
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Технологическая подготовка производства на примере ЗАО "Суджанский тракторостроительный завод"
Курсовая работа: Технологическая подготовка производства на примере ЗАО "Суджанский тракторостроительный завод"
Содержание
Введение
1 Технологическая подготовка производства
1.1 Определение технологической подготовки производства
1.2 Основные задачи и этапы ТПП
1.3 Технологическая документация в системе управления ТПП
2 ТПП применительно к ОАО «Суджанский завод тракторных агрегатов»
2.1 Экономическая характеристика предприятия
2.2 Проблемы технологической подготовки производства ОАО «Суджанский завод тракторных агрегатов»
2.3 Пути повышения уровня ТПП
3 Пути совершенствования уровня ТПП
3.1 Организационно-экономические пути ускорения технологической подготовки производства
3.2 Возможности открываемые АСТПП и принципы ее построения
3.3 PDM-системы для управления ТПП
Заключение
Список использованной литературы
Введение
Единая система технологической подготовки производства (ЕСТПП) — основа повышения эффективности производства и качества продукции. Она является средством обобщения и комплексного внедрения достижений науки, техники и передового опыта промышленности в народное хозяйство.
Главная особенность ЕСТПП заключается в том, что основанная на твердой нормативной базе — стандартизации—эта система обеспечивает высокую мобильность промышленности, которая оперативно при высоких производственно-технических показателях может быть переключена на выпуск требуемой номенклатуры изделий, обеспечивая тем самым возможность непрерывного совершенствования действующего производства путем планомерного внедрения новейших достижений науки и техники.
Опыт внедрения стандартов ЕСТПП на сотнях ведущих предприятий различных отраслей машиностроения показал, что применение заложенных в них новых припусков вносит коренные изменения в подготовку производства и позволяет значительно ускорить процесс разработки технологии, изготовления технологической оснастки, сократить в 2—3 раза время, необходимое для освоения новых изделий, и переходить на их выпуск без остановки производства.
Технологическая подготовка производства необходима во многих отраслях. Так, например, без нее не обойтись в промышленности для освоения выпуска новых образцов изделий, повышения технического уровня и качества продукции, улучшения всех технико-экономических показателей работы предприятий. Главной задачей предприятия является всемерное удовлетворение общественных потребностей народного хозяйства и граждан в его продукции (работах, услугах) с высокими потребительскими свойствами и качеством при минимальных затратах, увеличение вклада в ускорение социально-экономического развития страны и обеспечение на этой основе роста благосостояния ее граждан.
Цель курсовой работы: описать технологическую подготовку производства на примере ЗАО «Суджанский тракторостроительный завод» показать эффективность технологической подготовки производства на практике.
Для достижения цели исследования в работе поставлены и решены следующие задачи:
1. Дать характеристику технологической подготовки производства;
2. Описать технологическую подготовку производства на примере ЗАО «Суджанский тракторостроительный завод»;
3. Исследовать пути решения возникших сложностей технологической подготовки производства.
В данной курсовой работе рассматривается технологическая подготовка производства как неотъемлемая часть подготовки производства к выпуску качественной и конкурентоспособной продукции.
1 Технологическая подготовка производства
1.1 Определение технологической подготовки производства
В промышленности освоение выпуска новых образцов изделий, повышение технического уровня и качества продукции, улучшение всех технико-экономических показателей работы предприятий непосредственно связаны с технологической подготовкой производства.
Под технологической подготовкой производства понимается весь комплекс работ по разработке технологии, изготовлению необходимой технологической оснастки и инструмента, установке и освоению нового оборудования и отладке всех операций и всего процесса изготовления нового изделия.
Основными задачами технической подготовки производства на промышленном предприятии являются: формирование прогрессивной технической политики, направленных на создание более совершенных видов продукции и технологических процессов их изготовления; создание условий для высокопроизводительной, ритмичной и рентабельной работы предприятия; последовательное сокращение длительности технической подготовки производства, ее трудоемкости и стоимости при одновременном повышении качества всех видов работ.
Технологическая подготовка производства (ТПП) представляет собой совокупность мероприятий, обеспечивающих технологическую готовность производства, т.е. наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для выпуска заданного объема продукции с установленными технико-экономическими показателями [10. с 352]. Так, трудоемкость технологической подготовки по отношению к общей трудоемкости технического проекта изделия в единичном производстве составляет 20-25%, в серийном - 50-55%, а в крупносерийном и массовом - 60-70%. Это связано с тем, что если двигаться от единичного производства к серийному и далее к массовому, то степень технологической оснащенности возрастает, а, следовательно, увеличивается и объем работ по ТПП.
Технологическая подготовка производства на предприятии выполняется отделами главного технолога, главного металлурга, а также технологическими бюро основных цехов, в ведении которых находятся литейные, кузнечные, механические и сборочные цехи. Материальной базой для них служат инструментальный и модельный цехи, технологические лаборатории, опытное производство.
Технологическая подготовка производства является продолжением работ по проектированию изделия. На этой стадии устанавливается, при помощи каких технических методов и средств, способов организации производства должно изготавливаться данное изделие, окончательно определяется его себестоимость и эффективность производства. Такая технология разрабатывается как для каждого нового изделия, так и для традиционной продукции с целью повышения технического уровня и снижения издержек производства, улучшения условий труда, охраны окружающей среды.
Технологическая подготовка производства охватывает проектирование технологических процессов, а именно:
1. выбор и расстановку оборудования на площади цеха;
2. определение и проектирование специальной технологической оснастки;
3. нормирование затрат труда, материалов, топлива и энергии.
Под технологическим процессом понимается совокупность методов изготовления продукции путем изменения состояния, свойств, форм и габаритов исходных материалов, сырья и полуфабрикатов.
Исходя из спроектированного технологического процесса и выбора на этой основе оборудования и режима его работы, определяются основные нормативы расхода рабочего времени, сырья, материалов, топлива, энергии и других элементов производства на единицу продукции [5. с 36].
До начала работ по ТПП, как правило, проводится технологический контроль чертежей, который необходим для анализа и проверки запроектированных изделий (деталей) на технологичность их конструкций, правильность назначения классов точности обработки, рациональность схем сборки и т. д.
Таким образом, из вышесказанного становится очевидным, что в процессе технологической подготовки производства разрабатываются способы механизации и автоматизации производственных процессов, а также решаются некоторые вопросы организации производства. А именно: внедрение поточных методов, организация и оснащение рабочих мест и участков, выбор транспортных средств и средств хранения сырья, полуфабрикатов и продукции и т.п.
1.2 Основные задачи и этапы ТПП
Основными задачами ТПП являются освоение производства и обеспечение выпуска новых изделий высокого качества в установленные сроки и заданного количества с высокой экономической эффективностью их производства и эксплуатации, а также совершенствование действующей технологии выпуска изделий.
Они решаются на всех уровнях и группируются по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства [12. с 80]. Стандартные технологические процессы разбиваются на операции изготовления стандартных или унифицированных деталей (на предприятиях машиностроения), от качества которых зависит надежность изделия.
