
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Строение, свойства, производство стали
Реферат: Строение, свойства, производство стали
СОДЕРЖАНИЕ.
1. Строение и свойства стали
2. Производство стали
2.1. Производство стали в конвертерах
2.2. Производство стали в мартеновских печах
2.3. Производство стали в дуговых электропечах
2.4. Выплавка стали в индукционных печах
2.5. Внепечное рафинирование стали
2.6. Разливка стали
2.7. Специальные виды электрометаллургии стали
Список литературы
1. Строение и свойства стали.
Сталь—сплав железа с углеродом (до 2%) и сопутствующими примесями в виде марганца, кремния, серы, фосфора и др. Стали, применяемые в машиностроении, обычно содержат от 0,05 до 1,5% С.
Железо в твердом состоянии может находиться в двух модификациях:
Углерод является вторым основным компонентом, определяющим структуру, механические и технологические свойства стали.
Примеси, присутствующие в стали делят на четыре группы:
постоянные, или обычные (табл. 1)—марганец, кремний, фосфор и сера, если их содержание находится в пределах: до 0,8% Mn; до 0,4% Si; до 0,05% Р и до 0,05% S;
скрытые — азот, кислород, водород, присутствующие в любой стали, в очень малых количествах (тысячные доли процента);
случайные — например, мышьяк, свинец, медь и др., попадающие в сталь из-за того, что они содержатся в рудах или шихтовых материалах данного географического района или связаны с определенным технологическим процессом производства стали;
специальные (легирующие элементы) — их вводят в состав стали для получения нужных по условиям службы деталей свойств стали. В этом случае сталь называют легированной. Сталь также будет легированной, если содержание кремния 0,5%, а марганца %.[1]
2. ПРОИЗВОДСТВО СТАЛИ
В качестве исходных материалов при производстве стали используются жидкий или твердый чугун, металлолом, а также раскислители, легирующие и шлакообразующие материалы. В зависимости от наличия в данном регионе или на данном заводе тех или иных шихтовых материалов (в первую очередь жидкого чугуна) сталь производят в конвертерах, мартеновских или электродуговых печах: при наличии жидкого чугуна— в конвертерах или мартеновских печах, при его отсутствии - в мартеновских или электродуговых печах.
При переделе чугуна и металлолома в сталь решаются несколько основных задач: плавление и нагрев шихты до температуры, обеспечивающей проведение последующих операций (обычно 1600.. 1650 °C, рафинирование стали от вредных примесей (обычно к ним относят серу, фосфор, водород и азот), легирование и, наконец, получение из жидкой стали стального слитка или непрерывнолитой заготовки. Нагрев до заданной температуры и частично рафинирование и легирование производятся в сталеплавильных агрегатах, окончательное рафинирование и легирование—в сталеразливочных ковшах после выпуска плавки из агрегата с помощью специализированных установок и разливка—в изложницы или на машинах непрерывного литья заготовок (МНЛЗ).
В своей основе производство стали—процесс окислительный, так как в его ходе требуется прежде всего окислить избыток углерода (содержание последнего в стали значительно ниже, чем в чугуне} и примеси.
2.1. Производство стали в конвертерах
Сталеплавильные агрегаты для производства стали различаются между собой по источнику энергии, необходимой для нагрева металла до требуемой температуры. В конвертерах нагрев происходит за счет тепла, выделяющегося при окислении железа, углерода и других примесей, в мартеновских печах—за счет тепла горения жидкого (мазут) или газообразного (природный газ) топлива, в электродуговых печах — за счет подводимой электроэнергии.
Сущность производства стали в конвертерах заключается в том, что при вдувании газообразного кислорода в металл происходит окисление железа, углерода, кремния и марганца.
В результате протекания этих реакций выделяется тепло, обеспечивающее не только нагрев металла, но и возможность перерабатывать до 30 % металлолома. Продукты реакции окисления железа, марганца и кремния образуют первичный шлак, который может интенсивно растворять футеровку. Для предотвращения разрушения футеровки в конвертер добавляют известь. Шлак с высоким содержанием СаО слабо взаимодействует с футеровкой. Кроме того, такой шлак обеспечивает рафинирование стали от фосфора и частично от серы.
