
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Ремонт головки блока цилиндров автомобилей ВАЗ
Курсовая работа: Ремонт головки блока цилиндров автомобилей ВАЗ
Федеральное агентство по образованию
ГОУ ВПО РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ
ПРОФЕСССИОНАЛЬНО – ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ
Машиностроительный институт
Кафедра сварочного производства
КУРСОВОЙ ПРОЕКТ
по дисциплине “Технология и оборудование ремонта
автомобильного транспорта”
Ремонт головки блока цилиндров автомобилей ВАЗ
Разработал: студент гр.АТ-311с
Прокопюк А.А.
Руководитель: Ульяшин Н.И.
Екатеринбург 2010
Содержание
1 Конструктивные особенности
2 Применяемый материал
3 Характеристика материала
4 Снятие и установка головки блока цилиндров на автомобиле
5 Разборка и сборка головки блока цилиндров
6 Проверка технического состояния и ремонт
Интернет ресурсы
1 Конструктивные особенности
Головка цилиндров отлита из алюминиего сплава (Д20,Д21) имеет камеры сгорания клиновидной формы. Запрессованные седла и направляющие втулки клапанов.
Седла клапанов изготавливаются из специального чугуна. Чтобы обеспечить высокую прочность при воздействии ударных нагрузок. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров. Чтобы обеспечить точную сносность фасок с отверстиями направляющих втулок клапанов.
Направляющие втулки клапанов также изготавливаются из чугуна и запрессовываются в головку цилиндров с натягом. На наружной поверхности направляющих втулок имеется проточка. Куда вставляется стопорное кольцо.
Оно обеспечивает точность положения втулок при запрессовке их в головку цилиндров и предохраняет втулки от возможного выпадения. Отверстия во втулках обрабатываются после запрессовки их в головку цилиндров. Это обеспечивает узкий допуск на диаметр отверстия и точность его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов
- на всей длине отверстия.
Сверху на направляющие втулки надеваются маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержень клапана и служат для уменьшения проникновения масла и камеру сгорания через зазоры между направляющей втулкой и стержнем клапана.
На двигателях 2105 применяются головки цилиндров 2105-1003015. А на остальных двигателях (2105, 2103, 2106) устанавливается одна ита же унифицированная головка цилиндров 21011-1003015-10 (номер отливается на левой стороне головки цилиндров). Эти головки цилиндров различаются только передней частью. У головок 21011 здесь имеется проем для цепи привода распределительного вала, а у головки 2105 такого проема нет.
2 Применяемый материал
Сплавы упрочняются Д20, Д21закалкой и искусственным старением и практически не упрочняются при естественном старении. Низкотемпературное старение сплава Д20 (t=165°С-175°С) применяют для получения высоких механических свойств полуфабрикатов при комнатной температуре, а для обеспечения высокой жаропрочности применяют старение при повышенных температурах (200—220°С). Для предотвращения поводок и коробления закалку тонкостенных сложных по конфигурации деталей рекомендуется проводить в кипящей воде. Отжиг производят при температуре 350—370° С, охлаждение — на воздухе.
Сплавы Д20 и Д21 характеризуются высокими технологическими свойствами при обработке давлением (ковке, штамповке, прокатке и прессовании).
Сплавы отличаются низкой коррозионной стойкостью. Стойкость плакированных листов из сплава Д20 ниже, чем листов из сплава Д16. Изделия следует анодировать и защищать лакокрасочными покрытиями.
Сплав Д20 удовлетворительно сваривается точечной, роликовой и аргонодуговой сваркой с присадкой проволоки из сплава Д20. Обрабатываемость резанием сплавов удовлетворительная.
