
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Виготовлення деталей та їх класифікація
Курсовая работа: Виготовлення деталей та їх класифікація
Зміст
Вступ
1.Загальний розділ
1.1 Характеристика деталі, робота її в вузлі
1.1.1 Визначення класу деталі
1.1.2 Матеріал деталі та його властивості
1.2 Вибір баз
1.3 Визначення типу виробництва
2. Технологічний розділ
2.1 Вибір виду заготовки і обґрунтування методу її одержання
2.1.1 Вибір заготовки та її обгрунтування
2.1.2 Стислий опис способу отримання заготовки
2.1.3 Вибір загальних припусків і розрахунок розмірів заготовки по таблицям
2.2 Розробка маршрутної технології обробки заготовки
2.2.1 Розробка технологічного процесу по операціях, установах та переходах
2.3 Операційна розробка технології.
2.3.1.Зміст та стисла характеристика операції.
2.3.2 Обгрунтування установочних баз.
2.3.3 Обгрунтування вибору верстату.
2.3.4 Обгрунтування вибору пристрою
2.3.5 Обгрунтування вибору ріжучого інструменту
2.3.6 Обгрунтування вибору засобів операційного контролю.
2.4 Визначення режимів різання і норм часу на 4 операції
2.5 Аналіз базового технологічного процесу
3. Конструкторський розділ
3.1 Розрахунок та опис пристрою
3.1.1 Розрахунок погрішності базування у пристрої
3.1.2 Розрахунок зусиль закріплення деталі у пристрої
3.1.3 Визначення розмірів затискного елементу пристрою
3.1.4 Розрахунок найбільш завантажених деталей на міцність
3.2 Проектування ріжучого інструменту
3.2.1 Стислий опис ріжучого інструменту
3.2.2 Розрахунок і проектування розмірів інструменту
3.3 Проектування контрольно-вимірювального інструменту
3.3.1 Стисла характеристика контрольно-вимірювального інструменту
3.3.2 Розрахунок і конструювання контрольно-вимірювального інструменту
4. Охорона праці на виробничий дільниці
4.1 Міри безпеки при експлуатації обладнання закладеного у технології
4.2 Міри по захисту від ураження електричним струмом на виробництві
4.3 Міри пожежної безпеки на дільниці
Література
Вступ
Ми живемо у епоху науково-технічної революції. Наука стала провідною силою у житті людства, бурхливо розвивається техніка. Створюються нові машини, прилади, удосконалюються засоби обробки різноманітних матеріалів. Важливіша роль у розвитку усіх галузей народного господарства належить машинобудуванню. Космічні кораблі й сільськогосподарські машини, атомні електростанції й потяги, книжки й телевізори, одяг й взуття - усе це та багато іншого створюється за допомогою незчисленної кількості різноманітних верстатів. Верстатобудування є фундаментом машинобудівної індустрії. Зростання випуску продукції промисловості й народного господарства, а також темпи переозброєння їх новою технікою у значній мірі залежить від рівня розвитку машинобудування. Уряд держави на усіх етапах будівництва розвинутого передового суспільства приділяє велику увагу розвитку вітчизняного машинобудування, підготовки інженерно-технічних, наукових та педагогічних кадрів цієї провідної галузі.
Машинобудування є провідною галуззю промисловості і народного господарства. Крупні та серйозні задачі стоять перед машинобудуванням на найближчі роки. Для того, щоб постійно задовольняти зростаючі потреби виробництва, машинобудування на базі новітніх досягнень науки і техніки повинна безперервно розробляти нові технологічні процеси. Важно якісно, дешево і у задані строки з мінімальними витратами праці виготовляти машину, застосовуючи високопродуктивне обладнання, технологічну оснастку, засоби механізації і автоматизації виробництва.
Нові форми управління промисловістю, заходи по поліпшенню планування та підвищенню економічного стимулювання, перехід до ринкових відносин будуть сприяти ще більш успішному розвитку індустрії й самому повному виявленню творчої ініціативи усіх її робітників.
Технічний прогрес у машинобудуванні характеризується не тільки покращенням конструкції машин, але і безперервним вдосконаленням технології їх виробництва. Від прийнятої технології виробництва багато в чому залежить надійність роботи машин, що випускаються, а також економія їх експлуатації.
А починається все з технологічного процесу виготовлення деталі на виробничій дільниці. Він повинен розробляться з використанням найбільш раціональних засобів обробки, які повинні забезпечити у повному обсязі виконання технічних вимог, передбачених кресленням на задану деталь. Не тільки отриманням необхідних розмірів, але вимог взаєморозташування поверхонь, їх шорсткість, що забезпечить нормальну експлуатацію деталі вузла
1.Загальний розділ 1.1 Характеристика деталі, робота її в вузлі
Наша деталь - важіль СПК 000.74.006.00.01 з розмірами 122 х 40 х 35 масою 0,52 кг виготовлена з сталі 20Х ГОСТ 4543-71.
Деталь - важіль використовується у механізмі підйому радіорелейної щогли 3-х або 5-ти секційної. Деталь є запобіжником від падіння щогли при обриві ланцюга. При підйомі секції щогли кареткою з гачком важіль сидить на осі отвором Ø20Н9 і утримується кулачком за ступінь між радіусами R19 і R20. При обриві ланцюга кулачок відпускає важіль і під дією пружини він зубцями притискається до полки швелера щогли. Зубці врізаються у полку швелера під дією всієї маси щогли. І падіння щогли зупиняється. Виходячи з призначення важеля визначаємо основні поверхні. Це, по-перше, точний отвір Ø20Н9, по-друге, зубці 4х60° з R35-0,16. Інші поверхні носять допоміжний характер і не є точними. Паз 2±0,25 з R31,2 необхідний тільки для виходу довбяку при довбанні зубців.
1.1.1 Визначення класу деталіПри класифікації деталей за основу згідно стандарту ЕСКД беруться слідуючи головні ознаки: геометрична форма, конструктивні елементи та службове призначення деталі. По цьому стандарту всі деталі розміщені у 6-ти класах з 71 по 76. Наша деталь - важіль відноситься до класу 74 - деталі ні тіла обертання плоскостні, важільні, вантажні, тягові. Підклас 3 - деталі важільні, шатунні, кулісні, вантажні й тягові.
1.1.2 Матеріал деталі та його властивостіДеталь - важіль виготовляється з матеріалу сталь 20Х ГОСТ 4543-71. Сталь 20Х - легована конструкційна сталь хромистої групи поліпшеної якості. Дана сталь має кращі міцністні характеристики, між вуглецева і використовуються для виготовлення зносостійких деталей, що працюють при середніх швидкостях і питомих тисках (кулачкові муфти, втулки, шпинделі, плунжери, оправки, копіри, шліцові вали, важелі й т.п.).
Таблиця 1.1 Хімічний склад сталі 20Х ГОСТ 4543-71 у %.
| C |
Si |
Mn | Cr | N | P | S |
| Не більше | ||||||
| 0,18-0,23 | 0,18-0,32 | 0,3-0,8 | 0,8-1,1 | 0,25 | 0,04 | 0,04 |
Таблиця 1.2 Механічні властивості сталі 20Х ГОСТ 4543-71.
|
ʛт, мПа |
ʛв, мПа |
δ, % | Ψ, % |
α n |
|
| 638 | 786 | 11 | 40 | 6 |
| Термообробка | ||||
| Загартування | Відпуск | |||
| Температура першого загартування °C | Температура другого загартування °C | Середа охолодження | Температура °C | Серед охолодження |
| 880 | 770-820 | Вода або масло | 180° | Повітря або масло |
де: ʛт - межа текучості;
ʛв - тимчасовий опір розриву;
δ - відносне подовження;
ψ - відносне звуження;
α n - ударна в’язкість.
1.1.3 Технологічний аналіз конструкції деталі.
Деталь - важіль має Г-образну геометричну форму. Тому заготовку можна легко отримати методом штамповки у відкритих штампах на кривошипних гарячештамповочних пресах (КГШП). З точки зору механічної обробки важіль виконана не дуже вдало. Для фрезерування пазу 2 одночасно з поверхнею з параметром шорсткості Ra3,2 необхідний спеціальний інструмент. Крім того, для фрезерування пазу типу "ластівки хвіст" також необхідно спеціальний інструмент. До того ж це досить тривалі процеси. Малопродуктивним є також процес довбання зубців.
Інші поверхні не визивають труднощів. Допуски, посадки, шорсткість поверхонь та технічні вимоги призначені обґрунтовано і не є завищеними.
Виходячи з вищезгаданого можна вважати деталь достатньо технологічною.
1.2 Вибір базДля забезпечення правильного та незмінного положення при обробці деталі обирається ряд баз, тобто поверхонь, які визначають її положення відносно вибраної системи координат. Базування необхідно на всі стадіях створення виробу.
При обробці важеля на першій операції базою є необроблені зовнішні поверхні. У подальшій обробці базою будуть оброблені зовнішні поверхні. А при довбанні зубців - отвір Ø20Н9 від якого вони прив’язані.
1.3 Визначення типу виробництваДля подальшої розробки технологічного процесу механічної обробки важливо визначити тип виробництва. Орієнтовно це можна зробити згідно таблиці 1.3.
Таблиця 1.3.
| Маса деталі, кг | Тип виробництва | ||||
| одиничне |
мілко- серійне |
середньо-серійне |
крупно- серійне |
масове | |
| менш 1-го | <10 | 10-2000 | 1500-100000 | 100000-200000 | >200000 |
| 1-2,5 | <10 | 10-1000 | 1000-50000 | 50000-100000 | >100000 |
| 2,5-5 | <10 | 10-500 | 500-35000 | 35000-75000 | >75000 |
| 5-10 | <10 | 10-300 | 300-25000 | 25000-50000 | >50000 |
Розрахуємо масу заготовки, розбивши її на прості фігури згідно рис.1.1 Зважаючи на те, що навіть після спрощення деталь має складну форму на виді зверху, розрахунок площі проводимо за допомогою комп’ютера:
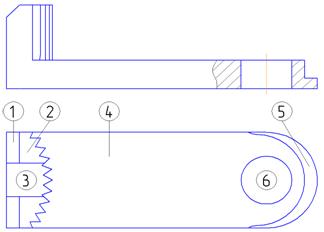
Рис.1.1
S1 = 65 мм2; S2 = 104,6 мм2; S3 = 221,7 мм2; S4 = 3608,7 мм2; S5 = 224,6 мм2; S6 = 314,2мм2.