-
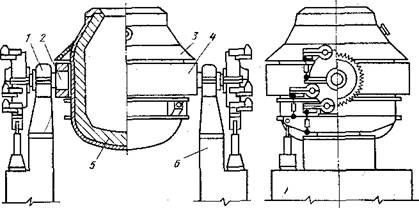
Рис. 1. Общий вид конвертера с верхней продувкой:
1 — опорный подшипник; 2— цапфа; 3 — кожух; 4 — опорное кольцо, 5-футеровка, 6— опорная станина
Устройство кислородного конвертера. В настоящее время при производстве стали применяется два типа конвертеров: с продувкой кислородом сверху и с комбинированной продувкой. На рис.1 приведена схема конвертера с верхней продувкой. Собственно конвертер представляет собой металлический сварной кожух, футерованный внутри. В качестве огнеупорного материала используется обычно смолодоломитовый кирпич. Футеровка конвертера работает в тяжелых условиях. На нее воздействуют высокие температуры и ее колебания, она испытывает механические удары кусков твердых загружаемых материалов. Особо тяжелые условия работы футеровки—в зоне шлакового пояса. Стойкость футеровки достигает 1000 и более плавок.
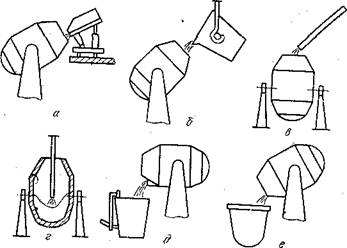
Рис. 2. Схема технологии производства стали в конвертере:
А – завалка скрапа; б – заливка чугуна; в – загрузка шлакообразующих материалов; г – продувка металла кислородом; д – выпуск стали через летку; е – слив шлака через горловину.
Технология плавки стали в конвертерах. Можно выделить три основных периода в конвертерном производстве стали: загрузку шихтовых материалов, продувку кислородом и выпуск плавки. Загрузку конвертера обычно начинают с завалки металлолома из специальных лотков с помощью завалочной машины. Для этого конвертер наклоняют в положение рис. 2а. Затем в конвертер заливается чугун, рис.26. После этого конвертер возвращают н вертикальное положение и начинают добавку шлакообразующих материалов (главным образом, извести) рис.2в. Одновременно в конвертер опускают кислородную фурму и начинают продувку техническим кислородом, рис. 2 г. По ходу продувки продолжают добавку шлакообразующих.
Высокая интенсивность продувки кислородом обеспечивает циркуляцию металла и его перемешивание со шлаком. Длительность продувки составляет 12…16 мин. Окончание продувки определяется по количеству введенного кислорода с учетом количества и состава шихтовых материалов.
Температура расплава в первые минуты продувки практически не изменяется, так как все тепло, выделяющееся в результате окислительных реакций, расходуется на плавление металлолома. После окончания его плавления наблюдается непрерывное повышение температуры расплава. После окончания продувки кислородную фурму поднимают и в металл сверху (параллельно кислородной фурме) вводят зонд для автоматического отбора пробы на экспресс-анализ и измерения температуры. Если состав металла и его температура соответствуют требованиям, приступают к выпуску плавки, если нет—производят корректировку состава. В том случае, если анализ показал повышенное (по сравнению с маркой стали) содержание углерода или недостаточную температуру, то производят додувку плавки. Если же содержание углерода ниже требуемого, в ковш вместе с выпускаемым металлом добавляют графит или молотый кокс в необходимых количествах.
Выпуск плавки производят в специальный сталеразливочный ковш через летку, рис. 2. д. В ходе выпуска стремятся полностью исключить попадания в ковш вместе с металлом конвертерного шлака. А для предотвращения быстрого охлаждения металла в ковше туда добавляют специальную теплоизолирующую смесь или синтетический шлак. Кроме того, при необходимости в ковш по ходу выпуска стали добавляют раскислители ц легирующие. Конвертерный шлак сливают в шлаковую чашу, рис. 2 е.
Конвертеры с комбинированным дутьем. Применение комбинированной продувки за счет более интенсивного перемешивания металла и шлака способствует улучшению рафинирования стали и увеличению выхода годного за счет устранения выбросов и снижения окисления железа в шлак.
