
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Техническое обслуживание и ремонт оборудования (трубопроводы)
Курсовая работа: Техническое обслуживание и ремонт оборудования (трубопроводы)
Содержание
Введение
1 Характер износа оборудования
2 Контроль величины износа
3 Техническое обслуживание и ремонт оборудования
3.1 Техническое обслуживание оборудования
3.2 Подготовка к ремонту оборудования
3.3 Ремонт оборудования
4 Контроль качества ремонта
Заключение
Литература
Введение
Транспортировка сырой нефти осуществляется по сети трубопроводов, которые поставляют нефть от скважин к хранилищам на промысле или к магистральным терминалам. По магистральным трубопроводам нефть перекачивают к нефтеперерабатывающим заводам или терминалам танкеров. Переработка нефти осуществляется либо в районах ее добычи, либо на значительных расстояниях от нее вблизи главных потребителей и рынков сбыта.
Линии газопроводов подразделяются на газосборные, магистральные и распределительные. Транспортирующие, или магистральные, трубопроводы поставляют газ местным службам, которые распределяют его для промышленного и коммунального использования, а также для других нужд.
Нефтесборные трубопроводы имеют обычно диаметр 5–20 см; диаметр протяженных магистральных нефтепроводов иногда достигает 120 см. Самый длинный трубопровод этого типа в США имеет длину 4650 км и диаметр 110 см; он проложен от Хьюстона (шт. Техас) до Нью-Йорка. Имеется тенденция строительства крупных трубопроводов для сырой нефти и продуктов ее переработки. Параллельные и обводные трубопроводы увеличивают пропускную способность построенных ранее и имеющих меньший диаметр трубопроводов. Газопроводы, как правило, более крупные по сравнению с нефтепроводами. Система магистральных трубопроводов Ямбург – Западная граница СНГ имеет общую протяженность 28,7 тыс. км с диаметром труб 142 см. Некоторые сборные трубопроводы проложены на поверхности земли, но бóльшая их часть, как и всех магистральных линий, являются подземными.
Использование цельнотянутых бесшовных, тонкостенных и упроченных труб, введение компьютерного контроля, дистанционное обслуживание с помощью мониторов, улучшение технологии сварки – главные составляющие прогресса в строительстве и эксплуатации трубопроводов. Трубопроводы приходится строить через неровности рельефа, леса, болота, в экстремальных климатических условиях. Нефть и продукты ее переработки перекачиваются насосными станциями, расстояние между которыми определяется рельефом, скоростью транспортировки и другими факторами. Различные виды сырой нефти или, в случае продуктопроводов, продукты ее переработки, обычно транспортируются с минимальным смешением. Компрессорные станции поддерживают давление, необходимое для постоянного движения природного газа. Диаметр трубопровода, число и мощность насосных и компрессорных станций определяют производительность трубопровода.
Задачей курсовой работы - является выяснение вопросов по организации ремонтных работ оборудования по перекачке нефти и газа, анализ технологической цепочки по ремонту, монтажу и пуску оборудования после ремонта.
Цель курсовой работы – рассмотреть характер износа оборудования, контроль величины износа. В работе подробно рассмотрено техническое обслуживание и ремонт оборудования. А так же в курсовой работе представлен порядок контроля качества ремонта трубопроводов.
1.Характер износа оборудования
В процессе эксплуатации трубопроводы и их элементы изнашиваются. Характер износа может быть самым различным и определяется условиями эксплуатации, свойствами материала, из которого выполнен трубопровод, его конструктивными особенностями, качеством изоляции и т. д. Часто нарушение условий эксплуатации приводит к разрушению неизношенного трубопровода: разрыву трубы, отрыву фланца, выбиванию прокладки, ослаблению болтовых соединений и др. В основном трубопроводы подвержены коррозионному и эрозионному износу, поэтому главная задача заключается в устранении его причин. Преждевременный износ можно предотвратить также, если правильно выбрать материал труб и вид изоляции.
Чаще всего ремонтируют трубопроводы, служащие для транспортирования сырья, полупродуктов и готовой продукции. Эти вещества могут быть коррозионно-активными, огне- и взрывоопасными и токсичными. Они могут также содержать абразивные включения или быть легко застывающими. Конструкция трубопровода должна учитывать свойства транспортируемого вещества.
Например, диаметр трубопроводов для загрязненных жидкостей должен быть не менее 70 мм, возможно прямолинейным; повороты должны изготавливаться из гнутых отводов с радиусом закругления не менее 7—8 /у. Предусматриваются также фланцевые разъемы для механической чистки или продувки внутренних поверхностей труб воздухом. Трубопровод, по которому перекачивают легкозастывающие жидкости, снабжают «пароспутником» или рубашкой для обогрева паром.
Состояние трубопровода систематически, контролируется ответственным персоналом. Трубопроводы всех категорий подвергают, наружному осмотру не реже одного раза в год. В особо важных случаях состояние трубопровода контролируется непрерывно. Данные наблюдений и контрольных измерений размеров, характеризующие состояние трубопровода, заносят в эксплуатационный журнал. Толщина стенки трубопровода, полученная при замерах, должна быть не ниже отбраковочной, за которую принимают расчетную толщину, вычисленную для данных условий эксплуатации. Однако остаточная толщина стенки трубы не должна быть ниже: для диаметров 25; 45; 89; 108; 273; 325 мм соответственно 1,0; 1,5; 2,0; 3,0; 4,0; 4,5мм.
Трубопровод бракуется и тогда, когда установленная при ревизии толщина стенки несколько выше допустимой, но вследствие коррозии и эрозии к моменту проведения следующего ремонта она станет ниже допустимой.
Проверку и испытание трубопроводов, подведомственных органам Госгортехнадзора, производят в сроки, оговоренные в регистрационном журнале.
Тщательная ревизия трубопроводов осуществляется при плановых ремонтах. Однако трубопровод по тем или иным причинам может выйти из строя и во время работы, т.е. в межремонтный период, поэтому за трубопроводом должно быть установлено столь же тщательное наблюдение, как и за другим технологическим оборудованием. Действующий трубопровод может быть не только разрушен, но и забит твердыми отложениями или застывшим продуктом (например, парафином, битумом, различными мономерами или полимерами или льдом и др.). Пропуски в действующих трубопроводах определяют визуально, по появлению запаха или изменению режима перекачивания (например, снижению давления в трубопроводе, изменению количества принимаемого и расходуемого продукта и т. д.).
На ответственных трубопроводах, работающих при высоком давлении, практикуется система «сверлений безопасности», при которой на участках трубопроводов, где износ наиболее вероятен, до пуска их в эксплуатацию высверливают углубления — несквозные «отверстия» Остаточная толщина труб должна обеспечивать безаварийную работу. По мере износа трубопровода в процессе его эксплуатации наиболее вероятен пропуск продукта через эти ослабленные сверлением стенки трубопровода. Отверстие забивают пробкой и накладывают хомут, трубопровод же тщательно ремонтируют при первом плановом ремонте.
Ремонтируемые трубопроводы должны быть полностью освобождены от продукта. Для ревизии трубопроводов их обстукивают молотком и проводят контрольную сквозную засверловку с измерением остаточной толщины стенки. Дефекты могут быть быстро выявлены при измерении толщины стенки ультразвуковыми дефектоскопами, а также по показаниям стационарных датчиков (обычно монтируемых на крупных трубопроводах), передающих показания на контрольную панель Замеры производят по всему периметру трубопровода. Особенно тщательно измеряют толщину стенки труб на крутых изгибах, где износ обычно происходит раньше, чем на прямых участках.
