
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Розробка конструкції робочого органу і схеми збиральної машини
Курсовая работа: Розробка конструкції робочого органу і схеми збиральної машини
Реферат
Курсовий проект на тему: “Розробка конструкції робочого органу і схеми збиральної машини”, складається з графічної частини на 4 листах формату А1 та пояснюючої записки.
Об’єктом розробки в даному курсовому проекті є зернозбиральна машина, тобто необхідно розробити схеми збиральної машини та конструкції одного вузла.
Пояснююча записка містить опис процесу побудови молотильного апарату, обґрунтування принципової та функціональної схем зернозбиральної машини. Встановлено режими, за яких двигун енергетичного засобу працюватиме з оптимальним завантаженням. Висвітлено питання обслуговування та організації робіт із використанням розробленого молотильного апарату.
Вступ
Курсове проектування є навчальною частиною процесу. Мета курсового проекту із предмета “Конструкція, розрахунок і виробництво сільськогосподарських машин” – навчити студентів самостійно розраховувати і проектувати збиральні машини на основі знань, отриманих при вивченні дисципліни.
Актуальним завданням сільськогосподарських машин, господарства є гарантоване забезпечення нашої країни продовольством за умови збереження і підвищення родючості ґрунтів, зменшення енергоспоживання, охорони навколишнього середовища, його вирішенню особливо на етапі становлення багатоукладних форм господарювання, сприятиме впровадженню новітніх технологій і машин, зокрема комплексної механізації рослинництва і тваринництва на базі науково обґрунтованої системи машин.
Система машин – це сукупність машин. Взаємоузгоджених за технологічним процесом, техніко-екологічними параметрами і продуктивністю, за допомогою яких забезпечується механізація виробничих процесів. Розробляють таку систему з урахуванням основних природно-кліматичних зон. Її постійно удосконалюють, доповнюють і змінюють на основі досягнень науки і техніки.
Науково-технічний прогрес у галузі механізації сільськогосподарського виробництва спрямований на підвищення продуктивності праці за рахунок розробки і впровадження широкозахватних машин, збільшення їх робочих швидкостей, вантажопідйомності, універсальності.
1. Основні вимоги до проектованої машини і умов її експлуатації
1.1 Призначення машини та вихідні вимоги
Розроблювана мною машина є аналогом машини збирального комбайну СК-5 «Нива».
Зернозбиральний самохідний комбайн СК-5 «Нива» призначений для збирання зернових колосових, зернобобових, круп’яних культур і насінників трав прямим комбайнуванням, підбору і обмолоту хлібної маси з валків, її скошування у валок. Застосовуючи різні приставки, комбайном можна збирати насінники трав, кукурудзу на зерно і силос, соняшник, сою, бобові і круп’яні культури.
Основними вузлами є: жатка, молотарка з молотильним, сепаруючим, очищувальним і транспортуючим пристроями, бункер з вивантажувальним пристроєм, гідрофікований копнувач, або подрібнювач соломи, ходова система, двигун, кабіна, електро- і гідро обладнання, органи керування і сигналізація.
Технічна характеристика комбайна:
· Ширина захвату жатки – 4,1 або 5 м;
· Пропускна здатність – 5…5,5 м/с;
· Продуктивність за годину часу – 7,2 т.;
· Ширина молотарки – 1200 мм;
· Діаметр барабана – 600 мм;
· Конструктивна маса машини – 8060 кг;
· Ріжучий апарат косілочного типу з кованими пальцями із сталі 20;
· Дека двохсекційна, зі змінним кроком робочих планок, з кутом обхвату барабана 146˚;
· Тахометр обертів барабана і пристрій, що дозволяє швидше і зручніше регулювати число обертів барабана, редуктор обертів.
1.2 Вихідні дані для проектування і розробки конструкції машини
Розроблювана збиральна машина проектується для збирання зернових культур.
Вихідними даними для виконання курсового проекту є технічне завдання на курсовий проект.
Темою курсового проекту є розробка конструкції робочого органу і схем зернозбиральної машини.
Згідно завдання тип машини причіпний з власним двигуном.
Пропускна здатність молотарки – 11,5 кг/с;
Врожайність - 40 ц/га;
Робоча швидкість – 2,0 м/с;
Коефіцієнт використання часу – 0,85;
Висота встановлення ріжучого апарата – 19 см;
Хід ножа – 90 мм;
Параметри протирізальної пластини:
а= 25 мм; в= 37 мм; h=65 мм;
Щільність соломи – 20 кг/м3;
Робочий орган, що виноситься для розробки – молотильний апарат.
Агротехнічні вимоги
Основними агротехнічними вимогами до розроблювальної машини є:
· Безвідмовність – комбайн повинен безперервно зберігати робото здатність на протязі деякого часу, або деякого виробітку;
· Ремонтопридатність – властивість машини заключається в пристосовності до попередження і виявлення причин його відмови, а також швидкого та легкого ремонту, доступності вузлів до швидкої зміни або ремонту;
· Працездатність – стан машини, при якому вона здатна виконувати задані функції, зберігаючи значення заданих параметрів в межах, встановлених технічною документацією;
· Збереженість – властивість машини безперервно зберігати справний і працездатний стан на протязі та після зберігання, а також після транспортування. Ця властивість характеризується здатністю об’єкта протидіяти руйнуванню і старінню в процесі зберігання або транспортування;
· Технічний ресурс – напрацювання машини від початку експлуатації або його поновлення після ремонту до настання критичного стану;
· Строк служби – календарна тривалість експлуатації об’єкта від його початку, або поновлення після ремонту до настання критичного стану;
· Висока зносостійкість – здатність машини, вузлів, деталей не втрачати своїх властивостей та розмірів в процесі роботи;
· Легкість контролювати стан та динаміку роботи агрегатів та складових вузлів машини;
· Простота обслуговування, проведення ТО, легка доступність вузлів, що потребують технічного контролю, перевірки.
Естетичні та енергопомічні вимоги.
Особливості форми та естетичності сільськогосподарських машин.
Під формою розуміють зовнішні обриси, зовнішній вигляд виробу. В сільськогосподарському машинобудуванні розрізняють відкриті форми машин, коли підкреслюється особливість конструкції, призначення робочих органів та панелі несучих конструкцій надають їй закритого вигляду. Третя форма – сукупність двох перших.
Форми окремих вузлів (складальних одиниць) не можна створювати у відриві від загальної форми машин.
До найважливіших властивостей композиції належать: цілісність, виразність, статичність, динамічність та інше.
Художнє конструювання сільськогосподарських машин є невід'ємним від їх конструювання і спрямоване на забезпечення краси машини.
Вимоги до складових частин виробу, сировини, експлуатаційних матеріалів.
Всі матеріали і комплектуючі вироби за найменуванням і марками повинні відповідати закладеним у технічну документацію і відповідати ДСТУ, ТУ та ін.
