
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Соединения деталей и узлов машин
Реферат: Соединения деталей и узлов машин
РЕФЕРАТ
На тему: «Соединения деталей и узлов машин»
Проверил:
_________________ Иванов Л. П.
<<_____>>________________2008 г.
Выполнил: Кузнецов Н.П.
<<_____>>________________2008 г.
Оренбург
2008
Содержание
1 Общие сведения о соединениях........................................................ 3
2 Клеммовые соединения..................................................................... 3
3 Клеевые соединения.......................................................................... 4
4 Заклепочные соединения................................................................... 5
5 Конические соединения..................................................................... 10
6 Клиновые соединения....................................................................... 12
7 Профильные соединения................................................................... 14
8 Сварные соединения......................................................................... 15
9 Паяные соединения........................................................................... 19
10 Шлицевые соединения..................................................................... 21
11 Штифтовые соединения................................................................... 25
12 Шпоночные соединения.................................................................. 27
13 Резьба............................................................................................... 29
14 Соединения с натягом..................................................................... 34
Список использованной литературы.................................................. 43
1. Общие сведения о соединениях
Общей тенденцией развития соединений является приближение их к целым деталям и удовлетворение условию равнопрочности с соединенными элементами. Иначе материал соединяемых элементов не будет полностью использован.
Соединения по признаку возможности разборки делят на неразъемные, которые нельзя разобрать без разрушения или повреждения (заклепочные, сварные), и разъемные, позволяющие повторные сборку и разборку (резьбовые, клиновые, шлицевые и др.).
Неразъемные соединения осуществляются силами молекулярно-механического сцепления (сварные, паяные, клеевые) или механическими средствами (клепаные, соединения с натягом, вальцованные).
Соединения элементов сосудов и трубопроводов, содержащих жидкости или газы, должны удовлетворять условиям плотности (герметичности). Для этого контактирующие поверхности механических соединений должны быть сжаты давлением, существенно превышающим давление среды.
2. Клеммовые соединения
Клеммовыми называют фрикционные соединения деталей с соосными цилиндрическими посадочными поверхностями, в которых требуемое радиальное давление (натяг) и фиксация за счет сил трения создаются путем деформации изгиба охватывающей детали затянутыми болтами (в соответстивии с рисунком 1).
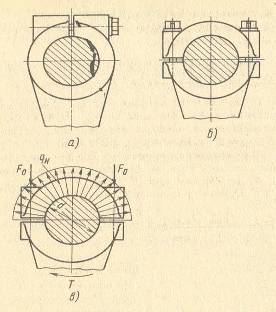
Рисунок 1 – Клеммовые соединения
Эти соединения применяют для передачи вращающего момента и осевой силы между валами, осями и призматическими деталями (рычагами, щеками сборных коленчатых валов, частями установочных колец и т. п.).
При проектировании соединения обычно требуется определить силу затяжки, обеспечивающую взаимную фиксацию деталей и передачу требуемого вращающего момента, а также оценить прочность болта (болтов) и охватывающей детали (клеммы).
В приближенном расчете можно принять, что контактные напряжения от затяжки равномерно распределены по поверхности контакта (как в соединении с натягом). Тогда средние контактные напряжения qв связаны со сдвигающей нагрузкой Q соотношением
![]()
Если соединение имеет п болтов (в одном или двух рядах, см. рис. 5, б), затянутых силой Fо, то условие равновесия клеммы (рис. 5, в) имеет вид пFо=qld.
Учитывая равенство и последнее соотношение, получим
![]()
Диаметр резьбы болта для обеспечения такой силы затяжки

где [σP] – допускаемое напряжение для материалов болта.
Оценку прочности клеммы можно выполнить путем расчета методом конечных элементов или по теории колец.
3. Клеевые соединения
Клеевые соединения - это соединения неметаллическим веществом посредством поверхностного схватывания (адгезии) и внутренней межмолекулярной связи (когезии) в клеящем слое.
Достоинствами этих соединений являются: возможность соединения деталей из разнородных материалов, соединения тонких листов, пониженная концентрация напряжений и хорошее сопротивление усталости, возможность обеспечения герметичности, уменьшенная масса, возможность получения гладкой поверхности изделия.
Применяемые в машиностроении клеи подразделяют на термореактивные - эпоксидные, полиэфирные, фенолоформальдегидные, полиуретановые; термопластичные на основе полиэтилена, поливенилхлорида; эластомеры на основе каучуков. При нормальной температуре 18?20 °С предел прочности на сдвиг большинства клеев 10?20 МПа (предельные достигаемые значения 30?50 МПа); при 200?250 °С снижается на 30?50 %.
Клеи на основе кремнийорганических соединений и неорганических полимеров (в частности, ВК2) обладают теплостойкостью до 700?1000 °С, но меньшей прочностью и повышенной хрупкостью.
Наряду с жидкими клеями применяют клеи в виде пленок, которые вкладывают между соединяемыми деталями, а потом нагревают и сжимают.
Основным недостатком клеевых соединений является их слабая работа на неравномерный отрыв, что накладывает требования на конструкцию соединений. Наиболее широко применяют соединения внахлестку, работающие на сдвиг. Стыковые соединения для обеспечения прочности выполняют по косому срезу (на «ус») или предусматривают накладки. При увеличении толщины клеевого слоя прочность падает. Оптимальная толщина слоя 0,05?0,15 мм.
Успешно применяют клей для повышения прочности сопряжения зубчатых колес с валами и зубчатых венцов со ступицами. Клей начинают использовать при установке наружных колец подшипников качения в корпус, для уплотнения и стопорения резьбовых соединений, для присоединения пластинок режущего инструмента.
Для особопрочных соединений, испытывающих произвольную нагрузку, включая неравномерный отрыв, и вибрационную нагрузку, применяют комбинированные соединения, клеесварные и клеезаклепочные, клеерезьбовые.
Комбинированные соединения обеспечивают равнопрочность с целыми листами и широко применяются в ответственных машинах (в частности, в тяжелых самолетах соединяемые поверхности по несколько сот квадратных метров).
Клеесварные соединения выполняют обычно в виде сочетания клеевых и точечных сварных швов. Толстые листы соединяют двухрядными швами с шахматным расположением точек. Точечную сварку преимущественно производят по жидкому (эпоксидному) клею.
Клеезаклепочные соединения еще прочнее клеесварных. Их обычно выполняют по незатвержденному (фенольному БФ-1, БФ-2 и др.) клею, что исключает необходимость сдавливания соединяемых листов при склеивании.
Успешно применяют клееболтовые соединения.
Рассеяние энергии в клеевых соединениях на 20?30 % больше, чем в обычных фрикционных.
4. Заклепочные соединения
Заклепка (в соответстивии с рисунком 2) представляет собой стержень круглого сечения с головками на концах, одну из которых, называемую закладной, выполняют на заготовке заранее, а вторую, называемую замыкающей, формируют при клепке. Заклепки стягивают соединяемые детали, в результате чего часть или вся внешняя продольная нагрузка на соединения передается силами трения на поверхности стыка.
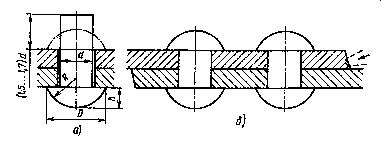
Рисунок 2 – Заклёпка с полукруглыми головками и простейшее заклёпочное соединение
Заклепочные соединения разделяют на: 1) силовые (иначе называемые прочными соединениями), используемые преимущественно в металлических конструкциях машин, в строительных сооружениях;
2) силовые плотные (иначе называемые плотнопрочными соединениями), используемые в котлах и трубах, работающих под давлением.
Плотность также можно обеспечить с помощью клея.
Преимуществами заклепочных соединений являются стабильность и контролируемость качества. Недостатки - повышенный расход металла и высокая стоимость, неудобные конструктивные формы в связи с необходимостью наложения одного листа на другой или применения специальных накладок. В настоящее время заклепочные соединения в большинстве областей вытеснены сварными и этот процесс продолжается.
Область практического применения заклепочных соединений ограничивается следующими случаями:
1) соединения, в которых нагрев при сварке недопустим из-за опасности отпуска термообработанных деталей или коробления окончательно обработанных точных деталей;
2) соединения несвариваемых материалов;
3) соединения в самолетах, например в пассажирском самолете применяют до 2,5 миллионов заклепок;
4) соединения в автомобилестроении для рам грузовых машин. Заклепки изготовляют из прутков на высадочных автоматах.
Клепку стальными заклепками диаметром до 8?10 мм, а также заклепками из латуни, меди и легких сплавов всех диаметров производят холодным способом, а остальных заклепок - горячим способом.
Материал заклепок должен быть достаточно пластичным для обеспечения возможности формирования головок и однородным с материалом соединяемых деталей во избежание электрохимической коррозии. Стальные заклепки обычно изготовляют из сталей Ст2, Ст3, 09Г2 и др.
Государственными стандартами предусмотрены следующие виды заклепок.
Заклепки со сплошным стержнем: с полукруглой головкой (ГОСТ 10299-80* и ГОСТ 14797-85, рисунок 3, а), имеющие основное применение в силовых и плотных швах; с плоской головкой (ГОСТ 14801-85, в соответстивии с рисунком 3, б), предназначенные для работы в коррозионных средах; с потайной головкой (ГОСТ10300-80*, ГОСТ 14798-85, в соответстивии с рисунком 3, в), применяемые при недопустимости выступающих частей, в частности в самолетах; с полупотайной головкой для соединения тонких листов.