Не обнаруженный своевременно дефект приводит к аварии, т.е. к внезапному нарушению герметичности трубопровода. Большинство аварий сопровождается полным или частичным разрушением сварных стыков, разгерметизацией фланцевых соединений и разрушением трубы. Эти аварии могут быть вызваны самыми различными причинами.
Большинство из них обусловлено некачественным монтажом: плохой подгонкой сварных стыков и фланцев, плохой сваркой, недостаточной компенсацией температурных деформаций, неустойчивостью несущих опор, жестким креплением трубопровода к опорам и др Часты случаи аварийного выхода из строя трубопровода из-за несвоевременно замеченного износа, а также вследствие неправильной эксплуатации (например, резкие изменения давления или температуры).
Любая авария трубопровода должна быть ликвидирована после его остановки и соответствующей подготовки. Однако в некоторых случаях можно избежать полного отключения трубопровода и обеспечить нормальную эксплуатацию его до очередного планового ремонта с помощью временных мер. К таким случаям относится ликвидация пропусков на поверхности трубы или в сварных швах наложенных хомутов. Для этого по форме трубы изготавливают хомуты или скобы с накладками.
Их устанавливают на дефектный участок так, чтобы при стягивании хомутов или скоб прокладка (асбест, паронит, резина, свинец, фторопласт и др.) оставалась зажатой между трубой и хомутом (накладкой) и заполняла не плотность в трубе или сварном шве Ширина хомута или накладки должна быть такой, чтобы при стягивании не раздавить трубу.
Хомут и накладка должны обладать достаточными жесткостью и прочностью; в соответствии с этим выбирают их толщину. Иногда для большей надежности хомут или планку приваривают к трубе.
Практикуется также установка свинцовой пробки. На болт со сферической головкой, вставляемый в отверстие на теле трубы, надевается свинцовая пробка. Последняя, деформируясь при затягивании гайки, заполняет отверстие и обеспечивает плотность.
Часто авария возникает в результате разрыва сварного шва. Для устранения аварии шов вырубается и после зачистки заваривается вновь. При этом следует принять необходимые меры безопасности. Например, газопроводы можно заваривать только при обязательном протекании газа по трубе при давлении не менее 1 кПа, так как при отсутствии избыточного давления газа в трубу может попасть воздух, что приведет к образованию взрывоопасной смеси.
Если дефектный участок большой или образовавшийся дефект нельзя устранить наложением хомутов или латок (например, разрыв трубы по образующей), такой участок заменяют. Для этого трубопровод освобождают от продукта, участок длиной, равной не менее чем одному диаметру трубы, вырезают газовым резаком или, если среда огне- и взрывоопасная, с помощью ручного или механического трубореза. Заранее приготовленный кусок трубы (катушку) вставляют вместо вырезанного участка и приваривают к трубопроводу после проверки стыков.
Для проведения сварочных работ по обе стороны от свариваемых швов в трубопроводе устанавливают глиняные пробки, надежно защищающие участок сварки от попадания продукта Установка пробок обязательна, если по трубопроводу подается огне- или взрывоопасный продукт. В трубопроводах больших диаметров устанавливают специальные шаровые запорные устройства (17.3). Запирающим элементом является полый резиновый шар, который при нагнетании в него воздуха или жидкости раздувается и плотно прижимается к стенкам трубы. Для установки в трубопроводе таких запорных устройств в нужных местах механически вырезают окна.
Пропуски во фланцевых соединениях обусловлены плохой подгонкой соприкасающихся поверхностей, поврежденностью этих поверхностей, некачественной прокладкой и недостаточной подтяжкой болтов и шпилек. Для ликвидации пропуска сначала подтягивают болты (это часто эффективно для горячих трубопроводов, где регулярная подтяжка является обязательной).
Если таким путем пропуск не устраняется, заменяют прокладку. Для этого разъединяют фланцевое соединение, фланцы раздают на ширину, несколько большую толщины новой прокладки, с помощью распорного клина. На практике часто клин забивают вручную молотком, однако это опасно: клин может выскочить и причинить увечье рабочему. На 17.4 показано винтовое приспособление для раздвижки фланцев, исключающее эту опасность. Перед установкой новой прокладки привалочные поверхности тщательно очищают и проверяют отсутствие на них раковин или забоин. Если фланцы имеют дефекты, пни должны быть заменены.
Плановый ремонт трубопроводов предусматривает замену определенных участков с трубами, фланцами и крепежными деталями. Технология ремонта такая же, как и монтажа. Трубы отбраковывают, если в результате износа их толщина не обеспечивает заданные параметры эксплуатации. Для каждого трубопровода должны быть установлены отбраковочные нормы.
Технологические трубопроводы диаметром более 75 мм при остаточной толщине стенок 2 мм и менее бракуются без предварительного расчета.
Все технологические
трубопроводы надежно заземляются для предотвращения образования зарядов
статического электричества.
При плановых ремонтах проверяют опоры и подвески трубопроводов: плотность
прилегания трубы к подушке, подвижность опор, целостность поверхностей
скольжения и перекатывание пружин и т. д.
2. Контроль величины износа
Основным методом контроля за надежной и безопасной эксплуатацией технологических трубопроводов является периодическая ревизия, которая проводится в установленном порядке.
Результаты ревизии служат основанием для оценки состояния трубопровода и возможности его дальнейшей эксплуатации.
Продление сроков службы трубопроводов и его элементов проводится в установленном порядке.
Сроки проведения ревизии трубопроводов при давлении до 10 МПа (100 кгс/см2) устанавливаются в зависимости от скорости коррозионно-эрозионного износа трубопроводов, условий эксплуатации, результатов предыдущих осмотров и ревизии.
Для трубопроводов высокого давления [свыше 10 МПа (100 кгс/см2)] предусматриваются следующие виды ревизии: выборочная, генеральная выборочная и полная. Сроки выборочной ревизии устанавливаются в зависимости от условий эксплуатации, но не реже одного раза в 4 года.
Первую выборочную ревизию трубопроводов, транспортирующих неагрессивные или малоагрессивные среды, следует производить не позднее чем через 2 года после ввода трубопровода в эксплуатацию.
Отсрочка в проведении ревизии трубопроводов допускается с учетом результатов предыдущей ревизии и технического состояния трубопроводов, обеспечивающего их дальнейшую надежную эксплуатацию, но не может превышать более одного года.
При проведении ревизии внимание следует уделять участкам, работающим в особо сложных условиях, где наиболее вероятен максимальный износ трубопровода вследствие коррозии, эрозии, вибрации и других причин. К таким относятся участки, где изменяется направление потока (колена, тройники, врезки, дренажные устройства, а также участки трубопроводов перед арматурой и после нее) и где возможно скопление влаги, веществ, вызывающих коррозию (тупиковые и временно неработающие участки).
Приступать к ревизии следует после выполнения необходимых подготовительных работ.
При ревизии трубопроводов с давлением до 10 МПа (100 кгс/см2) следует:
а) провести наружный осмотр трубопровода;
б) измерить толщину стенки трубопровода приборами неразрушающего контроля, а в необходимых случаях - сквозной засверловкой с последующей заваркой отверстия.
Количество участков для проведения толщинометрии и число точек замера для каждого участка определяется в соответствии с документацией и в зависимости от конкретных условий эксплуатации.
