
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Расчет винтового насоса
Курсовая работа: Расчет винтового насоса
КУРСОВОЙ ПРОЕКТ
по теме: «ПУТИ УСОВЕРШЕНСТВОВАНИЯ ВИНТОВЫХ НАСОСНЫХ УСТАНОВОК»
Введение
Мировые запасы высоковязких нефтей и природных битумов огромны и по оценкам ряда специалистов превышают запасы легких нефтей. Ведущее место по добычи высоковязких нефтей и природных битумов занимают Венесуэлла, США, Канада. Более 90% мировой добычи высоковязких нефтей и природных битумов приходится на скважинные методы, из них более 80% добываются механизированными способами на естественном режиме работы пластов, чему способствуют сравнительно высокие пластовые давления и температуры на глубине залегания основных разрабатываемых за рубежом скважинными методами месторождений.
Естественный режим работы пластов является, как правило, стадией, предшествующей разработке месторождений с применением термических методов воздействия на продуктивный пласты. Среди термических методов наибольшее распространение получило паротепловое воздействие (циклическое и площадное). Доля высоковязких нефтей и природных битумов, добываемых с применением внутрипластового горения весьма мала. Одной из основных причин этого является недостаточное научное обеспечение метода, сложность прогнозирования и управления процессом.
Условия залегания природных битумов в нашей стране и в частности на территории Татарстана отличаются сравнительно малыми глубинами, низкими величинами пластовых давлений и температур, высокой вязкостью битума в пластовых условиях, сравнительно малыми мощностями битумонасыщенных пластов, сильной неоднородностью битумонасыщен-ности по толще пласта, слабой сцементированностью песчаных коллекторов, близким расположением и сильным влиянием водоносных горизонтов, содержащих питьевые воды и т.п. В этих условиях притоки вязкого битума в скважины на естественном режиме работы пласта весьма малы и целесообразность естественного режима как самостоятельной стадии разработки сомнительна. Экономический анализ показывает, что битумная отрасль промышленности может быть рентабельной только при условии комплексной переработки и использования битумного сырья. С этой точки зрения является нежелательным применение при разработки месторождений природных битумов таких методов, как внутрипластовое горение или низкотемпературное окисление, поскольку эти методы приводят к ухудшению ценности сырья. Паротепловое воздействие на пласт не исключает необходимости отбора продукции и из скважин, временно неохваченных воздействием или охваченных им в недостаточной мере. Сказанное обуславливает необходимость изучения и создания технических средств подъема продукции битумных скважин, которые имели бы достаточно широкий диапазон применения по вязкости продукции и обеспечивали эксплуатацию скважин при применении паротеплового воздействия на пласт.
Одним из таких технических средств используемой сегодня в нефтяной промышленности являются одновинтовые насосы (ОВН), именуемые в зарубежной литературе Moineau pumps или Progressive cavity pumps (PCP). Простота конструкции и уникальные характеристики ОВН позволяют эффективно использовать их в различных технологических процессах. В настоящее время во всем мире наблюдается пик интереса к одновинтовым гидромашинам и по мнению экспертов в дальнейшем область применения ОВН и технологий с их использованием будет расширяться.
Краткий обзор и анализ существующего оборудования
По принципу действия ОВН относятся к объемным роторным гидромашинам. Предложенный 75 лет назад французским инженером Муано (R. Moineau) новый принцип гидравлической машины, названный «капсулизмом», позволил исключить клапапанные и золотниковые распределители.
Рабочим органом (РО) одновинтовой гидромашины является винтовой героторный механизм – зубчатая косозубая пара внутреннего циклоидального зацепления (рис. 1), состоящая из z2-заходного металлического ротора и z1-заходного эластичного статора (z1=z2+1). Исполнение винтовых поверхностей ротора и статора с шагами, пропорциональными отношению чисел их зубьев, позволяет создать изолированные камеры (шлюзы), разобщенные от областей высокого и низкого давлений. В насосах среднего и высокого давления РО выполняются многошаговыми, отношение их длины к диаметру не менее 10.

Оси ротора и статора смещены на расстояние эксцентриситета е=1…10 мм. Ротор, обкатываясь по зубьям статора, совершает планетарное движение: при повороте ротора на угол j относительно неподвижной системы координат (абсолютное движение) его ось поворачивается по круговой траектории с радиусом е в противоположном направлении (переносное движение) на угол π= – 2π.
Незакрепленность ротора в радиальном направлении и эластичность одного из элементов РО определяют особое место одновинтовых гидромашин в ряду объемных машин. Их напорные характеристики (в т.ч. предельное давление) в решающей степени зависят от утечек жидкости из напорной магистрали во всасывающую через образующийся при деформации статора односторонний зазор по длине контактных линий. В этой связи линия Q-P ОВН не является жесткой и заметно отличается от напорных характеристик других объемных насосов. Отличительным параметром ОВН, во многом определяющим их характеристики, является кинематическое отношение РО: i=z2: z1.
Со времени первых насосов Муано в отечественных и зарубежных ОВН в основном используются РО с кинематическим отношением 1:2.
Преимуществами насосов с однозаходным ротором круглого сечения являются:
· относительно простая технология изготовления ротора;
· пониженная вибрация вследствие минимальной переносной угловой скорости ротора;
· повышенная допустимая частота вращения (несущественно ограниченная инерционной силой), что упрощает компоновку привода насоса;
· минимальная скорость жидкости в каналах РО, что уменьшает их гидроабразивный износ;
· оптимальная кривизна винтовых поверхностей РО, что обеспечивает минимальные контактные напряжения.
Основной недостаток насосов с однозаходным ротором – необходимость существенного удлинения РО для обеспечения высокого давления при пониженной частоте вращения n (500 об./мин. и ниже).
Новые эксплуатационные возможности ОВН открылись при использовании многозаходных РО (z2 > 2). Впервые развернутое обоснование целесообразности применения многозаходных винтовых пар в качестве РО насоса было выполнено в 1979 г. Дальнейшие теоретические и экспериментальные исследования подтвердили возможность расширения области применения ОВН при комплектовании их многозаходными РО.
Многозаходные ОВН при прочих равных условиях имеют ряд преимуществ, обусловленных кратностью действия и повышенным числом контактных линий, отделяющих вход и выход гидромашины. В частности:

· увеличенный рабочий объем, позволяющий повысить подачу Q при одинаковой частоте вращения и наружном диаметре насоса, (рис. 2а);
· уменьшенный осевой габарит L (до 1–1,5 м) при одинаковых давлениях P (рис. 2б);
· увеличенное давление при одинаковых осевых габаритах и натягах в паре;
· возможность поддержания высоких давлений при пониженной частоте вращения (до 50–100 об./мин.) без увеличения осевых габаритов.
В качестве основного критерия эффективности использования ОВН можно принять полезную гидравлическую мощность Nп=PQ, зависящую от напорной характеристики насоса (рис. 3). Давление, соответствующее максимуму Nп (экстремальный режим), как правило, ограничивает рабочую зону насоса.
В теории рабочего процесса ОВН принимается гипотеза равномерного нарастания давления по длине РО с постоянным межвитковым перепадом давления
Проектирование РО (выбор кинематического отношения, длины и диаметра) ведется по допускаемому межвитковому перепаду давления [Рк], зависящему, как и объемный КПД насоса, от геометрических параметров РО, натяга в паре, физических свойств материалов РО и жидкости, а также частоты вращения ротора (приводного вала). При расчетах принимают [Рк] = 0,2–0,5 МПа, причем пониженные значения перепадов относятся к режимам низких частот вращения.
Эти теоретические выводы нашли подтверждение при сравнительных испытаниях насосов с различным кинематическим отношением РО (рис. 4) на стенде РГУ нефти и газа им. И.М. Губкина. Сравнение характеристик насосов с многозаходными и традиционными РО при одинаковом контурном диаметре Dк (диаметре впадин статора); натяге в паре, числе шагов и частоте вращения продемонстрировало существенное влияние кинематического отношения на основные технические показатели насосов.
Многозаходные ОВН обладают повышенной подачей и давлением. Давление насоса с традиционными РО, который в силу своих конструктивных особенностей является быстроходной гидромашиной, при пониженных частотах вращения в большей степени ограничено утечками в паре ротор-статор. Поэтому зарубежные фирмы-производители высоконапорных насосов для формирования удовлетворительной характеристики Q-P вынуждены применять сверхъудлиненные пары (до 15 м), тем самым обеспечивая необходимое число шагов и межвитковый перепад давления Pк.
Наибольшее распространение в последние годы ОВН получили в нефтяной промышленности. Это объясняется, в частности, тем, что ОВН является практически единственным типом роторных насосов, способным перекачивать жидкости широкого диапазона физико-химических свойств, в т.ч. вязкие, содержащие газ, механические примеси и не обладающие смазывающими способностями.
