
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Изготовление клееных деревянных элементов и конструкций
Реферат: Изготовление клееных деревянных элементов и конструкций
Содержание
Введение
Инструменты и приспособления
Технологическая часть
Защитная обработка готовых элементов и конструкций
Требования предъявляемые к продукции
Требования предъявляемые к материалам
Клеи и мастики
Техника безопасности
Список использованной литературы
Введение
Древесина - один из древнейших материалов, используемых человеком. В современном строительстве древесина занимает важное место и является одним из основных, а в некоторых районах и единственным строительным материалом. По объекту применение и разнообразию использование древесины не может сравниться никакой другой материал.
Уникальная совокупность свойств: относительная высокая прочность при малом удельном весе; легкость обработки; высокая химическая стойкость в агрессивных средах; экологическая чистота; широкая распространенность; доступность и восстанавливаемость сырьевой базы (древесина является единственным восстанавливаемым ресурсом); низкая энергоемкость заготовки древесины и изготовление изделий из нее; малая теплопроводность; высокие декоративные и эстетические качества - создает условия для разнообразного использования древесины при строительстве зданий и сооружений различного назначение.
Из древесины изготовляют: деревянные несущие конструкции (балки, прогоны, стропила, арки, рамы); ограждающие конструкции (панели, перегородки); встроенную мебель, дверные и оконные блоки.
Столяры изготовляют и устанавливают оконные и дверные блоки, встроенную мебель и т.п.
В последние годы появилось много новых материалов, разнообразного ручного и электрифицированного инструмента. Стал доступен весь ассортимент используемых в мире материалов, инструментов и технологий.
Это не могло, не отразится на традиционных технологиях столярных, плотничных, стекольных и паркетных работ, которое постепенно вытесняются более современными методами, позволяющими уменьшить трудоемкость и повысить качество выполняемых работ.
Можно привести многочисленные примеры такого совершенствование технологий. Например, появления более современного и совершенного ручного и электрифицированного инструмента для пиления древесины привело почти к полному отказу от применения традиционной лучковых пил на деревянной рамке и двуручных пил для поперечной распилки.
Появление приспособление для заточки стамесок и ножей рубанков позволило сократить трудоемкость, повысить качество и сделать доступным для рабочих любой квалификации заточку инструмента.
Использование монтажных пен упростило процесс монтажа оконных и дверных блоков.
Появления современных герметиков привело почти к полному отказу от приготовления и нанесения замазки при остеклении и упростило сам процесс остекления. Современные материалы изменили технологию паркетных работ и сделали паркет более доступным.
Последние мировые достижение науки и техники в строительной квалификации рабочих строительных специальностей, расширение и углубление их знаний современных технологий, конструкций, изделий, свойств и особенностей используемых материалов, приемов и режимов их обработки, современного и ручного и механизированного инструмента.
Инструменты и приспособления
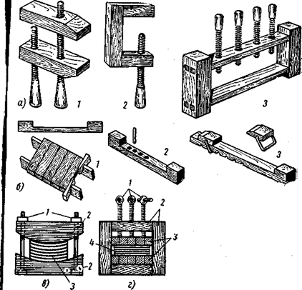
Рис.1. Струбцины, сжимы, цулага
Склеивание является единственным способом получение жестких монолитных соединений древесины. Склеивания используется: при изготовлении несущих клееных деревянных конструкций, элементов окон и дверей, столярных щитов и паркетных досок, при соединении заготовок по длине, ширине и высоте и выполнение различных щитовых соединений.
Наряду со склеивание по длине и ширине бруски и доски склеиваются по пласти. Этот вид соединение является основным при изготовлении строительных клееных конструкций.
Для изготовления клееных деревянных элементов и конструкций используют, главным образом, древесину хвойных пород (сосна, ель), имеющую влажность не более 15%.
Прочность древесины для клееных конструкций должна отвечать требование СНиП Ⅱ-25-80 и дополнительным требованием: ширина годовых слоев не должна быть более 5мм, а содержание поздней древесины в годовых слоях должна быть не менее 20%. Склеивание доски и бруски толщиной не более 33мм.