Об’єм частин і деталі в цілому:
V1-3 = (2S1 + 2S2 + S3) ∙ H2 = (2 ∙ 65 + 2 ∙ 104,6 + 221,7) ∙ 35 = 19631,5 мм3
V1 = ![]() =
= ![]() = 162,5 мм3
= 162,5 мм3
V3 = S3 ∙ Н3 = 221,7 ∙ 6 = 1330 мм3
V4 = S4 ∙ Н4 = 3608,7 ∙ 12 = 43304,4 мм3
V5 = S5 ∙ Н5 = 224,6 ∙ 4,5 = 1010,7 мм3
V6 = S6 ∙ Н6 = 314,2 ∙ 12 = 3770,4 мм3
Vд = V1-3 - 2V1 - V3 + V4 + V5 - V6 = 19631,5 - 2∙162,5 - 1330 + 43304,4 + 1010,7 - 3770,4 = 58521 мм3 = 58,5 см3
Маса деталі: Gд = Vд ∙ γ = 58,5 ∙ 0,00785 = 0,46 кг
Згідно цієї таблиці при масі деталі 0,46 кг і річному випуску N = 5000шт., тип виробництва - середньосерійний.
2. Технологічний розділ 2.1 Вибір виду заготовки і обґрунтування методу її одержання 2.1.1 Вибір заготовки та її обгрунтування
Вибір виду заготовки грає велику роль у технологічному процесі механічної обробки деталі. Чим ближче за формою і розмірами вихідна заготовка до готової деталі тим менше часу необхідно для її обробки, менше йде матеріалу, і, отже, нижче собівартість виробу. Враховуючи вид виробництва (середньосерійний) і матеріал заготовки (сталь 20Х) можна запропонувати два варіанти отримання заготовок:
1. з гарячекатаного листового прокату по ГОСТ 19903-74 (як на базовому підприємстві);
2. з штампованої поковки, отриманої у відкритих штампах на КГШП.
Для виявлення кращого варіанту заготовки необхідно
визначити розміри заготовки по кожному варіанту і їх масу за формулою: Gз=
Vз · γ,![]()
де: Gз - маса заготовки, кг; Vз
- об’єм, заготовки, см![]() ;
; ![]() - питома вага матеріалу, для
сталі 45: γ = 0,00785 кг/см
- питома вага матеріалу, для
сталі 45: γ = 0,00785 кг/см![]() Потім за
допомогою коефіцієнту використання матеріалу і вартості виготовлення заготовки виконуємо
порівняння і обираємо найкращий варіант.
Потім за
допомогою коефіцієнту використання матеріалу і вартості виготовлення заготовки виконуємо
порівняння і обираємо найкращий варіант.
Варіант № 1.
Заготовка з листового прокату.
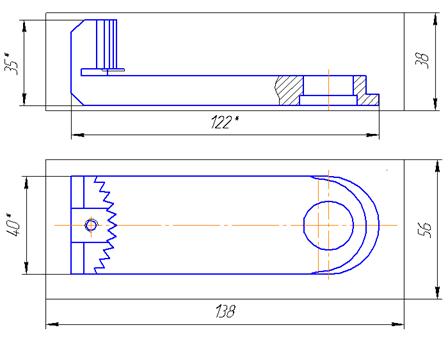
Рис.2.1
За ГОСТ 19903-74 знаходимо найближчу необхідну товщину листового прокату: 38 мм. Заготовка з листа вирізається газорізкою. При цьому припуск на сторону повинен бути не менше 8 мм. Остаточно розміри заготовки такі:
довжина L = 122 + 8 ∙ 2 = 138 мм
ширина В = 40 + 8 ∙ 2 = 56 мм
Розрахуємо об’єм заготовки:
V![]() = 38 х 138
х 56 = 293664 мм3 = 293,7 см3
= 38 х 138
х 56 = 293664 мм3 = 293,7 см3
Масса заготовки:
G![]() V
V![]() γ = 293,7 · 0,00785
= 2,3 кг
γ = 293,7 · 0,00785
= 2,3 кг
Коефіцієнт використання матеріалу:
Kвм = ![]() = 0,2
= 0,2![]()
![]()
Розраховуємо вартість заготовки з прокату за формулою:
C![]()
![]()
де: Cі = 4100 грн - вартість 1 т матеріалу сталі 20Х;
Свідх = 700 грн - вартість 1 т відходів
![]() = 8,14 грн
= 8,14 грн
Варіант №2
Заготовка - штамповка на КГШП.
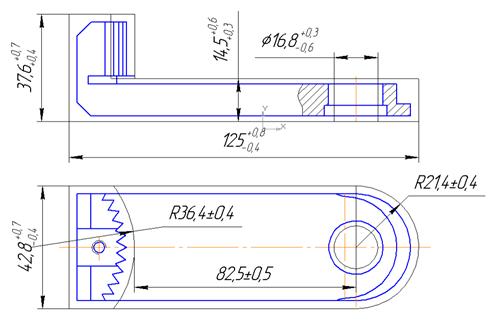
Рис.2.2
Використавши ГОСТ 7505 - 89 " Поковки стальні штамповані. Допуски, припуски і ковальські напуски " визначаємо припуски на лінійні і діаметральні розміри та допуски на них. Все це заносимо у таблицю:
Таблиця 2.1
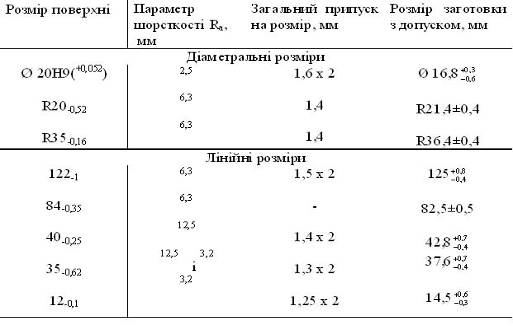
За даними цієї таблиці знаходимо об’єм заготовки. Для цього її розбиваємо на прості фігури (Рис.2.3) і розраховуємо їх об’єм, а потім всієї заготовки.
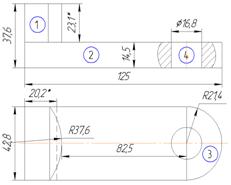
Рис.2.3
V1 = 42,8 ∙ 23,1 ∙ 20,2 = 19971 мм3
V2 = 103,6 ∙ 42,8 ∙ 14,5 = 64294 мм3
V3 = ![]() 10426 мм3
10426 мм3
V4 = ![]() = 3213 мм3
= 3213 мм3
Vшт = V1 + V2 +V3 - V4 = 19971 + 64294 + 10426 - 3213 = 91478 мм3 = 91,5 см3
Маса заготовки:
Gшт = Vшт · γ = 91,5 · 0,00785 = 0,72 кг
Коефіцієнт використання матеріалу:
Квм = ![]() =
=
![]() = 0,64
= 0,64
Визначаємо вартість заготовки - штамповки:
Сшт = (![]()
![]() · Gшт ·
Кп · Кс · Кв · Км ·
Кт) - (Gшт - Gд)
· Gшт ·
Кп · Кс · Кв · Км ·
Кт) - (Gшт - Gд) ![]() , с.31
, с.31 ![]()
де: Кп = 1,0 - коефіцієнт, що залежить
від умов виробництва с.38 ![]() ; Кс
= 0,75 - коефіцієнт, що залежить від групи складності заготовки табл.2.12
; Кс
= 0,75 - коефіцієнт, що залежить від групи складності заготовки табл.2.12 ![]() ; Кв =
1,33 - коефіцієнт, що залежить від маси заготовки табл.2.12
; Кв =
1,33 - коефіцієнт, що залежить від маси заготовки табл.2.12 ![]() ; Км = 1,0 - коефіцієнт,
що залежить від матеріалу заготовки с.37
; Км = 1,0 - коефіцієнт,
що залежить від матеріалу заготовки с.37 ![]() ;
Кт = 1,0 - коефіцієнт, що залежить від точності заготовки с.37
;
Кт = 1,0 - коефіцієнт, що залежить від точності заготовки с.37 ![]() ;
;
Сшт = (![]() ·
0,72 · 1 · 0,75 · 1,33 · 1 · 1) - (0,72 - 0,46) ·
·
0,72 · 1 · 0,75 · 1,33 · 1 · 1) - (0,72 - 0,46) ·
![]() = 2,76 грн
= 2,76 грн
Отримані дані для зручності зводимо у таблицю.
Таблиця 2.2
| Вид заготовки | Маса деталі, кг | Маса заготовки, кг | Коефіцієнт використання матеріалу | Вартість однієї заготовки, грн |
Вартість 1т металу, грн |
| Прокат | 0,46 | 2,3 | 0,23 | 8,18 | 4100 |
| Штамповка | 0,72 | 0,64 | 2,76 |
Виходячи з величини коефіцієнту використання матеріалу, вартості заготовки та типу виробництва визначаємо, що доцільно застосувати заготовку - штамповку, отриману на КГШП. При цьому економія металу з однієї заготовки дорівнює:
Е = G пр - G шт. = 2,3 - 0,72 = 1,58 кг
На всю річну програму:
Ep = E · N =1,58 ·5000 = 7900 кг = 7,9 т
На річну програму у гривнях:
Er = Ep · Cі = 7,9 · 4100 = 32390 грн
2.1.2 Стислий опис способу отримання заготовкиСпочатку від прутка металу із сталі 20Х відрубають необхідну заготовку. Її об’єм дорівнює об’єму готової заготовки з урахуванням окалини і облою. Потім заготовку нагрівають у термічних печах до необхідної температури. Нагріту заготовку розташовують у відкритий штамп і штампують на КГШП. Така штамповка забезпечує виготовлення відносно точних штамповок без зсуву і з підвищеною у порівнянні з молотами продуктивністю. Після штамповки заготовку для зняття залишкових напруг відпалюють.
