
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Станочная электропроводка
Курсовая работа: Станочная электропроводка
Федеральное агентство по образованию
Федеральное государственное образовательное учреждение
среднего профессионального образования
Чебоксарский электромеханический колледж
Письменная экзаменационная работа
Станочная электропроводка
2010
Введение
Основные направления экономического и социального развития предусматривают интенсивное развитие автоматизации и роботизации всего народного хозяйства страны, повышение энерговооруженности труда.
Решение этих задач непосредственно связано с совершенствованием
электрооборудования промышленных установок, со степенью автоматизации технологических линий и участков производства, с качеством обслуживания, от которого зависят бесперебойность и ритмичная работа предприятия.
Политика нашей страны направлена на то, чтобы совершенствовать систему образования с учётом потребностей ускорения социально-экономического развития, требований выдвигаемых прогрессом науки и техники.
Чтобы обслуживать электрооборудование, соответствующее современному уровню развития науки и техники, электромонтёр должен обладать знаниями по устройству электрических двигателей, аппаратов защиты и управления, иметь представление об особенностях работы полупроводниковой техники и устройств автоматики, уметь разбираться в системах электрооборудования технологических установок и устройств и т.д. Цель выпускной квалификационной работы – овладеть необходимым комплексом знаний в области монтажа контактных соединений и станочной электропроводки.
1. Монтаж контактных соединений
Различные элементы электрической цепи соединяются между собой и присоединяются к источникам или потребителям электроэнергии с помощью электрических контактных соединений (КС).
Электрический контакт – соприкосновение тел, обеспечивающие непрерывность электрической цепи.
Контактное соединение – конструктивный узел, образующий не размыкаемый контакт. Электрический контакт между проводниками осуществляется при нажатии одного токоведущего элемента на другой с помощью болтов, винтов, сжимов, специальных пружин, заклёпок, совместной деформации (опрессовки, скрутки), а также сваркой, пайкой или адгезионным сцеплением – склеиванием.
По конструктивно-технологическому признаку контактные соединения подразделяются на три группы: неразборные, разборные и разъемные. Неразборные контактные соединения – такие, которые не могут быть разобраны без разрушения хотя бы одной из соединяемых деталей или соединяемого материала; к ним относятся сварные, паяные, клепаные, опрессованные, клеевые.
Разборные контактные соединения – такие, которые могут быть разобраны без разрушения соединяемых деталей; к ним относятся болтовые, винтовые, клиновые.
Разъемные контактные соединения – устройства, состоящие из вилки и розетки. По роду связи токоведущих частей соединения можно разделить на цельнометаллические и физическим сварным контактом и сжимные – с механическим (сжимным) контактом. В свою очередь, сжимные соединения могут быть простыми и сложными: первые образуются между двумя сплошными по структуре проводниками; вторые – между многопроволочным проводом и наконечником (гильзой и т.п.) или между двумя многопроволочными. По монтажно-эксплуатационному назначению контактные соединения разделают на соединения, подсоединения и ответвления, работающие в открытых и закрытых распределительных устройствах. Контактные соединения токоведущих частей электроустановок служат для длительного пропускания токов нормального режима и кратковременных токов аварийных режимов. Характеристики и параметры контактных соединений должны соответствовать стандартам, техническим условиям, нормам и требованиям надежности и выполняться в строгом соответствии с технологическими инструкциями.
