
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Термины и определения основных понятий по курсу "Теория резания"
Реферат: Термины и определения основных понятий по курсу "Теория резания"
1 ОБЩИЕ ПОНЯТИЯ
Обработка (ГОСТ 3.1109-82) - действие, направленное на изменение свойства предмета труда (заготовки) при выполнении технологического процесса.
Примечание. К свойствам обрабатываемого предмета труда или его поверхности относятся размеры, форма, твердость, шероховатость и др.
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Заготовка (рис. 1) - предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь. В зависимости от вида применяемой энергии для воздействия на заготовку она может быть механической, термической, химической, электрической и др. Механическая обработка - обработка давлением или резанием. Обработка резанием - обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки.
Стружка - деформированный и отделенный в результате обработки резанием поверхностный слой материала заготовки (рис. 1).
Обработка резанием характеризуется удалением с заготовки припуска, т.е. слоя материала, снимаемого режущим инструментом в целях достижения заданных свойств обработанной поверхности. К свойствам обработанной поверхности, кроме формы и размеров, относятся: ее точность, шероховатость, физико-химико-механическое состояние, например, твердость и т.п.
Примечание. Часть припуска, снимаемая с заготовки при выполнении технологической операции за один проход инструмента, называется глубиной резания t. Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте
2 ВИДЫ ОБРАБОТКИ РЕЗАНИЕМ [2]
Лезвийная обработка - обработка резанием, осуществляемая лезвийным инструментом. К ней относятся: точение - обтачивание, растачивание, подрезание и др.; строгание, в т.ч. долбление, зубострогание, зубодолбление; осевая обработка - сверление, рассверливание, зенкерование, развертывание и др.; фрезерование – периферийное (цилиндрическое), торцевое, зубофрезерование и др.; протягивание (внутреннее и наружное), шевингование, опиливание, ротационная обработка.
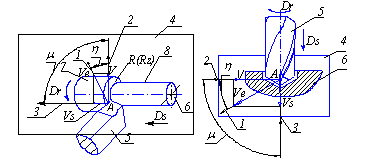
Точение - лезвийная обработка с вращательным главным движением резания и возможностью изменения радиуса его траектории. Например, обтачивание - точение наружной поверхности с движением подачи вдоль образующей линии обработанной поверхности (рис.2а).
Примечание. Образующая линия – прямая или кривая линия, которая при своем движении по некоторой линии образует поверхность
Растачивание – точение внутренней поверхности с движением подачи вдоль образующей обработанной поверхности (рис.2б).
Подрезание - точение торцевой поверхности (рис. 2в).
Примечание. В зависимости от направления движения подачи различают продольное и поперечное подрезание
Отрезание – обработка резанием, заключающаяся в отделении заготовки в качестве части от целого вдоль одной ее стороны (рис. 2г).
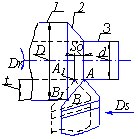
Осевая обработка - лезвийная обработка резанием при постоянном радиусе его траектории с движением подачи только вдоль оси главного движения резания. Например, сверление - осевая обработка сверлом (рис.3а). Рассверливание - сверление, результатом которого является увеличение диаметра отверстия (рис. 3б). Зенкерование – осевая обработка зенкером (рис. 3в). Развертывание – осевая обработка разверткой (рис. 3г).
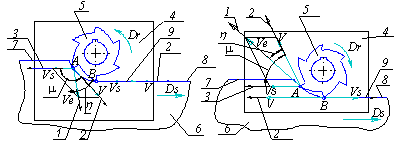
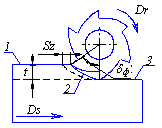
Фрезерование - лезвийная обработка с вращательным главным движением резания при постоянном радиусе его траектории, сообщаемым инструменту, и хотя бы одним движением подачи, направленным перпендикулярно оси главного движения резания.
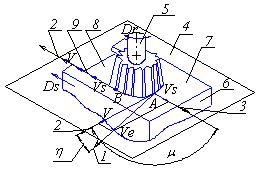
Периферийное фрезерование – фрезерование периферийным лезвийным инструментом. Например, фрезерование цилиндрической фрезой (рис. 4а). Торцовое фрезерование – фрезерование торцовым лезвийным инструментом (рис. 4б). Встречное фрезерование - фрезерование, при котором в месте контакта инструмента и заготовки векторы скоростей главного движения резания и движения подачи заготовки относительно инструмента направлены в противоположные стороны (рис.4в и рис.9г). Попутное фрезерование - фрезерование, при котором в месте контакта инструмента и заготовки векторы скоростей главного движения резания и движения подачи заготовки относительно инструмента направлены в одну сторону (рис. 4в и рис. 9в).
Строгание - обработка резанием, осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением (рис. 5а).
Протягивание - обработка многолезвийным инструментом с поступательным главным движением резания, распространяемая на всю обрабатываемую поверхность без движения подачи (рис. 5б).
