве ИМС Обычно используются полупроводниковые материалы в виде монокристаллических слитков, имеющих форму, близкую к цилиндрической. Размеры слитков, зависят от метода их выращивания и типа полупроводникового материала.
В настоящее время большинство полупроводниковых ИМС изготовляют на основе монокристаллического кремния, хотя в отдельных случаях используют германий. Это объясняется тем, что кремний по сравнению с германием обладает рядом физических и технологических преимуществ, важных для создания элементов ИМС. Физические преимущества кремния по сравнению с германием проявляются в следующем:
— кремний имеет большую ширину запрещенной зоны и меньшие обратные токи переходов, что уменьшает паразитные связи между элементами ИМС, позволяет создавать микросхемы, работоспособные при повышенных температурах (до +120°С) и микромощные схемы, работающие при малых уровнях рабочих токов (менее 1 мкА);
— кремниевые транзисторы имеют более высокое пороговое напряжение, а, следовательно, логические схемы на этих транзисторах характеризуются большой статической помехоустойчивостью;
— кремний характеризуется меньшей диэлектрической проницаемостью, что обусловливает меньшие значения барьерных емкостей переходов при той же их площади и позволяет увеличить быстродействие ИМС.
Кремний — прочный и жесткий материал, в монокристаллическом состоянии пригодный для изготовления чувствительных элементов прецизионных широкодиапазонных датчиков в виде консолей, мембран очень малой толщины—вплоть до 1...3 . Такие элементы могут массово производиться методами, разработанными в технологии ИС. Они обеспечивают резкое ускорение развития средств автоматики, печатной техники.
Сырье для получения кремния имеется всюду в неограниченных количествах: содержание его в земной коре превышает 26%.
Кремний нетоксичен в большинстве своих химических соединений, и его производство не сопровождается получением загрязняющих окружающую среду отходов, тем более что благодаря низкой материалоемкости микроэлектроники объем его производства будет всегда очень малым, несопоставимым с масштабами металлургических и химических производств.
Таблица 1 — Некоторые свойства германия и кремния
|
Температурный коэффициент линейного расширения(0-1000С) |
град -1 |
6,0·10-6 |
4,2·10-6 |
| Предельная рабочая температура |
0С |
70 - 80 | 120 - 150 |
| Температура плавления |
0С |
936 | 1414 |
| Удельная теплопроводность | Вт/см·град | 0,55 | 0,8 |
|
Удельная теплоемкость(0-1000С) |
кал/г·град | 0,08 | 0,17 |
|
Плотность при 200С |
г/см3 |
5,3 | 2,3 |
|
Удельное сопротивление при 200С |
Ом·см | 68 |
~1012 |
| Ширина запрещенной зоны | эВ | 0,72 | 2 |
1.5 Технология получения монокристаллического кремния
Производство монокристаллического кремния происходит в два этапа:
1.5.1 Получение кремния полупроводниковой чистоты
1) Восстановительная плавка сырья
Восстановительная плавка сырья, содержащего оксид кремния в виде кварцита, в электропечах при температуре 2273К (около 2000°):
SiO2+C = Si+2CO
В результате первой же операции получают элементарный кремний, однако его чистота еще очень низка и содержание основного вещества составляет около 99%. Кремний из-за высокой температуры плавления и реакционной способности по отношению к любым контейнерным материалам очистке не поддается.
2) Перевод технического кремния в соединения, удобные для глубокой очистки SiCl4, SiHCl3 или SiH4
Для получения хлорида кремния и хлорсилана используются реакции хлорирования:
Si+2Cl2![]() SiCl4
SiCl4
Si+3HCl![]() SiHCl3+H2
SiHCl3+H2
Моносилан получают из предварительно изготовленного кремний-магниевого сплава:
Mg2Si+4NH4Cl![]() SiH4+2MgCl2+4NH3
SiH4+2MgCl2+4NH3
3) Глубокая очистка.
Для дальнейшей глубокой очистки хлорида, хлорсилана и моносилана применяется один и тот же метод ректификации в жидком виде независимо от того, что первые два вещества в нормальных условиях — жидкости, третье — газ.
Ректификация — многократная перегонка — высокоэффективный, экономичный процесс, выполняющийся без применения каких-либо реагентов в герметичной аппаратуре из нержавеющей стали.