Это
достигается самим принципом действия и конструкцией РО (наличием эластичной
обкладки статора и износостойкого ротора). Для ОВН также характерна равномерность
подачи, возможность изменения направления потока путем реверсирования
приводного вала, высокая всасывающая способность, относительно высокий КПД.
Указанные особенности предопределили место ОВН в парке нефтепромысловой
насосной техники.
Винтовые насосы с погружным электроприводом
Данная конструкция открыла дорогу одновинтовым гидромашинам в нефтяную промышленность.
Опыт эксплуатации насосов с погружными электродвигателями показал, что винтовые насосы являются одним из наиболее эффективных средств механизированной добычи высоковязкой нефти, а в определенных осложненных условиях выбор ОВН является практически единственным возможным вариантом.
В результате многолетних НИОКР в 60–70-е годы в Особом конструкторским бюро по бесштанговым насосам (ОКБ БН) была разработана схема сдвоенного гидравлически уравновешанного одновинтового электронасоса. По этой схеме ОАО «Ливгидромаш» в течение 20 лет выпускает насосы серии ЭВН.
Погружной насосный агрегат состоит из трех основных частей: маслонаполненного электродвигателя, гидрозащиты и собственно насоса. В насосную секцию (рис. 5) входят: приводной вал с сальником, графитовая осевая пята и две рабочих пары с нарезкой винтовых поверхностей разного направления, роторы которых соединены между собой и с приводным валом при помощи шарнирных муфт. В комплект насоса также включены пусковая обгонная муфта, многофункциональный клапан, предохраняющий насос от попадания в режимы повышенного давления и недостаточной подачи, а также препятствующий обратному перетоку жидкости через РО при остановках насоса. Подвод пластовой жидкости через фильтры к РО осуществляется параллельно с противоположных торцов насоса, так что движение жидкости по каналам РО происходит навстречу друг другу, а осевые усилия в верхней и нижней паре уравновешиваются. В напорной камере, расположенной между рабочими парами, потоки смешиваются и по зазору между внутренней поверхностью корпуса насоса и наружной поверхностью верхнего статора поступают в НКТ. Основное преимущество такой схемы – повышенная надежность вследствие практически полной разгрузки осевой опоры насоса.
Насосы серии ЭВН предназначены для добычи нефти преимущественно повышенной вязкости (до 10 Ст) с содержанием механических примесей до 0,8 г/л и свободного газа до 50% на приеме насоса.
В настоящее время ОАО «Ливгидромаш» серийно выпускает 13 типоразмеров насосов с подачей от 12 до 200 м3/сут. Давление 9–15 МПа.
Большинство насосов приводится от погружного асинхроннного электродвигателя с частотой вращения 1500 об./мин. С целью увеличения долговечности и расширения области применения ЭВН при эксплуатации малодебитных скважин наметилась тенденция снижения частоты вращения приводного вала. Ряд организаций (завод «Борец», ОАО «РИТЭК», ЗАО «Электон» и др.) ведут работы по использованию в установках ЭВН регулируемого электропривода и редукторных вставок, а также изменению общей компоновки агрегата, его отдельных узлов, условий монтажа и ремонта.
За рубежом ряд компаний также выпускают погружные электронасосы для добычи нефти (как правило, в обычном не сдвоенном варианте, оснащенном усиленной осевой опорой). Фирмы РСМ, Netzsch, Reda, Centrilift предлагают потребителю различные модификации установок ЭВН как по компоновке (с редуктором (рис. 6), со вставным ротором, с возможностью реверсирования вращения ротора для промывки НКТ и др.), так и по способам регулирования скорости.
Винтовые штанговые насосы
Винтовые штанговые насосные установки (ВШНУ) для отбора пластовых жидкостей из глубоких нефтяных скважин появились на нефтепромысловом рынке в начале 80-х годов в США и во Франции. Эффективная работа первых ВШНУ при эксплуатации низко- и среднедебитных скважин с высоковязкой нефтью стимулировала НИОКР ведущих машиностроительных фирм по совершенствованию конструкций установок и скважинных насосов, а также созданию большого количества их типоразмеров с диапазоном подач от 0,5 до 1000 м3/сут. и давлением до 30 МПа.
Технико-экономические предпосылки широкого применения ВШНУ связаны с изменением условий эксплуатации скважин и преимуществами ВШНУ по сравнению с другими механизированными способами добычи нефти.
По сравнению со станками-качалками:
· простота конструкции и минимальные массогабаритные показатели привода;
· отсутствие необходимости возведения фундаментов;
· простота монтажа и обслуживания;
· снижение затрат на транспортные расходы;
· широкий диапазон физико-химических свойств откачиваемых пластовых жидкостей (возможность откачки жидкостей высокой вязкости и повышенного газосодержания);
· отсутствие возвратно-поступательного движения РО, что обеспечивает уравновешенность привода, постоянство нагрузок, действующих на штанги, равномерность потока жидкости, снижение энергозатрат и номинальной мощности приводного двигателя, минимальное эмульгирующее воздействие на скважинный флюид.
По сравнению с винтовыми насосными установками с погружным электроприводом (УЭВН):
· простота конструкции насоса (отсутствуют шарнирные соединения, пусковые муфты, радиальные и осевые подшипники);
· наземное расположение приводного двигателя (отпадает необходимость в кабеле, гидрозащите электродвигателя, а также упрощается контроль за состоянием двигателя и его обслуживание);
· возможность эксплуатации низкодебитных скважин, так как нет необходимости в отводе тепла от погружного агрегата.
Область применения ВШНУ – эксплуатация скважин с низким и средним дебитом и напором до 1000–1500 м, в т.ч. с пластовыми жидкостями высокой вязкости, повышенного содержания газа и механических примесей.
Наземное оборудование ВШНУ, устанавливаемое на трубной головке скважины и предназначенное для преобразования энергии приводного двигателя в механическую энергию вращающейся колонны штанг, состоит из:
– тройника для отвода пластовой жидкости;
– приводной головки;
– рамы для крепления приводного двигателя;
– трансмиссии (силовой передачи);
– приводного двигателя с устройством управления;
– устройства для зажима (подвески) полированного штока.
Скважинное оборудование ВШНУ (рис. 7) состоит из двух частей:
· неподвижной колонны НКТ, в компоновке низа которой устанавливается статор насоса, упорный палец, динамический противоотворотный якорь, газовый сепаратор, фильтр;
· вращающейся в центраторах колонны штанг, нижний конец которой соединен с ротором насоса.
При работе установки поднимаемая пластовая жидкость движется в кольцевом зазоре между колоннами НКТ и штанг и далее через боковой отвод тройника поступает в промысловый коллектор.
В ВШНУ наибольшее распространение получили НКТ и насосные штанги диаметром соответственно 73 и 22 мм. Диаметр полированного штока 31 мм.
Штанговые ОВН могут быть выполнены в трубном (см. рис. 7) и вставном исполнении.
Наиболее эффективна схема вставного насоса, позволяющая производить замену РО насоса (при их износе или в случае перехода на новый режим откачки) без подъема колонны НКТ.
В России приводы ВШНУ выпускают Ижевский и Дмитровский машзаводы, Уфимский нефтяной институт и др. предприятия. Производство скважинного оборудования (центраторы, якоря) налажено в ЗАО «Канаросс» (г. Пермь).
Наряду с типовой схемой ВШНУ известны и оригинальные компоновки, основанные на использовании полых штанг или труб, в которых поток пластовой жидкости поднимается по их внутреннему каналу, что предотвращает отложение парафина и снижает потери на трение за счет создания водяного кольца на стенках полых штанг.
Подобные схемы могут быть выполнены в двух вариантах: с вращающимся статором и заякоренным ротором, предложенным в РГУ нефти и газа (А.с. 1657743), и с вращающимся полым ротором. Последняя схема реализована в установке ОАО «Завод им. Гаджиева», в которой статор закрепляется в колонне обсадных труб, а полый ротор спускается на конце колонны НКТ диаметром 60 мм, вращающейся в центраторах. В данной схеме отпадает необходимость в насосных штангах. Пластовая жидкость поднимается по внутреннему каналу НКТ (как в схеме с вращающейся обоймой) и отводится через вертлюг в промысловый трубопровод. Для осуществления циркуляции жидкости вход в насос располагается в верхнем сечении РО, далее двигаясь вниз через рабочие камеры насоса и дойдя до нижнего сечения, жидкость изменяет направление своего движения и попадает в расточку ротора, сообщаемую с внутренней полостью колонны НКТ.
Широкое распространение ВШНУ получили за рубежом. Ими оборудовано свыше 2500 скважин. В качестве РО штанговых винтовых насосов зарубежных фирм (Baker Hughes, Netzsch, PCM, Robbins&Myers, Sсhoeller-Blеckmann, Weatherford и др.) преимущественно используются традиционные винтовые пары Муано с кинематическим отношением 1:2. Исключение составляют отдельные образцы насосов фирм Netzsch, Robbins&Myers и Baker Hughes, выполненные по схеме с кинематическим отношением 2:3.
