
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Техническое обеспечение автоматической системы регулирования давления в барабане котла
Курсовая работа: Техническое обеспечение автоматической системы регулирования давления в барабане котла
Федеральное агентство по рыболовству
ФГОУ ВПО «Астраханский Государственный Технический Университет»
Кафедра Автоматизации технологических процессов
Курсовая работа
по дисциплине: «Технические средства автоматизации»
«Техническое обеспечение автоматической системы регулирования давления в барабане котла»
Выполнил:
студент группы ДИА-41
Югов С.Г.
Проверил:
доц. Прохватилова Л.И.
Астрахань
2011
Содержание
Введение
1. Описание технологического процесса
2. Обоснование целесообразности и необходимости введения автоматической системы регулирования
3. Структурная схема система регулирования
4. Выбор технических средств автоматизации
5. Расчет надежности контура
6. Расчет надежности контура с резервированием
Заключение
Список использованной литературы
Введение
Комплексная автоматизация управления технологическими процессами, производством и народным хозяйством является одним из важнейших стратегических направлений развития экономики. Наряду с созданием новых материалов и технологий, автоматизация технологических процессов и производств является приоритетным направлением экономического развития.
Все виды производственной деятельности, содержащие действия по изменению исходного сырья с целью получения предмета производства, называют технологическим процессом.
Автоматизация такого процесса предполагает регулирование температуры, давления, качества, расхода газо-жидких энергоносителей. Управление реализуется посредством передовых систем измерения параметров, обработки данных, контроля и оптимизации режимов процесса.
Автоматизация технологических процессов значительно повышает культуру производства и значительно облегчает труд человека, позволяет переложить выполнение тяжелой физической работы на плечи автоматики. При внедрении автоматизированных систем, функции рабочего сводятся к контролю работы машин. Персонал может находиться на безопасном расстоянии от агрегатов. Внедрение автоматизации создает условия для коренного улучшения условий труда и безопасности работ, дает возможность увеличить производительность труда. Наряду с этим улучшаются работа машин, ход технологического процесса и качество продукции.
При удачном решении поставленных перед автоматизацией задач, откроются новые горизонты в развитии и совершенствовании работы предприятия.
1. Описание технологического процесса
Паровым котлом называется комплекс агрегатов, предназначенных для получения водяного пара. Этот комплекс состоит из ряда теплообменных устройств, связанных между собой и служащих для передачи тепла от продуктов сгорания топлива к воде и пару. Исходным носителем энергии, наличие которого необходимо для образования пар из воды, служит топливо.
Основными элементами рабочего процесса, осуществляемого в котельной установке, являются:
1) процесс горения топлива;
2) процесс теплообмена между продуктами сгорания или самим горящим топливом с водой;
3) процесс парообразования, состоящий из нагрева воды, ее испарения и нагрева полученного пара.
Во время работы в котлоагрегатах образуются два взаимодействующих друг с другом потока: поток рабочего тела и поток образующегося в топке теплоносителя.
В результате этого взаимодействия на выходе объекта получается пар заданного давления и температуры.
Одной из основных задач, возникающей при эксплуатации котельного агрегата, является обеспечение равенства между производимой и потребляемой энергией. В свою очередь процессы парообразования и передачи энергии в котлоагрегате однозначно связаны с количеством вещества в потоках рабочего тела и теплоносителя.
Горение топлива является сплошным физико-химическим процессом. Химическая сторона горения представляет собой процесс окисления его горючих элементов кислородом, проходящий при определенной температуре и сопровождающийся выделением тепла. Интенсивность горения, а так же экономичность и устойчивость процесса горения топлива, зависят от способа подвода и распределения воздуха между частицами топлива. Условно принято процесс сжигания топлива делить на три стадии: зажигание, горение и дожигание. Эти стадии в основном протекают последовательно во времени, частично накладываются одна на другую.
Расчет процесса горения обычно сводится к определению количества воздуха в м3,необходимого для сгорания единицы массы или объема топлива количества и состава теплового баланса и определению температуры горения.