Заклепки полупустотелые (ГОСТ 12641-80*, ГОСТ 12643-80, г, д, е) и пустотелые (ГОСТ 12638-80* - ГОСТ 12640-80*, в соответстивии с рисунком 3, ж, з, и) применяют для соединения тонких листов и неметаллических деталей, не допускающих больших нагрузок.
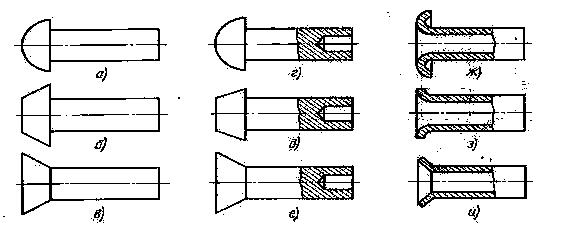
Рисунок 3 – Стандартные стальные заклёпки
Для увеличения ресурса заклепочных соединений создают радиальный натяг, ресурс при этом увеличивается в 2?4 раза.
Для крепления лопаток некоторых паровых и газовых турбин применяют заклепки, устанавливаемые под развертку и работающие в основном на сдвиг.
Наиболее отработаны конструкции, типаж и технология заклепочных соединений в авиационной промышленности.
Кроме традиционных заклепок применяют:
1) заклепки из стержней с одновременным расклепыванием обеих головок и образованием гарантированного натяга по цилиндрической поверхности;
2) заклепки с потайной головкой и компенсатором - местной выпуклостью на головке, деформируемой приклепке и уплотняющей контакт головки;
3) заклепки для швов с односторонним подходом и с сердечником, который при осевом перемещении распирает заклепку, образуя замыкающую головку, а потом обрывается и фрезеруется для обеспечения гладкой поверхности;
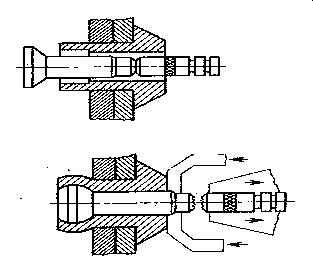
Рисунок 4 – Стержневые заклёпки для односторонней клёпки
4) взрывная заклепка того же назначения, у которой замыкающая головка образуется в результате взрыва вещества, заложенного в отверстие заклепки; взрыв вызывается нагревом закладной головки и стержня;
5) болт-заклепка в виде стержня, устанавливаемого с натягом, и высокой шайбы; при установке болта гайку обжимают на стержне, имеющем в этом месте кольцевые канавки; потом хвостовую часть стержня обрывают;
6) заклепка с большим сопротивлением сдвигу в виде твердой пустотелой заклепки с потайной головкой, притягиваемой винтом.
Заклепочные соединения по конструкции разделяют на соединения внахлестку (в соответстивии с рисунком 5, а), соединения с одной накладкой (в соответстивии с рисунком 5, б) и соединения с двумя накладками (в соответстивии с рисунком 5, в).
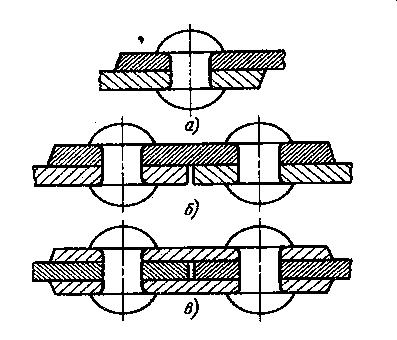
Рисунок 5 – Основные типы заклёпочных соединений
Заклепочные соединения применяют также для деталей машин общего назначения, например для крепления венцов зубчатых колес к ступицам, лопаток в турбинах, противовесов коленчатых валов, тормозных лент и обкладок, для соединения деталей рам и колес автомобилей и т. д.
При конструировании рекомендуется придерживаться следующих правил:
1) в элементах, работающих на растяжение или сжатие для уменьшения их изгиба, заклепки следует располагать возможно ближе к оси, проходящей через центр массы сечений, или симметрично относительно этой оси;
2) в каждом соединении для устранения возможности относительного поворота соединяемых деталей желательно использовать не менее двух заклепок;
3) заклепки по возможности следует размещать таким образом, чтобы соединяемые элементы ослаблялись меньше и их материал использовался более полно, т. е. следует предпочитать шахматное расположение рядному.
Расчет заклепочных соединений. В соответствии с обычными условиями работы заклепочных соединений основными нагрузками для них являются продольные силы, стремящиеся сдвинуть соединяемые детали одну относительно другой. В плотном и точном соединениях необходимо, чтобы вся внешняя нагрузка во избежание местных сдвигов воспринималась силами трения.
Расчет заклепок в соединении, находящемся под действием продольной нагрузки, сводится по форме к расчету их на срез. Трение в стыке учитывают при выборе допускаемых напряжений среза. При центральном действии нагрузки предполагается равномерное распределение сил между заклепками.
В заклепочном соединении допустимая нагрузка, отнесенная к одной заклепке,
![]()
где d - диаметр стержня заклепки; [τ]ср - условное допускаемое напряжение заклепки на срез; i - число срезов.
При центрально действующей нагрузке F необходимое число заклепок z=F/F1.
Заклепки на смятие в односрезном или двухсрезном силовом соединении проверяют по формуле
![]()
где s - толщина стенки соединяемых деталей.
Проверка на смятие плотных соединений не нужна, так как в них вся продольная нагрузка воспринимается силами трения в стыке.
Соединяемые элементы проверяют на прочность в сечениях, ослабленных заклепками:
Допускаемое напряжение для соединений стальных деталей заклепками из сталей Ст2 и Ст3 при расчете по основным нагрузкам: на срез заклепок [τ]ср=140 МПа и на смятие [σ]см=280?320 МПа, на растяжение соединяемых элементов из стали Ст3 [σ]р=160 МПа.
При холодной клепке допускаемые напряжения в заклепках снижают на 30 %.
Для элементов соединений с пробитыми и нерассверленными отверстиями допускаемые напряжения снижают на 30 %.
Если соединение работает при редких знакопеременных нагрузках, допускаемые напряжения понижают умножением на коэффициент
где Fmin и Fmax - наименьшая и наибольшая по абсолютной величине силы, взятые со своими знаками. Для соединения элементов из низкоуглеродистых сталей а=1, b=0,3, а для соединений из среднеуглеродистых сталей а = 1,2, b= 0,8.
Потребная площадь элементов, работающих на растяжение под действием силы F,
где φ=(P-d)/P коэффициент прочности шва, величина которого обычно колеблется в пределах от 0,6 до 0,85; Р - шаг расположения заклепок.
При проектном расчете значением φ задаются, а потом производят проверочный расчет.
В групповых заклепочных соединениях, подверженных сложному напряженному состоянию, силы на одну заклепку определяются, как в резьбовых соединениях.
5. Конические соединения
Конические соединения представляют собой разновидность фрикционных соединений, используемых для передачи вращающего момента между деталями с соосными посадочными поверхностями. Обычно такие соединения применяют для закрепления деталей на концах валов.
Натяг и контактные напряжения в конических соединениях (в отличие от цилиндрических соединений) создаются затяжкой.
Уравнение равновесия при равномерном распределении по длине контактных напряжений q и касательных напряжений τf от трения (сцепления) имеет вид
где r1 и r2 - соответственно минимальный и максимальный радиусы конического участка вала в сопряжении.
Если учесть, что dz=dr·ctgα. то после интегрирования и несложных преобразований получим
![]()
где F0 - сила затяжки соединения; dm и l - средний диаметр и длина соединения; α - угол наклона образующей конуса к оси вала; f - коэффициент трения пары вал - ступица.
Из соотношения видно, что с увеличением угла α (конусности) необходимо увеличивать затяжку соединения для сохранения уровня контактных напряжений.
Обычно из технологических соображений применяют небольшую конусность. По ГОСТ 21081-75 конусность
![]()
что соответствует α≈2°52' (d1 и d2 - минимальный и максимальный диаметры вала в соединении). При большей конусности на несущую способность соединений существенное влияние оказывают погрешности углов конуса вала и ступицы (втулки), т. е. в конических соединениях отношение f/tgα<1. При малом угле α можно принять, что диаметр вала d≈dm.
Вращающий момент, передаваемый соединением.
![]()
Откуда требуемая минимальная сила затяжки соединения
![]()
где k=1,3?1,5 - коэффициент запаса сцепления;. fпр - приведенный коэффициент трения,
![]()
Из формулы следует, что на передаваемый вращающий момент влияют сила предварительной затяжки, средний диаметр и состояние поверхностей контакта.
Максимальная сила затяжки устанавливается из условий прочности (подобно максимальному расчетному натягу). Так как конусность невелика, то максимальная сила затяжки (tgα=0,5K=0,05)
![]()
где D – наружный диаметр ступицы (втулки).
Затяжку соединений контролируют динамометрическим ключом или по осевому перемещению ступицы.
В процессе работы возможно ослабление затяжки из-за обмятия поверхностей контакта (особенно в соединении со шпонкой).
Для фиксации осевого положения иногда используют бурты на валах.
6. Клиновые соединения
Клиновым называют разъемное соединение, затягиваемое или регулируемое с помощью клина. Типичным примером клинового соединения является соединение стержня со втулкой. Соединение обычно затягивают, забивая клин или перемещая его посредством винта.
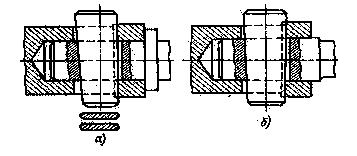
Рисунок 6 – Клиновые соединения стержня со втулкой
Достоинства клинового соединения: 1) быстрота сборки и разборки; 2) возмжность создания больших сил затяжки и возможность восприятия больших нагрузок; 3) относительная простота конструкции.