4) Восстановление с помощью водорода и пиролиз
Получение особо чистого кремния осуществляется по следующим реакциям:
восстановление(1373 K):
SiCl4 + 2Н2![]() Si + 4НCl
Si + 4НCl
SiHCl3 + Н2![]() Si + 3НCl
Si + 3НCl
Пиролиз(1273 K):
SiH4 ![]() Si + 2Н2
Si + 2Н2
Восстановление осуществляется на нагретые кремниевые стержни-заготовки, непосредственно через которые пропускается электрический ток. Благодаря этому реакция локализуется на поверхности кремния и происходит постепенное наращивание их диаметра от исходных 8... 10 до 50... 100 мм. Для восстановления и разбавления газовых смесей, как в хлоридном, так и моносилановом процессах используются большие количества водорода.
1.5.2 Выращивание монокристаллов
1) Метод Чохральского
Около 75% всего производства ведется по методу Чохральского, который обеспечивает наивысшую однородность и структурное совершенство монокристаллов. Метод Чохральского - основан на свободной направленной кристаллизации на затравку из большого объема расплава, необходимого для выращивания всего слитка.
Последовательность операций при выращивании монокристаллов:
1. Подготовка исходных материалов — компоновка. Сырьем для плавки являются не только поликристаллический кремний, но и легирующая примесь, а также остатки кремния от предыдущей операции и отходы монокристаллов, не попавшие в готовую продукцию. Компоновка включает операции по очистке сырья, дозировке легирующих примесей, необходимые расчеты.
2. Загрузка материалов в тигель, вакуумирование рабочей камеры и плавление. После этого мощность нагревателя уменьшается так, чтобы температура расплава оставалась постоянной и близкой к температуре плавления, причем обеспечивается тепловое равновесие, и количество тепла, подводимое нагревателями, точно соответствует его потерям открытой поверхностью.
3. Затравление — соприкосновение монокристаллической затравки с расплавом — меняет тепловые условия в системе. Появляется дополнительный теплоотвод через затравку, а это создает возможность кристаллизации при постоянной температуре расплава, так как дополнительное тепло (скрытая теплота кристаллизации) может быть теперь отведено.
4. Выращивание шейки. Затравление сопровождается резким повышением температуры кристалла - затравки, поскольку на стадии плавления она находилась в зоне низкой температуры. При «тепловом ударе» в ней возникают напряжения и происходит образование дефектов. Эти дефекты неизбежно передались бы выращиваемому кристаллу, и чтобы избавиться от них, сначала поднимают затравку с высокой скоростью и «тянут» из расплава кристалл малого диаметра — шейку.
5. Разращивание и «выход на диаметр» — увеличение диаметра до заданного номинала - осуществляется за счет снижения скорости подъема затравки. Требуемый диаметр устанавливается оператором, который наблюдает за процессом через окно в корпусе установки. Точность управления диаметром слитка обычно невысока, поэтому дается допуск на 3...5 мм в большую сторону.
6. Выращивание цилиндрической части ведется в автоматическом режиме со скоростью 1,5...3 мм/мин. Поскольку уровень расплава в тигле при этом непрерывно понижается, меняются тепловые условия в зоне роста. Этот принципиальный недостаток трудно устраним в методе Чохральского, и обеспечение требуемой однородности — по длине слитка — проблема, во многом определяющая технико-экономические показатели. Для этого используются все возможные аппаратурные средства: регулирование температуры, скорости вытягивания, подъем и опускание нагревателя и тигля.
7. Оттяжка на конус и отрыв кристалла от остатков расплава завершают процесс выращивания.
Ограничения метода Чохральского состоят в следующем.
1. Растворение в кремнии материала кварцевого тигля происходит с заметной скоростью.
2. Вследствие непрямого и непостоянного по длине слитка фронта кристаллизации и изменения гидродинамических условий наблюдается сложная неоднородность в распределении примеси и удельного сопротивления по площади кристалла.
3. Неравномерное распределение дефектов, а также примесей по длине слитка.
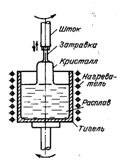
Рисунок 1 — Схема установки для выращивания монокристаллов по методу Чохральского.