1.1 Способы выполнения контактных соединений и области их применения
Для выполнения контактных соединений токоведущих частей электроустановок применяют различные технологические способы: электросварку контактным разогревом и угольным электродом, газоэлектрическую, газовую, термитную, контактную стыковую сварку, холодную сварку давлением, лайку, прессовку, скрутку, стягивание (болтами, винтами) и т. п. Электросварку проводников контактным разогревом применяют для оконцевания, соединения и ответвления алюминиевых проводов сечением до 1000 мм², а также для соединения алюминиевых жил с медными. Сварку контактным разогревом с использованием присадочных материалов применяют для соединения и оконцевания алюминиевых многопроволочных жил проводов и кабелей сечением до 2000 мм², электросварку угольным электродом — для соединения алюминиевых шин различных сечений и конфигураций, газоэлектрическую сварку — в основном, для соединения алюминиевых и медных жил. Достоинство последней состоит в том, что ее выполняют без флюсов, однако требуется применение относительно громоздкого оборудования и использование дорогого газа. Поэтому газоэлектрическую сварку применяют для контактного соединения шин из алюминиевых сплавов типа АД31 и медных шин. Газовая сварка предназначается для соединения медных и алюминиевых проводов различных сечений и конфигураций. Для ее выполнения необходимо громоздкое оборудование и соблюдение особых правил техники безопасности при работе с газами. Термитной сваркой можно соединять стальные, медные и алюминиевые провода и шины практически всех сечений; однако наиболее целесообразно ее применение для контактных соединений неизолированных проводов линий электропередач в полевых условиях. Для термитной сварки используют простое оборудование; для ее выполнения не требуется расхода электроэнергии; технологически она несложна, но отличается повышенной пожароопасностью; необходимо также создание специальных условий для хранения термитных патронов и спичек. Термитно-тигельную сварку используют при соединении стальных полос контуров заземления и грозозащитных тросов.
Контактная стыковая сварка применяется при соединении алюминиевых шин с медными (медно-алюминиевые переходные пластины и медно-алюминиевые наконечники).
Холодная сварка давлением служит при соединении алюминиевых и медных шин средних сечений и однопроволочных проводов сечением до 10 мм²; для ее выполнения не требуется дополнительных материалов и контактной арматуры.
Пайкой выполняют соединения как алюминиевых, так и медных проводов любого сечения; этот способ не нуждается в сложном оборудовании, но трудоемок.
Опрессовка предназначена для контактных соединений алюминиевых, сталеалюминиевых и медных изолированных и неизолированных проводов сечением до 1000 мм².
Соединения опрессовкой не создают тепловых воздействий на изоляцию, но при оконцевании и соединении проводников особенно тщательно необходимо подбирать наконечники, гильзы, а также инструменты (пуансоны и матрицы). Этот способ применяется как в кабельных, так и на воздушных линиях.
1.2 Подготовка контактных элементов к соединению
Подготовку проводников к контактному соединению проводят в зависимости от его способа выполнения.
При оконцевании или соединении секторных или сегментных жил их скругляют специальным инструментом или с помощью пассатижей: тогда жила может легко войти в полость трубчатой части наконечника или гильзу. Подготовка контактных концов плоских проводников под сварку включает рихтовку и обработку их кромок.
Подготовка плоских проводников для соединения болтами включает рихтовку, а при наличии вмятин, раковин или неровностей — фрезерование, а также сверление отверстий под болты.
Для обеспечения металлического контакта между соединяемыми проводниками их контактные поверхности предварительно очищают от всякого рода пленок.
Для этого применяют смывание, химическое растворение, механическую очистку. Часто эти способы используют совместно. Особенно эффективна механическая очистка в сочетании со смыванием или растворением. Способы очистки контактных поверхностей выбирают в зависимости от материалов контактных элементов, наличия на них защитных металлических покрытий, вида пленок и способа выполнения контактного соединения. Наиболее простой способ очистки контактных поверхностей — механический (с помощью стальных щеток или щеток из кардоленты). Контактные поверхности алюминиевых проводников очищают особо тщательно, нанеся предварительно слой технического вазелина или других защитных смазок для исключения повторного окисления поверхностей. Очистку внутренних контактных поверхностей алюминиевых овальных или трубчатых соединителей производят под слоем смазки с помощью специальных щеток. На хвостовик щетки навинчивается рукоятка нужных размеров. На специализированных заготовительных участках для очистки контактных поверхностей применяют вращающиеся металлические щетки.