По назначению клиновые соединения разделяют на: 1) силовые, предназначенные для прочного скрепления деталей; 2) установочные, предназначенные для установки и регулирования требуемого взаимного положения деталей.
Силовые соединения применяют для постоянного скрепления при редких разборках в машинах и при частой сборке и разборке в приспособлениях для обработки деталей на станках и в сборных литейных моделях.
Большинство силовых клиновых соединений выполняют с предварительным натягом: клином создается внутренняя сила, действующая и при отсутствии внешней нагрузки. Установочные клиновые соединения обычно выполняют без предварительного натяга с силовым замыканием, преимущественно нагрузкой от сил тяжести.
В клиновых соединениях применяют почти исключительно односкосные клинья. Рабочие поверхности клиньев выполняют цилиндрическими или плоскими с фасками. В крепежных клиновых соединениях уклоны выбирают из условия самоторможения равными 1:100, 1:50, в часто затягиваемых и установочных клиньях - 1:20, 1: 10, 1:4.
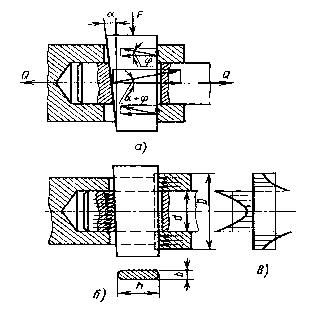
Рисунок 7 – Расчётные схемы клинового соединения
Примерные соотношения размеров клиньев в соединении стержня диаметром d со втулкой:
толщина клина (из условия равнопрочности стержня на растяжение и на смятие клином) b=(0,25?0,3)d; высота сечения клина h≥2,5b.
При забивании и выбивании клина (в соответстивии с рисунком 7), а суммарные силы на рабочих гранях клина наклонены к нормалям на угол трения φ в сторону, обратную перемещению клина. Обозначим силу забивания клина через F, а силу, развиваемую на стержне,- через Q. В установочных клиновых соединениях она равна полезной внешней нагрузке Q=Qвн. В соединениях с предварительным натягом по условию, что после приложения внешней нагрузки в соединении сохраняется натяг, расчетная сила в стержне Q=(1,25?1,5)Qвн. Согласно условию равновесия клина в направлении его оси можно записать F=Q[tg(α+φ)+tgφ].
Сила выбивания клина
![]()
Самоторможение определяется условием, что сила F1 больше или равна нулю. Полагая в предыдущем уравнении F1≥0, получаем
![]() , отсюда α≤2φ.
, отсюда α≤2φ.
Таким образом, угол односкосного клина или сумма углов сторон (угол заострения) двускосного клина должны быть меньше двойного угла трения на рабочих гранях.
Расчетный коэффициент трения обычно принимают равным 0,1; тогда φ≈5°45'. Однако при пластичном смазочном материале и чистых поверхностях коэффициент трения может снижаться до 0,04. Наоборот, при сухих обезжиренных поверхностях коэффициент трения возрастает до 0,2?0,3 и более. В крепежных клиновых соединениях обеспечивается значительный запас самоторможения. При уклонах, меньших 1:25, и постоянной нагрузке нет необходимости в специальных стопорных устройствах, предохраняющих соединения от самопроизвольного ослабления. В остальных случаях клинья специально закрепляют.
При расчёте клина предпологают, что давление по поверхности контакта распределяется равномерно (рисунок 7, б). В действительности распределение давления особенно при больших нагрузках более благоприятно для прочности клина на изгиб (рисунок 7, в).
Дополнительно проверяют поверхность контакта клина и втулки на смятие, хвостовую часть стержня на срез, а также прочность втулки как толстостенной трубы, подверженной внутреннему давлению.
7. Профильные соединения
Профильными называют соединения, в которых ступица (втулка) насаживается на фасонную поверхность вала и таким образом обеспечивается жесткое фиксирование деталей в окружном направлении и передача вращения. В качестве примера показано соединение на квадрате со скругленными углами (для снижения концентрации напряжений); применяются также соединения эллиптического и треугольного сечений.
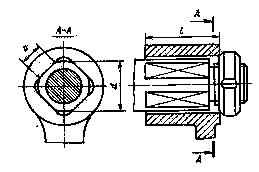
Рисунок 8 – Профильное соединение
По сравнению со шпоночными и шлицевыми эти соединения имеют небольшую концентрацию напряжений и более высокую точность центрирования. Однако сложность изготовления профильной поверхности ограничивает области применения соединений.
Расчет соединений. Профильные соединения рассчитывают на смятие. Условие прочности по допускаемым напряжениям для соединения имеет обычный вид:
![]()
где l - длина соединения, обычно l=(1?2)d; b - ширина прямолинейной части грани; [σсм] допускаемое напряжение смятия, для термообработанных поверхностей [σсм]=100?140 МПа.
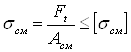
8. Сварные соединения
Сварные соединения - это неразъемные соединения, основанные на использовании сил молекулярного сцепления и получаемые путем местного нагрева деталей до расплавленного состояния (сварка плавлением электродуговая, электрошлаковая и др.) или до тестообразного состояния, но с применением механической силы (контактная сварка).
Дуговая сварка металлическим электродом осуществляется электрической дугой между электродом и изделием. Выделяемое тепло оплавляет соединяемые детали и расплавляет электрод (или присадочный материал), который дает дополнительный металл для формирования шва. Дуговая электрическая сварка является крупным русским изобретением (Н. И. Бенардос, 1882 г., и Н. Г. Славянов, 1888 г.).
Основным способом механизированной дуговой сварки, обеспечивающим ысокое качество шва, производительность и экономичность процесса, является автоматическая сварка под слоем флюса. Особенно эффективно применение автоматической сварки в серийном производстве и для конструкций с длинными швами. Для конструкций с короткими разбросанными швами применяют полуавтоматическую шланговую сварку, а при малом объеме сварочных работ ручную дуговую сварку.
Для сварки металлических деталей малой толщины, деталей из высоколегированных сталей, цветных металлов и сплавов получили распространение дуговая сварка в среде защитных газов, сварка в углекислом газе и аргонодуговая сварка.
Электрошлаковая сварка так же, как и дуговая, представляет собой сварку плавлением; при прохождении тока через шлаковую ванну от электрода к изделию выделяется теплота, расплавляющая основной и присадочный материалы. Электрошлаковая сварка предназначена для соединения деталей толщиной от30 мм до 1?2 м. Электрошлаковая сварка позволяет заменять сложные тяжелые цельнолитые и цельнокованые конструкции сварными из поковок, отливок или листов, позволяет формировать переходные поверхности (галтели), что значительно облегчает и удешевляет производство. Электрошлаковую сварку применяют, в частности, для чугунных отливок.
Контактная сварка основана на разогреве стыка теплотой, выделяющейся при пропускании через него электрического тока, и сдавливании деталей. Контактную сварку применяют преимущественно в серийном и массовом производствах.
При сварке трением используется теплота, выделяемая в процессе относительного движения свариваемых деталей, преимущественно тел вращения.
Применяют также специальные виды сварки:
1) диффузионную, позволяющую соединять разнородные материалы и обеспечивающую минимальное изменение свойств соединения по сравнению со свойствами основных материалов;
2) электронно-лучевую (весьма экономически выгодную) и лазерную, обеспечивающие узкую зону проплавления, малые деформации и позволяющие сварку закаленных деталей;
3) радиочастотную, преимущественно применяемую для тонких труб и весьма производительную;
4) ультразвуковую в приборостроении для деталей малой толщины из однородных и разнородных металлов;
5) сварку взрывом, преимущественно для покрытий.
Существенные перспективы, в частности для повышения
производительности сварки и резки, дает применение плазменного процесса.
Весьма эффективны наплавки, повышающие износостойкость в 3?10 раз. Возможна наплавка слоя практически любого металла или сплава на заготовку из обычной конструкционной стали.
Широко применяют восстановительные наплавки, но еще недостаточно применяют наплавки, выполняемые в процессе изготовления, хотя они наиболее выгодны. Успешно наплавляют клапаны автомобильных двигателей и дизелей, лемехи, бандажи железнодорожных колес, прокатные валки.
Разработана сварка пластмасс газовыми теплоносителями, нагревательными элементами ТВЧ., ультразвуком, трением, с помощью химических реакций.
Сварные соединения по взаимному расположению соединяемых элементов можно разделить на следующие группы:
1) Соединения стыковые. Соединяемые элементы являются продолжением один другого, сварку производят по торцам.
2) Соединения нахлесточные. Боковые поверхности соединяемых элементов частично перекрывают одна другую.
3) Соединения тавровые. Соединяемые элементы перпендикулярны или реже наклонны один к другому. Один элемент торцом приваривается к боковой поверхности другого.
4) Соединения угловые. Соединяемые элементы перпендикулярны или наклонны один к другому и привариваются по кромкам.
Применение стыковых соединений, как наиболее близких к целым деталям, расширяется, а применение нахлесточных сокращается.
Применение сварных конструкций обеспечивает существенную экономию металла по сравнению с клепаными и литыми. Экономия металла по сравнению с клепаными конструкциями получается в основном ввиду:
а) полного использования рабочих сечений соединяемых элементов без ослабления их отверстиями для заклепок;
б) возможности непосредственного соединения элементов без вспомогательных деталей (накладок).
Общая экономия металла составляет в среднем 15?20 %.
Экономия металла по сравнению с литыми конструкциями достигается благодаря:
а) более высоким механическим свойствам материалов и меньшим остаточным напряжениям;
б) более тонким стенкам;
в) меньшим припускам на механическую обработку.
