
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Разработка конструкторско-технологической документации на изготавление мужского пиджака в потоке
Курсовая работа: Разработка конструкторско-технологической документации на изготавление мужского пиджака в потоке
ВВЕДЕНИЕ
Швейная промышленность является одной из крупнейших отраслей легкой промышленности. Главная задача - удовлетворение потребности людей в одежде высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно технического прогресса, роста производительности труда, всемерного улучшения качества работы, совершенствования труда и производства. При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов швейных изделий. Современная швейная отрасль, выпускающая одежду массового производства, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений.
Совершенствование швейного производства предусматривает внедрение высокопроизводительного оборудования, поточных линий, расширение ассортимента и улучшение качества одежды, выпуск изделий, пользующихся повышенным спросом. Ассортимент швейных изделий должен обновляться в результате расширения ассортимента и улучшения качества сырьевой базы швейной промышленности. Технология современного швейного производства все более становится механической, ее эффективность в первую очередь зависит от применяемого оборудования. Решение задач, стоящих перед швейной промышленностью требует больших и глубоких знаний от технологов. Без этих знаний невозможно внедрять новые технологические процессы швейного производства, необходимые для изготовления одежды высокого качества.
При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов швейных изделий.
Современная швейная отрасль, выпускающая одежду массового производства, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений.
Ассортимент швейных изделий обновляться в результате расширения ассортимента и улучшения качества сырьевой базы швейной промышленности.
Технология современного швейного производства все более становится механической, ее эффективность в первую очередь от применяемого оборудования.
Целью и задачей данной курсовой работы является разработка конструкторско-технологической документации на изготовление мужского пиджака в потоке.
1. ОСОБЕННОСТИ ВЫБОРА МОДЕЛИ
Конечно, нельзя сказать, что в моде начала XXI века вообще нет никаких правил и перемен. Нет тотальных, кардинальных изменений. Но существуют четкие тенденции развития моды, и с ними надо считаться, чтобы не «выпасть из времени». Это, однако, не мешает придерживаться своего собственного стиля, соответствующего личной философии и образу жизни.
Лучший способ выстоять в поединке с изменчивой и подчас безумной модой – ударить по ней старой доброй классикой. Ведь несмотря на многочисленные попытки модельеров склонить одежду строгих форм в сторону спорта, романтики, брутальности или фольклора консервативный стиль благополучно выстоял, доказав тем самым, что для мужчины нет ничего лучше, чем классический пиджак, который идеализирует фигуру, выгодно подчёркивая контраст между широкими плечами и узкой талией. Хорошо сшитый пиджак является порой вещью незаменимой. Ведь в нём мужчина всегда произведёт впечатление элегантного, серьёзного и вызывающего доверие человека.
В данном случае каких-то основных тенденций выявить практически не возможно, так как нет общего единства в умах дизайнерах по этому вопросу. Однако большая часть остановилась все же на двубортных моделях. Такой пиджак подчеркивает зрелость его владельца. Очередное появление двубортного пиджака в мужской моде 2009 года становится практически символом возрождения стиля 60-х гг.
В мужской одежде нет такого разнообразия длин, фасонов и расцветок, как в женской, большое внимание уделяется качеству и фактуре материала, линиям кроя и посадке на фигуре. Основные требования к мужскому костюму: длина пиджака определяется ростом и пропорциями фигуры и равняется приблизительно половине от общей длины костюма, воротник пиджака плотно прилегает к вороту рубашки, который должен быть выше воротника пиджака не менее чем на 1см; рукава пиджака достигают середины косточки запястья, чтобы рукав рубашки выглядывал на 1,5-2см (поэтому с деловым костюмом не носят рубашки с коротким рукавом); когда подбираются пиджак, рубашка и галстук, в них могут присутствовать только два рисунка одновременно.
Описание внешнего вида:
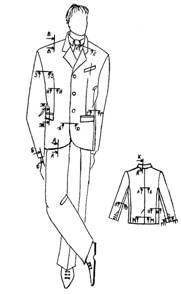
Проектируемая модель - мужской пиджак с центральной застежкой закругленными внизу бортами, для повседневной носки из полушерстяной ткани темно-серого цвета для мужчин средней возрастной группы, полуприлегающего силуэта с втачным покроем рукава, с застежкой на 3 петли и пуговицы.
Перед – с вытачками, отрезными боковыми частями, на переде горизонтально на уровне линии талии располагаются боковые прорезные карманы с двумя обтачками и клапаном. В верхней левой части на уровне линии груди располагается прорезной карман с листочкой.
Спинка – со средним швом, заканчивающийся шлицей и несколько смещенными в сторону боковыми швами.
Воротник – отложной пиджачного типа
Рукав – втачной двухшовный, с отлетной шлицей на три петли и пуговицы.
Рекомендуемые размеры и роста:
Рост: 182 - 188
От: 76 - 80
Полнотная группа: первая
Проектируемый размер:188-96-80
На рисунке 1.1 представлен проектируемый мужского пиджака в соответствии с направлением моды.
В таблице 1.1 представлен перечень деталей кроя из материалов верха, подкладки и прокладочных тканей с изображением схем деталей и указанием нитей основы и допустимых отклонений от нее.
Таблица 1.1 – Спецификация деталей кроя.
| Код детали | Наименование детали | Схема деталей с указанием направления нитей основы | Величина допустимых отклонений от нитей основы | Количество деталей кроя |
| 1 | 2 | 3 | 4 | 5 |
| Основной материал: | ||||
| 01 | Перед |
|
1 | 2 |
| 02 | Бочок |
|
1 | 2 |
| 03 | Подборт |
|
5 | 2 |
| 04 | Спинка |
|
2 | 2 |
| 05 | Верхняя часть рукава |
|
4 | 2 |
| 06 | Нижняя часть рукава |
|
6 | 2 |
| 07 | Клапан |
|
8 | 2 |
| 08 | Верхний воротник |
|
1 | 1 |
| 09 | Нижний воротник |
|
0 | 2 |
| 10 | Листочка |
|
8 | 1 |
| 11 | Обтачка кармана |
|
1 | 4 |
| Детали из подкладочного материала: | ||||
| 12 | Перед |
|
1 | 2 |
| 13 | Спинка |
|
1 | 2 |
| 14 | Бочок |
|
1 | 2 |
| 15 | Верхняя часть рукава |
|
5 | 2 |
| 16 | Нижняя часть рукава |
|
5 | 2 |
| 17 | Подкладка внутреннего нагрудного кармана |
|
2 | 2 |
| 18 | Подкладка кармана |
|
2 | 6 |
| 19 | Подкладка листочки цельновыкроенной с подкладкой кармана | 2 | 1 | |
| Детали из прокладочного материал: | ||||
| 20 | Прокладка переда |
|
5 | 2 |
| 21 | Прокладка верхней части спинки |
|
5 | 2 |
| 22 | Дополнительная бортовая прокладка |
|
||
| 23 | Клеевая кромка по линии перегиба лацкана |
|
0 | 2 |
| 24 | Прокладка в область верхней части оката рукава |
|
5 | 2 |
| 25 | Прокладка в область нижней части оката рукава |
|
||
| 26 | Прокладка в нижний воротник |
|
5 | 2 |
| 27 |
Прокладка в углы верхнего воротника
|
|
5 | 2 |
| 28 | Прокладка в листочку |
|
- | 1 |
| 29 | Прокладка в подборт |
|
- | 2 |
| 30 | Прокладка в бочок |
|
5 | 2 |
| 31 | Прокладка в клапан |
|
- | 2 |
| 32 | Прокладка шлицы |
|
5 | 2 |
| 33 | Кромка шлицы | - | 2 | |
| 34 | Прокладка внизу спинки |
|
5 | |
| 35 | Прокладка внизу верхней и нижней части рукава |
|
5 | 2 |
| 36 | Долевик кармана | |||
















Рисунок 1.1- Проектируемая модель мужского пиджака.




2. ХАРАКТЕРИСТИКА СПОСОБОВ ФОРМООБРАЗОВАНИЯ И ОБОСНОВАНИЕ ВЫБОРА МАТЕРИАЛОВ
Качество материалов, определяемое показателями физико-механических, гигиенических и эстетических свойств, должно соответствовать требованиям к данному ассортименту изделий. Поэтому при проектировании и создании качественной одежды необходимо уделять особое внимание подбору используемых материалов. Основными материалами для изготовления мужских костюмов являются шерстяные и полушерстяные ткани и формоустойчивые трикотажные полотна. По ассортименту применяемых подкладочных, прокладочных и прикладных материалов изделия должны соответствовать утвержденной нормативно-технической документации.
Ассортимент шерстяных тканей отличается большим разнообразием. По способу производства шерстяные ткани делятся на камвольные (гребенные) и суконные (тонкосуконные и грубосуконные). Камвольные шерстяные ткани могут быть чистошерстяными и полушерстяными - в смеси с другими волокнами.
Полушерстяная камвольная ткань составляет основную группу тканей, использующихся для изготовления костюмов, пиджаков, комплектов.
Лучшей тканью считается тонкая шерсть. Если из соображений практичности- шерсть с лайкрой, лавсаном. В данном случае в качестве основного материала выбрана полушерстяная ткань с лавсаном: с 65%-ным содержанием шерсти и 35%-ным содержанием лавсана. Для этой группы часто используются вискозные нити (линейная плотность 16,6 текс) или комплексные профилированные капроновые нити (линейная плотность 2,22 текс). Ткани с лавсаном вырабатывают преимущественно из пряжи линейной плотностью 22,2 текс х2, в отдельных случаях – из пряжи линейной плотности 31,2 текс; 30,3 текс х2; 29,4 текс х2; 25,0 текс х2; 23,8 текс х2. Основные виды переплетений, используемых в тканях с лавсаном – комбинированное, полотняное, креповое. Применяются также переплетения сатиновое, саржевое, рогожка. Плотность тканей данного вида находится в диапазоне по основе 192-353 нити на 10 см, по утку 173-250 нитей. Поверхностная плотность полушерстяных тканей с лавсаном 180-300 г/м2. Подкладочный материал должен состоять из 100% вискозы.