К основным этапам технологической подготовки производства относятся:
1) разработка технологических процессов;
2) проектирование технологической оснастки и нестандартного оборудования;
3) изготовление средств технологического оснащения (оснастки и нестандартного оборудования)
4)
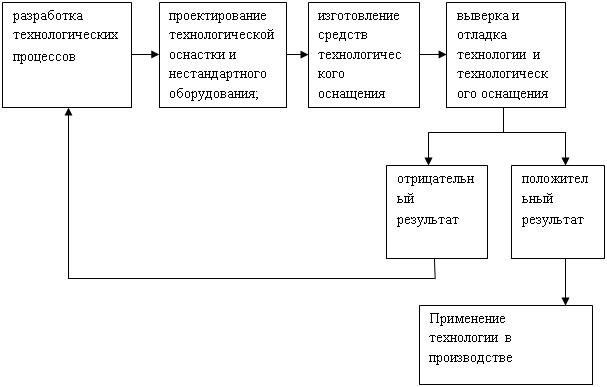
выверка и отладка запроектированной технологии и изготовленного
технологического оснащения (рис. 1).
Рис. 1. Последовательность этапов ТПП
На первом этапе осуществляют выбор рациональных способов изготовления деталей и сборочных единиц, разработку новых технологических процессов. Эта работа выполняется на основе: чертежей на вновь спроектированное изделие; ГОСТов, отраслевых и заводских стандартов на материалы, инструмент, а также на допуски и припуски; справочников и нормативных таблиц для выбора режимов резанья; планируемых размеров выпуска изделий.
Содержание работ по проектированию технологических процессов складывается из следующих элементов:
1) выбора вида заготовок; разработки межцеховых маршрутов;
2) определения последовательности и содержания технологических операций; определения, выбора и заказа средств технологического оснащения;
3) установления порядка, методов и средств технического контроля качества;
4) назначения и расчета режимов резания;
5) технического нормирования операций производственного процесса;
6) определения профессий и квалификации исполнителей;
7) организации производственных участков (поточных линий);
8) формирования рабочей документации на технологические процессы в соответствии с ЕСТП.
На втором этапе ТПП, во-первых, проектируют конструкции моделей, штампов, приспособлений, специального инструмента и нестандартного оборудования, а во-вторых, разрабатывают технологический процесс изготовления технологического оснащения, который должен быть достаточно универсальным, но в то же время прогрессивным, совершенным и обеспечивающим высокое качество изготовляемых деталей. Разработка конструкций технологической оснастки осуществляется конструкторскими бюро по оснастке и инструменту в тесной взаимосвязи с технологами, которые проектируют технологические процессы обработки деталей нового изделия.
На третьем этапе ТПП изготавливают всю оснастку и нестандартное оборудование. Это наиболее трудоемкая часть технологической подготовки (60- 80 % труда и средств от общего объема ТПП). Поэтому, как правило, эти работы проводят постепенно, ограничиваясь вначале минимально необходимой оснасткой первой необходимости, а затем повышая степень оснащенности и механизации производственного процесса до максимальных экономически оправданных пределов. На этом этапе осуществляют перепланировку (если это необходимо) действующего оборудования, монтаж и опробование нового и нестандартного оборудования и оснастки, поточных линий и участков обработки и сборки изделий.
На четвертом этапе ТПП выверяют и отлаживают запроектированную технологию; окончательно отрабатывают детали и узлы (блоки) на технологичность: выверяют пригодность и рациональность спроектированной оснастки и нестандартного оборудования, удобство разборки и сборки изделия; устанавливают правильную последовательность выполнения этих работ; проводят хронометраж механообрабатывающих и сборочных операций и окончательно оформляют всю технологическую документацию.
Представленные выше этапы охватывают весь необходимый комплекс работ по ТПП, в том числе конструктивно-технологический анализ изделий, организационно-технический анализ производства, расчет производственных мощностей, составление производственно-технологических планировок, определение материальных и трудовых нормативов, отладку технологических процессов и средств технологического оснащения.
На величину затраченных ресурсов большое влияние оказывает содержание и объем работ по технологической подготовке производства и длительность цикла ТПП. Они зависят от конструктивных и технологических особенностей изделий и типа производства. Чем больше деталей и сборочных единиц входит в изделие, тем больше число операций и соответственно технологических процессов их выполнения, число единиц технологической оснастки и технологических документов, а также трудоемкость ТПП. Длительность цикла ТПП оказывает огромное влияние на величину затрачиваемых ресурсов, незавершенного вспомогательного производства, ускорение оборачиваемости оборотных средств, себестоимость работ по ТПП. Основными направлениями его сокращения являются: увеличение объема работ в параллельном и параллельно-последовательном исполнении и снижение трудоемкости на каждом из этапов.
Основные этапы ТПП более укрупненно разрабатываются в единичном и мелкосерийном производстве. Часто проектирование технологических процессов заключается в разработке лишь технологических маршрутов. В крупносерийном и массовом производстве, когда изготовляется большое число изделий, необходимы более глубокое разделение труда и, следовательно, большая дифференциация операций, т. е. технологические процессы и документация по ТПП разрабатываются более подробно. При этом проявляется закон перехода количества в новое качество [12. с 126].
Из выше изложенного следует, что для наиболее оптимальной работы производства, т. е. с наименьшими трудовыми, временными и финансовыми затратами, необходимо проводить технологическую подготовку производства в соответствии с задачами и этапами, представленными выше. Только в этом случае можно достичь положительного результата.
1.3 Технологическая документация в системе управления ТПП
Управление технологической подготовкой производства – сложный процесс, в котором участвует большое количество персонала предприятия. Для его эффективной организации, в зависимости от отрасли и масштабов производства, применяют различные системы управления. Так, например, применяется централизованная, децентрализованная и смешанная системы ТПП.
При централизованной системе, применяемой в массовом, крупносерийном и серийном производстве, ТПП выполняется НИИ, КБ или технологическими отделами завода. Технологические бюро цехов участвуют во внедрении технологических процессов и в последующем их совершенствовании. Иногда для ТПП привлекаются проектно-технологические институты (ПТИ) или технологические отделы (бюро) научно-исследовательских институтов, которые (кроме технологических разработок для предприятий) выполняют научно-исследовательские работы в области ТПП для отрасли промышленности.
При децентрализованной системе, применяемой в единичном и мелкосерийном производстве с частой сменой выпускаемых изделий, разработка технологических процессов ведется в основных цехах. Технологические отделы завода кроме методического руководства технологическими службами завода проводят работы по типизации технологических процессов и нормализации (стандартизации) технологического оснащения, а также исследовательские и экспериментальные работы и работы по совершенствованию технологических процессов [11. с 443].
В смешанной системе технологические процессы на новую устойчивую продукцию разрабатываются в технологических отделах, а на часто сменяющуюся в производстве продукцию – в цехах.
При централизованной и смешанной системах отдел главного технолога (ОГТ) может иметь в своем составе такие бюро:
1. технологической документации, конструкторское (по оснастке), нормирования, планирования ТПП, планово-диспетчерское, а также технологические лаборатории (металлургическую, химико-термическую, сварочную, резания);
2. технологические бюро: по заготовительным, механическим и сборочным процессам; предметные бюро (по группам изделия или их отдельных частей) и инструментальное хозяйство (инструментальные цехи, ЦИС).