Сплавы систем А1—Си—Мп характеризуются хорошей способностью к сварке плавлением. Титан, цирконий и ванадий мало изменяют свойства сплавов при комнатной температуре, но измельчают зерно, повышают температуру рекристаллизации и жаропрочность, повышают пластичность сварного шва. Примеси железа и кремния при содержаниях более 0,3% ухудшают свойства сплавов. Магний в пределах 0,25—0,35% повышает прочностные характеристики сплава при комнатной температуре и его жаропрочность, однако резко ухудшает свариваемость. В свариваемых сплавах допустимая концентрация магния не превышает сотых долей процента.
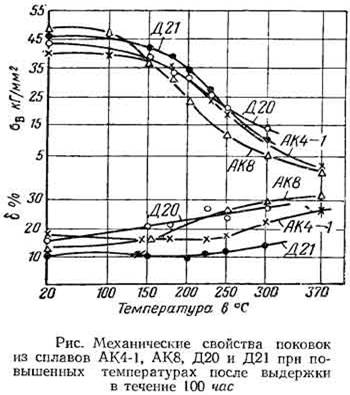
Сплавы применяют для изготовления изделий, длительно работающих при повышенных температурах, например деталей двигателей, а также для силовых элементов различных конструкций. Сплав Д20 применяют также для изготовления сварных изделий, емкостей, баллонов и других, работающих при комнатной температуре или кратковременно при повышенных температурах. Сплав Д20 сваривается, и по длительной прочности при 250—350° превосходит сплавы Д16 и ВД17, однако он менее прочен при 20°. Из него изготовляют диски и лопатки компрессоров, а также сварные детали и емкости, работающие при температурах до 350°. Сплав Д21 используется в условиях нагрева до температуры 250°; он имеет по сравнению со сплавом ВД17 более высокий предел текучести при комнатной температуре и особенно рекомендуется для длительной работы при 150°. Сравнительные преимущества отдельных сплавов видны из рис.(Б.К.Вульф, К.П.Ромадин "АВИАЦИОННОЕ МАТЕРИАЛОВЕДЕНИЕ", «МАШИНОСТРОЕНИЕ», Москва-1967), где показано изменение их свойств при различных температурах после выдержки в течение 100 час.
3 Характеристики материала
|
Марка: |
Д21 |
|
Классификация: |
Алюминиевый деформируемый сплав |
|
Применение: |
для изготовления деталей двигателей и силовых элементов |
Механические свойства при Т=20 °С материала Д21
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| Поковки | 400 | 260 | 6 |
Химический состав в % материала Д21
| Fe | Si | Mn | Ti | Al | Cu | Mg | Zn | Примесей |
| до 0.3 | до 0.3 | 0.4 - 0.8 | 0.1 - 0.2 | 90.75 - 93.25 | 6 - 7 | 0.25 - 0.45 | до 0.1 | прочие, каждая 0.1; всего 0.05 |
Примечание: Al - основа; процентное содержание Al дано приблизительно
Механические свойства
| sв | - Предел кратковременной прочности , [МПа] |
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м2] |
| HB | - Твердость по Бринеллю , [МПа] |
Физические свойства
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20° - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м3] |
| C | - Удельная теплоемкость материала (диапазон 20° - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
Магнитные свойства
| Hc | - Коэрцитивная сила (не более), [ А/м ] |
| Umax | - Магнитная проницаемость (не более), [ МГн/м ] |
| P1.0/50 | - Удельные потери (не более) при магнитной индукции 1.0 Тл и частоте 50 Гц, [ Вт/кг ] |
| B100 | - Магнитная индукция Tл (не менее) в магнитных полях при напряженности магнитного поля 100, [ А/м ] |
Свариваемость
| без ограничений | - сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки |
4 Снятие и установка головки блока цилиндров на автомобиле
Головку блока цилиндров снимают с двигателя на автомобиле, если например, необходимо удалить нагар с поверхности камер сгорания и клапанов, заменить клапаны или направляющие втулки клапанов. Для этого:
установите автомобиль на подъемник, затормозите его рычагом привода стояночной тормозной системы, снимите запасное колесо и отсоедините провод с отрицательного вывода аккумуляторной батареи;
