
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Расчет режимов резания при растачивании
Курсовая работа: Расчет режимов резания при растачивании
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НОВГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ ЯРОСЛАВА МУДРОГО
КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Расчетно-графическая работа по курсу:
«Резание материалов и режущий инструмент»
для специальности 080502 «Экономика и управление предприятиями машиностроение»
9 вариант
Проверил:
Преподаватель
Косенко А.И.
Выполнила:
Студентка гр.433
Новикова И.В.
Великий Новгород
2007 г.
Оглавление
Введение ………….……………………………………………………...…3
1. Задание на работу………………………….. …….…………….......3
2. Схема операции согласно заданию…………………… ……….....4
3. Схема инструмента…………………………………... ……………5
4. Анализ влияния различных факторов на ЭРР……. ……….……..6
5. Расчет режима резания при растачивании……………………….17
Библиографический список. …………………………………………....24
Введение.
Обработка резанием в современном машиностроительном производстве остается важнейшим технологическим методом обеспечения все повышающихся требований к точности и качеству деталей машин. При этом как методы обработки, так и режущий инструмент и технологическая оснастка постоянно совершенствуются.
Все это предъявляет повышенные требования к знаниям современного состояния металлообработки и умения эти знания применить на практике при проектировании технологических процессов для его обеспечения. Практические навыки эффективного применения металлорежущего инструмента, оборудования и процессов металлообработки необходимы любому специалисту, работающему с техникой. Эти знания и умения необходимы и при ремонте различных механизмов и устройств и для реализации новых разработок независимо от масштабов производства: высокоавтоматизированного крупного машиностроительного предприятия или частной ремонтной мастерской из нескольких человек.
Цель курсовой работы: закрепить материал курса «Резание, металлорежущие станки и инструмент» в части выбора и применения современных инструментальных материалов и конструкций режущего инструмента, выбора рациональных условий эксплуатации инструмента с учетом возможностей технологического оборудования.
1. Задание на работу.
Главная цель работы – повысить производительность и качество обработки плоских поверхностей деталей машин за счет выбора рациональных параметров обработки; разработать математическую модель оптимизации режимов резания при растачивании.
| Марка обрабатываемого материала (сталь) | 45 |
| Временное сопротивление δВ Мпа | 451 |
| Вид операции | Растачивание |
| Диаметр заготовки D3, мм | 136 |
| Диаметр обрабатываемой поверхности d, мм | 140 |
| Длина обработки ℓ, мм | 60 |
| Шероховатость RZ, мм | 12,5 |
| Квалитет | 9 |
| Наружный диаметр трубы, мм | 200 |
2. Схема операции
В состав расчетно-графической работы входит выбор металлорежущего инструмента, расчет режимов обработки и сил резания, а так же проектирование одного из применяемых инструментов. С учетом данного способа обработки, выбрать и обосновать перечень необходимого металлорежущего инструмента с указанием полного наименования, конструкции и материала режущей части. При этом вид инструмента и его тип определяется способом обработки и формой и размерами обрабатываемых поверхностей.
Таким образом, следует провести операцию в следующей последовательности:
1) Выберем вид станка для заданной операции
2) Выберем вид инструмента, обеспечивающего обработку заданной поверхности
3) Выберем вид режущего материала, обеспечивающего максимальную производительность
4) Назначим оптимальные геометрические параметры режущего инструмента
5) Назначим стойкость инструмента, обеспечивающего максимальную производительность
6) Выберем оптимальный вид смазочно-охлаждающей технологической среды
7) Определим глубину резания с учетом заданного квалитета
8) Назначим величину подачи с учетом заданной шероховатости
9) Рассчитаем скорость резания
10) Рассчитаем эффективную мощность
11) Проверим назначенный режим резания по эффективной мощности
12) Рассчитаем машинное время операции
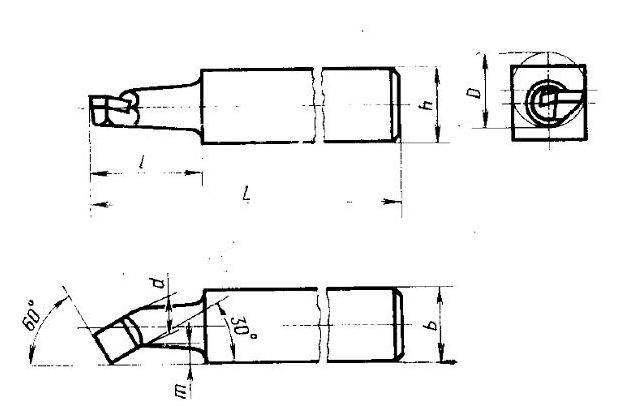
3. Схема инструмента
Расточный резец для обработки сквозных отверстий
4. Анализ влияния различных факторов на ЭРР и влияние ЭРР на конечные технико-экономические показатели процесса резания.