Контактные поверхности, покрытые масляными пленками, предварительно обезжиривают растворителями и лишь затем очищают механическим способом до металлического блеска. После очистки контактных поверхностей от различного рода пленок для предотвращения их повторного загрязнения (окисления) соединяемые поверхности защищают. Вид защиты выбирают в зависимости от способа выполнения контактных соединений, материалов контактных элементов и условий эксплуатации соединений. При контактной сварке или пайке поверхности соединяемых элементов защищают от окисления флюсами, а если же применяют соединение болтами, опрессовкой или скруткой, то контактными смазками. Защитные контактные смазки (пасты) должны иметь высокую адгезию, обладать относительно высокой температурой каплепадения, быть химически нейтральными и стабильными во времени, эластичными. Смазки на контактные поверхности наносят тонким слоем. В качестве защитных контактных смазок и паст используются конденсаторный вазелин, смазка ЦИАТИМ-221, кварцевазелиновая паста и др.
1.3 Соединение и оконцевание проводов опрессовкой
Опрессовка — это соединение жилы с наконечником (гильзой) за счет их совместной деформации с помощью формообразующего инструмента (пуансонов и матриц). Опрессовка бывает объемная, местным вдавливанием и объемная с местным вдавливанием. В отечественной практике для опрессовки используют инструменты типов УНИ, УСА, шестигранник, шестигранник с местным вдавливанием, НИОМ и др. Опрессовкой выполняют контактные соединения медных, алюминиевых и сталеалюминиевых проводов. При выполнении соединений алюминиевых и сталеалюминиевых проводов рекомендуется использовать кварцевазели-новую пасту, а при соединении медных проводов — технический вазелин. При оконцевании однопроволочных алюминиевых жил кабелей до недавнего времени применялись в основном наконечники, в настоящее же время получили развитие два метода безарматурного оконцевания: непосредственное формование с помощью пиротехнического инструмента из концов однопроволочных жил наконечников и изгибание специальным инструментом конца однопроволочной жилы в кольцо. Второй метод — более прогрессивный и безопасный. Он должен найти широкое применение в практике.
Соединение и оконцевание опрессовкой изолированных проводов сечением 1,5—35 мм² выполняется в гильзах типа ГАО, Т и ГМ одним или двумя вдавливаниями с помощью пресс-клещей типа ПК-1мУ1 или ПК-ЗУ 1. В гильзу ГАО вводят жилы с одного или с двух концов. Гильзы для ввода проводов с двух сторон имеют удвоенную длину и спрессовываются в двух местах. Выбор гильз для выполнения того или иного соединения зависит от общего сечения соединяемых проводов.
Если сечение соединяемых проводов меньше сечения трубчатой части гильзы, то ее заполняют дополнительной жилой.
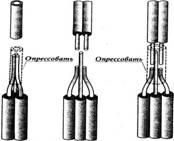
Рис.1.3.1 Технология соединения проводов в гильзах ГАО опрессовкой.
1.4 Соединение и оконцевание проводов сваркой
Технология сварки контактных соединений характеризуется способом проведения и положением свариваемых элементов. В зависимости от положения свариваемых элементов по отношению друг к другу соединения бывают внахлест, по торцам и встык.
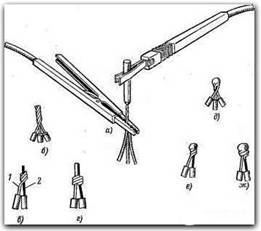
Рис.1.4.1 Сварка жил угольным электродом:
а - сварка жил, б - алюминиевые жилы, подготовленные к соединению,
в, г - алюминиевая жила с медной, подготовленные к соединению,
д - сварное соединение алюминиевых жил, е, ж - сварные соединения алюминиевой жилы с медной.
