
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Разработка АСР температуры обжига цементного клинкера с циклонным теплообменником
Курсовая работа: Разработка АСР температуры обжига цементного клинкера с циклонным теплообменником
Содержание расчетно-пояснительной записки
Введение
1 Анализ современного состояния автоматизации технологического процесса обжига цементного клинкера
1.1 Анализ литературных источников
1.2 Автоматизация процесса обжига цементного клинкера с циклонным теплообменником
1.3 Требования к автоматизированным системам контроля и управления
2. Определение параметров объекта регулирования
3. Выбор типового регулятора АСР и определение параметров его настройки для заданного технологического параметра
3.1 Определение параметров настройки ПИ - регулятора
4. Анализ динамических характеристик АСР при выбранном типе регулятора и найденных параметрах его настройки
5. Расчет одноконтурной цифровой АСР
6. Выбор технических средств автоматизации
6.1 Датчик температуры
6.2 Регулятор температуры
6.3 Исполнительный механизм
Заключение
Список используемой литературы
Список аппаратных и программных средств
Приложение 1
Введение
Эффективность работы вращающихся печей цементной промышленности в немалой степени зависит от наладки технологического оборудования, процесса обжига клинкера и режима эксплуатации печей при выпуске клинкера высокой активности, минимальном расходе топлива и высоких технико-экономических показателях.
Комплекс процессов, происходящих во вращающихся печах под воздействием тепловой энергии, весьма обширен и сложен. Процессы горения топлива, движения газов и материала, теплообмена и физико-химических превращений сырьевой смеси тесно связаны между собой и каждый из них имеет решающее значение. Они и определяют основные мероприятия при проведении наладки: подбор оптимального химического и минералогического состава клинкера в сырьевой смеси, обеспечивающего необходимые условия для высокоэффективной работы печи и стабильности процесса; выбор рациональной конструкции теплообменных устройств для интенсивного теплообмена и снижения потерь теплоты; отработка рационального режима сжигания топлива, обеспечивающего экономное его расходование и интенсивность высокотемпературных процессов; выбор оптимальных режимных параметров и отработка методов управления процессами.
Производительность печей, удельный расход топлива зависят не только от конструктивных и технологических исходных характеристик, но и от режима работы. Форсирование режима до известного предела повышает производительность, но увеличивает унос материала, температуру отходящих газов, удельный расход теплоты. Дальнейшее форсирование может привести к сокращению производительности из-за большого уноса при одновременном резком увеличении удельного расхода теплоты. Уменьшение нагрузок печей против оптимальных также расстраивает их работу: происходит смещение зон, пересушка материала и т.д.
Выбор и поддержание оптимальных нормативов, показателей и параметров технологического процесса оказывает решающее влияние на получение продукции заданного качества, а также на экономику предприятия.
Обжиг клинкера - самый сложный, важный и энергоемкий передел. Общие энергозатраты на производство цемента распределяются примерно следующим образом: подготовка сырья - 10%, обжиг клинкера - 79%, помол цемента - 10%, прочие - 1%. Поэтому наладка процесса обжига, снижение энергозатрат, прежде всего затрат топлива приобретают исключительное значение.
В основе наладочных работ лежит анализ процессов, происходящих в печи при многочисленных изменяющихся факторах. Не следует полагать, что проведение обычных наладочных работ обеспечит полную оптимизацию процесса обжига клинкера. Каждый оптимальный режим может быть рассчитан только с применением средств вычислительной техники на основании достаточно обширной и точной технической и химико-технологической информации, что требует специальных исследований.
Совершенствование организаций и методов наладки, испытаний технологического оборудования, безусловно, способствует повышению технической культуры его эксплуатации, повышению эффективности цементного производства и ускорению освоения проектных мощностей предприятий.
Интенсивное развитие цементной промышленности в последние годы, внедрение печных установок большой единичной мощности, вовлечение в производственный процесс сырьевых материалов более низкого качества ставят перед цементным производством новые проблемы.
1 Анализ современного состояния автоматизации технологического процесса обжига цементного клинкера
1.1 Анализ литературных источников
При обжиге сухих сырьевых смесей используют печи с циклонным теплообменниками. Размеры таких печей намного меньше размеров печей, работающих по мокрому способу, так как процессы подготовки сырья вынесены здесь в запечные агрегаты с интенсивным конвективным теплообменом, обеспечивающим эффективное использование теплоты отходящих газов. Высокая экономичность, малые размеры и низкие капитальные затраты при сооружении таких печей обеспечили им широкое распространение. Благодаря высокой степени декарбонизации сырьевой муки, поступающей в печь, улучшается ее текучесть и снижается тепловая нагрузка на печь. Эти особенности в сочетании с простотой регулирования позволяют легко управлять режимом обжига и обеспечивать надежную работу печного агрегата. На цементных заводах сухого способа производства успешно эксплуатируются печи с размерами 4х60, 5х75, 7/6,4х95 м.
Печи для обжига сухих сырьевых смесей при равной производительности примерно вдвое короче печей для обжига шлама. Это достигается тем, что часть процессов выносится из печи в запечные теплообменные устройства. В России для обжига сухих смесей в основном используют печи с циклонными теплообменниками и с конвейерными кальцинаторами (печи "Леполь").
В основу конструкции печей с циклонными теплообменниками положен принцип теплообмена между отходящими газами и сырьевой мукой во взвешенном состоянии. Уменьшение размера частиц обжигаемого материала, значительное увеличение его поверхности и максимальное использование этой поверхности для контакта с теплоносителем интенсифицируют процесс теплообмена. Сырьевая мука в системе циклонных теплообменников движется навстречу потоку отходящих из вращающейся печи газов с температурой 900...1100°С. Средняя скорость движения газов в газоходах составляет 15...20 м/с, что значительно выше скорости витания частиц сырьевой муки. Поэтому поступающая в газоход между верхними I и II ступенями циклонов сырьевая мука увлекается потоком газов в циклонный теплообменник I ступени. Поскольку диаметр циклона намного больше диаметра газохода, скорость газового потока резко снижается и частицы выпадают из него. Осевший в циклоне материал через затвор-мигалку поступает в газоход, соединяющий II и III ступени, а из него выносится газами в циклон II ступени. В дальнейшем материал движется в газоходах и циклонах III и IV ступеней. Таким образом, сырьевая мука опускается вниз, проходя последовательно циклоны и газоходы всех ступеней, начиная от относительно холодной (I) и кончая горячей (IV). При этом процесс теплообмена на 80% осуществляется в газоходах и только 20% приходится на долю циклонов. Время пребывания сырьевой муки в циклонных теплообменниках не превышает 25...30 с. Несмотря на это, сырьевая мука не только успевает нагреваться до температуры 700...800°С, но полностью дегидратируется и на 25...35% декарбонизируется.