При создании отечественных штанговых винтовых насосов на основе многолетнего опыта конструирования, производства и эксплуатации винтовых забойных двигателей (ВЗД) в целом взят курс на использование схемы многозаходного насоса, имеющей существенные конструктивные и эксплуатационные преимущества по сравнению с традиционной схемой (см. выше).
В настоящее время НПО «Буровая техника» – ВНИИБТ и РГУ нефти и газа им. И.М. Губкина разработан параметрический ряд многозаходных насосов серии МВН с кинематическими отношениями от 2:3 до 5:6, охватывающий диапазон подач от 1 до 100 м3/сут. Давление – до 15 МПа. Изготавливаются и ведется промышленная эксплуатация трех типоразмеров насоса с подачами 10, 20 и 30м3/сут. при номинальной частоте вращения 200 об./мин. Разработкой размерного ряда штанговых насосов с кинематическим отношением РО 1:2 и 3:4 занимается ОАО «Ливгидромаш».
Кроме того, ВШНУ могут быть использованы в системах поддержания пластового давления для закачки воды в пласт, а также в технологиях добычи природного газа с отделением пластовой воды и нагнетанием ее в ниже расположенные проницаемые горизонты, освоенных зарубежными компаниями, в частности, Kudu (рис. 8).
Гидроприводные винтовые насосы
В известных гидроприводных насосных установках нашли применение исключительно машины объемного типа с возвратно-поступательным движением рабочего органа (поршня). Практика применения гидропоршневых насосных агрегатов (ГПНА), выявила ряд их существенных преимуществ:
· отсутствие механической (посредством штанг) или электрической (посредством кабеля) связи источника энергии с погружным насосом;
· возможность эффективной эксплуатации скважин уменьшенного диаметра, а также наклонно направленных, эксплуатация которых другими механизированными способами затруднительна;
· возможность регулирования подачи погружного насоса;
· возможность обеспечения оптимального технологического режима эксплуатации, в частности плавный пуск скважин и поддержание заданной интенсивности отбора жидкости.
· возможность замены погружного агрегата без проведения трудоемких спускоподъемных операций, что позволяет кардинально упростить подземный ремонт скважин, сократить время простоя и уменьшить износ труб.
Новые перспективы создания гидроприводных насосных установок открылись в последние десятилетия, когда было освоено промышленное производство винтовых РО для забойных ВЗД и насосов.
Первое упоминание о возможности создания погружного гидроприводного винтового насосного агрегата (ГВНА) по схеме винтовой гидромотор-винтовой насос появилось в России в 1971 г. Позже была предложена схема уравновешанного агрегата и оптимальная геометрия РО насоса.
Схема размещения ГВНА в скважине аналогична той, которая используется при эксплуатации ГПНА.
В качестве гидромотора с незначительными конструктивными изменениями могут использоваться серийно выпускаемые ВЗД диаметром 85–108 мм. Частота вращения этих двигателей 100–300 об./мин. при расходе жидкости 4–10 л/с, перепад давления 6–8 МПа.
В качестве РО насосной части ГВНА целесообразно использовать многозаходные винтовые насосные пары как наиболее соответствующие по своей частоте вращения характеристикам ВЗД. При наружном диаметре таких насосных пар 60–89 мм и указанных выше частотах вращения можно достичь широкого диапазона подач пластовой жидкости 5–100 м3/сут. Особенности рабочего процесса многозаходных насосов позволяют при этом развивать давление 10–15 МПа при длине пары всего 1,5–2 м.
Наземное оборудование, как и в случае использования ГПНА, состоит из типового ассортимента: силовой плунжерный насос, система подготовки рабочей жидкости (отстойники, сепараторы, устройства для разделения эмульсий, подогреватели), оборудование устья скважины, регулирующая и регистрирующая аппаратура.
На начальном этапе создания ГВНА наиболее целесообразным представляется использование конструкций сбрасываемого исполнения со смешанным лифтом в двух простейших компоновках: без уравновешивания (рис. 9) и с частичным уравновешиванием осевых сил. Возможные типоразмеры таких ГВНА, которые могут быть реализованы на базе существующих в настоящее время отечественных многозаходных РО двигателей и насосов, представлены в таблице 1.
Весьма симптоматично, что в конце 90-х годов западные нефтемашиностроительные компании также начали разрабатывать гидроприводные винтовые насосные установки. Так, компания Weatherford опубликовала информацию о создании двух типоразмеров ГВНА с частотой вращения 200–1200 об./мин. и подачей до 80 м3/сут.
Таким образом, сегодня имеются серьезные основания практически рассмотреть вопрос о разработке и внедрении установок гидроприводных винтовых насосов, поскольку:
· накоплен опыт изготовления и эксплуатации основных узлов агрегата (многозаходных винтовых пар, шарниров, гибких валов, осевых опор, резьбовых соединений);
· увеличился удельный вес наклонно-направленных скважин, при эксплуатации которых использование традиционной техники механизированной добычи вызывает определенные проблемы;
· увеличился фонд скважин с трудноизвлекаемыми запасами, где предпочтительно применение насосов с регулируемой подачей.
Гидроприводные винтовые установки могут найти свое место в ряду технических средств для механизированной добычи нефти, так как они обладают рядом существенных технико-экономических преимуществ.
По сравнению с гидропоршневыми насосами:
· повышенной эксплуатационной надежностью и простотой конструкции (в связи с отсутствием клапанов и золотниковых распределителей);
· возможностью использования в качестве рабочей жидкости технической воды, что значительно упрощает систему подготовки жидкости;
· возможностью отборов пластовой жидкости высокой вязкости и повышенного газосодержания;
· отсутствием динамических нагрузок и гидравлических ударов, связанных с возвратно-поступательным движением рабочих органов.
По сравнению со штанговыми насосами:
· возможностью эксплуатации в скважинах со сложным профилем, включая наклонно-направленные с большой интенсивностью искривления;
· отсутствием необходимости в штангах;
· возможностью обеспечения оптимальных технологических режимов отбора путем регулирования подачи наземного силового насоса;
· простотой замены погружного агрегата и проведения ремонта скважины.
По сравнению с электропогружными насосами:
· отсутствием необходимости подвода электрического кабеля в скважину и применения системы гидрозащиты погружного электродвигателя;
· улучшенными пусковыми свойствами насосного агрегата.
Насос двухвинтовой погружной нефтяной (НДПН)
Накопленный опыт проектирования насос-компрессоров позволил также разработать техническую документацию и изготовить опытный образец погружного двухвинтового насоса типа НДПН, предназначенного для добычи нефти из малодебитных скважин (рис. 10).

Насос используется в составе установки для откачки пластовой жидкости из нефтяных скважин (рис. 11), которая состоит из погружного электродвигателя, компенсатора, протектора, предохраняющих электродвигатель от проникновения в него окружающей жидкости, насоса с компенсатором, обратного клапана, спускного клапана, насосно-компрессорных труб (НКТ), кабеля и трансформатора. В случаях, когда требуется обеспечить большой напор, насос может быть выполнен в виде нескольких, последовательно соединенных, модулей. В зависимости от вязкости продукции скважины модуль имеет различные исполнения проточной части, отличающиеся зазорами между винтами и корпусом насоса. Требуемые значения зазоров определяются в ходе выполнения расчета насоса. Расчетные энергетические характеристики для различных вариантов исполнения проточной части насоса (одного модуля) представлены на рис. 12.
Стендовые испытания опытного образца насоса типа НДПН, проведенные на Альметьевской центральной базе производственного обслуживания по прокату и ремонту электропогружных установок (АЦБПО ЭПУ) ОАО «Татнефть», подтвердили способность двухвинтового насоса обеспечить требуемую подачу при заданном перепаде давления.
Пути совершенствования ОВН
Анализ показывает, что в ближайшие годы совершенствование ОВН будет осуществляться за счет повышения качества материалов рабочих органов и совершенствования технологий их изготовления, оптимизации компоновки, геометрии и режимов эксплуатации РО.
Выбор материалов рабочих органов. Дальнейшее развитие и продвижение отечественных ОВН в нефтяной промышленности, несмотря на большое количество оригинальных разработок (как в плане общей компоновки гидромашины, так и в отношении геометрии РО), защищенных патентами, в немалой степени тормозится ограниченными возможностями конструкторов при выборе эластомеров обкладки статоров.
Используемые
в течение многих десятилетий в отечественной практике синтетические нитрильные
резины марок 2Д/405, 3825, 1226 и их производные не могут удовлетворять
разнообразным условиям применения ОВН при перекачке углеводородов с различными
физико-химическими свойствами.
Определенный прогресс в этом направлении связан с разработками фирмы РЕАМ, где
проводятся НИОКР в области комбинированных методов модификации свойств эластомеров,
в том числе создания т.н. «скользких» резин.