2) Метод бестигельной зонной плавки
Метод основан на плавлении небольшой зоны поликремниевой цилиндрической заготовки, находящейся в вертикальном состоянии. Необходимая узкая зона расплава создается с помощью высокочастотного индуктора (стандартная частота генератора 5,28 МГц). Тепло за счет вихревых токов в самом кремнии, и при достаточной мощности выделяется непосредственно ВЧ-генератора, это приводит к быстрому расплавлению конца заготовки и образованию капли. Благодаря небольшой плотности кремния и высокому поверхностному натяжению капля способна удерживаться на слитке; к ней снизу подводится затравка и далее, как и в методе Чохральского, вытягивается шейка, а затем и цилиндрическая часть. Содержание примесей в кремнии в результате бестигельной зонной плавки уменьшается за счет перегрева расплава и частичного испарения. Применение бестигельной зонной плавки наиболее целесообразно для моносиланового кремния, свободного от кислорода и углерода. В результате могут быть получены монокристаллы с предельно высоким, близким к собственному удельным сопротивлением, т. е. за счет бестигельной зонной очистки.
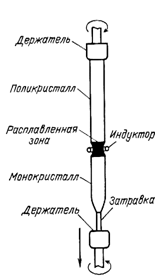
Рисунок 2 — Схема бестигельной зонной плавки
1.6 Механическая обработка монокристаллического кремния
1.6.1 Калибровка
Калибровка монокристаллов полупроводниковых материалов. Обеспечивает придание им строго цилиндрической формы и заданного диаметра. Калибровку монокристаллов полупроводников проводят чаще всего методом круглого шлифования на универсальных круглошлифовальных станках, снабженных алмазным шлифовальным кругом с зернистостью, обозначенной 50/40 (основная фракция 40 мкм, а количество крупной, размером 50 мкм, не более 15%). Перед операцией калибровки к торцам монокристалла наклеечной мастикой приклеивают металлические конуса («центры») таким образом, чтобы их ось совпадала с продольной осью монокристалла.
После калибровки на поверхности монокристалла образуется нарушенный слой глубиной 50...250 мкм в зависимости от скорости продольной подачи. Присутствие его на периферии подложек может вызывать появление сколов, а при последующей высокотемпературной обработке приводить к генерации структурных дефектов, распространяющихся в центральные области подложки. Для снятия нарушенного слоя прошедшие операции калибровки монокристаллы полупроводников подвергают операции химического травления.
1.6.2 Ориентация
В процессе роста монокристаллов наблюдается несоответствие оси слитка кристаллографической оси. Для получения пластин, ориентированных в заданной плоскости, до резки производят ориентацию слитков. Способы ориентации кристаллов определяются их природой, типом детали и ее функциональным назначением. Оптически изотропные диэлектрики ориентируют для учета влияния технологических свойств кристалла на точность параметров детали. У анизотропных диэлектриков положение преломляющих и отражающих поверхностей детали зависит от требуемого преобразования светового потока. Ориентация полупроводников предусматривает определения кристаллографической плоскости, в которой материал имеет заданные электрические свойства. Ориентацию полупроводников проводят рентгеновскими или оптическими методами.
Рентгеновский метод основан на отражении рентгеновских лучей от поверхности полупроводникового материала. Интенсивность отражения зависит от плотности упаковки атомами данной плоскости. Кристаллографической плоскости, более плотно упакованной атомами, соответствует большая интенсивность отражения лучей. Кристаллографические плоскости полупроводниковых материалов характеризуются определенными углами отражения падающих на них рентгеновских лучей. Величины этих углов для кремния: (111) –17°56', (110) - 30° 12', (100) – 44°23'
Рентгеновский диафрактометрицеский метод основан на измерении угла отражения характеристического рентгеновского излучения от идентифицируемой плоскости. Для этого применяют рентгеновские дифрактометры общего назначения, например типа ДРОН-1,5, или рентгеновские установки, например типа УРС-50И (М), и другие, снабженные рентгеновскими гониометрами и устройствами, обеспечивающими вращение горизонтально располагаемого монокристалла вокруг оси с заданной скоростью.
При проведении измерения падающий на торцевой срез монокристалла рентгеновский луч направляют под брэгговским углом отражения р. Счетчик рентгеновских квантов (Гейгера) располагают под углом 2р к падающему лучу. Если ориентируемая плоскость, например (111), составляет некоторый угол, а с торцевым срезом монокристалла, то отражение от нее можно получить, повернув монокристалл на этот же угол.