Примечание. D- припуск, который снимается протяжкой при выполнении технологической операции
Абразивная обработка [3] - обработка резанием, осуществляемая множеством абразивных зерен. К ней относятся: шлифование, хонингование, суперфиниширование и др. Шлифование (обдирочное, скоростное и высокоскоростное, наружное и внутреннее, плоское, профильное, встречное и попутное и др.) – абразивная обработка, при которой инструмент совершает только вращательное движение, которое является главным движением резания, а заготовка - любое движение (рис. 6а). Хонингование (наружное и внутреннее, плоское и профильное и др.) - доводка, осуществляемая при одновременно выполняемых вращательном и возвратно-поступательном движениях абразивного инструмента (рис. 6б). Доводка - абразивная обработка, при которой инструмент и заготовка совершают любое движение со скоростями одного порядка или при неподвижности одного из них другой совершает сложное движение.
Примечание. Под сложным движением абразивного инструмента или заготовки понимается два или несколько одновременно выполняемых заготовкой или (и) инструментом простых движений, например, возвратно-поступательное и вращательное (рис. 6а и 6б) и т.п.
Суперфиниширование (плоское, в центрах, бесцентровое)- доводка, осуществляемая при одновременно выполняемых колебательных и возвратно-поступательных движениях инструмента и вращения заготовки (рис. 6в).
3 РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ОБЩИЕ КОСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ВИДЫ ИНСТРУМЕНТОВ [4]
Режущий инструмент - инструмент для обработки резанием. Режущий инструмент состоит из корпуса, крепежной и рабочей частей.
Корпус режущего инструмента - часть режущего инструмента, несущая на себе все его элементы.
Крепежная часть режущего инструмента - часть режущего инструмента для его установки и крепления в технологическом оборудовании или приспособлении.
Рабочая часть режущего инструмента - часть режущего инструмента, содержащая лезвия и выглаживатели (при их наличии).
Лезвие инструмента - клинообразный элемент режущего инструмента для проникновения в материал заготовки и отделения стружки (рис. 1).
Выглаживатель лезвийного инструмента – выступ на лезвийном инструменте для выглаживания. Такие элементы может содержать рабочая часть: а) прошивки - при деформирующем протягивании (прошивании); б) комбинированной протяжки - перед режущими лезвиями (у деформирующе-режущей протяжки) или после режущих лезвий (у режуще-выглаживающей протяжки).
Различают режущие инструменты - лезвийные, абразивные, зуборезные, резьбонарезные, металлорежущие, дереворежущие и др.
Лезвийный инструмент - режущий инструмент с заданным числом лезвий установленной формы. Режущий инструмент может быть цельным, составным и сборным; насадным и хвостовым; однолезвийным и многолезвийным; периферийным и торцовым. Цельный режущий инструмент – режущий инструмент, изготовленный из одной заготовки (рис. 7а). Составной режущий инструмент - режущий инструмент с неразъемным соединением его частей и элементов (рис. 7б и 7г). Он может быть сварным, клееным, паяным. Сборный режущий инструмент - режущий инструмент с разъемным соединением его частей и элементов. Насадной режущий инструмент - режущий инструмент с посадочным отверстием (рис. 7в). Хвостовой режущий инструмент - режущий инструмент с хвостовиком (рис. 7б и 7г).
Однолезвийный инструмент – инструмент для обработки одним лезвием (рис. 7а). Многолезвийный инструмент – лезвийный инструмент, лезвия которого расположены в направлении главного движения резания последовательно (рис. 7б-г). Выступ на многолезвийном инструменте, содержащий лезвие, называют зубом лезвийного инструмента. Периферийный зуб лезвийного инструмента – зуб лезвийного инструмента, выступающий из корпуса в радиальном направлении. Торцовый зуб лезвийного инструмента – зуб лезвийного инструмента, выступающий из корпуса в осевом направлении. Зуб лезвийного инструмента, изготовленный отдельно и образующий с корпусом разъемное соединение, называют ножом лезвийного инструмента. К лезвийным инструментам относят резцы, фрезы, осевые режущие инструменты (сверла, зенкеры, развертки), протяжки и др.
Резец (рис. 7а) - однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в любом направлении. Некоторые резцы, например, отрезной (см. рис. 5г), предназначаются для обработки с движением подачи в одном направлении, однако не исключают возможности движения подачи, например, прерывистой в другом направлении.
Фреза (рис. 7б и 7в)- лезвийный инструмент для обработки с вращательным главным движением резания без возможности изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадает с осью вращения. Невозможность изменения радиуса траектории главного движения резания позволяет отличить однолезвийную фрезу от вращающегося резца.
Осевой режущий инструмент (осевой инструмент) - лезвийный инструмент для обработки с вращательным главным движением резания и движением подачи вдоль оси главного движения резания. Сверло (рис. 7г) – осевой режущий инструмент для образования отверстия в сплошном материале (см. рис. 3а) и (или) увеличения диаметра имеющегося отверстия (см. рис. 3б). Зенкер – осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра (см. рис.3в). Развертка - осевой режущий инструмент для повышения точности формы и размеров отверстия и снижения шероховатости поверхности (см. рис. 3г).