Функционально ОГТ подчиняются технологические бюро основных цехов. Планирование и координацию всех работ ТПП, контроль за сроками их выполнения и комплектностью подготовки ведет бюро (отдел) планирования подготовки производства (БППП), подчиняющийся обычно заместителю главного инженера по подготовке производства.
В ходе выполнения работ по технологической подготовки производства используется технологическая документация для различных типов производства (единичного, серийного и массового). Она отличается глубиной разработки технологических процессов и степенью их детализации.
Сначала разрабатываются маршрутные межцеховые карты на технологические процессы изготовления деталей и сборочных единиц. Они указывают последовательность прохождения заготовок, деталей или сборочных единиц по цехам и производственным участкам предприятия [12. с 78].
Для изготовления деталей и сборки изделия в единичном или мелкосерийном производствах достаточно иметь конструкторскую документацию, маршрутное или маршрутно-операционное описание технологического процесса либо перечень полного состава технологических операций без указания переходов и технологических режимов.
Для серийного и массового производств кроме маршрутной технологии разрабатывается технологический процесс с операционным описанием формообразования, обработки и сборки. При этом для единичных технологических процессов разрабатывается операционная технологическая карта, для типовых (групповых) технологических процессов - карта типовой (групповой) операции. В них указываются все переходы по данной конкретной операции и способы выполнения каждого, технологические режимы, данные о средствах технологического оснащения, материалах и затратах труда. Обычно в операционных картах помещают эскизные чертежи, изображающие детали или части деталей и содержащие те размеры и указания на обработку, которые необходимы для выполнения данной операции (способ закрепления деталей на станке, расположение инструмента, приспособление и др.). Кроме того, для определенных изделий разрабатываются карты типовых технологических процессов нанесения электролитических покрытий, химической обработки, нанесения лакокрасочных покрытий, ведомости удельных норм расхода растворителей, анодов, химикатов, ведомости подетальных отходов и другие документы.
Исходная информация для разработки технологических процессов может быть базовой, руководящей и справочной. Базовая информация включает наименование объекта, а также данные, содержащиеся в конструкторской документации. Руководящая информация - это отраслевые и заводские стандарты, устанавливающие требования к технологическим процессам, оборудованию, оснастке, документация на действующие типовые и групповые технологические процессы, производственные инструкции, документация для выбора нормативов по технике безопасности и промышленной санитарии. Справочная информация включает документацию опытного производства, описания прогрессивных методов изготовления, каталоги, справочники, альбомы компоновок, планировок и др.
В документообороте организации используют единую систему технологической подготовки производства (ЕСТПП) – (см. рис. 1.) установленная государственными стандартами система организации и управления технологической подготовкой производства (ГОСТ 14.001–73).
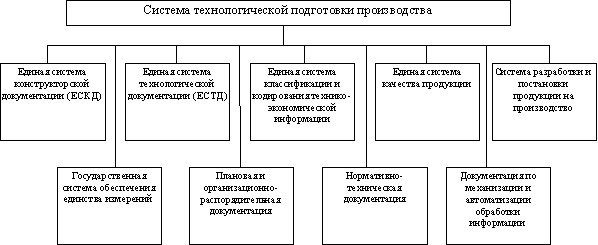
Рис. 1. Состав документации по методам и средствам ТПП
Основное назначение ЕСТПП согласно ГОСТ 14.001–73* заключается в создании системы организации и управления процессом ТПП. Порядок формирования и применения документации на методы и средства ТПП определяется отраслевыми стандартами, стандартами предприятий и документацией различного назначения, разработанной в соответствии со стандартами ЕСТПП.
Главная особенность ЕСТПП заключается в том, что основанная на твердой нормативной базе — стандартизации—эта система обеспечивает высокую мобильность промышленности, которая оперативно при высоких производственно-технических показателях может быть переключена на выпуск требуемой номенклатуры изделий, обеспечивая тем самым возможность непрерывного совершенствования действующего производства путем планомерного внедрения новейших достижений науки и техники.
Из вышеизложенного следует, что система управления производством зависит от отрасли и масштаба производства, а также, что внедрение ЕСТД обеспечивает рациональную организацию технологических работ.
2 ТПП применительно к ОАО «Суджанский завод
тракторных агрегатов»
2.1 Экономическая характеристика предприятия
ОАО «Суджанский завод тракторных агрегатов», как и любая другая организация, представленная на рынке, фиксирует свою хозяйственную деятельность в бухгалтерском балансе для отчетности перед налоговыми и другими государственными органам. Актив баланса позволяет дать общую оценку имущества, находящегося в распоряжении организации ОАО «Суджанский завод тракторных агрегатов». А также выделить в составе имущества оборотные (мобильные) и внеоборотные (иммобилизованные) средства. К имуществу относятся основные фонды, оборотные средства и другие ценности, стоимость которых отражена в балансе (таблица 1).
Таблица 1. Структура и динамика имущества ОАО «Суджанский завод тракторных агрегатов»
| Вид имущества | 2006 год | Удельный вес% | 2007 год | Удельный вес% | 2008 год | Удельный вес% | Темп роста | темп прироста | Абсолютное отклонение |
| I. Внеоборотные активы | 5495 | 40.82 | 7440 | 41.66 | 7797 | 34.5 | 141,89 | 41,89 | 2302 |
| Основные средства | 3233 | 58,84 | 2776 | 37,31 | 2903 | 37,23 | 89,79 | -10,21 | -330 |
| Незавершенное строительство | 2238 | 40,73 | 2237 | 30,07 | 2455 | 31,49 | 109,70 | 9,70 | 217 |
| Долгосрочные финансовые вложения | 0,00 | 2403 | 32,30 | 2403 | 30,82 | -100,00 | 2403 | ||
| Отложенные налоговые активы | 24 | 0,44 | 24 | 0,32 | 36 | 0,46 | 150,00 | 50,00 | 12 |
| II.Оборотные активы | 7965 | 59.17 | 10418 | 58.34 | 14796 | 65.48 | 185,76 | 85,76 | 6831 |
| Запасы | 7001 | 87,90 | 6611 | 63,46 | 10394 | 70,25 | 148,46 | 48,46 | 3393 |
| Сырье, материалы и другие аналогичные ценности | 3733 | 46,87 | 1728 | 16,59 | 5472 | 36,98 | 146,58 | 46,58 | 1739 |
| затраты в незавершенном производстве | 597 | 7,50 | 86 | 0,83 | 108 | 0,73 | 18,09 | -81,91 | -489 |
| готовая продукция и товары для перепродажи | 2603 | 32,68 | 4699 | 45,10 | 4762 | 32,18 | 182,94 | 82,94 | 2159 |
| расходы будущих периодов | 68 | 0,85 | 98 | 0,94 | 52 | 0,35 | 76,47 | -23,53 | -16 |
| НДС по приобретенным ценностям | 16 | 0,20 | 209 | 2,01 | 40 | 0,27 | 250,00 | 150,00 | 24 |
| Дебиторская задолженность в том числе: | 885 | 11,11 | 3531 | 33,89 | 4293 | 29,01 | 485,08 | 385,08 | 3408 |
| Покупатели и заказчики | 295 | 3,70 | 3334 | 32,00 | 3414 | 23,07 | 1157,29 | 1057,29 | 3119 |
| Денежные средства | 63 | 0,79 | 67 | 0,64 | 69 | 0,47 | 109,52 | 9,52 | 6 |
| Баланс | 13460 | 100 | 17858 | 100 | 22593 | 100 | 167,85 | 67,85 | 9133 |
Из актива баланса (таблица 1) видим, что стоимость имущества за исследуемый период увеличилась на 67,85%. Данный рост обеспечен увеличением оборотных активов на 85,76% и внеоборотных активов на 41,89%.
