
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Технологический процесс изготовления детали "Вал-шестерня"
Курсовая работа: Технологический процесс изготовления детали "Вал-шестерня"
СОДЕРЖАНИЕ
Введение
1. Анализ технологичности детали
2. Технология получения материала заготовки
2.1 Производство чугуна
2.1.1 Исходные материалы для доменного производства и их подготовка к плавке
2.1.2 Доменная печь
2.2 Производство стали
2.2.1 Электродуговая печь
2.2.2 Рафинирование стали
2.2.3 Разливка стали
3. Технология получения заготовки
3.1. Возможные способы получения заготовки
3.2 Выбор эффективного способа получения заготовки
4. Разработка технологии получения детали резанием
4.1 Обработка заготовки на токарно-винторезном станке
4.2 Обработка заготовки на горизонтально - фрезерном станке
4.3 Обработка заготовки на вертикально - сверлильном станке
4.4 Обработка заготовки на зубофрезерном станке
4.5 Обработка заготовки на кругло - шлифовальном станке
5. Контроль размеров детали
Заключение
Список литературы
ВВЕДЕНИЕ
Данная курсовая работа предназначена для изучения курса ТКМ (технология конструкционных материалов) в сфере технологического производства деталей. В качестве объекта изучения предложена деталь.
Задание на курсовое проектирование:
| 1 | Вариант № 14 |
| 2 | Вал-шестерня |
| 3 | 40ХС ГОСТ 4543–71 |
| 4 | 20 |
| 5 | m=2,5; Z=30; степень точности 8 |
В курсовой работе будет подробно описана технология получения материала заготовки. Так как сталь мы получаем из чугуна, будет расписана металлургия чугуна, исходные материалы для доменной печи, а также сама доменная печь. После производства чугуна будет описан технологический процесс, производство стали. Учитывая, что сталь, улучшенная легированная рекомендуется описать такие пункты как рафинирование стали и влияние примесей на свойства сталей.
Так как программа составляет 20 шт. в год, то целесообразно применение универсального оборудования (станки токарной группы, зубофрезерного, сверлильного, шлифовального).
В пункте контроль качества будут описаны виды проверок.
| 1 | Вариант № 14 |
| 2 | Вал-шестерня |
| 3 | 40ХС ГОСТ 4543–71 |
| 4 | 20 |
| 5 | m=2,5; Z=30; степень точности 8 |
1. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ
Заготовка по условию задания выполнена из качественной конструкционной стали по 40ХС ГОСТ 4543–71.
Данная сталь достаточно хорошо обрабатывается лезвийными и абразивными инструментами.
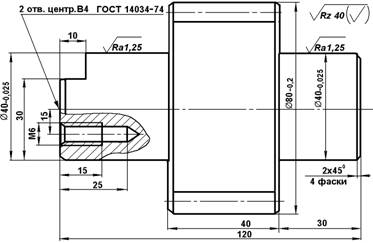
На рисунке 1. 1 приведен эскиз заданной детали.
Перечислим и пронумеруем обрабатываемые поверхности детали:
1. - торец детали Ø40-0,025
2. -поверхность зубьев шестерни
3. -цилиндрическая поверхность Ø40-0,025
4. - торец шестерни (со стороны цилиндрической поверхности Ø40-0,025) длиной 30
5 , 6 , 11, 12 -фаски
7, 13 -центровое отверстие формы В Ø4
8-торец детали Ø40-0,025
9-цилиндрическая поверхность Ø40-0,025
10- торец шестерни (со стороны цилиндрической поверхности Ø40-0,025) с номинальным размером 50 (по чертежу: 120 – 30 - 40)
14-ширина сфрезерованной поверхности Ø40-0,025
15-высота сфрезерованной поверхности Ø40-0,025
16-глухое круглое отверстие
17-глухое резьбовое отверстие М6.
Под технологичностью детали можно понимать удобство ее конструкции, технических требований, размеров и их допусков для применения типового оборудования, оснастки, инструмента, наладок, технологических баз (поверхностей, используемых для установки детали в приспособлении).
Данная деталь технологична – это тело вращения, составленное из цилиндрических участков, резьбового участка и зубчатого венца. Все цилиндрические поверхности могут быть легко получены точением, резьбовое отверстие – сверлением, а зубья – фрезерованием.
Предложенной деталь не является нетехнологичной, так как ее форма проста в производстве.
Рассматривая точность детали, следует отметить, что конструктором заданы допуски на цилиндрические поверхности Ø80 (поверхность 2) – внешний диаметр зубьев (8 квалитет) и Ø40 (4 квалитет) (поверхность 3, поверхность 9) – 0,2 и 0,025 соответственно.
Анализ шероховатости поверхности показывает, что большинство поверхностей имеет шероховатость Rz40.
Но две цилиндрических поверхности Ø40-0,025 (поверхности 3, 9) после термообработки должны иметь шероховатость Ra1,25, предположительно посадка под подшипники (обеспечивается операцией чернового шлифования).
Таким образом, деталь имеет достаточно технологичную конструкцию, ее производство не требует специального оборудования, приспособлений и инструментов.
По условия работы – производительность 20 шт. – единичное производство.
