
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Технологія дугового зварювання
Курсовая работа: Технологія дугового зварювання
Курсова робота: Технологія дугового зварювання
Зміст
Введення
1. Опис виробу
2. Спосіб зварювання
3. Состав устаткування
3.1 Джерело живлення
3.2 Газобалонне встаткування
4. Зварювальні матеріали
5. Технологічний процес
6. Методи контролю зварених швів
7. Налагодження й ремонт зварювального встаткування
8. Охорона праці
Висновок
Список джерел
Введення
Зварювальна техніка й технологія займають одне із провідних місць у сучасному виробництві. Зварюються корпуси гігантських супертанкерів і сітківка людського ока, мініатюрні деталі напівпровідникових приладів і кістки людини при хірургічних операціях. Багато конструкцій сучасних машин і споруджень, наприклад космічні ракети, підводні човни, нафтопроводи, виготовити без допомоги зварювання неможливо. Розвиток техніки пред'являє всі нові вимоги до способів виробництва й, зокрема, до технології зварювання. Сьогодні зварюють матеріали, які ще відносно недавно вважалися екзотичними. Це титанові, й берилієві сплави, молібден, вольфрам, композиційні високоміцні матеріали, кераміка, а також усілякі сполучення різнорідних матеріалів. Зварюються деталі електроніки товщиною в трохи мікрон і деталі важкого встаткування товщиною в кілька метрів. Постійно ускладнюються умови, у яких виконуються зварювальні роботи: зварювати доводиться під водою, при високих температурах, у глибокому вакуумі, при підвищеній радіації, у невагомості.
Все це висуває підвищені вимоги до кваліфікації фахівців в області зварювання, особливо робітників-зварників, тому що саме вони безпосередньо освоюють нові способи й прийоми зварювання, нові зварювальні машини. Сьогодні робочому зварникові недостатньо вміти виконувати трохи нехай навіть складних, операцій освоєного їм способу зварювання. Він повинен розуміти фізичну сутність основних процесів, що відбуваються при зварюванні, знати особливості зварювання різних конструкційних матеріалів, а також зміст і технологічні можливості інших, як традиційних, так і нових, перспективних способів зварювання.
1. Опис виробу
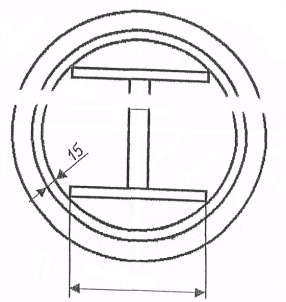
Призначений виріб призначений для використання як опора для установки й монтажу несучих колон, при спорудженні будинків промислового призначення.
Опора являє собою зварену конструкцію коробчастого типу.
 |
|||||
Мал.1. Конструкція виробу
Всі деталі цієї конструкції виготовлені зі сталі марки 09Г2С.
Сталь 09Г2С ставиться до низьколегованої сталі.
Сталь цього класу мають гарну зварюваність всіма видами дугового зварювання й широко використовуються для виготовлення зварених конструкцій застосовуваних у будівельній індустрії.
Таблиця 1
Хімічний склад стали 09Г2С
| Вуглець C, % | Кремній Si, % | Марганець Mn, % | Хром Cr, % | Нікель Ni, % | Мідь Cu, % |
| ≤ 0,12 | 0,5-0,8 | 1,3-1,7 | ≤0,3 | ≤0,3 | ≤0,3 |
Таблиця 2
Механічні властивості стали 09Г2С
| Товщина прокату, мм |
Тимчасовий опір розриву σВ, МПа |
Границя текучості σТ, МПа |
Відносне подовження δ5, % |
Ударна в'язкість КС, Дж, при температурі, ºC |
||
| +20 | -40 | -70 | ||||
|
10-20 21-32 |
470 460 |
325 305 |
21 | 59 | 34 | 29 |
Зварені конструкції використовувані як несучі елементи при зведенні будинків і споруджень ставляться до II групи відповідальності, тому що, їхнє руйнування в процесі експлуатації може привести до більших матеріальних витрат.
II група відповідальності вимагає підвищеної уваги до якості виконання робіт усього виробничого циклу (від заготівлі матеріалу до обьема остаточного контролю виробу).
З огляду на особливості конструкції виробу, матеріал вхідних деталей, а також річну програму випуску (2000 шт.) найбільш оптимальним способом виготовлення буде напівавтоматичне зварювання в середовищі вуглекислого газу.