Определение угла отражения проводят относительно двух взаимно перпендикулярных осей, одна из которых лежит в плоскости чертежа (рисунок 3)
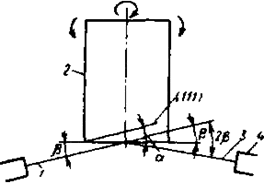
Рисунок 3 — Схема ориентации монокристаллов полупроводников рентгеновским методом:1—падающий рентгеновский луч; 2— монокристалл; 3 — отраженный рентгеновский луч: 4 — счетчик Гейгера
Оптический метод основан на том, что на протравленной в селективном травителе поверхности полупроводника возникают фигуры травления, конфигурация которых определяется ее кристаллографической ориентацией. На поверхности (111) фигуры травления имеют форму трехгранных пирамид, а на (100)—четырехгранных. При оснащении такой поверхности параллельным пучком света отражающиеся лучи будут образовывать на экране световые фигуры.
В зависимости от того, насколько сильно отклонена плоскость торцевого среза монокристалла от плоскости (hkl), световая фигура, образованная отраженным пучком света, будет находиться ближе или дальше от центра экрана. По величине отклонения световой фигуры от нулевого деления экрана определяют угол отклонения, а плоскости торца монокристалла от плоскости (hkl). Затем, поворачивая монокристалл на 90°, определяют другой угол Р; после выполнения ориентации монокристалла на его торце твердосплавным резцом наносят стрелку, направление которой указывает, в какую сторону от торца монокристалла отклонена требуемая плоскость. Точность ориентации монокристаллов полупроводников рентгеновским методом ± (2...6)', а оптическим ±(15...30)'.
1.6.3 Резка
Таблица 2— Сравнительная характеристика абразивных материалов
| 10 | 10 | |
| 4,9 | 10 | |
| 3,5 | 9,5 | |
| 1,4 | 9,2 | |
| Кремний | 1,0 | 7 |
| 0,8 | 6 | |
| 0,7 | 4,5 |
Алмаз — самый твердый материал. При обработке кремния используются как природные, так и синтетические алмазы, уступающие первым по механическим свойствам. Иногда применяют карбиды бора В4С и кремния SiC, а также электрокорунд Al2O3. В настоящее время при резке слитков кремния на пластины в качестве режущего инструмента применяют металлические диски с внутренней алмазной режущей кромкой.
Инструмент представляет собой металлический диск с центральным отверстием, на кромку которого нанесена алмазная крошка. Толщина диска 0,1-0,15 мм, а диаметр отверстия обусловлен диаметром разрезаемого слитка. Схема установки для резки слитков представлена на рисунке 4.
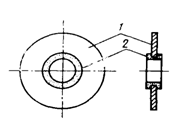
Рисунок 4 — Металлический диск с внутренней алмазной режущей кромкой: 1 — металлический диск; 2 — алмазная крошка
Режущий инструмент (диск) растягивается и закрепляется в специальном барабане на головке шпинделя станка для резания. Слиток разрезается диском с алмазной кромкой при вращении шпинделя (3000 - 5000 об/мин.). Скорость движения слитка при его перемещении перпендикулярно оси режущего диска составляет 40 - 50 мм/мин. (для слитков диаметром 60 мм не более 20 - 30 мм/мин.). После отрезания очередной пластины с помощью автоматической системы происходит возврат слитка в исходное положение, а также, перемещение его на заданный шаг. Устройство для закрепления слитка позволяет поворачивать слиток в горизонтальной и вертикальной плоскостях на требуемые углы по отношению к плоскости вращения алмазного диска и тем самым обеспечивает ориентированную резку. Станок снабжен системой подачи воды для охлаждения режущего диска и вымывания отходов резки (частичек выкрошенного кремния).
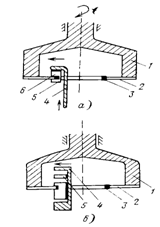
Рисунок 5 — Схема установки для резки алмазным диском: а — внутренний способ резки; б — гребенчатый способ резки (1 — барабан; 2 — диск; 3 — алмазное покрытие; 4 — оправка; 5 — пластина; 6 — слиток)
Поверхность пластин, полученных после резки, не удовлетворяет требованиям, которые предъявляют к качеству поверхности кремния при планарной технологии. С помощью электронографа устанавливают наличие приповерхностных слоев, не имеющих монокристаллической структуры. Толщина нарушенного слоя после резки диском 10 – 30 мкм в зависимости от скорости вращения диска. Поскольку в ИС глубина, на которой располагаются p-n – переходы, составляет единицы и десятые доли микрона, наличие нарушенных слоев толщиной 10 – 30 мкм неприемлемо. Микронеровности на поверхности не должны превышать 0,02 – 0,1 мкм. Кроме того, проведение фотолитографии плоскопараллельности пластин следует поддерживать на уровне ±1 мкм по диаметру пластины вместо 10 мкм после резки.