Вибір матеріалів і комплектуючих виробів повинні забезпечувати виконання показників призначення, експлуатації та інших вимог.
Вимоги до маркування
Маркування сільськогосподарських машин та її складових частин повинне відповідати вимогам ГОСТ 26 828-86, креслень та таким технічним вимогам:
- На машині повинна бути паспортна табличка з написом такого змісту: найменування і позначення машини , порядковий номер машини за системою нумерації заводу виробника, рік випуску;
Транспортне маркування.
Основні написи:
1. Назва вантажоодержувача, повна назва станції та скорочена назва залізниці призначення, порядковий номер в партії (чисельник – номер місця, а знаменник – кількість місць).
2. Додаткові написи: назва пункту відправлення.
Інформаційні написи: маса брутто та нетто вантажного місця.
1.3. Відомості про природно-кліматичну зону
Таблиця 1.1 - Середня тривалість без морозного періоду (150 днів)
| Степова зона | Середній багаторічний період (дні) з температурами повітря вищими за | |||
| 0ºС | +5ºС | +10ºС | +15ºС | |
| 230-240 | 190-245 | 160-195 | 115-145 | |
Таблиця 1.2 - Суми температур повітря у степовій зоні на території України
| Степова зона | Суми температур повітря | |||
| 0ºС | +5ºС | +10ºС | +15ºС | |
| 3000º-4000º | 3000º-3900º | 2800º-3500º | 2200º-3000º | |
Найбільші запаси вологи в ґрунті спостерігаються весною, ними забезпечується врожай сільськогосподарських культур в умовах поливного землеробства.
Таблиця 1.3 - Середня багаторічна сума опадів, мм.
| Степова зона | Середня багаторічна сума опадів, мм. | ||||
| За рік | Холодний період (ХІ-ІІІ) | Теплий період (ІV-Х) | Січень | Липень | |
| 405-500 | 120-190 | 180-340 | 20-45 | 25-65 | |
Південно-західне розташування степової зони відносно її євразійського простягання зумовлює кліматичні характеристики, зокрема величини сонячної радіації, теплових ресурсів, характер зволоженості, тривалість без морозного і вегетаційного періодів та інше. Так річні суми величин сонячної радіації становлять у зоні мішаних лісів 4100 МДж/м2, а в степовій зоні – 5230 МДж/м2. Річний радіаційний баланс змінюється від 1900 до 2210 МДж/м2. Середні температури січня змінюються від -7,6ºС на півночі зони, до - 2ºС на півдні, а середня липнева температура змінюється відповідно, від +20ºС до +24ºС. Річна сума температур вище +10ºС становить 2800ºС-3600ºС, що на 600º-1000ºС більше, ніж у зоні мішаних лісів. Без морозний період триває 160-220 днів, а період активної вегетації 160-295 днів. Середні річні температури повітря підвищуються від +7,5ºС на північному сході до +14ºС на південному сході зони. Степова зона знаходиться на південь від осі підвищеного атмосферного тиску. Це впливає на характер атмосферної циркуляції. Тут при загальному переважанні західного перенесення вологих повітряних мас у формуванні степового клімату велику роль відіграють східні й північно-східні континентальні, а також середземноморські тропічні повітряні маси. Часто атлантичні циклони не досягають степової зони, що є причиною менших, порівняно з лісостеповою зоною, річних сум опадів.
Річні суми опадів сягають від 450 мм на півночі зони до 350 мм на півдні. До 60 – 70% опадів випадає в тепловий період року. Характерною особливістю степів є висока випаровуваність: 700 – 880 мм на півночі й до 900 – 1000 мм на рік на півдні зони. Коефіцієнт зволоження змінюється від 1,2 до 0,8. Дефіцит вологи в степу впливає на сучасні фізико – географічні процеси, формування гідрографічної мережі. Остання в степу є мало розвиненою: середня її густота становить 0,08 – 0,005 км/км2. Стік формується переважно за рахунок талих снігових вод, які дають 70 – 80% річного стоку. Атмосферні опади влітку втрачаються передусім на випаровування. У режимі степових річок спостерігається короткочасна та висока весняна повінь і низька літня межень. Підвищення рівнів можливе влітку під час злив.
У північній підзоні переважають чорноземи Приазовської височини (7,2%). На південь від смуги середньогумусних чорноземів поширені малогумусні ( вміст гумусу – 5 – 5,8% ). На плакорах ґрунтовий покрив однорідний на схилах поширені відміли звичайних чорноземів, на терасових рівнинах розвинуті чорноземи та лучно – чорноземні ґрунти. На півдні Причорноморської низовини сформувались чорноземи південні. На півдні степу в умовах різкого дефіциту вологи глибина промивання грунтів зменшується. Завдяки цьому гіпс підтягується вгору.
1.3.1 Відомості про технологічні процеси
Молотильний апарат містить у собі молотильний барабан, підбарабанник і механізм регулювання підбарабанника. Принцип його роботи наступний. Молотильний барабан, захоплюючи порції рослинної маси, виконує обмолот і сепарацію соломистої купи з одночасним переміщенням його через зменшуваний до виходу зазор, утворений бичами молотильного барабана і планками підбарабанника. Після проходу рослинної маси через молотильний апарат усе зерно з колось повинне бути виділено й в основному просепаровано через підбарабанник.
Привод барабана здійснюється від відбійного бітера через клиноремінний варіатор. На приводі барабана встановлений пристрій для автоматичного натягу ременя пропорційно переданої потужності.
Керують частотою обертання барабана з кабіни комбайнера.
Підбарабанник односекційний, оборотний, звареної конструкції. Включає деку, вхідний щиток, пальцеві ґрати і відбивний щиток з фартухом.
Для пропорційної зміни зазорів між декою і бичами барабана, аварійного скидання підбарабанника при випадкових забиваннях молотильного апарата, а також запобігання деки від поломок при влученні твердих предметів служить механізм підвіски і регулювання підбарабанника.
Зазори між бичами барабана і планками деки при необхідності заміряють через люки в панелях молотарки. Для правильної роботи механізму на заводі встановлюють зазори: на вході на передній планці деки — 18 мм, на виході — 2 мм.
2. Обґрунтування параметрів проектованої машини, її робочих органів
2.1 Обґрунтування технологічних параметрів зернозбиральної машини
Ширина захвату комбайна В знаходиться з наступного рівняння:
q0 =А·В·Vм, (1)
де q0 – пропускна здатність машини, кг/с; А – врожайність усієї рослинної маси, що збирається, кг/с; Vм – швидкість руху машини, м/с.
Між урожайністю всієї рослинної маси А і урожайністю зерна Аз існує залежність:
А= Аз___ (2)
1-β
де β – коефіцієнт соломистості (для проектних розрахунків приймають β=0,6)
Тоді
В=___ q0 _ (1-β),
Аз· Vм
Де Аз – вимірюється в кг/м2.
Або В= 100 · q0 (1-β), (3)
Азм · Vм
Де Азм вимірюється в ц/га.