Протяжка - многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении резания и отсутствии движения подачи (рис. 8).
Абразивный инструмент [5] - режущий инструмент, предназначенный для абразивной обработки. Шлифовальный круг – абразивный инструмент в виде твердого тела вращения, предназначенный для шлифования (см. рис. 6а). Отрезной круг (шлифовальный диск) – шлифовальный круг, предназначенный для абразивной отрезки и абразивной прорезки. Абразивный брусок (брусок)- абразивный инструмент в виде твердого тела для обработки без вращения вокруг своей оси (см. рис. 6б и 6в).
Примечание. В зависимости от назначения различают, например, хонинговальный брусок (см. рис. 6б), суперфинишный брусок (см. рис. 6в)
4 КИНЕМАТИЧЕСКИЕ ЭЛЕМЕНТЫ И ХАРАКТЕРИСТИКИ РЕЗАНИЯ [6]
На рис. 9 представлена кинематическая схема процессов обработки лезвийными инструментами.
Главное движение резания Dr (главное движение) - прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания.
Примечание. Главное движение резания может входить в состав сложного формообразующего движения, например, при точении резьбы, хонинговании (см. рис. 6б) и др.
Скорость главного движения резания v - скорость рассматриваемой точки режущей кромки или заготовки в главном движении.
Движение подачи Ds - прямолинейное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность. Движение подачи может быть непрерывным (точение, сверление и др.) или прерывистым. Прерывистое движение подачи может происходить в перерывах процесса резания, например, при строгании (рис.10в). В зависимости от направления движения подачи различают следующие движения подачи: продольное (см. рис. 2а) или поперечное (см. рис. 26). Можно осуществлять одновременное движение подачи в продольном и поперечном направлении. Например, при таком комбинированном движении можно сформировать при точении коническую или фасонную поверхности (см. рис. 28а).
Скорость движения подачи Vs - скорость рассматриваемой точки режущей кромки или заготовки в движении подачи.
Подача S - отношения расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу циклов или определенных долей цикла другого движения во время резания.
Рисунок 9 - Элементы движений в процессе резания при обтачивании (а), сверлении (б), попутном (в) и встречном (г) периферийном фрезеровании и торцовом фрезеровании (д): 1 - направление скорости результирующего движения резания; 2 - направление скорости главного движения резания; 3, 9 - направление движения подачи; 4 - рабочая плоскость; 5 - инструмент; 6 – заготовка; 7 – обрабатываемая поверхность; 8 - обработанная поверхность; 1 – 3 направления движений рассматриваемой точки лезвия инструмента; 9 - направление движения рассматриваемой точки заготовки
|
а) б)
в) г)
д) |
Под циклом движения понимают полный оборот, ход или двойной ход режущего инструмента или заготовки. Долей цикла может быть часть оборота, соответствующая угловому шагу зубьев режущего инструмента, например, фрезы на угол dф (рис. 10б). Под ходом понимают движение в одну сторону при возвратно-поступательном движении (см. рис 6).
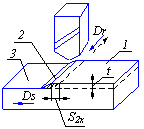
|
Рисунок 10 - Виды подач: а – подача на оборот So; б – подача на зуб Sz; в – подача на двойной ход S2Х; 1 – обрабатываемая поверхность; 2 – поверхность резания; 3 – обработанная поверхность |
|
а) б) в) |
Различают подачи:
- подача на оборот So(S), мм/об, - подача, соответствующая одному обороту заготовки или инструмента (рис. 10а);
- подача на зуб Sz, мм/зуб, – подача, соответствующая повороту инструмента или заготовки на один угловой шаг dф зубьев режущего инструмента, например, фрезы (рис. 10б). При этом Sо= Sz×z, где z - число зубьев режущего инструмента.
- подача на ход Sx, мм/ход, - подача, соответствующая одному ходу инструмента или заготовки. Например, при шлифовании подачу в поперечном направлении Ds (см. рис.6а) можно осуществлять как на ход, так и на двойной ход другого (продольного) движения подачи Ds.
- подача на двойной ход S2Х, мм/дв.ход, - подача, соответствующая одному двойному ходу заготовки или инструмента. Подачу на ход или двойной ход принимают при строгании (рис. 10в), долблении и некоторых других видах обработки.
Касательное движение Dk - прямолинейное или вращательное движение режущего инструмента, скорость которого меньше скорости главного движения резания и направлена по касательной к режущей кромке, предназначенное для того, чтобы сменять контактирующие с заготовкой участки режущей кромки (см. рис. 14в).
Скорость касательного движения vk – скорость рассматриваемой точки режущей кромки или заготовки в касательном движении.
Результирующее движение резания De - суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение.