Огромное значение для внешнего вида и для его долговечности имеют клеевые материалы, использующиеся при производстве изделий.
Хорошая вещь может получиться только при грамотном подборе прикладных материалов для каждой конкретной ткани в индивидуальном порядке, так как это очень влияет на формоустойчивость, износостойкость, увеличение срока службы изделия, включая многоразовые химчистки, и эргономичность.
Влияние конструктивного решения модели на выбор материалов определяется способом формообразования основных деталей, выбор которого зависит от структуры и волокнистого состава материала, его свойств и формы детали потребительские и промышленные требования, предъявляемые к нему.
Детали швейного изделия имеют сложную пространственную форму, которая в процессе технологической обработки достигается различными способами: конструктивными, влажно-тепловой обработкой или комбинированным. В таблице 2.1 дана характеристика наиболее целесообразных способов образования и закрепления формы основных деталей изделия.
Таблица 2.1 – Характеристика способов образования пространственной формы основных деталей мужского пиджака.
| Детали | Способ формообразования | Способ закрепления формы | Рекомендуемые материалы | ||
| основной | прокладочный | подкладочный | |||
| 1 | 2 | 3 | 4 | 5 | 6 |
|
Перед и отрез ной бочок |
конструктивный и ВТО |
фронтальное дублирование, применение дополнительной бортовой прокладки, кромок по линии перегиба лацкана, |
полушерстяная |
прокладочная ткань из вискозных нитей в основе и утке с малоусадочной отделкой с полиамидным клеевым покрытием |
Подкладочная ткань из лавсановых вискозных нитей в основе и утке. |
| спинка | конструктивный и ВТО |
дублирование в области лопаток, шлицы, внизу |
полушерстяная |
с клеевым покрытием, клеевая кромочная ткань |
Подкладочная ткань из лавсановых вискозных нитей в основе и утке. |
| рукав |
конструктивный и ВТО |
дублирование оката рукава, низа, соединение подокатника с окатом рукава |
полушерстяная |
с клеевым покрытием, клеевая кромочная ткань |
Подкладочная ткань из лавсановых вискозных нитей в основе и утке. |
| Верхний ворот ник | ВТО | дублирование углов | полушерстяная | прокладочная ткань из вискозных нитей в основе и утке с малоусадочной отделкой с полиамидным клеевым покрытием | - |
|
Нижний ворот ник |
ВТО | фронтальное дублирование | полушерстяная |
прокладочная ткань из вискозных нитей в основе и утке с малоусадочной отделкой с полиамидным клеевым покрытием |
- |
Материал должен соответствовать основным свойствам потребительским и промышленным требованиям, предъявляемым к изделию. Характеристику материалов, рекомендуемых для изготовления мужского пиджака, ниток и фурнитуры представлены в таблице 2.2.
Таблица 2.2 – Прейскурантная характеристика рекомендуемых тканей.
| Наименование артикула | Волокнистый состав | Розничная цена | Плотность на 10см | Линейное заполнение | Ширина, см |
Поверхностная плотность,1г/м2 |
переплетение | усадка | ||||
| О | У | О | У | О | У | О | У | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Основной материал: | ||||||||||||
| Полушерстяная арт 1232 | Шерсть 75% | Лавсан 25% | 360,0 | 192 | 173 | 100 | 110 | 150 | 230 | креповое | 3,5 | 2,0 |
| Подкладочный материал | ||||||||||||
| основа НВИС, уток-НАц,арт3216 | Вискоза | полиамид | 80 | 507 | 305 | 13, 3 | 16, 6 | 95 | 140 | саржевое | 1,0 | 1,0 |
| Прокладочный материал | ||||||||||||
|
прокладочная арт 86040 |
лавсан 67 % |
вискоза 33% |
50 | 100 | 100 | - | - | 105 | 106 |
саржа равносторонн яя |
1,0 | 1,0 |
| Фурнитура: | ||||||||||||
| Нитки | армированные | хлопок | 9,0 | - | - | - | - | - | - | - | - | |
| Пуговицы | - | - | 25,0 | - | - | - | - | 3,5 | - | - | - | - |
3. ВЫБОР ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ ОБРАБОТКИ
Для выбранных основных, подкладочных и прокладочных материалов в соответствии с их свойствами представляются технологические режимы обработки, обеспечивающие высокое качество проектируемого изделия.
Параметры ниточных соединений, которые используются при обработке разных узлов мужского пиджака, представлены в форме таблицы 3.1.
Таблица 3.1 – Характеристика машинных строчек, применяемых при изготовлении мужского пиджака.
| Вид материала | строчка | Число сте жков на 10мм строчки | Торговый номер (результирующая линейная плотность, текс) швейных ниток | Номер иглы (ГОСТ 22249-82…) | |||
| х/б | Армировн | Лавсановых | Капроновых | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Ткань пиджачная полушерстяная | Стачивающая однолинейнаяя строчка двухниточным переплетением; петельная/ зигзагообразная двухниточным челночным переплетением |
4-5 4-10 10-12 |
- - - |
44лх(45) - 44лх(45) |
- 2л, 33л (24,5; 37,5) |
- - - |
90, 100 90, 100 90, 100 |
| Ткань подкладочная вискоза | Стачивающая однолинейная с двухниточным челночным переплетением | 3-4 | - | 44лх(45) | - | - | 90, 100 |
| Прокладочный материал | Стачивающая однолинейная с двухниточным челночным переплетением | 3-4 | - | - | - | 90, 100 | |
Режимы влажно-тепловой обработки и параметры клеевых соединений представлены в таблице 3.2 и таблице 3.3.
Таблица 3.2 – Режимы влажно - тепловой обработки.
| Вид материала | Температура при обработке | Масса утюга, кг | Усилие прессования, Мпа | Время обработки, с | ||
| На прессе | утюгом | На прессе | утюгом | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Основной материал | 150 | 180 | 6-8 | 30 | 10 | 30 |
| Подкладочный материал | - | 150 | 2-2,5 | 30 | 15 | 30 |
Таблица 3.3 – Режим склеивания материалов.
| Вид прокладочного материала |
Поверхностная плотность клеевого м-ла, г/м2 |
Назначение клеевого материала |
Температура прессующей поверхности, 0С |
Давление, Мпа | Время прессования, с |
| 1 | 2 | 3 | 4 | 5 | 6 |
| клеевой материал | 70 | Дублирование мелких деталей, фронтальное дублирование | 150-160 | 0,03-0,04 | 10 |
| Клеевая кромочная ткань | 70 | Закрепление срезов краев деталей прокладывание по линии перегиба лацкана | 130-140 | 0,03-0,04 | 20-30 |
4. СОСТАВЛЕНИЕ СХЕМЫ ПОСЛЕДОВАТЕЛЬНОСТИ СБОРКИ ИЗДЕЛИЯ
Обработка и сборка изделий выполняется в соответствии с типовой схемой последовательности сборки с учетом фасонных и конструктивных особенностей модели. При изготовлении изделия в условиях серийного производства на последовательность сборки оказывают влияние организационные факторы в зависимости от мощности потока. В потоках средней, большой мощности выделили специализированные технологиические участки или секции: заготовительную, монтажную и секцию влажно-тепловой обработки и окончательной отделки изделий.
В заготовительной секции сосредоточены операции по заготовке отдельных деталей и узлов, т.е. операции связанные с обработкой модельных особенностей швейных изделий. В монтажную секцию внесены наиболее стабильные операции, обработка начинается с соединения боковых срезов изделия и обработки бортов. Операции по монтажу изделия и окончательной отделке – в заключительной части схемы.
Сборка мужского пиджака представлена в соответствии с рисунком 5.1.
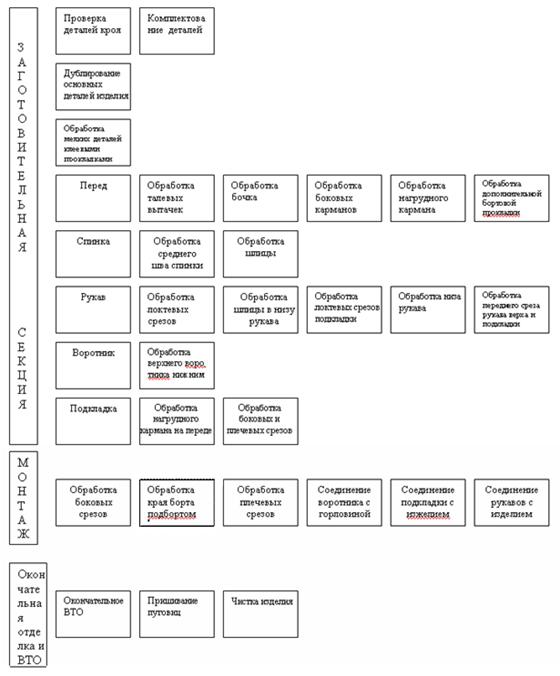
Рисунок 5.1 – Схема последовательности сборки мужского пиджака
5. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОЕКТИРУЕМОГО ИЗДЕЛИЯ
Эффективность производства швейных изделий во многом определяется выбранными методами обработки. Из возможных вариантов обработки каждого узла данного изделия выбирают такие, которые могут быть использованы в разрабатываемом (проектируемом) технологическом процессе. Методы обработки устанавливаются с учетом применяемого оборудования и приспособлений.
Одновременно с выбором методов обработки выбирают оборудования, оптимальных режимов его работы и приспособлений на каждой операции.