2. Спосіб зварювання
Зварювання в захисних газах є одним зі способів дугового зварювання. При цьому способі в зону дуги подається захисний газ, струмлячи якого, обтікаючи електричну дугу й зварювальну ванну, охороняє розплавлений метал від впливу атмосферного повітря, окислювання й азотування. Зварювання в захисних газах відрізняються наступними перевагами: висока продуктивність (в 2...3 рази вище звичайного дугового зварювання), можливість зварювання в будь-яких просторових положеннях, гарний захист зони зварювання від кисню й азоту атмосфери, відсутність необхідності очищення шва від шлаків і зачищення шва при багатошаровому зварюванні; мала зона термічного впливу; відносно малі деформації виробів; можливість спостереження за процесом формування шва; доступність механізації й автоматизації. Недоліками цього способу зварювання є необхідність вживання заходів, що запобігають здування струменя захисного газу в процесі зварювання, застосування газової апаратури, а в деяких випадках і застосування щодо дорогих захисних газів.
Відомі наступні різновиди зварювання в захисному газі: в інертних одноатомних газах (аргон, гелій), у нейтральних двохатомних газах (азот, водень), у вуглекислому газі. У практиці найбільш широке застосування одержали зварювання у вуглекислому газі. Інертний газ — гелій застосовується дуже рідко через його велику вартість. Для зварювання відповідальних конструкцій широко застосовується зварювання в суміші газів аргону й вуглекислого газу в співвідношенні 85% аргону й 15% З02. Якість цього зварювання сталей дуже високе. Живлення дуги здійснюють джерела постійного струму із твердою характеристикою. В останні роки застосовуються в основному зварені випрямлячі серії ВДУ з універсальною зовнішньою характеристикою, тобто твердої, або простим перемиканням пакетника.
Змінний струм не застосовується через низьку стійкість процесу горіння дуги, поганого формування й поганої якості шва. Напруга на дузі при зварюванні в З02 повинне бути не більше 30 У, тому що зі збільшенням напруги й довжини дуги збільшується розбризкування й окислювання. Звичайна напруга дуги — 22— 28 У, швидкість зварювання — 20-80 м/ч, витрата газу 7—20 л/хв. Зварювання в З02 із дротом дає провар більше глибокий, чим електроди, тому при переході з ручного зварювання виправданим уважаються зменшення катетів приблизно на 10%. Це пояснюється підвищеною щільністю струму на 1 мм2 електродного дроту. Основні елементи режиму зварювання в З02 у табл.1.
Таблиця 3
Типові параметри режиму зварювання в З02
| Діаметр дроту, м | Зварювальний струм, А |
Швидкість подачі дроту м/год |
Навантаження на дузі, В |
Витрата газу, л/хв |
Виліт дроту, мм |
| 0,8 | 50—110 | встановл. підбором під режим | 18—20 | 5—7 | 6—12 |
| 1,0 | 70—150 | 19—21 | 7—9 | 7—13 | |
| 1,2 | 90—230 | 21—25 | 12—15 | 8—15 | |
| 1,6 | 150—300 | 23—28 | 12—17 | 13—20 |
Зварювання у вуглекислому газі роблять майже у всіх просторових положеннях, що дуже важливо при виробництві будівельно-монтажних робіт. Зварювання здійснюють при живленні дуги постійним струмом зворотної полярності. При зварюванні постійним струмом прямої полярності знижується стабільність горіння дуги, погіршується формування шва й збільшуються втрати електродного металу на вигар і розбризкування. Однак коефіцієнт наплавлення в 1,6...1,8 рази вище, ніж при зворотній полярності. Цю якість використовують при наплавочних роботах лістовий матеріал з низьколегованих сталей успішно зварюють у вуглекислому газі; аркуші товщиною 0,6...1,0 мм зварюють із отбортовкою крайок. Допускається також зварювання без отбортовки, але із зазором між крайками не більше 0,3...0,5 мм. Аркуші товщиною 1,0...8,0 мм зварюють без оброблення крайок; при цьому зазор між зварюються кромками, що, повинен бути не більше 1 мм. Аркуші товщиною 8...12 мм зварюють V- подібним швом, а при більших толщинах - Х-подібним швом. Перед зварюванням крайки вироби повинні бути ретельно очищені від бруду, фарби, окислів і окалини. Зварювальний струм і швидкість зварювання в значній мірі залежать від розмірів оброблення шва, що зварюється, тобто від кількості металу. Напруга встановлюється таким, щоб одержати стійкий процес зварювання при можливо короткій дузі (1,5...4,0 мм). При більшій довжині дуги процес зварювання нестійкий, збільшується розбризкування металу, зростає можливість окислювання й азотування металу.