Технико-экономические показатели работы конвертеров включают производительность, себестоимость и качество. Кислородно-конвертерный процесс является самым производительным из всех процессов производства стали. Современный конвертерный цех с двумя конвертерами (один – в работе, другой – в ремонте) обеспечивает производство до 5 млн. т стали в год.
Себестоимость стали включает стоимость шихтовых материалов, раскислителей и легирующих добавок, кислорода, огнеупоров, амортизационные расходы, зарплату и т.п. Основной статьей себестоимости является стоимость металлической части шихты. Поэтому борьба за уменьшение потерь металла при переделе (за счет выбросов и выносов) является существенным резервом снижения себестоимости стали. В настоящее время себестоимость конвертерной стали достаточна высока.
Качество стали в первую очередь определяется содержанием вредных примесей, таких как фосфор и сера, поступающих вместе с чугуном; водород и азот, попадающих в металл с ломом и из атмосферы. Благоприятные условия рафинирования стали в конвертере и отсутствие в процессе производства контакта с водородом и азотом позволяют производить сталь самого высокого качества.
2.2. Производство стали в мартеновских печах.
Источником тепла для разогрева, плавления и дальнейшего нагрева металла в мартеновской печи является жидкое (мазут) или газообразное (природный и коксовый газ) топливо или их смесь. Для сжигания топлива используется предварительно нагретый воздух или воздух, обогащенный кислородом до 28... 35%. Образующееся в рабочем пространстве печи пламя излучает тепло либо непосредственно на ванну, либо на свод печи, от которого тепло отражается на ванну и нагревает шихтовые материалы. Принцип работы мартеновской печи, отапливаемой газом, заключается в следующем (рис.3): через нагретые регенераторы справа в печь по раздельным каналам поступают газ и воздух. В печи происходит горение топлива. Факел, образующийся в результате горения, должен иметь хорошие настильность (стелиться над поверхностью ванны) и светимость. Настильность улучшает конвективный нагрев ванны, а светимость обеспечивает передачу тепла излучением непосредственно на ванну или отражением от свода. Продукты горения отводятся в трубу с левой стороны печи через шлаковики для осаждения пыли, далее через регенераторы (для их нагрева) и систему боровов, включающих клапаны и шиберы. Через некоторое время правые регенераторы, отдавая тепло на нагрев газа и воздуха, остывают, а левые - нагреваются отходящими газами. Тогда производят перекидку клапанов, т. е. закрывая одни клапаны и открывая другие, изменяют направление движения газов в печи: топливо и воздух подаются слева, а продукты горения отводятся вправо. Иначе говоря, мартеновская печь работает реверсивно: факел создается то с одной, то с другой стороны. Все элементы мартеновских печей футерованы огнеупорными материалами.
Варианты мартеновского процесса. Различают два варианта мартеновского процесса: скрап-рудный и скрап-процесс. В скрап-рудном процессе основной составляющей металлической части (55...75%) шихты является жидкий чугун, а остальное— металлолом. Поэтому скрап-рудным процессом выплавляют сталь на заводах полного металлургического цикла, там, где есть доменные печи. Повышенный процент чугуна в шихте при скрап-рудном процессе сопровождается повышенным исходным содержанием углерода в расплаве, что требует увеличения расхода окислителя для его удаления. С этой целью в завалку добавляют железную руду, а по ходу плавки металл продувают кислородом через специальные сводовые фурмы.
Основной составляющей металлической части шихты при скрап-процессе является стальной лом. Содержание чугуна в шихте находится обычно в пределах 25... 40%. Этот процесс применяется обычно на заводах, где нет доменного производства, и поэтому в этом случае используется твердый чугун.
В общем случае можно выделить следующие периоды мартеновской плавки: заправку, завалку, прогрев, заливку чугуна, плавление, кипение, предварительное раскисление, выпуск.