В структуре оборотных активов запасы увеличились за период с 2006 по 2008 годы на 48,46%. Из них наибольшую долю занимают запасы сырья, материала и др. удельный вес которых 36,98% и рост их составляет 46,58%. А также готовая продукция и материалы для перепродажи, рост которых составил 82,44%. Дебиторская задолженность увеличилась на 385,08% с 885 руб. в 2006 году до 4293 руб. в 2008 году.
В структуре внеоборотных активов основные средства занимают 58,84% в 2006 году и 37,23% в 2008 году, что свидетельствует о их сокращении. Но в целом внеоротные активы растут в основном за счет незавершенного строительства, выросшего на 97% с 2238 руб. в 2006 году до 2455 руб. в 2008 году и долгосрочных финансовых вложений, которые по сравнению с 2006 годом в 2008 году выросли на 2403 руб.
От того, каким капиталом располагает субъект хозяйствования, насколько оптимальна его структура, насколько целесообразно он трансформируется в основные и оборотные фонды, зависят финансовое положение организации и результаты его деятельности. Поэтому источники формирования имеют исключительно важное значение. Оценим состав и структуру источников формирования имущества (таблица 2).
Таблица 2. Источники формирования имущества ОАО «Суджанский завод тракторных агрегатов»
| Вид имущества | 2006 год | Удельный вес% | 2007 год | Удельный вес% | 2008 год | Удельный вес% | Темп роста | темп прироста | Абсолютное отклонение |
| III. Капитал и резервы | 11552 | 85,82 | 14391 | 80,58 | 15916 | 70,44 | 137,78 | 37,78 | 4364 |
| Уставный капитал | 13 | 0,11 | 13 | 0,09 | 13 | 0,08 | 100,00 | 0,00 | 0 |
| Добавочный капитал | 6827 | 59,10 | 6064 | 42,14 | 6054 | 38,04 | 88,68 | -11,32 | -773 |
| Резервный капитал в том числе: | 730 | 6,32 | 730 | 5,07 | 1076 | 6,76 | 147,40 | 47,40 | 346 |
| Резервные фонды, образованные в соответствии с законодательством | 0,00 | 6 | 0,04 | 6 | 0,04 | 6 | |||
| Резервы, образованные в соответствии с учредительными документами | 730 | 6,32 | 724 | 5,03 | 1070 | 6,72 | 146,58 | 46,58 | 340 |
| Нераспределенная прибыль (непокрытый убыток) | 3982 | 34,47 | 7584 | 52,70 | 8773 | 55,12 | 220,32 | 120,32 | 4791 |
| IV. Долгосрочные обязательства | 20 | 0,14 | 20 | 0,11 | 39 | 0,17 | 195,00 | 95,00 | 19 |
| Отложенные налоговые обязательства | 20 | 100 | 20 | 100 | 39 | 100 | 195,00 | 95,00 | 19 |
| V. Краткосрочные обязательства | 1888 | 14,02 | 3447 | 19,30 | 6638 | 29,38 | 351,59 | 251,59 | 4750 |
| Кредиторская задолженность в том числе: | 1865 | 98,78 | 3424 | 99,33 | 6615 | 99,65 | 354,69 | 254,69 | 4750 |
| Поставщики и подрядчки | 107 | 5,67 | 1389 | 40,30 | 4563 | 68,74 | 4264,49 | 4164,49 | 4456 |
| Задолженность перед персоналом организации | 715 | 37,87 | 552 | 16,01 | 762 | 11,48 | 106,57 | 6,57 | 47 |
| Задолженность перед государственными внебюджетными фондами | 298 | 15,78 | 310 | 8,99 | 331 | 4,99 | 111,07 | 11,07 | 33 |
| Задолженность по налогам и сборам | 514 | 27,22 | 544 | 15,78 | 303 | 4,56 | 58,95 | -41,05 | -211 |
| Прочие кредиторы | 231 | 12,24 | 629 | 18,25 | 656 | 9,88 | 283,98 | 183,98 | 425 |
| Задолженность участникам (учредителям) по выплате доходов | 23 | 1,22 | 23 | 0,67 | 23 | 0,35 | 100,00 | ||
| Баланс | 13460 | 100 | 17858 | 100 | 22593 | 100 | 167,85 | 67,85 | 9133 |
Из пассива баланса (таблица 2), видим, что стоимость источников формирования имущества увеличилась на 67,85% в 2008 году по сравнению с 2006 годом. Данный рост обеспечен увеличение собственного капитала на 37,78%, долгосрочного капитала на 95% и краткосрочных обязательств на 251,59%.
В структуре капиталов и резервов нераспределенная прибыль увеличилась на 120,32% с 3982 руб. в 2006 году до 8773 руб. в 2008 году, что не самым лучшим образом сказывается на развитии предприятия. Значительно увеличился резервный капитал, образованный в соответствии с учредительными документами. За указанный период он вырос на 46,58%. А добавочный капитал снизился в 2008 году по сравнению с 2006 годом на 11,32%. Уставной капитал остался без изменения.
В структуре краткосрочных обязательств рост произошел преимущественно благодаря увеличению кредиторской задолженности на 254,69% в 2008 году по сравнению с 2006 годом. Из нее значительно увеличилась задолженность перед поставщиками и подрядчиками примерно на 4164,45%, т.е. с 107 руб. до 4563 руб.. Задолженность перед персоналом увеличилась на 6,57% , т.е. на 47 руб., задолженность перед государственным внебюджетным фондом выросла на 11,07%, т.е. на 33 руб. по сравнению с 2006 годом. Прочие кредиторские задолженности увеличились на 181,98%, а именно с 231 руб. в 2006 году до 656 руб. в 2008 году. Однако, задолженность по налогам и сборам снизилась по сравнению с 2006 годом на 41,05% с 514 руб. до 303 руб. за указанный период, что несомненно является положительной тенденцией. Задолженность участникам по выплате доходов с 2006 года по 2008 год не изменилась и составляет 23 руб..
В структуре долговых обязательств отложенные налоговые обязательства выросли на 95% с 20 руб. в 2006 году до 39 руб. в 2008 году.
Руководство предприятия ОАО «Суджанский завод тракторных агрегатов» справляется с управлением заводом на хорошем уровне. Завод успешно функционирует и приносит прибыль. Это наглядно просматривается в таблице 3.