Методы обработки одних и тех же узлов многовариантны. Поэтому необходимо в каждом конкретном случае выбрать наиболее оптимальный вариант, который, обеспечивая высокое качество обработки детали или узла, позволял бы снизить затраты времени и наиболее полно использовать производительность оборудования.
Экономическую эффективность применения нового высокопроизводительного оборудования или новых методов обработки оценили по показателям:
1) процент снижения затрат времени на обработку Рсз,% :
Рсз = (tс - tпр ) 100 / tс ( 1)
2) процент повышения производительности труда Рпт,%:
Рпт = (tc - tпр) 100 / tпр , (2)
где tс - затраты времени на обработку сборочной единицы изделия по существующей технологии; с;
tпр -затраты времени на обработку сборочной единицы изделия по проектируемой технологии, с.
Так как указанные показатели рассчитаны на обработку одного узла или сборочной единицы, необходимо произвести их перерасчет по отношению к трудоемкости изделия, используя величину удельной трудоемкости узла в изделии u:
u=tузла/ Т изд , ( 3)
где tузла - затраты времени на обработку узла по проектируемой технологии, с;
Тизд - затраты времени на обработку изделия по проектируемой технологии, с;
u - удельная трудоемкость узла в изделии.
Тогда:
Рсз изд = Рсз узла . u;
Рпт изд = Р пт узла . u .
Одним из наиболее важных показателей при изготовлении одежды является качество обработки. Для оценки стабильности качества можно использовать степень механизации см, который показывает уровень применения универсального, специального и специализированного оборудования в технологическом процессе в целом и при обработке отдельных узлов.
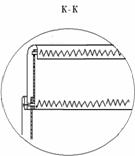
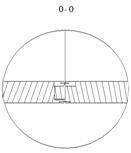
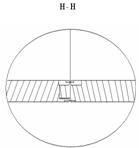
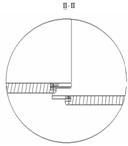
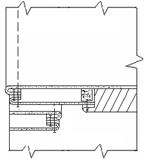
Возможные варианты обработки узлов проектируемого изделия представлены на рисунках 5.1, 5.2, 5.3, 5.4.
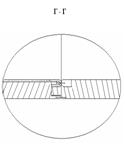
А – существующий; Тс=540 Б – проектируемый; Тп=482
Рисунок 5.1 – Варианты обработки нагрудного кармана с листочкой.
Таблица 5.1.1 - Технологическая последовательность обработки нагрудного кармана с листочкой.
| № операции | Наименование операции | Специальность |
Ра- зряд |
Затрата времени, с | Оборудование, приспособление | |
| Существующий метод | Проектируемый метод | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Наметить место расположения кармана | Р | 3 | 63 | 63 | Линейка, мел |
| 2 | Соединить прокладку с листочкой | См | 1 | 27 | - | 426 ЗАО ЗПШМ г. Подольск РФ |
| 2а | Соединить листочку с клеевой прокладкой | П | 3 | - | 21 | Стол утюжильный СS- 394К+395 /11 |
| 3 | Наметить линию сгиба листочки | Р | 2 | 9 | - | Мел, лекало, |
| 4 | Заутюжить листочку по намеченным линиям | У | 3 | 40 | - | Стол утюжильный СS- 394К+395 /11 |
| 5 | Нанести на листочке линию притачивания подкладки | Р | 2 | 9 | 9 | Мел, лекало, |
| 6 | Притачать подкладку кармана к шву притачивания листочки на перед | М | 1 | 13 | - | 131-121+50 АО «Орша» Беларусь |
| 6а | Притачать подкладку к верхнему краю листочки | м | 3 | - | 10 | 131-121+50 АО «Орша» Беларусь |
| 7 | Стачать боковые стороны листочки | м | 2 | 26 | 26 | 131-121+50 АО «Орша» Беларусь |
| 8 | Подрезать швы в углах листочки | р | 1 | 5 | 5 | ножницы |
| 9 | Вывернуть листочку на лицевую сторону, выправить углы | р | 1 | 35 | 35 | Спецколышек |
| 10 | Приутюжить листочку | у | 3 | 18 | 18 | Стол утюжильный СS- 394К+395 /11 |
| 11 | Нанести на листочке линии притачивания ее к детали переда | р | 2 | 15 | 15 | Мел, лекало, |
| 12 | Нанести на левую часть переда линии расположения верхнего кармана | р | 3 | 63 | 63 | Мел, лекало, |
| 13 | Притачать листочку к детали переда | м | 4 | 60 | 60 | 131-121+50 АО «Орша» Беларусь |
| 14 | Выполнить надсечки в концах шва притачивания листочки | р | 1 | 7 | 7 | ножницы |
| 15 | Притачать подкладку листочки к детали переда | м | 4 | - | 35 | 131-121+50 АО «Орша» Беларусь |
| 16 | Притачать подкладку с подзором к детали переда | м | 4 | 33 | - | 131-121+50 АО «Орша» Беларусь |
| 17 | Разрезать деталь переда по линии входа в карман между строчками и в концах кармана | р | 4 | 16 | 16 | ножницы |
| 18 | Выполнить надсечки в концах шва притачивания подзора | р | 4 | 7 | 7 | ножницы |
| 19 | Вывернуть подкладку кармана в сторону изнанки переда | р | 4 | 7 | 7 | - |
| 20 | Стачать срезы подкладки кармана | М | 2 | 20 | 20 | 131-121+50 АО «Орша» Беларусь |
| 21 | Приутюжить верхний карман с листочкой | у | 3 | 32 | 32 | Стол утюжильный СS- 394К+395 /11 |
| Итого | 540 | 482 | ||||
Проанализировав два методов обработки верхнего нагрудного кармана с листочкой можно сделать вывод, что сокращение затрат времени на 58с произошло за счет замены оборудования при соединении листочки с клеевой прокладкой, и за счет притачивания подкладки кармана к верхнему краю листочки.
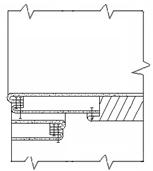
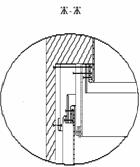
А – существующий ; Тс=670 Б – проектируемый; Тп=471
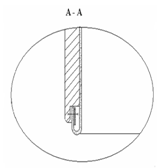
Рисунок 5.2 – Варианты обработки края борта подбортом.
Таблица 5.1.2
Технологическая последовательность обработки края борта.
| № операции | Наименование операции | Специальность | Ра-зряд | Затрата времени, с | Оборудование, приспособление | |
| Существующий метод | Проектируемый метод | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Соединение подбортов с клеевой прокладкой в области лацкана | Пр | 3 | - | 18 | Пресс СS-371 КМН-1+12-36А 956А «Паннония» Венгрия |
| 1а | Соединение прокладки с подбортом прокладывая клеевую кромку по срезу | М | 1 | 150 | - | 131-121+50 АО «Орша» Беларусь |
| 2 | Нанести линии обтачивания углов лацканов и бортов на деталях переда | р | 3 | 18 | 18 | Карандаш, лекало |
| 3 | Обтачать лацканы и борта | м | 4 | 150 | 150 | 131- 421- +100 АО «Орша» Беларусь |
| 4 | Подрезать швы обтачивания лацканов и низа бортов | Р | 2 | 23 | 23 | Ножницы |
| 5 | Выполнить надсечки на швах обтачивания бортов по линии сгиба лацканов | Р | 1 | 80 | 80 | Ножницы |
| 6 | Вывернуть борта на лицевую сторону | Р | 2 | 38 | 38 | спецколышек |
| 7 | Настрочить швы обтачивания лацканов и бортов | М | 4 | - | 89 | 131-32+100 АО «Орша» Беларусь |
| 8 | Выметать край борта и лацкан | С | 3 | 70 | 70 | Машина 2222кл ПО «Промшвеймаш» |
| 9 | Проложить отделочную строчку по краю борта | М | 4 | 120 | - | 131-32+100 АО «Орша» Беларусь |
| Удалить нить выметывания бортов | Р | 1 | 21 | 21 | спецколышек | |
| Итого | 670 | 471 | ||||
Проанализировав существующий и проектируемый методы обработки края борта можно сделать вывод, что сокращение затрат времени на 199 с произошло за счет настрачивания припуска на обработку края борта подбортом и замены оборудования при соединение подбортов с клеевой прокладкой в проектируемом методе.
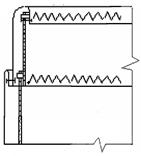
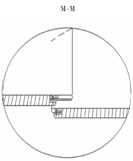
А – существующий; Тс=344 Б – проектируемый; Тп=306
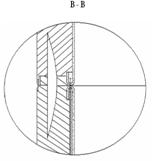
Рисунок 5.3 – Варианты обработки воротника.