Значение теплоотдачи заключается в теплопередаче тепловой энергии, выделяющейся при сжигании топлива, воде, из которой необходимо получить пар, или пару, если необходимо повысить его температуру выше температуры насыщения. Процесс теплообмена в котле идет через водогазонепроницаемые теплопроводные стенки, называющиеся поверхностью нагрева. Поверхности нагрева выполняются в виде труб. Внутри труб происходит непрерывная циркуляция воды, а снаружи они омываются горячими топочными газами или воспринимают тепловую энергию лучеиспусканием. Таким образом, в котлоагрегате имеют место все виды теплопередачи: теплопроводность, конвекция и лучеиспускание. Соответственно поверхность нагрева подразделяется на конвективные и радиационные. Количество тепла, передаваемое через единицу площади нагрева в единицу времени носит название теплового напряжения поверхности нагрева. Величина напряжения ограничена, во-первых, свойствами материала поверхности нагрева, во-вторых, максимально возможной интенсивностью теплопередачи от горячего теплоносителя к поверхности, от поверхности нагрева к холодному теплоносителю.
Интенсивность коэффициента теплопередачи тем выше, чем выше разности температур теплоносителей, скорость их перемещения относительно поверхности нагрева и чем выше чистота поверхности.
Образование пара в котлоагрегатах протекает с определенной последовательностью. Уже в экранных трубах начинается образование пара. Этот процесс протекает при больших температуре и давлении. Явление испарения заключается в том, что отдельные молекулы жидкости, находящиеся у ее поверхности и обладающие высокими скоростями, а, следовательно, и большей по сравнению с другими молекулами кинетической энергией, преодолевая силовые воздействия соседних молекул, создающее поверхностное натяжение, вылетают в окружающее пространство. С увеличением температуры интенсивность испарения возрастает. Процесс обратный парообразованию называют конденсацией. Жидкость, образующуюся при конденсации, называют конденсатом. Она используется для охлаждения поверхностей металла в пароперегревателях.
Пар, образуемый в котлоагрегате, подразделяется на насыщенный и перегретый. Насыщенный пар в свою очередь делится на сухой и влажный. Так как на теплоэлектростанциях требуется перегретый пар, то для его перегрева устанавливается пароперегреватель, в данном случае ширмовой и коньюктивный, в которых для перегрева пара используется тепло, полученное в результате сгорания топлива и отходящих газов. Полученный перегретый пар при температуре Т=540°С и давлении Р=110 атм. идет на технологические нужды.
2. Обоснование целесообразности введения автоматической системы регулирования
В связи с тем, что процесс нагрева воды не относится к числу пожаро- и взрывоопасных, автоматизация осуществляется на основе использования электрических средств. Электрические приборы более точны и отличаются быстродействием по сравнению с пневматическими. Источник энергии у электрических средств автоматизации более прост и надежен. Также отсутствуют ограничения по расстоянию между усилителем и исполнительным механизмом. Электрические регуляторы позволяют легко суммировать различные импульсы.
Распределение подводимого тепла между затрачиваемым на парообразование и прогрев металла определяется величиной тепловыделения и скоростью нарастания давления. Чем меньше скорость изменения давления и больше тепловыделение в топке, тем большая часть тепла расходуется на образование пара.
Показателем эффективности является качество пара, вырабатываемого котлом, т.е. его температура, давление и количество. Следовательно, регулирование давления в барабане является необходимым для получения высокой производительности котла и его надежности.
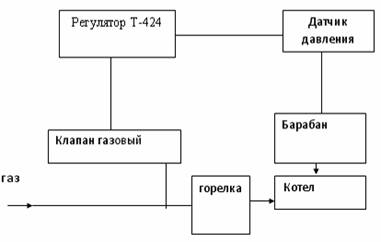
3. Структурная схема системы регулирования давления в барабане котла
4. Выбор технических средств автоматизации
Манометры электрические дистанционные. В пружинных электрических дистанционных манометрах типа МЭД происходит преобразование давления измеряемой среды, приводящего к механической деформации измерительной части прибора, в электрический сигнал.
Действие этого прибора основано на использовании деформации одновитковой трубчатой пружины, свободный конец которой связан рычагом со стальным сердечником (плунжером) дифференциально-трансформаторного преобразователя.