1.6.4 Шлифовка и полировка
Для обеспечения требуемого качества поверхности пластин должны быть подвергнуты дальнейшей обработке. Эта обработка состоит в шлифовке и последующей полировке пластин. Шлифовка и полировка пластин производится на плоскошлифовальных прецизионных станках с использованием абразивных материалов с размером зерна около 40 мкм (микропорошки). Чаще всего применяют группы микропорошков с зернами 14 мкм и меньше. В таблице 3 приведены марки и размеры зерен основной фракции используемых микропорошков. Микропорошки М14, М10, М7, М5 изготавливаются из карбидов бора, кремния и электрокорунда, микропорошки марок АСМ – из алмаза.
Таблица 3— Микропорошки для шлифовки и полировки пластин кремния
| Марка | М14 | М10 | М7 | М5 | АСМ7/5 | АСМ5/3 | АСМ3/2 | АСМ2/1 | АСМ1/0,5 |
| Размер, мкм | 14..10 | 10..7 | 7..5 | 5..3 | 7..5 | 5..3 | 3..2 | 2..1 | 1 и мельче |
В зависимости от типа микропорошка выбирается материал поверхности шлифовальщика. При шлифовке пластин микропорошками М14-М15 применяют стеклянный шлифовальщик, при полировке микропорошками АСМ – специальные шлифовальщики с поверхностью из тканевых материалов. При обработке пластин на рабочий шлифовальщик устанавливаются три головки с наклеенными пластинами. Головки удерживаются от перемещения по шлифовальщику специальными направляющими кронштейнами с опорными роликами (рисунок 6). За счет силы трения возникающей между соприкасающимися поверхностями рабочего шлифовальщика и головок, последние вращаются вокруг своих осей. Это вращение головок создает условия для равномерного шлифования или полирования.
При шлифовании микропорошками М14 - М15 используют водные суспензии с соотношением воды к абразиву 3¸1, при полировке пластин специальные алмазные пасты.
В настоящее время принята определенная последовательность операций при механической обработке пластин. При этом учитывается то, что толщина снимаемого слоя на каждой операции должна превышать толщину нарушенного слоя, который образовался на предыдущей операции. Пластины шлифуют с двух сторон, а полируют только рабочую сторону.
Таблица 4 — Характеристики микропорошков
| М14 | 20 – 30 | 3 | 7 |
| М10 | 15 – 25 | 1,5 | 8 – 9 |
| 9 – 11 | 0,5 – 1,0 | 12 – 13 | |
| 5 – 7 | 0,35 | 13 | |
| Менее 3 | 0,25 | 13 – 14 | |
| Менее 3 | 0,2 | 14 |
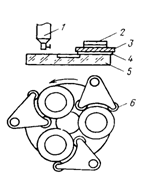
Рисунок 6 — Схема плоскошлифовального станка и расположения головок: 1— дозирующее устройство с абразивной суспензией; 2— грузы; 3— головка; 4— пластины; 5— шлифовальщик; 6— направляющий ролик
В целом механическая обработка пластин, удовлетворяющих требованиям планарной технологии, приводит к большим потерям кремния (около 65%).
1.6.5 Химическое травление полупроводниковых пластин и подложек
Сопровождается удалением поверхностного слоя с механически нарушенной кристаллической структурой, вместе с которым удаляются и имеющиеся на поверхности загрязнения. Травление является обязательной технологической операцией.
Кислотное травление полупроводников в соответствии с химической теорией идет в несколько этапов: диффузия реагента к поверхности, адсорбция реагента поверхностью, поверхностные химические реакции, десорбция продуктов реакции и диффузия их от поверхности.
Травители, для которых самыми медленными, определяющими суммарный процесс травления этапами являются диффузионные, называются полирующими. Они нечувствительны к физическим и химическим неоднородностям поверхности, сглаживают шероховатости, выравнивая микрорельеф. Скорость травления в полирующих травителях существенно зависит от вязкости и перемешивания травителя и мало зависит от температуры.