Таблица 5.1.3 - Технологическая последовательность обработки воротника.
| № операции | Наименование операции | Специальность | Разряд | Затрата времени, с | Оборудование, приспособление | |
| Существующий метод | Проектируемый метод | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Уточнить контуры нижнего воротника и расположение надсечек по лекалу, подрезать неровности по срезам нижнего воротника | р | 3 | 60 | 60 | Мел, лекало, ножницы |
| 2 | Выполнить формование нижнего воротника | у | 2 | 48 | 48 | СS-394КЕ+1392 «Паннония» Венгрия |
| 3 | Соединить концы верхнего воротника с клеевой прокладкой | М | 3 | 18 | 18 | 131-32+100 АО «Орша» Беларусь |
| 4 | Соединение верхнего воротника со стойкой | М | 3 | 38 | - | 131-32+100 АО «Орша» Беларусь |
| 5 | Настрочить верхний воротник на нижний по отлету | с | 3 | 45 | 45 |
426 ЗАО ЗПШМ г. Подольск РФ 1-61 МОМЗ ЦНИИШП |
| 6 | Нанести контрольные линии на нижнем и верхнем воротнике | р | 3 | 17 | 17 | Лекало, карандаш |
| 7 | Притачать концы верхнего воротника к нижнему воротнику | м | 3 | 40 | 40 | 131-32+100 АО «Орша» Беларусь |
| 8 | Подрезать швы в углах воротника | р | 1 | 10 | 10 | Ножницы |
| 9 | Вывернуть углы воротника на лицевую сторону и выправить | р | 1 | 18 | 18 | - |
| 10 | Выметать воротник по концам и отлету | С | 3 | 30 | 30 | Машина 2222кл ПО «Промшвеймаш» |
| 11 | Приутюжить воротник | У | 3 | 20 | 20 | Стол утюжильный СS- 394К+395 /11 |
| Итого: | 344 | 362 | ||||
На основе проведенного анализа методов обработки воротника можно сделать вывод, что сокращение затрат времени на 38с произошло за счет того что в проектируемом методе стойка цельнокроеная с воротником;

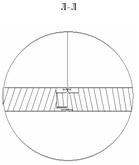
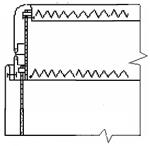
А – существующий; Тс= 302 Б – проектируемый; Тп=277
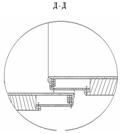
Рисунок 5.4 – Варианты обработки шлицы в спинке.
Таблица 5.1.4
Технологическая последовательность обработки шлицы на спинке.
| № операции | Наименование операции | Специальность | Ра-зряд | Затрата времени, с | Оборудование, приспособление | |
| Существующий метод | Проектируемый метод | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Соединить подкладку шлицы с нижним припуском шлицы прокладывая клеевую кромку | М | 3 | 58 | - | Машина 97А Кл ПО «Про мшвеймаш» |
| 2 | Дублирование нижнего припуска шлицы | П | 3 | - | 33 | СS-371 КМН-1+12+ 36+956А «Паннония» Венгрия |
| 3 | Стачать средний шов спинки и верхнего края припуска на обработку шлицы | М | 3 | 34 | 34 | Машина 397М касса ПО «Промшвеймаш» |
| 4 | Уточнить положение надсечек в уступе шлицы | Р | 1 | 6 | 6 | ножнецы |
| 5 | Стачать углы шлицы на левой и правой половинках спинки | М | 3 | 25 | 25 | Машина 397М касса ПО «Промшвеймаш» |
| 6 | Вывернуть углы шлицы | Р | 1 | 17 | 17 | спецколышек |
| 7 | Притачать подкладку к боковым сторонам шлицы, прокладывая кромку, к верхней стороне шлицы и стачать подкладку верха шлицы | М | 3 | 82 | 82 | Машина 397М касса ПО «Промшвеймаш» |
| 8 | Приутюжить шлицу и подкладку по шлице | У | 5 | 80 | 80 | Стол утюжельный СS- 394К+395 /11 |
| Итого | 302 | 277 | ||||
На основе проведенного анализа методов обработки шлицы можно сделать вывод, что сокращение затрат времени на 35с произошло за счет применяемого оборудования при закреплении клеевой кромки по припуску шлицы.
Технологическая характеристика швейных машин представлена в таблице 5.2.
Технологическая характеристика оборудования для влажно – тепловой обработки представлена в таблице 5.3.
Таблица 5.2 - Технологическая характеристика швейных машин
| Назначение оборудования | Вид обрабатываемых материалов | Класс, тип, марка оборудования, предприя-тие-изгото-витель | Вид строчки | Максимальное кол-во стежков в минуту | Максимальная длина стежка, мм | Максимальная толщина материалов под лапкой машины, мм | Исполнительный орган перемещения материала | Возможность выполнения закрепки | Дополнительные данные |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Одноигольные машины выполняющие прямую строчку | |||||||||
| Стачивание настрачивание, застрачивание, втачивание деталей |
Средне-тяжелые ткани, костюмные Средне-тяжелые ткани, костюмные |
97А Кл ПО «промшвеймаш» 131-32+100 АО «Орша» Беларусь |
Челночная Челночная |
5500 |
4 4 |
4 4 |
Нижняя зубчатая рейка Нижняя и верхняя рейка |
Да Да |
Централизов анная автоматическая смазка механизма Централизов анная автоматическая смазка механизма |
| Втачивание рукава в пройму | Костюмные ткани, формоустойчивые трикотажные полотна |
302-1. ПО «Подольскшвеймаш» |
Челночная | 2000 | 4,5 | 5 | Верхняя и нижняя зубчатая рейка с разделительной регулировкой величины продвижения | Не имеется | Возможность посадки верхней ткани. Посадка производится регулировкой движения верхней рейки в процессе работы машины. |
| Прикрепление плечевых накладок к припуску на шов втачивания рукава. | Костюмные ткани, формоустойчивые трикотажные полотна |
241. ПО «Подольскшвеймаш» |
Челночная | 1000 | 7,5 - 10 | 10 | Верхняя и нижняя зубчатая рейка с раздельнной регулировкой величины продвижения иглой, отклоняющейся вдоль строчки |
Платформа машины выполнена в виде колонки. Автоматический останов иглы в заданном положении. |
|
| Выметывание бортов, лацконов, воротника | Костюмные ткани, прокладочные материалы |
2222, ПО «Промшвеймаш» |
Однониточная цепная | 3000 | 12 | 6 | Нижняя зубчатая рейка | Не имеется | - |
| Стачивание, настрачивание, застрачивание, втачивание деталей узлов | Костюмные ткани, формоустойчивые трикотажные полотна |
397-М ПО «Промшвеймаш» |
Челночная | 4000 | 4,5 | 5 | Нижняя зубчатая рейка | Имеется | Автоматическая обрезка ниток, подъем и опускание прижимной лапки, остановка иглы в заданном положении. |
| Прикрепление внутренних срезов подбортов к бортовой прокладке | Костюмные ткани, прокладочные материалы |
285. ПО «Подольскшвеймаш» |
Однониточная цепная потайная | 3600 | 7 | 3 | Верхняя зубчатая рейка | Не имеется | - |
| Стачивание, настрачивание, застрачивание, втачивание деталей узлов | Костюмные ткани, формоустойчивые трикотажные полотна |
1597М ПО «Промшвеймаш» |
челночная | 4500 | 4 | 4 | Нижняя зубчатая рейка и игла, отклоняющаяся вдоль строчки | Имеется | Автоматическая обрезка ниток, подъем и опускание прижимной лапки, остановка иглы в заданном положении. |
| Настрачивание верхнего воротника на нижний | Костюмные ткани, формоустойчивые трикотажные полотна |
335-121. Фирма «Минерва» СССР |
Челночная зигзагообразная с рапортом 2 | 4000 | 3,5 | 5 | Нижняя зубчатая рейка | Имеется | Максимальная ширина зигзага 10мм. |
| Прикрепление боковых сторон листочки | Костюмные и прокладочные ткани, прокладочные материалы. |
26-1 ПО «Подольскшвеймаш» |
Челночная зигзагообразная с рапортом 2 | 2000 | 2 | 3 | Нижняя зубчатая рейка | Не имеется | Максимальная ширина зигзаго 10мм, автоматическая остановка и обрезка нити. |
| Пришивание плоских пуговиц | Костюмные ткани, формоустойчивые трикотажные полотна |
1495 ПО «Подольскшвеймаш» |
Цепная однониточная | 1500 | 3,5 | 6 | Специальный | Имеется | Автоматическая установка пуговицы, обрезка нити. |
| Стачивание уголков шлицы | Костюмные ткани, формоустойчивые трикотажные полотна |
820-5 ПО «Промшвеймаш» |
челночная | 2000 | 2,5 | 5 | Специальный | Не имеется | Длина строчки до 30мм, автоматическая обрезка ниток, |
| Обметывание прямых петель | Костюмные ткани, формоустойчивые трикотажные полотна |
525-01 ПО «Промшвеймаш» |
Челночная зигзагообразная | 2800 - 3200 | 3 | 2,5 | Специальный | Имеется | Длина петли 9-32мм, ширина кромок петли 1,75 – 2,8мм, число стежков в каждой закрепке 7, длина закрепки до 5,6мм |
| Обтачивание клапанов подкладкой | Костюмные ткани, формоустойчивые трикотажные полотна | 961-23 «Дюркопп- Адлер» ФРГ | Челночная | 2700 | 2,5 | 5,0 | - | Не имеется | Обрезка края по срезу от строчки на 6мм |
| Притачивание обтачек и клапанов с одновременным разрезанием входа в карман | Костюмные ткани, формоустойчивые трикотажные полотна | 746-7-24+6-12/Е17А/2 «Дюркопп» ФРГ | Челночная | 3000 | 2,5 | 5,0 | - | Да | - |
Таблица5. 3 - Технологическая характеристика оборудования для влажно - тепловой обработки.