2. Технология получения материала заготовки
Заготовка по условию задания выполнена из качественной конструкционной стали 40ХС по ГОСТ 4543–71. Основные характеристики стали:
| Плотность | 7740 кг/м.куб. | |||||||||||||||||||||||||||||||||||||||||||||||||
| Назначение | валы, шестерни, муфты, пальцы и др.детали, к которым предъявляются требования высокой прочности, упругости и износостойкости | |||||||||||||||||||||||||||||||||||||||||||||||||
| Модуль упругости | E=219000 МПа | |||||||||||||||||||||||||||||||||||||||||||||||||
| Модуль сдвига | G=85000 МПа | |||||||||||||||||||||||||||||||||||||||||||||||||
| Свариваемость | трудносвариваемая. | |||||||||||||||||||||||||||||||||||||||||||||||||
| KVmet | 0.850 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Xmat | 0.100 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Kshl | 0.700 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Температура ковки | Начала 1150, конца 850. Сечения более 75 мм охлаждаются замедленно. | |||||||||||||||||||||||||||||||||||||||||||||||||
| Химический состав | Кремний: 1.20-1.60, Марганец: 0.30-0.60, Медь: 0.30, Никель: 0.30, Сера: 0.035, Углерод: 0.37-0.45, Фосфор:0.035, Хром: 1.30-1.60, | |||||||||||||||||||||||||||||||||||||||||||||||||
| Склонность к отпускной способности | Склонна | |||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||
Сталь выплавляют из чугуна. Основой производства чугуна служит металлургическое производство.
Металлургическое производство — это сложная система различных производств, базирующихся на месторождении руд, коксующихся углей, энергетических комплексах. Оно включает: шахты и карьеры по добыче руд и каменных углей; горно-обогатительные комбинаты, где обогащают руды, подготовляя их к плавке; коксохимические заводы, где осуществляют подготовку углей, их коксование и извлечение из них полезных химических продуктов; энергетические цехи для получения сжатого воздуха (для дутья доменных печей), кислорода, очистки металлургических газов; доменные цехи для выплавки чугуна и ферросплавов или цехи для производства железорудных металлизованных окатышей; заводы для производства ферросплавов; сталеплавильные цехи (конвертерные, мартеновские, электросталеплавильные) для производства стали; прокатные цехи, в которых слитки стали перерабатывают в сортовой прокат — балки, рельсы, прутки, проволоку, лист и т. д.
Основная продукция черной металлургии:
· чугуны — передельный, используемый для передела на сталь, и литейный — для производства фасонных чугунных отливок на машиностроительных заводах;
· железорудные металлизованные окатыши для выплавки стали;
· ферросплавы (сплавы железа с повышенным содержанием Мn, Si, V, Ti и т. д.) для выплавки легированных сталей; стальные слитки для производства сортового проката (рельсов, балок, прутков, полосы, проволоки), а также листа, труб и т. д.;
· стальные слитки для изготовления крупных кованых валов, роторов турбин, дисков и т. д., называемые кузнечными слитками.
Для производства чугуна, стали и цветных металлов используют руду, флюсы, топливо и огнеупорные материалы.
Промышленной рудой называют горную породу, из которой при данном уровне развития техники целесообразно извлекать металлы или их соединения. Например, в настоящее время целесообразно извлекать металлы из руд, если содержание их в руде составляет: железа на менее 30—60 %, меди 3—5 %, молибдена 0,005—0,02 %. Руда состоит из минералов, содержащих металл или его соединения, и пустой породы (т. е. различных примесей). Руды называют по одному или нескольким металлам, которые входят в их состав. Например, железные, медные, медно-никелевые и т. д.
В зависимости от содержания добываемого металла, руды бывают богатые и бедные. Бедные руды (с малым содержанием добываемого металла) обогащают, т. е. удаляют из руды часть пустой породы. В результате получают концентрат с повышенным содержанием добываемого металла. Использование концентрата улучшает технико-экономические показатели работы металлургических печей. Флюсы — это материалы, загружаемые в плавильную печь для образования легкоплавкого соединения с пустой породой руды или концентратом и золой топлива. Такое соединение называют шлаком.
Обычно шлак имеет меньшую плотность, чем металл, поэтому он располагается в печи над металлом и может быть удален в процессе плавки. Шлак защищает металл от печных газов и воздуха. Шлак называют кислым, если в его составе преобладают кислотные оксиды (SiO2, Р2О5), и основным, если в его составе больше основных оксидов (CaO, MgO, FeO и др.).
Топливом в металлургических печах являются кокс, природный газ, мазут, доменный (колошниковый) газ.
Кокс получают на коксохимических заводах в коксовых печах сухой перегонкой при температуре 1000 °С (без доступа воздуха) каменного угля коксующихся сортов. В коксе содержится 80 — 88 % углерода, 8—12 % золы, 2—5 % влаги, 0,5—1,8 % серы, 0,02— 0,2 % фосфора и до 1—2 % летучих продуктов. Для доменной плавки кокс должен содержать минимальное количество серы и золы. Куски кокса должны иметь размеры 25—60 мм. Кокс должен обладать достаточной прочностью, чтобы не разрушаться под действием шихтовых материалов.
Природный газ содержит 90—98 % углеводородов (СН4 и С3Н6) и 1 % азота. Мазут содержит 84—88 % углерода, 10—12 % водорода, небольшое количество серы и кислорода. Кроме того, используют доменный или колошниковый газ, побочный продукт доменного процесса.
Огнеупорные материалы применяют для изготовления внутреннего облицовочного слоя (футеровки) металлургических печей и ковшей для расплавленного металла. Огнеупорные материалы способны выдержать нагрузки при высоких температурах, противостоять резким изменениям температур, химическому воздействию шлака и печных газов. Огнеупорность материала определяется температурой его размягчения. По химическим свойствам огнеупорные материалы разделяют на кислые, основные, нейтральные.