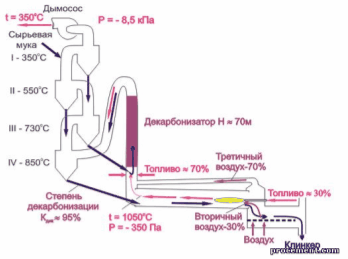
Рис. 1. Схема теплового агрегата для обжига клинкера по сухому способу.
Перспективность применения сухих печей обусловлена тепловой экономичностью, высокой удельной производительностью, простотой конструкции, малыми размерами и низкими капитальными затратами. Недостатки печей этого типа высокий расход электроэнергии и относительно низкая стойкость футеровки. Кроме того, они чувствительны к изменению режима работы печи и колебаниям состава сырья. Поскольку степень декарбонизации цементной сырьевой муки, поступающей из циклонного теплообменника в печь, не превышает 35%, материал должен оставаться в печи продолжительное время для завершения процесса обжига. Для интенсификации процесса разработаны системы трехступенчатого обжига, принцип которого заключается в том, что между циклонным теплообменником и вращающейся печью встраивается специальный реактор - декарбонизатор. Сжигание топлива и декарбонизация материала в таком реакторе происходят в вихревом потоке газов.
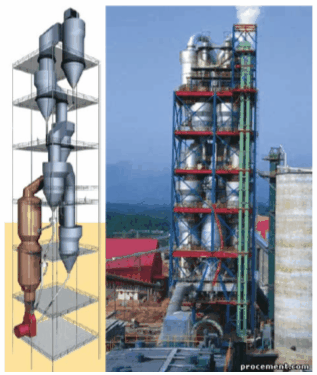
Рис. 2. Модель и реальный вид циклонного теплообменника с декарбонизатором.
После прохождения циклонных теплообменников сырьевая мука с температурой 720...750 °С поступает в декарбонизатор. Частицы сырьевой муки и распыленное топливо диспергируются и перемешиваются. Теплота, выделяющаяся в результате сгорания топлива, немедленно передается частицам сырьевой муки, которые нагреваются до температуры 920...970°С. Материал в системе "циклонный теплообменник - декарбонизатор" находится лишь 70...75 с и за это время декарбонизируется на 85...95%. Установка декарбонизатора позволяет повысить съем клинкера с 1 м3 внутреннего объема печи в 2,5...3 раза. Удельный расход теплоты снижается до 3,0...3,1 МДж/кг клинкера. Кроме того, в декарбонизаторе можно сжигать низкокачественное топливо, а также бытовые отходы. Стоимость сооружения установки с декарбонизатором на 10% ниже стоимости установки с циклонным теплообменником той же производительности. Размеры установки невелики, и она может использоваться не только при строительстве новых заводов, но и при модернизации действующих печей.
Вращающиеся печи с циклонными теплообменниками характеризуются простотой конструкции и соответственно эксплуатации, а также высокой теплотехнической эффективностью.
Эффективность сухого способа производства, в частности с использованием вращающихся печей с циклонными теплообменниками, подтверждается многолетней практикой.
В таблице 1 приведены показатели работы вращающихся печей цементной промышленности Японии.
Таблица 1
| Тип печи |
Средний расход теплоты на 1 кг клинкера, кДж |
Удельная производительность, кг/ (м3·ч) |
| Печи с циклонными теплообменниками | 3400 | 64,5 |
| Печи с циклонными теплообменниками и декарбонизаторами | 3400 | 97,9 (до 137,5) |
| Печи с кальцинаторами типа "Леполь" | 3880 | 58,5 |
| Печи мокрого способа | 5520 | 21,9 |
Эти данные показывают, что удельная производительность печей с циклонными теплообменниками в 3 раза выше, чем печей мокрого способа. Удельная производительность печей с циклонными теплообменниками на практике в отдельных случаях более высока ≈73 кг/ (м3·ч), а при осуществлении мер по повышению частоты вращения может быть доведена до 95,8 кг/ (м3·ч).
Система циклонных теплообменников работает по принципу противотока горячих газов и материала в системе в целом и прямотока в каждом цикле. Высокая эффективность теплообмена в циклонных теплообменниках обеспечивается вследствие непосредственного контакта частиц материала и горячих газов.
Исследования процесса теплопередачи в системе циклонных теплообменников позволяют предположить, что основной теплообмен между газами и материалом протекает в газоходах (≈80%) и только на 20% в циклонах. Основные параметры газа в системе циклонных теплообменников: скорость в газоходах - 20-22 м/с; расход газа за циклонными 1,4-1,5 м3/кг клинкера; пылеунос из циклонов 6-9% расхода сырьевой муки. Удельный расход теплоты определяется многими факторами и уменьшается с увеличением размеров и мощностей печей. Так, печь с циклонным теплообменниками фирмы "Гумбольдт" при производительности 350 т/сут. Имеет удельный расход теплоты 920×4,1868, а при производительности 3500 т/сут. - 740×4,1868 кДж/кг.
Время пребывания сырьевой муки в системе циклонных теплообменников очень непродолжительно - 25-30 c. За этот короткий промежуток времени газовый поток отдает теплоту и охлаждается примерно с 1050 до 300-350ºC, а сырьевая мука успевает получить теплоту и нагреться примерно от 50 до 780-800ºC.
При температуре материала 780-800ºC, степень декарбонизации составляет 20-25%, при более высокой температуре - 800-810ºC может быть 30-35% и Толька в весьма благоприятных условиях теплообмена достигает 35-40%.
Однако следует иметь ввиду, что на практике степень декарбонизации материала, поступающего из циклонных теплообменников в печь, обычно доходит до 40-45%. Это обусловливается выносом из печи прокаленного материала в систему теплообменников и должно учитываться при наладке процесса и определении фактической подготовки сырья в запечных теплообменниках.