Сварные стальные конструкции легче чугунных литых на величины до 50%, а стальных литых - до 30 %.
Для сварки характерны высокие экономические показатели: малая трудоемкость процесса, относительно низкая стоимость оборудования, возможность автоматизации и т. д. Относительно низкая стоимость сварочного оборудования определяется тем, что оно не связано с использованием больших сил (как кузнечно-прессовое оборудование) и с необходимостью плавления большого количества металла (как литейное производство).
Недостатком сварки является нестабильность качества шва, зависящая от квалификации сварщика. Этот недостаток в значительной степени устраняется применением автоматической сварки.
Сварка является основным видом получения соединений металлических строительных конструкций. Наиболее прогрессивно изготовление металлических конструкций на заводах сваркой, а их соединение на строительных объектах высокопрочными болтами.
Сварка позволяет удешевлять и совершенствовать конструкции деталей, полученных разными заготовительными операциями, поковок, проката, отливок и деталей из разных материалов.
Широкое применение находят сварные конструкции из гнутых или штампованных элементов. Эти конструкции допускают рациональные формы при малой трудоемкости.
Общим исходным условием проектирования сварных соединений является условие равно прочности шва и соединяемых элементов.
Расчет сварных конструкций. Прочность сварных соединений при переменной нагрузке.
Сварные соединения, равнопрочные при статических нагрузках соединяемым элементам, при переменных нагрузках оказываются относительно слабее.
Это объясняется: 1) концентрацией напряжений (связанной с геометрией стыка, сварочными дефектами, а для фланговых и косых угловых швов – совместной работой с соединяемыми элементами); 2) остаточными напряжениями; в) литейной структурой шва, изменением структуры металла около шва и выгоранием легирующих компонентов.
Наибольшим сопротивлением переменным нагрузкам обладают стыковые соединения, особенно при снятых механической обработкой утолщениях.
Прочность сварных соединений при действии переменных нагрузок сильно зависит от качества швов. Например, при наличии в стыковых швах даже незначительного непровара прочность снижается на 50 %. Такое же снижение получается от сварки электродами с тонкими покрытиями.
Большое значение имеет конструкция швов. Например, прочность при переменных нагрузках тавровых соединений со скосами кромок в связи с меньшей концентрацией напряжений в 1,5 раза выше, чем без разделки кромок. От постановки накладок для усиления стыковых соединений прочность при переменных нагрузках, как правило, не только не увеличивается, но, наоборот, уменьшается в связи с появлением источников резкой концентрации напряжений.
Следует избегать совмещения сварных швов с местами концентрации напряжений от формы. Следует обеспечивать равномерную толщину швов, в частности исключать большие скопления наплавленного металла в местах пересечения швов. Следует так располагать швы, чтобы было удобно их сваривать и контролировать.
Кардинальным средством повышения прочности сварных соединений при переменных нагрузках является наклеп дробью и чеканка.
В опытах на сварных лабораторных образцах дробеструйной обработкой удавалось повысить прочность более чем в 1,5 раза и даже довести прочность до прочности целых образцов; прочность соединений электрошлаковой сваркой удавалось повысить в 2 раза.
Выбор допускаемых напряжений. Допускаемые напряжения в сварных швах при статической нагрузке задаются в долях от допускаемого напряжения основного металла соединяемых элементов на растяжение в зависимости от способа сварки.
Допускаемые напряжения основного металла в металлических строительных и крановых конструкциях (в соответствии со «Строительными нормами и правилами» ) определяют по зависимости
![]()
где R - расчетное сопротивление разрушению (R=0,9σТ для низкоуглеродистой и R=0,85σТ для низколегированной стали); m - коэффициент условий работы, в большинстве случаев равный 0,9; при повышенной податливости элементов и в некоторых других случаях т=0,8; kH - коэффициент надежности, обычно kH=1?1,2, для подкрановых балок при тяжелом режиме kH=1,3?1,5.
Обычно
![]() = σТ/(1,35?1,6)
для углеродистых и
= σТ/(1,35?1,6)
для углеродистых и ![]() = σТ/(1,5?1,7)
для легированных сталей.
= σТ/(1,5?1,7)
для легированных сталей.
В строительных конструкциях при переменных нагрузках расчетные сопротивления или допускаемое напряжение умножают на коэффициент γ=с/(а-br), если наибольшее напряжение растягивающее, или на коэффициент γ=с/(а-br), если наибольшее напряжение сжимающее, где r=σmin/σmax характеристика цикла, а, b, с - коэффициенты.
Расчет на сопротивление усталости машиностроительных сварных конструкций можно проводить по основному металлу вблизи шва, если обеспечена статическая равнопрочность со швами.
Расчет на надежность сварных соединений. На основании отечественных и зарубежных исследований, содержащих диапазон рассеяния предела выносливости сварных соединений: стыковое соединение, сварка автоматическая и полуавтоматическая 0,03; то же, сварка ручная 0,05; нахлесточное соединение 0,06; сварные двутавровые балки 0,05; сварные коробчатые балки 0,09.
Окалина может служить самостоятельным источником вариации предела выносливости с коэффициентом 0,06. Эти коэффициенты должны квадратически суммироваться с коэффициентом вариации для деталей одной плавки без сварного шва и коэффициентом по плавкам.
9. Паяные соединения
Паяные соединения - это неразъемные соединения, обеспечиваемые силами молекулярного взаимодействия между соединяемыми деталями иприпоем. Припой - это сплав или металл, вводимый в расплавленном состоянии в зазор между соединяемыми деталями и имеющий более низкую температуру плавления, чем соединяемые детали. Отличие пайки от сварки - отсутствие расплавления или высокотемпературного нагрева соединяемых деталей.
Связь в паяном шве основана на:
растворении металла деталей в расплавленном припое;
взаимной диффузии элементов припоя и металла соединяемых деталей;
бездиффузионной атомной связи.
Прочность паяного шва существенно выше, чем припоя, в связи с растворением в слое материала деталей и в связи с тем, что слой находится в стесненном напряженном состоянии между соединяемыми деталями.
Пайкой соединяют однородные и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и т. д.
Основные паяные соединения: внахлестку (ПН-l?ПН-6, включая телескопические ПН-4?ПН-6), встык (ПВ-l, ПВ-2), вскос (ПВ-3, ПВ-4), втавр (ПТ-1?ПТ-4), соприкасающиеся (ПС-l, ПС-2). Преимущественное применение имеют соединения внахлестку, как обеспечивающие достаточно высокую прочность вплоть до достижения равнопрочности с целыми деталями.
Стыковые соединения имеют применение, ограниченное малыми нагрузками, что связано с малыми поверхностями спая.
Соединения ступенчатые и вскос (ПВ-3, ПВ-4 с углом не более 30°) способны обеспечивать необходимую прочность, но их применение ограничивается сложностью изготовления.
Пайкой соединяют листы, стержни, трубы между собой и с плоскими деталямии др. Важную область составляют сотовые паяные конструкции (рисунок 9).
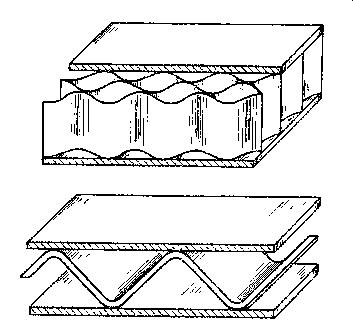
Рисунок 9 – Сотовые конструкции
Припои должны быть легкоплавкими, хорошо смачивать соединяемые поверхности, обладать достаточно высокой прочностью, пластичностью, непроницаемостью. В технике применяют широкую номенклатуру припоев, разделяемую на группы по температуре плавления и по химическому составу.
В машиностроении употребительны следующие припои.
оловянно-свинцовые по ГОСТ 21930-76* ПОС 61, ПОС 40, ПОС 30, ПОС 10 и др.
оловянно-свинцовые сурьмянистые и малосурьмянистые по ГОСТ 21930-76* (автомобилестроение, соединения цинковых и оцинкованных деталей и др.);
серебряные, оловянные, оловянно-свинцовые с содержанием серебра до 10 % по ГОСТ 19738-74* (ответственные соединения, требуюшие высокой прочности, коррозионной стойкости, относительно невысокой температуры плавления, повышенной электропроводности);
медно-цинковые сплавы - латуни (для большинства металлических деталей, кроме деталей, подвергаемых ударным и вибрационным нагрузкам).
В процессе пайки для защиты поверхностей от загрязнения и окисления и соответственно для улучшения растекания жидкого припоя применяют флюсы.
При низкотемпературной пайке применяют в виде флюса канифоль и ее растворы, вазелин, а также более активные флюсы, содержащие органические кислоты (олеиновую, молочную, лимонную) и др.
Для повышения активности флюса добавляют фтористые и хлористые соли металлов.
Применяют многообразные способы пайки: паяльником с периодическим подогревом или с непрерывным подогревом газом, жидким топливом или электрическим подогревом; газопламенными горелками; электронагревом (преимущественно электросопротивлением); в жидких средах; в печах; специальные.
Наиболее проста пайка паяльником, наиболее производительны пайки в жидких средах и в печах.
Расчет паяных соединений проводят по номинальному напряжению в зависимости от предела прочности. Значения предела прочности на срез при пайке наиболее распространенными оловянно-свинцовыми припоями:
| Материал детали | Сталь 20 | Сталь Х18Н9Т | Медь М3 | Латунь Л62 |
|
τср, МПа |
28 | 32 | 27 | 22 |
Предел прочности спая на растяжение (по опытам с серебряными припоями ПСр40 и ПСр45) для большинства сталей на 30-40 % выше τср, а для особо высоколегированных сталей выше до 2 и более раз.