Для зняття задирків і окалини заготовку галтують або травлять у розчині соляної кислоти.
2.1.3 Вибір загальних припусків і розрахунок розмірів заготовки по таблицямПрипуски і допуски на обробку поковок визначаються по ГОСТ 7505-89 ”Поковки стальні штамповані. Допуски, припуски та ковальські напуски”. За цим ГОСТом розраховуємо всі припуски, крім 2-х: діаметру отвору і товщина деталі 12-0,12. Ці два розміри ми розрахуємо розрахунковим методом. Отримані результати зводимо у таблицю 2.1.
2.1.4.Визначення операційних припусків, розмірів та допусків на один діаметральний та один лінійний розміри розрахунковим методом.
Розрахунок припуску на діаметральний розмір виконуємо для точного отвору Ø20Н9 (+0,052). Деталь виготовлена з сталі 20Х ГОСТ 4543-71. Заготовка - штамповка на КГШП, другого класу точності. Поверхня Ø20 виконана по 9 квалітету точності і має параметр шорсткості 2,5√.
Тому маршрутна технологія обробки цієї поверхні має вид:
1.зенкерування попереднє;
2.розгортання остаточне.
Розрахунок припусків ведеться у порядку зворотньому маршрутній технології. Мінімальний припуск при обробці внутрішніх поверхонь (двосторонній припуск) визначається за формулою:
![]() , стр.175 [2]
, стр.175 [2]
де: ![]() - висота
нерівностей профілю на попередньому переході табл.12 с.186 і табл.24 с.188 [2]
- висота
нерівностей профілю на попередньому переході табл.12 с.186 і табл.24 с.188 [2]
![]() - глибина дефектного поверхневого шару на попередньому переході - ті ж
таблиці.
- глибина дефектного поверхневого шару на попередньому переході - ті ж
таблиці.
ΔΣі-1 = ![]()
де: Δекс = 0,8 мм - відхилення від концентричності отворів табл.17 с.186![]()
Δжол = 0,5 мм - жолоблення поковок типу дисків і важелів, що отримують на пресах табл.17 с.186 ![]()
Δ![]() =
=
![]() = 0,943 мм = 943 мкм - для заготовки;
= 0,943 мм = 943 мкм - для заготовки;
![]() = 943 · 0,06 = 57 мкм = 0,057 мм - для зенкерування
= 943 · 0,06 = 57 мкм = 0,057 мм - для зенкерування
![]() = 943 · 0,02 = 19 мкм = 0,019 мм - для розгортання
= 943 · 0,02 = 19 мкм = 0,019 мм - для розгортання
εί - погрішність установки
заготовки на переході, що виконується табл.4.13 с.81![]() ,
εί = 60мкм = 0,06 мм - при встановленні у пневматичні лещата попередньо обробленої заготовки.
,
εί = 60мкм = 0,06 мм - при встановленні у пневматичні лещата попередньо обробленої заготовки.
Вибрані дані заносимо у таблицю.
Таблиця 2.3
|
Технологічні переходи обробки поверхні |
Елементи припуску |
Допуск δ, мкм |
|||
|
Rz |
h | ∆ | ε | ||
| Заготовка | 160 | 200 | 943 | - | 900 |
| Зенкерування | 32 | 50 | 57 | 60 | 300 |
| Розгортання | 5 | 10 | 19 | 60 | 52 |
Розраховуємо мінімальний припуск на механічну обробку:
а) припуск на зенкерування
2Z![]() = 2 ·
(160 + 200 +
= 2 ·
(160 + 200 + ![]() ) = 2610 мкм = 2,61 мм
) = 2610 мкм = 2,61 мм
б) припуск на розгортання
2Z![]() = 2 ·
(32 + 50 +
= 2 ·
(32 + 50 + ![]() ) = 330 мкм = 0,33 мм
) = 330 мкм = 0,33 мм
Визначаємо розрахункові та граничні розміри:
d![]() = d
= d![]() =
20,052 мм
=
20,052 мм
d![]() = d
= d![]() = d
= d![]() - 2Z
- 2Z![]() = 20,052 - 0,33 = 19,722 мм
= 20,052 - 0,33 = 19,722 мм
d![]() = d
= d![]() = d
= d![]() - 2Z
- 2Z![]() = 19,722 - 2,61 = 17,112 мм
= 19,722 - 2,61 = 17,112 мм
d![]() = 20,000 мм
= 20,000 мм
d![]() = d
= d![]() - δ
- δ![]() = 19,722 - 0,3 = 19,422 мм
= 19,722 - 0,3 = 19,422 мм
d![]() = d
= d![]() - δ
- δ![]() = 17,112 - 0,9 = 16,212 мм
= 17,112 - 0,9 = 16,212 мм
Визначаємо граничні та загальні припуски:
2Z![]() = 0,33 мм
= 0,33 мм
2Z![]() = 2,61 мм
= 2,61 мм
2Z![]() = d
= d![]() - d
- d![]() = 20,000 - 19,422 = 0,578 мм
= 20,000 - 19,422 = 0,578 мм
2Z![]() = d
= d![]() - d
- d![]() = 19,422 - 16,212 = 3,21 мм
= 19,422 - 16,212 = 3,21 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,33 + 2,61 = 2,94 мм
= 0,33 + 2,61 = 2,94 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,578 + 3,21 = 3,788 мм
= 0,578 + 3,21 = 3,788 мм
Результати всіх розрахунків для зручності зводимо у таблицю.
Таблиця 2.4
|
Технологічні переходи обробки поверхні |
Розрахун- ковий припуск, 2Zmin, мкм |
Розрахунковий розмір dр, мм |
Граничний розмір, мм |
Граничний розмір припуску, мм |
||
|
dmax |
dmin |
2Zmin |
2Zmax |
|||
| Заготовка | - | 17,112 | 17,112 | 16,212 | - | - |
| Зенкерування | 2610 | 19,722 | 19,722 | 19,422 | 2,61 | 3,21 |
| Розгортання | 330 | 20,052 | 20,052 | 20,000 | 0,33 | 0,578 |
| Разом | 2,94 | 3,788 | ||||
Розраховуємо припуск на лінійний розмір 12-0,1. Маршрут обробки цього розміру: 1.фрезерування чорнове;
2. фрезерування чистове.
Для послідовної обробки протилежних поверхонь:
Zmin = Rzi-1 + hi-1 + ΔΣi-1 + εί
Rz = 160 мкм; h = 200 мкм - для заготовки;
Rz = 32 мкм; h = 50 мкм - для фрезерування чорнового;
Rz = 10 мкм; h = 15 мкм - для фрезерування чистового.
ΔΣі-1 = ![]() =
= ![]() = 640 мкм = 0,64 мм
= 640 мкм = 0,64 мм
де: ![]() = 400 мкм
= 0,4 мм - відхилення від співвісності елементів, що штампуються у різних половинах
штампів табл.18 с.187 [4]
= 400 мкм
= 0,4 мм - відхилення від співвісності елементів, що штампуються у різних половинах
штампів табл.18 с.187 [4]
ΔΣ1 = ΔΣ · 0,06 = 0,64 · 0,06 = 0,038 мм - для чорнового фрезерування;
ΔΣ11= ΔΣ · 0,02 = 0,64 · 0,02 = 0,013 мм - для чистового фрезерування.
ε = 60 мкм - погрішність установки у пневматичних лещатах попередньо обробленої заготовки.
Мінімальний припуск на механічну обробку (на бік):
а) припуск на чистове фрезерування
Z![]() = 32 + 50
+ 38 + 60 = 180 мкм = 0,18 мм
= 32 + 50
+ 38 + 60 = 180 мкм = 0,18 мм
На розмір 2Z![]() =
2 ∙ 0,18 = 0,36 мм
=
2 ∙ 0,18 = 0,36 мм
б) припуск на чорнове фрезерування
Z![]() = 160 +
200 + 640 + 60 = 1060 мкм = 1,06 мм
= 160 +
200 + 640 + 60 = 1060 мкм = 1,06 мм
На розмір 2Z![]() =
2 ∙ 1,06 = 2,12 мм
=
2 ∙ 1,06 = 2,12 мм
Розрахункові та граничні розміри:
l![]() = l
= l![]() =
11,9 мм
=
11,9 мм
l![]() = l
= l![]() = l
= l![]() + 2Z
+ 2Z![]() = 11,9 + 0,36 = 12,26 мм
= 11,9 + 0,36 = 12,26 мм
l![]() = l
= l![]() = l
= l![]() + 2Z
+ 2Z![]() = 12,26 + 2,12 = 14,38 мм
= 12,26 + 2,12 = 14,38 мм
l![]() = 12,00 мм
= 12,00 мм
l![]() = l
= l![]() + δ
+ δ![]() = 12,26 + 0,3 = 12,56 мм
= 12,26 + 0,3 = 12,56 мм
l![]() = l
= l![]() + δ
+ δ![]() = 14,38 + 0,9 = 15,28 мм
= 14,38 + 0,9 = 15,28 мм
Граничні та загальні припуски:
2Z![]() = 0,36 мм, 2Z
= 0,36 мм, 2Z![]() = l
= l![]() - l
- l![]() = 12,56 - 12,00 = 0,56 мм
= 12,56 - 12,00 = 0,56 мм
2Z![]() = 2,12 мм, 2Z
= 2,12 мм, 2Z![]() = l
= l![]() - l
- l![]() = 15,28 - 12,56 = 2,72 мм
= 15,28 - 12,56 = 2,72 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,36 + 2,12 = 2,48 мм
= 0,36 + 2,12 = 2,48 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,56 + 2,72 = 3,1 мм
= 0,56 + 2,72 = 3,1 мм
Отримані результати заносимо у таблицю 2.5.