Циклонными теплообменниками оборудуются короткие вращающиеся печи (50-70 м). Теплообменники, установленные над загрузочными концами печей, располагаются один над другим и предназначены подобно конвейерным кальцинаторам для подогрева и частичной декарбонизации сырьевой смеси. Но в отличие от конвейерных кальцинаторов материал, подлежащий обжигу в теплообменники, поступает не в виде гранул, а в виде порошкообразной смеси.
Вращающиеся печи с циклонными теплообменниками из прямоточных элементов, предложенные Ф. Мюллером, в начале пятидесятых годов стала выпускать фирма "Гумбольдт" (ФРГ). Вращающиеся печи с циклонными теплообменниками оказались настолько эффективными, что вслед за фирмой "Гумбольдт" их стали конструировать и выпускать почти все зарубежные фирмы, производящие оборудование для цементной промышленности. Наилучших результатов в отношении экономичности и мощности печей достигли фирмы "Полизиус", "Ведаг" и "Крупп" (ФРГ). Печи относительно небольшой производительности выпустили американский филиал датской фирмы "Смидт" и Пржеровский машиностроительный завод (Чехия).
В настоящее время основное наиболее эффективное и перспективное направление развития техники производства цементного клинкера сухим способом состоит в применении и усовершенствовании вращающихся печей с циклонными теплообменниками.
1.2 Автоматизация процесса обжига цементного клинкера с циклонным теплообменником
Цементный клинкер обжигают во вращающихся печах. Вращающаяся печь представляет собой теплообменный технологический аппарат в виде вращающегося со скоростью 0,5 - 1 об/мин цилиндра, расположенного на опорах. Благодаря наклону (3 - 5% к горизонту) и вращению цилиндра на опорах сырьевой материал непрерывно перемещается в печи. Цилиндр вращается при помощи привода, устанавливаемого примерно посередине цилиндра.
Современные вращающиеся печи для обжига клинкера, как правило, оборудованы запечными теплообменниками, в которых осуществляется подогрев и частичная декарбонизация сырьевой смеси. Расход тепла на обжиг клинкера составляет 750-850 ккал/кг клинкера. При мокром способе размол сырьевых компонентов осуществляется в мельницах в присутствии воды, которая играет роль понизителя твёрдости, интенсифицирует процесс помола и снижает удельный расход энергии на помол. Полученная сметанообразная масса (шлам) корректируется до заданного состава и направляется на обжиг. За счёт испарения воды шлама в печи расход тепла на обжиг увеличивается в зависимости от размера и конструкции печи составляет 5,45 - 6,7 Мдж/кг (1300-1600 ккал/кг) клинкера. При комбинированном способе сырьевая смесь готовится по схеме мокрого способа, затем обезвоживается на вакуум-фильтрах или вакуум-прессах, формуется (обычно в виде гранул) и поступает на обжиг. Расход тепла при этом составляет около 4,19 Мдж/кг (1000 ккал/кг) клинкера.
На процесс, происходящий в печи, влияет множество факторов - количество, влажность, химический состав и тонкость помола шлама (или состав и количество муки), количество и калорийность топлива, температура и количество вторичного воздуха, волнообразность движения материала внутри печи и т.п.
Правильному выбору и поддержанию заданного режима работы печи в значительной мере способствует автоматический контроль и автоматическое регулирование параметров процесса обжига. В настоящее время печи оснащают большим количеством приборов контроля и регулирования.
Полная схема системы автоматического контроля и регулирования печи сложна и громоздка. Ниже рассмотрена упрощенная схема автоматического регулирования основных параметров печи.
Вращающаяся печь в зависимости от характера процессов, протекающих в обжигаемом материале на различных ее участках, условно может быть разделены на зоны сушки, подогрева, кальцинирования, экзотермических реакций, спекания и охлаждения. Сырьевая смесь, поступающая в печь, в зоне сушки нагревается до температуры мокрого термометра. Этот участок характеризуется конвективным теплообменом между дымовыми газами и шламом. Большая часть тепла расходуется на испарение физически связанной влаги. Материал переходит в пластичное состояние, а в конце зоны гранулируется. Зона подогрева характеризуется быстрым ростом температуры до 700º C и дегидратацией минералов сырьевой смеси. В этой зоне происходит лучистый теплообмен между футеровкой и материалом, газом и материалом и регенеративный теплообмен через футеровку.
В следующей зоне - кальцинирования - при температуре 850 - 950º C протекает эндотермическая реакция декарбонизации CaCO3 с выделением CO2. Эту зону можно рассматривать в виде теплообменника с постоянной температурой потока. В зоне экзотермических реакций и спекания протекают экзотермические реакции новообразований, что приводит к резкому подъему температуры материала до 1300º C. Затем происходит клинкерообразование, причем возникающая жидкая фаза играет роль катализатора для образования трехкальциевого силиката при температуре 1400º C. Здесь поглощается большое количество тепла, при этом температура материала является постоянной по длине зоны. В зоне охлаждения температура клинкера снижается до 1000º C. Окончательно клинкер охлаждается в холодильниках.
Из краткого описания процессов, происходящих во вращающейся печи, видно, что необходимым условием протекания процесса обжига клинкера является поддержание нужной температуры в определенных участках.
Экономическая эффективность и простота вращающихся печей с циклонными теплообменниками выгодно отличают от других типов печей, например от печей с конвейерными кальцинаторами.
Вращающаяся печь с циклонными теплообменниками (рис.3, стр.13) состоит из циклонов, соединенных последовательно друг с другом и расположенных один над другим, вращающегося цилиндра и колосникового холодильника. Сырьевая мука при помощи питательных устройств подается в газоход перед циклоном III; в газоходе сырье подхватывается идущим из печи газовым потоком и поступает в циклоны IV, в которых основная масса сырьевой муки осаждается. Осажденная часть сырья из этих циклонов возвращается в газоход перед циклоном II, где снова подхватывается газовым потоком и поступает в циклон III. Осажденная в этом циклоне сырьевая мука поступает в газоход над циклоном I и т.д. При прохождении через циклоны сырье за счет тепла газового потока подвергается сушке и частичной декарбонизации и по питательной течке поступает в печь. В печи, продвигаясь навстречу потоку горячих газов, сырье обжигается и выходит из нее уже в виде клинкера, имеющего температуру около 1100º C. Клинкер поступает в колосниковый холодильник.