Травители, для которых самыми медленными стадиями являются поверхностные химические реакции, называются селективными. Скорость травления в селективных травителях зависит от температуры, структуры и кристаллографической ориентации поверхности и не зависит от вязкости и перемешивания травителя. Селективные травители с большой разницей скоростей травления в различных кристаллографических направлениях принято называть анизотропными.
Поверхностные химические реакции при полирующем травлении проходят в две стадии: окисление поверхностного слоя полупроводника и перевод окисла в растворимые соединения. При травлении кремния роль окислителя выполняет азотная кислота:
Фтористоводородная (плавиковая) кислота, входящая в состав травителя, переводит окись кремния в тетрафторид кремния:
Для травления, дающего зеркальную поверхность пластин, используют смесь указанных кислот в соотношении 3:1, температура травления 30...40°С, время травления около 15 с.
1.7 Операция разделения подложек на платы
Ломка проскрайбированных пластин — весьма ответственная операция. При неправильном разламывании даже хорошо проскрайбированных пластин возникает брак: царапины, сколы, нарушение формы кристаллов и т. п.
1.7.1 Алмазное скрайбирование
Основным достоинством скрайбирования наряду с высокими производительностью и культурой производства является малая ширина прорези, а следовательно, отсутствие потерь полупроводникового материала. Обычно ширина риски не превышает 10¸20 мкм, а глубина 5¸10 мкм, скорость движения резца 50¸75 мм/с, нагрузка на резце 1,2¸1,4 Н.
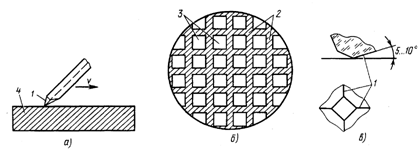
Рисунок 7 — Скрайбирование алмазным резцом: а) — нанесение рисок; б) — пластина с рисками; в) — конструкция алмазной пирамиды (1 — режущая грань резца; 2 — дорожки для скрайбирования в слое защитного диэлектрика; 3 — полупроводниковые микросхемы; 4 — кремниевая пластина)
Качество скрайбирования и последующей ломки в значительной степени зависят от состояния рабочей части алмазного резца. Работа резцом в изношенным режущим ребром или вершиной приводит к сколам при скрайбировании и некачественной ломке. Обычно скрайбирование выполняют резцами, изготовленными из натурального алмаза, которые по сравнению с более дешевыми резцами из синтетических алмазов имеют большую стоимость. Получили распространение резцы, имеющие режущую часть в форме трехгранной или усеченной четырехгранной пирамиды (рисунок 7, в), режущими элементами которой являются ее ребра.
1.7.2 Лазерное скрайбирование
При лазерном скрайбировании (рисунок 8) разделительные риски между готовыми структурами создают испарением узкой полосы полупроводникового материала с поверхности пластины во время ее перемещения относительно сфокусированного лазерного луча. Это приводит к образованию в пластине сравнительно глубоких (до 50...100 мкм) и узких (до 25…40 мкм) канавок. Канавка, узкая и глубокая по форме, играет роль концентратора механических напряжений. При разламывании пластины возникающие напряжения приводят к образованию на дне канавки трещин, распространяющихся сквозь всю толщину пластины, в результате чего происходит ее разделение на отдельные кристаллы.
Наряду с созданием глубокой разделительной канавки достоинством лазерного скрайбирования является его высокая производительность (100...200 мм/с), отсутствие на полупроводниковой пластине микротрещин и сколов. В качестве режущего инструмента используют импульсный оптический квантовый генератор с частотой следования импульсов 5...50 кГц и длительностью импульса 0,5 мс.
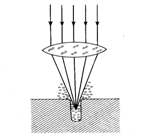
Рисунок 8 — Схема лазерного скрайбирования полупроводниковой пластины
1.8 Разламывание пластин на кристаллы
Разламывание пластин на кристаллы после скрайбирования осуществляется механически, приложив к ней изгибающий момент. Отсутствие дефектов кристаллов зависит от приложенного усилия, которое зависит от соотношения габаритных размеров и толщины кристаллов.
Наиболее простым способом является разламывание пластин на кристаллы валиком (рисунок 9). Для этого пластину 3 помещают рабочей поверхностью (рисками) вниз на мягкою гибкою (из резины) опору 4 и с небольшим давлением прокатывают ее последовательно в двух взаимно перпендикулярных направлениях стальным или резиновым валиком 1 диаметром 10¸30 мм. Гибкая опора деформируется, пластина изгибается в месте нанесения рисок и ломается по ним. Таким образом, разламывание происходит в две стадии – вначале на полоски, затем на отдельные прямоугольные или квадратные кристаллы.