1.1.Роль оптимизации в повышении эффективности.
В XX веке основными направлениями повышения эффективности процесса резания были: создание и совершенствование новых режущих материалов, металлорежущих станков, инструментов, смазочно-охлаждающих технологических средств (СОТС).
Так, например, создание быстрорежущих сталей в начале XX в. и их внедрение вместо углеродистых легированных сталей повысило производительность процесса резания в 2-3 раза. Создание твердых сплавов в 30-ые годы текущего столетия повысило производительность в 3-4- раза. При этом одновременно повысилось качество обработки. Разработка и внедрение во второй половине XX в. минеральной (режущей) керамики, композитов, искусственных алмазов повысило скорость процесса резания и существенно возросли точность и качество обработанной поверхности. В дальнейшем (последние 20-30 лет) происходило лишь совершенствование уже известных видов режущих материалов, которое, однако, не привело к значительному изменению производительности процесса и качества обработки. Создание новых режущих материалов вызывало необходимость разработки новых металлорежущих станков с более высокими скоростями резания, новых режущих инструментов, что позволило в полной мере реализовать на практике потенциальные свойства новых материалов. Интенсивные работы по созданию новых и совершенствованию широко применявшихся в то время СОТС проведены в нашей стране в 60-70 годы. Это позволило на ряде операций повысить производительность до 50%, значительно уменьшить шероховатости обработанной поверхности, повысить точность.
Анализ результатов производственной практики и исследований показывает, что максимальный эффект достигается только при оптимальных условиях ведения процесса. Поэтому оптимизация процесса резания сегодня и в ближайшем будущем будет важнейшим направлением повышения его эффективности.
1.2. Содержание и последовательность оптимизации.
Примерная последовательность и содержание оптимизации включают в себя решение следующих вопросов:
1. Выбор способа обработки.
2. Выбор оборудования.
3. Выбор режущего материала, инструмента и его параметров.
4. Выбор СОТС и способа ее применения.
5. Расчет оптимальной скорости резания.
1.3. Критерии оптимизации.
В качестве критериев оптимизации используются:
1. Производительность станка.
2. Себестоимость операции.
3. Себестоимость расходов по режущему инструменту.
4. Погрешность размеров.
5. Качество обработанной поверхности.
6. Стойкость режущего инструмента.
1.4. Формулировка цели оптимизации.
Кратко цель оптимизации состоит в достижении минимального или максимального значения выбранного критерия оптимизации. Развернуто цель оптимизации формулируется, как выбор таких условий ведения процесса (способ обработки, станок, инструмент, СОТС, режим) при которых достигается минимальная себестоимость или максимальная производительность при выполнении заданных технических условий на операцию (погрешность, качество).
2. Физические основы оптимизации.
Возможность оптимизации предопределяется характером влияния условий процесса резания и прежде всего элементов режима на силы, контактную температуру, износ и стойкость инструмента, что в конечном итоге влияет на производительность и себестоимость, а также на погрешности и качество.
2.1. Зависимость стойкости от скорости резания.
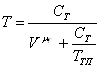
Ф.Тейлор в 1905г. установил зависимость:
![]()
![]()
где Ст - константа, зависящая от физико-механических свойств
обрабатываемого и инструментального материалов и условий обработки.
V - Скорость резания. - показатель степени, определяющий величину влияния скорости на стойкость.
Зависимость (1) приближенно отражает некоторый диапазон изменения скорости резания. В этом легко убедиться, сравнивая формулу с экспериментальными значениями
µ![]() - - показатель степени,
определяющий величину влияния скорости на стойкость.