| Назначение оборудования | Марка, тип оборудования, Предприятие-изготовитель | Максимальное давление воздуха в пневмосистеме, МПа | Максимальное давление между подушками, кПа | Способ обогрева верхней подушки пресса (утюга) |
Температура нагрева верхней подушки, оС |
Максимальная длительность автоматического цикла, с | Размеры оборудования (длина х ширина), м | Размеры рабочей поверхности (длина х ширина), мм |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Формование спинки пиджака в области лопаток | СS-371 КМД-1+22-118 «Паннония» Венгрия | 0.6 | 140 | паровой |
130 -140 |
60 | 1200*1600 | 920*310 |
| Разутюживание локтевых и передних швов рукавов | СS-351Р2М+22-215 396В «Паннония» Венгрия | 0.6 | 55 | паровой |
130 -140 |
60 | 1500*1200 | 1548*1250 |
| Приутюживание стойки воротника и перегибов лацконе | СS 351 Р2 + 22-2 13 Н «Паннония» Венгрия | 0.6 | 90 | паровой | 130-140 | 60 | 1200*1200 | 660*224 |
| Приутюживание низа рукавов в труднодоступных местах | СS 351 Р2 + 22-219 «Паннония» Венгрия | 0.6 | 429 | паровой | 130-140 | 60 | 1200*1200 | 280*100 |
| Приутюживание деталей, заутюживание и разутюживание швов, вытачек, прикрепление клеевых кромок, дублирование мелких деталей | СS-394К+395/11 «Паннония» Венгрия | - | - | паровой | 130-140 | - | 1450*500 | 1200*370 |
| Приутюживание воротника и верхнего плечевого пояса | BSP – 800 + PS- 20 УМОВ Чехия | 0.6 | - | паровой | 130-140 | - | 500*700 | 420-215 |
| Приутюживание боковых швов | СS 371 КМ + 12- 17 «Паннония» Венгрия | 0.6 | 130 | электрический | 120-140 | 60 | 1560*1600 | 1480*230 |
| Выполнение прессования деталей переда с бортовой прокладкй |
СS-371 КМ+12- 65; СS-371 КМ+12- 66 «Паннония» Венгрия |
0.6 | 160 | электрический | 120-140 | 60 | 1200*400 | 1150*255 |
| Разутюживание боковых и средних швов спинки, разутюживание шлицы | СS 371 КМ + 12- 17 «Паннония» Венгрия | 0.6 | 160 | электрический | 125-150 | 60 | 1200*600 | 1158*400 |
| Приутюживание окатов рукавов, пройм и верхнего плечевого ската | LW- 29+ LW- 154 ; LW- 29+ LW- 155 «Варимекс» Польша | 0.6 | 50 (подушек) | паровой | 130-140 | 60 | 1200*600 | 210*200 |
| Приутюживание деталей, заутюживание и разутюживание швов, дублирование мелких деталей | СS 394 КЕ +1392 «Паннония» Венгрия | - | - | электрический | 150-160 | - | 1400*710 | 860*630 |
| Приутюживание переда |
СS-351 КМ+Р2М +22-211; СS-351 КМ+Р2М +22-212 «Паннония» Венгрия |
0.6 | 38 | паровой | 130-140 | 60 | 1200*1400 | 900*430 |
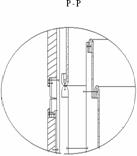
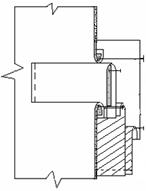
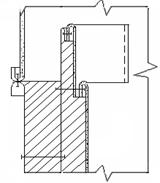
Характеристика приспособлений малой механизации представлена в соответствии с таблицей 5.4
Таблица 5.4 - Характеристика приспособлений малой механизации
| Требования к выполнению операций | Наименование приспособления | Марка приспособления, предприятие-изготовитель | Класс швейной машины, предприятие-изготовитель | Графическое изображение шва |
| 1 | 2 | 3 | 4 | 5 |
|
Соблюдение расположения срезов верхнего и нижнего воротника и параллельности (строчки срезам) |
приспособление для настрачивания верхнего воротника на нижний |
1-67. МОМЗ ЦНИИШП |
335-121 фирма «Минерва » |
|
| Продевание и закрепление нитки |
приспособление для продевания и закрепления нитки на товарном ярлыке. Приспособление для закрепления товарного ярлыка на швейном изделии |
6-69. МОМЗ ЦНИИШП 6-54. МОМЗ ЦНИИШП |

Таблица 5.5
Экономическая эффективность проектируемых методов обработки.
| Наименова-Наименование узла | Затрата вре-мени на обра-ботку, с | Снижение затраты времени, %, за счет |
Повышение производительности труда,% по узлу |
Сокращение затраты времени, % по узлу |
Степень механизации обработки существующего метода % | ||||
| существующим мето-дом | проектируемым мето-дом | заме-ны ручн. работ машинными | применения клеевых материалов | технологичной конструкции узла | замены оборудования | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Прорезной карман с листочкой | 540 | 482 | - | - | 0,1 | - | 12,0 | 10,7 | 0,4 |
| Борт | 670 | 471 | - | - | 0,67 | 0,132 | 42,2 | 29,7 | 0,69 |
| Воротник | 344 | 306 | - | - | 0.38 | - | 12,4 | 11,04 | 0,55 |
| Шлица на спинке | 302 | 277 | - | - | - | 0,25 | 9,02 | 8,3 | 0,92 |
| Неизменяемые операции |
Тнеизм = 6638 |
||||||||
| Итого |
Тсуш = 8569с |
Тпр = 8248с |
Тобщ=3,8% |
||||||
Общая производительность по изделию проектируемого пиджака
Тобщ = (Тсуш- Тпр)/ Тсуш*100%
6. СОСТАВЛЕНИЕ СПРАВОЧНО - ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ НА ИЗГОТОВЛЕНИЕ ПРОЕКТИРУЕМОГО ИЗДЕЛИЯ
Характеристика технологического процесса изготовления швейного изделия представлен в виде справочника технологических операций ТПШИ (технологической последовательности) и графа структуры технологического процесса, показывающего взаимосвязи между отдельными операциями и обработкой узлов и сборочных единиц всего изделия.
На основе выбранных методов обработки деталей и узлов проектируемого изделия составлен справочник (список) технологических операций ТПШИ. Справочник представляет собой упорядоченное множество операций по обработке и сборке изделия, который представлен в таблице 6.1.
Таблица 6 - Технологическая последовательность обработки мужского пиджака
| Номер операции | Содержание операции | специальность | Разряд | Затрата времени, с | Оборудование, приспособление, инструменты | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||||
| 1 | Выполнить дублирование деталей переда клеевой прокладкой по всей поверхности | П | 4 | 97 | СS-371 КМД-1+22-118 «Паннония» Венгрия | |||||||
| 2 | Нанести порядковый номер на клеевых прокладках деталей переда | Р | 1 | 7 | - | |||||||
| 3 | Выполнить дублирование боковых частей деталей переда клеевой прокладкой в области пройм, боковых карманов и со стороны припуска на подгиб низа | П | 4 | 52 | СS-371 КМД-1+22-118 «Паннония» Венгрия | |||||||
| 4 | Соединить припуск на обработку шлицы спинки с клеевой прокладкой | П | 4 | 40 | СS-394КЕ+1392 «Паннония» Венгрия | |||||||
| 5 | Соединить клеевую прокладку лацканов с подбортами | П | 4 | 42 | СS-394КЕ+1392 «Паннония» Венгрия | |||||||
| 6 | Соединить припуск на подгиб низа рукавов с клеевой прокладкой | П | 4 | 42 | СS-394КЕ+1392 «Паннония» Венгрия | |||||||
| 7 | Соединить концы верхнего воротника с клеевой прокладкой | П | 4 | 22 | СS 351 Р2 + 22-2 13 Н «Паннония» Венгрия | |||||||
| 6 | Удалить талон с порядковым номером с листочки | Р | 1 | 4 | - | |||||||
| 9 | Соединить листочку с клеевой прокладкой | П | 4 | 17 | СS-371 КМН-1+12+ 36+956А «Паннония» Венгрия | |||||||
| 10 | Нанести номер на клеевую прокладку листочки | Р | 1 | 7 | Карандаш | |||||||
| 11 | Удалить талоны с порядковыми номерами с двух клапанов | р | 1 | 8 | - | |||||||
| 12 | Соединить клапаны с клеевой прокладкой | п | 4 | 19 | СS-394 К+395/11 «Паннония» Венгрия | |||||||
| 13 | Нанести порядковый номер на клеевую прокладку клапанов | р | 1 | 7 | Карандаш | |||||||
| 14 | Удалить талон с порядковым номером с нижнего воротника | р | 1 | 8 | Специальный колышек | |||||||
| 15 | Соединить нижний воротник с прокладками при подкладывании талона с порядковым номером под прокладку | п | 4 | 25 | СS-394КЕ+1392 «Паннония» Венгрия | |||||||
| Обработка деталей переда: | ||||||||||||
| 16 | Нанести на детали переда контрольную линию в конце вытачек и линию расположения строчки для стачивания вытачек | р | 3 | 43 | Лекало, мел | |||||||
| 17 | Стачать передние вытачки на деталях переда | м | 3 | 52 | 131-42+100 АО «Орша» Беларусь | |||||||
| 18 | Притачать боковые части переда к центральным | м | 3 | 85 | 131-42+100 АО «Орша» Беларусь | |||||||
| 19 | Удалить талоны с порядковым номером с боковых частей переда | р | 1 | 8 | Специальный колышек | |||||||
| 20 | Нарезать клеевую кромку для закрепления разрезов боковых карманов на деталях переда | р | 1 | 12 | Ножницы | |||||||
| 21 | Соединить клеевой кромкой боковые карманы на деталях переда по линии разреза | у | 2 | 20 | СS-394 К+395/11 «Паннония» Венгрия | |||||||