Толщину стенок измеряют на участках, работающих в наиболее сложных условиях (коленах, тройниках, врезках, местах сужения трубопровода, перед арматурой и после нее, местах скопления влаги и продуктов, вызывающих коррозию, застойных зонах, дренажах), а также на прямых участках трубопроводов.
При этом на прямых участках внутри установочных трубопроводов длиной до 20 м и межцеховых трубопроводов длиной до 100 м следует выполнять замер толщины стенок не менее чем в трех местах.
Во всех случаях контроль толщины стенки в каждом месте следует производить в 3 - 4 точках по периметру, а на отводах - не менее чем в 4 - 6 точках по выпуклой и вогнутой частям.
Следует обеспечить правильность и точность выполнения замеров, исключая влияние на них инородных тел (заусенцев, кокса, продуктов коррозии и т.п.).
Результаты замера фиксируются в паспорте трубопровода.
Ревизию постоянно действующих участков факельных линий, не имеющих байпасов, проводят без их отключения путем измерения толщины стенки ультразвуковыми толщиномерами и обмыливанием фланцевых соединений.
Места частичного или полного удаления изоляции при ревизии трубопроводов определяются конкретно для каждого участка трубопровода.
Ревизия воротников фланцев проводится внутренним осмотром (при разборке трубопровода) или измерением толщины неразрушающими методами контроля (ультразвуковым или радиографическим) не менее чем в трех точках по окружности воротника фланца. Толщину стенки воротника фланца допускается контролировать также с помощью контрольных засверловок. На трубопроводах, выполненных из сталей аустенитного класса (08Х18Н10Т, 12Х18Н10Т и т.п.), работающих в средах, вызывающих межкристаллитную коррозию, сквозные засверловки не допускаются.
Внутренний осмотр участков трубопроводов проводится с помощью ламп, приборов, луп, эндоскопа или других средств.
Внутренняя поверхность должна быть очищена от грязи и отложений, а при необходимости - протравлена. При этом следует выбирать участок, эксплуатируемый в наиболее неблагоприятных условиях (где возможна коррозия и эрозия, гидравлические удары, вибрация, изменение направления потока, застойные зоны). Демонтаж дефектного участка трубопровода при наличии разъемных соединений проводится путем их разборки, а на цельносварном трубопроводе этот участок вырезают.
Во время осмотра проверяют наличие коррозии, трещин, уменьшения толщины стенки труб и деталей трубопроводов.
При необходимости проводится радиографический или ультразвуковой контроль сварных стыков и металлографические и механические испытания.
Проверка механических свойств металла труб, работающих при высоких температурах и в водородсодержащих средах, проводится в случаях, предусмотренных проектом. Механические свойства металла следует проверять также и в случаях, если коррозионное действие среды может вызвать их изменение.
Проводятся также следующие работы: измерения на участках трубопроводов деформаций по состоянию на время проведения ревизии;
выборочная разборка резьбовых соединений на трубопроводе, осмотр
их и контроль резьбовыми калибрами;
проверка состояния и условий работы опор, крепежных деталей и, выборочно, прокладок; испытание трубопроводов.
При неудовлетворительных результатах ревизии следует определить границу дефектного участка трубопровода (осмотреть внутреннюю поверхность, измерить толщину и т.п.) и выполнить более частые замеры толщины стенки всего трубопровода.
Объем выборочной ревизии трубопроводов высокого давления [свыше 10 МПа (100 кгс/см2)] составляет: не менее двух участков каждого агрегата установки независимо от температуры;
не менее одного участка каждого общецехового коллектора или межцехового трубопровода независимо от температуры среды.
При ревизии контрольного участка трубопровода высокого давления следует:
а) провести наружный осмотр согласно требованиям;
б) при наличии фланцевых или муфтовых соединений произвести их разборку, затем внутренний осмотр трубопровода;
в) произвести замер толщины стенок труб и других деталей контрольного участка;
г) при обнаружении в процессе осмотра дефектов в сварных швах (околошовной зоне) или при возникновении сомнений в их качестве произвести контроль неразрушающими методами (радиографический, ультразвуковой и т.д.);
д) при возникновении сомнений в качестве металла проверить его механические свойства и химический состав;
е) проверить состояние муфт, фланцев, их привалочных поверхностей и резьбы, прокладок, крепежа, а также фасонных деталей и арматуры, если такие имеются на контрольном участке;
з) провести контроль наличия остаточных деформаций, если это предусмотрено проектом;
ж) провести контроль твердости крепежных изделий фланцевых соединений, работающих при температуре 400 град. С.
Результаты ревизии считаются удовлетворительными, если обнаруженные отклонения находятся в допустимых пределах.
При неудовлетворительных результатах ревизии следует проверить еще два аналогичных участка, из которых один должен быть продолжением ревизуемого участка, а второй - аналогичным ревизуемому участку.
Если при ревизии трубопровода высокого давления будет обнаружено, что первоначальная толщина уменьшилась под воздействием коррозии или эрозии, возможность эксплуатации следует подтверждать расчетом на прочность. При необходимости проводится экспертиза промышленной безопасности. При получении неудовлетворительных результатов ревизии дополнительных участков следует провести генеральную выборочную ревизию этого трубопровода, а также участков трубопроводов, работающих в аналогичных условиях, с разборкой до 30% каждого из указанных трубопроводов.
Генеральная выборочная ревизия трубопроводов высокого давления производится периодически в сроки, установленные проектом, но не реже чем в следующие сроки:
а) в производстве аммиака: трубопроводы, предназначенные для транспортирования азотоводородных и других водородсодержащих газовых смесей при температуре среды до 200 град. С, - через 12 лет, при температуре среды свыше 200 град. С - через 8 лет;
б) в производстве метанола: трубопроводы, предназначенные для транспортирования водородных газовых смесей, содержащих кроме водорода окись углерода, при температуре среды до 200 град. С, - через 12 лет, при температуре среды свыше 200 град. С - через 6 лет;
в) в производстве капролактама: трубопроводы, предназначенные для транспортирования водородных газовых смесей при температуре среды до 200 град. С, - через 10 лет, трубопроводы, предназначенные для транспортирования окиси углерода при температуре свыше 150 град. С - через 8 лет;
г) в производстве синтетических жирных спиртов (СЖС): трубопроводы, предназначенные для транспортирования водородных газовых смесей при температуре среды до 200 град. С, - через 10 лет, при температуре среды свыше 200 град. С - через 8 лет;
трубопроводы, предназначенные для транспортирования пасты (катализатор с метиловыми эфирами) при температуре среды до 200 град. С, - через 3 года;
д) в производстве мочевины: трубопроводы, предназначенные для транспортирования плава мочевины от колонны синтеза до дросселирующего вентиля, - через 1 год;
трубопроводы, предназначенные для транспортирования аммиака от подогревателя до смесителя при температуре среды до 200 град. С, - через 12 лет;
трубопроводы, предназначенные для транспортирования углекислого газа от компрессора до смесителя при температуре среды до 200 град. С, - через 6 лет;
трубопроводы, предназначенные для транспортирования углеаммонийных солей (карбамата) при температуре среды до 200 град. С, - через 4 года.
Генеральную выборочную ревизию трубопроводов, предназначенных для транспортирования других жидких и газообразных сред и других производств, следует также производить: при скорости коррозии до 0,1 мм/год и температуре до 200 град. С - через 10 лет;
то же при температуре 200 - 400 град. С - через 8 лет;
для сред со скоростью коррозии до 0,65 мм/год и температурой среды до 400 град. С - через 6 лет.
При неудовлетворительных результатах генеральной выборочной ревизии назначается полная ревизия трубопровода.