Скорость результирующего движения резания Ve - скорость рассматриваемой точки режущей кромки в результирующем движении резания.
Рабочая плоскость Ps - плоскость, в которой расположены направления скоростей главного движения резания и движения подачи.
Примечания:
1 В случаях, когда в отдельные моменты времени направления скоростей главного движения резания и движения подачи совпадают (попутное периферийное фрезерование (точка В на рис. 9в и 9д)) или лежат на одной прямой (встречное периферийное фрезерование (точка В на рис. 9г)), рабочая плоскость проводится так же, как и в предыдущий или последующий моменты, когда эти направления не совпадают (не лежат на одной прямой), например, в точке А.
2 При протягивании, когда отсутствует движение подачи, рабочая плоскость проводится через направление скорости главного движения резания и направление подъема последовательно расположенных зубьев режущего инструмента (рис.8)
Угол скорости резания h - угол в рабочей плоскости между направлением скоростей результирующего и главного движений резания.
Угол подачи m - угол в рабочей плоскости между направлениями скоростей движения подачи и главного движения резания.
Поверхность резания R - поверхность на заготовке, образуемая режущей кромкой в результирующем движении (рис.11). Например, при точении с продольной подачей и при сверлении - винтовая поверхность 1 (рис.11а, б).
Поверхность главного движения Rr - поверхность на заготовке, образуемая режущей кромкой в главном движении резания (рис.11). Например, при точении инструментом с прямолинейной режущей кромкой это может быть коническая поверхность 2, если j < 90° (рис.11а), или плоскость, если j = 90°.
Обрабатываемая поверхность [1]- поверхность, подлежащая воздействию в процессе обработки, т.е. поверхность, которая частично или полностью удаляется с заготовки (рис. 9, 10).
Обработанная поверхность - это поверхность, образованная после воздействия в процессе обработки, т.е. поверхность, образованная на заготовке в результате обработки после снятия стружки (рис. 9, 10).
Различают обработку черновую и чистовую. Черновая обработка - обработка, в результате которой снимается основная часть припуска. Чистовая обработка - обработка, в результате которой достигаются заданная точность размера и шероховатость обработанных поверхностей.
Путь резания l -
суммарное расстояние, пройденное рассматриваемой точкой режущей кромки в
контакте с заготовкой за рассматриваемый интервал времени и измеренное вдоль
траектории этой точки в результирующем движении резания. Например, при точении ![]() , мм, где D –
диаметр обрабатываемой поверхности, мм; L – длина обрабатываемой поверхности,
мм.
, мм, где D –
диаметр обрабатываемой поверхности, мм; L – длина обрабатываемой поверхности,
мм.
Режим резания - совокупность значений скорости резания v (при вращательном главном движении резания дополнительно – частота вращения n,об/мин), подачи S (точение, сверление и др.) или скорости движения подачи vs и глубины резания t.
Примечания:
1 При вращательном
главном движении резания скорость резания можно подсчитать по формуле ![]() , м/мин.
, м/мин.
2 Cкорость движения подачи vs = S×n, где S = Sо, мм/об. При фрезеровании vs = Sо×n = Sz×z n, где Sz – подача на зуб, мм/зуб; z – число зубьев фрезы. В технической литературе скорость движения подачи часто называют минутной подачей и обозначают Sмин
5 СИСТЕМЫ КООРДИНАТНЫХ ПЛОСКОСТЕЙ И КООРДИНАТНЫЕ ПЛОСКОСТИ [6]
Рассматривают статическую, инструментальную и кинематическую системы координат.
Статическая система координат (ССК) - прямоугольная система координат (рис. 12) с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания (рис. 12, 13б и 14б). Применяется для приближенных расчетов углов лезвия в процессе резания или учета изменения этих углов после установки инструмента на станке. Она является переходной от инструментальной (рис. 13а и 14а) системы координат к кинематической (рис. 13в и 14в).
Примечание. На чертежах инструментов геометрические параметры их лезвий указываются в ССК
Инструментальная система координат (ИСК) - прямоугольная система координат с началом в вершине лезвия, ориентированная относительно геометрических элементов режущего инструмента, принятых за базу. Например - это может быть, как правило, задняя поверхность Аa (рис. 13а) или передняя поверхность Аg (рис. 14а). Применяется для изготовления и контроля инструмента.
Кинематическая система координат (КСК) - прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания (рис. 13в и 14в). Очевидно, что КСК повернута относительно ССК на величину угла скорости резания h. Применяется для определения действительных (кинематических) углов лезвия, образующихся в процессе резания (см. рис. 27в и 28б).
Основная плоскость Рv - координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного в ССК (рис. 12, 13б и 14б) или результирующего в КСК (рис. 13в и 14в) движения резания в этой точке. В инструментальной системе координат направление скорости главного движения резания принимается: у токарных и строгальных резцов прямоугольного поперечного сечения - перпендикулярно конструкторской установочной базе резца; у долбежных резцов - параллельно базе; у дисковых токарных резцов, осевых инструментов и фрез - по касательной к траектории вращательного движения инструмента или заготовки; у протяжек - параллельно конструкторской установочной базе или оси протяжки; у долбяков - параллельно оси хвостовика или оси посадочного отверстия долбяка.