| 22 | Разутюжить вытачки на деталях переда | у | 3 | 55 | СS-394 К+395/11 «Паннония» Венгрия | |||||||
| 23 | Разутюжить швы, соединяющие боковые части переда с центральными | у | 3 | 50 | СS-371 КМ+12-17 «Паннония» Венгрия | |||||||
| Обработка верхнего кармана с листочкой | ||||||||||||
| 24 | Наметить место расположения кармана | Р | 3 | 63 | Линейка, мел | |||||||
| 25 | Нанести на листочке линию притачивания подкладки | Р | 2 | 9 | Мел, лекало, | |||||||
| 26 | Притачать подкладку кармана к верхнему краю листочки | м | 3 | 10 | 131-121+50 АО «Орша» Беларусь | |||||||
| 27 | Стачать боковые стороны листочки | м | 2 | 26 | 131-121+50 АО «Орша» Беларусь | |||||||
| 28 | Подрезать швы в углах листочки | р | 1 | 5 | Ножницы | |||||||
| 29 | Вывернуть листочку на лицевую сторону, выправить углы | р | 1 | 35 | Спецколышек | |||||||
| 30 | Приутюжить листочку | у | 3 | 18 | Стол утюжильный СS-394К1+395/11 «Паннония» Венгрия | |||||||
| 31 | Нанести на листочке линии притачивания ее к детали переда | р | 2 | 15 | Мел, лекало, |
|
||||||
| 32 | Притачать листочку к детали переда | м | 4 | 60 | 131-121+50 АО «Орша» Беларусь |
|
||||||
| 33 | Выполнить надсечки в концах шва притачивания листочки | р | 1 | 7 | Ножницы |
|
||||||
| 34 | Притачать подкладку к детали переда | м | 4 | 33 | 131-121+50 АО «Орша» Беларусь |
|
||||||
| 35 | Разрезать деталь переда по линии входа в карман между строчками и в концах кармана | р | 4 | 16 | Ножницы |
|
||||||
| 36 | Выполнить надсечки в концах шва притачивания подзора | р | 4 | 7 | Ножницы |
|
||||||
| 37 | Вывернуть подкладку кармана в сторону изнанки переда | р | 4 | 7 | - |
|
||||||
| 38 | Стачать срезы подкладки кармана | М | 2 | 20 | 131-121+50 АО «Орша» Беларусь |
|
||||||
| 39 | Прикрепить боковые внутренние стороны листочки | М | 3 | 40 | 26-1 ПО «подольскшвеймаш» |
|
||||||
| 40 | Приутюжить верхний карман с листочкой | у | 3 | 32 | СS-394К1+395/11 «Паннония» Венгрия |
|
||||||
| Обработка боковых прорезных карманов в рамку с клапаном | ||||||||||||
| 41 | Настрочить подзоры на подкладку боковых карманов | м | 1 | 26 | 131-121+50 АО «Орша» Беларусь | |||||||
| 42 | Подогнать рисунок ткани на клапанах, обрезать излишек ткани | р | 1 | 28 | Лекало, ножницы | |||||||
| 43 | Обтачать клапаны подкладкой | а | 2 | 36 | 961-23 «Дюркопп-Адлер» ФРГ | |||||||
| 44 | Вывернуть клапаны на лицевую сторону, выправить углы, приутюжить клапаны | У | 3 | 91 | СS-394 КЕ+1392 «Паннония» Венгрия | |||||||
| 45 | Удалить талоны с порядковыми номерами с обтачек боковых карманов | р | 1 | 4 | Спецколышек | |||||||
| 46 | Наметить линию перегиба обтачек | р | 3 | 7 | мел | |||||||
| 47 | Приутюжить обтачки | у | 3 | 15 | СS-394К1+395/11 «Паннония» Венгрия | |||||||
| 48 | Наметить на обтачке линию притачивания ее к деталям переда | р | 3 | 7 | мел | |||||||
| 49 | Притачать обтачки и клапаны боковых карманов с одновременным разрезанием входа в карман | А | 4 | 70 | 746-7-246-12/ Е 17А/2 «Дюркопп» ФРГ | |||||||
| 50 | Дорезать концы цельновыкроенных обтачек | Р | 3 | 25 | Ножницы | |||||||
| 51 | Вывернуть клапаны и обтачки в сторону изнанки, выправить швы притачивания клапанов, обтачек | Р | 1 | 15 | - | |||||||
| 52 | Закрепить концы карманов тройной строчкой с изнаночной стороны | М | 3 | 46 | 131-32+100 АО «Орша» Беларусь | |||||||
| 53 | Притачать подкладку с настроченным подзором к швам притачивания клапанов и обтачек | М | 3 | 40 | 131-32+100 АО «Орша» Беларусь | |||||||
| 54 | Притачать подкладку карманов к срезам нижних обтачек | М | 1 | 28 | 131-32+100 АО «Орша» Беларусь | |||||||
| 55 | Стачать подкладку боковых карманов | м | 2 | 47 | 131-32+100 АО «Орша» Беларусь | |||||||
| 56 | Приутюжить боковые карманы | у | 3 | 43 | СS-394 КЕ+1392 «Паннония» Венгрия | |||||||
| Обработка бортовой прокладки | ||||||||||||
| 57 | Соединить основной слой бортовой прокладки с дополнительными клеевыми накладками одной строчкой и стачать вытачки | с | 1 | 40 | 426 ЗАО ЗПШМ г. Подольск РФ | |||||||
| 58 | Выполнить формование бортовой прокладки | п | 3 | 50 | СS-371 КМ+12- 65; СS-371 КМ+12- 66 «Паннония» Венгрия | |||||||
| Обработка спинки | ||||||||||||
| 60 | Выполнить дублирование деталей спинки клеевой прокладкой по верхней поверхности | П | 4 | 52 | СS-371 КМД-1+22-118 «Паннония» Венгрия | |||||||
| 61 | Стачать средние срезы спинки и верхние срезы припуска на обработку шлицы | м | 3 | 45 | 97А Кл ПО «Промшвеймаш» | |||||||
| 62 | Уточнить положение надсечки в уступе шлицы нижней части спинки | р | 1 | 6 | Ножницы | |||||||
| 63 | Выполнить формование спинки пиджака в области лопаток | п | 3 | 33 | СS-371 КМД-1+22-118 «Паннония» Венгрия | |||||||
| 64 | Проложить в проймы спинки клеевую кромку с отрезанием от рулона | у | 3 | 35 | СS-394 КЕ+1392 «Паннония» Венгрия | |||||||
| 65 | Удалить один талон с порядковым номером со спинки | р | 1 | 4 | Специальный колышек | |||||||
| Обработка рукава | ||||||||||||
| 66 | Стачать локтевые срезы рукавов из основной ткани и две трети длины припуска на обработку шлицы | м | 3 | 81 | 97А Кл ПО «Промшвеймаш» | |||||||
| 67 | Стачать углы шлицы на нижних частях рукавов (строчка заканчивается на расстоянии 7 мм от среза припуска на подгиб низа) | м | 3 | 27 | 97А Кл ПО «Промшвеймаш» | |||||||
| 68 | Удалить талоны с порядковыми номерами с нижних частей рукавов | р | 1 | 8 | Специальный колышек | |||||||
| 69 | Стачать углы шлицы на верхних частях рукавов (строчка заканчивается на расстоянии 7 мм от среза) | м | 3 | 33 | 97А Кл ПО «Промшвеймаш» | |||||||
| 70 | Выполнить надсечки на швах нижних частей рукавов в уступах шлицы | р | 1 | 15 | Ножницы | |||||||
| 71 | Вывернуть и выправить углы шлиц верхних и нижних частей рукавов | р | 1 | 15 | Специальный колышек | |||||||
| 72 | Скрепить углы шлиц рукавов | м | 3 | 26 | 820-5 ПО « Промшвеймаш» | |||||||
| 73 | Притачать надставки к подкладке рукавов | м | 1 | 48 | 97А Кл ПО «Промшвеймаш» | |||||||
| 74 | Стачать локтевые срезы подкладки рукавов | М | 2 | 48 | 97А Кл ПО «Промшвеймаш» | |||||||
| 75 | Притачать подкладку к припуску на подгиб низа рукавов | м | 2 | 74 | 97А Кл ПО «Промшвеймаш» | |||||||
| 76 | Стачать передние срезы рукавов из основной ткани и срезы подкладки | м | 3 | 93 | 97А Кл ПО «Промшвеймаш» | |||||||
| 77 | Разутюжить локтевые и передние швы рукавов из основной ткани, заутюжить шлицы | п | 3 | 90 |
СS-351 Р2М+22-215+ 396В «Паннония» Венгрия |
|||||||
| 78 | Закрепить припуск на подгибку низа рукавов по переднему и локтевым швам | м | 3 | 93 | 97А Кл ПО «Промшвеймаш» | |||||||
| 79 | Вывернуть рукава на лицевую сторону | р | 1 | 17 | - | |||||||
| 80 | Приутюжить низ рукавов и шлиц | у | 3 | 63 | СS-394К+395/11 «Паннония» Венгрия | |||||||
| Обработка воротника | ||||||||||||
| 81 | Уточнить контуры нижнего воротника и расположение надсечек по лекалу, подрезать неровности по срезам нижнего воротника | р | 3 | 60 | Мел, лекало, ножницы | |||||||
| 82 | Выполнить формование нижнего воротника | у | 2 | 48 | СS-394 КЕ+1392 «Паннония» Венгрия | |||||||
| 83 | Настрочить верхний воротник на нижний по отлету | с | 3 | 70 | 335-121. фирма «минерва» СССР | |||||||
| 84 | Удалить талон с порядковым номером с верхнего воротника | р | 1 | 4 | Специальный колышек | |||||||
| 85 | Нанести контрольные линии на нижнем и верхнем воротнике | р | 3 | 17 | Лекало, карандаш | |||||||
| 86 | Притачать концы верхнего воротника к нижнему воротнику | м | 3 | 45 | 131-32+100 АО «Орша» Беларусь | |||||||
| 87 | Подрезать швы в углах воротника | р | 1 | 10 | Ножницы | |||||||
| 88 | Вывернуть углы воротника на лицевую сторону и выправить | р | 1 | 18 | - | |||||||
| 89 | Выметать воротник по концам и отлету | С | 3 | 30 | Машина 2222кл ПО «Промшвеймаш» | |||||||
| 90 | Приутюжить воротник | У | 3 | 20 | Стол утюжильный СS- 394К+395 /11 | |||||||
| Обработка подкладки | ||||||||||||
| 91 | Заутюжить обтачки внутреннего кармана | у | 3 | 35 | СS-394К1+395/11 «Паннония» Венгрия | |||||||