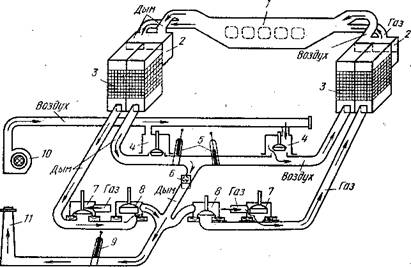
Рис. 3. Схема мартеновской печи, работающей с использованием газообразного топлива:
1 — рабочее пространство; 2 — шлаковики; 3 — регенераторы; 4 — воздушные клапаны; 5, 9 — дымовые шиберы: 6 - 8 — газовые клапапы; 10—вентилятор; 11—дымовая труба
Технико-экономические показатели работы мартеновских печей. Производительность мартеновских печей оценивается по суточному производству на 1 м2 площади пода. Она зависит от вместимости печи, типа процесса, применяемого топлива, технологии производства и других факторов.
В среднем себестоимость мартеновской и конвертерной стали близки между собой. Сравнение с конвертерным производством показывает также, что производительность труда в мартеновских печах заметно ниже, выше расход огнеупоров, значителен расход дефицитного топлива. В настоящее время в нашей стране более половины стали выплавляется в мартеновских печах, но в ближайшем будущем объем этой выплавки будет в дальнейшем сокращаться, мартеновский процесс будет заменен другими, более экономичными.
2.3. Производство стали в дуговых электропечах
Нагрев материалов в электродуговой печи осуществляется за счет тепла, выделяющегося при горении электрической дуги.
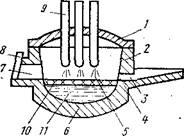
Рис. 4. Схема дуговой электропечи:
1 — свод; 2 - стены; 3 — желоб; 4 – сталевыпускное отверстие; 5 – электрическая дуга; 6 – подина; 7 – рабочее окно; 8 - заслонка; 9 – электроды; 10 – шлак; 11 – металл.
Устройство дуговой электропечи. Схема печи представлена на рис. 4. Печь состоит из кожуха, выполненного из 10...40-мм листового железа, свода и механизмов их поворота, электрододержателей, электродов и механизмов их перемещения, механизма для наклона печи и трансформатора. Кожух состоит из двух половин — сфероидального днища и цилиндрических стен. В кожухе имеются рабочее окно для заправки печи и введения различных добавок и сливной желоб, по которому металл выпускают в ковш. Для этого печь с помощью специального механизма наклоняется на 40... 45°, Этот же механизм обеспечивает наклон печи в сторону рабочего окна на 10...15° для облегчения скачивания шлака.
Загрузка шихтовыми материалами электродуговых печей происходит сверху с помощью специальных корзин. С этой целью поднимаются электроды, приподнимается свод и затем либо свод отводится в сторону, либо корпус печи выкатывается из-под свода. После этого в рабочее пространство из корзины (бадьи) загружают металлолом, чугун и другие необходимые для начала плавки материалы.
Электродуговые печи широко распространены не только на металлургических, но и на машиностроительных заводах.
Технико-экономические показатели работы дуговых электропечей. Основной составляющей себестоимости при производстве легированной стали является стоимость ферросплава. Например, при выплавке нержавеющих или быстрорежущих сталей на свежей шихте стоимость ферросплавов может составлять 95... 99 % от себестоимости стали. При переплаве легированных отходов себестоимость стали значительно снижается за счет уменьшения расхода ферросплавов. В целом себестоимость электростали одной и той же марки незначительно выше, чем конвертерной стали.
2.4. Выплавка стали в индукционных печах
В литейных цехах и на машиностроительных заводах в ряде случаев для выплавки стали применяют индукционные печи. Принцип их работы заключается в том, что переменный ток подводится к индуктору. При этом образуется переменное магнитное поле, которое индуктирует (возбуждает) ток во вторичном контуре (тигле с загруженным в него металлом). Под действием этого тока металл нагревается и плавится. На огнеупорной кладке помещается тигель с навитым на него индуктором, изготовленным из медной трубки, внутри которой для охлаждения циркулирует вода. Ток к индуктору подается по гибким шинам. Футеровку индукционных печей изготовляют набивной из кислых (кварцит) или основных (магнезит) молотых материалов с добавкой до 3% связки, в качестве которой используют обычно борную кислоту. Расход электроэнергии в индукционных печах несколько меньший, чем в электродуговы.х (до 700 кВт-ч/т).
Как правило, индукционные печи применяются для выплавки специальных сталей и сплавов. В печь загружают либо легированные, либо углеродистые отходы, металл расплавляют и добавляют требуемое по марке стали количество ферросплавов.