Алюминий по сравнению с медью быстрее вступает в реакцию с кислородом. На поверхности свариваемых алюминиевых деталей всегда имеется оксидная пленка; даже после удаления ее механическим или химическим способом она вновь образуется за десятые доли секунды.
Эта тонкая и прочная пленка весьма тугоплавка. При сварке алюминия и его сплавов возможно образование пористости в шве, поскольку при взаимодействии расплавленного алюминия с парами воды выделяется атомарный водород, который при рекристаллизации не успевает раствориться.
Алюминий и его сплавы характеризуются малым интервалом температур, при которых металл или сплав находятся в пластичном состоянии перед расплавлением; при нагревании он не изменяет цвета, и в связи с этим затрудняется контроль степени нагрева и расплавления металла. В нагретом состоянии металл обладает хрупкостью, а в расплавленном состоянии — жидкотекучестью.
Для повышения качества контактных соединений медных и алюминиевых проводников необходимо принимать меры по защите сварочной ванны от проникновения в нее вредных веществ.
1.5 Соединение и оконцевание проводов пайкой
Пайка — процесс соединения металлов припоями, которые при расплавлении затекают в зазор, смачивая спаиваемые поверхности, а при охлаждении, застывая, образуют паяный шов.
Пайка выполняется при температуре ниже температуры плавления материалов соединяемых деталей. Вместе с тем температура припоя, с помощью которого осуществляется пайка, должна быть несколько выше точки его плавления, а температура соединяемых деталей должна быть близка к температуре плавления припоя. Соблюдение этого условия необходимо для получения такой подвижности припоя, чтобы заполнялись зазоры в швах между контактными элементами и происходило обтекание их поверхностей.
Соединение деталей с использованием припоя, имеющего температуру плавления ниже 450 °С, называют мягкой пайкой. Сцепление припоя с металлом происходит в результате адгезии припоя к металлу. Соединение деталей с использованием припоя, имеющего температуру плавления выше 450 °С, называют твердой пайкой.
При пайке почти не происходит расплавления соединяемых элементов, поэтому паяные соединения легче ремонтировать. Пайка — широко распространенный способ соединения и одинаковых, и разных металлов. К числу металлов, которые легко паяются, относится медь. Однако добавление к меди легирующих элементов (примесей) затрудняет процесс пайки, так как последние изменяют свойства оксидных пленок, препятствующих образованию надежного соединения. В связи с этим при пайке контактных соединений следует тщательно выбирать флюсы и припои.
Пайка алюминия связана с двумя трудностями:
во-первых, на алюминии имеется тугоплавкая оксидная пленка,
во-вторых, алюминий обладает высокой теплопроводностью при сравнительно низкой теплоемкости и большим коэффициентом линейного расширения. Поэтому в процессе пайки алюминиевых контактных элементов нагрев должен быть локализован, выбор флюса следует производить в зависимости от легирующих присадок, введенных в металл. Особенности различных соединяемых металлов предопределяют выбор как технологического процесса пайки, так и припоев, флюсов и оборудования.
Соединение проводников из разнообразных металлов пайкой производится по той же технологии, что и алюминиевых жил.
2. Станочная электропроводка
2.1 Узлы соединения и разветвления
Для соединения труб и металлорукавов между собой и выполнения вводов иногда применяют арматуру для водогазопроводных труб (фитинги, ниппели, сгоны, контргайки, прямые, угловые, тройные муфты и др.). При использовании фитингов в местах стыка и поворота труб провода протягиваются с трудом и легко могут быть повреждены. Поэтому для монтажа электропроводок разработана и используется специальная соединительная арматура. Вводы труб через сквозные отверстия с креплением их контргайки технологичнее и удобнее, чем при креплении труб дуговой арматурой. Для разветвления трубной проводки применяются тройники с крышками. На концах труб в местах их ввода в корпуса аппаратов и разветвительную арматуру ставят изоляционные втулки. Концы металлорукавов соединяют штуцерами.