При полной ревизии разбирается весь трубопровод полностью, проверяется состояние узлов труб и деталей, а также арматуры, установленной на трубопроводе.
Все трубопроводы и их участки, подвергавшиеся в процессе ревизии разборке, резке и сварке, после сборки подлежат испытанию на прочность и плотность.
Для трубопроводов с Ру <= 10 МПа (100 кгс/см2) в обоснованных случаях при разборке фланцевых соединений, связанной с заменой прокладок, арматуры или отдельных элементов, допускается проводить испытания только на плотность. При этом вновь устанавливаемые арматуру или элементы трубопровода следует предварительно испытать на прочность пробным давлением.
После проведения ревизии составляются акты, к которым прикладываются все протоколы и заключения о проведенных проверках.
Результаты ревизии заносятся в паспорт трубопровода. Акты и остальные документы прикладываются к паспорту.
После истечения проектного срока службы независимо от технического состояния трубопровод должен быть подвергнут комплексному обследованию (экспертизе промышленной безопасности) с целью установления возможности и сроков дальнейшей эксплуатации.
Во время эксплуатации следует принять необходимые меры по организации постоянного и тщательного контроля за исправностью арматуры, а также за своевременным проведением ревизии и ремонта.
При применении арматуры с сальниками особое внимание следует обращать на состояние набивочных материалов (качество, размеры, правильность укладки в сальниковую коробку).
Асбестовая набивка, пропитанная жировым составом и прографиченная, может быть использована для рабочих температур не выше 200 град. С.
Для температур выше 200 град. С и давлений до 25 МПа (250 кгс/см2) допускается применять прографиченную асбестовую набивку, если кольцо пересыпать слоем сухого чистого графита толщиной не менее 1 мм.
Для высоких температур следует применять специальные набивки, в частности асбометаллические, пропитанные особыми составами, стойкими к разрушению и вытеканию под влиянием транспортируемой среды и высокой температуры.
Для давлений свыше 32 МПа (320 кгс/см2) и температуры более 200 град. С следует применять специальные набивки.
Сальниковые набивки арматуры следует изготавливать из плетеного шнура квадратного сечения со стороной, равной ширине сальниковой камеры. Из такого шнура на оправке следует нарезать заготовки колец со скошенными под углом 45 град. концами.
Кольца набивки следует укладывать в сальниковую коробку, смещая линии разреза и уплотнение каждого кольца. Высоту сальниковой набивки следует принимать такой, чтобы грундбукса в начальном положении входила в сальниковую камеру не более чем на 1/6 - 1/7 ее высоты, но не менее чем на 5 мм.
Сальники следует подтягивать равномерно без перекоса грундбуксы.
Для обеспечения плотности сальникового уплотнения следует следить за чистотой поверхности шпинделя и штока арматуры.
Прокладочный материал для уплотнения соединения крышки с корпусом арматуры следует выбирать с учетом химического воздействия на него транспортируемой среды, а также в зависимости от давления и температуры.
Ход шпинделя в задвижках и вентилях должен быть плавным, а затвор при закрывании или открывании арматуры должен перемещаться без заедания.
Предохранительные клапаны обслуживаются в соответствии с технической документацией и нормативно-технической документацией по промышленной безопасности.
Не допускается применять добавочные рычаги при открывании и закрывании арматуры.
Ревизию и ремонт трубопроводной арматуры, в том числе и обратных клапанов, а также приводных устройств арматуры (электро-, пневмо-, гидропривод, механический привод), как правило, производят в период ревизии трубопровода.
Ревизию и ремонт арматуры следует производить в специализированных мастерских или ремонтных участках. В обоснованных допускается ревизия арматуры путем ее разборки и осмотра непосредственно на месте установки (приварная арматура, крупногабаритная, труднодоступная и т.д.).
При ревизии арматуры, в том числе обратных клапанов, должны быть выполнены следующие работы:
а) внешний осмотр;
б) разборка и осмотр состояния отдельных деталей;
в) осмотр внутренней поверхности и при необходимости контроль неразрушающими методами;
г) притирка уплотнительных поверхностей (при необходимости);
д) сборка, опробывание и опрессовка на прочность и плотность.
При планировании сроков ревизии и ремонта арматуры следует в первую очередь проводить ревизию и ремонт арматуры, работающей в наиболее сложных условиях. Результаты ремонта и испытания арматуры оформляются актами и заносятся в эксплуатационную документацию.
В случаях, когда характер и скорость коррозионного износа трубопровода не могут быть установлены типовыми методами контроля, используемыми при ревизии, для контроля приближения толщины стенки к отбраковочному размеру допускается выполнять контрольные засверловки.
Трубопроводы, по которым транспортируются вещества группы А(а), А(б), газы всех групп, трубопроводы, работающие под вакуумом и высоким давлением [свыше 10 МПа (100 кгс/см2)], трубопроводы в блоках I категории взрывоопасности, а также трубопроводы, выполненные из аустенитных сталей и работающих в средах, вызывающих межкристаллитную коррозию, контрольным засверловкам не подвергают. В этих случаях следует установить контроль за состоянием толщины стенок трубопровода путем замера ультразвуковым толщиномером или иными допускаемыми методами.
При засверловке контрольных отверстий следует пользоваться сверлом диаметром 2,5 - 5 мм, заправленным под острым углом, чтобы предотвратить большие утечки продукта.
Отверстия при контрольных засверловках следует располагать в местах поворотов, сужений, врезок, застойных зонах, а также в тройниках, дренажных отводах, перед запорной арматурой и после нее и т.п. местах.
Отверстия контрольных засверловок на отводах и полу отводах следует располагать преимущественно по наружному радиусу сгиба из расчета одно отверстие на 0,2 м длины, но не менее одного отверстия на отвод или секцию сварного отвода.
Глубина контрольных засверловок устанавливается равной расчетной толщине трубопровода плюс П х С (где П - половина периода между очередными ревизиями, год, С - фактическая скорость коррозии трубопровода, мм/год).
Места расположения контрольных засверловок на трубопроводе следует четко обозначить и зафиксировать в документации.
Пропуск контрольного отверстия на трубопроводе свидетельствует о приближении толщины стенки к отбраковочному размеру, поэтому такой трубопровод следует подвергнуть внеочередной ревизии.
Периодические испытания трубопроводов на прочность и плотность проводят, как правило, во время проведения ревизии трубопровода.
Сроки проведения испытания для трубопроводов с давлением до 10 МПа (100 кгс/см2) принимается равным удвоенной периодичности проведения ревизии, принятой согласно требованиям п. 9.3.3 для данного трубопровода, но не реже одного раза в 8 лет.
Сроки проведения испытания для трубопроводов с давлением свыше 10 МПа (100 кгс/см2) должны быть не реже: для трубопроводов с температурой до 200 град. С - один раз в 8 лет;
для трубопроводов с температурой свыше 200 град. С - один раз в 4 года.
Испытательное давление и порядок проведения испытания должны соответствовать требованиям раздела 8 настоящих Правил.
При проведении испытания на прочность и плотность допускается применение акустико-эмиссионного контроля.
Результаты периодических испытаний трубопроводов оформляются в установленном порядке.
Трубы, детали трубопроводов, арматура, в том числе литая (корпуса задвижек, вентили, клапаны и т.п.), подлежат отбраковке:
· если в результате ревизии окажется, что из-за воздействия среды толщина стенки стала ниже проектной и достигла величины, определяемой расчетом на прочность без учета прибавки на коррозию (от браковочный размер);
· От браковочные толщины стенок элементов трубопровода следует указывать в проектной документации.