поднимите автомобиль, снимите брызговики двигателя и слейте охлаждающую жидкость из радиатора и блока цилиндров (сняв пробку расширительного бачка, отвернув сливные пробки на радиаторе, блоке цилиндров и открыв кран отопителя);
снимите прижим приемной трубы глушителей и отсоедините приемную трубу от трубы глушителей;
опустите автомобиль и снимите воздушный фильтр, отсоединив шланги системы вентиляции картера от крышки головки цилиндров и карбюратора, а также шланг подачи теплого воздуха от терморегулятора воздушного фильтра, после чего закройте карбюратор технологической крышкой;
снимите провода высокого напряжения, отсоедините провода от датчика момента искрообразования, карбюратора и датчика указателя температуры охлаждающей жидкости;
ослабьте хомуты и отсоедините от термостата шланги, идущие к радиатору, насосу охлаждающей жидкости и расширительному бачку, а от патрубка отопителя — подводящий шанг радиатора отопителя;
отсоедините от топливного насоса шланг подачи топлива, а от впускной трубы - шланг отвода охлаждающей жидкости и шланг отбора разрежения к вакуумному усилителю тормозов;
отсоедините от двигателя тросы привода дроссельных и воздушной заслонок карбюратора;
отсоедините от головки блока цилиндров приемную трубу глушителей;
снимите бачок омывателя ветрового стекла, а за тем переднюю защитную крышку зубчатого ремня и крышку головки блока цилиндров;
установите рычаг переключения передач в нейтральное положение и поверните коленчатый вал по часовой стрелке в такое положение, чтобы метка на шкиве распределительного вала находилась против установочной метки на задней крышке зубчатого ремня;
отверните гайку крепления оси натяжного роли ка и снимите ось вместе с роликом и дистанцион ным кольцом;
снимите ремень со шкива распределительного вала, а затем, придерживая шкив от проворачивания приспособлением 67,7811.9509, отверните болт крепления и снимите его со шпонкой; ослабьте гайки крепления генератора к натяжной планке и кронштейну, отсоедините натяжную планку от головки блока цилиндров;
отверните гайку крепления задней крышки зубчатого ремня к головке блока цилиндров и болт крепления к блоку цилиндров;
отверните болты крепления и снимите головку цилиндров в сборе с карбюратором, топливным насосом и датчиком момента искрообразования.
Устанавливайте головку цилиндров в порядке, обратном снятию, соблюдая рекомендации изложен ные в главе 2.3. Прокладку между головкой и блоком цилиндров обязательно замените новой.
Если болты крепления головки блока цилиндров вытянулись и их длина превышает 135,5 мм — замените болты новыми. Болты затягивайте в четыре приема в порядке, указанном ранее в главе 2.3.
После установки головки блока цилиндров отрегулируйте момент зажигания, привод карбюратора, а также натяжение ремней привода распределительного вала и генератора.
5 Разборка и сборка головки блока цилиндров
Разборка. Если требуется замена только какой-либо одной детали, можно не разбирать полностью головку блока цилиндров и снять только то, что необходимо для замены.
Установите головку блока цилиндров на подставку, снимите тягу привода дроссельных заслонок карбюратора, отверните гайки и снимите карбюратор с прокладкой, а затем впускную трубу.
Снимите датчик момента искрообразования и отводящий патрубок рубашки охлаждения двигателя. Выверните датчик указателя температуры охлаждающей жидкости и свечи зажигания.
Отверните гайки и снимите топливный насос с прокладками, проставкой и толкателем. Отсоедините от головки блока цилиндров корпус вспомогательных агрегатов.
Снимите корпус подшипников 4 распределительного вала. Выньте распределительный вал 5 из опор головки цилиндров и снимите с него сальник.