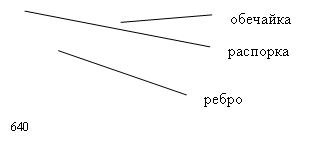
Мал. 2. Рух електрода під час зварювання у вуглекислому газі при виконанні багатошарового шва
На малюнку показані рухи електрода під час зварювання у вуглекислому газі при виконанні багатошарового шва. Рекомендується для зниження небезпеки утворення тріщин перший шар зварювати при малому зварювальному струмі. Закінчувати шов треба заповненням кратера металом. Потім припиняється подача електродного дроту й вимикається струм. Подача газу на заварений кратер триває до повного затвердіння металу.
3. Состав устаткування
До складу технологічного встаткування, необхідного для виконання зварювальних робіт при дуговому механізованому зварюванні в захисних газах входять:
· джерело живлення;
· складально-зварювальні пристосування;
· газова апаратура;
· прилади газової магістралі;
· зварювальний апарат (напівавтомат).
3.1 Джерело живлення
Джерелом живлення (ДЖ) зварювальної дуги називають пристрій, що забезпечує необхідний рід і силу струму дуги.
Джерело живлення й зварювальна дуга утворять взаємозалежну енергетичну систему, у якій ДЖ виконує наступні основні функції: забезпечує умови початкового порушення (запалювання) дуги, її стійке горіння в процесі зварювання й можливість робити настроювання (регулювання) параметрів режиму.
Важливою технічною характеристикою ДЖ, що обумовлює можливості його роботи з тим або іншим різновидом дуги, є залежність напруги на "зварювальних" затискачах (клемах) ДЖ від зварювального струму. Цю залежність називають зовнішньою вольт-амперною характеристикою (ВАХ) ДЖ.
По роду струму у зварювальному ланцюзі розрізняють:
1) джерела змінного струму - зварювальні однофазні й трифазні трансформатори, спеціалізовані установки для зварювання алюмінієвих сплавів;
2) джерела постійного струму - зварювальні випрямлячі й генератори із приводами різних типів.
По кількості постів, що обслуговуються, можуть бути однопостові й багато постові, а по застосуванню - запрошені й спеціалізовані джерела живлення.
У цьому випадку ми використовуємо сучасний потужний 400-амперний ДЖ для напівавтоматичного зварювання й наплавлення в середовищі захисних або активних газів марки DC 400.33.
Даний ДЖ має:
· Дистанційне керування напругою зварювання.
· Цифровий індикатор струму й напруги зварювання.
· Функцію <<електронний дросель>>.
· Живлення як від стаціонарної мережі так і від дизель-генератора.
Таблиця 4
Технічні характеристики інвертора DC 400.33
| Напруга живлення, В | 3 80,+10% -15 % |
| Споживана потужність, кВа, не більше | 20 |
| Напруга джерела, В | 16-36 |
| Зварювальний струм, А | _ |
| Номінальний режим роботи ПН, % (при +40 С) | 60 |
| Максимальний струм при ПН= 100%, А | 300 |
| Діапазон робочих температур, З | Від - 40 до + 40 |
| Маса, кг | 44 |
| Габаритні розміри, мм | 610x280x535 |
Для ДЖ марки DC 400.33 ми підібрали механізм, що подає, марки ПМ-4.33. Він призначений для суцільним сталевим, алюмінієвим і порошковим дротом від 0.6 до 2.4 мм при роботі з апаратом ДС400.33, ДС400.33УКП або будь-яким іншим джерелом що має <<тверду>> вольтамперну характеристику.
Даний ПМ має:
· Виконання з «відкритою» і «закритою котушкою»
· Цифрова індикація швидкості подачі дроту, зварювального струму й напруги
· Плавне регулювання швидкості подачі зварювального дроту й напруги на дузі
· Цифрове завдання всіх параметрів зварювання
· плавне запалювання дуги, завдяки установці із дроту спочатку зварювання
· установка часу продуву на початку зварювання й обдува газів після її закінчення
· плавне гасіння дуги, завдяки установці із дроту при закінченні зварювання
· механізм подачі дроту фірми COOPTIM Ltd., (профіль ролика залежить від діаметра й видів зварювального дроту)
· Зубчасте зачеплення що подають і притискних роликів
· Регульоване зусилля притиску
· Можлива експлуатація на видаленні до 50м від зварювального джерела
· Відсікач захисного газу
· «Тест газу» і «тест дроту» на лицьовій панелі
· Дистанційне керування швидкістю подачі дроту
Таблиця 5
Технічні характеристики ПМ-4.33
| Напруга живлення, В | ~36У |
| Споживана потужність, кВа, не більше | 0,2 |
| Швидкість подачі дроту, м/сек | 1-17 |
| Діаметр дроту, мм | |
| -Суцільний | 0.6-1.6 |
| - Порошкова | 0.9-2.4 |
| Діапазон робочих температур, °З | Від -40 до +40 |
| Маса, кг | 14 |
| Габаритні розміри, мм | 580x202x423 |
3.2 Газобалонне встаткування
Газова магістраль складається з балона з газом, підігрівника й осушувача, які застосовують тільки при використанні вуглекислого газу, а також з редуктора, витратоміра, клапана й шланга, що з'єднує ці елементи зі зварювальним пальником.