Таблиця 2.5
|
Технологічні переходи |
Розрахун-ковий припуск, мкм |
Розрахун- ковий розмір, мм |
Допуск, мм |
Граничний розмір, мм |
Граничне значення припуску, мм |
||
|
lmax |
lmin |
2Zmax |
2Zmin |
||||
| Фрезер. чистове | 360 | 11,9 | 0,1 | 12,00 | 11,90 | 0,56 | 0,36 |
| Фрезер. чорнове | 2120 | 12,08 | 0,3 | 12,56 | 12,26 | 2,72 | 2,12 |
| Заготовка | - | 14,2 | 0,9 | 15,28 | 14,38 | - | - |
| Разом | 3,28 | 2,48 | |||||
На основі наведених розрахунків будуємо схему графічного зображення припусків і допусків на обробку отворів Ø20Н9 (+0,052).
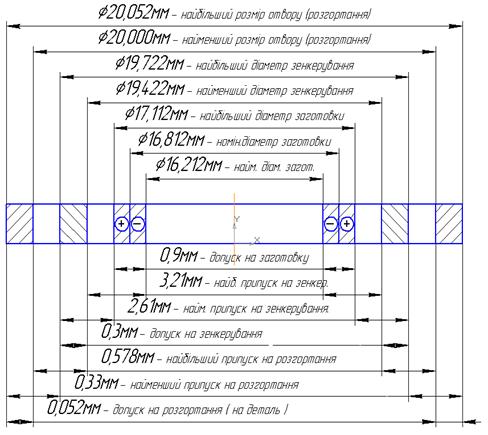
Рис.2.4
Будуємо схему графічного зображення припусків і допусків на обробку поверхонь з розміром 12-0,1.
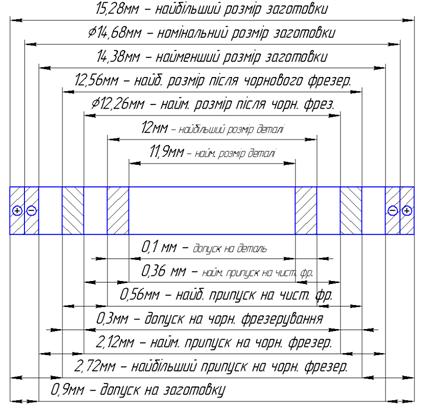
Рис.2.5
2.2 Розробка маршрутної технології обробки заготовки 2.2.1 Розробка технологічного процесу по операціях, установах та переходахВихідною інформацією для проектування технологічного процесу механічної обробки заготовки є: робоче креслення деталі; технічні вимоги; регламентована точність поверхонь; параметри шорсткості поверхонь; об’єм річного випуску деталей.
Для спрощення запису технологічного процесу використовуємо наступну схему розташування поверхонь, що обробляються:
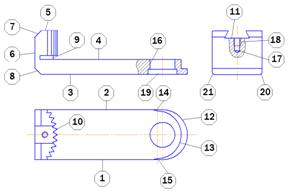
Рис.2.6
Складаємо технологічний маршрут обробки заготовки важеля з урахуванням зображеної схеми.
Таблиця 2.6
|
№ опер. |
Найменування операції | Обладнання | Пристрій | База | |
| 1 | 2 | 3 | 4 | 5 | |
| 005 |
Фрезерна 1.Фрезерувати пов.1 "як чисто". 2.Фрезерувати пов.2 у розмір 40-0,25. |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Необроблені зовнішні пов.3, 5 і 6 |
|
| 010 |
Фрезерна 1.Фрезерувати пов.3 начорно. 2.Фрезерувати пов.3 начисто. 3.Фрезерувати пов.4 у розмір 12,5-0,3. 4.Фрезерувати пов.5 у розмір 35-0,62. |
Вертикально - фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Оброблені зовнішні пов.1 і 2 |
|
| 015 |
Фрезерна Фрезерувати пов.6 "як чисто". |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Оброблені зовнішні пов.1 і 2 |
|
| 020 |
Фрезерна Фрезерувати 2 фаски 7 і 8 (5х45°). |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Оброблені зовнішні пов.1 і 2 |
|
| 025 |
Фрезерна Фрезерувати пов.4 начисто з фрезеруванням пазу 9 шир.2±0,25. |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пнемо- затиском |
Оброблені зовнішні пов.1, 2 і 3 |
|
| 030 |
Фрезерна 1.Фрезерувати послідовно: а) пов.10 до R35-0,16; б) паз11 попередньо на глибину 6+0,3; в) пов.12 з R20-0,52; г) пов.13, 14 і 15 з R19-0,52 і R6*. 2.Фрезерувати паз.11 під "ластівки хвіст". 3.Зенкерувати отв.16 до Ø19,4+0,3. 4. Свердлити отв.Ø4,3 на гли-бину 10+0,36 (17) під різьбу М5. |
Вертикально- фрезерний верстат з ЧПУ і інструменталь- ним магазином мод.6Р11МФ3-1 |
Лещата з пнемо- затиском |
Оброблені зовнішні пов.1, 2 і торець 6 |
|
| 035 |
Довбальна Довбати зубці 4±0,15 х 60°, витримуючи R35-0,16 (пов.1). |
Довбальний верстат мод.7А412 |
Лещата з пнемо- затиском |
Оброблені зовнішні пов.1, 2 і 6 |
|
| 040 |
Слюсарна 1. Нарізати різьбу М5 (пов.18) на глибину 6 мм в отв.17. 2.Зенкувати отв. 19 до Ø23+0,52 до розміру 8-0,09. 3.Запилити 2 фаски 20 і 21 у розмір 0,6х45°. 4.Зняти задирки після фрезерних і довбальної операцій. |
Вертикально- свердлильний верстат мод.2Н118 |
Лещата | - | |
| 045 | Термічна | Термопіч | - | - | |
| 050 |
Свердлильна Розгорнути отв.16 до Ø20Н9 (+0,052). |
Вертикально- фрезерний верстат мод.2Н118 |
Лещата | - | |
| 055 | Контрольна | Стіл БТК | - | - |
2.3 Операційна розробка технології. 2.3.1.Зміст та стисла характеристика операції.
Розглянемо операцію 030 фрезерна. Ця операція є операцією по обробці цілого ряду поверхонь за одну установку, частину з яких трудно отримати на універсальному обладнані. Виконання цієї операції дозволить отримати:
1.3 радіусні поверхні з R19-0,52; R20-0,52 і R35-0,16;
2.паз типу "ластівки хвіст";
3.отвір Ø20Н9 попередньо;
4.отвір Ø4,3 під М5.
Фрезерування і свердління здійснюється на фрезерному верстаті з ЧПУ і інструментальним магазином на 8 інструментів мод.6Р11МФ3-1 набором з 4-х інструментів. У якості вимірювального інструменту використовується спеціальні радіусні шаблони і калібр - пробки.
2.3.2 Обгрунтування установочних баз.Так як обробка на верстаті з ЧПУ ведеться з багатьох сторін необхідно найти базу і місце затискання заготовки, щоб на неї не наїхала фреза. Таким місцем у якості установчої бази, а також місцем затискання найбільш зручно використати дві оброблені поверхні з розміром 40-0,25. При цьому кінцівка з радіусами R19 і R20 повинна звісати. Ще однією базою може бути більший торець деталі, точніше його нижня частина (на верхній проходить фреза). До тогож від цього торця зав’язані всі розміри.
2.3.3 Обгрунтування вибору верстату.Для многоопераційної обробки деталей є декілька моделей фрезерних верстатів з ЧПУ. Враховуючи невеликий розмір деталі обираємо верстат з самим малим розміром столу. Це вертикально-фрезерний верстат з ЧПУ і інструментальним магазином мод.6Р11МФ3-1. Його основні характеристики такі:
Робоча поверхня стола (ширина х довжину), мм 250 х 1000
Найбільше переміщення столу, мм:
повздовжнє 630
поперечне 300
вертикальне 350
Внутрішній конус шпинделю (конусність7: 24) 50
Число швидкостей шпинделю Б/с
Частота обертання шпинделю, об/хв 63-2500
Число подач столу Б/с
Подачі столу, мм/хв.0,1-4800
Швидкість швидкого руху столу, мм/хв.4800
Потужність електродвигуна приводу головного руху, кВт 8
Габаритні розміри (довжина х ширина х висота), мм 2750 х 2230 х 2450
Маса (без виносного обладнання), кг 2650
2.3.4 Обгрунтування вибору пристроюДля обробки на вертикально-фрезерних верстатах звичайно використовуються лещата. Вони нам підходять. А для облегшення труда робочого використовуємо пневматичні лещата. Цей пристрій дозволяє встановити і надійно закріпити заготовку одним поворотом рукоятки. При цьому тиск скрапленого повітря дозволяє надійно затиснути заготовку.
2.3.5 Обгрунтування вибору ріжучого інструментуДля обробки радіусів і пазу на вертикально-фрезерних станках використовуються кінцеві фрези. Діаметр фрези у нас обмежений шириною пазу під "ластівки хвіст". У верхній частині цей паз має ширину 14+0,18. Тому обираємо фрезу Ø14 мм.
Для остаточного фрезерування пазу "ластівки хвіст" використовуються спеціальні кінцеві кутові фрези по МН 407-65.
Для зенкерування отвору Ø20Н9 використовуємо цільний зенкер Ø19,4 мм за ГОСТ 12489-71, а для свердління отвору під різьбу М5 свердло Ø4,3 мм середньої серії за ГОСТ 10902-77.
2.3.6 Обгрунтування вибору засобів операційного контролю.Контроль розмірів у серійному виробництві здійснюється переважно граничними калібрами. Тому для контролю розмірів обираємо радіусні шаблони R19-0,52, R20-0,52 і R35-0,16, калібр-пробки 19,4+0,3 і 14+0,18. Вони дозволять не тільки скоротити час на вимірювання деталі, але і підвищити якість контролю. За допомогою граничних калібрів визначають не числове значення параметру, що контролюють, а гідність деталі. Тому якість контролю мало залежить від суб’єктивного чинника, тобто від людини.
2.4 Визначення режимів різання і норм часу на 4 операціїОперація 005.Фрезерна.
Верстат: вертикально-фрезерний мод.6Р11.
Інструмент: фреза торцева Ø100 з механічним кріпленням пластин твердого сплаву Т5К10.