Клеи для изготовления строительных конструкций должны быть прочными, водостойкими, долговечными. Для изготовления клееных деревянных конструкций используют клеи холодного отверждение на основе синтетических смол. Выбор для изготовления клееных деревянных конструкций производится в зависимости от условий эксплуатации.
Для склеивания древесины холодным способом промышленность выпустила клей ФР-12, а в качестве отвердителя применяют параформальдегид - нетоксичные вещество в виде порошка, который удобно переводить, хранить и применять. Резорциновые клеи применяют только для очень ответственных конструкций.
Для несущих клееных деревянных конструкций, эксплуатируемых при влажности воздуха более 70%, рекомендуется фенольно-резорциновые клеи ФР-100 и ДФК-1АМ, карбамидно-меламиновый клей КС-В-СК. Для конструкций, эксплуатируемых при влажности воздуха до 70%, рекомендуется применять корбамидные клеи типа КФ-Ж и их модификации.
Для приготовления строительных деревянных конструкций применяют только клей повышенной водостойкости.
К основным технологическим показателям клеев относится вязкость и жизнеспособность.
Вязкостью называют внутренние трение, которое проявляется при взаимном перемещении части жидкости. Для клеев и лакокрасочных материалов измеряют условную вязкость, которая выражается в секундах.
Полная жизнеспособность выражается временем, с момента смешивание смолы с отвердителем до начала гелеобразование (запустевание), при котором затрудняется нанесение клея на материал.
Рабочую жизнеспособность определяют как время, прошедшее с момента приготовление клея до приобретения или максимально допустимой для данных условий вязкости.
Технологические показатели клеев.
Условная вязкость, с 0-400
Жизнеспособность
при температуре 18±10°С, г -4
Условное время отвердение, с 0-60
Прочность клеевых соединений
на скалывание вдоль
волокон древесины, МПа ,5
Вязкость и рабочую жизнеспособность клеев следует выбирать в зависимости от назначения клея, оборудование, применяемого для нанесения, и заданной технологии склеивание.
Компоненты, используемые для приготовления клеев, должны удовлетворять требованием стандартов и технических условий. Проверка компонентов клеев производится при их поступлении на завод и в конце гарантийного срока хранение. Не допускается применять клей без паспорта завода - производителя или с просроченным сроком годности.
Клей изготовляют из смолы, отвердителя и, в случае необходимости, наполнителя. Наполнитель добавляют для уменьшения расхода смолы и отвердителя, увеличение вязкости клея и уменьшение усадки клеевого шва.
Требуемое для смешивания количество компонентов клея определяется весовым методом. Жидкие компоненты (смола и отвердитель) перед приготовлением клея должны быть тщательно перемешаны.
Приготовления клея производится в специальном помещении в клеемешалках. Клеемешалка представляет собой емкость внутри, которой находятся лопасти, вращающиеся в двух плоскостях (планетарное вращение). Лопасти должны обеспечить равномерное перемешивание компонентов по всему объему клеемешалки. При смешивании синтетической смолы и отвердителя происходит выделение тепла, что приводит к снижению жизнеспособности клея. Чтобы избежать нагрева состава, емкость с клеем охлаждается с помощью водяной рубашки с проточной водой.
При приготовлении клея соблюдается следующая последовательность операций.
Сначала в клеемешалку загружают смолу и при непрерывном перемешивании добавляют отвердитель и, если требуется, наполнитель. Продолжительность перемешивание компонентов не должна быть менее 5 мин. Во время перемешивание и последующего хранение готового клея температура должна поддерживаться в пределах 20±1°С.
Приготовления небольшого объема клея можно производить с применением съемных портативных клеемешалок, в качестве которых можно использовать ручной электрифицированный инструмент.
При изготовлении клея должны соблюдаться следующие меры безопасности.
Операции по подаче клея в клееприготовительное отделение, дозированию и загрузки компонентов клеев в клеемешалки, по выгрузке и подаче клея к местам его использование должны быть максимально механизированы. Части оборудование соприкасающиеся с клеем, должны быть легкодоступными для осмотра и отчистки. Места очистки должны быть снабжены горячей и холодной водой, специальными сливами и отстойниками. Приготовление больших объемов клеев следует производить в изолированном, хорошо вентилируемом помещении.