В= 100 · q0 (1-β)=100 ·11,5 · (1-0,6)=1150 · 0,4=5,75м
Азм · Vм 40 ·2 80
Для подальшого проектування і в подальших розрахунках в якості ширини захвату комбайну В використовується його значення В0 округлене з точністю до 0,1м.
Годинну продуктивність машини W розраховують за формулою
W=0,36·В· Vм·Ƭзм, (4)
де Ƭзм – коефіцієнт використання часу зміни.
W=0,36·В· Vм·Ƭзм = 0,36·5,75·2·0,85= 3,52
2.2 Розрахунок параметрів ріжучого апарата
Вихідними даними для розрахунку ріжучого апарата є його тип, висота встановлення ріжучого апарату Нвст , хід ножа S (тобто переміщення ножа при його русі з одного крайнього положення в інше), крок ріжучої t та протиріжучої t0 частин, розміри протирізальної пластини.
Ніж у сегментно-пальцевому різальному апараті здійснює зворотно-поступальний (коливний) рух, а цей рух, як правило, отримують з обертового
руху. Для перетворення останнього у зворотно-поступальний найчастіше використовують кривошипно-шатунний механізм. Тому у проекті рекомендується розробляти згадуваний механізм приводу. Проте може бути і розроблений привідний механізм з коливною шайбою чи коливною вилкою.
Оскільки практикою встановлено, що кращим ріжучим апаратом для зернозбиральних машин за якістю різання, енергетичними й експлуатаційними показниками є апарат нормального різання з одинарним пробігом ножа, то в курсовому проекті слід розраховувати і проектувати такий тип апарата. Останній характеризується тим, що S= t= t0; таким чином t= S і t0= S.
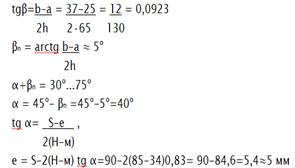
Кут α відхилення лез сегмента знаходяться з умови:
α+βn≤φ1+ φ2, (5)
де βn – кут нахилу леза протирізальної пластини;
φ1 і φ2 – кут тертя стебла відповідно в лезо сегмента і лезо протирізальної пластини. Сума φ1+φ2 при збиранні зернових, як правило, знаходиться у межах 30º....75º.
Розміри сегментів та протиріжучих пластин визначаються ГОСТ 158-74, проте при виконанні курсового проекту студентам необхідно підібрати такий параметр сегмента e , за якого буде виконуватись умова (5) (рис.1). Для цього необхідно встановити, за наведеними у вихідних даних розмірами протирізальної пластини, кут нахилу її леза βn , прийняти значення φ1+φ2 із наведеного діапазону та за значенням tgα визначити параметр e .
Користуючись викладеними вище даними, визначається радіус кривошипа механізму приводу, будується траєкторія руху точок леза сегмента, визначаємо швидкість різання, площу подачі, площу навантаження, частоту обертання кривошипа та відгин стебел при різанні.
У приводах сегментних різальних апаратів технічно важко використати аксіальні (центральні) кривошипно-шатунні механізми хоча б через дуже низьке розташування по відношенню до ґрунту ножа (повзуна), а тому використовуються механізми зміщені (дезаксіальні) з параметрами для жаток комбайнів: e=2·r і ɭ=10·r , де e – величина дезаксіалу, ɭ - довжина шатуна [17]. Хід ножа для такого механізму приводу становить
S=√(ɭ+ r)2- e2 - √(ɭ- r)2- e2 (6)
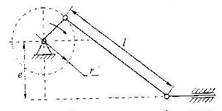
Рис. 2. Схема дезаксіального кривошипно-шатунного механізму
Якщо врахувати наведені вище співвідношення, то отримаємо
S=2,04·r (7)
У подальших розрахунках слід користуватись отриманою залежністю.
Оскільки ніж здійснює коливний рух, то його швидкість змінюється від нуля у крайніх положеннях до певного максимального значення усередині ходу ножа. У той же час експериментально встановлено, що при роботі сегментного різального апарату жаток існують граничні швидкості різання,
нижче яких не рекомендується зрізати стебла. Такі швидкості називають технологічними. Так для
скошування зернових технологічна швидкість становить Vm=1,5м/с [17]. Тому, для забезпечення якісної роботи ріжучого апарату мінімальне значення, з діапазону швидкостей при яких відбувається зрізання стебел, повинно бути більшим за технологічну швидкість.
Для визначення діапазону зміни швидкостей різання та кутової швидкості обертання кривошипа у курсовому проекті рекомендується використовувати графічний метод. З цією метою будують графік зміни робочих швидкостей різання залежно від переміщення ножа X у масштабі μ1=ω , де ω – кутова швидкість обертання кривошипа приводу ножа. Оскільки проектується ріжучий апарат нормального типу з одинарним пробігом ножа, то викреслюємо контур одного сегмента та однієї протиріжучої пластини, є також контур леза сегмента у двох біжучих положеннях A1B1 та A2B2 , що відповідають відповідно початку (дотик точки A1 леза сегмента з протиріжучою пластиною) та закінченню (дотик точки B2 леза сегмента з протиріжучою пластиною) процесу різання (рис.3). Користуючись прийнятим масштабом будують діаграму зміни швидкості різання у вигляді півкола радіусом r .
Ординати A1а1 та A2а2 у масштабі μ1=ω являють собою швидкість початку Vп та завершення Vк різання рослин. З іншої сторони дані швидкості не повинні бути меншими від технологічної швидкості Vm , тому можна записати
Vп= A1а1· ω≥ Vm (8)
Vк= A2а2· ω≥ Vm (9)
Де Vm=1,5м/с
Або
ωп≥ Vm = ___1,5_____ =139 (10)
A1а1 0,027·0,04
ωк≥ Vm = ___1,5______ =58,7 (11)
A2а2 0,073·0,035
Значення кутової швидкості кривошипа ω , що задовольняє умови (10) і (11) приймають для подальших розрахунків.
Користуючись прийнятим значенням ω розраховують значення Vп та Vк , а також максимальне значення швидкості різання Vmin= r· ω.
Для побудови траєкторії точок леза врахуємо, що ніж здійснює складний рух: коливний у відносному русі і поступальний в переносному русі. Із певним допущенням можна рахувати, що поступальний рух відбувається з постійною швидкістю машини Vм , а коливний рух із постійною кутовою швидкістю обертання кривошипа ω.
За час повороту кривошипа на кут ω·t=180º=π рад, сегмент ножа переміститься з крайнього лівого положення в крайнє праве, пройшовши у відносному русі шлях S≈2·r . А у переносному, разом із машиною, просунеться на деяку віддаль L , що називають подачею
L= Vм·t= Vм· π (12)
ω
де L=90мм
ω = Vм· π =2·3,14 =6,98
L 0,90
Для сучасних зернозбиральних машин подача найчастіше рівна 50...90 мм, тому значення отримане за формулою (12) необхідно узгодити із наведеними межами. Якщо значення подачі перевищує наведені значення, то необхідно збільшити частоту обертання вала кривошипа приводу ножа. А також провести перерахунок швидкостей різання за формулами (8) і (9) .