Таблица 3. Отчет о прибылях и убытках
| Доходы и расходы по обычным видам деятельности | 2006 год | 2007 год | 2008 год | Темп роста % | темп прироста % | Абсолютное отклонение % |
| Выручка от продажи товаров, работ, услуг,(за минусом налога на добавленную стоимость, акцизов и аналогичных финансовых платежей) | 21569 | 24966 | 28139 | 130,5 | 30,5 | 6570 |
| Себестоимость проданных товаров, продукции, работ, услуг | 19436 | 23720 | 25903 | 133,3 | 33,3 | 6467 |
| Валовая прибыль | 2133 | 1246 | 2236 | 104,8 | 4,8 | 103 |
| Коммерческие расходы | 26 | 304 | 50 | 192,3 | 92,3 | 24 |
| Прибыль (убыток) от продаж | 2107 | 942 | 2186 | 103,7 | 3,7 | 79 |
| Прочие доходы и расходы | 4 | 0,0 | -100,0 | -4 | ||
| Прочие доходы | 48 | 5163 | 370 | 770,8 | 670,8 | 322 |
| Прочие расходы | 183 | 2935 | 449 | 245,4 | 145,4 | 266 |
| Прибыль (убыток) до налогообложения | 1668 | 3170 | 2107 | 126,3 | 26,3 | 439 |
| Отложенные налоговые активы | 3 | 11 | 366,7 | 266,7 | 8 | |
| Отложенные налоговые обязательства | 20 | 19 | 95,0 | -5,0 | -1 | |
| Текущий налог на прибыль | 506 | 329 | 453 | 89,5 | -10,5 | -53 |
| Налог на ЕНВД | 174 | 3 | 0,0 | -100,0 | -174 | |
| Чистая прибыль | 971 | 2838 | 1646 | 169,5 | 69,5 | 675 |
| Постоянные налоговые обязатальства (активы) | 82 | 431 | 47 | 57,3 | -42,7 | -35 |
Из таблицы 3 мы видим, что наибольшим показателем в ней является выручка от продажи товаров, работ, услуг,(за минусом налога на добавленную стоимость, акцизов и аналогичных финансовых платежей) и это несомненно является положительной тенденцией. Она выросла за период с 2006 года по 2008 год до 28139 руб.. Это в сравнении с 2006 годом больше на 6570 руб.. Также в 2008 году по сравнению с 2006 годом увеличились себестоимость проданных товаров, продукции, работ, услуг на 6467 руб. , валовая прибыль на 103 руб. , коммерческие расходы на 24 руб. , прибыль от продаж на 79 руб. Однако, прочие расходы превысили прочие доходы на 4 руб. Кроме того налоги в 2008 году составили 461 руб., что на 236 руб. больше чем в 2006 году. И на основании вышеописанного прибыль после налогообложения (чистая прибыль) в 2008 году по сравнению с 2006 годом увеличилась на 675 руб. и составила 1646 руб..
2.2 Проблемы технологической подготовки производства ОАО «Суджанский завод тракторных агрегатов»
технологическая подготовка производство
При решении задач технологической подготовки производства в ОАО «Суджанский завод тракторных изделий» специалисты сталкиваются с рядом сложностей, описанных ниже.
Во время обеспечения технологичности конструкции изделия специалисты служб ТПП работают в тесном контакте с конструкторами изделия. В результате нужно добиться максимально возможного упрощения процессов изготовления деталей изделия и процессов его сборки. При окончательном определении конструкции нужно представлять, какая оснастка понадобится для изготовления той или иной детали, и стараться упростить оснастку за счет допустимых изменений в конструкции. Разумеется, упрощения конструкции не должны приводить к ухудшению качества или эксплуатационных характеристик изделия. Поэтому обеспечение технологичности во многих случаях является сложной творческой задачей, требующей оптимального учета многих технических и экономических факторов.
Технологичности конструкции изделия способствуют также унификация и стандартизация. Они дают возможность заимствования или приобретения готовых деталей и узлов изделия.
Для проектирования технологических процессов в современном производстве используют самый широкий спектр технологий при изготовлении деталей изделий. Это как традиционные технологии (обработка материалов резанием, штамповка, ковка, прокатка и др.), так и ряд новых (лазерная и плазменная резка, высокоскоростное фрезерование, электроэрозийные методы обработки и др.). Применение той или иной технологии в каждом конкретном случае должно быть представлено в виде технологического процесса (ТП). Стандартом ГОСТ 3.1201-85 устанавливается классификация видов ТП по методу выполнения - обработка резанием (механообработка), обработка давлением, литье металлов и сплавов, сварка, сборка и др. Технологический процесс определяет последовательность выполняемых действий при обработке или сборке, вид выбранной заготовки или материала, используемое оборудование и инструмент, технологические режимы (для обработки резанием - это величина подачи, частота вращения шпинделя и величины снимаемых припусков; для литья -температурный режим, время выдержки и т.д.). ТП сборки описывают последовательность действий при сборке как механических узлов изделия.
При неавтоматизированной подготовке производства, технологические процессы разрабатываются непосредственно в виде комплектов технологической документации. При использовании автоматизированных систем ТПП, создаваемые описания технологических процессов размещаются в компьютерной базе данных, а соответствующая документация является лишь отображением внутреннего представления ТП во внешнюю сферу. Хранящиеся в базе данных ТП являются основным источником информации для решения задач автоматизированного управления технологической подготовкой производства. При этом разработка ТП выполняется с помощью специальных систем автоматизированного проектирования ТП (САПР ТП).
Проектирование и изготовление средств технологического оснащения (СТО) в условиях отсутствия автоматизации, длительные сроки проектирования и изготовления СТО являются одним из основных факторов, сдерживающих производительность ТПП. Особенно это относится к сложной формообразующей оснастке и инструменту [12. с 125] .
Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее управление процессами ТПП возлагаются на Отдел Главного технолога (ОГТ).
Но, несмотря на сложности, связанные с технологической подготовкой производства, у нее есть серьезные положительные моменты, а именно повышение качества производства и, как следствие, усиление конкурентных преимуществ предприятия на рынке.
2.3 Пути повышения уровня ТПП
Надежность функционирования производства - это не только надежность оборудования и технологических процессов, но и оптимальность его структуры, основанная на малостадийности, малооперационности, бесперебойности, минимизации затрат на выпуск достаточного количества продукции высокого качества. Малостадийность и малооперационность технологических процессов производства позволяют резко повысить производительность труда и сократить потребность в производственных площадях. Непрерывность и ритмичность обеспечивают наилучшие условия функционирования. Принцип замкнутости многократных циклов способствует созданию высокоэффективных безотходных производственных систем.
Наиболее важным критерием высокого технико-экономического уровня производства является технологический уровень, поскольку высокий уровень средств труда и предметов труда сам по себе не может обеспечить эффективность производства, а при устаревшей технологии снизит фондоотдачу.
Для того чтобы производство отвечало всем этим требованиям, необходимо применять такие методы и средства технологической подготовки производства, которые соответствуют передовым достижениям науки и техники и обеспечивают высокую способность производства к непрерывному его совершенствованию.
На повышение уровня технологической подготовки производства влияет ряд факторов, которые можно объединить в три группы: технические, экономические и организационные.
Технические факторы включают в себя разработку и применение:
1. современных технологических процессов получения заготовок обеспечивающих снижение металло- и материалоемкость;
2. прогрессивных методов обработки (электрофизических, электромеханической обработки и др.), станков с ЧПУ, обрабатывающих центров, роторных и роторно-конвейерных линий;
3. прогрессивных методов термической и химико-термической обработки;
4. применение современных средств активного и объективного технического контроля качества;
5. применение автоматизированной системы управления производством;
6. применение системы автоматизированного проектирования (САПР) технологической оснастки;
7. автоматизацию контроля за выполнением сетевых графиков проектирования и производства средств технологического оснащения;
Экономические факторы - поэтапное опережающее финансирование работ технологической подготовки производства, предоставление льготных кредитов, создание фонда стимулирования освоения (постановки на производство) новой техники.