Технологический процесс склеивание древесины состоит из следующих операций:
Сушка древесины в две стадии. Первая стадия сушка - атмосферная, вторая - камерная. Сушка должна обеспечить получение древесины требуемой влажности внутренние напряжение в пиломатериале не должна превышать определено допустимой нормы.
Кондиционирование пиломатериалов после каменой сушки в условиях цеха. Кондиционирование необходимо для выравнивания влажности определенных досок в штабеле. Время кондиционирование должно быть не менее трех суток.
Сортировка древесины по влажности. Нельзя склеивать между собой пиломатериалы, влажность которых отличатся более чем на 2%.
Вырезка недопустимых стандартами пороков древесины.
Сращивание (в случаях необходимости).
Фрезерование элементов без нанесения клея.
Формирование элементов без нанесения клея.
Приготовление клея.
Нанесения клея на склеиваемые поверхности.
Время с момента нанесение клея на первую пласть заготовки до приложения полного давление запрессовки всего пакета называется временем сборки. При склеивании деревянных конструкций оно ограничивается 30-40 мин.
Нельзя путать время полной сборки с жизнеспособностью клея. Жизнеспособность клеев для склеивания древесины, приготовленных в достаточно большом объеме клеемешалки, колеблется в пределах 2-5ч. Поскольку клей наносится на древесину очень тонким (0.1-0.3 мм) слоем, то он значительно быстрее, чем в большом объеме, теряет вязкость и клеящие свойства. При нанесении клеев следует различать время открытой выдержки - период от нанесения клея на поверхность доски до ее соприкосновение с другой доской и время закрытой выдержки - интервал времени от соединение двух досок с нанесенным клеем до их полной запрессовки. Время открытой выдержки не должно превышать 5-10 мин, а время закрытой выдержки должно быть не более 30 мин. Время полной сборки является суммой временем открытой и закрытой выдержек и равно - 30-40 мин.
Выдержка запрессованных конструкций под давлением в течение времени указано в таблице.
Табл.1. Режим склеивание деревянных элементов и конструкций.
| вид конструкции | Выдержка в запрессованном состоянии при различных температурах, ч. | ||
| 18-20°С | 21-25°С | 50-60°С | |
| прямолинейные | 12-14 | 8-10 | 3-4 |
| криволинейные | 20-24 | 16-20 | 6-8 |
Распресовка склеенных элементов и конструкций
Механическая обработка оклеенных элементов и конструкций. Механическая обработка проводится для придания склеенным элементам и конструкциям формы и размеров, которые указанные в рабочих чертежах
Защитная обработка готовых элементов и конструкцийТехнологический процесс изготовление клееных деревянных щитов наряду с операциями по изготовлению клееных деревянных конструкций и изделий включает фрезерование кромок заготовок и нанесение на них клея, а так же фрезерование плоскостей готового щита на рейсмусовом станке и обрезку щита в размер на круглопильном станке.
Узкие щиты можно склеивать в струбцинах, а широкие - в ваймах. При запрессовке следует следить за тем, чтобы щит не выпучивался и не имел перекосов. Проверяют это с помощь линейки, прикладывая ее по диагонали и поперек щита. Прямоугольность щита проверяют угольником. После проверки щит запрессовывают и выдерживают его под давлением до полного схватывание клея.
На предприятиях щиты склеивают и облицовывают в механических, гидравлических или пневматических прессах, а так же на поточных механизированных линиях.
Дефектами склеивание являются: непроклеи, как в следствие нарушение технологии склеивания: причины, как следствие нарушение технологии сушки древесины и нарушение технологии склеивания.