При смешанной проводке (в трубах и металлорукавах) и при разветвлении металлорукавов в местах подвеса подвижной проводники выполняют с помощью качающихся угольников. Чтобы при качении угольника изоляция проводов не перекатилась, внутренние его стенки покрывают слоем лака. Провода, кроме непосредственного присоединения к выводам электрооборудования, имеют промежуточные присоединения. Для удобства узлового монтажа, демонтажа и ремонта оборудования применяют винтовые контактные подсоединения проводов. Для соединения и разветвления проводов в коробках используют клеммные гребёнки с контактными лепестками.
В местах перехода проводки с одной части станка на другую устанавливается коробка с разъемами. Места соединяемых узлов электропроводки должны быть доступны для обслуживания и защищены от попадания на них масла, охлаждающей жидкости и токопроводящей пыли.
2.2 Монтаж станочной электропроводки
Соединение всех элементов электрооборудования станка или машины в общую схему и питание электрической энергией токоприемников производится с помощью электропроводки.
Электропроводки станков и машин выполняются проводами и кабелями преимущественно с полихлорвиниловой изоляцией (например, марок ПВ, ПГВ и др.). Согласно общим техническим условиям для проводок станков и машин могут применяться медные провода сечением не менее 1 мм², и лишь в виде исключения в слаботочных цепях усилительных устройств и при наличии малогабаритной аппаратуры разрешается применять непосредственно на станках и машинах провода сечением 0,75 мм², а на панелях и в блоках - 0,5 и 0,35 мм².
Электропроводка должна обеспечить надежность работы электрооборудования, быть удобной в эксплуатации, простой и технологичной при монтаже, гармонично сливаться с производственным механизмом. По конструктивным признакам и особенностям монтажа различают три вида проводки: машинную, на панелях и в блоках, внешнюю.
Монтаж машинной электропроводки с целью защиты проводников от механических повреждений и вредных воздействий машинного масла, пыли и охлаждающей жидкости производится в стальных тонкостенных трубах. Чтобы очертания трассы проводки не ухудшали внешнего вида станка, машины или механизма, трубы предварительно изгибаются в соответствии с конфигурацией станин, корпусов, бабок и т. п. Внутренний диаметр труб, число изгибов и их радиусы, расположение соединительных частей и ответвлений должны обеспечивать свободное протягивание и замену проводов. Если необходимо, иметь много изгибов, то проводку, осуществляют в металлорукавах, резинотканевых рукавах или в толстостенных винилитовых трубках. Провода в трубах и рукавах, должны быть целыми. Соединение труб производится при помощи специальной герметичной арматуры: тройников, угольников, разветвительных коробок и др. Для предохранения проводов в концах труб устанавливают фарфоровые или проваренные в масле деревянные втулки.
Все концы проводов, соединяющих зажимы отдельных аппаратов и машин, при монтаже электрооборудования должны быть промаркированы в соответствии с нумерацией, имеющейся на элементной (развернутой), а следовательно, и на монтажной схеме. Маркировка проводов производится с помощью бирок из пластмассы, фибры или жести, на которых ставят индекс провода. Бирки на проводах закрепляются суровыми нитками. В некоторых случаях применение бирок оказывается неудобным. Тогда на концы проводов надевают кусочки хлорвиниловых трубок светлого цвета (белые, желтые и др.) длиной 15-20 мм. Эти трубки должны плотно прилегать к изоляции провода. На трубках специальными чернилами наносятся условные обозначения проводников.
Для удобства монтажа и облегчения нахождения неисправностей электрооборудования, возникающих во время эксплуатации, при выполнении машинной электропроводки широко применяются разветвительные коробки, в которых располагаются наборы зажимов. К зажимам присоединяются с одной стороны провода, идущие от электрических машин и аппаратов, с другой - уходящие к панелям управления, расположенным в шкафах и нишах.