Организационные факторы - развитие и углубление специализации производства, аттестация качества технологических процессов и изготовление средств технологического оснащения, нестандартного оборудования по результатам качества опытного образца или первой промышленной партии изделий основного производства, улучшение организации вспомогательного производства; совершенствование взаимоотношений между вспомогательным и основным производством; расширение внутризаводского, внутриотраслевого кооперирования [14. с 78].
Технологическая подготовка производства может сопровождаться модернизацией оборудования, техническим перевооружением и реконструкцией, расширением отдельных производственных участков.
Для ОАО «Суджанский завод тракторных агрегатов» наиболее оптимальным путем решения большинства проблем ТПП является внедрение компьютерных технологий, создание автоматизированных систем ТПП (АСТПП). На предприятии существенно повышен уровень комплексного решения проектных задач. Информация о спроектированном изделии должна приниматься в электронном виде и представлять исходные данные для развертывания процессов ТПП. Эта задача особенно актуальна поскольку некоторые конкуренты вплотную подошли к решению задачи автоматизации управления процессами ТПП, то есть к построению АСТПП предприятия.
3 Пути совершенствования уровня ТПП
3.1 Организационно-экономические пути ускорения технологической подготовки производства
Для сокращения трудоемкости и продолжительности ТПП в производстве ОАО «Суджанский завод тракторных агрегатов» необходимо прибегнуть к технологической унификации и стандартизации. А именно к основным ее направлениям: типизации и нормализации технологических процессов; унификации технологической документации; групповым методам обработки деталей; унификации оборудования и технологической оснастки.
Под типизацией технологических процессов (ТТП) понимается система их рациональной разработки, основанной на со здании групп конструктивно-технологически подобных деталей или сборочных единиц. ТТП обеспечивает: упорядочение существующей технологии; внедрение прогрессивных методов обработки и сборки; использование высокопроизводительной, быстропереналаживаемой оснастки и оборудования; использование принципа поточного производства в организации производственных процессов серийного и мелкосерийного производств; внедрение гибкого автоматизированного производства; значительное снижение трудоемкости разработки технологических процессов, а вместе с тем и сокращение сроков ТТП [13. с 215].
Работы по ТТП осуществляются в два этапа.
Первый этап - классификация деталей в группы конструктивно-технологического подобия и выбор типового представителя каждой группы. Подбор деталей в такие группы осуществляется по следующим признакам: близкие по конструктивному оформлению при одинаковых требованиях к точности и чистоте обработки поверхностей, одинаковой последовательности операций, однотипном использовании оборудования и оснастки.
Второй этап - разработка технологического процесса на базовую деталь, который утверждается как типовой для данной группы. Кроме необходимых сведений для изготовления базовой детали ТТП содержит указание о методах обработки всех деталей данной группы в виде полного перечня и последовательности операций и переходов обработки деталей данного типа.
Групповые методы обработки деталей аналогично ТТП базируются на классификации деталей по группам по тем же признакам конструктивно-технологического подобия. Однако групповой технологический процесс разрабатывается не на конкретную базовую деталь, а на комплексную деталь, которая включает в себя все элементарные поверхности деталей, входящих в группу. Обработка данной группы деталей осуществляется с помощью групповой оснастки станка, настроенной на изготовление комплексной детали.
Унификация технологической документации приводит к сокращению общего количества документов, облегчению труда технологов при подготовке производств и внесении изменений в действующие процессы. К числу основных унифицированных документов, используемых при разработке ТТП, относятся карты типовых представителей, операционные технологические карты, сводные карты ТТП, операционные карты групповой обработки, сводные карты групповых процессов.
Унификация оборудования и технологической оснастки позволяет использовать ее при смене объектов производства, повысить коэффициент загрузки оснастки и ее эффективность, предоставляя возможность вести обработку деталей большими партиями. Стандартизация оснастки существенно уменьшает затраты времени и средств на ее проектирование, сокращает цикл ее изготовления, является предпосылкой специализации производства, что приводит к сокращению затрат на оснащение.
В выборе систем унифицированной оснастки руководству ОАО «Суджанский завод тракторных агрегатов» представляется возможность применить в своем производстве одну из систем, зарекомендовавших себя во время работы на других предприятиях. К ним относятся сборно-разборные, универсально-сборные, универсально-наладочные приспособления, универсальная безналадочная, неразборная специальная, специализированная наладочная.
Сборно-разборная оснастка (СРО) состоит из стандартных фиксирующих, зажимных, крепежных и специальных деталей; при перекомпоновке на новое изделие возможна доработка стандартных элементов. СРО представляет собой обратимую специальную оснастку долгосрочного применения. Она применяется для обработки одной или нескольких деталей, а также пригодна для условий крупносерийного производства.
Универсально-сборная оснастка (УСО) собирается из стандартных деталей и узлов многократного использования, изготовленных с высокой степенью точности. Используется для сверлильных, токарных, фрезерных, расточных, шлифовальных, сварочных, штамповочных и других операций. Компоновки УСО после обработки данной партии деталей разбираются, детали и узлы используются для сборки других приспособлений и повторных компоновок. Недостатком этого вида оснастки является высокая стоимость набора компоновочных элементов и пониженная жесткость приспособлений. Применяется преимущественно на заводах опытного, единичного мелкосерийного и серийного производства.
Универсально-наладочные приспособления (УНП) имеют базовую оригинальную деталь и сменные наладки. Базовая деталь используется многократно, а сменные элементы предприятия изготовляют в соответствии с конфигурацией обрабатываемых деталей. Примером УНП являются универсально-наладочные тиски, патрон со сменными кулачками и др. К недостаткам УНП можно отнести замену сменных наладок раньше их полного износа в связи с обычно возникающей необходимостью переходить на выпуск новых изделий. УНП применяются в соответствии с классификацией обрабатываемых деталей и с внедрением ТТП.
Универсальная безналадочная оснастка (УБО) используется для многократной и долговременной установки различных по форме и размерам заготовок, обрабатываемых на универсальных металлорежущих станках. Преимущества этой оснастки: небольшие сроки и затраты на проектирование и изготовление, разнообразие деталей, для которых они могут использоваться, возможность использовать их до полного износа. Основным недостатком УБО является невысокая производительность из-за необходимости постоянно выверять точность установки заготовок.
Неразборная специальная оснастка (НСО) долгосрочного применения используется для одной, как правило, деталеоперации в крупносерийном и массовом производствах. К достоинствам НСО можно отнести высокую производительность, так как не требуется выверять детали, размеры получаются автоматически, обеспечивается высокое качество. Ее недостатки - большие сроки и стоимость проектирования и изготовления, невозможность использования при смене изделий, т. е. ухудшение гибкости производства.
Специализированная наладочная оснастка (СНО) используется для деталей, близких по конструктивно-технологическим признакам, имеющих общие базовые поверхности и одинаковый характер обработки. Эта оснастка состоит из базового агрегата и наладки. Она допускает регулирование элементов или замену специальной наладки. Детали в этом случае обрабатываются по единому групповому или типовому технологическому процессу.