Западные компании придают выбору эластомеров первостепенное значение, образно называя эластомер статора «сердцем» насоса. Так, фирма РСМ/Kudu предлагает заказчику 5 модификаций резины твердостью от 52 до 76 единиц по Шору, каждая из которых специально предназначена для эксплуатации насоса в определенных условиях (фрикционный износ; воздействие сероводорода, углекислого газа, ароматических веществ). Термостойкость резин находится в пределах 120–160 °С.
Эффективным способом повышения надежности насосной пары является переход на конструкцию статора с постоянной толщиной эластичной обкладки, а также использование композитных материалов и пластмасс.
Технология изготовления РО. Немаловажное значение для совершенствования ОВН и улучшения их характеристик играют технологические факторы. Методики комплексного расчета зубонарезного инструмента и допусков на профили зубьев, учитывающие неравномерность усадки резины и хромового покрытия, позволяют повысить качество формообразования винтовых поверхностей РО за счет снижения погрешностей профиля и шероховатости поверхности зубьев ротора и сердечника статора, а также назначения оптимального натяга в зацеплении.
Оптимизация геометрии РО. При проектировании ОВН существует возможность выбора альтернативных вариантов РО, отличающихся своими геометрическими параметрами (контурным диаметром и безразмерными коэффициентами). Выбор оптимальной в заданных условиях эксплуатации формы плоской и пространственной геометрии РО является одной из основных задач, стоящих перед конструкторами и эксплуатационниками. Применительно к ОВН критериями оптимальности геометрии РО служат максимум давления, КПД или ресурса насоса.
Рациональная компоновка. Резерв совершенствования ОВН связан и с поиском конструктивных изменений, способствующих повышению надежности и долговечности насосного агрегата, а также улучшения его ремонтоспособности: переход на вставной вариант скважинного насоса; использование в ВШНУ схемы насоса со вторым дополнительным статором, вступающим в зацепление после износа РО и осевого перемещения ротора; переход на модульную конструкцию РО увеличенной длины с целью повышения давления насоса или снижения контактных напряжений в паре.
Оптимизация режима эксплуатации. Повышение эффективности использования ОВН (особенно скважинных насосов) в значительной степени зависит от режима эксплуатации. Существует целый ряд компьютерных программ подбора насосного оборудования для добычи нефти и режима его работы для конкретной скважины. Одна из них, успешно зарекомендовавшая себя на практике, – программа «Автотехнолог», разработанная в РГУ нефти и газа им. И.М. Губкина на основе универсальной модели системы пласт-скважина-насосная установка, использует в качестве исходной информации типовые скважинные данные нефтедобывающего предприятия и постоянно обновляемую базу данных о характеристиках оборудования отечественных и зарубежных производителей.
Реализация оптимальных режимов ОВН связана с использованием регулируемых приводов (электрических и гидравлических). Наиболее перспективно использование установок с частотно-регулируемым электроприводом переменного тока, обеспечивающим широкий диапазон изменения скорости. Другая функция регулируемого электропривода – плавный пуск и останов установки, что повышает надежность ее эксплуатации. Станция управления регулируемым электроприводом включает систему контроля и регистрации, что позволяет отслеживать режим работы оборудования и вносить необходимые управляющие воздействия.
Обоснование выбранной темы
Как уже было сказано ранее, более половины запасов нефти в России относится к трудноизвлекаемым, причем значительную долю составляют высоковязкие нефти (30 сП и более). Кроме того, увеличился удельный вес месторождений с низкими дебитами скважин.
При эксплуатации этих месторождений использование традиционных технических средств механизированной добычи нефти (штанговые скважинные насосы, центробежные бесштанговые насосы, газлифт) малоэффективно.
Многолетний опыт эксплуатации насосов с погружными электродвигателями показал, что винтовые насосы являются одним из наиболее эффективных средств механизированной добычи высоковязких нефтей. В России такие насосы серийно выпускает ОАО «Ливгидромаш».
Высокая эффективность применения электропогружных винтовых насосов (ЭВН) подтверждена при эксплуатации месторождений с вязкой нефтью, таких как Нурлатское («Татнефть») и Усинское («Коминефть»).
Как показывает промысловый опыт, установки ЭВН следует внедрять преимущественно в таких районах, где эксплуатация другого оборудования малоэффективна или совсем невозможна. Это в основном относится к месторождениям со сложными условиями эксплуатации, такими, например, как с вязкой нефтью, с большим содержанием газа при высоком давлении насыщения, с низким коэффициентом продуктивности и др.
Главное преимущество погружных винтовых насосов по сравнению с погружными центробежными состоит в том, что с повышением вязкости до определенных пределов (200 сП) параметры насоса остаются практически неизменными, в то время как параметры центробежного насоса с увеличением вязкости резко снижаются. А при вязкости более 200 сП эксплуатация погружных центробежных насосов становится невозможной.
Следует отметить, что одним из осложняющих факторов добычи нефти является повышенное газосодержание пластовой жидкости. В данных условиях эффективно применять винтовые насосы, так как наличие 50% свободного газа на приеме насоса не вызывает снижения его рабочих характеристик.
Винтовые насосы также эффективно применять в искривленных скважинах. Во-первых, угол наклона ствола скважины в месте установки винтового насоса не влияет на его рабочие параметры.
Во-вторых, установки ЭВН имеют незначительную длину, что облегчает прохождение скважинного агрегата по наклонно-направленной скважине.
Винтовые насосы приспособлены к перекачке пластовой жидкости с повышенным содержанием механических примесей (до 400 мг/л).
Все выше перечисленные преимущества установок электропогружных винтовых насосов требуют более детального изучения существующих и новых видов конструкций и указывают на актуальность данной темы.
Назначение, техническая характеристика, конструкция и принцип действия винтового насоса
Назначение и техническая характеристика
Установки погружных винтовых сдвоенных электронасосов предназначены для добычи нефти преимущественно повышенной вязкости и газосодержания.
В настоящее время отечественной промышленностью выпускаются электропогружные винтовые насосы для добычи нефти следующего параметрического ряда:
УЭВН5–12–1200
УЭВН5–12–1500
УЭВН5–16–1200
УЭВН5–16–1500
УЭВН5–25–1000
УЭВН5–25–1500
УЭВН5–63–1200
УЭВН5–100–1000
УЭВН5–100–1200
УЭВН5–200–900.
Показатели применимости установок:
– максимальная кинематическая вязкость, м2/с – 1*10–3
- максимальное содержание попутной воды, % – 99
- максимальное содержание свободного газа на приёме насоса, % по объёму-50
- максимальная массовая концентрация твердых частиц, г/л – 0,8
- микротвердость частиц, HRC не более – 55
- максимальная температура, °С – 110.
Винтовые насосы характеризуются основными гидравлическими параметрами: напор, давление, мощность, КПД.
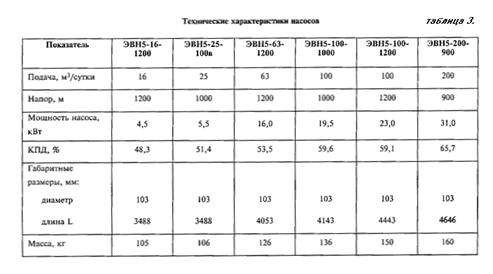
В приведенных ниже табл. 2 и 3 представлены технические характеристики установок электропогружных винтовых насосов и самих насосов.
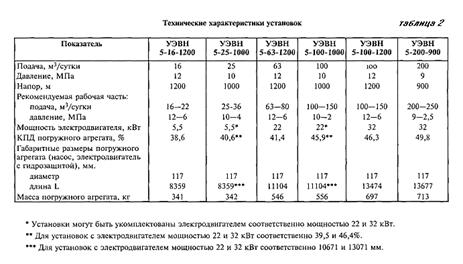
Принцип действия винтового насоса
В объемном насосе рабочий процесс основан на вытеснении жидкости из рабочей камеры, герметично отделенной от полости всасывания и нагнетания. Насосы этого типа имеют большую жесткость характеристик при изменении параметров, возможность перекачивания небольших объемов жидкостей при высоких давлениях, а также жидкостей с широким диапазоном значений вязкости и жидкости с газовой составляющей.
Надежность и долговечность работы в заданных условиях служат одними из решающих факторов при выборе типа насоса.
Отличительная особенность одновинтового насоса как насоса роторного типа заключается в наличии развитых поверхностей трения, мест со щелевым уплотнением. Отсюда вывод, что обеспечение режима жидкостного трения между ротором и статором является необходимым и достаточным условием высокого ресурса насоса.
Рассмотрим условия работы насоса при установившемся режиме (n=const).
На обеспечение режима жидкостного трения будут влиять геометрические параметры винтовых поверхностей ротора и статора и в конечном итоге зазор между ними, свойства материалов и чистота обработки поверхностей ротора и статора, скорость перемещения ротора в статоре; свойства перекачиваемой среды; обеспечение теплового баланса поверхностей скольжения в пределах, допускаемых выбранными материалами. Наиболее часто используется максимально простое конструктивное и технологическое решение одновинтового насоса: ротором служит винт, а статором – обойма насоса. Винт металлический, а обойма – резино-металлическая с внутренней поверхностью из синтетического каучука или другого эластомера.