- - показатель степени,
определяющий величину влияния скорости на стойкость.
Зависимость (1) приближенно отражает некоторый диапазон изменения скорости резания. В этом легко убедиться, сравнивая формулу с экспериментальными данными (рис. 2).
Сложный (неоднозначный) характер зависимости стойкости от скорости приближенно отражает формула Темчина Г.И.:
 (2)
(2)
где: т![]() - предельное значение стойкости
при изменении скорости резания в широком диапазоне, исключая микроскорости.
Значения т
- предельное значение стойкости
при изменении скорости резания в широком диапазоне, исключая микроскорости.
Значения т![]() приведены в таблице №1.
приведены в таблице №1.
2.2. Зависимость стойкости от подачи, глубины резания.
Влияние элементов режима резания на стойкость выражается формулой:
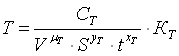 (3)
(3)
где: S - подача.
T - глубина резания.
У![]() - показатель степени, определяющий
величину влияния подачи на Т.
- показатель степени, определяющий
величину влияния подачи на Т.
Х![]() - показатель степени, определяющий величину
влияния глубины на Т.
- показатель степени, определяющий величину
влияния глубины на Т.
К![]() - поправочный коэффициент, численно
равный произведению ряда
- поправочный коэффициент, численно
равный произведению ряда
коэффициентов, учитывающих конкретные условия процесса резания в отличии от тех, которые учтены коэффициентом Ст.
KТ = КжКиКмКпКсК![]() К
К![]() К
К![]() … …К
… …К![]()
Где Кж......Ка - коэффициенты,
учитывающие соответственно влияние жесткости системы, инструментального
материала, состояние поверхностного слоя, обрабатываемого материала, СОТС,
главного переднего угла, угла в плане, угла наклона главной режущей кромки,
главного заднего угла. Необходимо учитывать, что ![]() Т>УТ>ХТ. Последнее соотношение свидетельствует, что наибольшее
влияние на стойкость оказывает скорость резания, наименьшее - подача. Это можно
объяснить влиянием режима резания на температуру .
Т>УТ>ХТ. Последнее соотношение свидетельствует, что наибольшее
влияние на стойкость оказывает скорость резания, наименьшее - подача. Это можно
объяснить влиянием режима резания на температуру .
2.3. Влияние стойкости на производительность и себестоимость.
Экспериментально установлено, что производительность станка - Qс, себестоимость операции - Со, себестоимость расходов по режущему инструменту -Sи существенно и неоднозначно зависят от стойкости. Эта зависимость выражается графиками
ТQ=тах, стойкость, при которой производительность станка - максимальная.
Тс=min, стойкость инструмента, при которой себестоимость операции - минимальная.
TS=min, стойкость инструмента, при которой себестоимость расходов по режущему инструменту - минимальная.
ТQ=тах, Тс=min, TS=min - оптимальные величины.
Таким образом, задача оптимизации сводится к тому, чтобы для заданных и выбранных условий назначить режим резания, при котором действительная стойкость инструмента была бы равна либо ТQ=тах (критерий оптимизации -производительность), либо Тс=min (критерий оптимизации - себестоимость операции), либо , TS=min (критерий оптимизации - себестоимость расходов по режущему инструменту).
3. Критерии оптимизации.
3.1. производительность металлорежущего станка.
Производительность металлорежущего станка Q рассчитывается по формуле
QC = ![]() (5)
(5)
где: Fд - действительный фонд времени работы станка.
tц - цикловое (повторяющееся) время при выполнении операции.
tц = tм + tин + tв (6)
где: tм - машинное время операции (время, когда инструмент для
выполнения данной операции перемещается с рабочей подачей).
tин - время простоя станка из-за замены затупившегося инструмента, отнесенное к одной операции.
tв - вспомогательное время операции.
![]() (7)
(7)
где: ![]() - общее время простоя
станка, связанное с заменой затупившегося инструмента.
- общее время простоя
станка, связанное с заменой затупившегося инструмента.
Z![]() - количество
операций, выполняемых за период стойкости - Т.
- количество
операций, выполняемых за период стойкости - Т.
![]() (8)
(8)
где: tр- время резания.