Применение технической унификации и стандартизации в своем производстве необходимо для работ на любом заводе, если задачей менеджеров является сокращение затрат и увеличение ассортимента и объема производимой продукции.
3.2 Возможности открываемые АСТПП
и принципы ее построения
В нашей стране автоматизированные системы технологической подготовки производства (АСТПП) начали создаваться еще в 60-х годах двадцатого века. В настоящий момент все современные заводы функционируют с применением в своей деятельности АСТПП. Используя в своей деятельности АСТПП ОАО «Суджанский завод тракторных агрегатов» приобретает ряд полезных в производстве возможностей: обеспечение каждого пользователя индивидуальным автоматизированным рабочим местом; организация вычислительных сетей; работа в интерактивном графическом режиме; электронный обмен данными; организация единых централизованных и распределенных баз данных; решение задач, требующих больших вычислительных ресурсов. Эти возможности становятся доступными ему только при соблюдении принципов, описанных ниже [2. с 240].
Принцип системного единства. Элементы АСТПП должны разрабатываться как части единого целого, где функционирование элементов подчинено общей цели. Кроме того, должна обеспечиваться интеграция АСТПП с автоматизированной системой управления производством (АСУП).
Принцип декомпозиции. Разделение АСТПП на составляющие (подсистемы) должно быть выполнено по наиболее слабым организационным и информационным связям. Правильная декомпозиция уменьшает сложность системы и облегчает условия ее эксплуатации.
Принцип модульности. Все компоненты АСТПП должны представлять собой логически независимые модули, которые могут использоваться как в автономном, так и в комплексном режиме.
Принцип совместимости. Все компоненты АСТПП должны обеспечивать возможность их совместного функционирования. Это требует их организационной, информационной и программной совместимости.
Принцип открытости. На этапе создания АСТПП невозможно предусмотреть все нюансы и перспективы дальнейшего развития производства. Поэтому АСТПП должна быть открыта для модернизации и включения в нее новых решений.
Принцип стандартизации. В АСТПП должно быть использовано максимальное число унифицированных, типовых и стандартных решений. Это уменьшает затраты на создание АСТПП, повышает надежность ее функционирования.
Принцип эргономичности. Так как АСТПП является человеко-машинной системой, следует предусматривать удобство работы ее пользователей (правильное разделение функций, удобство и простоту интерфейсов, учет психологических факторов и др. [13. с 73]).
Также применение АСТПП дает предприятию возможность осуществлять хранение и обработку информации об изделии на протяжении всего времени его жизненного цикла, а также обеспечивать управление этой информацией. К информации, используемой в АСТПП, относятся:
1. Информация о деталях и сборочных единицах изделия;
2. Информация о технологических процессах изготовления изделия;
3. Информация об используемых средствах технологического оснащения;
4. Нормативно-справочная информация;
5. Планово-учетная информация.
Все эти виды информации организованы в виде единой структурированной информационной модели, доступной для работы всем специалистам ТПП. Иными словами, организовано единое информационное пространство ТПП, которое позволяет:
1. принимать и хранить проект изделия в электронном виде;
2. эффективно отслеживать текущее состояние ТПП изделия;
3. организовывать быстрый авторизованный просмотр всех моделей и документов;
4. обеспечивать оперативный обмен информацией между пользователями АСТПП;
5. обеспечивать информационную согласованность работы всех подсистем АСТПП;
6. поддерживать открытость АСТПП, удобство адаптации к меняющимся условиям производства;
7. обеспечивать информационный обмен с автоматизированной системой управления производством (АСУП).
При этом проектная информация поступает в информационное пространство автоматически и становится доступной всем пользователям АСТПП в соответствии с имеющимися у них правами доступа.
К базовым системам для автоматизации проектирования относятся системы класса CAD/CAM (Computer Aided Design / Computer Aided Manufacturing) и класса CAE (Computer Aided Engineering), а к базовым системам для автоматизации управления ТПП - системы класса PDM (Product Data Management).
3.3 PDM-системы для управления ТПП
Выше уже отмечалась важность автоматизации решения задач управления подготовкой производства в АСТПП. Управление ТПП строится на основе хранения и использования информации об изделии на определенных стадиях его жизненного цикла.
В соответствии со стандартами ISO 9000:2000, Жизненный Цикл Изделия (ЖЦИ) охватывает все стадии жизни изделия - от изучения рынка перед проектированием до утилизации изделия после использования. Компьютерная поддержка этапов ЖЦИ строится на основе применения так называемых CALS-технологий (CALS - Continuous Acquisition and Life-Cycle Support - непрерывная информационная поддержка жизненного цикла продукта). В качестве одного из базовых инструментов реализации CALS-технологий выступают системы класса PDM (Product Data Management) [4. с 22].
Главная цель PDM - поддержка электронного описания продукта (изделия) на всех стадиях его жизненного цикла. Эта поддержка должна обеспечивать решение следующих задач:
1.Ведение проектов: управление работами, процедурами и документами в составе проекта, контроль за выполнением проекта.
2.Планирование и диспетчирование работ.
3.Распределение прав доступа к информации между отдельными участниками проекта или их группами.
4.Организация и ведение распределенных архивов конструкторской, технологической и управленческой документации (электронные архивы).
5.Управление изменениями в документации: контроль за версиями документов, ведение протокола работы с документами, листов регистрации изменений и извещений.
6.Фиксирование стандартных этапов прохождения документов, контроль за прохождением документов по этапам.
7.Интеграция с CAD/CAM-системами и их приложениями, используемыми при проектировании.
8.Контроль целостности проекта.
9. Поиск необходимой информации в проекте на основании запросов.
В силу ее использования большим числом специалистов, PDM является многопользовательской системой, которая работает в компьютерной сети. Она организует единое информационное пространство предприятия, обеспечивая создание, хранение и обработку информации в единой базе данных с помощью системы управления базами данных (СУБД).
Среди используемых в мире PDM-систем, отвечающих современным требованиям, одно из ведущих мест занимает PDM SmarTeam [16. с 52]. Система включает в себя следующие основные компоненты:
SmarTeam - базовая система, предоставляющая полный набор средств для совместной работы при создании, редактировании, поиске и хранении любых типов данных и документов. Обеспечивается управление проектами, ведение версий, экспорт и импорт информации;
SmartView - модуль, обеспечивающий просмотр векторных, растровых, офисных файлов более 200 форматов, а также внесение пометок в документы (RedLining);
SmartVault - компонент серверной архитектуры SmarTeam, обеспечивающий защиту данных, распределение прав и контроль доступа ко всем данным и документам;
SmartFlow - подсистема маршрутизации данных и документов; обеспечивает их автоматическое прохождение по предприятию в соответствии с задаваемыми процедурами согласования, утверждения, внесения изменений и др.;
SmartWeb - подсистема, обеспечивающая удаленный доступ специалистов к базе данных SmarTeam;
SmartGateway - подсистема, обеспечивающая интеграцию с ERP-системами (системами управления производством) и другими PDM-системами;
Smart Multi-site - подсистема, организующая работу сети филиалов предприятия в едином информационном пространстве;
mySmarTeam, mySmartPublish, SmartBOM, SmartBriefcase-подсистемы, реализующие информационную интеграцию предприятия с заказчиками и поставщиками.