Выньте из отверстий головки блока цилиндров толкатели 11 клапанов с регулировочными шайбами 10. Освободите клапаны от сухарей 9, сжимая пружины клапанов приспособлением 67.7823.9505 . Снимите пружины с тарелками. Поверните головку цилиндров и выньте с нижней стороны клапаны. Снимите маслоотражательные колпачки с направляющих втулок и опорные шайбы пружин.
Сборка. Установите опорные шайбы пружин. Смажьте моторным маслом клапаны и новые маслоотражательные колпачки (старые использовать не допускается). Оправкой 41.7853.4016 напрессуйте на направляющие втулки колпачки. Вставьте клапаны в направляющие втулки, установите пружины и тарелки пружин.
Сжимая пружины приспособлением 67.7823.9505 установите сухари клапанов. Вставьте в отверстия головки цилиндров толкатели клапанов с регулировочными шайбами.
Очистите сопрягающиеся поверхности головки блока цилиндров и корпуса подшипников от остатков старой прокладки, грязи и масла. Поставьте установочные втулки корпусов подшипников распределительного вала.
Смажьте моторным маслом опорные шейки и кулачки распределительного вала и уложите его в опоры головки цилиндров так, чтобы кулачки первого цилиндра были направлены вверх, а второго — вниз.
На поверхности головки блока цилиндров, сопрягающиеся с корпусами подшипников, в зоне крайних опор распределительного вала нанесите герметик КЛТ-75ТМ или аналогичный ему герметик типа ТВ-1215 фирмы "Three Bond".
Примечание. Запускать двигатель разрешается не ранее, чем через 1 ч после нанесения герметика.
Установите корпус подшипников и затяните гайки его крепления в следующей последовательности:
предварительно затяните гайки до прилегания поверхностей корпусов подшипников к головке цилиндров, следя за тем, чтобы установоч ные втулки корпуса свободно вошли в свои гнезда;
окончательно затяните гайки моментом 21,6 Н • м (2,2 кгс • м) в том же порядке.
Немедленно после затяжки гаек тщательно удалите остатки герметика, выдавленные из зазоров при затягивании в зонах, сопрягаемых с прокладкой крышки головки блока цилиндров и с корпусом вспомогательных агрегатов. Неудаленные затвердевшие остатки герметика в указанных местах приведут к подтеканию масла через уплотнения.
Оправкой 67.7853.9580 запрессуйте новый сальник распределительного вала, предварительно смазав его моторным маслом.
Установите отводящий патрубок рубашки охлаждения с прокладкой и корпус вспомогательных агрегатов с уплотнительным кольцом.
В соответствии с указаниями по монтажу установите теплоизоляционную проставку с прокладками, толкатель и топливный насос.
Наденьте на шпильки головки блока цилиндров прокладку и установите впускную трубу. Установите карбюратор с прокладкой и тягу привода дроссельных заслонок карбюратора. Закройте карбюратор технологической крышкой.
Заверните в головку блока цилиндров свечи зажигания и датчик указателя температуры охлаждающей жидкости.
Зазоры в клапанном механизме отрегулируйте после установки головки блока цилиндров на двигатель.
6 Проверка технического состояния и ремонт
Головка блока цилиндров. Тщательно вымойте головку блока цилиндров и очистите масляные каналы. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой.
Осмотрите головку блока цилиндров. На опорах под шейки распределительного вала и в отверстиях под толкатели клапанов не должно быть задиров и повреждений. Трещины в любых местах головки цилиндров не допускаются. При подозрении на попадание охлаждающей жидкости в масло проверьте герметичность головки цилиндров.
Для проверки герметичности закройте отверстия охлаждающей рубашки заглушками и нагнетайте насосом в рубашку охлаждения головки цилиндров воду под давлением 0,5 МПа (5 кгс/см2). В течение 2 мин не должно наблюдаться утечки воды из головки.