2.1 ПРОИЗВОДСТВО ЧУГУНА
Сплавы железа с углеродом, содержащие свыше 2% углерода, называют чугунами. Их получают путем восстановления железа из оксидов, содержащихся в рудах. Процесс восстановления железа ведут в доменных печах. В зависимости от назначения и места дальнейшей переработки различают чугуны предельные (примерно 80% от всего выпуска), предназначенные для переработки в сталь, и литейные, поступающие на машиностроительные заводы и используемые в качестве исходного материала для изготовления литых заготовок.
2.1.1 ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ДОМЕННОГО ПРОИЗВОДСТВА И ИХ ПОДГОТОВКА К ПЛАВКЕ
Исходными материалами для доменного производства является руда, флюсы, топливо и огнеупоры.
Железная руда состоит из железосодержащих минералов и пустой породы, в состав которой входят оксиды кремния (кремнезем) SiО2, алюминия (глинозем) А12О3, кальция СаО и магния MgO. Качество руды определяется многими критериями, но, прежде всего, содержанием в ней железа, легкостью восстановления железа из оксидов, составом пустой породы и концентрацией вредных примесей, таких, как фосфор, мышьяк и др.
Для производства чугуна используют следующие руды. Магнитный железняк (магнетит) представляет собой смесь двух оксидов железа – FeO и Fе203, содержит до 70% железа. Его название связано с наличием магнитного оксида FeO. Руда имеет темный цвет, прочная и плотная, а после измельчения легко обогащается методом магнитной сепарации.
Красный железняк (гематит) содержит до 60% железа в виде оксида Fе203. Он менее плотен, чем магнетит, легко измельчается и восстанавливается.
Бурый железняк (гетит) представляет собой водный оксид железа Fе20З. Н20 и содержит еще меньше железа (до 50%). Это относительно рыхлая, легко восстанавливаемая порода. Шпатовый железняк (сидерит) содержит до 40% Fe в виде карбоната FеСО3
Флюсы – это специально вводимые в доменную печь материалы, снижающие температуру плавления пустой породы и ошлаковывающие золу кокса. Различают основные и кислые флюсы. К первым относится известняк СаСО3 и доломит СаСО3. МgСО3, дающие при разложении оксиды щелочной группы СаО и MgO. Ко вторым относится кремнезем SiО2 – кислотный оксид. Выбор зависит от состава пустой породы. Если пустая порода имеет песчано-глинистый характер (смесь SiО2 и А12О3), то в качестве флюсов применяют известняк или доломит, а если в ней превалируют известковые породы, то флюсом служит песок, что в практике встречается довольно редко.
Основным видом топлива в доменном производстве служит кокс, но в отдельных случаях в дополнение к коксу используют природный газ или пылевидный каменный уголь, которые подают вместе с воздухом, необходимым для горения топлива. Кокс получают путем нагрева до 1000 – 1200 0С без доступа воздуха в коксовых батареях особых сортов коксующихся углей. Перед коксованием уголь измельчается в дробилках до частиц размером 2 – 3 мм и обогащается. В процессе выдержки при высоких температурах в течение 15 – 20 часов происходит удаление летучих веществ и спекание угля в пористую массу, которую выгружают из батарей на транспортеры и гасят водой или инертным газом. Для доменного процесса используются куски кокса размером 25 – 200 мм и пористостью около 50%. С ростом пористости растет поверхность контакта топлива с кислородом, в результате чего активизируются процессы горения и повышается температура в рабочем пространстве печи. Кокс должен содержать не менее 80% углерода и возможно меньшее количество серы (2%), золы (12%), влаги (5%) и летучих веществ (1 – 2%).
Огнеупоры служат для сооружения рабочего пространства доменных и других плавильных печей. Они должны обладать термостойкостью, механической прочностью и химической стойкостью по отношению к шлакам. По химическому составу огнеупоры разделяют на кислые, состоящие из кварцитов (динас), основные (доломит, магнезит) и нейтральные (углеродосодержащие). Они поставляются в виде кирпичей, фасонных блоков и крошки. Состав применяемого огнеупора оказывает определяющее влияние на тип флюса, вводимого при плавке. Так, например, при применении кислого огнеупора применять в качестве флюса известняк следует крайне осторожно, так как избыток щелочного оксида в шлаке приведет к быстрому разрушению кислотного оксида огнеупорной кладки.
Наибольшее распространение нашли так называемые шамотные огнеупорные материалы, обладающие слабокислыми свойствами и состоящие из смеси кремнезема и глинозема.
2.1.2 ДОМЕННАЯ ПЕЧЬ
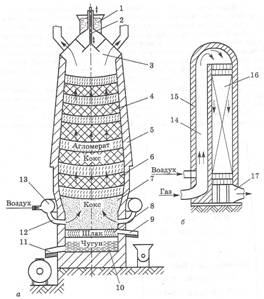
Прошедшие предварительную подготовку руды подаются вместе с коксом, расход которого составляет около 50% от массы выплавляемого чугуна, в доменную печь. Доменные печи относятся к разряду шахтных печей и работают по принципу противотока. Шихта (руда, кокс и, если необходимо, известь) подается сверху и по мере плавления руды и выгорания кокса опускается вниз, а воздух, наоборот, вдувается в нижнюю часть печи и перемещается вверх, навстречу шихте. Полезный объем печей обычно не превышает 2000 м3, высота примерно – 30 м, и выплавляется в них в сутки до 2000 т. чугуна. Отдельные печи имеют объем свыше 5000 мЗ. Схема доменной печи и воздухонагревателя показаны на рисунок 2.1.