10. Шлицевые соединения
Шлицевые соединения (в соответстивии с рисунком 10) условно можно рассматривать как многошпоночное, у которого шпонки выполнены как одно целое с валом. Шпоночные и зубчатые соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т. д.
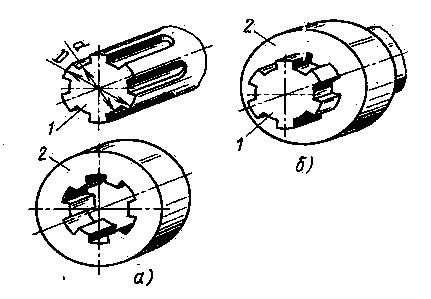
Рисунок 10 – Детали (а) и шлицевое соединение (б): 1- вал; 2 – втулка (ступица)
Соединения обеспечивают жесткое фиксирование деталей в окружном направлении и допускают их взаимные осевые перемещения (подвижные соединения).
По форме поперечного, сечения различают три типа соединений: прямобочные ГОСТ 1139-80; эвольвентные ГОСТ6033-80; треугольные (изготовляются по отраслевым стандартам).
Соединения с прямобочными зубьями распространены в машиностроении. В зависимости от числа зубьев (z=6?20) и их высоты ГОСТ 1139-80 предусматривает три серии соединений для валов с внешним диаметром от 14 до 125 мм.
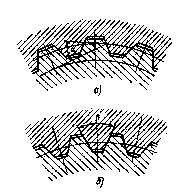
Рисунок 11 – Шлицевые соединения с эвольвентными (а) и треугольными (б) зубьями
При переходе от легкой к тяжелой серии при неизменном внутреннем диаметре зубьев увеличиваются их число, внешний диаметр и, как следствие, нагрузочная способность.
Центрирование, т. е. соосное положение соединяемых деталей, осуществляют: по внешнему (в соответстивии с рисунком 11, а) или внутреннему (в соответстивии с рисунком 11, б) диаметру зубьев, а также по боковым поверхностям зубьев.
Для первых двух типов центрирования соединения имеют минимальные зазоры по поверхностям диаметров D и d соответственно и ограниченный зазор по боковым сторонам. По нецентрирующему диаметру предусмотрен значительный зазор. При третьем типе центрирования минимальный зазор устанавливают по боковым сторонам зубьев и значительные зазоры по поверхностям диаметров D и d. Стандартом предусмотрены три формы исполнения зубьев вала и одна для впадин втулки.
Центрирование по внешнему диаметру зубьев технологически наиболее простое и экономичное, так как центрирующие поверхности допускают точную и производительную обработку. Такое центрирование применяют в основном для неподвижных соединений.
Рекомендуемые посадки по ширине b при центрировании по наружному диаметру: F8/f7, F8/f8, F8/js7 и др.
Центрирующие поверхности вала шлифуют, обеспечивая наиболее высокую точность центрирования. Такое центрирование используют обычно в подвижных соединениях: Рекомендуют следующие посадки по центрирующему диаметру d: H7/f7, H7/g6, Н7/ js7 и др.
Центрирование по боковым сторонам зубьев применяют сравнительно редко, лишь в соединениях, подверженных реверсивным динамическим нагрузкам. Оно не обеспечивает соосности вала и ступицы, хотя имеет высокую нагрузочную способность. Рекомендуемые посадки по ширине b: F8/js7, D9/e8. D9/f8 и др.
Соединения с эвольвентными шлицами более технологичны, чем прямобочные шлицевые соединения. Для обработки валов с эвольвентными шлицами требуется меньший комплект более простого инструмента и используется совершенная технология зубообработки.
Соединения имеют более высокую точность и прочность благодаря большей площади контакта, большему числу зубьев и скруглению впадин, снижающему концентрацию напряжений. В cвязи с этим области применения соединений непрерывно расширяются. Их центрирование выполняют обычно по боковым поверхностям зубьев. Рекомендуемые посадки: 7H/7h, 7Н/9r, 7Н/8р - для неподвижных соединений и 9H/9f, 9H/9g, 11H/l0d - для подвижных соединений.
В отличие от зубчатых колес угол профиля (α=30°) увеличен, а высота зуба уменьшена (h=m).
По ГОСТ 603З-80 размерный ряд охватывает эвольвентные шлицевые соединения с модулями m=0,5?10 мм, наружными диаметрами D =4?500 мм и числами зубьев z=6?82.
При использовании прямобочных и эвольвентных соединений для направления осевого перемещения деталей, посаженных на вал (например, зубчатых колес в коробках передач), твердость поверхности зубьев повышают до 54-60 HRC для уменьшения износа.
Соединения с треугольными зубьями применяют преимущественно для неподвижных соединений при тонкостенных втулках, а также в соединениях стальных валов со ступицами из легких сплавов, в приборостроении. Они позволяют координировать положение вала и втулки в пределах малых углов. По рекомендации СЭВ (РС 656-66) угол профиля β=60° при номинальных диаметрах до 60 мм. Кроме таких соединений, в машиностроении по отраслевым стандартам изготовляют соединения с другими углами профиля (72°, 90° и др.) и D=5?75 мм.
В быстроходных передачах авиационные и автомобильные коробки передачи т. п. точность центрирования шлицевых соединений часто недостаточна. Для ее повышения центрирование осуществляют по вспомогательным поверхностям (коническим, цилиндрическим, а иногда отказываются от применения соединений и колеса изготовляют как одно целое с валом.
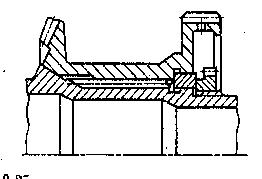
Рисунок 12 – Центрирования деталей шлицевого соединения по конической и цилиндрической дополнительным поверхностям
Проектирование и расчет соединений. Основные размеры шлицевого соединения задают при конструировании вала. Длину соединения принимают не более 1,5D; при большей длине существенно возрастает неравномерность распределения нагрузки вдоль зубьев и трудоемкость изготовления. Учитывая, что соединения в машинах выходят из строя преимущественно из-за повреждения рабочих поверхностей зубьев и усталостного разрушения шлицевых валов, после проектирования выполняют проверочный расчет зубьев.
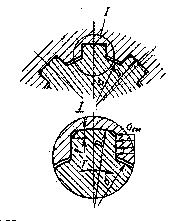
Рисунок 13 – Расчётная схема зуба шлицевого соединения
Условие прочности по допускаемым напряжениям смятия имеет вид
где dm - средний диаметр соединения; z - число зубьев; h и l - соответственно высота и длина поверхности контакта зубьев; ψ - коэффициент, учитывающий неравномерное распределение нагрузки между зубьями и вдоль зубьев (ψ=0,5?0,7); [σсм] - допускаемое напряжение смятия на боковых поверхностях.
Для соединения с эвольвентными зубьями принимают: [σсм] =0,2σв для неподвижных соединений с химико-термической обработкой зубьев;
[σсм] =0,lσв - то же для подвижных соединений. Для соединений с зубьями без химико-термической обработки значения [σсм] снижают вдвое. Высота и длина поверхности контакта: для прямобочных зубьев
![]() ;
; ![]() ;
;
для эвольвентных зубьев h=m; dm=mz, где m – модуль зубьев.
Шлицевым соединениям присуща высокая концентрация нагрузки, обусловленная погрешностями изготовления, смещениями осей деталей под нагрузкой, закручиванием деталей. Лишь в идеально точном соединении при действии вращающего момента Т нагрузка между зубьями распределена равномерно
![]() ; где I – номер зуба.
; где I – номер зуба.
При совместном действии момента и радиальной силы F, нагрузка между зубьями будет распределяться неравномерно
![]() и
и ![]()
В реальных соединениях имеются погрешности в угловом шаге зубьев вала и втулки, а также радиальные зазоры, которые приводят к существенно неравномерному распределению нагрузки в окружном направлении и циклическому взаимному смещению деталей в осевом направлении, изнашиванию зубьев и развитию контактной коррозии.
В приближенном расчете концентрацию нагрузки учитывают общим коэффициентом ψ. Для улучшения распределения нагрузки и повышения долговечности соединений повышают точность изготовления, совершенствуют формы деталей и выполняют ряд других мероприятий.
11 Штифтовые соединения
Штифтовые соединения применяют при небольших нагрузках преимущественно в приборостроении. Соединяемые детали сопрягаются при этом по переходным посадкам.
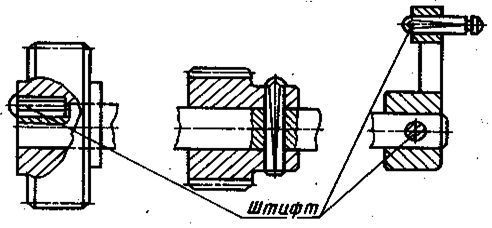
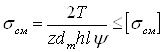
Рисунок 14 – Штифтовые соединения
Для исключения выпадения в процессе работы используют штифты: с насеченными канавками, вальцованные, резьбовые. Часто для этих же целей производят разведение концов штифтов.
Рисунок 15 – Штифты (а – гладкие, б – с канавками, в – с резьбовым концом, г – разводной конический)
Основные типы штифтов стандартизованы. Их изготовляют из углеродистых сталей 30, 45, 50 и др.
По характеру работы штифтовое соединение подобно заклепочному (работает на срез и смятие). Для расчета соединения используют те же зависимости. Условие прочности при срезе радиального штифта,
а условие прочности по смятию
где Ft - срезающая сила (осевая или окружная); i - число поверхностей среза; Ас=πd2/ 4 - площадь штифта при срезе; Асм=d(D-d1) - площадь поверхности смятия (сжатия); [τc]=70?80 МПа - допускаемое напряжение при срезе; [σсм] =200?300 МПа - допускаемое напряжение при смятии.