Плоскость резания Pn - координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости. В плоскости резания находится вектор скорости главного движения резания в ССК (рис. 12, 13б и 14б) или вектор скорости результирующего движения резания в КСК (рис. 13 и 14в).
Главная секущая плоскость Pt - координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания (рис. 12 - 14).
Нормальная секущая плоскость Pн – плоскость, перпендикулярная режущей кромке в рассматриваемой точке. Очевидно, что нормальная секущая плоскость повернута относительно главной секущей плоскости на величину угла наклона главной режущей кромки l (см. рис. 24 - 26).
Примечание. В стандартных обозначениях координатных плоскостей применяются индексы, которые отвечают системе (рис. 13, 14): „і” - в ІСК; „с” - в ССК; „к” - в КСК. Например, Pvc - основная плоскость ССК, Pvk - основная плоскость КСК. В курсе «Теория резания» и технической литературе все обозначения координатных плоскостей в статической системе координат принято применять без индекса „с”. Например, Pv - основная плоскость ССК, Pn – плоскость резания ССК и т.д.
Секущая плоскость схода стружки Pс – плоскость, проходящая через направление схода стружки и скорости резания в рассматриваемой точке режущей кромки (рис. 15).
Направление схода стружки - направление движения стружки в плоскости, касательной к передней поверхности лезвия.
Угол схода стружки n - угол в плоскости, касательной к передней поверхности лезвия, между направлением схода стружки и следом главной секущей плоскости (рис. 15).
6 ЭЛЕМЕНТЫ И ХАРАКТЕРИСТИКИ СРЕЗАЕМОГО СЛОЯ И СТРУЖКИ [6]
Коэффициент утолщения стружки Кa (коэффициент утолщения) - отношение толщины стружки ac к толщине срезаемого слоя a (рис.16).
Коэффициент уширения стружки Kb (коэффициент уширения) - отношение ширины стружки bс к ширине срезаемого слоя b (рис.16).
Коэффициент укорочения стружки Kl - отношение длины срезаемого слоя l к длине стружки lc (рис.16).
Сечение срезаемого слоя (сечение среза) - фигура, образованная при рассечении слоя материала заготовки, отделяемого лезвием за один цикл главного движения резания основной плоскостью (рис.17).
Площадь срезаемого слоя f (площадь среза) - площадь сечения срезаемого слоя.
Толщина срезаемого слоя a (толщина среза) - длина нормали к поверхности резания, проведенной через рассматриваемую точку режущей кромки, ограниченная сечением срезаемого слоя.
Ширина срезаемого слоя b (ширина среза) - длина стороны сечения срезаемого слоя, образованной поверхностью резания.
7 геометрические ЭЛЕМЕНТЫ ЛЕЗВИй режущих инструментов [6]
7.1 Элементы лезвий режущих инструментов (рис. 18)
На режущей части лезвийного инструмента рассматривают следующие поверхности и кромки.
Передняя поверхность Ag - поверхность лезвия инструмента, контактирующая в процессе резания со срезаемым слоем и стружкой.
Задняя поверхность Aa - поверхность инструмента, контактирующая в процессе резания с поверхностями заготовки.
Режущая кромка K - кромка лезвия инструмента, образуемая пересечением передней и задней поверхностей лезвия.
Главная режущая кромка К (режущая кромка) - часть режущей кромки, формирующая большую сторону сечения срезаемого слоя (см. рис. 1).
Вспомогательная режущая кромка K' - часть режущей кромки, формирующая меньшую сторону сечения срезаемого слоя (см. рис. 1).
Главная задняя поверхность Aa (задняя поверхность) - задняя поверхность лезвия инструмента, примыкающая к главной режущей кромке.
Примечание. Главная задняя поверхность Aa контактирует в процессе резания с поверхностью резания Rr
Вспомогательная
задняя поверхность ![]() - задняя поверхность лезвия
инструмента, примыкающая к вспомогательной режущей кромке.
- задняя поверхность лезвия
инструмента, примыкающая к вспомогательной режущей кромке.
Примечание.
Вспомогательная задняя поверхность ![]() контактирует в процессе резания
с обработанной поверхностью
контактирует в процессе резания
с обработанной поверхностью
Вершина лезвия (вершина) - участок режущей кромки в месте пересечения двух задних поверхностей. У проходного токарного резца вершиной является участок лезвия в месте пересечения главной и вспомогательной режущих кромок; у резьбового резца - участок лезвия, формирующий внутреннюю поверхность резьбы; у сверла - точка пересечения главной и вспомогательной режущих кромок. Вершиной лезвия резца может быть точка (рис. 19а и в) или линия – кривая (рис.19б) или прямая при jв=0 (рис. 19г).