Перехід 1.Фрезерувати площину „як чисто”.
Глибина різання: ![]() мм. Подача: Sz =
0,12 мм/зуб таблиця 33 с.283 [3] Z = 8 - число зубців фрези.
мм. Подача: Sz =
0,12 мм/зуб таблиця 33 с.283 [3] Z = 8 - число зубців фрези.
Швидкість різання:
![]()
![]() с.282 [3]
с.282 [3]
де: СV=332; m=0,2; x=0,1; y=0,4; u=0,2; p=0; g=0,2 - коефіцієнт і показники степеня таблиця 39 с.286 [3];
Т = 180хв - стійкість фрези (час роботи між перезагостренням);
D = 100мм - діаметр фрези;
В = 52,1 мм - максимальна ширина фрезерування (на 2 деталі);
КV=К мv* К nv *
К uv - коефіцієнт, що враховує зміну умов обробки с.282 [3]; де: К мv
= К r* - коефіцієнт,
що враховує обробляємий матеріал таблиця 1.с.261 [3];
- коефіцієнт,
що враховує обробляємий матеріал таблиця 1.с.261 [3];
Кnv = 0,8 - коефіцієнт, що враховує стан поверхні заготовки (поковка з кіркою) таблиця 5.с.263 [3];
Кuv = 0,65 - коефіцієнт, що враховує інструментальний матеріал таблиця 6.с.263 [3]
V=![]()
Число оборотів фрези:
![]()
Коректуємо по паспорту верстату: nф = 500 об/хв.
Фактична швидкість різання:
Vф = ![]()
Розраховуємо силу Pz, що виникає при фрезеруванні:
![]() с.282 [3];
с.282 [3];
де: Ср=825; х=1; y=0,75; u=1,1; g=1,3;
w=0,2; - коефіцієнт та показники ступенів таблиця 41 с.291 [3];  - коефіцієнт, що враховує обробляємий
матеріал таблиця 9 с.264 [3];
- коефіцієнт, що враховує обробляємий
матеріал таблиця 9 с.264 [3];
![]()
Потужність, що витрачається на різання:
![]()
Порівняємо з потужністю верстату: Nвер=5,5 * 0,85 = 4,7 кВт. 2,8 < 4,7 N < N вер - за такими умовами процес різання є можливим. Довжина робочого ходу: L рх = L + L1, мм, де: L = 125 мм - довжина фрезерування; L1 = 24 мм - величина урізання та перебігу фрези
Lрх = 125 + 24 = 149 мм
Основний час:
![]() на 2 деталі.
на 2 деталі.
На 1 деталь:
То = ![]()
Перехід 2.Фрезерувати площину у розмір 40-0,25.
Всі вихідні і розрахункові дані залишаються ті ж самі що у 1 переході.
Загальний основний час: То = 0,155 + 0,155 = 0,31 хв. Допоміжний час:
![]()
де: ![]() 0,07хв -
допоміжний час на взяття, встановлення закріплення, відкріплення, зняття і відкладання
деталі вагою до 1 кг у пневматичних лещатах таблиця.5.5 с. 199 [4];
0,07хв -
допоміжний час на взяття, встановлення закріплення, відкріплення, зняття і відкладання
деталі вагою до 1 кг у пневматичних лещатах таблиця.5.5 с. 199 [4];
![]() допоміжний час на заходи, зв’язані з переходом таблиця.5.8 с. 202 [4];
допоміжний час на заходи, зв’язані з переходом таблиця.5.8 с. 202 [4];
![]() включити або виключити верстат кнопкою;
включити або виключити верстат кнопкою;
![]() підвести або відвести фрезу від деталі;
підвести або відвести фрезу від деталі;
![]() ;
;
![]() - допоміжний час на вимірювання деталі таблиця.5.12 с. 207 [4];
- допоміжний час на вимірювання деталі таблиця.5.12 с. 207 [4];
![]() 0,07хв - вимірювання розміру 40-0,25 калібр - скобою
0,07хв - вимірювання розміру 40-0,25 калібр - скобою
![]()
Оперативний час:
![]()
Штучний час: ![]() де: ао=1,4% - час на технічне
обслуговування робочого місця у процентах від оперативного таблиця.5.21 с.212 [4];
де: ао=1,4% - час на технічне
обслуговування робочого місця у процентах від оперативного таблиця.5.21 с.212 [4];
ав=6% - час на відпочинок та особисті потреби робочого у процентах від оперативного таблиця.5.22 с.213 [4]
![]()
Підготовче - заключний час (час на підготовку операції та її завершення) таблиця 6.5 с.217 [4]:
Тn31=3хв - час на встановлення 1-2 фрез.
Тn32=12хв - час на встановлення та наладку пристрою.
Тnз = 3 + 12 = 15 хв
Величина партії деталі:
![]()
де: Тзм = 480хв - тривалість робочої зміни.
Штучно - калькуляційний час:
![]()
Перехід 2.Фрезерувати площину у розмір 40-0,25.
Всі вихідні і розрахункові дані залишаються ті ж самі що у 1 переході.
Операція 030.Фрезерна (програмна).
Верстат: вертикально-фрезерний з ЧПУ і інструментальним магазином мод.6Р11МФ3-1.
Інструмент: фреза кінцева Ø14 Р6М5 ГОСТ 17026-71.
Перехід 1.1.Фрезерувати послідовно:
а) пов. з R35-0,16;
б) паз попередньо на глибину 6+0,3;
в) пов. з R20-0,52;
г) пов. з R19-0,52 і R6*.
Глибина різання: а) ![]() ; б)
; б) ![]() ; в)
; в) ![]() ; г)
; г) ![]() .
.
Ширина фрезерування: а) В = 35 - 12 - 2 = 21 мм
б) В = 6 мм
в) В = 12 мм
г) В = 7,5 мм
Вибираємо для розрахунку найбільш тяжкі умови роботи - прорізання пазу (пункт б). Для нього і визначаємо режими різання.
Подача: Sz = 0,05 мм/зуб таблиця 35 с.284 [3] Z = 4 - число зубців кінцевої фрези. Швидкість різання:
![]() с.282 [3]
с.282 [3]
Кuv= 1,0. Решта коефіцієнтів ті ж самі.
V=![]()
Число оборотів фрези:
![]()
Коректуємо по паспорту верстату: nф = 630об/хв.
Фактична швидкість різання:
Vф=![]()
Розраховуємо силу Pz, що виникає при фрезеруванні:
![]()
![]()
Потужність, що витрачається на різання:
![]()
Порівняємо з потужністю верстату:
Nвер = 8 * 0,85 = 6,8 кВт
0,82 < 6,8 N < N вер - за такими умовами процес різання є можливим.
Довжина робочого ходу:
L рх = Lа + Lб + Lв + Lг, мм,
де: Lа = 55 мм - розраховано за допомогою комп’ютера; Lб = 18 + 8 + 2 = 28 мм - довжина пазу, урізання і перебігу фрези; Lв = ![]() + 2 + 2 = 89 мм - довжина половини R20+Rфр, урізання і перебігу фрези; Lг=
+ 2 + 2 = 89 мм - довжина половини R20+Rфр, урізання і перебігу фрези; Lг= ![]() + 3 + 2 = 87 мм - довжина половини R19+Rфр, урізання і перебігу фрези.
+ 3 + 2 = 87 мм - довжина половини R19+Rфр, урізання і перебігу фрези.
L рх = 55 + 28 + 89 + 87 = 259 мм
Основний час: ![]() .
.
Перехід 2. Фрезерувати паз шир.14 мм під "ластівки хвіст".
Інструмент: кінцева кутова фреза для пазів типу "ластівки хвіст" Ø20 МН 407-65 таблиця 8 с.60 [6]
Глибина різання (максимальна): ![]()
Подача: Sz = 0,03 мм/зуб Z = 8 - число зубців фрези.
Швидкість різання:
![]() =
=
![]()
Число оборотів фрези:
![]()
Коректуємо по паспорту верстату: nф = 500 об/хв.
Фактична швидкість різання:
Vф = ![]()
Розраховуємо силу Pz, що виникає при фрезеруванні:
![]() =
= ![]()
Потужність, що витрачається на різання:
![]()
Порівняємо з потужністю верстату:
0,04 < 6,8 N < N вер - за такими умовами процес різання є можливим.
Довжина робочого ходу:
L рх = L + L1 = 18 + 22 = 40 мм
Основний час:
![]()
Перехід 3. Зенкерувати отв.Ø16,8 до Ø19,4+0,3.
Інструмент: зенкер Ø 19,4 Р6М5 ГОСТ 12489-71. Глибина різання: t = ![]() . Подача: S = 0,6 мм/об. Швидкість
різання:
. Подача: S = 0,6 мм/об. Швидкість
різання:
![]()
Число оборотів зенкера:
![]()
По паспорту: ![]() =
200 об/хв
=
200 об/хв
Фактична швидкість різання:
![]() =
= ![]() =
=![]()
Крутячий момент при зенкеруванні:
![]()
Потужність, що витрачається на зенкерування:
![]()
Порівнюємо з потужністю верстату:
0,3 < 6,8 N < Nв.
Основний час:
![]()
Перехід 4. Свердлити отв.Ø4,3 на глибину 10+0,36 під різьбу М5.
Інструмент: свердло Ø4,3 Р6М5 ГОСТ 10902-77.
Глибина різання: t = ![]() . Подача: S = 0,1 мм/об
. Подача: S = 0,1 мм/об
Швидкість різання:
![]()
Число оборотів свердла:
![]()
По паспорту: ![]() =
1600 об/хв
=
1600 об/хв
Фактична швидкість різання:
![]() =
= ![]() =
=![]()
Крутячий момент при свердлінні:
![]()
Потужність, що витрачається на свердління:
![]()
Порівнюємо з потужністю верстату:
0,172 < 6,8 N < Nв.