Винт в обойме совершает сложное планетарное движение. Он вращается не только вокруг своей оси О2, его ось одновременно перемещается по окружности диаметром, равным двум эксцентриситетам (2е) в обратном направлении. Это второе движение винта вызывается его качением на отрезке 2–3 и скольжением на отрезке 5–6 стенок обоймы. Неподвижное зубчатое колесо m с внутренним зацеплением и центром О1, являющимся осью обоймы, имеет диаметр D = 4е. По нему без скольжения катится колесо n диаметром d1 = 2e, которое принадлежит винту и вращается вокруг своей оси в обратном направлении. Во время вращения винта центр любого его поперечного сечения непрерывно перемещается по прямой от верхнего положения А до нижнего положения В и обратно. Это перемещение сверху вниз совершается за один оборот винта, причем точка на окружности n, перемещаясь внутри неподвижной окружности m, описывает гипоциклоиду. Если диаметр перемещающейся окружности равен половине диаметра неподвижной окружности, то гипоциклоида преобразуется в прямую линию AВ длиной, равной диаметру неподвижной окружности m.
При качении окружности n по окружности m в направлении по часовой стрелке из положения 1 в положение 5 круг К (сечение винта) движется вниз, причем он вращается против часовой стрелки и скользит но стенке 6–5 обоймы. Прямая АВ поворачивается на определенный угол, отвечающий форме и шагу винтовой линии обоймы.
Геликоидальная поверхность винта (рис. 16) образуется перемещением окружности К, вдоль оси винта О–О при условии, что центр окружности перемещается по винтовой линии М–М. отстоящей от оси О–О на величину эксцентриситета е винта.
Внутренняя поверхность обоймы образуется винтообразным движением плоскости поперечного сечения 1 – 2 – 3 – 4 – 5 – 6 (см. рис. 14), которая вращается вокруг оси О1 обоймы и соразмерно перемещается вдоль этой оси.
Полный поворот этой плоскости на 360° при равномерном перемещении ее вдоль оси обоймы составит длину шага обоймы
Т = 2 t,
где t – шаг винта.
Между винтом и обоймой образуются замкнутые полости (см. рис. 15), которые заполняются перекачиваемой жидкостью. Сечение этих полостей имеет форму полумесяца.
Вместе с вращением винта полости или камеры, наполненные жидкостью, перемещаются вдоль оси обоймы из приемной полости в полость нагнетания, причем за каждый оборот винта жидкость в камере переместится в осевом направлении на длину шага обоймы Т.
Сечение, заполняемое жидкостью, постоянно по длине обоймы и определяется площадью прямоугольника со сторонами 4е и D или
F= 4еD,
где D – диаметр винта.
При частоте вращения n оборотов теоретическая подача, насоса
Qt = 4eDTn,
а действительная подача
Qg = Qt ηоб = 4eDTn ηоб,
где ηоб – объемный КПД одновинтового насоса.
Оптимальным законом распределения давления по длине обоймы должна быть эпюра 1 в форме треугольника ОАБ (рис. 17), где ОБ – длина обоймы, а р – заданное давление. На практике могут быть нежелательные отклонения. Так, гипотенуза 2 треугольника ВАБ показывает, что рабочее давление р насоса распределяется не на всю длину насоса ОБ, а лишь на крайние витки ВБ. Это значит, что натяг в рабочих органах велик и эластомер будет интенсивно разрушаться.
Гипотенуза 3 треугольника А'ОБ показывает, что насос собран с зазором и не развивает заданного давления р, что также неприемлемо. Оптимален вариант, когда давление р распределяется по всей длине обоймы равномерно.
Экспериментальные кривые 4, 5, 6 и 7 сняты на идентичных по натягу насосах с различной длиной обоймы. Фактические данные хорошо корреспондируются с теоретической эпюрой 1 и подтверждают возможность получения пропорционального нарастания давления по длине обоймы. Учитывая, что на максимальном достигнутом давлении в 250 кгс/см2 насос не будет иметь достаточного ресурса, на основании многолетнего опыта рекомендуется брать в расчет перепад давления между соседними камерами: Δ р = 45–50 м.
Длина обоймы L связана с напором насоса Н, шагом винта и перепадом давления между соседними камерами следующей зависимостью:
L = (H / Δ р + 2) t
Под натягом понимается разность между диаметром поперечного сечения винта и внутренним диаметром обоймы. Если эта разность отрицательна, имеется зазор в этой рабочей паре.
Рабочие органы и конструкция винтового насоса
Все погружные установки ЭВН выполнены по одной конструктивной схеме с двумя рабочими органами, соединенными параллельно (рис. 18).
Преимущество такой сдвоенной схемы расположения рабочих органов заключается в том, что в данном случае при одном и том же поперечном габарите достигается удвоенная подача насоса, что весьма существенно, учитывая ограниченные диаметральные габариты нефтяных скважин. Другим преимуществом такой схемы является то, что здесь рабочие органы взаимно гидравлически уравновешены. Это исключает передачу значительных осевых усилий на опорные подшипники насосов или пяты электродвигателей.
Насос состоит из пусковой кулачковой муфты центробежного типа, основания с приводным валом, сетчатых фильтров, установленных на приеме насоса, рабочих органов с правыми и левыми обоймами и винтами, двух эксцентриковых шарнирных муфт, предохранительного клапана.
В основном все узлы и детали унифицированы и применяются, за некоторым исключением, во всех типоразмерах насосов. Все насосы имеют две приемные сетки, по одной для каждого рабочего органа, и общий выход, благодаря чему подача насоса равна сумме подач обоих рабочих органов, а напор насоса равен напору каждого рабочего органа.
В России установки электропогружных винтовых насосов выпускаются следующих модификаций – А, Б, В, Г.
А – для жидкости с температурой до 303 К (30 °С);
Б – для жидкости с температурой от 303 до 323 К (от 30° до 50 °С);
В - для жидкости с температурой от 323 до 343 К (от 50° до 70 °С).
Насос с подачей 16 м3/сутки, комплектуемый гидрозащитой 1Г51, имеет следующие обозначения: 1УЭВН5–16–1200, В.
Эксцентриковая муфта обеспечивает возможность сложного планетарного вращения винтов в обоймах, благодаря чему жидкость проталкивается вдоль оси винта и создается необходимый напор для подъема жидкости на поверхность.
Эксцентриковая муфта насосов ЭВН5–100–1000 и ЭВН5–200–900 (рис. 19) отличается от муфты насоса 1ЭВН5–25–1000 тем, что в насосах с подачами 100 и 200 м3/сутки муфта с винтом соединяется штифтами, а в насосах с подачами 16 и 25 м3/сутки – соединение на резьбе. Муфта (см. рис. 19) состоит из двух шарнирных узлов, соединенных резьбовым валиком 5. Вращение в муфте передается через ролики 3, расположенные в специальных гнездах поводка 2 и корпуса 7. Осевая сила воспринимается поводком и сферической шайбой 4. Резиновые манжеты 7 и пружина 6 сохраняют смазку в шарнирном узле и защищают его от механических примесей. Шарнирность узла обеспечивается сферическими опорными поверхностями поводка и шайбы и зазором между роликами и соответствующими отверстиями в корпусе и поводке.
Шламовая труба защищает насос от механических примесей, выпадающих из колонны труб, заполненных жидкостью, при остановке насоса. Корпусные детали составляют трубчатый корпус насоса. Рабочие органы насоса – обоймы в комплекте с рабочими винтами. Внутренняя поверхность обоймы выполнена из твердой маслобензостойкой резины и имеет двухзаходную винтовую поверхность с шагом в 2 раза большим, чем шаг винта, причем направление спирали одной обоймы – левое, а другой – правое. Вследствие разных направлений спирали на обоймах и соответственно на винтах обеспечивается гидравлическая разгрузка насоса.
Для насосов с подачами 16 и 25 м3/сутки винты изготавливают из стали, а для насосов с подачами 100 и 200 м3/сутки – из титанового сплава, благодаря чему, за счет уменьшения массы винта, снижается вибрация насоса.
Пусковая ведущая муфта вместе с кулачками и ведомая полумуфта, надетая на вал насоса, обеспечивают включение насоса при максимальном крутящем моменте двигателя, соответствующем частоте вращения 800–1100 об/мин.
Включение муфты при максимальном крутящем моменте вызвано тем, что винтовой насос имеет большую инерцию покоя и, чтобы запустить его, необходим повышенный пусковой момент. Достигается это за счет выдвижения кулачков, стянутых пружиной, под действием центробежной силы, соответствующей этой частоте вращения двигателя. Зацепление кулачков и включение насоса происходит после того, как кулачки вошли в соответствующие окна в ведомой полумуфте, обеспечивающей вращение приводного вала насоса только в заданном направлении. При обратном вращении за счет скоса на кулачках муфта не включается, и кулачки проскальзывают.