Примечание. Такой резец (рис. 19г) в технической литературе известен под названием „резец Колесова”
Радиус вершины rв - радиус кривизны вершины лезвия (рис.19б).
Примечание. В тех случаях, когда rв ³ S радиус вершины лезвия определяет высоту остаточного сечения среза (высоту микронеравенств Rz на обработанной поверхности) - Rz= S2/8rв (рис.20)
Радиус округления режущей кромки r - радиус кривизны режущей кромки в сечении ее нормальной секущей плоскостью (см. рис. 24).
7.2 Геометрические элементы лезвий режущих инструментов
Геометрические элементы лезвий режущих инструментов рассматривают: углы в плане - j, j1, e, jр; в секущей плоскости (Pt, Pн)- g, a, b, d; в плоскости резания Pn - l.
7.2.1 Углы в плане
Угол в плане j - угол в основной плоскости между плоскостью резания и рабочей плоскостью.
Рабочий кинематический угол в плане jр - угол между режущей кромкой и рабочей плоскостью.
7.2.2 Углы в секущих плоскостях Pt и Pн
Передний угол g - угол в секущей плоскости между передней поверхностью лезвия и основной плоскостью.
Примечание. Передний угол может быть положительным (рис. 21а), отрицательным (рис. 21б) и равным 0 (рис. 21в)
Задний угол a - угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания.
Примечание. Задний угол может быть положительным и равным 0
Угол заострения b - угол в секущей плоскости между передней и задней поверхностями лезвия.
7.2.3 Углы в плоскости резания Pn
Угол наклона кромки l - угол в плоскости резания между режущей кромкой и основной плоскостью.
Примечания:
1 Угол наклона кромки l может быть отрицательным, равным 0 или положительным, что определяет направление схода стружки (рис. 22) и соответственно положения секущей плоскость схода стружки Рс (см. рис. 15).
2 В «Теории резания», кроме указанных стандартизованных геометрических параметров лезвий рассматривают:
- угол резания d - угол в секущей плоскости между передней поверхностью и
плоскостью резания (![]() );
);
- вспомогательный угол в плане j1 - угол между проекцией вспомогательной режущей кромки на основную плоскость и рабочей плоскостью;
- угол при вершине e - угол в основной плоскости между плоскостью резания и проекцией вспомогательной режущей кромки на основную плоскость.
3 Если поверхности и кромки кривые, то требуемый угол определяется как угол между касательной к поверхности (кромке) в рассматриваемой точке и соответствующей плоскостью.
4 Углы в плане j и j1 так же, как глубина резания и подача, определяют значение соответственно ширины среза, толщины среза (рис. 23а) и при rв < S высоты (КD) остаточного сечения (ВС D) среза (высоты микронеровностей Rz) (рис. 23б):
![]() ;
; ![]() ;
; ![]()
7.3 Геометрические элементы лезвий режущих инструментов в статической системе координат (рис. 24 – 26 и 27а)
7.3.1 Углы в статической основной плоскости Рvс
Статический угол в плане jс - угол в статической основной плоскости между статической плоскостью резания и рабочей плоскостью.
7.3.2 Углы в статической главной секущей плоскости Ptс
Статический главный передний угол gс - угол в статической главной секущей плоскости между передней поверхностью лезвия и статической основной плоскостью.
Статический главный задний угол aс - угол в статической главной секущей плоскости между задней поверхностью лезвия и статической плоскостью резания.
Статический главный угол заострения bс - угол в статической главной секущей плоскости между передней и задней поверхностями лезвия.
7.3.3 Углы в статической плоскости резания Pnс
Статический угол наклона кромки lс - угол в статической плоскости резания между режущей кромкой и статической основной плоскостью.
7.3.4 Углы в статической нормальной секущей плоскости Pнс
Нормальный передний угол gн - передний угол в нормальной секущей плоскости.
Нормальный задний угол aн - задний угол в нормальной секущей плоскости.
Нормальный угол заострения bн - угол в нормальной секущей плоскости.
7.4 Геометрические элементы лезвий режущих инструментов в инструментальной системе координат
7.4.1 Углы в инструментальной основной плоскости Рvи.
Инструментальный угол в плане jи - угол в инструментальной основной плоскости между инструментальной плоскостью резания и рабочей плоскостью.
7.4.2 Углы в инструментальной главной секущей плоскости Ptи (рис. 27б)
Инструментальный главный передний угол gи - угол в инструментальной главной секущей плоскости между передней поверхностью лезвия и инструментальной основной плоскостью.
Инструментальный главный задний угол aи - угол в инструментальной главной секущей плоскости между задней поверхностью лезвия и инструментальной плоскостью резания.
Инструментальный главный угол заострения bи - угол в инструментальной главной секущей плоскости между передней и задней поверхностями лезвия.
Примечание. В случае принятия задней поверхности лезвия за базу (рис. 27б) инструментальный главный задний угол aи=0, а инструментальный главный передний угол gи = gс+aс.