Траєкторією абсолютного руху довільної точки А ножа отримують графічним додаванням відносного та переносного рухів (рис.4). Для цього на осі Z відкладають відрізок довжиною L , а через точку А проводимо півколо радіусом r . Поділивши на однакову кількість часток дугу та подачу L , проводять з точок дуги вертикальні прямі до взаємного перетину з горизонталями проведеними через точки відрізка подачі L . З’єднавши
плавною кривою точки перетину отримуємо шукану траєкторію. Решта точок ножа будуть рухатись за еквідистантними траєкторіями.
Для визначення площі подачі та площі навантаження необхідно побудувати для проектованого апарата нормального різання з одинарним пробігом ножа два ряди протиріжучих пластин і три положення сегмента, що характеризують його положення за один оберт кривошипа (рис.5).
Оскільки кут нахилу лез протиріжучих пластин проводяться паралельно осьовим лініям пальців. Віддаль між лініями становить (b+b1)/2. Як відомо площа подачі Sп – це площа поля, з якої сегмент зрізає рослини за один повний хід ножа, а площа навантаження Sн – це площа поля, з якої сегмент зрізає рослини біля одного пальця за повний хід ножа. При повороті вала кривошипа на один оберт вершина сегмента описує криву АВС . Площа, обмежена цією кривою і лінією АС , і буде площею подачі (це пояснюється тим, що сегмент при русі з положення І в положення ІІ не зрізає рослини на цій площі; зріз відбудеться тільки при русі сегмента з положення ІІ в положення ІІІ). Так, як всі рослини зрізуються біля одного пальця (лінія АС), то площа, обмежена кривою АВС і лінією АС, буде одночасно площею навантаження. Таким чином, в апараті нормального різання з одинарним пробігом ножа, площа подачі дорівнює площі навантаження. В інших типів апаратів ці площі не рівні.
Площа Sп становить
Sп= S· L , (13)
Де L - подача, що визначається за формулою (12) .
З діаграми площі подачі видно, що процес зрізу стебел супроводжується попереднім відгинанням їх у різних напрямах, у наслідок чого стерня виявляється неоднаковою та більшою, ніж висота зрізу Нвст , на яку встановлений різальний апарат.
Для визначення відгину стебел при різанні необхідно побудувати сегмента в двох правих та двох лівих положеннях, що відповідають переміщенню за півтора оберту кривошипа. Лінії лез протирізальних пластин проводяться як і у випадку з побудовою площі навантаження, паралельно осьовим лініям пальців (рис.6).
При повороті кривошипа на кут ω·t=180º=π сегмент переміститься з положення І в положення ІІ, а точки А і В активного леза будуть рухатись траєкторіями АА1 і ВВ1. Рух точок С і D активного леза сегмента з положення ІІ в положення ІІІ відбувається за траєкторією СС1 і DD1.
Аналізувати слід відгин стебел, розміщених по осьовій лінії пальця 1. Тут стебла відхиляються в праву і ліву сторони (поперечний відгин). Відгин q1, буде рівний половині ширини протирізальної пластини (∼0,5·а). Відхилені вправо пальцем стебла розміщуються вздовж лінії К1К пластини. Стебла, розміщені на лінії аb, лезо АВ зрізає з відгином q1 (зона Х на боковому вигляді поля, зображеному на рис.6 справа). На даній ділянці висота стерні становить
h1=√ Нвст2+q12 (14)
де q1=а/2
h1=√1902+12,52 =√36100+156,25 =√36256,25 =190,4
Рослини розміщені за лінією bс, від лінії К1К пальця активним лезом CD при русі сегмента з положення ІІ в положення ІІІ і зрізуються біля лінії О1О протирізальної пластини 2.
Приймаючи, що стебла при переході від лінії К1К до лінії О1О рухаються за тими ж траєкторіями, що і точки сегмента, знаходимо, що відгин стебел зони Y (поперечний відгин) q2 буде постійний для всіх стебел лінії bc і рівним віддалі від початкового положення (точка с) стебла до місця його зрізу (точка n2). Висота стерні тут h2 дорівнює
h2=√ Нвст2+q22 (15)
Де q2 – віддаль від с до L
h2=√1902+902 =√36100+8100 =√44200 = 210,2
Стебла, розміщені між точками с і с1, не захоплюються сегментом при русі з положення ІІ в положення ІІІ. Пальцевий брус нахиляє їх за напрямком руху машини в точку d і тут вони зрізуються активним лезом сегмента А2В2 при його переміщенні з положення ІІІ в положення IV. Цей відгин q3 називається поздовжнім (зона Z на рис.6) Максимальний відгин q3max дорівнює віддалі від початкового положення стебла (точка с) до положення, де воно буде зрізане (точка d). Інші стебла будуть зрізані також в точці d, але з меншим відгином. Для зони Z висота стерні не постійна через те, що q3≠const. Максимальна висота стерні h3 для цієї зони визначається за формулою
h3=√ Нвст2+q32 (16)
h3=√1902+552 =√36100+3025 =√39125 =197,8
Окрім h1, h2, h3 на боковий вид потрібно нанести висоту Нвст.
2.3 Розрахунок параметрів молотильного апарата
Оптимальна колова швидкість бича молотильних апаратів Vб встановлена внаслідок експериментальних досліджень, тривалою практикою, і залежить від сорту, вологості та інших властивостей культури, що обмолочується, і повинна знаходитися в наступних межах: при обмолоті зернових 32-34 м/с; при обмолоті кукурудзи 14-16 м/с; при обмолоті бобів, гороху, сої, соняшника 14,5 м/с; при обмолоті конюшини, люцерни, рапсу 28-30 м/с. Виходячи з цих даних встановлюється швидкість била Vб=32 м/с.
Довжину барабана Lб визначають за допустимою питомою подачею на одиницю довжини била:
Lб=__q0___ (17)
q0'·n1
де q0 – пропускна здатність молотильного апарату, кг/с;
q0' – допустима питома подача на одиницю довжини била, кг/(с·м), q0'=0,50 кг/(с·м);
n1 – число бил, n1=12.
Lб= 11,5 =11,5 ≈ 2м
0,5·12 6
Діаметр бильного барабана D визначають за формулою:
D= Vб·Δtср· n1 (18)
Π
Де Δtср – проміжок часу між ударами по хлібній масі двох сусідніх бичів, Δtср = 0,005 с.
D= 32·0,005·12 = 0,61 м
3,14
Діаметри барабанів у сучасних комбайнах коливаються в межах D=450...700 мм. Зернозбиральні машини розроблені “Ростовсільмашем” обладнані молотарками з діаметром барабана 800мм.