Трубы и детали трубопроводов отбраковываются, если:
· при ревизии на поверхности были обнаружены трещины, отслоения, деформации (гофры, вмятины, вздутия и т.п.);
· в результате воздействия среды за время работы до очередной ревизии толщина стенки выйдет за пределы от браковочных размеров, определяемых расчетом на прочность;
· изменились механические свойства металла;
· при контроле сварных швов обнаружены дефекты, не подлежащие исправлению;
· размеры резьбовых соединений вышли из поля допусков или на резьбе имеются срывы витков, трещины, коррозионный износ;
· трубопровод не выдержал гидравлического или пневматического испытаний;
· уплотнительные элементы арматуры износились так, что не обеспечивают безопасное ведение технологического процесса.
Фланцы отбраковываются при: неудовлетворительном состоянии привалочных поверхностей;
· наличии трещин, раковин и других дефектов;
· деформации;
· уменьшении толщины стенки воротника фланца до от браковочных размеров трубы;
· срыве, смятии и износе резьбы в резьбовых фланцах высокого давления, а также при наличии люфта в резьбе, превышающего допустимые пределы. Линзы и прокладки овального сечения отбраковываются при наличии трещин, забоин, сколов, смятии уплотнительных поверхностей, деформации.
Крепежные детали отбраковываются:
· при появлении трещин, срыва или коррозионного износа резьбы;
· в случаях изгиба болтов и шпилек;
· при остаточной деформации, приводящей к изменению профиля резьбы;
· в случае износа боковых граней головок болтов и гаек;
· в случае снижения механических свойств металла ниже допустимого уровня.
Сильфонные и линзовые компенсаторы отбраковываются в следующих случаях:
· толщина стенки сильфона или линзы достигла расчетной величины,
указанной в паспорте компенсатора;
· толщина стенки сильфона достигла 0,5 мм, а расчетная толщина стенки сильфона имеет более низкие значения;
· при наработке компенсаторами допустимого числа циклов с учетом условий эксплуатации на пожароопасных и токсичных средах.
Нормы отбраковки следует указывать в ремонтной документации с учетом условий конкретного объекта.
3 Техническое обслуживание и ремонт оборудования
3.1 Техническое обслуживание оборудования
Техническое состояние технологических трубопроводов газоперекачивающих компрессорных станций (КС) с увеличением сроков их эксплуатации, требует разработки системы специальных мероприятий по обеспечению заданного уровня надежности, так как эксплуатация за пределами расчетного ресурса сопровождается повышением вероятности аварий, в том числе и с тяжелыми экологическими последствиями. В настоящее время, внедрение инновационных средств технической диагностики позволило заменить традиционную систему эксплуатации с регламентным ремонтно-техническим обслуживанием - на эксплуатацию по техническому состоянию, т.е. к обслуживанию в зависимости от степени риска, от реального состояния и фактических характеристик объектов. Для выполнения существующих повышенных требований к экологической и технической безопасности – требуется развитие и внедрение единой системы экспертно-диагностического обслуживания (ЭДО) трубопроводов, являющейся важным инструментом реализации стратегии эффективного управления основных фондов.
Цель функционирования системы ЭДО - обеспечение надежности объектов на заданном уровне, при оптимальном вложении финансовых средств на их эксплуатацию (рис.1).
Задачи системы ЭДО приведены в табл.1.
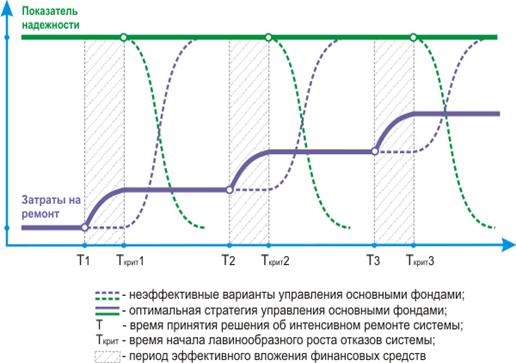
Рис.1. Стратегия управления основными фондами
Таблица 1. Задачи экспертно-диагностического обслуживания трубопроводов.
|
№ п/п |
Задача |
Метод решения |
Средства выполнения |
Ожидаемый результат |
| 1 | Обоснование краткосрочных, среднесрочных, долгосрочных планов ремонта | Ранжирование участков трубопроводов по степени опасности | Комплексная аналитическая база данных различных обследований, ремонта, реальных условий эксплуатации | Обеспечение темпов проведения ремонтно-восстановительных работ не ниже темпов роста количества опасных дефектов |
| Периодический мониторинг потенциально-опасных участков трубопровода | ||||
| 2 | Оптимизация технологического процесса проведения ремонтно-восстановительных работ (РВР) | Принятие технически и экономически обоснованных методов и средств ремонта | Разработка Регламента проведения РВР | «Прозрачность» расходов, снижение затрат по ремонту на 20…30% |
| Повторное применение и ремонт труб, соединительных деталей | Методика оценки степени пригодности труб и деталей, цеха по ремонту и изоляции | Отсутствие простоев ремонтных бригад за счет создания резерва МТР, снижение затрат по закупке материалов на 30…40% | ||
| 3 | Подготовка методической базы для создания эффективных отраслевых руководящих документов | Осуществление "обратной связи" отраслевой науки с производством, промышленная апробация новых технологий | Полигонные испытания дефектных деталей с действующих объектов трубопровода | Совершенствование методов диагностики; реальная оценка технического состояния трубопроводов |
| Нивелирование противоречивости и консервативности действующей нормативно-технической документации | Разработка и внедрение региональных стандартов предприятий с учетом местных условий и требований | Четкая система ведения работ, диверсификация ответственности руководителей предприятий, эксплуатирующих трубопроводы |
СТРУКТУРА ЭКСПЕРТНО-ДИАГНОСТИЧЕСКОГО ОБСЛУЖИВАНИЯ
Принципиальным положением в ЭДО является концепция технического обслуживания и ремонта оборудования и трубопроводов по фактическому состоянию на основе диагностики. Это позволит обеспечить возможность обоснованного планирования технического обслуживания и ремонтов по объемам и срокам, что приведет к снижению эксплуатационных затрат за счет уменьшения обслуживаний и числа отказов.
Основные элементы экспертно-диагностического обслуживания (Рис.2 – Структура ЭДО трубопроводов):
· Контроль технического состояния – оценка технического состояния технологических трубопроводов и оборудования и сопоставление фактических параметров с проектными параметрами;
· Техническое обслуживание – работы по поддержанию работоспособного и исправного состояния технологических трубопроводов и оборудования в процессе эксплуатации;
· Ремонт – комплекс операций по восстановлению исправного и работоспособного состояния технологических трубопроводов и оборудования;
· Замена оборудования – работы связанные с выводом из эксплуатации, демонтажем, ликвидацией оборудования и заменой его на новое оборудование.
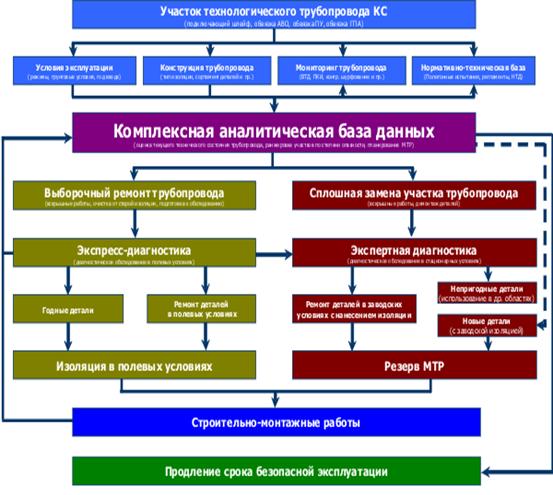
Рис.2 – Структура ЭДО технологических трубопроводов КС.