Основний час:
![]()
Загальний основний час на операцію:
То = 2,056 + 0,333 + 0,158 + 0,075 = 2,622 хв
Допоміжний час для верстатів з ЧПУ (разом з основним) встановлюється хронометражем, тобто вимірюється в процесі обробки секундоміром. Орієнтовно допоміжний час можна прийняти у розмірі 30% від основного:
Тд = 0,3То = 0,3 ∙ 2,622 = 0,787 хв.
Вимірювання деталі можна робити під час обробки наступної деталі.
Оперативний час:
![]()
Штучний час:
![]()
![]()
Підготовче - заключний час: Тnз = 7 + 17 = 24 хв
Величина партії деталі:
![]()
Штучно - калькуляційний час:
![]()
Операція 035 Довбальна.
Верстат: довбальний мод.7А412.
Інструмент: різець довбальний Т5К10 спеціальний СПК 010.28.006.00.00.
Довбати зубці 4±0,15 х 60°, витримуючи R35-0,16 за 5 переходів.
Глибину різання розраховуємо за допомогою рис.2.7:
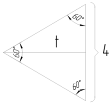
Рис.2.7
t = 4 ∙ sin60° = 4 ∙ 0,866 = 3,5 мм
Розрахунок режимів різання проводиться як і для токарної обробки з введенням допоміжного коефіцієнту на швидкість різання Куv = 0,6, що враховує ударне навантаження с.276 [3].
Подача: S = 0,2 мм/дв.хід табл.15 с.268 [3]
Визначаємо швидкість різання по формулі:
![]() =
= ![]()
Знаходимо число двійних ходів стола у хвилину:
![]()
Коректуємо по паспорту верстату: nф = 210 дв.ход/хв
Тоді фактична швидкість різання буде:
![]()
Розраховуємо силу різання при довбанні:
![]()
![]()
Визначаємо потужність різання:
![]()
Порівнюємо з потужністю верстату
![]()
1,2 < 1,3 N < Nвер
Визначаємо основний час: ![]()
![]() на 1 прохід
на 1 прохід
На операцію (5проходів): То = 5∙Т![]() = 5∙0,107 = 0,535 хв
= 5∙0,107 = 0,535 хв
Допоміжний час:
Тд = tуст + tпер+ tдоп = 0,09 + (0,01∙2 + 0,02·10) + (0,07·2 + 0,09) = 0,54 хв
Оперативний час:
Топ= То + Тд = 0,535 + 0,54 = 1,075 хв
Штучний час:
![]()
![]()
Підготовчо-заключний час: Тп.з = 4 + 8 = 12 хв
Величина партії деталей: ![]()
![]()
Штучно-калькуляційний час: Тшт.к = Тшт
+ ![]() = 1,153 +
= 1,153 + ![]() 1,183хв
1,183хв
Операція 050 Свердлильна.
Обладнання: вертикально-свердлильний верстат мод.2Н118.
Свердлильна
Розгорнути отв. Ø19,4 до Ø20Н9 (+0,052).
Інструмент: розгортка Ø 20 Р6М5 ГОСТ 1672-80.
Глибина різання:
t = ![]()
Подача: S = 0,8 мм/об табл.27 с.278 [3]. Швидкість різання:
![]()
Число оборотів розгортки:
![]()
По паспорту: ![]() =
125 об/хв
=
125 об/хв
Фактична швидкість різання:
![]() =
= ![]() =
=![]()
Крутячий момент і потужність при розгортанні зважаючи на їх невелику величину не розраховуються. Основний час:
![]()
Допоміжний час:
Тд = Ту + Тп + Тв = 0,08 + (0,01*2 + 0,03*2) + 0,12 = 0,28 хв.
Оперативний час:
Топ = То + Тд= 0,22 + 0,28 = 0,5 хв.
Штучний час:
![]()
Підготовно-заключний час:
Тпз = 6 + 5 = 11 хв
Величина партії деталей:
![]()
Штучно-калькуляційний час:
![]()
Всі отримані дані заносимо у таблиці 2.7 і 2.8.
Таблиця 2.7
| № з/п | Найменування операції | t,мм |
Lр,мм |
Lр.х.,мм |
То,хв |
S,мм/об | Швидкості різання і обороти шпинделю | N,кВт | |||
| розраховані | прийняті | ||||||||||
| V | n | V | n | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 005 | Фрезерна1.Фрезеруванняплощини | 1,4 | 125 | 149 | 0,155 | Sz0,12мм/зуб | 173,4 | 552 | 157 | 500 | 2,8 |
| 2.Фрезерування іншої площини | 1,4 | 125 | 149 | 0,155 | 0,12 | 173,4 | 552 | 157 | 500 | 2,8 | |
| 010 | Фрезерна1.Фрезеруванняоснови начорно | 1 | 125 | 149 | 0,31 | 0,12 | 157 | 500 | |||
| 2.Фрезеруванняоснови начисто | 0,25 | 125 | 149 | 0,31 | 0,12 | 157 | 500 | ||||
| 3.Фрезеруваннярозміру 12,6 | 0,25 | 40 | 96 | 0,2 | 0,12 | 157 | 500 | ||||
| 4.Фрезеруваннярозміру 35 | 1,3 | 40 | 55 | 0,115 | 0,12 | 157 | 500 | ||||
| 015 |
Фрезерна Фрезерування торця |
2,5 | 35 | 60 | 0,125 | 0,12 | 157 | 500 | |||
| 020 |
Фрезерна Фрезерування 2-х фасок 5х45° |
5 | 40х2 | 48х2 | 0,635 | 0,06 | 25 | 398 | 19,8 | 315 | |
| 025 |
Фрезерна Фрезерування пов. і пазу 2 начисто |
0,25 | 40 | 96 | 2,4 | 0,08 | 160 | 509 | 157 | 500 | |
| 030 | Фрезерна1.Фрезерування 4-х поверхонь | 14 | 259 | 2,056 | 0,05 | 27,6 | 628 | 27,7 | 630 | 0,82 | |
| 2.Фрезеруваняя пазу "ластівки хвіст" | 3 | 18 | 40 | 0,333 | 0,03 | 37,9 | 603 | 31,4 | 500 | 0,04 | |
| 3.Зенкерування Ø19,4 | 1,3 | 12 | 19 | 0,158 | 0,6 | 14,7 | 241 | 12,2 | 200 | 0,3 | |
| 4. Свердління Ø4,3 | 2,15 | 10 | 12 | 0,075 | 0,1 | 31,1 | 2303 | 21,6 | 1600 | 0,17 | |
| 035 | Довбальна | 3,5 | 21 | 35 | 0,535 | 0,2 | 21,4 | 305д.х./хв | 14,7 | 210д.х./хв | 1,2 |
| 040 | Слюсарна1. Нарізання різьби М5 | 0,35 | 6 | 10 | 0,05 | 0,8 | 4 | 255 | 3,9 | 250 | |
| 2.Зенкування Ø23 | 1,5 | 4 | 7 | 0,056 | 0,5 | 20 | 277 | 18,1 | 250 | - | |
| 3.Запилювання 2-х фасок 0,6х45° | 0,8 | ||||||||||
| 4.Зняття задирків | - | - | - | 1,7 | - | - | - | - | - | - | |
| 045 | Термічна | - | - | - | - | - | - | - | - | - | - |
| 050 | Свердлильна | 0,3 | 12 | 22 | 0,22 | 0,8 | 9,1 | 144,9 | 7,85 | 125 | - |
| 055 | Контрольна | - | - | - | - | - | - | - | - | - | - |
Таблиця 2.8
| № опера-ції | Найменування операції | Основний час, хв | Оперативний час, хв | Допоміжний час, хв | Час на обслуговування, % | Час на відпочинок, % | Штучний час, хв. | Підготовчо-заключний час, хв | Величина партії деталей, шт. | Штучно-калькуляційний час, хв | ||
| Установка і зняття деталі | Зв’язане з переходами | Вимірювання деталі | ||||||||||
| 005 | Фрезерна | 0,31 | 0,55 | 0,07 | 0,1 | 0,07 | 1,4 | 6 | 0,59 | 15 | 802 | 0,57 |
| 010 | Фрезерна | 0,935 | 1,605 | 0,32 | 0,12 | 0,23 | 1,4 | 6 | 1,724 | 15 | 270 | 1,78 |
| 015 | Фрезерна | 0,125 | 0,385 | 0,08 | 0,1 | 0,08 | 1,4 | 6 | 0,413 | 15 | 1126 | 0,426 |
| 020 | Фрезерна | 0,635 | 0,885 | 0,08 | 0,11 | 0,06 | 1,4 | 6 | 0,95 | 15 | 489 | 0,98 |
| 025 | Фрезерна | 2,4 | 2,74 | 0,08 | 0,15 | 0,11 | 1,4 | 6 | 2,943 | 15 | 158 | 3,038 |
| 030 | Фрезерна | 2,622 | 3,409 | 0,787 | 1,4 | 6 | 3,66 | 24 | 125 | 3,852 | ||
| 035 | Довбальна | 0,535 | 1,075 | 0,09 | 0,22 | 0,23 | 1,3 | 6 | 1,153 | 12 | 406 | 1,183 |
| 040 | Слюсарна | 2,606 | 3,246 | 0,16 | 0,27 | 0,21 | 1 | 6 | 3,473 | 10 | 135 | 3,547 |
| 045 | Термічна | - | - | - | - | - | - | - | - | - | - | - |
| 050 | Свердлильна | 0,22 | 0,5 | 0.08 | 0,08 | 0,12 | 1 | 6 | 0,535 | 11 | 877 | 0,548 |
| 055 | Контрольна | - | - | - | - | - | - | - | - | - | - | - |
На базовому підприємстві деталь виготовляється в умовах одиничного виробництва. Тому, у якості заготовки використовувався лист товщиною 40 мм. Заготовку вирізають газорізкою з припуском 10-15 мм на бік. Для серійного виробництва цей метод непридатний. Я пропоную отримувати заготовку методом штамповки у відкритих штампах на КГШП. Це дозволить знизити матеріалоємність і трудоємкість механічної обробки.
На базовому підприємстві встановлення деталей на фрезерних і свердлильних верстатах здійснювалося на універсальних пристроях з ручним затиском. Це сприяло втомлюваності робочого і знижувало продуктивність праці. Я пропоную на всіх цих операціях для закріплення деталей використовувати лещата з пневмозатиском.