Преобразователь состоит из двух секций первичной обмотки, намотанных последовательно (согласно), двух секций вторичной (выходной) обмотки, включенных встречно, и подвижного сердечника.
Создаваемый первичной обмоткой преобразователя магнитный поток индуцирует в секциях выходной обмотки ЭДС ех и еъ, значения которых зависят от тока питания первичной обмотки и взаимных индуктивностей Lx и L2 между секциями вторичной и первичной обмоток.
Взаимные индуктивности Lx и L2 равны между собой при среднем положении сердечника внутри катушки преобразователя.
При перемещении сердечника вверх из среднего положения значение Lx увеличивается, а L2 уменьшается. При этом изменяются величина и фаза выходного сигнала Е дифференциально-трансформаторного преобразователя.
Регулятор Т-424 представляет собой многофункциональный регулятор, используемый в самых различных отраслях промышленности для построения локальных систем измерения, контроля и регулирования температуры, давления и т.п.
Использование регулятора Т-424 совместно с приборами МЕТАКОН 514/524/534/614 и БКР или БУРМ позволяет реализовать функцию регулятора взаимоотношений, что востребовано для управления клапанами, задвижками, устройствами типа МЭО при автоматизации химических реакторов.
Эта возможность прибора часто находит применение для управления газовыми горелками в котельных и печах, обеспечивая правильное соотношение газ-воздух.
Приборы Т-424 зарегистрированы Госстандартом в Госреестре средств измерений под номером 16099-97. Сертификат № 2686 от 07.04.97.
Функции ПИД-регулятора Т-424:
· многоканальное измерение технологических параметров (до 4-х каналов);
· ПИД-алгоритм регулирования с аналоговым и ШИМ выходными сигналами управления;
· функция регулятора отношений (совместно с приборами МЕТАКОН 514/524/534/614 и БКР или БУРМ);
· масштабирование линейных сигналов, функция извлечения квадратного корня;
· три независимых программируемых компаратора (по 8 функций) с выходом на реле;
· преобразование измеренного сигнала в унифицированный токовый;
· встроенный гальванически развязанный источник 24 В;
· высокая помехоустойчивость прибора (не ниже 3 степени жёсткости);
· ручное и автоматическое управление;
· ограничение сигнала управления;
· универсальный вход;
· линеаризация НСХ термопреобразователей;
· 4-х проводная схема подключения термосопротивлений;
· программный выбор типа НСХ термопреобразователя;
· контроль обрыва входных линий и аварийных ситуаций;
· контрастная цифровая индикация (антиблик);
· цифровая фильтрация входных сигналов;
· гальваническая развязка входного и выходного сигналов;
· контрастная цифровая индикация (антиблик);
· защита паролем.
Кабель управления и контроля гибкий помехозащищенный КУГВВЭ и КУГВЭВ предназначен для передачи электрических сигналов управления малой мощности переменным напряжением до 380 В частоты до 50 Гц или постоянным напряжением до 500 В.
Конструкция:
жила – мягкая медная проволока;
изоляция – ПВХ пластикат;
обмотка – полиамидная, лавсановая или ПВХ лента;
экран – алюминиевая фольга;
оболочка – ПВХ пластикат, в кабелях с индексом «нг» оболочка из ПВХ пластиката пониженной горючести.
Технические данные:
рабочая температура: от -50 до +60°С;
диаметр кабеля – 6 мм.
Кабели соответствуют требованиям: ТУ16505.856-75, ТУ16705.426-86.
Среднее время наработки на отказ: 90000 часов.
Электромагнитный газовый клапан «ВН 4Н-0,5К» предназначен для использования в системах дистанционного автоматического управления газогорелочных устройств, бытовых отопительных установок и в технологических трубопроводных системах управления потоком природного и сжиженного газа в качестве запорно-регулирующего органа и органа безопасности при продолжительном режиме работы.
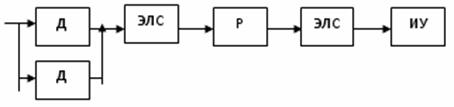
5. Расчет надежности контура
Расчет надежности автоматической системы регулирования разрежения осуществляется по методике оценки вероятности внезапных отказов. Расчет по методике оценки постепенных отказов нецелесообразен, так как в течение всего срока службы системы проводятся периодические проверки технического состояния приборов и средств автоматизации и их метрологических характеристик.