Частота обертання nб барабана визначається за формулою:
nб =60· Vб (19)
π·D
nб = 60·32_ = 1002,4≈1000
3,14·0,61
Потужність, потрібна для роботи молотильного пристрою, затрачається на обмолот хлібної маси і на подолання шкідливих опорів
N=N1+N2 (20)
Де N1 – потужність, що затрачається на переборення шкідливих опорів (опір у підшипниках та передавальних механізмах, опір повітря), кВт;
N2 – потужність, що затрачається на обмолот, кВт.
N=N1+N2 = 1,46·10-3+29,4 = 29,4 кВт
Середню потужність, що витрачається на обмолот, N2 визначається за формулою В.П. Горячкіна
N2 = q0· Vб2 (21)
1000(1-f)
де f – коефіцієнт перетирання, характеризується опором деки; f= 0,6 при обмолоті сухої маси зернових культур.
N2 = 11,5 · 322 = 11776 = 29,4 кВт
1000(1-0,6) 400
Середню потужність, необхідну для подолання шкідливих опорів N1 визначають за формулою:
N1= А´· ωб + В´· ωб3 (22)
1000
де А´ і В´ - коефіцієнти, значення яких отримують експериментально: А´ приймають 0,004 Н·м, а В´ приймають 0,91·10-6 Н·м·с2;
ωб – кутова швидкість обертання барабана, с-1.
ωб = π· nб (23)
30
ωб = 3,14·1000 = 3140 = 104,67
30 30
N1= 0,004·104,67+0,91·10-6·104,673 =1,46·10-3 кВт
1000
Для нормальної роботи молотильного апарату необхідно дотримуватись середньої лінійної швидкості робочих органів, оскільки збільшення швидкості приводить до збільшення подрібнення зерна, а зменшення впливає на недомолот. Встановлено, що зміна середньої лінійної швидкості барабана в межах ±7 % не викликає помітного збільшення подрібнення або недомолоту.
Подолання опорів, що раптово виникли при обертанні барабана, відбувається за рахунок енергії, накопиченої в ньому. Для цього момент інерції барабана повинен мати певну величину.
Момент інерції барабана J визначається за формулою В.П.Горячкіна:
J=1000·N2 (24)
ωб·d ωб
dt
де d ωб/dt – можливе кутове прискорення барабана, с-2.
d ωб/dt=12 с-2.
J=1000·N2 = 1000·29,4 = 23,4 кг·м2
ωб·d ωб 104,67·12
dt
Кут охоплення барабана декою у сучасних зернозбиральних комбайнах встановлюється у межах 101...142º. При цьому чим більша довжина деки (чим більший кут охоплення) тим нижчий недомолот колосків та посилюється сепарація зерна, але у той же час збільшується його подрібнення. Подовження деки також досягається за рахунок збільшення діаметра барабана при збереженні оптимального кута охоплення. Кут охоплення приймаємо 130º.
2.4 Встановлення параметрів сепаратора грубого вороху
Соломотряс слід проектувати клавішний двохвальний. Ширина соломотряса Bс дорівнює довжині барабана: Bс = Lб.
У сучасних зернозбиральних комбайнів число клавіш при Bс<1200 мм дорівнює чотирьом, при 1200<Bс≤1500 мм клавіш може бути чотири чи п’ять, коли ж Bс≥1500 мм то число клавіш як правило рівне шести. Із цих роздумів встановлюється число клавіш. Ширину однієї клавіші приймають у межах 200...300 мм.
200:6=33,333
Радіус кривошипа вала r , рекомендується брати 50 мм, в цьому випадку частота обертання nс може бути в діапазоні 195...215 об/хв.
Висота шару соломи Нс на соломотряс визначається за формулою:
Нс= q0·β (25)
Bс·Vср.с·ρ
Де Vср.с – середня швидкість руху шару вороху по соломотрясу, для сучасних комбайнів Vср.с = 0,3...0,4 м/с, приймаємо Vср.с=0,3 м/с.
ρ – щільність шару соломи, що знаходиться на соломотрясі (у завданні ρ=20 кг/м3).
За розрахованим значенням Нс , визначають розташування даху молотарки.
Для визначення довжини соломотряса необхідно спочатку визначити коефіцієнт сепарації μс. Експериментальними дослідженнями доведено, що коефіцієнт сепарації μс в залежності від товщини шару у межах, що мають практичне значення для роботи соломотрясів, змінюється за законом рівносторонньої гіперболи, в зв’язку з чим у першому наближенні можна записати :
μ = Нс (26)
μс Н
де μ – коефіцієнт сепарації для відомої товщини шару Н соломи, см-1.
Значення коефіцієнта сепарації μ для двохвального клавішного соломотряса при висоті шару соломи Н=200мм, складає μ=0,018см-1Т Тоді значення коефіцієнта μс для проектованого соломотряса становитиме:
μс = 0,018·200 = 3,6 см-1 (27)
Нс Нс
μс = 3,6 = 0,006 см-1
580
Якщо вважати, що просіювання зерна, віднесене до одиниці довжини соломотряса, за один оберт кривошипа, однакове за всією його довжиною, то за кожне підкидання буде просіюватися однакова кількість зерна у відсотках від наявного у соломі на початку даної ділянки.
За такої умови, рівняння просіювання зерна на соломотрясі запишеться у такому вигляді
y=а·е-μсх (28)
де y –кількість зерна на розглядуваній ділянці соломотряса,кг/с;
а – подача зерна на соломотряс, кг/с;
х – довжина шляху, що проходить ворох по соломотрясу, см;
е – основа натурального логарифма.
Теоретичну довжину соломотряса Lm (рис.6), за яку приймають віддаль по горизонталі від центру вала барабана до кінця соломотряса, можна визначити із загального рівняння просіювання, замінивши в ньому координату x теоретичною довжиною соломотрясу і задавшись кількістю зерна в соломі на кінці соломотрясу yс:
yс =а·е- μс Lm (29)

Рис.7. Схема соломотряса
Якщо допустити, що разом з соломою із соломотрясу може сходити 0,25 % зерна, то yс =0,0025·а. А розв’язавши рівняння просіювання, отримаємо вираз для розрахунку теоретичної довжини соломотрясу:
Lm =6/ μс (30)
Lm =6/ 0,006=1000 см=10 м
Довжина соломотрясу Lс (рис.6) при куті його нахилу αс на віддалі від центра барабана до початку клавіш L1 визначається за формулою:
Lс = Lm- L1 (31)
Cosαс
де αс – рекомендовано в межах 5...10º. Врахування віддалі L1 пояснюється тим, що сепарація розпочинається у молотильному апараті. Для молотильних апаратів з решітчастою декою залежно від діаметра барабана дана віддаль становить L1 = 600...900 мм. Приймаємо L1 = 900 мм.