Електричний підігрівник установлюють для того, щоб попередити замерзання вологи в каналах редуктора й закупорку їхнім льодом, між вентилем балона й редуктором.
Осушувачі призначені для поглинання вологи, що втримується у вуглекислому газі. Застосовують два види осушувачів: високого й низького тиску.
Редуктор служить для зниження мережного тиску або тиску, під яким газ перебуває в балоні, до робочої величини й автоматичної підтримки робочого тиску незмінним незалежно від тиску в балоні або в мережі. Витратоміри призначені для виміру витрати захисного газу. Застосовуються витратоміри двох типів: поплавкового й дросельного.
4. Зварювальні матеріали
До зварювальних матеріалів при п/автоматичному зварюванню в захисних газах ставляться захисні гази й зварювальні дроти.
Сталевий зварювальний дріт, призначений для зварювання й наплавлення, виготовляється за ДСТ 2246-70.
Стандартом передбачається 77 марок зварювального дроту різного хімічного складу: 6 марок дроту, 30 марок легованого дроту й 41 марка високолегованого дроту.
У легованому дроті втримується від 2,5 до 10 % легуючих компонентів, у високолегованої - понад 10 %.
Тому що обрана конструкція виготовлена з сталі 09Г2С, зварюють її стандартним дротом марки Св08Г2С.
При цьому способі зварювання в зону дуги подається захисний газ, струмлячи якого, обтікаючи електричну дугу й зварювальну ванну, охороняє розплавлений метал від впливу атмосферного повітря, окислювання й азотування.
Зварювання у вуглекислому газі, завдяки його дешевині, набутила великого застосування при виготовленні й монтажі різних будівельних конструкцій низьколегованих сталей. Вуглекислий газ, що подається в зону дуги, не є нейтральним, тому що під дією високої температури він переходить на оксид вуглецю й вільний кисень (З2→З+ПРО). При цьому відбувається часткове окислювання розплавленого металу зварювальної ванни й, як наслідок, метал шва виходить пористим з низькими механічними властивостями. Для зменшення окисної дії вільного кисню застосовують електродний дріт з підвищеним змістом домішок (марганцю, кремнію). Шов виходить з гарними механічними властивостями.
Вуглекислий газ ІЗ02 (ДЕРЖСТАНДАРТ 8050—85) не має кольору й заходу. Одержують його з газоподібних продуктів згоряння антрациту або коксу, при випалі вапняку й т.д. Поставляється в зрідженому (рідкому) стані в балоні типу А місткістю 40 л, у який при максимальному тиску 7,5 МПа вміщається 25 кг вуглекислоти (при випарі утвориться близько 12 750 л газу). Для цілей зварювання використовують зварювальну вуглекислоту. Чистота вуглекислоти першого сорту повинна бути не менш 99,5 %, а вищого сорту — 99,8 %. Балони з вуглекислотою офарблюють у чорний колір з жовтим написом «зварювальний». Застосовується при зварюванні деяких конструкційних і спеціальних сталей.
Для зниження вологості вуглекислого газу рекомендується встановити балон вентилем долілиць і після відстоювання протягом 10...15 хв обережно відкрити вентиль і випустити з балона вологу. Перед зварюванням необхідно з нормально встановленого балона випустити невелика кількість газу, щоб видалити повітря, що потрапило в балон. Частина вологи затримується у вуглекислоті у вигляді водяних пар, погіршуючи при зварюванні якість шва. Крім того, при виході з балона, від різкого розширення відбувається зниження температури вуглекислоти й волога, відкладаючи в редукторі, забиває канали й навіть повністю закриває вихід газу. Для попередження замерзання вологи між балоном і редуктором установлюють електричний підігрівник.
Остаточне видалення вологи після редуктора виробляється спеціальним осушувачем, наповненим прожареним мідним купоросом, хромистим кальцієм або іншою осушувальною речовиною.