| 92 | Наметить линии притачивания обтачек внутреннего кармана | Р | 3 | 7 | Мел, линейка | |||||||
| 93 | Притачать обтачки внутреннего кармана по намеченным линиям | М | 4 | 35 | 397-М ПО «Подольскшвеймаш» | |||||||
| 94 | Разрезать отверстие для кармана | Р | 3 | 15 | Ножницы | |||||||
| 95 | Вывернуть обтачки внутреннего кармана на изнанку, образуя из обтачек рамку | Р | 3 | 10 | - | |||||||
| 96 | Притачать подкладку к нижней и верхней обтачке кармана | М | 1 | 69 | 397-М ПО «Подольскшвеймаш» | |||||||
| 97 | Закрепить концы рамки внутреннего кармана | м | 2 | 22 | 397-М ПО «Подольскшвеймаш» | |||||||
| 98 | Стачать подкладку внутреннего кармана | м | 2 | 39 | 397-М ПО «Подольскшвеймаш» | |||||||
| 99 | Удалить талон с порядковым номером с рамок внутренних карманов | р | 1 | 8 | Специальный колышек | |||||||
| 100 | Стачать средние срезы спинки подкладки | м | 2 | 34 | 397-М ПО «Подольскшвеймаш» | |||||||
| 101 | Стачать боковые срезы подкладки | м | 2 | 50 | 397-М ПО «Подольскшвеймаш» | |||||||
| 102 | Стачать плечевые срезы подкладки | м | 2 | 2 8 | 397-М ПО «Подольскшвеймаш» | |||||||
| 103 | Приутюжить подкладку и внутренние карманы | у | 2 | 64 | СS-394КЕ+1392 «Паннония» Венгрия | |||||||
| Соединение бортовой прокладки с передом | ||||||||||||
| 104 | Нанести линию перегиба лацканов на прокладке деталей переда | р | 2 | 37 | Карандаш | |||||||
| 105 | Настрочить полоски клеевой ткани и бортовую прокладку на детали переда по линии перегиба лацкана в верхней части и притачать эту полоску к бортовой прокладке в верхней части | м | 3 | 27 | 131-321+50 АО «Орша» Беларусь | |||||||
| 106 | Соединить детали переда с бортовой прокладкой по плечевым срезам, срезам пройм, горловине | м | 3 | 125 | 131-321+50 АО «Орша» Беларусь | |||||||
| 107 | Настрочить боковые стороны листочки на деталь переда | с | 3 | 56 | 26-1 ПО «Подольскшвеймаш» | |||||||
| 108 | Выполнить прессование деталей переда с бортовой прокладкой | п | 3 | 69 | СS-371 КМ+12- 65; СS-371 КМ+12- 66 «Паннония» Венгрия | |||||||
| Монтаж | ||||||||||||
| 109 | Стачать боковые срезы пиджака | м | 3 | 102 | 131-32+100 АО «Орша» Беларусь | |||||||
| 110 | Разутюжить боковые швы, средний шов спинки, заутюжить шлицу | п | 3 | 80 | СS-371 КМ+12-17 «Паннония» Венгрия | |||||||
| 111 | Выполнить контроль размеров деталей переда; проверить симметричность расположения вытачек, карманов; уточнить расположение надсечек по линии проймы; нанести линии обрезки деталей переда по горловине, низу пиджака и шлицы; нанести места расположения первой петли по борту на деталях переда и линии подгиба низа пиджака; обрезать неровности по бортам, лацканам, горловине, низу, шлице | р | 4 | 28 | Лекало, мел, ножницы, карандаш, сантиметровая лента, табель мер | |||||||
| 112 | Нанести линии обтачивания углов лацканов и бортов на деталях переда | р | 3 | 18 | Карандаш, лекало | |||||||
| 113 | Обтачать лацканы и борта | м | 4 | 204 | 131- 32- +100 АО «Орша» Беларусь | |||||||
| 114 | Проверить длину уступов лацканов и нанести надсечки в уступах лацканов | Р | 1 | 18 | Ножницы | |||||||
| 115 | Подрезать швы обтачивания лацканов и низа бортов | Р | 2 | 23 | Ножницы | |||||||
| 116 | Выполнить надсечки на швах обтачивания бортов по линии сгиба лацканов | Р | 1 | 8 | Ножницы | |||||||
| 117 | Настрочить швы обтачивания лацканов и бортов с изнаночной стороны | М | 4 | 89 | 131-32+100 АО «Орша» Беларусь | |||||||
| 118 | Стачать раскепы и втачать концы верхнего воротника в горловину | М | 4 | 110 | 131-32+100 АО «Орша» Беларусь | |||||||
| 119 | Стачать плечевые срезы пиджака с прокладыванием полосок прокладочной ткани | М | 3 | 51 | 131-32+100 АО «Орша» Беларусь | |||||||
| 120 | Выполнить надсечки по срезу горловины, сгибу верхнего воротника в уступах лацканов | Р | 2 | 18 | Ножницы | |||||||
| 121 | Разутюжить плечевые швы, швы раскепов и швы втачивания концов верхнего воротника в горловину | У | 3 | 79 | СS-394К1+395/11 «Паннония» Венгрия | |||||||
| 122 | Нанести контрольные линии по горловине | Р | 4 | 23 | Мел, лекало | |||||||
| 123 | Настрочить нижний воротник на горловину | С | 4 | 83 | 426 ЗАО ЗПШМ г. Подольск РФ | |||||||
| 124 | Вывернуть углы лацканов и бортов на лицевую сторону и выправить их | Р | 1 | 28 | Специальный колышек | |||||||
| 125 | Выметать края и углы лацканов и бортов, воротника, заметать низ пиджака | С | 4 | 180 | 2222 М АО «Орша» Беларусь | |||||||
| 126 |
Приутюжить воротник, лацканы, борта
|
у | 4 | 93 | ВSР-800 +РS-20 УМОВ Чехия | |||||||
| 127 | Нарезать вешалку из специальной тесьмы | Р | 1 | 5 | Ножницы | |||||||
| 128 | Притачать вешалку к верхнему воротнику | М | 2 | 7 | 131-32+100 АО «Орша» Беларусь | |||||||
| 129 | Приметать накладки спинки | Р | 1 | 148 | Игла, наперсток, ножницы | |||||||
| 130 | Подогнать подкладку: для притачивания и поставить контрольные отметки на подкладке: и верхе изделия: по линии борта — три, по низу — две, по боковым: швам—две, по верху изделия: | Р | 4 | 430 | Мел | |||||||
| 131 | Разрезать подкладку по линии шлицы в среднем шве спинки | р | 2 | 7 | Ножницы | |||||||
| 132 | Удалить нитки заметывания нижней стороны шлицы в среднем шве спинки | Р | 1 | 7 | Колышек, ножницы | |||||||
| 133 | Приметать подкладку, совмещая контрольные отметки, к подбортам и припускам на подгиб низа и обработку шлицы в среднем шве спинки | Р | 3 | 270 | Игла, наперсток, ножницы | |||||||
| 134 | Притачать приметанную подкладку к подбортам, припускам на подгиб низа и обработку шлицы, с одновременным притачиванием ее в углах бортов и шлицы в среднем шве спинки | М | 2 | 172 | 131-32+100 АО «Орша» Беларусь | |||||||
| 135 | Удалить нитки приметывания подкладки к подбортам, к припуску на подгиб низа и обработку шлицы: в среднем, шве спинки | Р | 1 | 15 | Колышек, ножницы | |||||||
| 136 | Прикрепить припуск на подгиб низа пиджака к боковым швам и швам притачивания боковых частей к деталям переда | М | 2 | 42 | 131-32+100 АО «Орша» Беларусь | |||||||
| 137 | Вывернуть пиджак на лицевую сторону через проймы, выправить углы шлицы | Р | 1 | 18 | - | |||||||
| 138 | Проложить строчку по нижней стороне шлицы на правой части спинки | М | 3 | 20 | 131-32+100 АО «Орша» Беларусь | |||||||
| 139 | Втачать рукава в проймы с подкладыванием по окату полосок прокладочной ткани | с | 5 | 211 | 302- 1 ПО «Подольскшвеймаш» Подольск РФ | |||||||
| 140 | Сутюжить посадку после втачивания рукавов | У | 4 | 80 | СS 394 КЕ +1392 «Паннония» Венгрия | |||||||
| 141 | Притачать подокатники и прокладки из бортовой ткани к швам втачивания рукавов | М | 2 | 81 | 131-32+100 АО «Орша» Беларусь | |||||||
| 142 | Притачать верхние плечевые накладки | С | 3 | 81 | 241. ПО «Подольскшвеймаш» | |||||||
| 143 | Вывернуть рукава в сторону подкладки | Р | 1 | 15 | - | |||||||
| 144 | Втачать подкладку рукавов в проймы | М | 3 | 218 | 397-М ПО «Промшвеймаш» | |||||||
| 145 | Прикрепить швы пройм подкладки к швам пройм из основной ткани в верхней и нижней частях пройм (швы пройм подкладки в верхней части притачивают к отрезкам ткани, настроченным на верхние плечевые накладки, в нижней части – к швам втачивания рукавов на участке 80- 100 мм через нестачанные части передних швов подкладки рукавов) | С | 3 | 135 | 26-1 ПО «Подольскшвеймаш» | |||||||
| 146 | Застрочить отверстия в передних швах рукавов подкладки | М | 2 | 60 | 131-11+50 АО «Орша» Беларусь | |||||||
| 147 | Вывернуть рукава на лицевую сторону | Р | 1 | 19 | ||||||||
| 148 | Удалить нитки от строчки выметывания воротника и бортов, заметывания низа пиджака | Р | 1 | 58 | Специальный колышек | |||||||
| 149 | Удалить нитки от строчки приметывания подбортов по сгибу лацканов и стойки воротника | Р | 1 | 27 | Специальный колышек | |||||||
| 150 | Удалить талон с порядковым номером с деталей переда | Р | 1 | 8 | Специальный колышек | |||||||
| 151 | Обметать три петли на борте | А | 3 | 72 | 525-01 ПО «Промшвеймаш» | |||||||
| 152 | Обрезать концы ниток от строчки закрепления концов петель | Р | 1 | 21 | Ножницы | |||||||