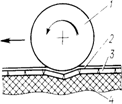
Рисунок 9 — Разламывание полупроводниковых пластин на кристаллы валиком: 1 — валик; 2 — защитная пленка; 3 — кристалл; 4 — опора
Валик должен двигаться параллельно направлению скрайбирования, иначе ломка будет происходить не по рискам. Брак может проявиться также в том случае, если полоски или отдельные кристаллы смещаются относительно друг друга в процессе ломки. Поэтому перед ломкой пластины покрывают сверху тонкой эластичной полиэтиленовой пленкой 2, что позволяет сохранить ориентацию кристаллов в процессе ломки и избежать произвольного разламывания и царапания друг друга. Смещения кристаллов можно также избежать, поместив пластину перед разламыванием в герметичный полиэтиленовый пакет и откачав из него воздух.
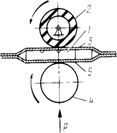
Рисунок 10 — Разламывание полупроводниковой пластины прокатыванием между валиками: 1 — пластина; 2 — упругий валик; 3 — защитная пленка; 4 — стальной валик; 5 — пленка-носитель
Пластину 1, расположенную рисками вверх, прокатывают между двумя цилиндрическими валиками: верхним упругим (резиновым) 2 и нижним стальным 4. Для сохранения первоначальной ориентации кристаллов пластину закрепляют на термопластичной или адгезионной пленке-носителе 5 и защищают ее рабочую поверхность полиэтиленовой или лавсановой пленкой 3. Расстояние между валиками, определяемое толщиной пластины, устанавливают, перемещая один из них.
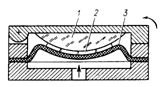
При разламывании на сферической опоре (рисунок 11) пластину 2, расположенную между двумя тонкими пластичными пленками, помещают рисками вниз на резиновую диафрагму 3, подводят сверху сферическую опору 1 и с помощью диафрагмы пневмоническим и гидравлическим способами прижимают к ней пластину, которая разламывается на отдельные кристаллы. Достоинствами этого способа являются простота, высокая производительность, (ломка занимает не более 1¸1,5 мин) и одностадийность, а также достаточно высокое качество, т.к. кристаллы не смещаются относительно друг друга.
Таблица 5 — Глубина нарушенного слоя пластин кремния после различных видов механической обработки
| Вид обработки | Условия обработки | Глубина нарушенного слоя, мкм |
| Резка алмазным кругом с внутренней режущей кромкой |
Зернистость режущей кромки АСМ 60/53;n=4000мин-1; подача 1мм/мин |
20 - 30 |
| Шлифование |
Свободный абразив: суспензия порошка ЭБМ-10 ЭБМ-5 |
11 – 15 7 – 9 |
| Шлифование, полирование |
Связный абразивный круг АСМ – 28 Алмазная паста: АСМ – 3 АСМ – 1 АСМ – 0,5 |
14 – 16 6 – 9 5 – 6 1 - 2 |
| Химико- механическое полирование |
Суспензия аэросила, SiO2(зерно 0,04 – 0,3 мкм) Суспензия цеолита |
1 – 1,5 1 – 2 |
Часть II. Расчет
ОПРЕДЕЛЕНИЕ СУММАРНОГО ПРИПУСКА НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Z=ZГШ +ZТШ+ZПП+ZФП,
где Z – сумма припусков на обработку, ZГШ – припуск на грубую шлифовку, ZТШ – припуск на точную шлифовку, ZПП – припуск на предварительную полировку, ZФП – припуск на финишную полировку.
Z= (Δ+ HШ)* 2, HШ=k*dАБ;
где D - высота микронеровностей, HШ – высота нарушенного слоя, k– коэффициент нарушений (для шлифовки k=2,5), dАБ – диаметр абразивного зерна.