Для контролю розмірів на базовому заводі використовувалися універсальні вимірювальні інструменти (штангенциркулі, мікрометри тощо), що цілком виправдано в умовах одиничного виробництва. Я же пропоную для вимірювання діаметрів і деяких лінійних розмірів використовувати калібри-скоби і калібри пробки.
Все вищезгадане дозволяє скоротити час на механічну обробку деталі і підвищити продуктивність праці.
3. Конструкторський розділ 3.1 Розрахунок та опис пристрою
На фрезерних операціях 005 - 030 і довбальної 035 я спроектував і використовую лещата з пневмоприводом СПК 010.29.006.00.00. Лещата призначені для базування заготовки по боковим поверхням та закріплення її силою Р. В пристрої заготовка лягає на одну з двох плоских поверхонь і з боків затискається за допомогою губок. Принцип дії пристрою наступний: зусилля від пневмоциліндру 7 передаються за допомогою штоку 9 на важіль 14. При подачі скрапленого повітря за допомогою розподільчого крану 1 у верхню порожнину пневмоциліндру 7 поршень 8 разом з штоком 9 йде униз повертаючи важіль 14. Він давить на ліву губку 15, яка затискає заготовку. При подачі скрапленого повітря у нижню порожнину відбувається розтискання заготовки.
3.1.1 Розрахунок погрішності базування у пристроїУ даному пристрої заготовка лягає на плоску поверхню від якої завдані розміри. Тому погрішність базування у вертикальному напрямі буде дорівнювати нулю: εб = 0. У горизонтальному напрямі заготовка притискається до нерухомої губки. Тому погрішність базування у горизонтальному напрямі також буде дорівнювати нулю: εб = 0.
3.1.2 Розрахунок зусиль закріплення деталі у пристроїДля того, щоб визначити силу затиску деталі в пристрої необхідно розрахувати силу різання. При фрезеруванні торцевою фрезою Ø 100 мм вона буде максимальною і дорівнює згідно пункту 2.4: Pz = 1087 н =108,7 кгс.
Зважаючи на невелику площину бокової поверхні за яку затискається заготовка, силу з якою необхідно затиснути заготовку повинна у 4 рази бути більшої ніж сила різання. Враховуючи співвідношення пліч у важелі 14 (1: 2) з урахуванням запасу (4 рази) нам необхідно:
Q = Pz · ![]() = 108,7 ·
= 108,7 ·
![]() · 4 = 217,4 кгс
· 4 = 217,4 кгс
Розрахуємо діаметр пневмоциліндру, який необхідно даному патрону.
Сила, яка розвивається на штоку пневмоциліндру дорівнює:
Q = Fпор ·р · η,
де: p = 4 кгс/см2 - тиск скрапленого повітря в пневмосистемі;
Fпор = ![]() - площа поршню;
- площа поршню;
η = 0,87 - КПД пневмоциліндру.
3.1.3 Визначення розмірів затискного елементу пристроюЗневажаючи величиною діаметру штоку d (малою у порівнянні з діаметром поршню D) знаходимо діаметр поршню пневмоциліндру за формулою:
D = ![]() =
= ![]() = 89,2 мм = 8,92 см с.242 [7]
= 89,2 мм = 8,92 см с.242 [7]
По табл. IV.1 с. 205 [7] приймаємо найближчий більший діаметр пневмоциліндру: D = 100 мм.
По тієї ж таблиці визначаємо найбільше зусилля, що розвиває даний пневмоциліндр при тиску в мережі 6 кгс/см2. Воно дорівнює 680 кгс.
По цьому найбільшому зусиллю розрахуємо на міцність одну з найбільш завантажених деталей пристрою.
3.1.4 Розрахунок найбільш завантажених деталей на міцністьРозрахуємо на міцність вісь 16 на якої обертається важіль 14. Ця вісь має Ø 12 мм і виготовлену з сталі 45. Проводимо розрахунок на зріз. Для сталі 45: [τзр] = 60 кгс/мм2. Необхідно виконати умову: [τзр] ≥ τзр. Розраховуємо:
τзр = ![]() ,
,
де: Q = 680 кгс - зусилля на важелі 14;
d = 12 мм - діаметр осі 16
τзр =  =
6 кгс/мм2
=
6 кгс/мм2
6 < 60 τзр < [τзр] - умова виконана і вісь 16 не буде зрізана.
3.2 Проектування ріжучого інструменту 3.2.1 Стислий опис ріжучого інструментуУ якості ріжучого інструменту на довбальній операції 020 - довбання зубців я сконструював і використовую спеціальний різець з твердосплавною пластиною Т5К10 СПК 010.28.006.00.00.
Спроектований мною довбальний різець улаштований наступним образом. Різець має корпус, у який у спеціальне гніздо вставляється спеціальна пластина з твердого сплаву марки Т5К10. Цей твердий сплав використовується для роботи з ударами і переривчастими поверхнями при обробці вуглецевих і легованих сталей. А при довбанні і є робота з ударним навантаженням.
3.2.2 Розрахунок і проектування розмірів інструментуСпеціальна твердосплавна пластина для довбального різця має наступні розміри:
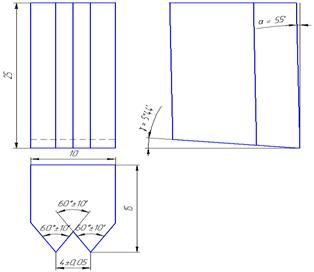
Рис.3.1
Важливим конструктивним елементом різця є кут встановлення пластини γВС. Виходячи з того, що не можна скривляти профіль западини приймаємо: γВС=0˚.при прийняті інших кутів профіль западини буде скривлятися. Згідно з таблицею ХІІІ.І с.221 [1] для довбальних різців: передній кут: γ = 12°, задній кут: α = 8°
Розмір державки приймаємо найбільший, який використовується на довбальних верстатах мод.7А412:
H: B = 16 × 24 мм
Перевіримо вибрану державки різця на міцність. Сила Pz, яка виникає у процесі різання з розділу 2.4: Pz = 5235 н = 523,5 кгс
Мінімально допустима ширина державки різця прямокутного перерізу дорівнює:
В =  с.50 [8]
с.50 [8]
де: l = 50 мм - приблизний виліт різця з державки;
![]() =12 кгс/мм2 - допустима напруга для державок з вуглецевої сталі
незагартованих табл.4с.50 [8]
=12 кгс/мм2 - допустима напруга для державок з вуглецевої сталі
незагартованих табл.4с.50 [8]
В = ![]()
У нас державка має В = 24 мм.24 > 17,3 - міцність достатня. Перевіримо державку на жорсткість. Довбальний різець працює при великих вильотах l, так як виліт l повинен бути більше висоти заготовки, що обробляється.
Тому різець розраховують на поздовжній вигін за формулою Ейлера. Максимальне навантаження, що допускає довбальний різець:
Ркр=![]() , с.50 [9]
, с.50 [9]
де: Ркр - критична сила; Е = 20000кгс/мм2 - модуль пружності матеріалу державки;
Jmin =![]() - мінімальний момент інерції
державки;
- мінімальний момент інерції
державки;
Ркр=![]()
В нас же Рz = 523,5 кгс.
523,5 < 161540 - запас достатній і повздовжного вигіну різця не буде.
Маркуємо довбальний різець з зазначенням: розмірів
зубців (4±0,15х60°), матеріалу ріжучої пластини (Т5К10) та товарний знак заводу-виготовлювача.![]()
У якості вимірювального інструменту на довбальній операції 035.
я розробив і використовую комплексний калібр на зубці СПК 010.40.006.00.00. Калібр складається з трьох калібрів, які для зручності розташовані на одній пластині. Калібри ПР і НЕ контролюють граничні параметри розміру 4±0,15 і кутів 60°. Третій калібр контролює розташування зубців по радіусу R35 і служить також для настроювання пристрою для довбання.
3.3.2 Розрахунок і конструювання контрольно-вимірювального інструментуКалібр ПР на дві западини виконуємо по мінімальному розміру: 4 - 0,15 = 3,85 мм.
Калібр НЕ на дві западини виконуємо по максимальному розміру: 4 + 0,15 = 4,15 мм
Третій калібр на всі 10 западин розташованих на радіусі R35.
Остаточно калібр має такий вид:
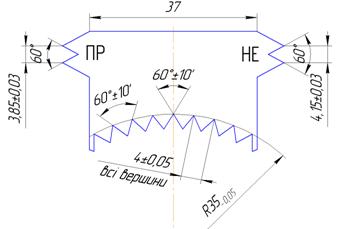
Рис.3.2
Для того, щоб деталь була визнана гідною при вимюрюванні двох сусідніх западин необхідно таке розташування зазорів:

Рис.3.3
![]() Після виготовлення калібр маркують
наступними даними: 4±0,15 х 60°
Після виготовлення калібр маркують
наступними даними: 4±0,15 х 60°
номінальний розмір і кут деталі, для якої призначений калібр;
ПР і НЕ - тип калібру;
- товарний знак заводу - виготовлювача.
4. Охорона праці на виробничий дільниці 4.1 Міри безпеки при експлуатації обладнання закладеного у технології
Основним обладнанням і самим небезпечним на металообробній дільниці є металорізальні верстати розглянемо міри безпеки при роботі на цих верстатах. Загальні міри безпеки при роботі на металорізальних верстатах викладені у ГОСТ 12.3.025 - 80. У відповідності с цим ГОСТом, встановлення заготовок і зняття деталей під час роботи обладнання допускається поза зоною обробки при використанні спеціальних позиційних пристроїв, що забезпечують безпеку працюючих.
До роботи на металорізальних верстатах допускаються особи відповідної професії, спеціальності і кваліфікації, що пройшли інструктаж і о бучення. Навчання, інструктаж робочих, IТП і службовців безпеки праці проводять згідно з ГОСТ 12.0.004 - 78.
Особи, що поступають на роботу, зв’язану з використанням СОЖ, підлягають обов’язковому медогляду. Особи, які мають схильність до кожних захворювань до роботи з СОЖ не допускаються.