Lс = Lm- L1 = 10-0,9 = 9,1 = 9,3 м
сosαс 0,98 0,98
2.5. Розрахунок параметрів зерноочистки
Ширина решета Bр зв’язана з шириною соломотряса Bс співвідношенням:
Bр = (0,90...0,95)Bс (32)
Bр = 0,9·2=1,8 м
Bс =2 м
Bр=Bв=1,8 м
Площа решета очистки Fр визначається за допустимим питомим навантаженням на 1м2
Fр = qв (33)
qf
де qв – подача вороху на очистку.
Подача вороху qв рівна:
qв = q0(1-k0· β) (34)
де k0 – коефіцієнт, що враховує наявність дрібної соломи у воросі, що потрапила на очистку, k0=0,4...0,9. Приймаємо k0=0,5.
Для комбайнових решет qf=1,5...2,5 кг/(с·м2). Приймаємо qf=2 кг/(с·м2).
qв = 11,5(1-0,5·0,6) = 8,05 кг/с
Fр = 8,05 = 4,03 м2
2
Довжина решета Lр рівна
Lр= Fр (35)
Bр
Lр= 4,03 = 2,2 м
1,08
Кут нахилу решіт до горизонту складає 0...4º, кут нахилу подовжувача до горизонту 12...15º.
Амплітуда коливання верхнього решета складає 55...65 мм, нижнього решета 35...40 мм. Кінематичний режим роботи решіт очистки
к =r· ω2 = 2,2...3,0 (36)
g
де ω – кутова швидкість обертання кривошипа механізму привода, с-1;
r – радіус кривошипа, м;
g – прискорення вільного падіння, м/с2.
Швидкість повітря над задньою та середньою частинами решета повинна бути 3,8 м/с, а над передньою частиною 5,8 м/с.
В очистці зернозбирального комбайна найчастіше використовуються відцентрові вентилятори низького тиску Н≤1000Па
Для створення відповідного руху і швидкості повітря в очистці вентилятор повинен створювати відповідний тиск повітря з метою подолання різного роду опорів в каналах і проміжках очистки та у зазорах між жалюзями решіт.
Робоча швидкість повітряного потоку на виході Vрn повинна бути в αв раз більше критичної швидкості Vкр для тих компонентів вороху, котрі повинні виноситися за зону очистки тобто
Vрn = αв· Vкр (37)
Для соломи довжиною до 200 мм αв=1,1...1,7, для полови αв=1,9...3,7 і для збоїни αв=2,5...5,0. Критична швидкість зерна Vкр=8,0...11,5 м/с, а для полови Vкр=0,75...5,25 м/с. Але з метою усунення втрат зерна видуванням його із половою, робоча швидкість повітряного потоку не повинна перевищувати значення критичної швидкості для зерна. Приймаємо αв=2,5 і Vкр=5,8 м/с.
Vрn =2,5·5,8=14,5 м/с
Необхідна витрата повітря Qв вентилятором для розділення вороху дорівнює:
Qв= qв , (38)
k1·ρn
де k1 – коефіцієнт, що враховує концентрацію матеріалу, що видаляється, у повітряному потоці (k1= 0,2...0,3). Приймаємо k1=0,3;
ρn – густина повітря (рівна 1,2 кг/м3).
Повний тиск, що повинен створювати вентилятор становить
h=hs+hd (39)
де hs – статичний тиск, що затрачається на подолання опорів,Па;
hd – динамічний тиск, необхідний для надання повітрю кінетичної енергії, Па.
Динамічний тиск
hd = Vрn2· ρn (40)
2
hd =14,52·1,2 = 126,15 Па
2
Статичний тиск
hs=hd(1-k2) (41)
k2
де k=Fе/F , тут F – площа вихідного отвору вентилятора, а Fе – площа еквівалентного отвору (за дослідними даними k=0,5).
hs=126,15(1-0,52) = 378,45 Па
0,52
h=hs+hd=378,45+126,15=504,6 Па
Теоретичний тиск (енергія 1 м3 повітря) становить
Hт=h/ɳ (42)
Де ɳ - ККД вентилятора (ɳ=0,7)
Hт=504,0,7 = 720,86 Па
Діаметр вхідного отвору Dо (рис. 8) визначається за формулою:
Dо= 2,57√ ∆·λ0·Qв , (43)
µ0·n·(1-φ0)
де ∆ - коефіцієнт використання вхідного отвору (∆=0,55);
λ0 = Dо/ D1≈1,9 – відношення діаметру вхідного отвору кожуха Dо і внутрішнього діаметра колеса вентилятора D1;
µ0 – коефіцієнт підтискування потоку (µ0=1,0);
n – частота обертання колеса вентилятора (n=1000 об/хв);
φ0 – коефіцієнт попереднього закручування потоку (φ0=0,42).
Dо=2,57√ 0,55·1,9·22,4 = 2,57√0,04 = 2,57·0,02 =0,51 м
1·1000·(1-0,42)
Рис. 8. Схема відцентрового вентилятора двобічного всмоктування.
Зовнішній діаметр колеса D2 дорівнює
де α1 і α2 – кути нахилу лопаті до радіус-вектора відповідно на вході та виході повітряного потоку;
y1 і y2 – кути відхилення абсолютної швидкості повітря від переносної відповідно при вході на лопать та сходженні з неї;
r1=D1/2 , r2=D2/2 – внутрішній та зовнішній радіуси колеса.
Для проектних розрахунків можна приймати α1≤25º; y1=45º; y2=2º; r1/ r2=0,4.
φ = 1 - 0,16 1 = 0,99-0,16·1,89 = 0,69
1+0,17· 0,04 1+ 0,47·1
α2 = arcsin[(D1/ D2)·sin α1] (46)
α2 = arcsin[(D1/ D2)·sin α1] = arcsin[0,4·0,42] = arcsin[0,168]=9,7
Потужність, що використовується вентилятором, Nв рівна
Nв = Qв·Hт (47)
ɳп
де ɳп – ККД передачі (ɳп=0,95)
Nв = 22,4·720,86 = 16,997 кВт
0,95
Ширину вентилятора Вв приймають рівною ширині решета або грохота. Висоту вихідного отвору вентилятора s визначають за формулою:
де a – координата переднього кінця решета відносно верхнього ребра каналу;
β – кут розширення потоку (β=12º);
δ – кут нахилу повітряного потоку до площини решета (δ=30º);
k0' – коефіцієнт, що враховує відхилення потоку повітря решетом, (k0'=0,6).
a = (cosβ/ sin(δ-β) - k0')·S – Lp = (cos12/ sin(30-12)-0,6)·0,86-2,2 =
= (0,97/0,29-0,6)·0,86-2,2=0,62 м
З (49) розраховується параметр a, після чого потрібно визначити координату b переднього кінця решета відносно верхнього ребра каналу (рис.8) за формулою:
b = a·tg(δ+β), (50)
b = 0,62·0,9=0,56 м
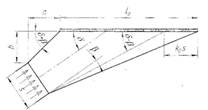
Рис. 9. Схема до визначення розташування вихідного каналу вентилятора.