![]() (9)
(9)
где: ![]() - коэффициент
времени резания.
- коэффициент
времени резания.
![]() (10)
(10)
Подставляя в формулу
(5) значения tц (6) с учетом tин (7), Z![]() (8), tр (9), получим:
(8), tр (9), получим:
 (11)
(11)
Формула (11) применима для одноинструментальной обработки. Если операция выполняется на многоинструментальном станке с участием К инструментов, то
 (12)
(12)
3.2.Себестоимость операции.
При известной величине себестоимости станкоминуты работы станка - Е себестоимость операции - Со определяется по формулам: для одноинструментальной обработки:
 (13)
(13)
для многоинструментальной обработки:
 (14)
(14)
где: Sи - себестоимость расходов по режущему инструменту на одну операцию.
Sм - затраты на материал заготовки.
3.3. Себестоимость затрат по режущему инструменту.
Для расчета Sи необходимо знать величину расходов по режущему инструменту за период стойкости ST.
 (15)
(15)
где: A![]() - первоначальная
стоимость инструмента.
- первоначальная
стоимость инструмента.
а![]() - стоимость отходов
инструмента.
- стоимость отходов
инструмента.
p - количество переточек до полного износа.
Ез - себестоимость станкоминуты заточного станка.
t![]() . - штучное время на
переточку инструмента.
. - штучное время на
переточку инструмента.
![]() - тарифная ставка
наладчика.
- тарифная ставка
наладчика.
tн - время наладчика на замену инструмента.
Формула (15) применима для перетачиваемого инструмента. При использовании неперетачиваемого инструмента для расчета 8т рекомендуется формула:
 (16)
(16)
где: Кк - количество кромок режущей пластины.
Величина Sи рассчитывается по формуле:
 (17)
(17)
3.4. Выбор критерия оптимизации.
На рис.3 изображены зависимости (Qс, Со, Sи, от скорости резания, которые являются зеркально отображенными зависимостям (см.рис.З). Это естественно, поскольку между скоростью и стойкостью взаимосвязь выражается согласно (2,1), Как видно из графиков скорость резания, при которой производительность максимальная VQ = тах, не равна скорости резания, при которой себестоимость минимальная – Vc =min.
Если фактическая скорость окажется меньше VC=min, то как и в предыдущем случае будут потери и по производительности, и по себестоимости операции.
Если фактическая скорость резания -Vф окажется между VQ=тах и VC=min, то тогда при критерии оптимизации по Qс уменьшается производительность, но при этом уменьшается себестоимость операции (своего рода компенсация за потери производительности). При критерии оптимизации Со, если V между VQ=тах и VC=min - себестоимость увеличивается, но при этом производительность растет (аналогичная компенсация за потери в себестоимости). Такой характер зависимости Qс, Со от V позволяет сформулировать следующий подход к выбору критерия оптимизации и установлению фактической скорости резания.
Если критерий оптимизации задан - Qс, то V должна быть несколько меньше VQ=тах (с учетом погрешности установки числа оборотов, дискретности чисел оборотов). Если критерий оптимизации - Со, то V должна быть несколько больше VC=min.
Если выбор критерия Qс или Со затруднен за расчетную оптимальную скорость следует принять среднюю между VQ=тах и VC=min.
4.Назначение и расчет режима резания.
4.1. Способы назначения режима резания.
С учетом вида производства (индивидуальное, серийное, массовое), его состояния и целей используются следующие способы назначения элементов режима резания:
1. Интуитивный
2. По усредненным таблицам
3. По нормативам (справочникам)
4. Опытный
5. Теоретический
6. С помощью информационных центров по режимам резания
7. Расчетный для оптимальной скорости резания
Режимы резания при обработке твердым сплавом.