Внутри основания насоса расположены вал с подшипниками и опорные пяты из силицированного графита. Основание (рис. 20) можно использовать только в насосах, комплектуемых гидрозащитой 1Г51. В этом узле нет сальника, а смазка трущихся поверхностей осуществляется пластовой жидкостью. На приводной вал 4 надеты защитные втулки 1 из нержавеющей стали, которые вращаются в бронзовых втулках 2. Концевые неподвижные опорные пяты опираются на резиновые прокладки для равномерной передачи усилий на всю поверхность пяты.
Предохранительный поршеньково-золотниковый клапан расположен в верхней части насоса. Клапан (рис. 21) состоит из корпуса золотника 3, золотника 4, поршня 5, амортизатора 2 и корпусных деталей 7 и 6. Клапан обеспечивает технологические и эксплуатационные операции по обслуживанию и монтажу насоса. Основные функции клапана: защита насоса от перегрузки в случае повышенного давления в напорной линии; обеспечение слива и залива колонны труб при спуско-подъемных операциях; перепуск жидкости из напорной линии обратно в скважину или при недостаточном притоке жидкости из пласта в скважину, или при содержании в жидкости большого количества газа; предотвращение обратного потока откачиваемой жидкости из труб через рабочие органы при остановках насоса.
Обойма. В стандартном одновинтовом погружном насосе типа ЭВНТ обойма является несущей конструкцией, а ее корпус выполняет функции корпуса всего агрегата. Поэтому к прочности и точности изготовления металлического корпуса предъявляются повышенные требования, особенно в отношении разностенности. Обычно его изготовляют из горячекатаных легированных стальных труб. Легирование хромом нежелательно, так как ухудшает крепление эластомера, например, синтетического каучука. Для увеличения прочности крепления резины к металлу рекомендуется внутреннюю поверхность корпуса выполнять в виде неглубокой нарезки произвольного профиля, которую затем покрывают различными слоями материалов, обеспечивающих надежное (не менее 40 кгс/см2 на отрыв) крепление резины к металлу. Обычно этот процесс производится в пресс-форме, одновременно с вулканизацией самой резиновой смеси.
При конструировании и расчете профиля винтовой поверхности всегда учитываются свойства синтетического каучука данной марки. Важно обеспечить равномерность толщины слоя резины по всей длине обоймы. Необходимо учитывать и изменение геометрической формы изделия в процессе вулканизации его в пресс-форме.
Требования к эластомеру обоймы. Гарантийная наработка до отказа обоймы, непрерывно работающей в нефтяной скважине с напором 900–1500 м, должна быть не менее 1 года при сроке хранения 2 года
Эластомер обоймы, обычно синтетический каучук, должен быть работоспособным, т.е. нефтестойким в нефтяной среде различных месторождений, причем часто требуется его работоспособность при высоких температурах жидкости – до 70–90 °С.
Вследствие высоких требований по напору конструктивная длина обойм некоторых типоразмеров уже достигает 1500 мм и существует непрерывная тенденция к увеличению этого размера. Отсюда очень важны высокие литьевые свойства эластомера и обеспечение прочности крепления его к металлу не менее 40 кгс/см2. Особое внимание уделяется равномерности крепления резины по всей поверхности обоймы.
Эластомер должен обладать достаточной твердостью, быть стойким к воздействию жидких и газообразных, агрессивных сред, уменьшение массы образца не допускается.
Транспортирование и монтаж оборудования можно производить в заполярных районах и в районах с тропическим климатом. Эластомер должен удовлетворять и этим специфическим требованиям.
Специальных исследований требует проблема газостойкости эластомера, т.е. стойкости к проникновению газов.
При сравнении газопроницаемости различных синтетических каучуков установлено, что удельная газопроницаемость нитрильного синтетического каучука (СКН) в 20 раз больше фторокаучука. Однако при насыщении образцов углекислотой, которая по своему действию на СК близка к нефтяным попутным газам, наименьшему разрушению подвергаются образцы, обладающие большей газопроницаемостью. Это объясняется возможностью молекул газа выходить из межмолекулярной решетки, не разрушая ее при резком снижении давления окружающей среды, что происходит при подъеме насоса из скважины во время ремонта.
Большое значение при выборе эластомера имеет коэффициент трения эластомера по металлу. С этой точки зрения могут быть рекомендованы фторокаучуки и полиуретаны.
Одним из специфических свойств эластомера является его твердость. Это свойство характерно не само по себе, а служит контролируемым выразителем суммы других физико-механических показателей, которые в готовом изделии проконтролировать бывает невозможно.
Показатели теплостойкости связаны с показателем твердости обычной зависимостью: теплостойкость твердых эластомеров выше, чем более мягких.
С точки зрения повышения напорности насоса повышение твердости является полезным свойством, оно совпадает и с повышением теплостойкости. Однако наиболее износостойки мягкие синтетические каучуки.
Таким образом, для износостойкой модификации насоса необходимы обоймы в специальном исполнении.
После вопроса крепления к металлу износостойкость является наиболее важным из требований, предъявляемых к эластомеру.
Стойкость к истиранию полиуретановых каучуков в несколько раз выше стойкости нитрильных. Однако проблема трения и износа трущихся пар с участием механических примесей сложна и требует больших усилий для ее исследования и решения. Пока наиболее износостойкая пара – хром по эластомеру.
Обоймы, покрытые изнутри эластомером, изготовляют, как правило, в пресс-форме. Эластомер заполняет форму и подвергается вулканизации. С помощью литьевых стержней с правым и левым направлением винтовых спиралей формуются соответствующие обоймы – правые или левые. Перед сборкой качество и размер обойм контролируется гладкими цилиндрическими калибрами.
Контроль качества эластомера осуществляется с помощью свидетелей – образцов эластомера, изготовляемых в той же пресс-форме одновременно с изделием. По торцам обоймы контролируется твердость эластомера.
Стабильность химического состава и физико-механических свойств эластомера и строгое соблюдение технологического регламента на всех операциях обеспечивают гарантированный ресурс насоса.
Винт. Наиболее технологически простым является однозаходный винт с поперечным сечением в виде правильного круга.
Винт может быть изготовлен из стали, легированной хромом, или из титанового сплава, который примерно в 1,7 раза легче стали и не уступает ей по прочности Выигрыш в массе позволяет во столько же раз снизить нагрузку на эластомер от центробежной силы при вращении винта. Обрабатывается винт на токарном станке, обычно с приспособлением для вихревой нарезки, что позволяет получить высокую точность при наиболее высокой производительности труда. Поверхности винта должны удовлетворять требованиям высокой твердости и чистоты обработки. Эти условия выполняются нанесением на поверхность твердого слоя хрома и его полированием в специальном приспособлении.
Монтаж, эксплуатация и ремонт выбранного оборудования
Монтаж установок скважинных винтовых электронасосов
Перед доставкой винтового электронасоса (ЭВН) на скважину необходимо тщательно проверить все оборудование в соответствии с инструкцией на эксплуатацию.
Подготовка скважины к эксплуатации, монтаж установки скважинного винтового электронасоса (УЭВН) и спуск агрегата в скважину, настройка и регулировка пусковой электроаппаратуры, а также подготовка к пуску установки проводятся также как и при монтаже установки скважинного центробежного электронасоса.
Монтаж заканчивают установкой оборудования на устье скважины, которое обеспечивает подключение трубопровода для отбора газа из межтрубного (кольцевого) пространства; установкой на выкидном трубопроводе манометра, обратного клапана и задвижки, которая должна стоять по ходу жидкости перед обратным клапаном. Перед пуском установки необходимо открыть задвижку. Эксплуатация насоса при закрытой задвижке недопустима, так как это неизбежно приведет к аварии.
Техническое обслуживание установок скважинных винтовых электронасосов
В процессе эксплуатации УЭВН:
ведут наблюдение за работой насосного агрегата;
не реже одного раза в месяц замеряют подачу насоса, содержание попутной воды, температуру откачиваемой жидкости, динамический уровень, буферное давление;
не реже одного раза в неделю замеряют напряжение и силу тока электродвигателя;
при снижении сопротивления изоляции ниже 0,05 МОм из скважины поднимают электродвигатель;
при отключении установки устройством контроля изоляции, после предварительного замера сопротивления изоляции
системы кабель – двигатель, скважинный агрегат поднимают из скважины;
при отключении установки повторный запуск проводят после замера сопротивления изоляции системы кабель – двигатель;
периодически очищают аппаратуру от пыли и грязи, подтягивают ослабевшие и зачищают подгоревшие контакты, проверяют затяжку болтов на входе и выходе и перемычках трансформатора (обесточенных);
устраняют все неисправности аппаратуры согласно инструкции по эксплуатации.
Данные о работе установки заносят в эксплуатационный паспорт.