В том случае, если требуется особо высокое качество сплавов, их выплавляют в вакуумных индукционных .печах (а вакууме или в инертной атмосфере). В этом случае получают металл с низким содержанием кислорода, водорода, азота и серы, а также чистый по неметаллическим включениям.. Такой металл характеризуется более высокими механическими и другими служебными свойствами, значительно легче подвергается деформации как в холодном, так и горячем состоянии, Особенно перспективна вакуумная плавка при производстве высоколегированных жаропрочных и жаростойких сталей и сплавов с повышенным содержанием химически активных элементов (таких как алюминий, титан, цирконий и др.).
2.5. Внепечное рафинирование стали
Если еще 20 лет назад все процессы рафинирования осуществлялись непосредственно в сталеплавильных агрегатах, то в настоящее время многие из этих функций вынесены из агрегата в ковш. В цепочке выплавка стали в агрегате—разливка стали появилось промежуточное звено—внепечная обработка стали. Все современные сталеплавильные цехи в большей или меньшей степени оборудованы различными установками для рафинирования стали в ковше. В задачи отделений внепечной обработки стали входят раскисление, легирование, усреднение металла по составу и температуре, десульфурация, дегазация и модифицирование. (Под модифицированием понимают введение микродобавок, изменяющих структуру металла, а также состав, свойства и форму фаз, выделяющихся при кристаллизации и дальнейшем охлаждении стали).
Выпуск стали в ковш. После окончания плавки стали в агрегате ее выпускают в предварительно подогретый сталеразливочный ковш. Он представляет собой сварной или клепаный металлический кожух в форме усеченного конуса, футерованный внутри огнеупорным кирпичом (обычно шамотным). Ковш оборудован стопорным механизмом или шиберным затвором.
Продувка стали в ковше инертным газом. Задачей этого метода обработки является, в первую очередь, усреднение объема металла по составу и температуре, а также частичная дегазация и очищение стали от неметаллических включений. Продувку осуществляют либо через пористые пробки в днище ковша, либо через специальные фурмы, вводимые в расплав сверху. В качестве рабочего газа используется аргон. Продувка длится 5—8 мин. Это обеспечивает полное выравнивание состава металла и температуры, примерно вдвое снижает содержание неметаллических включений и на 25... 35 % уменьшает водород в стали.
Обработка стали синтетическими шлаками. Для борьбы с серой в ряде сталеплавильных цехов применяется обработка стали в ковше синтетическим шлаком. С этой целью в специальной электропечи выплавляют шлак, обладающий высокой сорбционной способностью по отношению к сере (хорошо поглощающий серу). Этот шлак в количестве 3...5% от массы металла заливают в сталеразливочный ковш и на него выпускают металл из сталеплавильного агрегата. Падая с большой высоты, металл интенсивно перемещается со шлаком, и капли последнего всплывают в металле. Этим достигается большая поверхность взаимодействия, что способствует быстрому протеканию процесса. Этот способ обеспечивает снижение содержания серы в металле в 2... 3 раза.
Продувка металла порошкообразными материалами. В настоящее время этот метод используется для глубокой десульфурации стали. Это позволяет получать сталь с очень низким (0,003 % и ниже) содержанием серы.
Вакуумирование стали. Основной задачей вакуумной обработки является дегазация стали.[2]
2.6. Разливка стали
Разливка стали является заключительной стадией сталеплавильного производства. От ее правильного проведения зависит конечное качество стали. На разливку металл поступает в сталеразливочном. ковше после внепечной обработки. Сталь разливают либо в изложницы, либо на машинах непрерывного литья заготовок (МНЛЗ).
Разливка стали в изложницы. Различают два способа разливки в изложницы: сверху и сифоном.
Каждый из видов разливки стали в изложницы имеет свои преимущества и недостатки. Основными преимуществами разливки стали сверху являются простота подготовки поддонов и малые потери металла (нет литниковых систем). Однако в этом случае за счет разбрызгивания получается плохая поверхность металла, а также низка производительность разливки (каждый слиток разливается последовательно). Поэтому разливку сверху применяют при получении относительно крупных слитков. Разливка сифоном обеспечивает хорошую поверхность слитков, ее производительность значительно выше, чем разливка сверху. Однако при этом усложняется процесс подготовки изложниц к разливке и уменьшается выход годного, так как часть металла затвердевает в литниковой системе.