Таблица 1.
| № | Группа металлов | Средний уровень скоростей резания | Коэффициент относительной обрабатываемости |
| 1 | 2 | 3 | 4 |
| 1 | Магниевые сплавы | 1000м/мш | 10 |
| 2 | Медные и алюминиевые сплавы (бронзы и дюралюмины) | 500м/мин | 5 |
| 3 | Чугуны серые и ковкие, стали конструкционные | 100м/мин | 1 |
| 4 | Жаропрочные и коррозионно-устойчивые аустенитные хромоникелевые стали | 50м/мин | 0,5 |
| 5 | Жаростойкие и жаропрочные хромоникелевые сплавы | 10м/мин | 0,1 |
| 6 | Антимагнитные и маломагнитные высокопрочные марганцовистые и хромомаргонцовистые стали | 50м/мин | 0,5 |
| 7 | Высокопрочные закаленные стали (а=300-400кг/лш2). Термически обработанные чугуны. | 20м/мин | 0,2 |
| 8 | Высокопрочные и коррозионно-устойчивые титановые сплавы. | 25м/мин | 0,25 |
| 9 | Молибденовые сплавы (при пониженной стойкости инструмента (Т<20мин)). | 50м/мин | 0,5 |
| 10 | Вольфрамовые сплавы (при пониженной стойкости инструмента (Т<7мин)). | 2м/мин | 0,02 |
Назначение режима резания по нормативам (справочникам) - основной способ для серийного и массового производства.
Экспериментальный способ самый достоверный, но и самый трудоемкий. Поэтому его применение оправдано только в условиях массового и серийного производства.
Теоретический способ применяется для новых материалов, для которых еще нет нормативов и когда по тем или иным соображениям нецелесообразно проводить эксперименты. Способ целесообразен для разработки технического обоснования на производство продукции из новых обрабатываемых материалов.
Расчетный способ определения оптимальной скорости рассматривается ниже.
4.2. Ограничивающие факторы при назначении режима резания.
Ограничение системы при назначении режима резания записываются в виде:
1) Nэф(V,S,t) ![]() [Nдв*η
[Nдв*η![]() ] (18)
] (18)
Где: Nэф - эффективная мощность резания.
Nдв - мощность двигателя главного движения.
η![]() - К.П.Д. станка.
- К.П.Д. станка.
2) Мкр(V,S,t) ≤ [МкР] (19)
где: Мкр - крутящий момент при резании.
3) Рz (V,S,t) ≤ [Рz] (20)
4) РX (V,S,t) ≤ [РX] (21)
5) Рy (V,S,t) ≤ [Рy] (22)
6) Rz(a) (V,S,t) ≤ [Rz(a)] (23)
7) δ(V,S,t) ≤ [δ] (24)
где: δ - погрешность обработки
8) Hn(V,S,t) ≤ [Hn] (25)
где: Hn - твердость поверхностного слоя
9) σвн(V,S,t) ≤ [σвн ] (26)
где: σвн - внутренние напряжения в поверхностном слое.
10) tшт(V,S,t) = tл (27)
4.3. Последовательность назначения элементов режима резания. Режим резания назначается в следующей последовательности: первой назначается глубина резания, второй - подача, третьей - скорость резания. Такая последовательность является рациональной с точки зрения главной цели - назначения оптимального режима резания.
4.4. Назначение глубины резания.
При назначении глубины резания необходимо
учить зависимостей Rz(a)=f(t); ![]() =f(t); Pz=f(t); T=f(t), приведенных на рис.
5
=f(t); Pz=f(t); T=f(t), приведенных на рис.
5
Как следует из графиков при малой
глубине резания (0,01-0,03мм) возможна потеря устойчивости процесса
(резание-скольжение), что вызывает рост Rz(a); ![]() ; Pz и уменьшение Т. В
этом случае резание недопустимо. При t>(0.01-0.03)мм сила Pz увеличивается, как
правило, пропорционально, величина
; Pz и уменьшение Т. В
этом случае резание недопустимо. При t>(0.01-0.03)мм сила Pz увеличивается, как
правило, пропорционально, величина ![]() увеличивается, но незначительно,
еще менее значимо растет Rz(a). При этом Т уменьшается, но незначительно.
При больших глубинах резания - больше tтах возможны вибрации, существенно
увеличивающие Rz(a),
увеличивается, но незначительно,
еще менее значимо растет Rz(a). При этом Т уменьшается, но незначительно.
При больших глубинах резания - больше tтах возможны вибрации, существенно
увеличивающие Rz(a), ![]() и уменьшающие стойкость инструмента.
Поэтому резание при вибрациях недопустимо. Таким образом, назначаемая глубина
резания должна находится в пределах от tmin до tтах.