5. Технологічний процес
Техніка й технологія п/автоматичного зварювання електродом, що плавиться, має багато загального при використанні звичайної сталевий, що має суцільний перетин, порошкової газо захистного і порошкового самозахисного електродного дроту. Розходження в основному стосуються значень параметрів режиму, що рекомендуються для зварювання різних класів сталей тієї або іншої товщини, величини вильоту електродного дроту, довжини дугового проміжку. Основні типи й конструктивні елементи виконуваних дуговим зварюванням у захисному газі швів зварених з'єднань регламентовані ДЕРЖСТАНДАРТ 14771-76, яким передбачені чотири типи з'єднань: стикові, кутові, таврові й нахлесточні.
Метал, призначений для виготовлення зварених конструкцій, попередньо випрямляють, розмічають, розріжуть на окремі деталі-заготівлі й виконують, якщо це необхідно, оброблення крайок відповідно до рекомендацій Дст. Підготовка крайок під зварювання складається в ретельному очищенні їх від іржі, окалини, бруду, масла й інших сторонніх включень. Очищають крайки сталевими обертовими щітками, гідропіскоструминним способом, абразивними колами, полум'ям зварювального пальника травленням у розчинах кислот або лугів.
Підготовлені деталі збирають під зварювання, використовуючи спеціальні складальні пристосування. При складанні важливо витримати необхідні зазори й сполучення крайок. Точність складання перевіряють шаблонами, вимірювальними лінійками й різним родом щупами.
Зварювання здійснюють на режимах, орієнтуючись на довідкову літературу, виробничі інструкції, операційні технологічні карти й особистий виробничий досвід. До основних параметрів режиму дугового зварювання в захисних газах відносять діаметр електродного дроту і її марку, силу зварювального струму, напруга дуги, швидкість подачі електродного дроту, швидкість зварювання, виліт електрода, состав захисного газу і його витрата, нахил електрода уздовж осі шва, рід струму, а для постійного струму - і його полярність.
При зварюванні у вуглекислому газі зворотна полярність струму дозволяє одержувати більше високу якість шва, чим зварювання на прямої полярності.
Технологічні особливості зварювання різних сталей полягають насамперед у підборі марки зварювального дроту залежно від хімічного складу сталі. Низьколеговані сталі звичайно зварюються стандартним дротом марок Св 08Г2С, Св 08ГС, Св 12ГС і порошковими дротами.
П/автоматичне зварювання в захисних газах можуть вироблятися у всіх просторових положеннях шва, з яких найбільш зручним є нижнє. Зварювання в нижнім положенні виробляються з нахилом пальника вперед або назад. Переважніше вести зварювання кутом назад, тому що при цьому забезпечується більше надійний захист розплавленого металу й кращий зовнішній вигляд шва. Пальник рекомендується нахиляти на 5...15° щодо вертикалі. При зварюванні металу товщиною 1...2 мм поперечні коливання пальника не роблять. Зварювання ведуть на максимально можливій довжині дуги з максимальною швидкістю зварювання, при якій забезпечується гарне формування звареного шва й задовільний газовий захист.
6. Методи контролю зварених швів
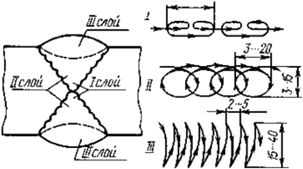
Ультразвуковий метод контролю заснований на здатності ультразвукових хвиль відбиватися від границі роздягнула двох пружних середовищ, що володіють різними акустичними властивостями.
Відбившись від нижньої поверхні виробу, ультразвук вернеться, буде прийнятий датчиком, перетворений в електричні коливання й поданий на екран електронно-променевої трубки. При наявності дефектів ультразвукові коливання спотворяться: це буде видно на екрані електронно-променевої трубки, де з'явиться сплеск - перекручування. По характеру й розмірам перекручувань визначають види й розміри дефектів.
Ультразвукові коливання - це механічні коливання пружного середовища, частота яких лежить за порогом чутності людського вуха, тобто більше 2000 Гц. Для ультразвукового контролю застосовують коливання частотою 0,5-10 Мгц. «Ультра» (від латинського) означає «понад», «за межами». Частота коливань - це число коливань за 1 с.
Поширюються коливання в однорідних матеріалах по відносно прямих лініях, а на границі роздягнула двох різнорідних матеріалів (пори, тріщини й проч.) відбувається їхнє відбиття.