Проводка к узлам электрооборудования, размещенным на подвижных частях механизма, выполняется гибкими проводами с полихлорвиниловой изоляцией, которые прокладываются в металлорукаве, резинотканевом рукаве или в эластичной пластиковой трубке. При горизонтальном перемещении узлов механизма на большую длину применяется свободная подвеска рукава. Неподвижная точка подвеса помещается посередине двух крайних положений подвижной точки подвеса так, чтобы в любом положении подвижного узла рукав или шланг не касался пола. Подвод к электрооборудованию, размещенному на вращающихся частях станков, производится с помощью кольцевых токоприемников. Для крановых электроустановок машиностроительных заводов, как правило, применяют троллейный токоподвод.
Электропроводка на панелях шкафов и ниш выполняется в основном жестким проводом (марок ПВ, ПР, ПМВ) с медной жилой, сечение которой выбирают по току нагрузки, но не менее 1,0 мм² для обеспечения механической прочности. Внешняя проводка выполняется в стальных трубах, прокладываемых по полу или фундаменту станка или машины в специальных каналах, закрываемых сверху съемными стальными щитами.
На автоматических станочных линиях, электрооборудование которых содержит большое количество различных машин, аппаратов и органов контроля, применяется верхняя разводка проводов в специальных секционированных коробах над станками. Короба крепятся на стойках или на станинах станков с помощью кронштейнов. Провода к станкам от короба прокладываются в стальных трубах или металлорукавах. Проводка по станку бывает неподвижной и подвижной. Неподвижная станочная проводка в зависимости от способа и места прокладки может быть наружной, внутренней и скрытой. Наружная проводка прокладывается по стенкам корпуса станка и его частей, внутренняя – внутри корпусов частей станка, скрытая - на частях станка в щелях, каналах, коробах и закрывается кожухами и накладками. На одном станке может быть все три вида электропроводок, что объясняется разнообразием элементов станка и расположением электрооборудования.
Наружная проводка по станку выполняется преимущественно в трубах, металлорукавах и коробах, надежно защищающих провода от механических повреждений, жидкостей и пыли. Число изгибов труб должно быть таким, чтобы в них можно было легко затягивать провода. Изгибы следует располагать в одной плоскости, а их углы должны быть тупыми.
Данные участки труб (свыше 1,5 м) крепят к станку скобами, если же труба меньше 1,5 м, то она достаточно прочно удерживается за счет присоединения в местах вводов. Трассы трубы не должны закрывать карманы для болтов, съемные детали, крышки ниш, отверстия.
Монтаж наружной проводки в большинстве случаев наименее трудоемок и наиболее удобен - к ней имеется свободный доступ.
Однако наружная проводка ухудшает эстетический вид станка, поэтому при монтаже необходимо добиваться, чтобы очертания трассы проводки гармонировали с контурами и формами частей станка.
Скрытая проводка в трубах должна выполняться тщательно в отношении прочности соединений, если трубы располагаются поблизости от механизмов. Особое внимание необходимо уделять обеспечению возможности демонтажа проводки, а также разборки механизмов при ремонте без демонтажа проводки. При монтаже внутренней проводки в трубах должны быть заранее предусмотрены окна и отверстия в корпусах для прокладки труб и заделки вводов. Следует предпочитать окна в литье отверстиям с целью сокращения механической обработки корпусных деталей. Расточка станин для электропроводок не допускается. Минимальная ширина окна (для крупного литья) должна составлять 40-60 мм. Внутрення проводка в трубах должна допускать демонтаж проводов без снятия труб.
Электропроводка в каналах имеет ограниченное применение, что объясняется трудностями выбора трассы при разветвленной проводке и выполнения выводов к электрооборудованию, расположенному на внешних стенках станка (двигателям, концевым выключателям и т.п.), а также усложнением обработки корпусных деталей.