древесина склеивание монолитная конструкция
Требования предъявляемые к продукции
При склеивании должны быть соблюдены следующие требование:
совпадение волокон древесины в склеиваемых деталях;
температура в цехе 14…24°С (не ниже 16°С), а относительная влажность воздуха40…65%;
прочность клеевого шва - не ниже прочности древесины на скалывание вдоль волокон и на растяжение поперек волокон;
толщина досок и брусков, применяемых для склеивания - не более 5мм, а в конструкциях подверженных увлажнению - не более 32…40мм;
при изготовлении гнутоклееных элементов толщина склеиваемых деталей не более 1/300 градуса кривизны элемента и не более 40мм (для склеивания гнутоклееных элементов применяют доски 13…16мм);
конструкции, не подвергающиеся постоянному увлажнению, можно склеивать при использовании мочевиноформальдегидного клея, обязательная окраска конструкции;
использование процессов для запрессовки деревянных многослойных конструкций, склеиваемых из досок. При отсутствие допускается гвоздевая запрессовка (при условии небольшой площади склеиваемых швов);
склеивание прямолинейных элементов вести: по пласти, по ширине - впритык, по длине - впритык, "на ус", на зубчатый шип;
стыки "на ус" и на зубчатый шип при сращивании прямолинейных растянутых элементов разрешается делать во всех досках, а в растянутой зоне изгибаемых элементов на глубину 1/10 высоты сечение;
расстояние между стыками в выше - и нижележащих досках и брусках по длинеконструкций должно быть равным не менее 20 и толщинам наиболее толстымстыкуемых деталей;
толщина клеевого шва должно быть не более 0,15мм;
клееные конструкции нужно проолифить или окрасить.
Требования предъявляемые к материалам
Для склеивания древесины используют древесину лиственных и хвойных пород. Номинальная длина хвойных пиломатериалов 1…6, м с градацией 0,25. Номинальные размеры сечение указаны в таблице 2.
2. Номинальные размеры сечение пиломатериалов хвойных пород, мм.
| толщина | ширина | ||||||||
|
16 19 22 25 32 40 44 50 60 75 100 125 150 175 200 250 |
75 75 75 75 75 75 75 75 75 75 |
100 100 100 100 100 100 100 100 100 100 100 |
125 125 125 125 125 125 125 125 125 125 125 125 |
150 150 150 150 150 150 150 150 150 150 150 150 150 |
- 175 175 175 175 175 175 175 175 175 175 175 175 175 |
- 200 200 200 200 200 200 200 200 200 200 200 200 200 |
- 225 225 225 225 225 225 225 225 225 225 225 225 225 |
- 250 250 250 250 250 250 250 250 250 250 250 250 250 |
- 275 275 275 275 275 275 275 275 |
Пиломатериалы лиственных пород имеют следующие размеры:
длина твердых лиственных пород 0,5…6,5м с градацией 0,1м;
длина мягких лиственных пород 0,5…2м с градацией 0,1м;
толщина 19…100мм;
ширина обрезных - 60…200мм, необразных и односторонних обрезных - 50мм и более с градацией 10мм.
Предельное отклонение от номинальных размеров пиломатериалов: по длине +50 и - 25мм; по толщине при размерах до 32мм ±1мм, от 20 до 100мм ±2мм, более 100мм - ±3мм; по ширине для обрезных пиломатериалов при размерах до 100мм - ±2мм, более 100мм - ±3мм. Для пиломатериалов длиной менее 1,5м предельные отклонение не устанавливают. Пиломатериалы с размерами и качеством, соответствующим изготовляемым деталями и изделиями, и с припусками на обработку и усушку называют заготовками. По качеству древесины их делят на четыре группы. Длина заготовки - 500…1000мм с градацией 50мм и свыше 1мм - с градацией 100мм. Номинальные размеры лиственных заготовок даны в таблице 3, а хвойных заготовок - в таблице 4.
3. номинальные размеры сечение заготовок лиственных пород, мм.
| толщина | ширина | ||||||||||
|
19 22 25 32 40 45 50 60 70 |
40 40 40 40 40 |
45 45 45 45 45 45 |
50 50 50 50 50 50 50 |
60 60 60 60 60 60 60 60 |
70 70 70 70 70 70 70 70 70 |
80 80 80 80 80 80 80 80 80 |
90 90 90 90 90 90 90 90 90 |
100 100 100 100 100 100 100 100 100 |
110 110 110 110 110 110 110 110 110 |
130 130 130 130 130 130 130 130 130 |
150 150 150 150 150 150 150 150 150 |
4. номинальные размеры сечение заготовок хвойных пород, мм.