Шихта 1 подается в загрузочное устройство 2, оборудованное двумя приемными камерами и запирающими конусами. Попеременное открывание конусов исключает прорыв доменных газов в атмосферу. Под загрузочным устройством располагается колошник 3, из которого печные газы по трубам удаляются из печи. Шахта печи 4 футеруется (выкладывается) огнеупорным шамотным кирпичом. Толщина кладки превышает 1 м. Ниже шахты находятся распар 6, заплечики 7 и горн 8. В верхней части горна, заполненного коксом, находятся 16 – 20 водоохлаждаемых медных фурм 12, по которым из фурменного пояса 13 в доменную печь подается под давлением 300 кПа нагретый до 900 – 1200 ОС воздух, зачастую обогащенный кислородом. В нижней части горна находятся шлаковая 9 и чугунная 11 летки, через которые выпускается с интервалом 2 – 3 ч жидкий шлак и чугун, скапливающиеся на лещади 10.
Каждая доменная печь работает в паре с тремя воздухонагревателями (рис.2.1, 6). Очищенные печные газы, содержащие около 30% оксида углерода, смешиваются с воздухом и, сгорая в камере 14, футерованной огнеупорным кирпичом 15, при температуре около 1300 ОС проходят через насадку 16, выложенную из кирпича, отдавая ей свою физическую теплоту, после чего через боров 17 удаляются в атмосферу.
Пока два из трех нагревателей: работают в режиме разогрева насадки, в третьем осуществляется нагрев воздуха, подаваемого в доменную печь. Направление перемещения воздуха в это время обратное указанному стрелками на рисунке 2.1.б. После снижения температуры нагрева воздуха ниже установленного предела (обычно 900 ОС) происходит автоматическое переключение работы воздухонагревателя с режима охлаждения насадки в режим ее нагрева.
Продуктами доменного производства являются предельные чугуны, содержащие 3,5 – 4,5 % С и 0.5 – 1,3% Si, литейные чугуны, отличающиеся более высоким содержанием кремния (0,8-3,6%), ферромарганец (75-85% Мn) и ферросилиций (19-92% Si). Кроме того, ценными побочными продуктами являются доменные шлаки и газ.
Одним из главных показателей работы доменных печей принято считать коэффициент использования полезного объема. Он получается делением полезного объема (м3) на суточный выпуск чугуна (тонны) и для передовых предприятий составляет 0,5 – 0,6.
|
|
| Рисунок 2.1 - Конструкция доменной печи: а – доменная печь; б – воздухонагреватель |
2.2 ПРОИЗВОДСТВО СТАЛИ
Сталь - это сплав железа с углеродом, содержание которого не превышает 2,14%. Кроме того, в ней содержатся постоянные примеси (марганец, кремний, сера, фосфор) и в ряде случаев легирующие элементы (никель, хром, ванадий, молибден, вольфрам и др.). Сырьем для производства стали является передельный чугун, выплавляемый в доменных печах, лом и ферросплавы (см. рисунок 2.1.). Если сравнить содержание основных примесей в чугуне и стали, можно сделать вывод, что сталь отличается от чугуна только количеством этих примесей. В чугуне содержание С, Si, Mn, S и Р выше, чем в стали. Поэтому основная задача передела чугуна в сталь состоит в удалении части этих примесей с помощью окислительных процессов. Механизм этого окисления не зависит от типа сталеплавильной печи. Наиболее часто для этой цели используют мартеновский, кислородно-конвертерный и электродуговой способы. Для производства стали данной по заданию используются электродуговые печи.
2.2.1. ЭЛЕКТРОДУГОВАЯ ПЕЧЬ
|
|
| Рисунок 2.2 - Электродуговая печь для получения стали |
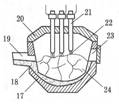
Электродуговые печи (рис.2.2) обеспечивают низкий угар легирующих элементов и высокий перегрев расплава, необходимый для растворения ферросплавов. Поэтому они нашли широкое применение для выплавки сталей специального назначения, таких, как инструментальные, нержавеющие, жаропрочные и т.д. Сама печь состоит из подины, выложенной огнеупорным кирпичом 17 и футерованной внутри огнеупорной массой 18. Сверху располагается свод печи 20 с отверстиями для ввода графитовых электродов 21. Это печи с так называемой зависимой дугой, т.е. дуга 22 горит не между электродами, а между электродами и металлом.
В зоне горения дуги температура достигает 7000 °С, что обеспечивает проплавление шихты под электродами в виде колодцев, в которые скатываются остатки твердой шихты удаленных от электродов зон. Шихта 24 может быть твердой или смешанной – скрап и жидкий чугун. Для загрузки шихты удаляется свод или выкатывается подина. Необходимые по ходу плавки добавки вводят через окно 23, а готовую сталь сливают по футерованному желобу 19, для чего вся печь наклоняется в сторону металлической летки. Емкость печей достигает 400 тонн. В них получается качественный, хорошо раскисленный металл с низким содержанием вредных примесей и неметаллических включений. Перевод на электроплавку сдерживается высокой стоимостью электроэнергии и сложностью системы питания печи электричество.
2.2.2 РАФИНИРОВАНИЕ СТАЛИ
Присутствующие в стали неметаллические включения и газы резко снижают ее прочностные и эксплуатационные характеристики. В связи с этим разработано большое количество способов очистки стали, которые можно разделить на две группы. К первой относятся методы, которые предусматривают рафинирующую обработку после выпуска стали из печи перед ее разливкой.