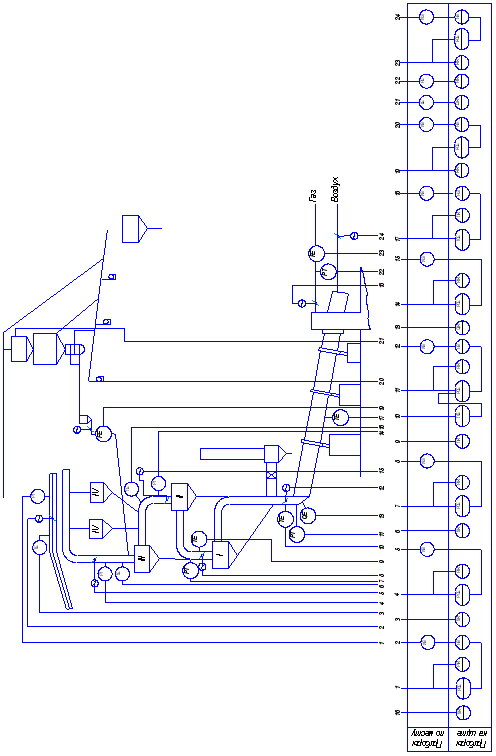
Рис. 3. Функциональная схема АСР обжига цементного клинкера с циклонным теплообмінником.
После охлаждения клинкера часть нагревшегося в холодильнике воздуха поступает в печь, а часть, пройдя очистку в аспирационной установке, сбрасывается через выхлопную трубу. Осажденная в аспирационной камере пыль по течке поступает на клинкерный конвейер. Тепло выходящих из печи газов используют в циклонных теплообменниках. После циклонных теплообменников дымовые газы проходят осадительные циклоны и электрофильтры, в которых очищаются от пыли, и далее выбрасываются через дымовую трубу в атмосферу. Пыль из циклонов подается в печь шнеками, а из электрофильтров - пневмонасосами либо в отделение смесительных силосов, либо в печь. В печи с циклонными теплообменниками имеются механизмы следующих трех групп: механизмы питания печи сырьевой мукой, обжига и охлаждения; тягодутьевые механизмы и механизмы пылеулавливания и транспортирования уловленной пыли. Для управления этими механизмами предусматривается дистанционное управление с блокировкой со щита машиниста печи, являющееся основным видом управления. И местное управление (без блокировки), которым пользуются только при проведении наладочных и ремонтных работ. На период розжига печи предусмотрено деблокированное управление отдельными механизмами печного агрегата (в том числе главным приводом печи и вентилятором первичного воздуха). С деблокированного управления на блокированное переводят на ходу без остановки механизмов. Работа главного привода печи сблокирована с работой системы смазки. Вспомогательный привод печи используют только при ремонтных работах. Для него применено местное управление.
Управляют встряхивающими механизмами электрофильтров и включают высоковольтные агрегаты электрофильтров со щита управления подстанции электрофильтров с одновременной сигнализацией об их работе на щите машиниста печи. При этом электроды электрофильтров встряхивают автоматически по заданной программе в соответствии с режимом встряхивания.
При нарушении нормальной работы системы смазки автоматически включается резервный маслонасос. Если после включения резервного насоса нормальная работа смазки не восстанавливается, то с выдержкой времени отключается электродвигатель привода печи. При превышении уровнем сырья в бункере заданного предела прекращается подача сырьевой муки из отделения смесительных силосов.
Для обеспечения нормальной работы агрегата имеется сигнализация: предпусковая звуковая; состояния механизмов (сигнальные лампы горят ровным светом при работе механизмов и не горят совсем при нормальной их остановке; при аварийной остановке лампы мигают); превышения температуры колосниковой решетки горячей зоны холодильника; превышения верхнего уровня сырья в бункере.
1.3 Требования к автоматизированным системам контроля и управления
В условиях непрерывности технологического процесса, высокой производительности печных агрегатов система технического, технологического и теплотехнического контроля должна способствовать получению необходимой информации для обеспечения сохранности и работоспособности оборудования, управления технологическим процессом, контроля и соблюдения параметров производства продукции заданного качества.
Контроль параметров, характеризующих состояние процесса и режим работы печных установок, а также их измерение при проведении испытаний - один из важнейших в деле технологической наладки исходя из задач как поиска и установления параметров оптимального режима, так и поддержания их при последующей эксплуатации в выбранном оптимальном режиме.
При наладке вращающихся печей всегда следует учитывать, что неправильные показания приборов контроля, искаженная информация о состоянии процесса не только бесполезны, но и вредны, так как вызывают неправильные действия оператора, а следовательно, не позволяют обеспечить оптимальный режим работы печной установки и получить максимальную производительность. Поэтому все приборы должны быть исправны и показания их должны соответствовать фактическим значениям измеряемых параметров.
Общая задача управления вращающейся печью заключается в нормализации теплового режима и поддержания этого режима в процессе работы с помощью средств контроля и управления.
Управление печью и всеми вспомогательными механизмами должно быть сосредоточено у рабочего места оператора. Система автоматического управления технологическим процессом должна удовлетворять следующим требованиям:
максимальное отклонение регулируемой величины, ![]()
статическая ошибка ![]()
время регулирования, ![]()
2. Определение параметров объекта регулирования
Таблица 2. Данные экспериментальной кривой разгона
| Параметр | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| θ, ºС | 80,0 | 80,1 | 80,1 | 80,2 | 80,3 | 80,8 | 81,1 | 81,5 | 83,0 | 84,0 | 87,9 | 90,0 |
| t, с | 0 | 20 | 40 | 60 | 100 | 160 | 200 | 250 | 400 | 500 | 1000 | 3000 |
Строим кривую разгона, заданную табл. 2. Эквивалентная
кривая разгона представляет собой экспоненту с запаздыванием τ. По формуле
![]() определяем координаты
экспоненты по времени (табл.3).
определяем координаты
экспоненты по времени (табл.3).