|
Наименование заготовок |
толщина | Ширина в мм. |
|
||||||||||||
|
Досковые Заготовки |
7 10 13 16 19 |
40 40 40 40 40 |
50 50 50 50 50 50 |
60 60 60 60 60 60 60 |
70 70 70 70 70 70 70 70 |
75 75 75 75 75 75 75 75 |
80 80 80 80 80 80 80 80 |
90 90 90 90 90 90 90 90 90 |
100 100 100 100 100 100 100 100 100 |
- 110 110 110 110 110 110 110 |
- 130 130 130 130 130 130 130 130 130 |
- 150 150 150 150 150 150 150 150 |
- 180 180 180 180 180 180 180 180 |
- 200 200 200 200 200 200 200 |
|
|
Брусковые заготовки |
22 25 32 40 50 60 75 100 |
40 40 40 40 |
|||||||||||||
|
50 50 50 50 |
|||||||||||||||
|
60 60 60 60 |
|||||||||||||||
|
70 70 70 |
75 75 75 75 |
80 80 80 80 80 |
|||||||||||||
|
90 90 90 90 |
100 100 100 100 |
||||||||||||||
|
- 110 |
|||||||||||||||
|
130 130 |
150 150 |
||||||||||||||
| 180 | 200 | ||||||||||||||
Глютиновые (коллагеновые) клеи - мездровый и костный. Мездровый клей имеет следующие марки: КМЭ (экстра), КМВ (высший сорт), КМ-1, КМ-2, КМ-3 (цифры указывают сорт). Мездровые и костные клеи выпускают плитками, дроблеными, гранулированными, чешуйчатыми и галертой (клеевой студень).
Приготавливают клей следующим образом: сухой клей укладывают в клеянку и заливают водой комнатной температуры, лучше кипяченой. Вода должна полностью закрыть клей. В таком состояние клей выдерживают 6…12ч до полного разбухания. Затем клей варят, периодически перемешивая, и он переходит в раствор. Рабочая температура раствора мездрового клея 50…70°С, костного - 40…60°С. Срок использования клея при рабочей температуры составляет не более 8ч.
Казеиновые клеи. Основной частью является молочный белок - казеин (обезжиренный творог). Хранят порошок казеинового клея в сухом помещении при температуре не выше 30°С, при температуре 40°С казеин теряет свои клеящие свойства. Срок годности сухого клея 5 мес.
Для приготовления клея порошок казеина постепенно высыпают в воду комнатной температуры (16…20°С), постоянно перемешивая, в соотношение по массе от 1: 1,7 до 1: 2,3 (в зависимости от желаемой вязкости) и перемешивают периодически в течение часа до получения сметанообразной массы. Жизнеспособность казеиновых клеев 4…6ч. Казеиновый клей применяют при приготовлении плит и щитов, оконных и дверных блоков.
Мочевино-формальдегидные (карбонадные) клеи. К ним относятся клей К-17 и КХ-17. К-17 твердеет при температуре 110…130°С. КХ-17 - при температуре 20…25°С.
Для изготовление клея в емкость заливают необходимое количество смолы МФ-17. При постоянном перемешивании добавляют нужное количество наполнителя (древесной муки и др.). После получение однородной массы постепенно вводят отвердитель. Отвердителем для горячего склеивание является 50% -ный раствор хлористого аммония, для холодного склеивание - 10% -ный раствор щавелевой кислоты. После 15…20 - минутного перемешивания клей готов.
Фенольно-формальдегидные клеи. Водостойкие и биостойкие клеи КБ-3 и СП-2 токсичны. При работе с ними требуется приточно-вытяжная вентиляция. Состав клеев: КБ-3 - смола СФЖ-3016 (100мас. ч) и керосиновый контакт Петрова. Применяются при изготовлении ответственных деревянных конструкций (балок, ферм, окон, дверей и т.д.)
Дисперсные клеи. В основном используется поливинилацетатный клей, обладающий высокой клеящей способностью, менее вредные, чем другие. Он удобен в использование, но не водостойкий. Широко применяется при облицовке шпоном, приклеивание бумажно-слоистого пластика, склеивании шиповых соединений.