Электрошлаковый переплав (рис. 2.3) считается наиболее эффективным методом рафинирования, так как после него содержание серы снижается до 0.005%, а количество оксидов и сульфидов снижается вдвое. Для начала процесса на медный поддон 7 устанавливают расходуемый электрод 9 и водоохлаждаемую изложницу 8. В зазаор между ними засыпается флюс, содержащий Al2O3, CaO и СаF2. При включении тока между поддоном и электродом загорается электрическая дуга, которая расплавляют флюс.
Расплав флюса гасит дугу, и процесс автоматически переходит в электрошлаковый, при котором тепло выделяется за счет электросопротивления шлака. Электрод из обычной стали расплавляется в шлаке и капли 11, проходя через слой шлака 10, очищаются от примесей и скапливаются под шлаком в виде ванночки 12, питающей растущий вверх слиток 13.
2.2.3 РАЗЛИВКА СТАЛИ
Наиболее прогрессивной считается разливка стали на машинах непрерывного литья заготовок (МНЛЗ) рис. 2.4. В этом случае сталь из сталеразливочного ковша через промежуточный ковш 9, обеспечивающий равномерность подачи расплава, создавая запас времени для замены сталеразливочного коша с расплавом, поступает в водоохлаждаемый кристаллизатор 10, проходя через который сталь частично затвердевает, образуя корочку на поверхности, граничащей со стенками кристаллизатора, и опускается в зону вторичного охлаждения, где опорные ролики11, повторяющие конфигурацию слитка, снаружи опрыскиваются водой из системы орошения 12.
Ниже опорных располагаются тянущие ролики 13, обеспечивающие равномерность удаления из кристаллизатора слитка 14. Ацетиленокислородные резаки 15 позволяют разрезать непрерывно подаваемый слиток на мерные длины, которые поступают на прокатку. Слитки, получаемые на МНЛЗ, не имеют усадочных раковин, более однородны по химическому составу, однако на их поверхности часто образуются трещины, связанные с перепадом температур по сечению и большими усилиями вытяжки слитка из кристаллизатора.
3. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВКИ
3.1 ВОЗМОЖНЫЕ СПОСОБЫ ПОЛУЧЕНИЯ ЗАГОТОВКИ
Обработкой металлов давлением (ОМД) называют группу технологических процессов, в результате которых под влиянием приложенных внешних сил происходит изменение формы заготовок без нарушения их сплошности.
Основной задачей всех видов обработки давлением является придание металлу желаемой формы посредством процесса пластической деформации. В результате пластической деформации изменяются не только форма и размеры заготовки, но структура и свойства исходного металла.
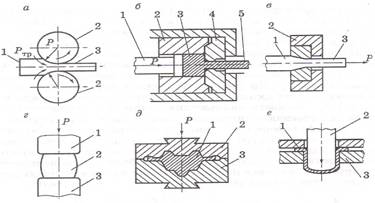
В промышленности применяют шесть основных видов обработки давлением: прокатку, прессование, волочение, ковку, объемную штамповку и листовую штамповку. Схемы этих видов приведены на рисунок 3.1.
|
|
|
Рисунок 3.1 - Виды обработки металлов давлением: а – прокатка (1 –заготовка, 2 – валок 3, – изделие); б – прессование (1 – пуансон, 2 – контейнер, 3 – заготовка, 4 – матрица, 5 изделие); в – волочение (1 – заготовка, 2 – волока, 3 – изделие); г – ковка (1, 3 – верхний и нижний бойки, 2 – заготовка); д – объемная штамповка (1 – заготовка, 2,3 – верхняя и нижняя половины штампа); е – листовая штамповка (1 – заготовка, 2 – пуансон, 3 – матрица) |
3.2 ВЫБОР ЭФФЕКТИВНОГО СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВКИ
Так как задано единичное производство, то целесообразно использовать сортовой прокат - круглый пруток Ø82.
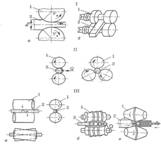
Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими соответствующие канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат – готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочением или резанием. В прокат перерабатывают до 80% всей выплавляемой стали и большую часть цветных металлов и сплавов, его используют в строительстве, машиностроении и других отраслях промышленности.
Существуют три основных вида прокатки: продольная, поперечная и поперечно-винтовая (косая) (рисунок 3.2). При продольной прокатке 1 заготовка 2 деформируется между гладкими или имеющими калибры валками 1, вращающимися в противоположные стороны, и перемещается перпендикулярно к осям валков.
При поперечной прокатке II валки 1 вращаются в одном направлении и оси их параллельны, а заготовка 2 деформируется ими, вращаясь вокруг своей оси.
|
Рисунок 3.2 - Основные виды прокатки: 1 – продольная прокатка: а – в гладких валках б – в калибрах; 11 – поперечная прокатка; |
111 – поперечно-винтовая прокатка: а – в гладких валах б – в спиральных валках в – винтовая проката труб
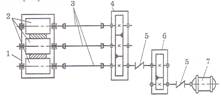
Рисунок 3.3 - Кинематическая схема прокатного стана

Рисунок 3.4 - Классификация рабочих клетей: а – дуо; б – трио сортовые; в – трио листовые; г – кварто листовые; д – кварто для прокатки; е – шестивалковая; ж – двацативалковая; з – универсальная; и – колесопрокатная
При поперечно-винтовой (косой) прокатке III валки 1 вращаются в одном направлении, а оси их расположены под некоторым углом, благодаря чему заготовка 2 деформируется валками; при этом она не только вращается, но и перемещается поступательно вдоль своей оси.