Срезающая сила при передаче вращающего момента Ft=2T/d1.
Штифты диаметром d=(0,1?0,15)dв и длиной l=(3?4)dв (dв - диаметр вала) устанавливают по посадке с натягом Н7/r6 в отверстия, совместно просверленные и развернутые при сборке в валу и ступице по стыку посадочных поверхностей.
Рисунок 16 – Схемы к расчёту соединений радиальным (а) и осевым (б) штифтами
Многоштифтовые соединения этого типа по прочности близки к шлицевым.
12. Шпоночные соединения
Соединения двух соосных цилиндрических деталей для передачи вращения между ними осуществляется с помощью шпонки 1 (в соответстивии с рисунком 17, а), специальной детали, закладываемой в пазы соединяемых вала 2 и ступицы 3.
Рисунок 17 – Шпоночные соединения
В машиностроении применяют ненапряженные (без нагрузки) соединения (с помощью призматических и сегментных шпонок (в соответстивии с рисунком 17, б и в), и напряженные соединения (с помощью клиновых шпонок (в соответстивии с рисунком 17, г)). Шпонки этих типов стандартизованы, их размеры выбирают по ГОСТ 23360-78, ГОСТ 24071-80 и ГОСТ 24068-80.
Основные достоинства соединений состоят в простоте конструкции и возможности жесткой фиксации насаживаемой детали в окружном направлении.
Однако соединения трудоемки в изготовлении, требуют ручной пригонки или подбора. Это ограничивает использование соединений в машинах крупносерийного и массового производства. Не рекомендуется применение соединений для быстровращающихся валов ответственного назначения из-за сложности обеспечения концентричной посадки сопрягаемых деталей.
Шпоночные соединения применяют преимущественно в тех случаях, когда посадку с натягом не удается реализовать по условиям прочности или технологическим возможностям.
Соединения призматическими шпонками. Применяются в конструкциях наиболее широко, так как просты в изготовлении и имеют сравнительно небольшую глубину врезания в вал.
Шпонки имеют прямоугольное сечение с отношением высоты к ширине от 1 (для валов диаметром до 22 мм) до 0,5 (для валов больших диаметров). Их устанавливают с натягом в пазы валов. Рабочими у шпонок являются боковые узкие грани. В радиальном направлении предусмотрен зазор, В ответственных соединениях сопряжение дна паза с боковыми сторонами выполняют по радиусу для снижения концентрации напряжений. Материал шпонок - чистотянутая сталь 45 или сталь Ст6 с пределом прочности σв =590?750 МПа.
Если принять для упрощения, что напряжения в зоне контакта распределены равномерно, и плечо равнодействующей этих напряжений равно 0,5d (где d - диаметр вала), то средние контактные напряжения (напряжения смятия, вызывающие смятие рабочих граней)
где Т
- вращающий момент; lр - рабочая длина шпонки; t2=0,4h
- глубина врезания шпонки в ступицу; ![]() -
допускаемое напряжение на смятие.
-
допускаемое напряжение на смятие.
На
практике сечение шпонки подбирают по ГОСТ 23360-78 в зависимости от диаметра
вала, а длину l шпонки назначают на 5-10 мм меньше длины ступицы. Затем по формуле (1) оценивают прочность соединения на смятие или
вычисляют предельный момент, соответствующий напряжению ![]() .
.
Рабочая длина шпонки lp=l-b может быть определена из очевидного соотношения.
 .
.
Проверку
прочности шпонок на срез обычно не производят, так как это условие
удовлетворяется при использовании стандартных сечений шпонок и рекомендуемых
значений ![]() .
.
Если условие прочности не выполняется, то соединение образуют с помощью двух шпонок, установленных под углом 120 или 180°.
Соединения характеризуются существенно неравномерным распределением нагрузки и напряжений как по высоте сечения, так и по длине шпонки. Это вызывает упругопластическое смятие рабочих граней пазов и шпонки, закручивание ее, особенно при наличии зазора между валом и ступицей. Поэтому длину шпоночных соединений ограничивают (l≤1,5d), а посадку зубчатых колес, шкивов, полумуфт и других деталей на валы осуществляют с натягом (посадки Н7/р6; Н7/r6; H7/s7; H7/k6 и т. п.).
В этом случае шпоночные соединения по существу выключаются из работы и оказываются резервными, а шпонки обеспечивают лишь жесткую фиксацию в окружном направлении насаживаемых деталей.
Соединения сегментными шпонками. Сегментные шпонки имеют более глубокую посадку и не перекашиваются под нагрузкой, они не требуют ручной пригонки. Однако глубокий паз существенно ослабляет вал, поэтому сегментные шпонки используют преимущественно для закрепления деталей на малонагруженных участках вала (например, на входных или выходных хвостовиках валов).
Расчет
соединений с сегментными шпонками также производят по формуле, принимая t2=h-t1.
Допускаемые напряжения смятия ![]() при
постоянной нагрузке в соединении стального вала и шпонки из чистотянутой стали
(σв=500?600 МПа) в зависимости от материала ступицы можно
выбирать следующими: 150-180 МПа - для ступиц из стали; 80-100 МПа - из чугуна
и алюминия; 15-25 МПа - из текстолита и древопластика.
при
постоянной нагрузке в соединении стального вала и шпонки из чистотянутой стали
(σв=500?600 МПа) в зависимости от материала ступицы можно
выбирать следующими: 150-180 МПа - для ступиц из стали; 80-100 МПа - из чугуна
и алюминия; 15-25 МПа - из текстолита и древопластика.
Большие значения принимают при легком режиме работы (переменная нагрузка не больше 5% от постоянной), а меньшие - при тяжелых условиях эксплуатации (нагрузка знакопеременная с ударами).
13. Резьба
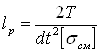
Резьба - выступы, образованные на основной поверхности винтов или гаек и расположенные по винтовой линии. Резьбовое соединение образуется двумя (реже тремя) деталями. У одной из них на наружной, а у другой на внутренней поверхности имеются расположенные по винтовой поверхности выступы – соответственно наружная и внутренняя резьба (в соответстивии с рисунком 18).
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т. п.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ось основной поверхности. По форме профиля различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой — справа налево и вверх. Наиболее распространена правая резьба. Левую резьбу применяют только в специальных случаях.
Если витки резьбы расположены по двум или нескольким параллельным винтовым линиям, то они образуют многозаходную резьбу. По числу захода различают однозаходную, двухзаходную и т. д. резьбы. Наиболее распространена однозаходная резьба. Все крепежные резьбы однозаходные. Многозаходные резьбы применяются преимущественно в винтовых механизмах. Число заходов больше трех применяют редко.
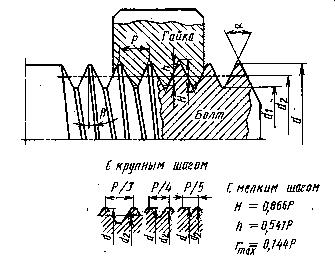
Рисунок 18 – Резьбовое соединение с метрической резьбой
Методы изготовления резьбы
1. Нарезкой вручную метчиками или плашками. Способ малопроизводительный. Его применяют в индивидуальном производстве и при ремонтных работах.
2. Нарезкой на токарно-винторезных или специальных станках.
3. Фрезерованием на специальных резьбофрезерных станках. Применяют для нарезки винтов больших диаметров с повышенными требованиями к точности резьбы (ходовые и грузовые винты, резьбы на валах и т.д.).
4. Накаткой на специальных резьбонакатных станках-автоматах. Этим высокопроизводительным и дешёвым способом изготовляют большинство резьб стандартных крепёжных деталей (болты, винты и т.д.). Накатка существенно упрочняет резьбовые детали.
5. Литьём на деталях из стекла, пластмассы, металлокерамики и др.
6. Выдавливанием на тонкостенных давленных и штампованных изделиях из жести, пластмассы и т.д.
Наибольшее распространение в машино- и приборостроении имеет метрическая резьба по ГОСТ 8724-81 с крупными мелким шагами. Она обозначается буквой М и цифрами, показывающими наружный диаметр резьбы (например, резьба, имеющая d=24 мм, обозначается М24), в обозначении резьбы с мелким шагом, кроме диаметра, в форме сомножителя указывается ее шаг (например, М24?1,5 для резьбы, имеющей d=24 мм и Р=1,5 мм). Области применения других типов резьб ограничены специальными конструкциями.
Крепежные детали и типы соединений. Наибольшее распространение среди резьбовых деталей получили крепежные болты, винты, шпильки, гайки и вставки. С помощью этих деталей образуют большинство разъемных соединении в конструкциях.
Рисунок 19 – Основные типы резьбовых соединений
Болт (в соответстивии с рисунком 19, а) и винт (в соответстивии с рисунком 19, б) – стержень с головкой и одним резьбовым концом. Шпилька (рисунок 19, в) имеет два резьбовых конца. Вставка (в соответстивии с рисунком 19, г). Винт с резьбовой втулкой (в соответстивии с рисунком 19, д).
Выбор типа соединения определяется прочностью материала соединяемых деталей, частотой сборки и разборки соединения в эксплуатации, а также особенностями конструкции и технологии изготовления соединяемых деталей.
Соединения болтом применяют только при наличии доступа к гайке и головке болта для скрепления деталей сравнительно небольшой толщины (например, при наличии специальных поясков или фланцев), а также при многократной разборке и сборке соединений. В последнем случае (особенно при большой толщине соединяемых деталей) предпочтение отдается также соединениям винтом или шпилькой.