Випромінювання й прийом (реєстрація) ультразвукових коливань виробляються перетворювачами приладів, а самі прилади називаються ультразвуковими дефектоскопами. Така апаратура в нашій країні з'явилася лише в 1957 р., а сам спосіб використання ультразвукових коливань для дефектоскопії був уперше у світі запропонований нашим співвітчизником С.Я. Соколовим в 1928 р.
Основою перетворювачів звичайно є певний керамічний матеріал, що володіє п'єзоелектричним ефектом. «Пьезо» (грец.) у перекладі на українську мову означає «стискаю». П'єзоелектричний ефект проявляється в тім, що п'єзоелектрична пластина (з титанату барію, цирконат-титанату свинцю й ін.) під дією підведеного до неї змінного електричного потенціалу починає змінювати свою товщину й коливатися, механічно вібрувати й направляти пучок коливань перпендикулярно площини пластини, а під впливом механічних деформацій на протилежних поверхнях п'єзоелектричної пластини виникають електричні заряди - змінний електричний струм, що передається на відповідні прилади, що реєструють.
Проникнення ультразвукових коливань у контрольований виріб відбувається тоді, коли віддаляється повітря, що перебуває між контактуючими поверхнями випромінювача й виробу. Для цього між ними встановлюють акустичний контакт шляхом нанесення на поверхню контрольованого виробу шару мінерального масла, солідолу, технічного гліцерину, води й ін.
Процес поширення ультразвуку в тілі є хвильовим, він створює пружні коливання.
Випромінювачі й приймачі ультразвукових хвиль називаються пьезо перетворювачами. Пьезопластина може працювати і як випромінювач і як приймач. Для озвучування зварених виробів уживають в основному контроль. Луна-метод полягає в озвучуванні виробів короткими імпульсами ультразвуку й реєстрації луно-сигналів, відбитих до приймача. Ознакою дефекту є поява імпульсу на екрані. Луно-метод називають іноді ще методом Луно-локації.
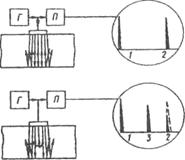
3. Схема луна-імпульсного методу
Недолік ультразвукового контролю - у складності розшифровки дефекту, обмеженні для застосування на виробах аустенітних сталей, чавуну, металів із крупним зерном, у неможливості контролю сталей малої товщини (до 4 мм).
Для роботи на ультразвуковому контролі персонал (інженери, техніки) проходять спеціальну підготовку із придбанням навичок і з атестацією.
У наш час перебуває в користуванні й випускається більше 20 різних моделей дефектоскопів, наприклад, ДУК-66ПТ (дефектоскоп ультразвукових коливань, модель 66, портативний, модернізований), ВУЗД-НИИМ5, УД-11ПУ й багато інших.
7. Налагодження й ремонт зварювального встаткування
У процесі експлуатації електрозварювального встаткування виникають перевантаження, аварії й природне зношування, що вимагають проведення ремонтно-налагоджувальних робіт, в обсягах необхідних для нормальної функціонування встаткування.
Ремонт - це комплекс операцій по відновленню справності або працездатності електрозварного встаткування, а також його ресурсів або його складових частин. Розрізняють кілька видів ремонту: капітальний, середній і поточний. Види ремонту можуть бути плановими, неплановими, регламентованими й по технічному стані.
Таблиця 6
Характерні несправності в роботі зварювального автомата й способи усунення інверторних ДЖ
|
Характер несправності |
Причина появи |
Спосіб усунення |
| 1.Інвертор не включається | Обрив у ланцюзі | Перевірити й виправити |
| 2.Нагрівання затискачів інвертора |
Слабке затягування контактних болтів Недостатній перетин проведення в місці контакту |
Затягти Заміна проведення |
| 3.При роботі раптово гасне дуга |
Обрив або порушення контакту у зварювальних проводах Замикання між проводами. |
Перевірити й виправити |
| 4. Інвертор дає знижена напруга холостого ходу, зварювальний струм знизився |
Згорів один із запобіжників у первинному ланцюзі Магнітний пускач погано підтискає контакти Недостатньо щільно підгорнуті контакти перемикача Вийшов з ладу діод |
Відновити нормальну роботу всіх трьох фаз Піджати контакти пускача Піджати контакти перемикача Замінити діод |
Таблиця 7
Характерні несправності в роботі зварювального напівавтомата й способи усунення
|
Характер несправності |
Причина появи |
Спосіб усунення |
| При включенні кнопки, на пальнику дуга не запалюється | Відсутність контакту у зварювальному цеху | Перевірити цілісність контактів |
| Нерівномірна подача дроту при зварюванні |
Недостатнє зусилля режиму механізму подачі Велике зношування провідного ролика Затримка дроту в наконечники пальника |
Відрегулювати тиск притискних роликів Замінити провідні ролики Прочистити канал наконечника або замінити |