Прокатным станом называется технологический комплекс последовательно расположенных машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки и отделки (правки, обрезки кромок, резки на мерные изделия и пр.) и транспортировки.
На практике прокатным станом часто называют оборудование, непосредственно связанное с деформацией прокатываемого металла в валках. На рисунке 3.3 представлена общая кинематическая схема такого стана. В рабочей клети 1 в подушках с подшипниками расположены валки 2, вращательное движение на которые передается от главного электродвигателя 7 через редуктор 6, муфты 5, шестеренную клеть 4 и шпиндели 3.
В зависимости от конструкции и расположения валкое рабочие клети прокатных станов подразделяют на шесть групп (рисунок 3.4): дуо, трио, кварта, многовалковые, универсальные и специальной конструкции. Клети дуо (двух валковые) бывают реверсивные (прокатка ведется в обе стороны) нереверсивные (прокатка ведется в одну сторону). [3]
Различают листовые клети кварто, применяемые для прокатки толстых листов, полос и броневых плит, и клети кварто для прокатки рулонов. Последние применяются в станах холодной и горячей прокатки тонких листов, лент, полос, причем перед клетью может устанавливаться разматыватель рулонов, а сзади – моталка, создающая натяжение полосы.
В зависимости от назначения прокатные станы можно подразделять на следующие группы: заготовочные, рельсовые, толстолистовые, среднелистовые, тонколистовые, непрерывные листовые (широкополосные) и штрипсовые (производящие штрипсзаготовку для труб в виде полосы шириной до – 300 мм).
4. РАЗРАБОТКА ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ДЕТАЛИ РЕЗАНИЕМ
Согласно чертежу детали все ее поверхности подлежат механической обработке. Первоначально необходимо изучить всю маршрутную технологию.
Исходя из формы обрабатываемой поверхности, требований, предъявляемых к точности размеров и качеству поверхности изготовляемой детали, а также от свойств материала обрабатываемой заготовки – отливки будем применять следующие способы обработки: точение (токарная обработка), фрезерование, сверление.
На первой механической операции целесообразно удалить всю черновую поверхность, оставшуюся после проката. Наружные цилиндрические поверхности можно получить точением, шлифованием. Для данной детали, черновую обработку целесообразнее произвести точением. Центровые отверстия можно получить одновременно с обточкой цилиндров и торцов заготовки на черновой операции. Поскольку шероховатость Rz40 и точность в пределах 14 квалитета, это может быть достигнуто на чистовых операциях точения, то второй механической операцией может быть также операция точения. Третей операцией будет сверление глухого отверстия и нарезание резьбы метчиком. Колесо указанной точности получают на зубофрезерных станках или долблением. В данном случае зубчатый венец открытый, и применение долбяка нецелесообразно. Наиболее целесообразной представляется обработка на зубофрезерном станке червячной зуборезной фрезой. Затем фрезеруем паз на горизонтально – фрезерном станке. После термообработки необходимо закаленную поверхность выполнить с высокой точностью и высоким качеством поверхности. Наиболее целесообразной в таких случаях является круглошлифовальная операция. Затем деталь передают на операцию контроля.
4.1 ОБРАБОТКА ЗАГОТОВКИ НА ТОКАРНО – ВИНТОРЕЗНОМ СТАНКЕ.
Обработка осуществляется на токарно-винторезных станках (рисунок 4.1) , которые предназначены для выполнения всех основных видов токарных работ в условиях единичного и мелкосерийного производства. Учитывая, что здесь не требуется менять резцы, и центровочное сверло остается одно и то же, то этот вариант в данном случае достаточно производителен.
При точении заготовка совершает главное вращательное движение, а инструмент-резец совершает поступательное движение подачи. Операции точения предназначены для обработки наружных и внутренних поверхностей вращения (цилиндрических, конических, фасонных); обработки плоских торцевых поверхностей; нарезания резьбы; обработки и получения круглых отверстий, ось которых совпадает с осью вращения заготовки.
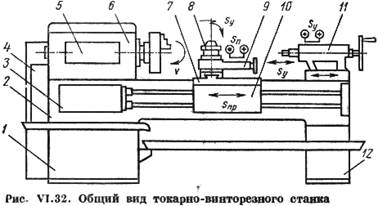
Рисунок 4.1 – Токарно –винторезный станок.
Можно центровые отверстия получить одновременно с обточкой цилиндров и торцов заготовки на черновой операции.
В качестве оборудования можно использовать токарно-винторезный станок типа 16К20. Инструментом для подрезки торца является резец токарный подрезной отогнутый (рисунок 4.2). Это может быть резец с напайными пластинами или с механическим креплением сменных многогранных пластин. Материал пластин – твердый слав Т5К10.
Инструментом для сверления центровых отверстий является сверло центровочное (рисунок 4.3). В качестве материала сверла может быть использована быстрорежущая сталь Р6М5.
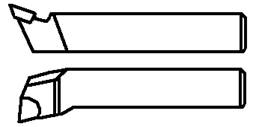
Рис. 4.2 Резец токарный подрезной отогнутый
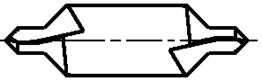
Рис. 4.3 – Сверло центровочное
1. Исходная заготовка – прокат: круг Ø82. Круг зажали в трехкулачковый самоцентрирующий патрон токарно-винторезного станка.