Средняя наработка на отказ манометра электрического дистанционного (Д) – 10000ч.
Средняя наработка на отказ регулятора (Р) – 48000ч.
Средняя наработка на отказ электромагнитного клапана (ИУ) – 200000ч.
Средняя наработка на отказ соединительных линий (ЭЛС) – 90000ч.
Рассчитаем надежность нерезервированной системы, считая, что надежность элементов изменяется по экспоненциальному закону. При последовательном соединении надежность системы меньше, чем надежность каждого элемента в отдельности. Вероятность безотказной работы элемента вычисляется по формуле:
![]() ,
,
где ![]() – средняя частота
отказа (интенсивность отказа). Учтем также надежность линий связи.
– средняя частота
отказа (интенсивность отказа). Учтем также надежность линий связи.
Среднее время наработки на отказ (t) для каждого из компонентов схемы равны:
| Наименование технического средства | Количество, шт. | Среднее время наработки на отказ, час. |
lн |
| Датчик | 1 | 10000 |
100*10-6 |
| Регулятор | 1 | 48000 |
21*10-6 |
| ИУ | 1 | 200000 |
5*10-6 |
| Линия связи | 1 | 90000 |
11,1*10-6 |
lн – интенсивность отказов прибора в нормальных условиях эксплуатации прибора.
Система состоит из основных элементов, следовательно, является безызбыточной.
![]() н,
н,
следовательно, для нашей системы:
lс = (100+21+5+11,1)*10-6=0,0001371 час-1.
Найдем время наработки на отказ всей системы:
tс= ≈ 1/0,0001371 ≈ 7294 часов ≈ 304 суток.
Вероятность безотказной работы в течение 1000 часов, не менее:
Р = е(-1000/7294) = 0,87.
Вероятность отказа в течение 1000 часов, не более:
Q = 1 – 0,87= 0,13.
6. Расчет надёжности контура с резервированием
Для повышения надежности используем дополнительный датчик разрежения. Используем «теплое» резервирование с применением точно такой же модели прибора. Выбор резервирования именно датчик разрежения обусловлен тем, что этот прибор является неотъемлемой частью контроля, кроме того, он является наиболее сложно технически устроенным прибором в нашей системе регулирования, что делает невозможным замену прибора в случае выхода его из строя в сжатые сроки.
Рассчитаем надежность полученной системы.
Интенсивность отказов параллельного соединения датчиков уровня равна:
![]() .
.
Тогда ![]() .
.
По результатам расчёта интенсивность отказов системы с теплым резервом в рабочих условиях эксплуатации:
lн = (50+21+5+11,1)*10-6 = 0,000087час-1.
Среднее время безотказной работы:
tср = 1/0,000087 = 11494 часов.
Вероятность безотказной работы в течение 1000 часов, не менее:
Р = е(-1000/11494) = 0,92.
Вероятность отказа в течение 1000 часов, не более:
Q = 1 – 0,92 = 0,08.
Итак, путем применения
нагруженного резервирования срок работы системы увеличился в ![]() раза. Дальнейшее
резервирование является неэффективным, т.к. с каждым дополнительным элементом
цена увеличивается пропорционально их количеству, а надежность увеличивается
незначительно.
раза. Дальнейшее
резервирование является неэффективным, т.к. с каждым дополнительным элементом
цена увеличивается пропорционально их количеству, а надежность увеличивается
незначительно.
Заключение
В ходе курсовой работы было произведено техническое обеспечение автоматической системы регулирования давления пара в барабане котла. Были выбраны средства контроля и регулирования, и был обоснован их выбор. Был произведен расчет надежности контура регулирования и предложена схема для резервирования.
Список использованной литературы
1. Е.П. Стефани, Основы построения АСУТП. – М.: Энергоиздат, 1982.
2. Лысенко Э.В. Проектирование автоматизированных систем управления технологическими процессами. – М.: Радио и связь, 1987.
3. Веб-сайт «Котлоагрегаты и другие объекты автоматизации» http://www.superheater.ru/