3. Обґрунтування до побудови схем машин
3.1 Обґрунтування функціональної схеми
Завданням обґрунтування функціональної схеми машини входить вибір типів робочих органів, взаємного їх розташування, визначення розмірів та режимів обробки, що забезпечують виконання вимог технічного завдання. Основним завданням на даному етапі проектування є забезпечення необхідного рівня агропоказників. Формальних методів побудови функціональної схеми не існує. Для побудови виходять з аналізу конструкцій машин аналогів. Використовуючи наведені вище дані будують можливі варіанти функціональної схеми, в якій сукупна дія робочих органів на оброблювальний матеріал забезпечує необхідну якість виконання робіт у сільськогосподарському виробництві. Ці варіанти логічно аналізують стосовно можливості у подальшому забезпечення виконання сукупності інших вимог технічного завдання: технологічних, ергономічних і т.д.
Таким чином може бути створено кілька варіантів функціональної схеми, логічний аналіз яких забезпечить вибір раціональнішої. При цьому враховується, що взаємне розташування робочих органів повинно забезпечувати стабільність та надійність робочих процесів, виконуваних робочими органами, їх раціональне завантаження, збереження необхідної якості оброблювального матеріалу. Функціональна схема є основою для побудови інших схем машини.
3.2 Обґрунтування кінематичної схеми
Обґрунтування кінематичної схеми (КС) містить вирішення задач з вибору типів механізмів, приводу, регулювання та керування, передатних чисел чи співвідношень та визначення кінематичних характеристик елементів та ланок, що забезпечують виконання вимог технічного завдання. За результатами їх рішення необхідно отримати дані для побудови такої зв’язної послідовності кінематичних ланок, яка при передачі руху від джерела енергії забезпечує необхідний рух всіх основних та допоміжних органів за мінімального числа передатних механізмів, джерел енергії, найбільш простому контурі і раціональних зв’язках.
3.2.1 Вибір типів механізмів. На цьому етапі обґрунтування КС вибираються передачі та інші механізми, з яких утворюються кінематичні ланцюги для здійснення руху робочих органів від джерел руху.
Так відомо, що заміна ланцюгових передач клинопасовими забезпечує зменшення витрат матеріалу, трудомісткість виготовлення і маси машини, а під час експлуатації – до усунення шуму та підвищення надійності роботи.
3.2.2 Удосконалення КС машини. У процесі вдосконалення КС машини покращують технічні показники призначення. Існують різноманітні шляхи покращення КС, один з них – вибір раціональної передачі. З основних шляхів раціоналізації слід відмітити також наступні: скорочення кількості ланок та механізмів; об’єднання привода для поряд розташованих робочих органів; силове розвантаження привода за рахунок швидкісного режиму; скорочення номенклатури ланок привода; об’єднання робочих органів.
3.2.3 Обґрунтування кінематичних характеристик елементів. Під час обґрунтування кінематичних характеристик визначаються передатні числа всього приводу та окремих елементів, частоти обертання валів і попередньо для пасових передач діаметри шківів, типи та розміри паса; для ланцюгових передач тип та крок ланцюга, кількість зубів зірочки; для зубчастих – тип зчеплення, профіль, кількість зубів, міжвісеву віддаль і т.д.
3.2.4 Силовий розрахунок. На наступному етапі здійснюють розрахунок зусиль, що діють на елементи привода. Вихідними даними є зусилля, що діють на робочі органи та інерційні сили кінематичних ланок.
3.2.5 Енергетичний розрахунок. У випадку коли відоме зусилля опору Р, що діє на робочий орган, то необхідну потужність для його приводу визначають за формулою
N=P·V
Де V – швидкість переміщення робочого органу, м/с.
У випадку коли відомий момент опору на робочому органі Т, то необхідну потужність для його приводу визначають за формулою
N=Т·ω,
Де ω – кутова швидкість обертання вала на якому закріплений робочий орган, с-1.
За розрахованими значеннями потужності та діючих зусиль можна з довідників вибрати стандартизовані елементи кінематики (паси, ланцюги, муфти, шестерні, редуктори, карданні передачі і т.д.). Знаючи потужність приводу робочих органів можна вибрати джерело руху та розрахувати, наприклад, для мобільної машини потужність на валу відбору потужності.
3.3 Обґрунтування принципової схеми
Принципова схема, або як її називають на практиці компонувальна, визначає повний склад елементів сільськогосподарської машини і зв’язків між ними, і як правило, дає детальне уявлення про структуру та принцип роботи сільськогосподарської машини.
Загальне компонування розроблюваної машини, а саме розробка її принципової (компонувальної) схеми, виконується як правило тільки після вибору та обґрунтування робочих органів, механізмів приводу та керування і при необхідності способу агрегатування. Загальне компонування починається з розміщення робочих органів або їх елементів у порядку виконання заданого технологічного процесу роботи. Тобто при компонуванні важливо вміти виділяти головне з другорядного і встановлювати вірну послідовність розробки конструкції. Спочатку розміщають найгроміздкіші та найскладніші робочі органи, розташовуючи їх у порядку отриманому при виконанні функціональної схеми, а потім вже навколо них й відносно них компонують інші робочі органи, механізми приводу та виконавчі механізми, з урахуванням траєкторій руху та розмірами отриманими при обґрунтуванні кінематичної схеми
Робочі органи, допоміжні елементи, механізми приводу та керування виконують за необхідності, у прозорому вигляді, в дійсній або спрощеній формі для забезпечення можливості бачити будь-які конструктивні елементи виробу при накладанні їх один на одного у одній проекції.
Необхідно мати на увазі, що початковий варіант схеми може коригуватись при розробці робочої конструкторської документації – креслень складальних одиниць та деталей. В свою чергу побудова принципової схеми може вносити зміни у функціональну, кінематичну та інші схеми.
Принципову схему виконують з такою кількістю проекцій та видів, яка потрібна для визначення всіх необхідних розмірів виробу і забезпечення раціонального взаємного розташування всіх елементів конструкції.
4. Розробка конструкції складальних одиниць і деталей
Розробкою робочих креслень конструкцій складальних одиниць і деталей закінчується створення графічної частини конструкторської документації і таким чином, закінчується робота конструктора над виконанням вимог “Технічного завдання ”.
При розробці складальних одиниць встановлюється такий склад, компонування, форма, основні розміри і спряження складових деталей та технічні вимоги, що забезпечують її працездатність.
Під час розробки конструкцій складальних одиниць і деталей доцільно дотримуватись наступної послідовності.
4.1. Вивчення, доповнення та формування вимог висунутих до конструкції складальної одиниці.
4.2. Аналіз конструкції складальної одиниці за схемами стосовно кращого виконання покладених на неї функцій і відповідності іншим висунутим вимогам до складальної одиниці, внесення за необхідності змін у схеми машини.