| Припиняється подача газів у пальник | Не спрацьовує газовий клапан | Перевірити ланцуг газового клапана |
| Дріт утворить петлю між роликами, що подають, і вхідним штуцером |
Велика відстань між роликами й вхідним штуцером Надмірне зусилля притиску |
Зменшити зусилля притиску |
| Сопло цанги перебуває під напругою |
Порушено ізоляцію між соплом і пальником Між соплом і пальником потрапили бризи металу |
Відновити ізоляцію Очистити від бризів металу |
| Не регулюється потенціометр | Несправний потенціометр | Замінити потенціометр |
| Не подається газ із пальника при відкритому редукторі |
Отвір редуктора забитий льодом Не працює газовий клапан Сопло забите бризами |
Перевірити підігрівник Перевірити роботу клапана Очистити |
| Періодичні обриви дуги при нормальній роботі двигуна подачі | Мала швидкість подачі дроту | Збільшити швидкість |
| Приварювання дроту до виробу |
Великий зварювальний струм Малий струм Більша швидкість подачі |
Зменшити Збільшити зменшити |
8. Охорона праці
Виконання зварювальних робіт пов'язане з використанням електричних пристроїв, горючих і вибухонебезпечних газів, що випромінюють електричних дуг і плазми, з інтенсивним розплавлюванням, випаром металу й т.д. Це вимагає мір безпеки й захисту працюючих від виробничого травматизму.
При електрозварювальних роботах можливі наступні види виробничого травматизму: поразка електричним струмом; поразка зору й відкритої поверхні шкіри променями електричної дуги; опіки від крапель металу й шлаків; отруєння організму шкідливими газами, пилом і випарами, що виділяються при зварюванні; забиті місця, поранення й поразки від вибухів балонів стисненого газу й при зварюванні посудин з-під горючих речовин.
Для забезпечення умов, що попереджають зазначені види травматизму, варто виконувати наступні заходи.
Щоб уникнути поразки електричним струмом необхідно дотримувати наступних умов. Корпуса джерел живлення дуги, зварювального допоміжного устаткування й зварюються изделия, що, повинні бути надійно заземлені. Заземлення здійснюють мідним проведенням, один кінець якого закріплюють до корпуса джерела живлення дуги до спеціального болта з написом «Земля»; другий кінець приєднують до заземлювальної шини або до металевого штиря, убитому в землю.
Заземлення пересувних джерел живлення виробляється до їхнього включення в силову мережу, а зняття заземлення - тільки після відключення від силової мережі.
При зовнішніх роботах зварювальне встаткування повинне перебувати під навісом, у наметі або в будці для запобігання від дощу й снігу. При неможливості дотримання таких умов зварювальні роботи не роблять, а зварювальну апаратуру вкривають від впливу вологи.
Приєднувати й від'єднувати від мережі електрозварювальне встаткування, а також спостерігати за їхнім справним станом у процесі експлуатації зобов'язаний електротехнічний персонал. Зварникам забороняється виконувати ці роботи.
Всі зварювальні проведення повинні мати справну ізоляцію відповідати застосовуваним струмам. Застосування проводів: старою й розпатланою ізоляцією щоб уникнути нещасного випадку категорично забороняється.
При зварюванні швів резервуарів, казанів, труб і інших закритих і складних конструкцій необхідно користуватися гумовим килимком, шоломом і калошами. Для висвітлення варто користуватися переносною лампою напругою 12 У.
Для захсту зору й шкіри особи від світлових і невидимих променів дуги електрозварювачі і їх підручні повинні закривати особу щитком, маскою або шоломом, в оглядові отвори яких вставлене спеціальне скло - світлофільтр. Світлофільтр вибирають залежно від зварювального струму й виду зварювальних робіт.
Для захисту навколишніх осіб від впливу випромінювань у стаціонарних цехах установлюють закриті зварювальні кабіни, а при будівельних і монтажних роботах застосовуються переносні щити або ширми.
У процесі зварювання й при збиранні й оббивці шлаків краплі розплавленого металу й шлаків можуть потрапити в складки одягу, кишені, черевики, пропалити одяг і заподіяти опіки. Щоб уникнути опіків зварник повинен працювати в спецодязі із брезенту або щільного сукна, у рукавицях і головному уборі. Куртку не слід заправляти в штани. Кишені повинні бути щільно закриті клапанами. Штани треба носити поверх взуття. При зварюванні стельових, горизонтальних і вертикальних швів необхідно надягати брезентові нарукавники й щільно зав'язувати їх поверх рукавів у кистей рук. Зачищати шви від шлаків і флюсу треба лише після їхнього повного остигання й обов'язково в окулярах із простими стеклами.