Используем абразив M10: Δ = 25 мкм, dАБ=10 мкм (см. Таблица 3, Таблица 4):
ZГШ= (Δ + k* dАБ)*2=100 мкм
Используем абразив АСМ 3/2: Δ = 11 мкм, dАБ=3 мкм (см. Таблица 3, Таблица 4):
ZТШ= (Δ + k* dАБ)*2,=37 мкм
Для полировки k=1,7. Имеем:
ZПП= Δ + HШ , HШ= k*dАБ ,
Используем абразив АСМ 1/0,5: Δ = 7 мкм, dАБ =1 мкм (см. Таблица 3, Таблица 4):
ZПП= Δ + k*dАБ=8.7 мкм
Используем абразив АСМ 0,3/0,1: Δ = 0 мкм, dАБ=0,3 мкм (см. Таблица 3, Таблица 4):
ZФП= Δ + k*dАБ=0,51 мкм
Итак, значение суммарного припуска на механическую обработку:
Z=100+37+8,7+0,51= 146,21*10-6 м.
ОПРЕДЕЛЕНИЕ ИСХОДНОЙ ТОЛЩИНЫ ЗАГОТОВКИ
l∑ = l+ Z,
где l – толщина заготовки, Z – суммарный припуск на механическую обработку: l∑ = 550* 10-6+ 146,21* 10-6 = 696,21* 10-6 м.
ОПРЕДЕЛЕНИЕ ИСХОДНОЙ МАССЫ ЗАГОТОВКИ
m∑ = ρ* l∑* S,
где S –
площадь заготовки, ρ= 2,3 г/см![]() – плотность кремния.
– плотность кремния.
m∑ = 2,3* 103* 696,21* 10-6* 0.0177 = 0,0283 кг
Масса обработанной заготовки:
m = ρ* l* S,
m= 2,3* 103* 550* 10-6* 0,0177 = 0,0223 кг
ОПРЕДЕЛЕНИЕ ГОДОВОГО РАСХОДА МАТЕРИАЛА
a=106,066 мм n=a/2.5/4=1124
N1 = (N* 100%)/ (V2* n),
где N1– кристаллов на разделение, N – годовой план, V2 – выход годного по кристаллу, n -число кристаллов, которые могут быть нарезаны из 1 заготовки.
n= 1124
N1= (600000* 100%)/ (89%*1124) =599,
N2 = (N1* 100%)/ V1,
Где N2 – количество заготовок, запущенных на обработку,V1 - выход годного по обработке.
N2= (599* 100%)/ 81% =739.
ОПРЕДЕЛЕНИЕ ИСХОДНОЙ МАССЫ МАТЕРИАЛА
M = N2* m∑,
M – исходная масса материала.
M = 739* 0,0223 = 16,479кг.
ОПРЕДЕЛЕНИЕ ПОЛЕЗНОЙ МАССЫ МАТЕРИАЛА
MП = (N* m) / n,
где MП – полезная масса материала.
MП = (600000*0,0223)/1124 =11,903кг.
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ МАТЕРИАЛА
kИМ = MП/ M ,
где kИМ – коэффициент использования материала.
KИМ =11,903/16,479 = 0,722
Заключение
В курсовой работе был разработан технологический процесс для изготовления кристаллов полупроводниковых интегральных микросхем из монокристаллического кремния. При этом коэффициент использования материала для рассмотренных производственных условий составил 0,722. Это говорит о том, что технологичность производства находится на довольно высоком уровне, особенно на этапе обработки заготовок, т. к. выход годного по обработке равен 81%. Значение коэффициента использования материала довольно высоко, хотя данный технологический процесс был сравнительно недавно внедрен на производстве.

 Список используемой литературы
Список используемой литературы
1. Березин А.С., Мочалкина О.Р.: Технология и конструирование интегральных микросхем. — М. Радио и связь, 1983. — 232 с., ил.
2. Готра З. Ю. Технология микроэлектронных устройств: Справочник. — М.: Радио и связь, 1991. — 528 с.: ил.
3. Коледов Л. А. Технология и конструкции микросхем, микропроцессоров и микросборок: Учебник для вузов. — М.: Радио и связь,1989. — 400 с., ил.
4. Конструирование и технология микросхем. Курсовое проектирование.: под ред. Л. А. Коледова. — М.: Высш. шк., 1984. — 231 с., ил.
5. Степаненко И. П. Основы микроэлектроники: Учебное пособие для вузов. — 2-е изд., перераб. и доп. — М.: Лаборатория Базовых Знаний, 2000 — 488 с., ил.
6. Черняев В. Н. Технология производства интегральных микросхем и микропроцессоров: Учебник ля вузов. — 2-е изд., перераб. и доп. — М.: Радио и связь, 1987. — 464 с.: ил.