3.2 Подготовка к ремонту оборудования
Образование взрывоопасной смеси хлора с водородом, приводящей к взрывам и разрушениям сосудов и трубопроводов, содержащих жидкий и газообразный хлор;
Большое значение для безопасной эксплуатации производства имеет правильная организация ремонта и тщательная подготовка аппаратов и трубопроводов к ремонтным работам. Отложения полимеров ацетиленовых углеводородов и ацетилен, сортируемый продуктами коррозии, с трудом и очень медленно удаляются при продувках. Известны случаи взрыва ацетилена при сварочных работах даже в тщательно продутых трубопроводах. Подготовка к ремонту аппаратов и трубопроводов, содержащих ацетилен, должна состоять в продувке их азотом для удаления основного количества С2Н2. длительной пропарке и повторной продувке азотом. Во избежание возможности полимеризации (при высоких температурах) высших ацетиленовых углеводородов, содержащихся в газе, рекомендуется до продувки паром продуть аппаратуру и коммуникации азотом до отсутствия горючих компонентов в продувочном газе.
-с разборкой аппаратуры, оборудования и трубопроводов, содержащих горючие и легковоспламеняющиеся вещества;
-с разборкой аппаратуры, оборудования и трубопроводов, содержащих горючие и легковоспламеняющиеся вещества;
Надежность работы предохранительного клапана обеспечиваете правильным расчетом его пропускной способности, точной регулировкой пружины и затвора и контролем за исправностью действия. Пропускная способность клапана (в кг/ч) рассчитывается по формуле, приведенной в «Правилах по сосуд г м», регулировка пружины на установочное давление и затора на герметичность проводится на специальном стенде, кон"роль осуществляется посредством устройства для принудительного пробного открытия клапана (подрыва) в процессе его эксплуатации. Для сосудов, аппаратов, трубопроводов, содержащих некоторые ядовитые, горючие и взрывоопасные среды, допускается установка предохранительных клапанов без устройств для подрыва, при условии, что клапаны будут подвергаться ревизии в сроки, определенные «Правилами по сосудам».
В воздушных компрессорах возможно образование взрывоопасных смесей даже при небольших количествах горючих газов, уступающих с забираемым воздухом. Поэтому воздух забирают из зоны, не содержащей примесей горючих газов и пыли, а высоте не менее 2—3 м от уровня земли и очищают в фильтрах различной конструкции (например, состоящих из пластин, пропитанных висциновым маслом или из специальных волокон). Во избежание попадания в трубопроводы сжатого BosAvxa взрывоопасных или токсичных веществ правилами запрещается устройство постоянных врезок от трубопроводов, содержащих такие вещества. Система снабжения сжатым воздухом должна обладать повышенной надежностью, поскольку прекращение его подачи для КИП и автоматики делает технологические установки неуправляемыми. Чтобы предотвратить серьезные аварии предусматривается 100%-ное резервирование компрессоров, подающих воздух для систем КИП и автоматика.
Для трубопроводов, содержащих хлор, необходимо предусматривать возможность их опорожнения путем продувки сухим (с точкой росы минус 40 °С) сжатым воздухом (азотом) или вакуумированием с последующей продувкой сухим сжатым воздухом (азотом) до остаточной концентрации хлора в газах продувки не более 1 мг/м3.
Во избежание самовозгорания омега-полимера, во всех случаях остановки аппаратов или трубопроводов, содержащих этот полимер, они должны обильно орошаться водой до выгрузки и освобождения их от продукта.
Сквозной проход через ЭМП трубопроводов, содержащих взрывоопасные газы, горючие или легковоспламеняющиеся жидкости, не допускается. В ЭМП разрешается прокладывать только трубопроводы, непосредственно относящиеся к установленному в них обору- сжатия этих газов до необходимого давления допускается на обоснованное использование воздуха (окислителя) для испытания на плотность технологических систем перед заполнение: их горючими газами и жидкостями, пары которых образуют воздухом взрывоопасные смеси. В ряде производств вмести инертного газа используется воздух для продувки аппаратов трубопроводов, содержащих взрывоопасные газы и пары; на всегда производится продувка инертным газом аппаратуры перед заполнением ее ЛВЖ и горючими газами, или она проводится недостаточным количеством инертного газа, что не обеспечивает необходимое удаление воздуха. Надежность работы предохранительного клапана обеспечивается правильным расчетом его пропускной способности, точной регулировкой пружины и затвора и контролем за исправностью действия. Пропускная способность клапана (в кг/ч) рассчитывается по формуле, приведенной в «Правилах по сосудам», регулировка пружины на установочное давление и затвора на герметичность проводится на специальном стенде, контроль осуществляется посредством устройства для принудительного пробного открытия клапана (подрыва) в процессе его эксплуатации. Для сосудов, аппаратов, трубопроводов, содержащих некоторые ядовитые, горючие и взрывоопасные среды, допускается установка предохранительных клапанов без устройств для подрыва, при условии, что клапаны будут подвергаться ревизии в сроки, определенные «Правилами по сосудам».
В 1968 г. в Портленде (штат Орегон, США) взорвался на завершающей стадии строительства стальной низкотемпературный резервуар сжиженных газов объемом 27,8 тыс. м3. Расследование обстоятельств и причин взрыва показало, что на одном из пяти трубопроводов, соединяющих почти готовый резервуар с системой переработки газа, были открыты две задвижки. Этот трубопровод диаметром 152 мм предназначался для отбора паровой фазы и был соединен с системой охлаждения. После взрыва обнаружили, что ближайшая к резервуару задвижка полностью открыта, а задвижка, расположенная на некотором расстоянии от резервуара, закрыта полностью. Ко времени взрыва резервуар еще не был заполнен. Однако некоторое количество газа, использовавшегося в ходе опробования отдельных узлов комплекса, проникло в резервуар, что и привело к образованию взрывоопасной смеси с воздухом. Погибшие во время взрыва рабочие вели приготовления к нанесению минеральной ваты на перекрытие внутренней алюминиевой оболочки и, вероятно, вызвали искры, от которых произошло воспламенение. Стоимость низкотемпературного резервуара составляла 1,2 млн. долл. Перед техническим освидетельствованием оборудование должно быть остановлено, надежно отключено от всех трубопроводов, соединяющих его с источниками давления, охлаждено, освобождено от заполняющей его рабочей среды, а поверхности, подлежащие осмотру, очищены до металла от загрязнений, накипи и т. п.
Разборка или вскрыше агрегата (или отдельного аппарата), остановленного для внутреннего осмотра чистки, ремонта и тому подобного, может производиться только после освобождения его от продуктов производства и отключения заглушками с ясно видимыми хвостовиками от всех трубопроводов, соединяющих его; источниками давления или с другими агрегатами. В зависимости от находившихся в агрегате (аппарате) продуктов он перед вскрытием должен быть продут инертным газом или острым водяным, паром и, если это требуется, промыт водой и продут чистым воздухом.
Перед внутренним осмотром и гидравлическим испытанием сосуд должен быть остановлен, охлажден (отогрет), освобожден от заполняющей его рабочей среды, отключен заглушками от всех трубопроводов, соединяющих сосуд с источником давления или с другими сосудами, очищен до металла.