SmarTeam обеспечивает прием информации, создаваемой на различных этапах ЖЦИ, причем ввод информации может выполняться либо в системах проектирования, либо в самой PDM.
Наличие общей базы данных об изделии позволяет организовать процесс параллельного проектирования, когда каждый специалист использует данные об изделии для решения своих задач [4. с 25]. Даже в тех случаях, когда последующий проектант использует результаты работы предыдущего, применение параллельного проектирования может заметно снизить общее время ТПП.
Важной задачей, решаемой SmarTeam, является организация электронных архивов. Электронный архив - это не просто набор отсканированных документов или CAD-файлов, созданных конструкторами. Для каждого документа проекта в электронном архиве хранится соответствующая информация, описывающая все действия, производимые над документом (изменение, тиражирование, выдача по заявкам и др.) на протяжении всего жизненного цикла документа.
SmarTeam дает возможность руководителям подразделений работать в единой информационной среде вместе со своими специалистами. Для этого существуют специальные функции, такие как RedLining (использование "красного карандаша" для внесения замечаний при проверке результатов деятельности своих подчиненных); средства WorkFlow - с их помощью руководители могут контролировать и управлять потоками производственных заданий. Кроме того, в распоряжении руководителя имеются все возможности поиска и просмотра информации по проектам. Быстрое получение ответов на вопросы: “Какие документы должны быть сделаны к указанной дате?”, “Какие документы должны быть сделаны к указанной дате, но не сделаны?”, “Где находится данный документ?” и т.д., позволяют своевременно и правильно принимать решения по планированию работ и управлению подразделениями.
Единая база данных и средства настройки SmarTeam дают возможность организовать работу технологов, конструкторов и других специалистов предприятия в едином информационном пространстве. Это, в частности, позволяет конструкторам, расцеховщикам, расчетчикам норм расхода материалов и другим специалистам заимствовать и использовать введенную ранее технологами (при проектировании технологических процессов) информацию о выполняемых операциях, необходимом инструменте, оснастке и др.
Результатом работы PDM-системы является согласованная коллективная работа конструкторских бюро, технологических отделов, службы технической документации (СТД), других подразделений предприятия.
Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее управление процессами ТПП возлагаются на Отдел Главного технолога (ОГТ).
Заключение
Итак, мы рассмотрели организацию, планирование и технологическую подготовку производства.
Из всего вышеизложенного можно сделать следующие выводы.
В процессе технологической подготовки производства разрабатываются способы механизации и автоматизации производственных процессов, а также решаются некоторые вопросы организации производства. А именно: внедрение поточных методов, организация и оснащение рабочих мест и участков, выбор транспортных средств и средств хранения сырья, полуфабрикатов и продукции и т.п. Для наиболее оптимальной работы производства, т. е. с наименьшими трудовыми, временными и финансовыми затратами, необходимо проводить технологическую подготовку производства в соответствии с задачами и этапами технологической подготовки производства. А так же для ОАО «Суджанский завод тракторных агрегатов» наиболее оптимальным путем решения большинства проблем ТПП является внедрение компьютерных технологий, создание автоматизированных систем ТПП (АСТПП). Информация о спроектированном изделии должна приниматься в электронном виде и представлять исходные данные для развертывания процессов ТПП. Применение технической унификации и стандартизации в своем производстве необходимо для работ на любом заводе, т.к. это необходимо для сокращения затрат и увеличения ассортимента и объема производимой продукции. И, что используя в своей деятельности АСТПП ОАО «Суджанский завод тракторных агрегатов» приобретает ряд полезных в производстве возможностей: обеспечение каждого пользователя индивидуальным автоматизированным рабочим местом; организация вычислительных сетей; работа в интерактивном графическом режиме; электронный обмен данными; организация единых централизованных и распределенных баз данных; решение задач, требующих больших вычислительных ресурсов. Управление ТПП строится на основе хранения и использования информации об изделии на определенных стадиях его жизненного цикла.
Предприятие обязано эффективно использовать производственный потенциал, повышать сменность работы оборудования, осуществлять постоянное обновление его на передовой технической и технологической основе, добиваться всемерного роста производительности труда. Это необходимо для выпуска качественной и конкурентоспособной продукции.
Список использованной литературы
1. Банки и биржи / Издательское объединение «ЮНИТИ» - 2006 г.
2. Как интегрировать САПР и АСТПП: Управление и технология. : Машиностроение /Пер. с англ.; Под ред. Д.А. Корягина.-М - 2007 - 320 с.
3. Методология структурного анализа и проектирования: Пер. с англ / Марка Д., Мак-Гоуэн К.. - М.: Метатехнология, 2007 - 240 с.
4. Организация единого информационного пространства технической подготовки производства с использованием PDM SmarTeam. // Информационные технологии в проектировании и производстве / Яблочников Е.И. - № 3, 2006 с. 22-29.
5. Предприятия./ Под редакцией профессора О.И. Волкова - Москва ИНФРА-М 2007 г.
6. Программа MSCSuperForge как один из элементов системы виртуального производства и управления качеством изделия. / Солдаткин А.Н. - САПР и Графика, № 7, 2005, с. 49-53.
7. Самоучитель Microsoft Project 2002: учебник /Г.И. Сингаевская - М.: Издательский дом «Вильямс», 2004. - 432 с.
8. САПР технологических процессов, приспособлений и режущих инструментов. Мн.: Высшая школа / Аверченков В.И., Каштальян И.А., Пархутин А.П. - 2008 - 288 с.
9. Современные тенденции в развитии CAD/CAM-технологий: ориентация на процессы. // Пелипенко А.Б., Яблочников Е.И. - САПР и Графика, № 9 - 2007, с. 82-85.
10. Технологическая подготовка гибких производственных систем: Машиностроение / Под общ. ред. СП. Митрофанова. Л - 2008 - 352 с.
11. Управление проектами : учебник / А.И. Кочетков, С.Н. Никешин, Ю.П. Рудаков, В.Д. Шапиро, М.В. Шейнберг - СПб: ДваТрИ, 2008. - 443с.
12. Экономика и организация промышленного производства / М.Н Тимохин, В.Г. Лебедь - 2-изд. М. 2007.
13. Экономика предприятия: учебник для ВУЗов / В.Я. Горфинкель, Е.М. Куприянова - М. 2005.
14. Экономика предприятия/Под редакцией профессора В.Я. Горфинкеля, профессора В.А. Швандара – Москва 2006 с. 51-70.
15. Cimatron it - компьютерное проектирование и производство. / Под общ. ред. СМ. Марьяновского. - С.-Петербург: КПЦ “Мир”, 2006 - 166 с.
16. Cimatron Е - обработка с ЧПУ в комплексе задач предприятия. / Молочник В.И. - САПР и Графика - № 10, 2006, с. 52-55.
17. http://delta-grup.ru/bibliot/5k/196.htm
18. http://revolution./manufacture/00157670_2.html
19. http://revolution./manufacture/00050473_0.html
20. http://www.cfin.ru/
21. http://www.cfin.ru/management/manman/03-5.shtml
http://www.tsf.ru/gost/gost_14.004-83/