Таблица 3.
| Параметр | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| θ, ºС | 80,0 | 80,2 | 80,2 | 80,3 | 80,4 | 80,9 | 82 | 83 | 84,9 | 86 | 88,8 | 89,4 |
| t, с | 0 | 20 | 40 | 60 | 100 | 160 | 200 | 250 | 400 | 500 | 1000 | 3000 |
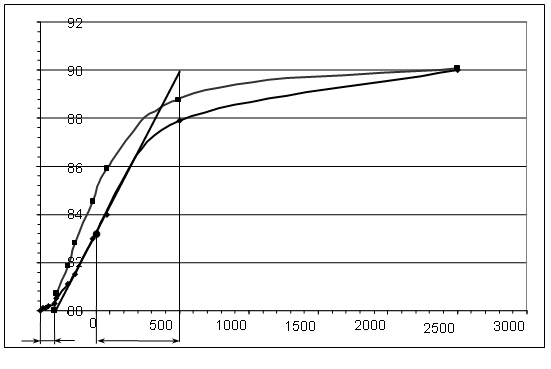
Рис 4. Экспериментальная (а) и эквивалентная (б) кривые разгона.
По экспериментальной кривой определяем постоянную времени T0=600с и время запаздывания ![]() =100с
=100с
По формуле ![]() определяем
координаты экспоненты во времени.
определяем
координаты экспоненты во времени.
Находим среднеквадратическое отклонение экспериментальных данных от характеристики, полученной во время расчетов:
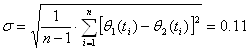
где θ1 (ti) - экспериментальное значении температуры в момент времени ti;
θ2 (ti) - расчетное (эквивалентное) значение уровня в момент времени ti;
n - число экспериментальных точек.
Таким образом, в дальнейших расчетах используем эквивалентный объект, описываемый дифференциальным уравнением 1-го порядка с самовыравниванием и запаздыванием со следующей передаточной функцией:
![]()
Величина коэффициента усиления объекта:
![]()
Безразмерные показатели объекта и переходного процесса:
τ/T0=100/600=0.17;
tрег/τ=3000/100=30.
Передаточная функция объекта будет иметь вид:
![]()
3. Выбор типового регулятора АСР и определение параметров его настройки для заданного технологического параметра
В любой АСР управляющее воздействие на объект регулирования формируется автоматическим регулятором в соответствии с принятым алгоритмом регулирования и требуемым качествам АСР. Необходимым условием надежной устойчивой работы АСР является правильный выбор типа регулятора и его настроек, гарантирующий требуемое качество регулирования. Существует множество методик выбора регулятора. Воспользуемся методикой, основанной на анализе вида передаточной функции объекта регулирования. В зависимости от свойств объектов управления, определяемых его передаточной функцией и параметрами, и предполагаемого вида переходного процесса выбирается тип и настройка линейных регуляторов.
Согласно данной методике при выборе типа регулятора сначала определяемся с видом переходного процесса, который хотят получить.
Апериодический (без перерегулирования), когда требуется исключить влияние регулирующего воздействия на другие переменные объекта.
С 20% -ным перерегулированием, при котором обеспечивается малое время переходного процесса.
С минимальной интегральной квадратичной оценкой, при которой обеспечивается наименьшее значение суммарного динамического отклонения (компромисс между быстродействием и устойчивостью системы).
Требуемое качество регулирования в процессе эксплуатации АСР, кроме безусловного требования устойчивости, определяется следующими критериями: минимальное время регулирования, отсутствие перерегулирования и др.
Выбор того или иного критерия оптимальности определяется технологическими требованиями к системе регулирования и является одной из первых задач по выбору типового регулятора. С экономической и в ряде случаев с технологической точки зрения наиболее целесообразно применять в качестве критерия оптимальности минимальную интегральную квадратичную оценку, так как реализация такого критерия почти всегда приводит к минимальным потерям при регулировании и к минимальным динамическим ошибкам. Однако, если параметры системы недостаточно точно известны или если они изменяются, то наличие в системе, настроенной по данному критерию, продолжительных колебаний может привести к неустойчивой работе регулятора или резонансным явлениям.
Наибольшим запасом по устойчивости обладают системы, настроенные по критерию с минимальным временем регулирования и без перерегулирования. Когда требуется исключить влияние регулирующего воздействия данной системы на другие величины сложного объекта, целесообразно, чтобы переходный процесс имел апериодический характер.
Вторым этапом по выбору регулятора является определение типа (закона) регулятора. Существуют различные таблицы, графики, номограммы по выбору регулятора, зависящие от динамических свойств объекта, относительной нагрузки, характера ее изменения, заданных показателей качества регулирования.
Основные области применения линейных регуляторов определяются с учетом следующих рекомендаций:
И-регулятор со статическим ОР - при медленных изменениях возмущений и малом времени запаздывания (τ/То< 0,1);
П-регулятор со статическим и астатическим ОР - при любой инертности и времени запаздывания, определяемые соотношением τ/То ≤ 0,1;
ПИ-регулятор при любой инертности и времени запаздывания ОР, определяемом соотношением τ/То ≤ 1;
ПД и ПИД - регуляторы при условии τ/То ≤ 1 и малой колебательности переходных процессов.
Учитывая то, что передаточная функция у меня имеет вид:
![]() ,
,
и τ/То = 0,17 можно сделать вывод, что в нашем случае (контур регулирования температурного режима обжига цементного клинкера) подходящим является ПИ-регулятор. Если при дальнейших расчетах окажется, что ПИ-регулятор не удовлетворяет заданным условиям, нам необходимо выбрать более сложный (и следовательно, более дорогой) ПИД-регулятор, который имеет лучшие показатели регулирования.
3.1 Определение параметров настройки ПИ - регулятора
Для определения параметров настройки ПИ - регулятора используем пакет прикладных программ для построения нелинейных систем управления Signal Constant, который реализует метод динамической оптимизации. Этот инструмент, строго говоря, представляющий собой набор блоков, разработанных для использования с Simulink, автоматически настраивает параметры моделируемых систем, основываясь на определённых пользователем ограничениях на их временные характеристики.
Типовой сеанс работы в среде Simulink с Использованием возможностей и блоков Signal Constant состоит из ряда стадий, описанных ниже.
В среде Simulink создается модель исследуемой динамической системы (в общем случае нелинейной).
Входы блоков Signal Constant соединяются с теми сигналами системы, на которые накладываются ограничения. Этими сигналами могут быть, например, выходы системы, их среднеквадратические отклонения и т.д.
В режиме командной строки МАТLAB
задаются начальные значения параметров подлежащих оптимизации, ![]() .