7.4.3 Углы в инструментальной плоскости резания Pnи
Инструментальный угол наклона кромки lи - угол в инструментальной плоскости резания между режущей кромкой и инструментальной основной плоскостью.
7.5 Геометрические элементы лезвий режущих инструментов в кинематической системе координат
7.5.1 Углы в кинематической основной плоскости Рvк (рис.28а)
Кинематический угол в плане jк - угол в кинематической основной плоскости между кинематической плоскостью резания и рабочей плоскостью.
7.5.2 Углы в кинематической главной секущей плоскости Ptк (рис. 27в и 28а)
Кинематический
главный передний угол gк - угол в кинематической главной секущей плоскости между
передней поверхностью лезвия и кинематической основной плоскостью (![]() ).
).
Кинематический
главный задний угол aк - угол в кинематической главной секущей плоскости между
задней поверхностью лезвия и кинематической плоскостью резания (![]() ).
).
Кинематический главный угол заострения bк - угол в кинематической главной секущей плоскости между передней и задней поверхностями лезвия.
7.5.3 Углы в кинематической плоскости резания Pnк
Кинематический угол наклона кромки lк - угол в кинематической плоскости резания между режущей кромкой и кинематической основной плоскостью.
Примечания:
1 В стандартных обозначениях координатных плоскостей и элементов лезвия применяются индексы, соответствующие системе: „и” - в ИСК, „с” - в ССК, „к” - в КСК. Например, Pvc - основная плоскость ССК; Pvk - основная плоскость КСК; gс- передний угол в ССК; gк - передний угол в КСК; gи- передний угол в ИСК. В курсе «Теория резания» и технической литературе все обозначения координатных плоскостей и элементов лезвий в статической системе координат применяются без индекса „с”. Например Pv - основная плоскость ССК; Pn – плоскость резания ССК; g- передний угол в ССК; a - задний угол в ССК и т.п.
2 В курсе «Теория резания» и технической литературе статический главный передний угол gс, статический главный задний угол aс и статический главный угол заострения bс принято называть соответственно передним углом g, задним углом a и углом заострения b
8 СИЛА РЕЗАНИЯ
Сила резания Р – равнодействующая сил на режущий инструмент при обработке резанием (рис. 29).
Главная составляющая силы резания Рz – составляющая силы резания, совпадающая по направлению со скоростью главного движения резания в вершине лезвия.
Касательная составляющая силы резания (Ндп. Тангенциальная составляющая силы резания) – главная составляющая силы резания при вращательном главном движении резания.
Осевая составляющая силы резания Рx - составляющая силы резания, параллельная оси главного вращательного движения резания.
Радиальная составляющая силы резания Рy - составляющая силы резания, направленная по радиусу главного вращательного движения резания в вершине лезвия.
9 РАБОТОСПОСОБНОСТЬ И НАДЕЖНОСТЬ РЕЖУЩИХ ИНСТРУМЕНТОВ [4]
Работоспособное состояние режущего инструмента (лезвия) - работоспособность - характеризуется таким состоянием, при котором он способен выполнять обработку резанием при установленных в нормативно-технической документации (НТД) условиях с установленными требованиями. При этом состояние режущего инструмента характеризуют совокупностью значений его параметров (например, значениями заднего и переднего углов, износа по задней поверхности лезвия и др.) в данный момент. К условиям обработки относят, например, обрабатываемый материал, технологическое оборудование, режим резания, порядок технического обслуживания, восстановления и ремонта. К требованиям обработки относят, например, допуски размеров, формы и расположения обработанных поверхностей, параметры шероховатости, производительность обработки резанием, удельные приведенные затраты на обработку и др.
Нарушением работоспособного состояния (неработоспособность) режущего инструмента может быть отклонение от установленных значений хотя бы одного из параметров режущего инструмента, требований или характеристик обработки, выполняемой этим инструментом. К характеристикам обработки относят: силу резания, температуру резания, уровень вибраций, шероховатость поверхности, точность размера и формы и др. Характеристиками неработоспособного состояния режущего инструмента (лезвия) являются «Отказ режущего инструмента» (Отказ), «Внезапный отказ режущего инструмента» (Внезапный отказ) и «Постепенный отказ режущего инструмента» (Постепенный отказ). Внезапный отказ режущего инструмента, как правило, наступает вследствие его разрушения. Постепенный отказ режущего инструмента наступает после достижения постепенно изменяющимся значением хотя бы одного из его установленных параметров, требований или характеристик обработки критерия отказа.