Подъем и демонтаж установок скважинных винтовых электронасосов
Для того чтобы выполнить подъем и демонтаж следует выключить установку, затем выключить рубильник – предохранитель; отсоединить кабель, питающий двигатель. От станции управления проверить сопротивление изоляции системы кабель – двигатель, установить и отцентрировать мачту подъемного механизма, при необходимости заглушить скважину, применяя для этой цели только обратную промывку, демонтировать устьевую арматуру, слить жидкость из НКТ через сливной клапан, сбросив в колонну НКТ ломик диаметром 53 мм, ввернуть в муфту колонны НКТ патрубок длиной 0,5–1 м с муфтой на другом конце, установить на патрубке элеватор и приподнять колонну труб. Разобрать уплотнение кабеля в планшайбе или колонной головке, установить на фланец колонной головки пьедестал и поднимать скважинный агрегат со скоростью 0,25 м/с.
При подъеме труб кабель освобождают от поясов, не допуская падения их в скважину. Трубы поднимают с одновременным наматыванием кабеля на барабан. Необходимо кабель наматывать равномерно и не касаться земли. Не допускаются его перегибы и удары по броне. Кабель из скважины должен поступать на верхнюю часть барабана. После подъема агрегата снимают кожухи плоского кабеля.
Агрегат разбирают на секции и проверяют наличие масла и герметичность двигателя и гидрозащиты, легкость вращения валов, а так же выявляют наличие внешних дефектов. Демонтаж агрегата осуществляется в последовательности, обратной монтажу. В электродвигателе измеряют сопротивление изоляции и затем токоввод закрывают специальной крышкой. После отсоединения кабельной муфты от электродвигателя замеряют сопротивление изоляции кабельной линии.
По окончании демонтажа результаты внешнего осмотра, результаты замеров сопротивления изоляции кабеля, электродвигателя, герметичности двигателя, результаты проверки вращения валов заносятся в эксплуатационный паспорт.
Ремонт установок скважинных винтовых электронасосов
Все работы по ремонту УЭВН выполняет специализированная ремонтная бригада БПО (ЦБПО). Также ремонт может осуществляться сервисными организациями, имеющими соответствующую лицензию.
Технология ремонта винтового насоса предусматривает следующие работы.
1. Наружная очистка от грязи, эксплутационной среды, парафина, солей.
2. Разборка на специальном верстаке, оборудованном струбцинами. При разборке насосов необходимо помнить, что все вращающиеся детали (винты, валы, эксцентриковые муфты) имеют левые резьбы, а корпусные детали и обоймы – правые. Разборка сначала ведется на сборочные единицы, а затем производится разборка сборочных единиц.
3. Мойка деталей.
4. Дефектация деталей на годные, подлежащие ремонту и подлежащие списанию. Детали признаются негодными для дальнейшего использования при следующих дефектах:
на резиновых обоймах имеются раковины, газовые пузырьки и другие недопустимые дефекты, оговоренные в нормативно-технической документации;
на винтах имеются смятия пазов, сколы хрома на рабочих поверхностях, трещины или отклонения от первоначальной формы;
на эксцентриковых муфтах имеются смятые или сломанные ролики, трещины и смятые пазы под ролики;
на ведущей полумуфте имеются трещины, вмятины и износ, сломана пружина;
износ подшипников скольжения в опоре превышает 0,25–0,3 мм, а на пятах из силицированного графита имеются сколы, трещины или другие дефекты или их износ превышает 1 мм.
5. Ремонт деталей, восстановление поверхностей которых возможно в цехах БПО (ЦБПО). Отремонтированные детали должны соответствовать требованиям нормативно-технической документации.
6. Комплектация деталей для сборки насоса.
7. Сборка насоса. Перед сборкой все детали должны быть смазаны консервационной смазкой. Сначала собирают основные сборочные единицы, затем собирают насос в целом. При сборке рабочих органов (винтов) необходимо произвести их балансировку в насосе. Балансировка достигается путем смещения при сборке осей правого и левого винтов в диаметрально противоположные стороны от оси насоса. Балансировка производится с помощью специальной скобы, поставляемой вместе с насосом.
8. Испытание насоса. Цель испытаний – проверить соответствие паспортных данных фактическим. Испытания следует проводить на трансформаторном масле с температурой 25~30 °С и вязкостью 10-5 – 2 10-5 м2/с. При этом насосы обычного исполнения должны иметь параметры, соответствующие номинальным, а насосы, предназначенные для работы в условиях повышенной температуры или вязкости, должны иметь показатели на 25–30% меньше номинальных. Во время испытаний насосы обкатываются на стенде под нагрузкой в течение 20–30 мин. Снижение подачи после восстановления допускается до 12%.
9. Проверка креплений насоса и их герметичности, пайка и лужение швов.
10. Установка упаковочных крышек.
Ремонт электродвигателя и гидрозащиты выполняется аналогично ремонту электродвигателя и гидрозащиты скважинных центробежных электронасосов.
Влияние зазора и натяга в рабочих органах винтового насоса на его характеристики
Рассмотрим явления, связанные с зазорами и натягами, имеющимися в насосе.
Практика проектирования насосов с упругой обоймой показывает, что для обеспечения эффективной работы необходимо создать достаточную герметичность по линиям контакта поверхностей винта и обоймы. Обычно герметичность достигается тем, что рабочий винт имеет превышение одного или нескольких размеров (чаще всего поперечного сечения) над соответствующими элементами профиля обоймы, т.е. имеет место первоначальный натяг δ0.
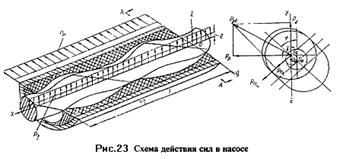
Схема действующих сил. Определим силы, вызывающие трение, винта и регламентирующие положение винта в обойме (рис. 23). Таких сил две.
1. Сила инерции, существование которой обусловлено кинематикой движения винта, на длине шага винта
![]()
PJ = 3,14· (0,0125)2·3,9·0,024·0,013·1572·0,7/ 9,8=
где r – радиус поперечного сечения винта;
t – шаг винта;
е – эксцентриситет винта;
γ – удельный вес материала винта;
ω0 – угловая скорость перемещения оси винта относительно оси обоймы;
g – ускорение силы тяжести;
а – коэффициент, учитывающий силу инерции от вращения эксцентриковой муфты и той части тела винта, которая выступает из обоймы.
2. Радиальная гидравлическая сила, определенная Д.Д. Саввиным:

Здесь Pk – межвитковый перепад давления
![]()
Pк=2–0,6/ 2·1–1=МПа
где Рн – давление нагнетания;
Рвс – давление всасывания;
z – количество шлюзов в каждой нарезке обоймы.
Равнодействующая этих двух сил равна:
![]()
Суммарная нормальная сила на контактной линии на длине шага винта:

Из рис. 23 видно, что угол φ является углом поворота оси сечения обоймы относительно оси z, a γ = arctg (РP / РJ).
Таким образом, устанавливаем, что нормальная сила, прижимающая винт к обойме, является функцией обеих радиальных сил, а также соотношением их значений.
Приведенная нормальная сила с учетом влияния первоначального натяга
![]()
где сила Pδ является функцией первоначального натяга, толщины и механических свойств резины рабочей поверхности обоймы и определяется экспериментально.
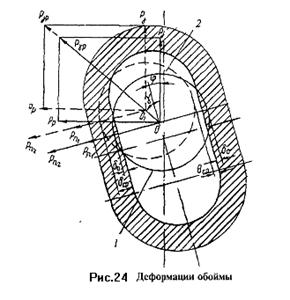
Деформация внутренней поверхности обоймы происходит в направлении равнодействующей силы PJP, под действием которой винт смещается в обойме. Предположим, что смещение это (ОО1) будет равно m (рис. 24, изменится и натяг (радиальная деформация резины) на контактной поверхности рабочих органов.
Суммарный натяг представим в виде:
![]()
С целью создания смазки на контактной поверхности геометрические размеры рабочих органов выбираются таким образом, чтобы обеспечить при работе насоса появление зазора.
Значения зазора определяются
![]()
Уравнения (1.56) и (1.57) справедливы для всех положений винта в обойме, за исключением момента φ = 0 ± (π/2) n, когда сечение винта занимает крайнее положение в сечении обоймы. Анализ деформации резины в этих сечениях показывает, что образующийся после деформации зазор весьма мал и для практических расчетов им можно пренебречь. Графики изменения зазора и натяга на развертке рабочих органов насоса на длине шага обоймы показаны на рис. 25.