Особливе забруднення повітря викликає зварювання електродами з якісними покриттями. Состав пилу й газів визначається змістом покриття й составом що зварюється й електродного (або присадочного) металу. При автоматичному зварюванні кількість газів і пилу значно менше, ніж при ручному зварюванні.
Видалення шкідливих газів і пилу із зони зварювання, а також подача чистого повітря здійснюється місцевою й загальною вентиляцією. При встаткуванні зварювальних кабін обов'язково передбачається місцева витяжна вентиляція з верхнім, бічним або нижнім відсмоктовачєм, що видаляє гази й пил безпосередньо із зони зварювання. Загальна вентиляція повинна бути витяжною, виробляючої вихід забрудненого повітря з робочих приміщень і подачу свіжого. У зимовий час повітря підігрівають до температури 20...22°С с допомогою спеціального нагрівача-калорифера.
При зварюванні в закритих резервуарах і замкнутих конструкціях необхідно забезпечити подачу свіжого повітря під невеликим тиском по шлангу безпосередньо в зону подиху зварника. Обсяг свіжого повітря повинен бути не менш 30 м3/м. Без вентиляції зварювання в закритих резервуарах і конструкціях не дозволяється.
Вентиляційні пристрої повинні забезпечити повітрообмін при ручному електродуговому зварюванні електродами з якісними покриттями 4000...6000м3 на 1 кг витрати електродів; при автоматичному зварюванні під флюсом — близько 200м3 на 1кг проволоки,; при зварюванні у вуглекислому газі — до 1000м3 на 1кг проволоки.
Висновок
Призначення виробу й пропоновані до нього вимоги по забезпеченню необхідних експлуатаційних характеристик визначають вибір того або іншого способу одержання якісних зварених з'єднань.
У цьому випадку конструкція виробу, що представляє собою коробчасту конструкцію, метал і його марку, використаний для виготовлення деталей, що зварюються, а так само річна програма випуску виробів 2000 шт. Вимагають застосування дугового напівавтоматичного зварювання в середовищі вуглекислого газу. Широкий спектр, що випускається в цей час зварювальної техніки, дозволяє зробити доцільний вибір необхідного встаткування, що дозволяє ефективно забезпечити обраний технологічний процес.
Для виготовлення опори обране: як джерело живлення інвертор DC 400.33, зварювальний напівавтомат ПМ-4.33, газобалонна апаратура (балон вуглекислотний, шланги, редуктор, підігрівник газу, осушувач, витратомір), а так само пристосування й інструмент, необхідний для виконання підготовчих, складальних і зварювальних операцій, зазначених у технологічній карті.
Складність сучасного встаткування вимагає якісного технічного обслуговування, ефективного налагодження й своєчасного ремонту. Для цього в роботі представлений аналіз основних, характерних несправностей застосовуваного встаткування. Зазначено причини їхнього виникнення й необхідні заходи щодо усунення.
Якість звареного з'єднання у великому ступені залежить від застосування правильно підібраних зварювальних матеріалів. Для зварювання опори обраний зварювальний дріт 08гс ЗА ДСТ 14771-76-T1- 10.
Як захисне середовище використовується CO2 за ДСТ 8050-85
Виконання будь-яких зварювальних робіт так, або інакше являє загрозу здоров'ю зайнятих працівників. Тому в роботі представлені необхідні заходи щодо забезпечення техніки безпеки.
Дотримання всіх технологічних вимог при правильно обраному составі встаткування й грамотно підібраних режимах зварювання забезпечує якісне виготовлення представленого виробу.
Список джерел
1. Виноградов В.С. Електричне дугове зварювання. – К., 2007
2. Виноградов В.С. Устаткування й технологія дугового автоматичного й механізованого зварювання. – К., 2006
3. Ганенко А.П. і ін. Оформлення текстових і графічних матеріалів при підготовці дипломних проектів, курсових і письмових екзаменаційних робіт. – к., 2001
4. Геворкян В.Г. Основи зварювальної справи. – К., 2003
5. ДЕРЖСТАНДАРТ 14 771: Дугове зварювання в захисному газі. З'єднання зварені. Основні типи, конструктивні елементи й розміри.
6. Козаков Ю.В. і ін. Зварювання й різання матеріалів: Навчальний посібник. – К., 2004