Металлорукава, шланги и кабели при неподвижной прокладке прикрепляются скобами как на прямых участках, так и с обеих сторон изгиба и ввода. Натяжение металлорукавов не допускается. Если пучок проводов имеет неметаллическую оболочку, то под скобу помещают электроизоляционную прокладку.
2.3 Особенности монтажа электропроводки к подвижным частям станка
Элетропродка, соединяющая узлы электрооборудования, расположенные наподвижных частях станка, с неподвижными или с другими подвижными частями,также несущими электрооборудование ,выполняется гибкими проводами в эластичной защитной оболочке шлангом или многожильным кабелем.
Различают несколько способов исполнениия шланговой электропровдки:свободная подвеска, блочная или поддерживаемая подвеска, «гусеничная». Выбор того или иного способа зависит от длины и направления перемещений подвижной части станка, взаимного расположения и относителдьного перемещения точек подсоединения проводов,пространства,в котором может размещаться проводка, расстояний между источками присоединения и полом или выступающими частями станка.
Свбодная подвеска является простейшей и наиболее надежным способом шланговой проводки. Координаты точек подсоединения проводов выбирают с таким расчетом, чтобы на протяжении полного хода перемещающего узла станка шланг оставался в свободном, не напряженном состоянии,не задевалза выступающие части станка и не касался пола при наибольшей стреле подвеса. В связи с этим точки подсоединения проводов располагают так, чтобы длина шланга была наименьшей.Неподвижная точка подсоединения проводов должна находиться по возможности посредине между крайними положениями точек крепления проводов. В том случае, когда шланг защищается металлорукавом, радиус изгиба металлорукава при предельно возможном сближении точек посоединения проводов во время движения части станка должен быть не меньше допустимого радиуса изгиба для рукава данного размера.
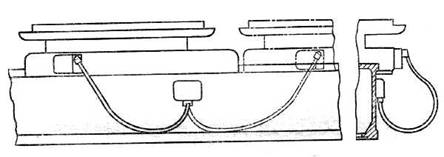
Рис.2.3.1 Расположение точек крепления металлорукава при горизонтальном перемещении подвижной части станка.
При большой длине хода подвижной части станка неподвижную точку крепления шланга выносят за пределы станка на отдельную стойку. Подводка к подвижной части станка может быть осуществленна непосредственно от электрошкафа внешнего исполнения. При большой длине хода подвижной части станка точка крепления шланга поднимается выше с помощью кронштейна или иной надстройки к шкафу.
Блочная подвеска шланговой проводки применяется при большей длине вертикального хода подвижной части станка. Петля между точками крепления проводов перекидывается через блок и оттягивается грузом.
Штырь с роликом устанавливается на неподвижной части станка так, чтобы шланг перекинутый через ролик и присоединенный к подвижной точке подсоединения, ложился по касательной к верхней точке ролика параллельно оси перемещения.
При блочной подвеске неподвижная точка подсоединения шланга не может быть расположена между крайними положениями подвижной точки подсоединения, а находится обязательно за ее пределами.
Поэтому длина шланга в этом случае берется больше длины хода.
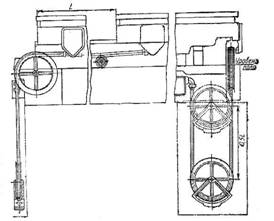
Рис.2.3.2. Блочная подвеска шланговой проводки при вертикальном перемещении части станка.
Нобходимость открытой ямы в фундаменте, увеличенный расход проводов и сложность конструкции является недостатками болчной проводки.
«Гусеничная» проводка состоит из двух параллельных ленточных цепей, звенья которых через короткие промежутки соеденены распорками с отверстиями для прпускания гибких кабелей, шлангов и большошго количества проводов разных сечений.Боковой изгиб цепи ивыгибание шлангов наружу исключены конструкцией звеньев.