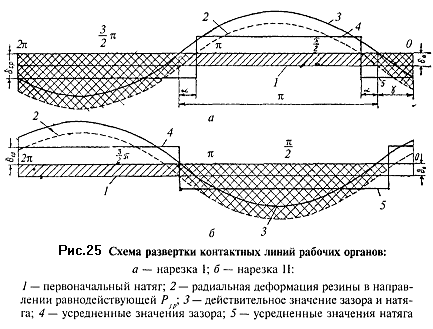
Исследование зависимостей (1.56) и (1.57) показывает, что ввиду малой амплитуды кривых справедливо, при сохранении постоянства гидравлического радиуса, заменить действительные значения зазора и натяга средними, пользуясь следующими выражениями:
![]()
где χ – коэффициент,
Длина проекции проточной части контактной линии на ось обоймы на длине шага винта
![]()
Длина проекции поверхности трения винта в обойме по длине шага винта
![]()
На основании проведенных исследований были сделаны следующие выводы:
1. Одновинтовой насос характеризуется непостоянной ориентацией рабочего винта. При работе насоса под действием инерционных и гидравлических сил происходит радиальная деформация упругой обоймы и смещение винта в поперечном направлении.
2. Деформация обоймы предопределяет возникновение зазора с одной стороны, диаметрального сечения винта и натяга между винтом и обоймой с другой, величина и протяженность которых непостоянны и определяются выражениями (1.56–1.61).
Механические потери. Первоначально примем два допущения.
1. В процессе работы насоса винт самоустанавливается в обойме, вследствие чего силы, действующие на обойму, распределяются равномерно по всей длине (при идеальной геометрии винта и обоймы).
2. Коэффициент трения винта по резиновой поверхности обоймы постоянен.
Мощность трения на длине обоймы, кВт:
![]()
где f – коэффициент трения пары «обойма – винт», в функции удельного давления;
n – скорость вращения приводного вала, об/мин.
Задачей одного из циклов проведенных балансовых испытаний являлось определение области оптимальных значений величины δ0. Было установлено, что для обойм, внутренняя полость которых отлита из резины с твердостью 55–75 ед. по ТМ-2, оптимальным с точки зрения равномерности распределения давления вдоль оси обоймы следует считать межвитковый перепад давления
![]()
В этом режиме максимальные уровни КПД были получены при следующих значениях величины первоначального натяга
![]()
Механические потери в рабочих органах существенно зависят от величины первоначального натяга (рис. 26).
При δ0> δ0опт наблюдается резкое повышение мощности трения.
Объемные потери. Объемные потери представляют собой расход жидкости через щель проточной части контактной поверхности:

где S – площадь щели.
Коэффициент расхода μ в общем виде является функцией числа Рейнольдса определяемого из выражения
![]()
определяемого из выражения

где v – коэффициент динамической вязкости
Совместно решая уравнения (1.62) и (1.63), получим:
где Е – длина проточной части контактной линии.
Для определенного типоразмера насоса при перекачке однородных жидкостей
Следовательно,
![]()
Стендовые испытания рабочих органов насоса 1ВВ 1,6; 1ВВ 0,8 и 1ВВ 0,4 при перекачке воды показали, что при первоначальных натягах по выражению (1.61) перетоки жидкости характеризуются весьма широким диапазоном числа Рейнольдса (Re = 300–10000).
Экспериментально были получены следующие значения коэффициентов:
Анализ выражения (1.69) (предположив Рк= const) позволяет получить аналитическую зависимость объемных потерь насоса от величины зазора и первоначального натяга:

где![]()
На рис. 27 показана зависимость объемных потерь насоса 1ВВ, 1,6/16 от величины первоначального натяга при перекачке воды.
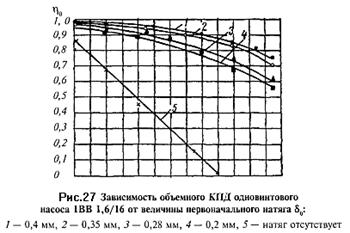
Анализ результатов испытаний объясняет заметный разброс значений подачи насосов серийного производства, в которых по технологическим соображениям первоначальный натяг имеет отклонение ±0,1 мм.
Результаты теоретических и экспериментальных исследований показали:
1. Величина первоначального натяга оказывает большое влияние на энергетические показатели одновинтовых насосов.
Для принятых оптимальных значений перепадов межвитковых давлений (1.61) имеет место интервал значений первоначального натяга (1.62), при котором рабочие органы насоса работают с максимальным значением КПД, достигающим 70–75% для насоса 1ВВ 1,6 и 55–65% для насоса 1ВВ 0,4.
2. С повышением величины 8о: уменьшается зазор в проточной части контактной линии, вследствие чего уменьшаются объемные потери; увеличивается нормальная сила и уменьшается удельное давление, что вызывает увеличение механических потерь.
3. При натяге 8о > 5о опт наблюдается резкое понижение общего КПД насоса.
Расчет золотника предохранительного клапана на прочность и устойчивость
Рабочее давление при котором работает золотника
p=ρgH,
где ρ – плотность нефти
g – ускорение свободного падения
H – напор создаваемый насосом.
p=950·9,8·1000=9,31МПа
Усилие сжатия золотника со стороны поршня
Fсж1=π·p·(D2/4)
где р – рабочее давление при котором работает золотник
D – диаметр поршня
Fсж1 = 3,14·9,31·106·0,0362 / 4 = 9,5кН
Усилие сжатия золотника с другой стороны
Fсж2=π·p·(d12/4)
где d1 – диаметр золотника с другого конца
Fсж2 = 3,14·9,31·106·0,0182 / 4 = 2,4кН
Так как центральная часть золотника имеет наименьший диаметр, в нем будут возникать наибольшие напряжения сжатия, определим их
σсж = Fсж /f2
где f2 – площадь сечения по внутреннему диаметру
f2 = π·d2 2 /4 = 3,14·0,0142 / 4 = 15,4·10-5 м2
Fсж = Fсж1+ Fсж2 = 9,5+2,4 = 11,9кН
σсж = 11,9·103 / 15,4·10-5 = 77,3 МПа
Выбираем сталь марки ВСт2пс для которой σв =330МПа
Отсюда находим коэффициент запаса на прочность
n = σв/ σcж =330 / 77,3 = 4,3
Запас прочности по усталости:
na =σ1ּε / kσּ σсж
kσ - эффективный коэффициент концентрации напряжения
kσ = 1
σ1 - предел выносливости при сжатии для золотника двустороннего действия.
σ1 = 0,45ּσв
σ1 =0,45ּ330 = 148,5 МПа
ε – масштабный фактор
ε = 1,5
na =148,5ּ1,5 / 77,3 = 2,9
Устойчивость золотника (продольный изгиб)
λ = l /imin
l – свободная длина золотника
imin = (J/f)1/2 J = π·d4/64 f = π·d2/4
imin =d/4
imin - min радиус инерции штока
λ = 4l /d
λ=4ּ95 / 14 = 27,14
λ<105, по формуле Ясинского
σкр =335–0,6 λ
σкр = 335 – 0,6 77,3 = 288,62МПа
При σкр = 288,6МПа золотник потеряет устойчивость
Запас устойчивости,
nу= σср/ σсж = 288,6/77,3 = 3,73
Список используемой литературы
1. R. Moineau. Gear Mechanism. USA Patent №1892217, 27.04.1931.
2. Балденко Д.Ф., Бидман М.Г., Калишевский В.Л. и др. Винтовые насосы. М., Машиностроение, 1981.
3. Балденко Д.Ф. Винтовые гидравлические машины. Машины и нефтяное оборудование. М., ВНИИОЭНГ, 1979, №9.
4. Балденко Д.Ф., Балденко Ф.Д. Перспективы применения и критерии эффективности одновинтовых гидромашин в нефтяной промышленности. Строительство нефтяных и газовых скважин на суше и на море. М., ВНИИОЭНГ, 1995, №4–5.
5. Ратов А.М., Хейфец А.С. Одновинтовые скважинные электронасосы в Советском Союзе и за рубежом. М., ЦИНТИхимнефтемаш, 1979.
6. Балденко Д.Ф., Балденко Ф.Д., Власов А.В., Хабецкая В.А., Шардаков М.В. Параметрический ряд многозаходных скважинных винтовых насосов. Нефтепромысловое дело. М., ВНИИОЭНГ, 2001, №8.
7. Коротаев Ю.А. Прогрессивный инструмент для формообразования зубьев многозаходных героторных механизмов винтовых забойных двигателей и насосов. М., ВНИИОЭНГ, 2002.
8. Балденко Д.Ф., Балденко Ф.Д. Перспективы создания гидроприводных винтовых насосных установок для добычи нефти. Нефтяное хозяйство, 2002, №3.
9. Балденко Ф.Д., Дроздов А.Н., Ламбин Д.Н. Характеристики одновинтовых гидромашин на газожидкостной смеси. Строительство нефтяных и газовых скважин на суше и на море. М., ВНИИОЭНГ, 2003, №4.
10. Пятов И.С., Васильева С.Н. и др. Комбинированный метод модификации фрикционных свойств резин. Каучук и резина, 1999, №5
11. Расчет ведется по книге Ивановский В.Н., Дарищев В.И., Сабиров А.А. и др. «Насосные установки для добычи нефти» стр. 360–380.
12. Internet www.livgidromash.ru