Полиуретановые эпоксидные клеи и клей "момент". Это универсальные клеи. Могут использоваться для приклеивания к древесине капрона, оргстекла (полиуретановый клей), металлов, пластмасс и других материалов.
Техника безопасностиТехника безопасности в деревообрабатывающих цехах.
В цехах по обработке древесины необходимо соблюдать следующие правила техники безопасности:
оборудование в цехе так, чтобы проходы и проезды, пути передвижение работать грузов были минимальные;
станки должны иметь надежно действующие ограждение, вентиляцию для отсоса пыли и стружки, заземление, а также, где то возможно, механизмы для подачи пиломатериалов;
при использовании неподвижных ограждений они должны быть сблокированы с пусковым устройством таким образом, чтобы при поднятом ограждении пуск станка исключался;
зубчатые ременные и другие передачи должны иметь ограждение;
категорически запрещается работать на станках посторонним лицам, не имеющим допуска;
строго запрещается чистить, смазывать, налаживать, ремонтировать и убирать станок на ходу;
при обработке на станках заготовок или материалов длиной более 2м станки оборудуются рольгангами;
штабеля материалов или заготовок на рабочих местах у станков должны быть сложены устойчиво на высоте не более 1,7м от пола;
При обработке на фуговальных и круглопильных станках коротких заготовок (длиной менее 400мм) их нужно подавать на дереворежущие инструменты толкателями;
деревообрабатывающие станки, на которых возможен выброс пиломатериала, должны иметь противовыбрасывающие устройство;
при обработке деталей на фрезерных станках необходимо применять шаблоны, кондукторы или цулаги, оборудованные надежными зажимами и рукоятками;
не допускается при ручной подаче материала на дереворежущий инструмент держать руки ближе 300мм от обрабатывающего инструмента;
вращающиеся части станков категорически запрещается тормозить руками или какими-либо предметами;
после окончание работы рабочее место должно быть убрано, все рубильники и пусковые устройство - отключены;
неизолированные токоведущие части станков должны быть ограждены, чтобы к ним не было свободного доступа;
при поражение током оказывающий помощь должен обесточить электропроводку выключив рубильник, затем надеть резиновые или сухие шерстяные перчатки или обмотать руки сухой тряпкой и оказывать помощь пострадавшему, после чего вызвать врача;
для оказания первой помощи на рабочем месте должна быть аптечка.
При работе в мастерских или цехах с клеями и антисептиками необходимо соблюдать следующие правила техники безопасности;
помещение, где ведутся работы с приготовление и нанесением клеев и антисептиков, оборудуется вентиляцией с многократным обменов воздуха;
рабочие должны быть обеспечены вазелиновой мазью для смазывания открытых частей тела;
при работе с клеями и антисептиками необходимо соблюдать правила личной гигиены, а рабочие, занятые приготовление и применением синтетических клеев, после работы должны применять душ;
к работе с антисептиками допускаются лица не моложе 18 лет, прошедшие обучение и инструктаж по правилам техники безопасности;
работать с антисептиками без спецодежды (брезентовый костюм), спецобуви (кожаные ботинки), очков, перчаток резиновых и наплечников брезентовых запрещается;
для работающих с антисептиками и клеями предоставляются помещение для переодевания, умывание и теплый душ;
антисептирование и одновременно выполнение других работ в одном помещение не допускается;
Список использованной литературы
1. Грегорьев М.А. "Мастер столяр: Практическое пособие для столяра - любителя" Цитадель 1999г
2. Крейдлин Л.Н. "Столярные, плотничные, стекольные и паркетные работы" ПрофОбрИздат 2002г
3. Решетняк О.Р. "Справочник плотника - столяра" Стройиздат 1995г
4. Степанов Б.А. "Технология плотничных, столярных, стекольных и паркетных работ" Академик 2006г
5. Уголев Б.Н. "Древесиноведение с основами лесного товароведения" Академия 2003г
6. Шепелев А.М. "Столярные работы в сельском доме" 2000 г.