2. Подрезать торец поверхности 1 отогнутым проходным резцом.
3. Проточить упорно проходным резцом до диаметра Ø80-0,2 с шероховатостью поверхности Rz40 - поверхность 2 на длине 125.
4. Упорно проходным резцом получить поверхность 3 (Ø40-0,025) с шероховатостью Rz40 на длине 29.
5. Упорно проходным резцом подрезать торец поверхности 2 на длине 30 от поверхности 1.
6. Отогнутым правым резцом получить фаски поверхность 5 и поверхность 6.
7. В заднюю бабку установить патрон с центром для получения центрового отверстия формы В Ø4 по ГОСТ 14034-74 – поверхность 7.
8. Отрезным резцом на длине 122 от поверхности 1 отрезать заготовку.
9. Деталь установить в оправку поверхностью 3 с упором в поверхность 4.
10. Подрезать торец поверхность 8 на длине 120 от поверхности 1 отогнутым проходным резцом.
11. Упорно проходным резцом за несколько проходов получить поверхность 9 (Ø40-0,025) с шероховатостью Rz40 на длине 48.
12. Упорно проходным резцом подрезать торец поверхность 10 на длине 40 от поверхности 4.
13. Отогнутым правым резцом получить фаски поверхность 11 и поверхность 12.
14. В заднюю бабку установить патрон с центром для получения центрового отверстия формы В Ø4 по ГОСТ 14034-74 – поверхность 13.
4.2 ОБРАБОТКА ЗАГОТОВКИ НА ГОРИЗОНТАЛЬНО – ФЕРЕЗЕРНОМ СТАНКЕ
Фрезерование – это метод обработки заготовок, при котором непрерывное главное вращательное движение совершает инструмент (фреза), а поступательное движение подачи – заготовка. Отличительная черта фрезерования – высокая производительность и разноплановая с точки зрения геометрических форм поверхностей обработка.
Колесо указанной точности получают на горизонтально – фрезерном станке 6Р81Г.
15. Установить заготовку на горизонтально-фрезерный станок.
16. Дисковой фрезой на длине 10 от поверхности 8 фрезеровать выступ таким образом, чтобы получить размер 30 (поверхность 14 и поверхность 15).
4.3 ЗАГОТОВКИ НА ВЕРТИКАЛЬНО – СВЕРЛИЛЬНОМ СТАНКЕ
Сверление – это метод получения отверстий в сплошном материале. Сверлением получают сквозные и глухие отверстия и обрабатывают предварительно полученные отверстия с целью увеличения их размеров, повышения точности и снижения шероховатости поверхности.
Процесс сверления осуществляется при сочетании вращательного движения инструмента вокруг оси (главное движение) и его поступательного движения вдоль оси (подача). [4]
17. Установить заготовку в вертикально-сверлильный станок.
18. От оси симметрии поверхности 9 на расстоянии 15 сверлить глухое отверстие спиральным сверлом Ø4 таким образом, чтобы отверстие располагалось на оси симметрии поверхности 14 и 15-получить поверхность 16.
19. На глубину 15 в поверхности 16 нарезать резьбу метчиком М6-поверхность 17.
4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ
Рис. 4.6 Червячная фреза
Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с применением делительной головки также пригодна для получения данного венца (здесь получают колеса от 9 до 12 степеней точности). В любом случае он рекомендуется лишь для единичного и мелкосерийного типов производства. Обработка зуборезными долбяками, рекомендуется для получения колес от 6 до 8 степеней точности. В производстве с большими программами выпуска, этот вариант обработки применяют лишь для внутренних зубчатых колес и наружных закрытых зубчатых венцов, когда нет выхода для червячных фрез. Обработка головками – контурное зубодолбление более производительно. Здесь получают колеса 9–10 степеней точности. Однако цены на инструмент и оборудование очень высоки и их применение оправдано лишь в массовом производстве.
Таким образом, в данном случае рационально применять зубофрезерование на зубофрезерном станке модели 5К310 стандартной червячной фрезой (рисунок 4.4).
20. В оправку поверхностью 9 зажать деталь и червячной фрезой получить зубчатое колесо с модулем 2,5, числом зубьев 30, степенью точности 8 – поверхность 2.
4.5 ОБРАБОТКА ЗАГОТОВКИ НА КРУГЛО-ШЛИФОВАЛЬНОМ СТАНКЕ.
Как было указано ранее, после термообработки шеек их необходимо прошлифовать. Этим обеспечивается точность размера и шероховатость поверхности. Вообще говоря, можно выбрать точение шеек в центрах резцом с пластинами из твердых сплавов, минералокерамики или синтетических сверхтвердых материалов. Тонкое точение позволяет получить заданные чертежом точность и шероховатость поверхности. Однако производительность этого метода невысока, здесь требуется дорогостоящее оборудование с высокой частотой вращения шпинделя.
Таким образом, целесообразно использовать обработку шлифованием в центрах. Однако для выполнения цилиндра на всей длине здесь приходится щлифовать и торец. Следовательно потребуется правка (восстановление) обоих торцов абразивного инструмента.
21.Установить заготовку в кругло - шлифовальный станок.
22.Шлифовальным кругом получить поверхность 9 (Ø40-0,025) с шероховатостью Ra1,25 на длине 48, поверхность 3 (Ø40-0,025) с шероховатостью Ra1,25 на длине 29.
5. КОНТРОЛЬ РАЗМЕРОВ ДЕТАЛИ
Исходя из особенностей формы детали и типа производства, выбираем следующие способы контроля, контрольный инструмент и приведем схему контроля.