Соединения винтом и шпилькой применяют для скрепления деталей при наличии доступа монтажного инструмента лишь с одной стороны (к гайке). Область применения соединений винтом в силовых конструкциях ограничена, предпочтение отдается соединениям шпилькой. Шпильки фиксируют (стопорят) в корпусной детали (посадкой на резьбе с натягом, завинчиванием на сбег резьбы, с помощью клея и т. д.) для предотвращения вывинчивания их при отвинчивании гаек.
Вставки применяют в основном для повышения износостойкости резьбы в корпусах из материалов с невысокой прочностью, а также для повышения прочности соединений.
Резьбовые втулки используют преимущественно в корпусах из композиционных материалов.
Для предотвращения повреждения поверхностей соединяемых деталей при завинчивании гаек под них подкладывают шайбы.
Конструктивным разнообразием отличаются стержни болтов (винтов). Наряду с обычной (в соответстивии с рисунком 20), наиболее распространенной формой болта (а) применяют другие конструкции. Болт (б) в отличие от предыдущего имеет диаметр стержня несколько больше наружного диаметра резьбы. Такие болты устанавливают в отверстия корпусов без зазора. В ряде ответственных соединений для увеличения податливости при меняют полые болты (в). Болты на (г и д) имеют центрирующие пояски под головками, а поясок посередине (д) предназначен для гашения вибраций стержня.
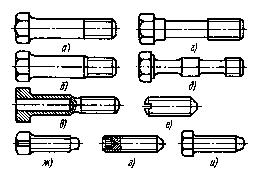
Рисунок 20 – Конструктивные формы стержней болтов
Формы головок болтов (в соответстивии с рисунком 21) и гаек также разнообразны, выбор их для практического использования определяется преимущественно условиями работы соединений, технологией изготовления крепежных деталей и их сборкой.
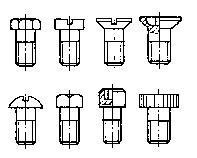
Рисунок 21 – Конструктивные формы головок болтов (винтов)
Для фиксирования деталей на валах, осях и др. применяют установочные винты с резьбой по всей длине стержня и упорным наконечником.
Основные материалы болтов (винтов), шпилек и гаек и их механические характеристики нормированы ГОСТ 1759-82.
Для болтов, винтов и шпилек из углеродистых и легированных сталей установлены 12 классов прочности, а для гаек - семь и соответствующие им рекомендуемые марки сталей.
Выбор материала определяется условиями работы. И технологией изготовления. Стержни болтов в массовом производстве изготовляют из пластичных сталей 10, 15, 15Х, 16ХСН и др. на автоматах методом холодной высадки, резьбу на болтах накатывают.
Для защиты крепежных деталей из углеродистых сталей от коррозии на них наносят окисные пленки или гальванические покрытия (цинковое, кадмиевое, фосфатное, медное и др.). Толщина покрытий выбирается в зависимости от шага резьбы и имеет следующие значения: 3-6 мкм для шага до 0,4 мм, 6-9 мкм – для шага 0,4-0,8 мм и 9-12 мкм для шага свыше 0,8 мм.
Расчет резьбовых соединений. Расчет резьбового соединения включает в себя обычно две связанные между собой задачи: оценку прочности соединения и оценку плотности стыка.
Прочность соединения определяется, как правило, прочностью болта (шпильки), и для ее оценки необходимо знать напряжения в сечении с наименьшей площадью.
В случае, когда внешняя нагрузка на болт изменяется циклически от 0 до F , амплитуда переменных напряжений в сечении по внутреннему диаметру резьбы
и среднее напряжение
Практика
и экспериментальные исследования показали, что прочность затянутых резьбовых
соединений при переменной нагрузке определяется ее амплитудой ![]() ; чем меньше
; чем меньше ![]() , тем больше
долговечность и ресурс работы соединений. Поэтому одна из важнейших задач
конструктора резьбового соединения - добиться снижения внешней нагрузки на
болт (шпильку).
, тем больше
долговечность и ресурс работы соединений. Поэтому одна из важнейших задач
конструктора резьбового соединения - добиться снижения внешней нагрузки на
болт (шпильку).
Правило конструирования резьбового соединения: жесткие фланцы податливые болты.
Плотность стыка определяется остаточной силой в стыке. Внешняя нагрузка F уменьшает силу на стыке деталей до значения
![]()
Если сила на стыке станет равной нулю, то стык раскроется и вся внешняя нагрузка будет восприниматься болтом, что опасно для его прочности.
Для предотвращения раскрытия стыка должно соблюдаться условие Fс>0; тогда минимальная сила затяжки
![]()
Обычно назначают
![]()
где ν - запас по плотности стыка равен 1,25-2 для постоянных нагрузок; 2,5-4 для переменных нагрузок.
Для герметизации стыков применяют плоские прокладки из резины, картона, алюминия, меди и других мягких материалов, упругие кольца, герметики и т. д. Герметичность стыков и соединений проверяют течеискателями и другими способами.
Таким образом, сила предварительной затяжки определяется внешней нагрузкой.
Допустимое напряжение затяжки σ0=F0/A1≤0,8σT где σT - предел текучести материала болта. Обычно назначают σ0 = (0,4?0,7) σT.
Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений.
14. Соединения с натягом
Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими поверхностями контакта.
Соединение деталей с натягом представляет собой сопряжение, в котором передача нагрузки от одной детали к другой осуществляется за счет сил трения на поверхностях контакта, образующихся благодаря силам упругости. Вследствие этого соединение имеет нежесткую фиксацию деталей в осевом и окружном направлениях.
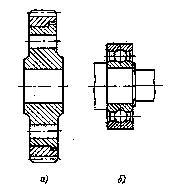
Рисунок 22 – Соединения с натягом венца червячного колеса с центром (а) и шарикоподшипника с валом (б)
Соединения используют сравнительно часто для посадки на валы и оси зубчатых колес, шкивов, звездочек и др.
Два способа соединения:
1) При сборке механическим способом охватываемую деталь с помощью пресса устанавливают в охватывающую деталь или наоборот. Этот способ используется при сравнительно небольших натягах.
2) Тепловой способ соединения применяется при больших натягах и производится путем нагрева охватывающей детали до температуры 300 °С в масляной ванне или охлаждения в жидком азоте охватываемой детали. Выбор способа зависит от соотношения масс и конфигурации деталей.
В настоящее время получают распространение так называемые термомеханические соединения элементами с памятью формы. Это свойство присуще сплавам, испытывающим обратимое мартенситное превращение, и характеризуется как способность материала, деформированного в мартенситном состоянии, полностью или частично восстанавливать свою форму в процессе последующего нагрева.
Для конструкционных элементов с памятью формы используют никель титановый сплав с температурами мартенситного превращения -80?-150 °С и восстановления формы -140?-60 °С. Сплав практически полностью восстанавливает заданную деформацию и развивает напряжение в условиях противодействия процессу формовосстановления до 200-400 МПа.
Для предупреждения быстрого нагрева деталь устанавливают монтажными клещами, губки которых либо изготовляют из материала с большей теплоемкостью, например, меди, либо имеют хлопчатобумажный вкладыш, впитывающий жидкий азот. Допускается сборка такими клещами в течение 2-3 мин.
Нагрев детали теплотой окружающей среды приводит к восстановлению ее прежних размеров и образованию натяга.
Достоинства соединений с натягом очевидны: они сравнительно дешевы и просты в выполнении, обеспечивают хорошее центрирование сопрягаемых деталей и могут воспринимать значительные статические и динамические нагрузки. Области применения таких соединений непрерывно расширяются.
Недостатки соединений: высокая трудоемкость сборки при больших натягах; сложность разборки и возможность повреждения посадочных поверхностей при этом; высокая концентрация напряжений; склонность к контактной коррозии из-за неизбежных осевых микросмешений точек деталей вблизи краев соединения и, как следствие, пониженная прочность соединений при переменных нагрузках; отсутствие жесткой фиксации деталей.
Расчет соединений и подбор посадки.
Основная задача расчета состоит в определении потребного натяга и соответствующей ему посадки по ГОСТ 25347-82 для передачи заданной сдвигающей нагрузки от вращающего момента или осевой силы.
Возможны случаи, когда посадка не может быть реализована в конструкции по условиям прочности (обычно охватывающей детали).
Поэтому при проектировании соединений должны быть обеспечены как требования взаимной неподвижности деталей соединения, так и условия прочности деталей.
Условие неподвижности деталей соединения. Выражает собой математически уравнение равновесия: при передаче внешней нагрузки соединяемые детали должны быть взаимно неподвижны.
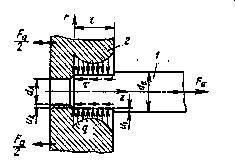
Рисунок 23 – Расчётная схема соединения с натягом
Рассмотрим соединение с натягом деталей 1 (в соответствии с рисунком 23) и 2 при действии сдвигающей силы, например, осевой Fа. Взаимное смещение деталей в соединении ограничено деформациями за счет сил сцепления, которые возникают благодаря контактным напряжениям q от натяга.
Если принять, что отнесенная к площади контакта сила трения τ пропорциональна контактному напряжению q между сопряженными деталями, то
![]()
где f - коэффициент трения.
Условие взаимной неподвижности деталей соединения при действии сдвигающей нагрузки примет вид
где d и l - диаметр и длина посадочной поверхности.
Введем в рассмотрение номинальные контактные напряжения
 ; тогда
; тогда
![]()
Из неравенства следует, что нагрузочная способность соединения определяется номинальными контактными напряжениями и состоянием контактирующих поверхностей. Напряжения зависят от натяга в соединении и условий работы.