Такая проводка может быть подведена к подвижному узлу, премещающемуся по любой траетории в одной плоскости.Конструкция ленточной гусеницы позволяет ей перемещаться до 10 м без каких либо дополнительных поддержек.При большей длине хода ветви цепей поддерживаются опорными направляющими или несущими роликами.
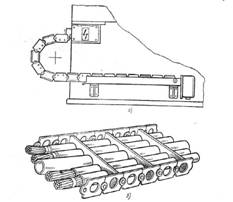
Рис.2.3.3 «Гусеничная» проводка:
а – общий вид, б – звено гусеничной проводки
Достоинство «гусеничной» проводки заключается в компактности, снятии механических нагрузок на провода, исключении образования петель;недостаток – в повышенной стоимости.
Применение «гусеничной» проводки наиболее целесообразно в тяжелых станках при горизонтальных перемещениях большой протяженности и сравнительно небольших рассояниях от точек подвеса до пола. Для вертикально перемещающихся узлов применение «гусеничной» проводки не рекомендуется.
3. Охрана труда
3.1 Требования безопасности перед началом работы
1. Электромонтажник должен проверить:
рабочую одежду, привести ее в порядок, застегнуть обшлага рукавов;
достаточно ли освещено рабочее место и подходы к нему.
необходимый для работы ручной инструмент и приспособления, средства индивидуальной защиты;
осмотреть и привести в порядок рабочее место, убрать все, что может мешать работе.
2. При работе пользоваться только исправными, сухими и чистыми инструментами и приспособлениями. 3.Для переноски инструмента рабочий должен использовать специальную сумку или легкий переносной ящик.
3.2 Требования безопасности во время работы
1. Перед снятием электрооборудования для ремонта снять напряжение в сети не менее чем в двух местах, а также удалить предохранители. Приступить к снятию электрооборудования только после проверки отсутствия напряжения и вывешивания плаката "Не включать. Работают люди" на рубильник или ключ управления.
2. Разборку и сборку мелких узлов электрооборудования производить на верстаках, а крупногабаритных - на специальных рабочих столах или стендах, кассетах, обеспечивающих устойчивое их положение.3. Гаечные ключи применять только по размеру гаек или болтов.
4. При снятии, прессовке и запрессовке вставных узлов и деталей, пользоваться съемниками, прессами и другими приспособлениями, обеспечивающими безопасность работы.
5. При рубке, клепке, чеканке и других подобных работах, при которых возможно отлетание частиц металла, пользоваться очками или маской с небьющимися стеклами.
6. Сварку или пайку концов обмоток производить только в защитных очках.
7. Перед испытанием электрооборудования после ремонта оно должно быть прочно закреплено, заземлено, а вращающиеся и движущиеся части закрыты предохранительными кожухами.
Список литературы
1. Брендихин А.Н., Ландесман Э.И. Охрана труда. – М.: Высш. шк., 1990.
2. Воронина А.А., Шибенко Н.Ф. Безопасность труда в электроустановках. – М.: Высш. шк. 1994.
3. Голыгин А.Ф., Ильяшенко Л.А. Устройство и обслуживание электрооборудования промышленных предприятий. – М.: Высш. шк., 2000.
4. Корнилов Ю.В., Бредихин А.Н. Слесарь-электромонтажник: учебное пособие для СПТУ,2- е издание переработанное и дополненное - М.: Высшаяшкола1988.
5. Корнилов Ю.В., Крюков В.И. Обслуживание и ремонт электрооборудования промышленных предприятий. – М.: Высш. шк. 2000.
6. Павлович С.Н., Фираго Б.И. Ремонт и обслуживание электрооборудования. – Ростов-на-Дону: «Феникс» 2002.
7. Синдеев Ю.Г. Электротехника с основами электроники. – Ростов-на-Дону: «Феникс» 2006.
8. Федорченко А.А., Синдеев Ю.Г. Электротехника с основами электроники. – М.: Издательско-торговая корпорация «Дашков и К°» 2006.