Т.к. заданное количество предполагает единичное производство, необходимо применять универсальные мерительные инструменты (штангенциркуль) за исключением поверхностей 3, 9 ((Ø40-0,025), для которых необходимо изготовить специальный меритель типа скобы), а также для контроля шероховатостей детали ВАЛ-ШЕСТЕРНЯ необходим набор образцов шероховатестей.
Геометрические параметры (глубина, форма, диаметр) поверхности 7, 13 будут обеспечиваться инструментом – Центровкой.
Резьбовое отверстие проверяется проходным калибром.
Наружный диаметр проверяется скобой:
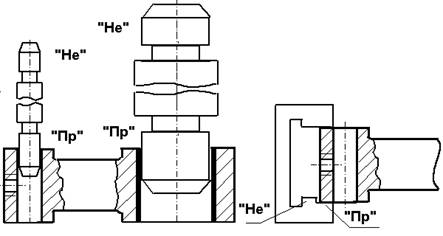
Рисунок 5.1 - Схемы контроля отверстий и линейных размеров
ЗАКЛЮЧЕНИЕ
В данной работе рассмотрен технологический процесс изготовления детали «ВАЛ-ШЕСТЕРНЯ».
Заготовка по условию задания выполнена из качественной конструкционной стали 40ХС ГОСТ 4543–71.
Данная сталь достаточно хорошо обрабатывается лезвийными и абразивными инструментами.
Сталь - это сплав железа с углеродом, содержание которого не превышает 2,14%. Кроме того, в ней содержатся постоянные примеси (марганец, кремний, сера, фосфор) и в ряде случаев легирующие элементы (никель, хром, ванадий, молибден, вольфрам и др.). Сырьем для производства стали является передельный чугун, выплавляемый в доменных печах, лом и ферросплавы.
Исходя из анализа детали и программы выпуска, выбрали способ получения заготовки.
Заготовка получена обработкой металлов давлением - технологический процесс, в результате которого под влиянием приложенных внешних сил происходит изменение формы заготовок без нарушения их сплошности.
Согласно чертежу детали все ее поверхности подлежат механической обработке. Первоначально приведена маршрутная технология.
Исходя из особенностей формы детали и типа производства, выбираем способы контроля, контрольный инструмент и приведем схему контроля.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Анурьев, В.И. Справочник конструктора-машиностроителя: В 3 т., Т. 1. / В. И. Анурьев. – 7-е изд., перераб. и доп. – М.: Машиностроение, 1992. – 816 с.
2. Проектирование технологических процессов в машиностроительном производстве: Учеб. пособие по курсовому проектированию / Юж.-Урал. гос. ун-т, Каф. Оборудование и инструмент компьютеризир. пр-ва; П.А. Норин, Б.М. Кисимов, Н.И. Малышев, Г.К. Сафонов; ЮУрГУ. - Челябинск: Изд-во ЮУрГУ, 1998. - 48,[1] с.:ил.
3. Технология конструкционных материалов: Учеб. пособие для сред. спец. учеб. заведений машиностроит. профиля/ О.С. Комаров, Б.М. Данилко, В.Н. Ковалевский и др.; Под ред. О.С. Комарова. - 2-е изд., испр. - Минск: Дизайн ПРО, 2001. - 415 с.:ил.
4. Щурова, А.В. Материаловедение и технология обработки материалов: Сб. заданий к курсовой работе/А.В. Щурова; Юж.-Урал. гос. ун-т, Каф. Оборудование и инструмент компьютеризир. пр-ва; ЮУрГУ. - Челябинск: Изд-во ЮУрГУ, 2001. - 37,[1] с.:ил.
5. Норин, П.А. Проектирование технологических процессов в машиностроительном производстве: Учебное пособие по курсовому проектированию/ П.А. Норин, Б.М. Кисимов, Н.И. Малышев, Г.К. Сафонов.– Челябинск: Изд-во ЮУрГУ, 1998. – 49 с.
6. Дубинин, Н.П. Технология металлов и других конструкционных материалов/ Н. П. Дубинин, Н.Н. Лиференко, А.Д. Хренов и др.; Под ред. Н.П. Дубинина.– М.: Высш. шк., 1969.– 701 с.
7. Дальский, А.М. Технология конструкционных материалов/ А.М. Дальский, В.С. Гаврилюк, Л.Н. Бухаркин и др.; Под общ. ред. А.М. Дальского.– М.: Машиностроение, 1990 – 570 с.
Приложение
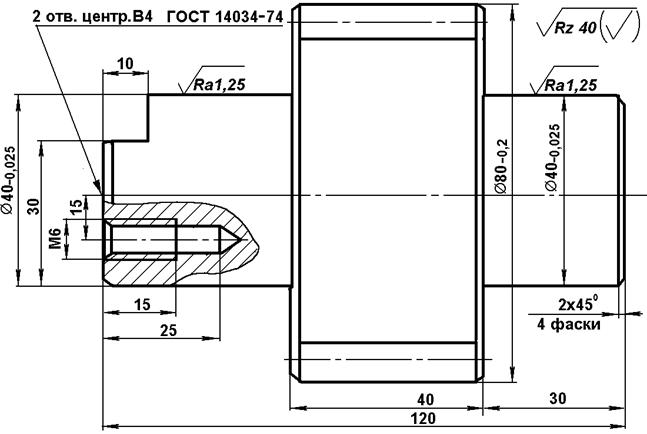
Рисунок 1.1 – Эскиз детали и номера обрабатываемых поверхностей