При подготовке к осмотрам и гидравлическим испытаниям сосуд следует охладить (отогреть), освободить от заполняющей рабочей среды, отключить заглушками от всех трубопроводов, соединяющих его с источниками давления или другими сосудами, очистить от металла. Футеровка, изоляция и другая защита поверхностей сосуда частично или полностью удаляются в тех случаях, когда есть признаки дефектов в металле сосуда под защитным покрытием, например: не плотность футеровки, отдулин в гуммированном слое, следы пропуска изоляции и др. Вся арматура перед гидравлическим испытанием тщательно очищается и притирается, а крышки, люки и т. п. устанавливаются прочно и плотно, исключая возможность течи.
Гибкость трубопроводов, соединяющих цилиндры компрессора с аппаратурой (буферные емкости, холодильники), должна быть достаточной, чтобы компенсировать температурные деформации компрессора и трубопровода.
Гибкость трубопроводов, соединяющих цилиндры компрессора с аппаратурой (буферные емкости, промежуточные холодильники), должна быть достаточной для того, чтобы компенсировать температурные деформации.
Фонтанная арматура АФК6В-100х210К2 отличается от АФК6-100х х210ХЛ наличием задвижек ЗМС1Б-100Пх21К2 с пневмоуправлением и штуцером типа ШРА2К-100х21. Пневмопривод управляемой задвижки состоит из пневмоцилиндра с поршнем, соленоидного пилотного клапана, трубопроводов, соединяющих верхнюю и нижнюю полости пневмоцилиндра с соленоидными клапанами. Стационарная установка охлаждения резервуара состоит из горизонтального кольца орошения (оросительного трубопровода с устройством для распыления воды — перфорация, спринклерные или дренчерные головки и др.), размещаемого в верхнем поясе стенок резервуара, сухих стояков и горизонтальных трубопроводов, соединяющих кольцо орошения с сетью противопожарного водопровода, и задвижек с ручным приводом для обеспечения подачи воды при пожаре на охлаждение всей поверхности резервуара и любой ее четверти (считая по периметру).
Перед внутренним осмотром и гидравлическим испытанием сосуд должен быть остановлен, охлажден (отогрет), освобожден от заполняющей его рабочей среды, отключен заглушками от всех трубопроводов, соединяющих сосуд с источником давления или с другими сосудами. Металлические сосуды должны быть очищены до металла.
Перед внутренним осмотром и гидравлическим испытанием сосуд должен быть остановлен, охлажден (отогрет), освобожден от заполняющей его рабочей среды, отключен заглушками от всех трубопроводов, соединяющих сосуд с источником давления или с другими сосудами, очищен до металла.
3.3 Ремонт оборудования
Неотъемлемой частью рациональной системы обслуживания трубопроводов является их своевременный ремонт по результатам диагностирования. Эффективность ремонта зависит как от получения достоверных данных о дефектах и местах их расположения на трубопроводе (это позволяет определять объемы ремонта, сроки и средства на его проведение), так и от используемой технологии работ.
Решить проблему массового ремонта трубопроводов и арматуры с коррозионными и другими повреждениями, ориентируясь только на традиционную технологию - электродуговая сварка с заменой поврежденных участков, - в масштабах России за короткий срок практически невозможно и экономически неэффективно. Даже при наличии труб и финансовых средств на реконструкцию замена всех изношенных трубопроводов в стране займет десятки лет. К тому же, с точки зрения трудо- и материалоемкости, а также технологичности, использование для устранения коррозионных, эрозионных и других дефектов на магистральных трубопроводах электродуговой сварки не всегда целесообразно, поэтому она применима преимущественно при реконструкции.
В ситуации, сложившейся сейчас в трубопроводном транспорте, требуется новый подход к решению проблем ремонта, использование современных технологий, а следовательно, и нетрадиционных материалов.
000 "Газнадзор", задача которого контролировать надежность эксплуатации газовых объектов, проанализировав состояние магистральных газопроводов, результаты их диагностики разными способами, а также методы, темпы и возможности ремонта, определило новые подходы к нему.
Прежде всего, технология ремонта должна быть универсальной и простой, обеспечивать массовый ремонт магистральных трубопроводов высокого давления и большого диаметра с повреждениями различного вида.
Необходимо, чтобы ремонт был выборочным и проводился без остановки эксплуатации газопроводов. Срок службы ремонтных конструкций должен быть сопоставим с остаточным ресурсом службы трубопровода. Важно, чтобы используемые в ремонтных конструкциях материалы изготовлялись преимущественно отечественными предприятиями. Ремонт должен быть экономичным, экологически безопасным.
Одним из современных способов ремонта труб и арматуры, удовлетворяющих указанным требованиям, является устранение дефектов по технологии "холодной" сварки с применением полимерных композитных материалов (ПКМ). На основе результатов многолетних исследований и полигонных испытаний 000 "Газнадзор" были опробованы различные материалы, определены эффективные технологии, разработаны конструкции с гарантийным сроком эксплуатации до 20 лет для ремонта трубопроводов и оборудования в нефтяной и газовой промышленности методом "холодной" сварки. "Холодная" сварка - это способ восстановления геометрии ремонтируемой трубы или оборудования, их прочностных характеристик, защита от коррозии и эрозии полимерными композитными материалами.
Совместно со специализированными институтами 000 "Газнадзор" разработал ВРД 39-1.10-013-2000 по применению композитных материалов для ремонтных работ на объектах нефтяной и газовой промышленности с дополнением "Оценка несущей способности трубопроводов диаметром 530 - 1420 мм, отремонтированных с применением композитных материалов". Данный ведомственный документ был утвержден руководством ОАО "Газпром" 10 мая 2000 г., согласован с Госгортехнадзором РФ и введен в действие с 1 октября 2000 г. распоряжением № 426 от 27.09. 2000 г.
В соответствии с этой технологией сначала, исходя из результатов внутритрубной дефектоскопии, поврежденный участок газопровода шурфуется. После очистки трубы от старой изоляции дефект идентифицируется по местоположению и размерам непосредственно на самой трубе и классифицируется по степени опасности.
Согласно ведомственному руководящему документу ремонт магистральных газопроводов подразделяется на консервационный и восстановительный.
Консервационный - это выборочный ресурсосберегающий ремонт, проводится при неопасных дефектах методом "холодной" сварки с применением ремонтной конструкции незамкнутого типа (РКНЗ), позволяющей остановить развитие дефекта в процессе эксплуатации трубопровода.
Восстановительный - это выборочный ремонт при опасных дефектах методом "холодной" сварки с использованием многослойной конструкции замкнутого типа (РКЗ). В результате восстанавливается несущая способность участка трубопровода, где был дефект.
Разрабатывается технологическая карта ремонта, которая предусматривает: участие обученных специалистов в работе с ПКМ, применение подходящих для данного ремонта материалов и конструкций из стекло-полимерной композиционной ленты (СПКЛ). Далее, после подготовки поверхности участка с дефектом, восстанавливается геометрия трубы с использованием полимерного композитного материала. Затем на него с помощью ПКМ-адгезива накладывается СПКЛ, имеющая память диаметра трубы и прочностные свойства более высокие, чем у металла. Установка и закрепление ленты осуществляются на газопроводе только при снижении давления не менее чем на 30 % от рабочего и без прекращения эксплуатации газопровода. Снижение давления регламентируется нормативно-техническими требованиями, чтобы обеспечить безопасное проведение ремонта, а также включение в работу ремонтной конструкции. Для достижения необходимой адгезии, уложенная на дефект СПКЛ с помощью шаблона, соответствующего кривизне наружной поверхности трубы, закрепляется домкратом или другими приспособлениями, обеспечивающими усилие до 1,5 - 2,0 кН (магнитные пластыри, бандажные хомуты, центраторы, натяжные лебедочные устройства и др.).