.
Двойным щелчком на пиктограмме Signal Constant данные блоки "раскрываются".
При помощи мыши нужным образом изменяются конфигурации и размеры областей ограничений для нужных сигналов системы.
Задаются неопределенные параметры системы, указываются их номинальные значения.
Процесс оптимизации системы инициализируется нажатием командой Start.
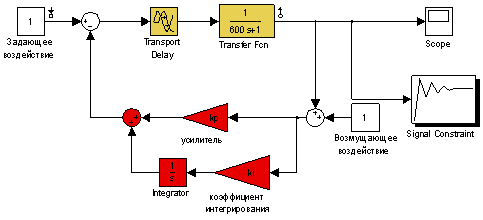
Рис.5. Структурная схема АСР, регулирования температурного режима обжига цементного клинкера с циклонным теплообменником, в Simulink.
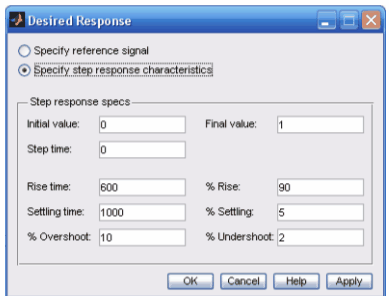
Рис. 6. Окно настройки параметров переходного процесса.
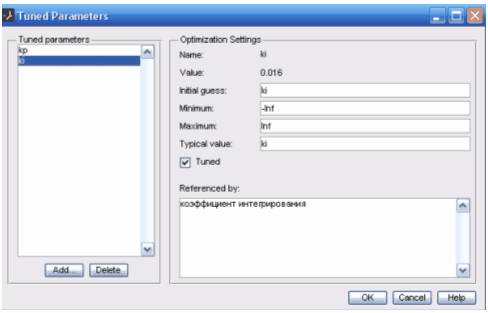
Рис. 7. Окно настройки параметров, подлежащих оптимизации.
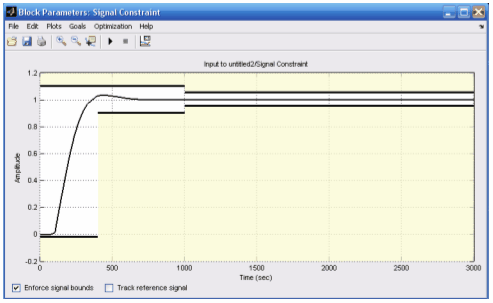
Рис. 8. Окно Signal Constant, процесс оптимизации параметров регулятора.
>> kp = 2.350
>> ki = 0.0160
4. Анализ динамических характеристик АСР при выбранном типе регулятора и найденных параметрах его настройки
Процесс оптимизации системы инициализируется нажатием командой Start.
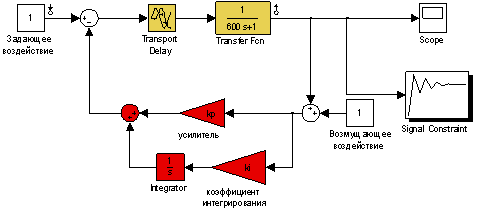
Рис. 9. Структурно-математическая схема АСР, регулирования температурного режима обжига цементного клинкера с циклонным теплообменником, в Simulink.
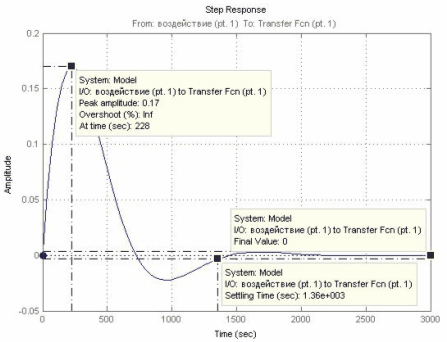
Рис. 10. Переходная характеристика системы по возмущению.
Из графика переходного процесса видно, что:
а) время регулирования tрег=1360 с;
б) статическая ошибка - 0
г) максимальная амплитуда 0,17
г) перерегулирование - Inf
Для определения запасов устойчивости по амплитуде и по фазе необходимо построить логарифмические амплитудную и фазовую характеристики (ЛАХ и ЛФХ). Для этого необходимо разомкнуть систему и по виду разомкнутой системы судить об устойчивости замкнутой.
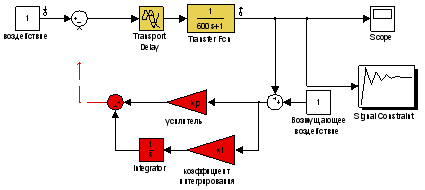
Рис. 11. Структурно-математическая схема АСР, регулирования температуры обжига цементного клинкера с разомкнутой обратной связью.
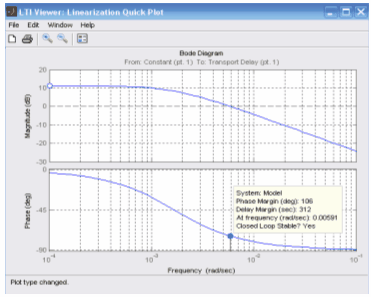
Рис. 12. ЛАХ и ЛФХ разомкнутой системы.
Из графика видно, что запас устойчивости по фазе - 106 градусов, система является устойчивой.
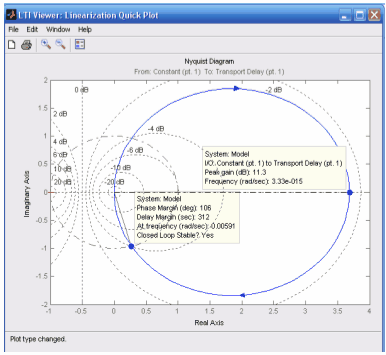
Рис. 13. АФЧХ разомкнутой системы
Из АФЧХ разомкнутой системы видно (рис.11), что годограф не охватывает точку с координатами (-1,j0) следовательно система устойчива в замкнутом состояние.
На основании полученных результатов можно сделать вывод, что регулятор и его параметры выбраны правильно и это обеспечивает требуемое качество регулирования.