и уменьшающие стойкость инструмента.
Поэтому резание при вибрациях недопустимо. Таким образом, назначаемая глубина
резания должна находится в пределах от tmin до tтах.
4.5. Назначение подачи.
При назначении подачи необходимо
учитывать ее влияние на Rz(a); ![]() ; Pz; Т. Обобщенный,
наиболее вероятный характер
; Pz; Т. Обобщенный,
наиболее вероятный характер
Как видно из графиков при малых подачах (0,01-0,03лш/об)
наблюдается неустойчивое резание, резко ухудшающее все показатели Rz(a); ![]() ; Pz; Т. Поэтому назначаемая
подача должна быть больше Smin. Подача назначается максимально возможной, но
обеспечивающей заданную шероховатость обрабатываемой поверхности. Поэтому для
назначения подачи необходимы опытные данные о величине шероховатости при
различных условиях. Такие рекомендации для многих случаев содержатся в
справочниках [11,13,14]. При отсутствии рекомендаций можно воспользоваться
формулой [12]
; Pz; Т. Поэтому назначаемая
подача должна быть больше Smin. Подача назначается максимально возможной, но
обеспечивающей заданную шероховатость обрабатываемой поверхности. Поэтому для
назначения подачи необходимы опытные данные о величине шероховатости при
различных условиях. Такие рекомендации для многих случаев содержатся в
справочниках [11,13,14]. При отсутствии рекомендаций можно воспользоваться
формулой [12]
 (28)
(28)
где: r - радиус закругления вершины резца.
![]() - разница между
предельным значением угла
- разница между
предельным значением угла ![]() , при котором прямолинейная часть
вспомогательной режущей кромки участвует в образовании микронеровностей и
фактической величиной угпа
, при котором прямолинейная часть
вспомогательной режущей кромки участвует в образовании микронеровностей и
фактической величиной угпа ![]() (при этом
(при этом ![]()
![]() = arcsin S/2r ; при
= arcsin S/2r ; при ![]() = 0 следует принимать
= 0 следует принимать ![]() = 1 ; Формула
(28) применима для обработки сталей со скоростью резания
= 1 ; Формула
(28) применима для обработки сталей со скоростью резания
10![]() V
V![]() (193 -
(193 - ![]() м/мин)
м/мин)
При скоростях больше
(193-![]() м/мин) величина:
м/мин) величина:
Rz = R - ![]() мкм (29)
мкм (29)
При обработке с подачами, меньшими ОД лш/об, в формулы (28,29) нужно
подставлять S=0,1мм/об.
4.6. Расчет оптимальной скорости резания.
Для решения задачи расчета оптимальной скорости необходимо дать анализ формулами для критериев оптимизации:
Qc = 
Co = t![]()
S![]()
Необходимо учесть,
что Fд, ![]() ,
, ![]() , tв, См, S
, tв, См, S![]() при изменении
скорости процесса для одной и той же операции не изменяются, т.е. постоянные
величины. Переменными величинами являются tм, Т, S
при изменении
скорости процесса для одной и той же операции не изменяются, т.е. постоянные
величины. Переменными величинами являются tм, Т, S![]() . Последняя (S
. Последняя (S![]() ) также является
функцией tм, Т. Таким образом, все критерии оптимизации являются функцией tм, Т:
) также является
функцией tм, Т. Таким образом, все критерии оптимизации являются функцией tм, Т:
Q![]() = f(t
= f(t![]() ,Т) (30)
,Т) (30)
Со = f(t![]() ,Т) (31)
,Т) (31)
Su = f(t![]() ,Т) (32)
,Т) (32)
Необходимо учесть,
что Т непосредственно связанно со скоростью согласно зависимости (1). Величина tм также зависит от
скорости резания. В связи с этим представляется возможным функции (1 1,13,17)
преобразовать в функции типа Q![]() = f(Т), Со = f(Т), Su = f(Т).
= f(Т), Со = f(Т), Su = f(Т).
Для этого раскроем содержание tм. На рис. 7 приведена схема операции (точение).