Непрерывная разливка стали. В современных конвертерных и электросталеплавильньгх цехах разливку стали осуществляют не в изложницы, а на машинах непрерывного литья заготовок (МНЛЗ).
Непрерывная разливка распространяется не только на заводах черной, но и . цветной металлургии. Преимущества непрерывной разливки стали по сравнению с разливкой в изложницы огромны. Если при разливке стали в изложницы возвращается в переплав 20... 30 % стали, то при непрерывной разливке эта величина не превышает 5%. Иначе говоря, перевод разливки в изложницы на непрерывную разливку позволяет на каждой тонне стали сэкономить от 100 до 200 кг металла. В отличие от разливки в изложницы при непрерывной разливке получают не слиток, а заготовку и, следовательно, нет необходимости иметь в составе завода цехи по прокатке заготовки из слитка. Кроме того, при непрерывной разливке нет изложниц и цеха по их подготовке к разливке. Следует также иметь в виду, что процесс непрерывной разливки поддастся автоматизации. Разрабатываются методы совмещения непрерывной разливки с прокаткой.
2.7. Специальные виды электрометаллургии стали
Рассмотренные выше способы производства стали не всегда удовлетворяют непрерывно возрастающие требования к качеству стали со стороны авиационной промышленности, специальных отраслей машиностроения и т. п. Причинами этого являются недостаточная чистота металла по вредным примесям, а также химическая и кристаллическая неоднородность слитков и непрерывнолитых заготовок. Для повышения качества металла, его служебных свойств заготовки, полученные обычными способами, подвергают переплаву в специальных печах (электрошлаковых, вакуумно-дуговых и т. п.).
Электрошдаковый переплав [ЭШП). Этот способ нашел наибольшее распространение в связи с его простотой и экономичностью. Его сущность заключается в том, что через предварительно изготовленный расходуемый электрод, погруженный в шлаковую ванну, пропускают электрический ток.
По сравнению с металлом шлак имеет значительно большее электросопротивление и в нем выделяется тепло, необходимое для повышения температуры и оплавления электрода. Металл каплями стекает через шлак вниз, образуя под шлаком металлическую ванну. При капельном переносе через такой шлак металл дополнительно очищается от вредных примесей, газов и неметаллических включений. Этот процесс осуществляется в медном водоохлаждаемом кристаллизаторе, где металл затвердевает. Медленная кристаллизация жидкой ванны обеспечивает получение плотного однородного металла.
Методом ЭШП переплавляют слитки массой в десятки тонн.
Вакуум-дуговой переплав (ВДП). Сущность метода заключается в том, что переплав происходит в вакууме под действием дуг, возникающих между расходуемым электродом и формирующимся слитком, находящимся в водоохлаждаемом кристаллизаторе. Методом ВДП можно переплавлять слитки массой в десятки тонн. Однако этот метод сложен в своем аппаратурном выполнении и достаточно дорог.
Помимо ЭШП и ВДП существует еще целый ряд переплавных процессов: электронно-лучевой, плазменный и некоторые другие. Каждый из них имеет свои недостатки и преимущества. Выбор метода переплава диктуется требованиями, предъявляемыми к качеству сталей и сплавов.
СПИСОК ЛИТЕРАТУРЫ.
1. Материаловедение и технология металлов / В.Т.Жадан, П.И.Полухин и др. – М.:Металлургия, 1994. – 624 с.
2. Справочник металлиста. В 5-ти т. Т.2 / Под ред. А.Г.Рахштадта, В.А.Брострема. – М.:Машиностроение, 1976. – 720 с.
3. Энциклопедический словарь юного техника / Сост. Б.В.Зубков, С.В.Чумаков. – М.:Педагогика, 1987. – 464 с.
[1] Справочник металлиста. В 5-ти т. Т.2 / Под ред. А.Г. Рахштадта, В.А.Брострема. – М., 1976. – С. 64.
[2] Материаловедение и технология металлов / В.Т. Жадан, П.И.Полухин и др. – М., 1994. – С. 39.