5. Расчет одноконтурной цифровой АСР
Интенсивное развитие современных вычислительных средств привело к разработке и широкому использованию цифровых автоматических регуляторов и систем автоматического управления. Характерной их особенностью является квантование по времени и по уровню сигналов, поступающих в регулирующее устройство, обработка дискретной информации по запрограммированному алгоритму и преобразование квантованных регулирующих воздействий в кусочно-непрерывный сигнал для управления исполнительным механизмом.
|
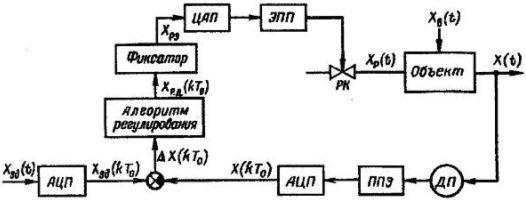
Рис. 14. Структурная схема одноконтурной цифровой АСР
Рассчитаем параметры дискретного регулятора по имеющимся значениям непрерывного регулятора:
Кр = 2.35
Ти = 60.
Такт квантования возьмем То=0,01*Тоб=0,01*100=1.0
То=1с.
Уравнение, описывающее динамику дискретного ПИ-регулятора:
Xp (k) =Xp (k-1) +q0ΔX (k) - q1ΔX (k-1)
Где k = k*To - дискретный аргумент.
По методу трапеций:
q0 = Kp * (1 + То / (2·Ти) = 2.35 * (1 + 1/ (2 * 60)) = 2.37
q1 = - Kp * (1 - То / (2·Ти) = - 2.35 * (1 - 1/ (2 * 60)) = - 2.33
Разностное уравнение, описывающий дискретный ПИ-регулятор:
![]()
6. Выбор технических средств автоматизации
6.1 Датчик температуры

Рис. 15. Термоэлектрические преобразователи 01.02
В качестве датчика температуры используется термоэлектрический преобразователь КТНН 01.02., разработанный российской компанией ООО ПК "Тесей". Данный датчик наиболее подходит для данной АСР температуры обжига цементного клинкера, т.к была необходима термопара с диапазоном температур от 0 до 1250 ºС. Кроме того этот датчик намного дешевле своих аналогов.
Предназначены для измерения температуры жидких, газообразных, сыпучих сред, а также поверхностей.
При установке на технологическом оборудовании сложной геометрии и труднодоступных местах допускается изгибать термопреобразователи по длине для размещения рабочего спая в требуемой зоне измерения (вплоть до сворачивания в петлю или спираль). Термопреобразователи выдерживает один цикл изгиба на угол 180° вокруг цилиндра диаметром, равным пятикратному диаметру кабеля d.
Термопреобразователи КТНН 01.02 диаметром 3 или 4.5 мм рекомендуется использовать в качестве контрольных при использовании ТП серии 21. ХХ с дополнительным каналом для бездемонтажной калибровки.
Рабочий спай термопреобразователей модификации 01.01 организован внутри кабеля со стороны рабочего торца, который заглушается металлической пробкой. С другого торца термопреобразователи оснащены клеммными головками или термопарными разъемами для подключения в измерительную цепь.
Термопреобразователи модификации 01.02-010 с клеммной головкой могут использоваться как самостоятельно, так и в качестве термочувствительных элементов (ТЭхх) для термопреобразователей в защитных чехлах.
Для термопреобразователей с диаметром кабельной части 0.5-3 мм используются мини-разъемы, для диаметров 3-6 мм - клеммные головки или стандартные разъемы.
Максимальный наружный диаметр компенсационного провода для мини-разъема - 4 мм, для стандартного разъема - 8 мм.
6.2 Регулятор температуры

Рис. 16. Регулятор МИНИТЕРМ 300
В качестве регулятора температуры был выбран автоматический регулятор МИНИТЕРМ 300, разработанный российской компанией ЗАО ТПА "ПРОМПРИБОР СЕРВИС".
Микропроцессорные регуляторы МИНИТЕРМ 300 предназначены для регулирования различных технологических параметров, например, температуры, давления, разрежения, уровня жидкости, расхода и т.п.
Применяются для автоматизации печей и сушильных камер; котлоагрегатов и систем теплоснабжения; водо- и воздухоподогревателей; климатических камер и кондиционеров; термостатов и стерилизаторов, установок для переработки пластмасс и пищевых продуктов, а также многих других процессов и установок. При этом во многих случаях используется программное регулирование (программный задатчик).
Основная отличительная особенность приборов - простота эксплуатации: оператор имеет доступ только к наблюдению за регулируемой величиной (например, температура в (C), изменению задания, ручному управлению и программному регулированию.
В модификации МИНИТЕРМ 300.21 термометры сопротивления подключаются непосредственно ко входу регулятора.
В модификации МИНИТЕРМ 300.31 термопары подключаются через устройство КХС-М, входящее в комплект регулятора и обеспечивающее компенсацию термо- Э.Д.С. холодных спаев.
Во всех модификациях сигналы постоянного тока 0-50 мВ подаются на входы регулятора непосредственно, а сигналы 0-10 В; 0-5 мА; 0 (4) - 20 мА - через устройства соответственно ВП10М; ВП05М; ВП20М. (В модификациях МИНИТЕРМ 300.31, МИНИТЕРМ 300.21 они поставляются по заказу потребителя).
В модификациях МИНИТЕРМ 300.21, МИНИТЕРМ 300.31 вместо одного из датчиков постоянного тока может подключаться реостатный (потенциометрический) датчик до 2,2 кОм.
В модификации МИНИТЕРМ 300.01 вместо трех датчиков постоянного тока могут подключаться реостатные (потенциометрические) датчики до 2,2 кОм.
Приборы МИНИТЕРМ 300.01, МИНИТЕРМ 300.21 и МИНИТЕРМ 300.31 заменяют приборы МИНИТЕРМ 300.0, МИНИТЕРМ 300.2, МИНИТЕРМ 300.3 соответственно.
Функциональные возможности:
ПИД, ПИ, ПД, П - регулирование с импульсным или аналоговым выходным сигналом, а также двухпозиционное регулирование;
возможность формирования программного задания в виде произвольной кусочно-линейной функции времени с четырьмя участками произвольного наклона (имеются специализированные модификации с другим количеством участков); логическое управление программным задатчиком (стоп, пуск, сброс);
возможность настраиваться автоматически на оптимальную динамику процессов регулирования перед включением в работу;
в импульсном регуляторе - возможность использования аналогового выхода в качестве сигнала, линейно зависящего от регулируемого параметра (например, для вывода на самописец);
защиту от обрыва цепи датчика (термопары, термометра сопротивления или датчика постоянного тока);
сигнализацию верхнего и нижнего предельных отклонений регулируемого параметра от заданного значения;
цифровую индикацию параметров в натуральных физических единицах или в процентах;
диагностику отказов регулятора.