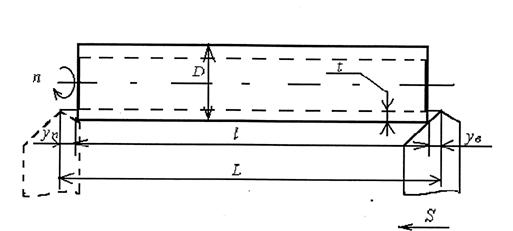
Для этого случая величина tм определяется по формуле:
![]() (33)
(33)
где: l- длина обрабатываемой детали.
у![]() - величина врезания
- величина врезания
у![]() - величина перебега
- величина перебега
п - число оборотов заготовки
n = ![]() (34)
(34)
Если припуск снимается за несколько одинаковых проходов, формула (33) преобразуется в (35):
t![]() (35)
(35)
где: П - величина припуска на операцию.
Подставляя последовательно в формулу (33) значение п из (34) получим:
t![]() (36)
(36)
Заметим из (36), что
все элементы режима резания (V,S,t) одинаково влияют на t![]() .
.
Скорость резания рассчитывается по формуле:
![]() (37)
(37)
где: С![]() - константа, зависящая от
физико-механических свойств обрабатываемого и инструментального материалов и
условий обработки.
- константа, зависящая от
физико-механических свойств обрабатываемого и инструментального материалов и
условий обработки.
УT, ХT - показатели степеней (константы), учитывающие влияние соответственно подачи и глубины резания;
KV – поправочный коэффициент.
KV = KЖ(V)Ки(V)КМ(V)КП(V)KC(V)Ky(V)K![]() (V)K
(V)K![]() (V)… …Ka(V). (38)
(V)… …Ka(V). (38)
KЖ(V)…… Ka(V) -
5. Последовательность операции
а) вид станка для заданной операции
Модель токарного станка выбираем в зависимости от габаритов заготовки по паспортным данным токарных станков. Мы выбираем токарно-винторезный станок 1К62.
Высота центров 200 мм. Расстояние между центрами до 1400 мм. Мощность двигателя NД = 10 кВт; КПД станка η = 0,75. Частота вращения шпинделя, об/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000. Продольные подачи, мм/об: 0,070; 0,074; 0,084;0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17 ; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; ; 0,47; 0,52; 0,57; 0,61 ; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16
Поперечные подачи, мм/об: 0,035; 0,037; 0,042; 0,048; 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08
Максимальная осевая сила резания, допускаемая механизмом подачи, Рх = 360 кгс ≈ 3600 Н
Выбор режущего инструмента.
б) вид инструмента, обеспечивающего обработку заданной поверхности
в) вид режущего материала, обеспечивающего макс. производительность
г) оптимальные геометрические параметры режущего инструмента
д) стойкость инструмента, обеспечивающего макс. производительность
Марку твердого сплава для каждого перехода выбирают в зависимости от вида обрабатываемого материала и характера обработки по таблице 1.
Таблица 1
МАРКИ ТВЕРДЫХ СПЛАВОВ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ.
| Характер обработки | Углеродистые стали марок ст.20, ст.40,ст.45 и др | Легированные стали марок 40Х, 12ХН3А, ШХ15, 40Г, 35ХГСА и др. | Чугун серый | Чугун серый | |
| Чистовое точение | T30K4 | Т30К4 | ВК3 | ВК3 | |
| 0,63 < Rа 2,5 | Т15К6 | Т15К6 | |||
| Получистовое | T14K8 | Т15К6 | ВК6 | ВК6 | |
| точение | T15K6 | T14K8 | |||
| 20 < Rz 40 | |||||
| Черновое | T14K8 | T14К8 | ВК6 | ВК6 | |
| Точение | Т5К10 | Т5К10 | ВК8 | ВК8 | |
| 40 < Rz 80 | |||||
| Отрезка и | 15K10 | T5K10 | ВК6 | ВК6 | |
| подрезка канавки | Т14К8 |
Выбираем токарный расточной резец для обработки сквозных отверстий с материалом пластины из твердого сплава – Т15К6; материал державки – сталь 45; сечение державки 25×25 мм; длина резца – 20 мм.
Среднее значение стойкости Т при одноинструментной обработке – 30-60 мин, но мы возьмем Т = 30 мин, т.к. нужно повысить производительность машин за счет увеличения скорости резания.