Критерий отказа режущего инструмента (лезвия) определяется в зависимости от требований к обработке при выполнении конкретной технологической операции. Например, на операциях предварительной обработки с невысокими требованиями к шероховатости поверхности и точности размеров критериями отказа могут быть приняты предельно допустимые значения износа инструмента по задней поверхности лезвия, определенные по условию его рациональной эксплуатации, значения силы резания. На операциях окончательной обработки режущим инструментом, где основными требованиями к обработке являются допуски размеров, формы и расположения обработанных поверхностей, критерием отказа может быть принято их предельно допустимое значение. Частным случаем критерия отказа является критерий затупления режущего инструмента (лезвия) (Критерий затупления). Это критерий отказа режущего инструмента (лезвия), характеризуемый максимально допустимым значением износа режущего инструмента, преимущественно по задней поверхности лезвия, после достижения которого наступает его отказ.
Примечание. Под износом понимают величину, характеризующую изменение формы и размеров режущего инструмента (лезвия) вследствие изнашивания при резании
После достижения режущим инструментом (лезвием) критерия затупления наступает постепенный отказ. Постепенный отказ режущего инструмента (лезвия), наступающий после достижения размером, формой или расположением обработанной поверхности предела поля допуска, называется точностным отказом режущего инструмента (лезвия).
Приведение после отказа рабочей части режущего инструмента (лезвия) в работоспособное состояние называют восстановлением режущего инструмента (лезвия).
Примечание. Восстановление режущего инструмента (лезвия) осуществляется заточкой, заменой отказавшего лезвия и т. п.
Периодичность восстановления инструментов (Назначенная периодичность восстановления режущего инструмента (лезвия)) определяется с учетом их функционального назначения, конструктивного исполнения, приспособленности к восстановлению, а также ограничений условий технологической операции, например, обеспечением наибольшей производительности или наименьших приведенных затрат на обработку. Восстанавливаемость режущего инструмента (лезвия) - свойство режущего инструмента (лезвия), заключающееся в приспособленности его рабочей части (лезвия), к восстановлению, например, путем заточки. Восстановление режущего инструмента осуществляется: при отказе или по назначенной периодичности.
Объем работы режущего инструмента («Наработка режущего инструмента», «Наработка между отказами режущего инструмента», «Наработка до отказа режущего инструмента (лезвия)») может быть выражен интервалом времени, массой или объемом снятого материала, длиной пути резания, площадью обработанной поверхности или числом обработанных заготовок. В зависимости от величин, выражающих наработку режущего инструмента, различают следующие наработки: временную, массовую, объемную, путевую, поверхностную и штучную. Временная наработка между отказами режущего инструмента может выражаться временем резания, машинным временем, продолжительностью цикла работы автоматического оборудования (автоматической линии) и т. д. Частным случаем временной наработки до отказа и между отказами, когда наработка выражена временем резания, является период стойкости - время резания новым или восстановленным режущим инструментом (лезвием) от начала резания до отказа.
Примечание. Под временем резания понимают интервал времени, в течение которого инструмент находится в непосредственном контакте с обрабатываемой поверхностью, сопровождающемся снятием стружки
Полный период стойкости режущего инструмента (лезвия) - полный период стойкости (Ндп. Срок службы) - сумма периодов стойкости режущего инструмента (лезвия) от начала резания новым инструментом (лезвием) до достижения предельного состояния.
Существует связь между периодом стойкости и наработкой между отказами. Например, временная наработка между отказами, выраженная машинным временем Тм, и период стойкости Т связаны зависимостью
![]()
где lр.х и tр.х - соответственно длина и время рабочего хода инструмента; lр и tр, - соответственно длина и время резания.
Путевая наработка между отказами l и период стойкости Т связаны зависимостью
1=Т× v,
где v — скорость резания, м/мин.
Одним из совокупности свойств, обусловливающих его качество режущего инструмента, является «Надежность режущего инструмента». Надежность является комплексным свойством, которое может включать безотказность, долговечность, восстанавливаемость и ремонтопригодность режущего инструмента, как в отдельности, так и в определенном сочетании этих свойств. Эти свойства обеспечивают при проектировании, изготовлении и эксплуатации инструмента. Безотказность является основным свойством, определяющим надежность режущих инструментов, непрерывное сохранение работоспособности которых необходимо для завершения обработки. Долговечность как свойство, определяющее, главным образом, эффективность использования инструмента, является наиболее значимым для сложных дорогостоящих режущих инструментов, например, червячных фрез, долбяков, протяжек и др. В зависимости от принципа ограничения наработки, а также последствий отказа, надежность режущего инструмента может оцениваться одним или несколькими показателями, характеризующим одно или несколько ее свойств.
СПИСОК ЛИТЕРАТУРЫ
1. ГОСТ 25751-83. Инструменты режущие. Термины и определения общих понятий.
2. ГОСТ 25761-83. Виды обработки резанием. Термины и определения общих понятий.
3. ГОСТ 25762-83. Обработка резанием. Термины, определения и обозначения общих понятий.
4. ГОСТ 3.1109-82. Единая система технологической документации. Термины и определения основных понятий.
5. ГОСТ 23505 – 79. Абразивная обработка. Термины и определения.
6. ГОСТ 21445-84. Материалы и инструменты абразивные. Термины и определения.