Детали соединения будут взаимно неподвижными, если средние контактные напряжения
![]()
где k - коэффициент запаса сцепления, учитывающий возможное рассеяние значений коэффициентов трения, погрешности в форме контактирующих поверхностей и изгиб деталей, ослабляющие их сцепление.
Для соединений, подверженных изгибу, например, соединений валов и зубчатых колес редукторов, принимают значение k=3,0?4,5, понижая таким образом склонность соединений к фреттинг-коррозии. В остальных случаях k=I,5?2,0. Значение коэффициента сцепления в формуле следует принимать минимальным из или устанавливать экспериментально.
Нагрузочная способность соединения может быть увеличена также за счет повышения коэффициента трения между деталями. Эффективным оказывается осаждение на поверхности вала тонкого слоя из частиц карбида бора В4С или карбида кремния SiC. Такой слой повышает коэффициент трения в соединении с натягом до 0,7 благодаря эффекту микрозацепления и, как следствие, в несколько раз увеличивает нагрузочную способность соединения при неизменном натяге.
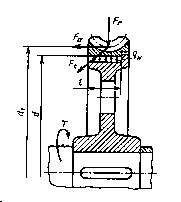
Рисунок 24 – Внешние силы действующие на соединение
Сдвигающая сила может быть осевой, т. е.
![]()
или окружной (тангенциальной), т. е.

При совместном действии осевой силы и вращающего момента принимают
![]()
Уравнение выражает связь внешних и внутренних силовых факторов. Для решения задачи следует выразить контактные напряжения через смещения точек деталей.
Условие совместности перемещений сопряженных деталей. Предположим, что охватывающая деталь 2 запрессована на охватываемую деталь 1. Тогда в результате деформации точки поверхностей деталей 1 и 2 получат радиальные перемещения u1 и u2, а радиальный натяг δ будет скомпенсирован этими перемещениями, т. е.
![]()
где Δ = dВ- dА - диаметральный натяг деталей.
Уравнение отражает геометрическую сторону задачи. Для ее решения необходимо выразить смещения в уравнении через контактные напряжения.
Связь смещений и контактных напряжений в соединении. Контактные напряжения q в общем случае распределены по длине соединения существенно неравномерно, так как равномерной деформации препятствуют выступающие части деталей. Связь смещений и контактных давлений имеет вид
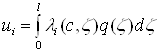
где ![]() - функция влияния, показывающая
перемещение точек контакта в сечении z = с от единичной радиальной силы,
приложенной в сечении z=ζ; i= 1; 2 - номер детали.
- функция влияния, показывающая
перемещение точек контакта в сечении z = с от единичной радиальной силы,
приложенной в сечении z=ζ; i= 1; 2 - номер детали.
Значения функции λ можно получить расчетом.
В предварительном расчете полагают, что контактные напряжения одинаковы во всех точках поверхностей контакта. Это эквивалентно допущению о сопряжении двух цилиндров одинаковой длины.
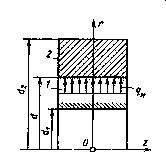
Рисунок 25 – Расчётная схема соединения с натягом
Задача о сопряжении с натягом двух толстостенных цилиндров бесконечной длины рассмотрена в сопротивлении материалов. Установлено, что радиальные перемещения точек контакта
![]() ;
; ![]()
где λ1 и λ2 - коэффициенты радиальной податливости деталей 1 и 2; qн - номинальное контактное напряжение.
Смещение u1 считают отрицательным, так как оно происходит в направлении, противоположном направлению оси r.
Соотношения отражают физическую сторону задачи. Коэффициенты радиальной податливости зависят от радиальных размеров и материалов деталей:
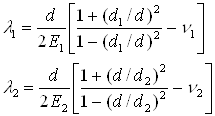
где d - посадочный диаметр; Е1, ν1 и Е2, ν2 - модуль упругости и коэффициент Пуассона соответственно для охватываемой и охватывающей деталей; d1 - диаметр отверстия в охватываемой детали; d2 - наружный диаметр охватывающей детали.
Учитывая равенство, несложно получить:
Отметим, что натяг Δ в равенстве является расчетным и соответствует разности посадочных диаметров деталей с идеально гладкими поверхностями.
Расчет требуемого натяга. Расчетное значение натяга, обеспечивающее передачу соединением внешней сдвигающей нагрузки, несложно найти, из соотношений:
Расчетный натяг Δ принимают в качестве минимального требуемого натяга Δ* (т. e. Δ=Δ*) при тепловом способе сборки.
![]()
Где uR – поправка на обмятие шероховатостей, мкм; uR=5,5(Ra1+Ra2)=1,2(Rz1+Rz2); Ra1 и Ra2, Rz1 и Rz2 - параметры шероховатостей деталей.
Если соединение работает при повышенной температуре, то ослабление натяга за счет нагрева учитывают поправкой на температурную деформацию:
![]()
где α1 и t1 соответственно коэффициент линейного расширения и рабочая температура охватываемой детали; α2 и t2 - то же, охватывающей детали.
В соединениях быстровращающихся деталей также происходит «потеря» натяга
где ρ - плотность материала; ν - коэффициент Пуассона материала детали; ω - угловая скорость.
При угловой скорости
натяг в соединении исчезнет (qн=0).
С учетом этих замечаний минимальный требуемый натяг: при тепловом способе сборки
![]()
при механическом способе сборки
![]()
Значение минимального требуемого натяга, определяемого условиями нагружения и сборки, используется для подбора минимального натяга посадки (табличного натяга) Nmin:
![]()
Тип посадки по ГОСТ 25347-82 задается минимальным Nmin и максимальным Nmах табличными натягами. Для его назначения необходимо установить также наибольшее допустимое значение натяга, определяемое условиями прочности.
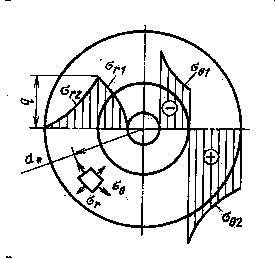
Рисунок 26 – Напряжение в поперечном сечении соединения
Расчет макcимального натяга. Натяг вызывает в соединяемых деталях радиальные σr и окружные σθ напряжения (в соответствии с рисунком 26).
Напряжения в охватываемой детали (вале)
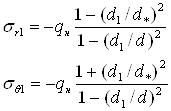
Напряжения в охватывающей детали (ступице)
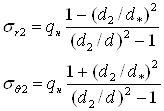
где d* - диаметр сечения, в котором вычисляют напряжения.
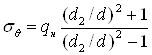
Распределение напряжений в поперечном сечении деталей соединения. Наибольшие напряжения возникают у внутренней поверхности охватывающей детали (d*=d); здесь
![]() ;
; 
Условие отсутствия пластических деформаций по теории максимальных касательных напряжений
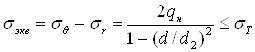
где ![]() - предел текучести
материала детали.
- предел текучести
материала детали.
Практика
показала, что небольшие пластические деформации в контакте не понижают
работоспособности соединений, поэтому в расчете максимального допустимого
контактного напряжения принимают ![]() , откуда
, откуда
![]()
и соответствующий наибольший расчетный натяг
![]()
Наибольший допустимый натяг Δ*max при тепловом способе сборки равен расчетному, т. е. Δ*max=Δmax, а при механическом - Δ*max = Δmax +uR.
По условиям прочности Δ*max≥Nmax, где Nmax - максимальный табличный натяг посадки.
Уменьшение внутреннего диаметра охватываемой детали
и увеличение наружного диаметра охватывающей детали
Сила запрессовки

Если ![]() , то
, то ![]() , где
, где ![]() - наибольшая сдвигающая
нагрузка. При этом наименьшая полезная сдвигающая нагрузка
- наибольшая сдвигающая
нагрузка. При этом наименьшая полезная сдвигающая нагрузка
![]()
При
определении ![]() и
и ![]() для соединений,
выполненных механическим способом, необходимо из табличных значений натяга Nmax
и Nmin вычесть значение uR
для соединений,
выполненных механическим способом, необходимо из табличных значений натяга Nmax
и Nmin вычесть значение uR
Разность температур, необходимая при тепловом способе сборки (нагрев или охлаждение),
![]()
где ![]() - зазор между
деталями при сборке, мкм.
- зазор между
деталями при сборке, мкм.
Табличные натяги. Каждой стандартной посадке с натягом (ГОСТ 25347- 82) соответствуют определенные значения минимального Nmin и максимального Nmax натягов - табличные натяги. Для построения таблиц используют два метода расчета натягов и в соответствии с ними натяги называют предельными и вероятностными.
Предельные натяги определяются отклонениями отверстий и валов. При посадке по системе отверстий
![]()
![]()
где ES и es - верхнее отклонение соответственно отверстия и вала; ei – нижнее отклонение вала.
Полученные таким образом натяги называют вероятностными. При нормальном законе распределения размеров
![]()
![]()
где Nm - средний натяг; uр - квантиль нормального распределения; SN - среднее квадратическое отклонение табличного натяга.
Средний натяг определяется средними значениями отклонений
![]()
где
![]() ;
; ![]() ;
;
Td и TD – допуски соответственно основного отверстия и вала.
Среднее квадратическое отклонение табличного натяга
![]()
где ![]()
![]()
Квантиль нормального распределения uр принимает следующие значения в зависимости от вероятности Р неразрушения соединения:
P 0,5 0,9 0,95 0,97 0,99 0,995 0,997 0,999
uр 12 1,28 1,64 1,88 2,33 2,58 2,75 0,1