Примечание. Градуировка термопары или термометра сопротивления, вид выхода и т.д. выбираются пользователем путем установки параметров регулятора.
6.3 Исполнительный механизм

Рис. 17. Клапан плавного регулирования SPC-2
В качестве исполнительного механизма был выбран клапан плавного регулирования, OOO "Альфа Лаваль",SPC-2 с электропневматическим приводом.
Регулирующие клапаны фирмы Альфа Лаваль - идеальный выбор, если требуется безупречное регулирование расхода или поддержание постоянного давления.
Применения:
SPC-2 - это клапан с плавной характеристикой, оборудованный электропневматическим приводом, отвечающий высоким санитарным требованиям и предназначенный для систем с трубопроводами из нержавеющей стали.
Клапан применяется для регулирования давления, расхода, температуры, уровня жидкости в емкости и т.п.
Принцип действия:
Клапан управляется дистанционно при помощи электрического сигнала и сжатого воздуха. По умолчанию поставляется нормально открытый клапан (NO), по заказу - нормально закрытый (NC). Электропневмопривод может быть легко перенастроен из нормально открытого в нормально закрытый.
IP-преобразователь, являющийся составной частью электропневмопривода, преобразует электрический сигнал в пневматический импульс. Гидравлические удары не оказывают влияния на преобразование сигнала. Пневматический импульс передается на встроенный позиционер, действие которого основано на компенсации приложенного давления усилием пружины. Благодаря этому положение поршня электропневмопривода прямо пропорционально входному сигналу. Выполняется индивидуальная регулировка нулевого положения штока и настройка привода на заданный диапазон входных сигналов.
Диапазон настройки выбирается путем установки соответствующей пружины.
Типовая конструкция:
Клапан состоит из корпуса, затвора, манжетного уплотнения, кожуха и внешнего электропневмопривода. Электропневмопривода с кожухом крепится к корпусу клапана при помощи clamp-соединения.
Существенным достоинством электропневмопривода является использование встроенных IP-преобразователя и позиционера. Все движущиеся части находятся под кожухом привода и защищены от загрязнения и механических повреждений. Привод имеет минимальное количество движущихся частей.
Заключение
Техническое перегружение и перевооружение, ускоренное внедрение новых интенсифицированных технологических процессов невозможно без использования современного высокопроизводительного оборудования комплексной автоматизации. Разработка и внедрение автоматизированных систем управления технологическими процессами на предприятиях промышленности позволяет решать задачи оперативного управления производством.
Характерной особенностью современного этапа автоматизации технологических процессов является то, что она опирается на революцию в электронно-вычислительной технике, на самый высокий уровень использования микропроцессорных технологий, а также на быстрое развитие робототехники и быстрых производственных систем.
В данной работе, была разработана функциональная схема АСР температуры обжига цементного клинкера с циклонным теплообменником. При выполнения практической части была определена передаточная функция объекта по виду экспериментальной и эквивалентной кривых, выбран ПИ-регулятор, подобраны его коэффициенты в среде MatLab и в частности в пакете Simulink, при этом установлено, что смоделированная система удовлетворяет заданным требованиям к устойчивости и заданным показателям качества.
Автоматизируя процесс обжига цементного клинкера с циклонным теплообменником, мы использовали современные средства измерения технических величин и управления ими, тем самым добились наблюдаемости основных технологических параметров производственного процесса и потенциальной управляемости производственного процесса в автоматическом режиме. Что позволяет человеку отстраниться от процесса управления при сохранении и увеличении производительности производства и росте качества выпускаемой продукции, что приведёт к желаемому экономическому эффекту.
Таким образом требования предъявляемые к курсовому проекту были выполнены.
Список используемой литературы
1. ТЕХНИЧЕСКИЕ СРЕДСТВА АВТОМАТИЗАЦИИ: Методические указания по выполнению курсовых работ и учебно-методические материалы к самостоятельной работе и индивидуальным заданиям/С.Ф. Абдулин. - Омск: Из-во СибАДИ, 2005. - 84 с.
2. Абдулин С.Ф. Системы автоматики предприятий стройиндустрии: Учебное пособие - Омск: Изд-во СибАДИ, 2007. - 643 с.
3. Лисиенко В.Г., Шероков Я.М., Ладыгичев М.Г. Вращающиеся печи. Теплотехника, управление и экология: справочное издание в 2-х книгах, М.: Теплотехник, 2004 г.
4. Древицкий Е.Г. Повышение эффективности работы вращающихся печей. М., Стройиздат, 1990.
5. Силенок С.Г., Гризак Ю.С., Лямин В.Н. Печные агрегаты цементной промышленности. М.: Машиностроение, 1984.
6. Интернет ресурсы:
7. www.tesey.com;
8. www.asutp.ru;
9. www.ttc-nikai.ru;
10. www.procement.com;
11. www.kipinfo.ru;
12. www.exponenta.ru.
Список аппаратных и программных средств
Аппаратные средства:
IBM PC;
принтер HP Laser Jet 1018.
Программные средства:
Microsoft Windows XP Professional версия 2002 Service Pack 3;
Microsoft Office 2003;
MATLAB 7.6.0 (R2008a);
Компас 3-D V9;
Mozilla Firefox.
Приложение 1
| № |
Наименование параметра |
Номинальное значение параметра | Место установки ТСА |
Наименование и характеристики ТСА |
Тип ТСА | Кол-во | Завод-изготовитель |
| 1 | Температура |
12000С |
По месту | КТНН | Термоэлектрические преобразователи 01.02 | 5 | ООО ПК "Тесей" |
| 2 | Расход | - | На щите | Регулятор | Регулятор МИНИТЕРМ 300 | 1 | ЗАО ТПА "ПРОМПРИБОР СЕРВИС". |
| 3 | Диаметр условного прохода | 0,25 | По месту | Исполнительный механизм |
Клапан плавного регулирования SPC-2 |
2 | OOO "Альфа Лаваль" |