4.3. Аналіз конструкції складальної одиниці за схемами стосовно забезпечення надійності, довговічності, технологічності. Внесення відповідних змін до схем машини, оцінка раціональності розрахункової схеми, виду навантаження, вибору навантаженого січення, ступеня рівномірності міцності складових частин, компактності конструкції, способу фіксації деталей і точності їх взаємного розташування.
4.4. Виконання розрахунків пов’язаних з визначенням зусиль, що діють на складальну одиницю в різних її частинах з урахуванням режиму завантаженості, розрахунок на міцність, жорсткість, довговічність.
4.5. Формування технічних вимог, що забезпечують працездатність складальної одиниці (ГОСТ 2.316-68).
4.6. Вибір масштабу, позначення габаритів, розмірів і викреслювання осьових ліній та основних елементів конструкції складальної одиниці. Виконання креслення складальної одиниці найкраще здійснювати у масштабі 1:1, якщо дозволяють габаритні розміри об’єкту. За таких умов простіше вибрати необхідні розміри та січення деталей, отримати уявлення про співрозмірність складових частин складальної одиниці, міцність та жорсткість деталей та конструкції загалом. Розміри деталей при деталюванні можна брати безпосередньо з креслення.
4.7. Виконання етапів 4.1.–4.6. стосується і розробки конструкції деталі. Креслення складальної одиниці і деталей виконують відповідно до ГОСТ 2.109-73 з постановкою необхідних розмірів, вказуванням технічних вимог та складанням специфікації на складальні одиниці.
4.8. На кресленні складальної одиниці проставляють три типи розмірів: робочі розміри, яких дотримуються або забезпечують під час збирання, складання; технологічні – розміри потрібні для вибору обладнання, пристосувань і необхідного місця для збирання (посадки, габаритні розміри і т.д.) та приєднувальні (параметри місць кріплення складальної одиниці до рами машини чи інших складальних одиниць, діаметри вихідних кінців валів і т.д.).
Трудомісткість виготовлення складальних одиниць та деталей є одним з об’єктивних показників технологічності конструкції. Перш за все трудомісткість залежить від досконалості конструкції складальної одиниці і деталей. Складна конфігурація, точність виготовлення, чистота обробки поверхні повинні бути мінімально допустимими. Тому вже на цьому етапі доцільно провести опрацювання складальної одиниці і деталей, визначивши зміни, що вносяться в їх конструкцію. У той же час не потрібно шкодувати затрат на виготовлення деталей, що визначають надійність складальної одиниці, оскільки в кінцевому рахунку це забезпечує позитив через збільшення сумарної корисної віддачі машини, зменшення простоїв та вартості ремонтів.
Деякі прийоми забезпечують покращення декількох технічних показників. Так уніфікація покращує придатність складальної одиниці до складання та розбирання, скорочує номенклатуру матеріалів, інструментів і обладнання в процесі виготовлення, експлуатації та ремонту, що в свою чергу визначає покращення технологічності і підвищення надійності складальної одиниці.
5. Організація робіт із застосуванням проектованої машини
Заходи з організації робіт розробляються з метою реалізації у процесі експлуатації показників технічного завдання. Вони включають допоміжні процеси з підготовки машини до роботи, з підготовки місця роботи (поля), із забезпечення роботи машини сільськогосподарськими та експлуатаційними матеріалами або транспортом для відвезення продукції.
5.1 Заходи з підготовки машини до роботи
Ці заходи повинні бути направлені на досягнення двоякої мети. По-перше, забезпечення необхідної якості виконання сільськогосподарських робіт шляхом регулювання робочих органів, встановленням відповідних зазорів, робочих кутів, режимів обробки. Для цього необхідно вказати, для чого та у яких межах та у якій послідовності слід проводити регулювання, використовуючи дані з обгрунтування функціональної і кінематичної (гідравлічної), пневматичної, електричної схем. По-друге, забезпечити необхідну надійність конструкції шляхом впровадження заходів технічного обслуговування та поточного ремонту. Для цього необхідно описати послідовність, періодичність проведення видів технічного обслуговування, їх зміст, вид сервісного обладнання, назву необхідних експлуатаційних матеріалів та запасних частин.
5.2 Заходи з підготовки поля до роботи
Ці заходи спрямовані на скорочення невиробничого часу, що затрачається на здійснення холостих ходів у загінці і забезпечення необхідної продуктивності машини та агрегату. Для цього вказується раціональний спосіб руху в загоні (безпетлевий, човниковий, круговий і т.д.) з обґрунтуванням ширини гону, з урахуванням обкошувань, прокосів і протипожежного оборювання.
5.3 Заходи із забезпечення проектованої машини чи агрегату транспортними засобами
Ці заходи спрямовані на зниження простоїв агрегату і забезпечення необхідної продуктивності. При цьому керуються співвідношенням транспортного циклу та часом заповнення бункера або витрат матеріалу, що є у ньому.
Список літератури
1. Азовцев Н.Г., Бакчеев В.Е. Практикум по зерноуборочным машинам. – М.: Агропромиздат, 1987. – 223 с.
2. Алферов С.А. Воздушно-решетные очистки зерноуборочных комбайнов. – М.: Агропромиздат, 1987. – 159 с.
3. Войтюк Д.Г., Гаврилюк Г.Р. Сільськогосподарські машини. – К.: Каравела, 2004. – 552 с.
4. Гапоненко В.С., Войтюк Д.Г. Сільськогосподарські машини. – К.: Урожай, 1982. – 312 с.
5. Гевко Б.М. Технологія сільськогосподарського машинобудування. – К.: Кондор. 2006. – 486 с.
6. Карпенко А.Н. Сельскохозяйственные машины. – М.: Колос, 1979. – 472 с.
7. Кленин Н.И. и др. Сельскохозяйственные машины. – М.: Колос, 1970. – 456 с.
8. Комаристов В.Ю., Дунай М.Ф. Сільськогосподарські машини. – К.: Вища школа, 1987. – 486 с.
9. Листопад Г.Е. Сельскохозяйственные и мелиоративные машины. – М.: Агропромиздат, 1986. – 688 с.
10. Лур’є А.Б. Курсовое и дипломное проектирование по с/х и мелиоративным машинам. – М.: Колос,1981.
11. Лур’є А.Б. Сельскохозяйственные машины. – Л.: Колос, 1983. – 496 с.
12. Морозов А.Ф. Зерноуборочные комбайны. – М.: Агропромиздат, 1991. – 208 с.
13. Погорілець О.М. Зернозбиральні комбайни. – К.: Урожай, 1990. – 224 с.
14. Портнов М.Н. Зерноуборочные комбайны. – М.: Агропромиздат, 1985. – 304 с.
15. Устинов А.Н. Сельскохозяйственные машины. – М.: ИРПО, 2000. – 264 с.
16. Шмат К.І., Самарін О.Є. Теорія і розрахунок зернозбиральних комбайнів. – Херсон: ОЛДІ-плюс. 2003.