Благодаря дифференциации дефектов по степени опасности данная технология по сравнению с другими методами более экономична, поскольку требует намного меньше материалов и трудовых затрат. Наибольший экономический эффект достигается за счет того, что ремонт производится без остановки эксплуатации магистрального газопровода и без стравливания огромного количества газа, соответственно исключается плата за выбросы углеводородов в атмосферу.
Методом "холодной" сварки с применением ПКМ можно ремонтировать и различные корпусные детали, оборудование, металлические резервуары и бетонные емкости. Так, ремонтировать шаровые краны можно не прибегая к вырезке "гитары" компрессорной станции, а резервуары с нефтепродуктами и другими жидкостями - без опорожнения и пропарки. По оценкам 000 "Газнадзор", стоимость ремонта нефтегазопроводов без их останова экологически чистым методом "холодной" сварки с применением ПКМ и конструкционных элементов на их основе ниже стоимости ремонта традиционными способами в 3 - 5 раз. Ремонт резервуаров дешевле в 25 раз, а запорной арматуры без демонтажа на "гитаре" КС - в 15 раз.
4. Контроль качества ремонта
Порядок контроля следующий:
а) в процессе монтажа и ремонта трубопроводов должен осуществляться систематический контроль качества сварочных работ: предварительный, пооперационный и контроль готовых сварных соединений;
б) при предварительном контроле подлежат проверке качество сварочных материалов и установление их соответствия требуемым нормам, квалификация сварщика, дефектоскописта, состояние сварочного оборудования, сборочно-сварочных приспособлений, аппаратуры и приборов для дефектоскопии;
в) при пооперационном контроле проверяется:
- соответствие материала свариваемых элементов принятым в проекте маркам стали;
- качество подготовки труб и деталей под сварку;
- качество сборки труб под сварку;
- в процессе выполнения сварки режим сварки, порядок наложения отдельных слоев, их форма, зачистка шлака между слоями, а также, нет ли надрывов, пор, трещин и других внешних дефектов в швах;
г) готовые сварные стыки трубопроводов подвергается следующему контролю:
- внешнему осмотру и измерению;
- ультразвуковой или радиографической дефектоскопии.
Оценка качества сварных соединений по результатам внешнего осмотра и измерения должна производиться в соответствии с требованиями PTM-1С-81.
Ультразвуковой или радиографической дефектоскопии в целях выявления возможных внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.) подлежат все сварные соединения, выполненные при монтаже и ремонте в период эксплуатации.
Ультразвуковая дефектоскопия сварных стыков производится в соответствии с ГОСТ 14782-76 и «Основными положениями по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций (ОП № 501 ЦД-75)
Радиографическая дефектоскопия сварных соединений производится в соответствии с ГОСТ 7512-75, ОСТ 3-1458-80 и «Ведомственной инструкцией по радиографическому контролю сварных соединений металлоконструкций, трубных систем котлов и трубопроводов при изготовлении, монтаже и ремонте оборудования тепловых электростанций.
Оценка качества сварных соединений по результатам ультразвуковой и радиографической дефектоскопии должна производиться в соответствии с требованиями ОП № 501 ЦД-75 и PTM-1C-81.
Заключение
Проблемы обоснования, планирования, организации и выполнения капитального ремонта подземных нефтепроводов играют важнейшую роль в деле обеспечения надежной и безопасной работы крупных транспортных систем. В связи с этим особое значение приобретают вопросы, связанные с техникой и технологией ремонтных работ.
В целях обеспечения надежности нефтепроводов, увеличения межремонтного периода, повышения качества и безопасности капитального ремонта необходимо продолжить работы, ведущиеся в этом направлении, и в ближайшие годы решить ряд крупных задач. В первую очередь необходимо:
1. Пересмотреть СНиПы и другие нормативные документы на строительство магистральных нефтепроводов с внесением в них коррективов исходя из опыта эксплуатации и ремонта нефтепроводов, с учетом полученного и апробированного обширного научно-экспериментального материала института ИПТЭР и других научных и научно-производственных организаций.
Учитывая, что эксплуатационный персонал несет ответственность за надежность магистральных нефтепроводов, показатели которой заложены прежде всего в требованиях нормативных документов, а также осуществляет трудоемкие и много затратные работы по капитальному ремонту трубопроводов и т.д., необходимо, чтобы инициатором и организатором разработки, доработки, пересмотра и т.д. СНиПов и других нормативных документов в части, касающейся строительства магистральных нефтепроводов и продуктопроводов, выступали акционерные компании трубопроводного транспорта нефти и нефтепродуктов. Соисполнителями разработки СНиПов и т.д. должны быть научно-исследовательские, проектные, опытно-конструкторские организации и предприятия, работающие в области проектирования и эксплуатации трубопроводного транспорта нефти и нефтепродуктов.
2. Разработать технику и технологию производства ремонтных работ в горных условиях.
Особое внимание следует уделить вскрышной технике, трубоукладчикам, передвижным лебедкам, сварочным агрегатам и т.д., которые должны быть оборудованы индивидуальными средствами якорения и стопорения для работы на склонах и косогорах.
3. Разработать комплект вскрышных экскаваторов, способных выполнять работы в грунтах повышенной категории, в мерзлых грунтах глубиной более 0,25 м, в горных условиях и т.д., так как от решения этого вопроса во многом зависят возможность, качество и безопасность производства работ.
4. Провести исследования и разработать технику и технологию капитального ремонта нефтепроводов диаметром 820 — 1220 мм с подъемом трубопровода.
5. Периодически, с участием всех заинтересованных лиц впускать сборник материалов, отражающих направления работ, достижения, опыт и предложения по вопросам капитального ремонта нефтепроводов.
Курсовая работа подробно рассматривает полный ремонт трубопроводов.
Литература
1. РД 153-39-030-98. Методика ремонта дефектных участков магистральных нефтепроводов по результатам внутритрубной диагностики. - М.: АК Транснефть, 2000.
2. РД 39-00147105-016-98. Методика расчета прочности и устойчивости ремонтируемых линейных участков магистральных нефтепроводов с учетом дефектов, обнаруженных при диагностическом обследовании. - Уфа: ИПТЭР, 1998.
3. СП 34-101-98. Выбор труб для магистральных нефтепроводов при строительстве и капитальном ремонте. — М.: АК Транснефть, 2000.
4. Инструкция по применению современных сварочных материалов и оборудования при капитальном ремонте магистральных нефтепроводов. -Уфа: Транстэк, 2000.
5. Методика определения эксплуатационно-технических параметров соединительных деталей трубопроводов и их паспортизация. - Уфа: ТОО Азат-2, 1998.
6. РД 102-011-89. Охрана труда. Организационно-методические документы. - М.: ВНИИСТ, 1990.
7. ВСН 014-89. Строительство магистральных и промысловых трубопроводов. Охрана окружающей среды. - М.: ВНИИСТ, 1990.
8. РД 39-0147105-015-98. Правила капитального ремонта магистральных нефтепроводов. - Уфа: ИПТЭР, 1998.
9. ВСН 004-88. Строительство магистральных трубопроводов. Технология и организация. - М.: ВНИИСТ, 1999.