Одним з основних травматичних факторів на металорізальних верстатах є стружка. Для захисту від неї зону різання необхідно огороджувати. Огородження також захищає верстатника при вильоті або руйнуванні різального інструменту.
Крім загальних вимог, до кожної групи металорізальних верстатів пред’являють і свої специфічні вимоги безпеки праці. Розглянемо ці вимоги, стосовно до верстатів, що є не нашій дільниці.
Вимоги безпеки при роботі на фрезерних верстатах.
Деталь, що оброблюється необхідно встановлювати на верстаті правильно і надійно, щоб під час руху верстату була виключена можливість її вильоту. Деталь закріплюється у місцях, які знаходяться як можна ближче до обробляємої поверхні.
Користуватися необхідно тільки справною фрезою. Перед її встановленням слід перевірити: надійність та міцність кріплення зубів або пластин твердого сплаву в корпусі фрези; цілісність й правильність загострювання пластин твердого сплаву, які не повинні мати викришуваних місць, тріщин, прижогів. При встановленні хвостовика інструменту у отвір шпинделю треба переконатися в тому, що він сідає цільно, без люфту.
Затиск та віджимання фрези ключем на оправці шляхом включення електродвигуна забороняється.
При кріпленні деталі за необроблені поверхні слід використовувати лещата та пристрої з насічкою на притискних губках.
Деталь до фрези подають тоді, коли остання отримає робоче обертання. Врізати фрезу слід поступово, при цьому механічну подачу необхідно вмикати до зіткнення деталі з фрезою. При ручній подачі не можна допускати різких збільшень швидкостей і глибини різання. В процесі фрезерування не можна допускати накопичення стружки на фрезі і оправці.
При фрезеруванні забороняється вводити руки у небезпечну зону. В процесі фрезерування не можна допускати накопичення стружки на фрезі та оправці. Віддаляють стружку поблизу від обертаючої фрези кісточкою з ручкою довжиною не менш ніж 250 мм.
При швидкісному фрезеруванні, крім огородження, застосовують пристрої для уловлювання та відводу стружки.
Для попередження порізів рук необхідно огороджувати фрезу, використовувати спеціальну незношену щітку для віддалення з верстату стружки, а також не вимірювати деталь поблизу відкритої фрези.
При заміні деталі або її вимірюванні фрезу відводять на безпечну відстань. Спочатку ніж виймати деталь з лещат або пристрою, необхідно зупинити верстат, відвести ріжучий інструмент, щоб не пошкодити руку о ріжучі кромки.
Перед зупинкою верстату інструмент відводять від обробляємої деталі.
Вимоги безпеки при експлуатації верстатів з ЧПУ.
До початку роботи оператору необхідно перевірити: наявність та справність огороджень рухомих елементів верстату, а також струмоведучих частин електричної апаратури і елементів управління; огороджень для захисту від стружки і охолоджуючих рідин; чи не пошкоджені відкриті участки електропроводки (ізоляція), чи не обірваний провідник електричного заземлення верстату; чи справно роблять пускові, зупиночні, реверсивні устрої, устрої перемикання швидкостей; справність ріжучого та допоміжного інструменту і надійність його фіксації у інструментальному магазині.
Перед включенням верстату необхідно передбачити, що пуск його нікому не загрожує. Забороняється включати шпиндель і переміщувати рухомі вузли верстату, як що в робочій зоні механізмів знаходиться обслуговуючий персонал.
При роботі верстату оператору забороняється: проізводити зміну і наладку ріжучого інструменту, кріплення і зняття деталей в патроні, вимірювання і усунення несправностей; відкривати кришки і блоки в стойки системи програмного управління; вскривати пульти управління; проізводити заміну сигнальних ламп і ламп місцевого освітлення; проводити роботи, звязані з вскриттям труб, металорукавів, гибких шлангів, що закривають струмоведучі провода.
При обслуговуванні декількох верстатів з ЧПУ оператор повинен проходити від верстату до верстату у місцях, що передбачені для проходу.
Вимоги безпеки при роботі на свердлильних верстатах.
При роботі на свердлильних верстатах найбільшу небезпеку для робочих представляють обертаючі частини верстату - шпиндель, патрон, свердло. Ці деталі при відсутності мір обережності можуть захопити одяг або волоси верстатника. Нещасні випадки можливі при недостатньо надійному кріпленні обробляємої деталі на столі верстату, а також інструменту (свердла) і при руйнуванні свердла у зв’язку з порушенням правил експлуатації верстату або недотриманням режимів різання. Поломки свердла бувають в основному при свердлінні з ручною подачею порожнистих деталей після виходу свердла з отвору (тому при свердлінні порожнистих деталей слід робити з автоматичною подачею або використовувати підкладки); при зустрічі свердла з раковиною або твердим включенням; при засмічені канавок свердла щільно набившейся стружкою.
При свердлінні в‘язких металів спіральними свердлами з-під свердла виходить стружка двома довгими спіралями, які обертаючись разом з свердлом можуть травмувати робочого. Тому при свердлінні спіральними свердлами стружку необхідно дробити або спеціальними устроями або переривчастою подачею.
При зміні інструменту шпиндель повинен бути опущений. Зміну інструменту при русі верстату дозволяється здійснювати тільки при наявності спеціального швидкозмінного патрону.
Ріжучий інструмент підводять до обробляємої деталі плавно, поступово, без удару. В процесі роботи не можна нахилятися близько до шпинделю і ріжучому інструменту. Утримувати деталь, що свердлять руками заборонено.
Перед зупинкою верстату інструмент відводять від обробляємої деталі.
4.2 Міри по захисту від ураження електричним струмом на виробництвіЕлектричний струм є травмонебезпечним фактором. Ступінь небезпеки та вихід ураження електричним струмом залежать від багатьох факторів: сили току, що проходить крізь людину, шлях току, його частота, опір людини, тривалість дії току.
Прийнято вважати безпечним для людини струм силою до 0,02 А, а струм що проходить крізь людину силою 0,1 А і вище є смертельним. Найбільш небезпечним є і струм промислової частоти (40 - 60 Гц).
Для захисту людини від ураження електричним струмом є ціла система різноманітних методів і засобів, які можна розподілити 2 групи: Загальні засоби захисту для всіх працюючих на підприємстві (включаючи і верстатників) і спеціальні засоби захисту електротехнічного персоналу.
До загальних засобів відносять:
1. Засоби, що забезпечують недоступність струмоведучих частин від випадкового торкання (ізоляція, огородження та розміщення на недосяжній висоті). При напрузі до 1000В висота проходження дроту повинна бути не менше 6 м від землі та не менше 2 м від кожної точки даху.
2. Використання малої напруги для ручного електроінструменту і місцевого освітлення (не більше 42 В).
3. Захисне заземлення - навмисне електричне з’єднання з землею корпусів верстату і іншого обладнання.
4. Захисне відключення - спеціальний устрій, що автоматично відключає електроустаткування у випадку його пошкодження.
Спеціальні засоби захисту електротехнічного персоналу:
1. Ізолюючи штанги - призначенні для відключення та включення роз’єднувачів та іншого.
2. Ізолюючи кліщі - використовуються при обслуговувані під напругою трубчатих запобіжних.
3. Струмовимірювальні кліщі - служать для вимірювання току, що тече у дроті, шині, кабелі й т.п.
4. Діелектричні рукавички, калоші, боти і ковдри - використовуються як основні так і допоміжні засоби захисту.
5. Ізолюючи підставки - використовуються у якості ізолюючої основи.
4.3 Міри пожежної безпеки на дільниціОсновним нормативним документом, що забезпечує пожежну безпеку є закон України “ Про пожежну безпеку “ прийнятий Верховною радою 17 грудня 1993 року.
Причини пожеж на механічній дільниці наступні: коротке замикання; необережне поводження з відкритим вогнем; куріння у невстановлених місцях та інші.
Міри захисту від пожеж розподіляють на організаційні, експлуатаційні, технічні та режимні.
Організаційні заходи - це навчання робітників правилам пожежної безпеки, проведення лекцій, бесід, інструктажів.
Експлуатаційні заходи передбачають правильну експлуатацію устаткування, систем опалення та вентиляції.
Технічні заходи - дотримування протипожежних правил та норм при проектуванні будівель та споруд, улаштування електричних мереж та електрообладнання, систем освітлення, вентиляції, опалення в залежності від категорії проектованого приміщення. У залежності від вибухо- і пожеженебезпечності всі приміщення згідно ОНТП 24 - 86 розподіляються на 5 категорій: А, Б, В, Г и Д. Самі небезпечні - А, самі безпечні - категорії Д, до якої належать механічні цехи і дільниці.
Режимні заходи передбачають заборону або обмеження застосування відкритого вогню, паління у невстановлених місцях. На випадок пожеж і на дільниці є 2 пожежні щити на яких знаходяться: вогнегасник, ящик з піском, відро, сокира, багор, лопата. На видному місці на дільниці розташований план евакуації з дільниці при пожежі.
Література
1. Справочник по обработке металлов резанием. Киев, "Техніка", 1983.
2. Справочник технолога - машиностроителя. Под ред. А.Г. Косиловой и Р.К. Мещерякова. Т.1. М., "Машиностроение", 1985.
3. Справочник технолога - машиностроителя. Под ред. А.Г. Косиловой и Р.К. Мещерякова. Т.2. М., "Машиностроение", 1985.
4. А.Ф. Горбацевич и В.А. Шкред. Курсовое проектирование по технологии машиностроения. Минск, "Высшая школа", 1983.
5.А.Г. Косилова и др. Точность обработки, заготовки и припуски в машиностроении. М., "Машиностроение", 1976.
6. В.А. Блюмберг. Справочник фрезеровщика.Л., "Машиностроение", 1972.
7. М.А.Ансеров.Приспособления для металлорежущих станков.Л., „Машиностроение”, 1975.
8. Г.А.Алексеев и др. Конструирование инструмента. М., "Машиностроение", 1979.
9. Справочник по охране труда на промышленном предприятии. Киев, "Техника", 1991.