Можно проверить герметичность головки блока цилиндров сжатым воздухом. Для этого заглушите отверстия рубашки охлаждения заглушками, опустите головку цилиндров в ванну с подогретой до 60-80°С водой и дайте ей прогреться в течение 5 мин. Затем подайте внутрь головки сжатый воздух под давлением 0,15-0,2 МПа (1,5-2 кгс/см2). В течение 1-1,5 мин не должно наблюдаться выхода пузырьков воздуха из головки.
Седла клапанов. На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел как вручную, так и с помощью шлифовальной машин ки. При этом снимайте как можно меньше металла.
Шлифуйте в следующем порядке:
вставьте в направляющую втулку клапана центрирующий стержень А.94059, профрезеруйте фаску 15° фрезой А.94092 для седла впускного клапана и А.94003 - для выпускного (фрезы надеваются на шпиндель А.94058);
профрезеруйте фаску 20° фрезой А.94031 для седла впускного клапана и А.94101 - для выпускного;
прошлифуйте фаску 45°, обеспечивая ширину фаски согласно рис. 2-52 и базовые диаметры 34 и 30,5 мм. Фаски шлифуются коническими кругами А.94100 для седел впускных клапанов и А. 9407 8 - для выпускных (круги надеваются на шпиндель А. 94069).
В момент соприкосновения круга с седлом шлифовальная машинка должна быть включена, иначе возникнет вибрация и фаска будет неправильной.
После шлифования тщательно промойте седла и каналы головки блока цилиндров и продуйте сжатым воздухом.
Направляющие втулки клапанов. Проверьте зазор между направляющими втулками и стержнями клапанов, измерив диаметр стержня клапана и отверстие направляющей втулки.
Расчетный зазор (округленный до 0,01 мм) для новых втулок: 0,02-0,05 мм для впускных клапанов и 0,03-0,06 мм - для выпускных; максимально допустимый предельный зазор (при износе) 0,3 мм при условии отсутствия повышенного шума газораспределительного механизма.
Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь для выпрессовки и запрессовки оправкой A60153/R.
Запрессуйте направляющие втулки с надетым стопорным кольцом до упора его в тело головки цилиндров.
После запрессовки разверните отверстия в направляющих втулках клапанов развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и, при необходимости, доведите ширину рабочей фаски до нужных размеров.
Маслоотражательные колпачки направляющих втулок при ремонте двигателя всегда заменяйте новыми.
Поврежденные маслоотражательные колпачки заменяйте на снятой головке блока цилиндров. Для напрес-совки колпачков пользуйтесь оправкой 41.7853.4016.
Клапаны. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке. Поврежденный клапан замените.
Проверьте состояние рабочей фаски клапана. При мелких повреждениях ее можно прошлифовать, вы держивая угол фаски 45°30'±5'. При этом расстояние от нижней плоскости тарелки клапана до базовых диаметров (34 и 30,5 мм) должны быть в пределах1,3-1,5 и 1,8-2,0 мм.
Пружины. Убедитесь, что на пружинах нет трещин и не снизилась их упругость, для чего проверьте деформацию пружин под нагрузкой.
Толкатели клапанов. Проверьте состояние рабочей поверхности толкателя. На ней не должно быть задиров и царапин. При повреждениях замените толкатель.
Болты крепления головки блока цилиндров. При длине болта L свыше 135,5 мм замените болт новым.
Регулировочные шайбы. Рабочие поверхности шайб должны быть гладкими, без забоин, царапин и задиров. На них не должно быть ступенчатого или одностороннего износа, натира металла. Допускаются концентричные следы от приработки с кулачками распределительного вала.
Интернет ресурсы
1. http://www.maestria.ru/interesnyie-stati/snyatie-i-ustanovka-golovki-bloka-tsilindrov-na-avtomobile.html
2. http://prom-metal.ru/marochnik/aluminii-splav-aluminia/aluminevii-deformiruemii-splav/D21/
3. http://metmk.com.ua/15spr_alum.php
4. Автомобили «Жигули» ВАЗ 2104, 2105, 2107. Устройство.Ремонт. Москва транспоот 1992.