| 153 | Очистить пиджак от оставшихся концов ниток и другого производственного мусора | Р | 1 | 51 | ||||||||
| Окончательная отделка и ВТО | ||||||||||||
| 154 | Приутюжить детали переда | П | 5 | 65 | СS-351 КМ+Р2М +22-211; СS-351 КМ+Р2М +22-212 «Паннония» Венгрия | |||||||
| 155 | Приутюжить боковые швы | П | 5 | 40 | СS 394КЕ + 1392 «Паннония» Венгрия | |||||||
| 156 | Приутюжить спинку пиджака | П | 5 | 65 | СS 1351 + 12- 18 «Паннония» Венгрия | |||||||
| 157 | Приутюжить окаты рукавов, проймы и верхнюю часть рукавов | П | 5 | 67 | LW- 29+ LW- 154 ; LW- 29+ LW- 155 «Варимекс» Польша | |||||||
| 158 | Приутюжить воротник и верхний плечевой пояс | П | 5 | 74 | BSP – 800 + PS- 20 УМОВ Чехия | |||||||
| 159 | Заутюжить стойку воротника и перегиб лацканов | П | 5 | 80 | СS 351 Р2 + 22-2 13 Н «Паннония» Венгрия | |||||||
| 160 | Приутюжить борта и лацканы | П | 5 | 102 | СS 351 Р2 + 22-249 «Паннония» Венгрия | |||||||
| 161 | Приутюжить низ рукавов и отдельные участки пиджака | П | 4 | 62 | СS 351 Р2 + 22-219 «Паннония» Венгрия | |||||||
| 162 | Приутюжить подкладку пиджака и шлицу. Снять оставшиеся ласы | У | 5 | 152 | СS 394 КЕ +1392 «Паннония» Венгрия | |||||||
| 163 | Нанести места расположения трех пуговиц на борте | Р | 2 | 20 | Лекало | |||||||
| 164 | Пришить три пуговицы на борте | А | 2 | 42 | 1495 ПО «Подольскшвеймаш» | |||||||
| 165 | Подобрать запасной кусочек ткани | Р | 2 | 10 | - | |||||||
| 166 | Пришить запасную пуговицу на запасном кусочке ткани | А | 2 | 8 | 1495 ПО «Подольскшвеймаш» | |||||||
| 167 | Пришить пуговицы на внутренних карманах и одну пуговицу запасную. Пришить запасной кусочек ткани с запасной пуговицей к обтачкам внутренних карманов | А | 2 | 23 | 1495 ПО «Подольскшвеймаш» | |||||||
| 168 | Пришить шесть пуговиц на шлицах рукавов | А | 2 | 40 | 1495 ПО «Подольскшвеймаш» | |||||||
| 169 | Навесить товарный ярлык | Р | 1 | 30 | - | |||||||
| 170 | Скомплектовать костюм | Р | 3 | 107 | - | |||||||
| 171 | Сдать изделия на склад | Р | 3 | 46 | - | |||||||
7. РАЗРАБОТКА СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ШВЕЙНОГО ИЗДЕЛИЯ
Технологический процесс изготовления швейного изделия (ТПШИ) представляет собой конечное множество технологических операций, связанных между собой определенным образом. Запись технологических операций в виде списка или справочника не позволяет отразить реально существующие взаимосвязи между операциями и разными деталями и узлами. Характер таких реально существующих взаимосвязей определяет структуру ТПШИ. Связи между операциями могут быть параллельными, т.е. обработка разных деталей или узлов осуществляется до некоторого момента независимо одна от другой. В то же время могут быть такие технологические операции, которые должны выполняться только последовательно одна за другой. Указанная структура взаимосвязей технологических операций при проектировании технологических процессов должна строго соблюдаться.
Структура ТПШИ представлена в виде графа технологического процесса обработки изделия. Вершинами графа являются технологически неделимые операции, а дугами - взаимосвязи между этими операциями в процессе изготовления изделия. Возможная одновременная обработка деталей и узлов изделия, отраженная на графе структуры параллельными ветвями, позволяет сократить длительность производственного цикла изготовления изделия (величину критического пути графа структуры ТПШИ) по сравнению с общей трудоемкостью изделия, рассчитанной как сумма затрат времени на выполнение всех технологических операций в процессе [1].
В приложении Б на листе миллиметровой бумаги представлен граф технологического процесса.
Спецификация деталей кроя представлена в таблице 8.1.
Таблица 8.1 – Спецификация деталей кроя
| Код детали | Наименование детали |
| 1 | 2 |
| Детали из основной ткани | |
| 01 | Перед |
| 02 | Бочок |
| 03 | Подборт |
| 04 | Спинка |
| 05 | Верхняя часть рукава |
| 06 | Нижняя часть рукава |
| 07 | Клапан |
| 08 | Верхний воротник |
| 09 | Нижний воротник |
| 10 | Листочка |
| 11 | Подзор |
| 12 | Обтачка кармана |
| 13 | Обтачка внутреннего нагрудного кармана |
| Детали из подкладочной ткани | |
| 14 | Перед |
| 15 | Спинка |
| 16 | Бочок |
| 17 | Верхняя часть рукава |
| 18 | Нижняя часть рукава |
| 19 | внутреннего нагрудного кармана |
| 20 | Подкладка листочки цельновыкроенной с подкладкой кармана |
| 21 | Подкладка кармана |
| 22 | Подкладка бокового кармана |
| 23 | Подкладка внутреннего нагрудного кармана |
| Детали из прокладочной ткани | |
| 24 | Прокладка переда |
| 25 | Прокладка верхней части спинки |
| 26 | Дополнительная бортовая прокладка |
| 27 | Клеевая кромка по линии перегиба лацкана |
| 28 | Прокладка в область верхней части оката рукава |
| 29 | Прокладка в область нижней части оката рукава |
| 30 | Прокладка в нижний воротник |
| 31 | Прокладка в углы верхнего воротника |
| 32 | Прокладка в листочку |
| 33 | Прокладка в подборт |
| 34 | Прокладка в бочок |
| 35 | Прокладка в клапан |
| 36 | Прокладка шлицы |
| 37 | Кромка шлицы |
| 38 | Прокладка внизу спинки |
| 39 | Прокладка внизу верхней и нижней части рукава |
| 40 | Долевик кармана |
| Дополнительная деталь | |
| 41 | Плечевая накладка |
ЗАКЛЮЧЕНИЕ
Изготовление мужского пиджака в потоке представляет собой сложную производственную систему, объединяющую исполнителей трудового процесса, оснащенный специальным технологическим оборудованием, и предметы труда, подвергаемые обработке с целью изготовления из деталей кроя готового изделия. Современное швейное предприятие оснащено различными промышленными швейными машинами, механизированными гладильными прессами и другим технологическим оборудованием.
Проанализировав направления моды, был разработан эскиз проектируемой модели мужского пиджака, а также составлена спецификация деталей кроя. Составили характеристику способов формообразования основных деталей, где представлены требования к выбранному пакету материалов. Учитывая свойства выбранных материалов, представили технологические режим обработки, обеспечивающий высокое качество проектируемого изделия: машинные строчки, режим ВТО, режим склеивания материалов. Составили схему последовательности сборки изделий. Выбрали современные методы обработки и оборудования для изготовления проектируемых изделий. Выявили что проектируемый метод гораздо экономичнее и эффективнее существующего при производства пиджака в потоке за счет обработки и технологичности конструкции. На основе выбранных методов обработки деталей и узлов составили справочник (список) технологических операций ТПШИ. Заключительным этапом было составление графа технологического процесса обработки изделия.
В результате можно отметить, что разработанная технологическая документация на изготовление мужского пиджака является эффективной и может быть применена в массовом производстве, а значит основная задача курсовой работы - разработка прогрессивного технологического процесса изготовления проектируемого изделия с детальной проработкой методов обработки основных узлов достигнута.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Лабораторный практикум по технологии швейных изделий: Учеб. пособие для вузов / Меликов Е.Х., Золотцева Л.В., Мурыгин В.Е. и др. 2-е изд. перераб. и доп.- М.: КДУ, 2007- 272 с.
2. Савостицкий А.В., Меликов Е.Х Технология швейных изделий: Учебник для вузов/Под ред. А.В.Савостицкого.- 2-е изд. перераб. и доп. - М.: Легкая и пищевая пром-сть, 1982.-440 с.
3. Бузов Б.А. и др. Материаловедение швейного производства/Б.А.Бузов, Т.А.Модестова, Н.ДАлыменкова.-4-е изд.,перераб и доп.-М.:Легпромбытиздат,1986-424с.
4. Промышленная технология одежды: Справочник/ П.П.Кокеткин, Т.Н.Кочегура и др.-М.: Легпромбытиздат, 1988.-640с.
5. Кокеткин П.П. Одежда: технология – техника, процессы – качество: Справочник. М.: Изд. .МГУДТ, 2001 -–560 с.
6. Типовые технические документации по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении: мужских костюмов (1982), мужских пальто (1982), женских пальто (1982), мужских и детских сорочек (1978), женских и детских платьев (1982).