Таблица 2
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ТОКАРНЫХ РЕЗЦОВ
| Элементы геометрии резцов |
Наименование
формы |
Область применения |
| 1. Форма передней поверхности |
I. Плоская с фаской
|
Резцы всех типов для обработки стали |
|
II. Радиусная с фаской
|
Точение и растачивание стали. Радиусная лунка обеспечивает завивание стружки. | |
|
III. Плоская
|
Резцы всех тиков для обработки чугуна и жаропрочных сталей и сплавов с подачами s £ 0,5 мм |
| Элементы геометрии резцов | Значения углов |
Условия работы |
| 2. Главный угол в плане j | 10-30 | Точение с малыми глубинами резания в особо жестких условиях системы СПИД. |
| 45 | Точение в условиях жесткой системы СПИД. | |
| 60 | Точение, при недостаточно жесткой системе СПИД. Растачивание чугуна. | |
| 70-75 | Точение, при недостаточно жесткой системе СПИД. Растачивание чугуна. | |
| 90 | Подрезка, прорезка, отрезка, обтачивание, растачивание ступенчатых поверхностей в упор, Обработка в условиях нежесткой системы СПИД. | |
| 3. Вспомогательный угол в плане j1 | 1-3 | Прорезка пазов, отрезка. |
| 5-10 | Чистовая обработка. | |
| 10-15 | Черновое точение. | |
| I5-20 | Черновое растачивание. | |
| 30 | Обработка с подачей в обе стороны без переустановки резцов с радиальным врезанием. |
Продолжение таблицы 2
| Элементы геометрии резцов |
Обрабатываемый материал |
Точение и растачивание |
|||
| Червовое | Чистовое | Передний угол g о | |||
Задний угол aо |
|||||
|
4. Задние и передние углы |
Сталь, стальное литье | sв £ 800 МПа | 8 | 12 | 12-15 |
| sв > 800 МПа | 8 | 12 | 10 | ||
|
sв > 1000МПа по загрязненной литейной корке |
8 | 12 | - 10 | ||
| Чугун серый |
НВ £ 220 |
6 | 10 | 12 | |
НВ > 220 |
6 | 10 | 8 | ||
| Чугун ковкий | 8 | 10 | 8 | ||
|
5. Угол наклона главной режущей кромки |
Угол l° | Условия работы | |||
| (-2) ¸ (-4) | Чистовое точение, растачивание | ||||
| 0 |
Точение и растачивание резцами с j = 90° |
||||
| 0 - 5 | Черновое точение и растачивание резцами с j = 90° | ||||
| 12 - 15 | Точение прерывистых поверхностей (с ударами) | ||||
Продолжение таблицы 2
|
6. Радиус при вершине r, мм |
Наименование резцов | Характер обработки | Сечение резца в мм | |||
|
16
х 25 |
20
х 30 |
25
х 40 |
30
х 45 |
|||
| Радиус при вершине r, мм | ||||||
| Проходные Подрезные | черновая и чистовая | 1,0 | 1,0 | 1,5 | 1,5 | |
| Расточные | черновая | 1,0 – 1,5 | 1,0 - 1,5 | 1,0 – 1.5 | - | |
| чистовая | 0,5 - 1,0 | |||||
| Отрезные и прорезные | - | 0,2 - 0,5 | ||||
Таким образом, выбираем геометрические параметры резца:
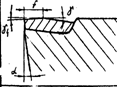
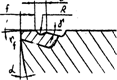
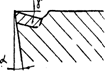
§ Форма передней поверхности – радиусная с фаской;
§ Размер радиусной (стружкоотводящей) лунки В = 2 ÷ 2,5 мм; глубина лунки h = 0,1 ÷ 0,15 мм; радиус лунки R = 4 ÷ 6 мм. Так как при получистовой обработке снимается стружка меньшего сечения, чем при черновой, принимаем наименьшие значения размеров лунки: В = 2 мм; h = 0,1 мм; R = 4 мм
§ Радиус при вершине резца r = 1 мм
§ Передний угол γ = 150
§ Передний угол на упрочняющей фаске γф = - 3 ÷ - 5; принимаем γф = - 50
§ Главный задний угол на пластине из твердого сплава α = 120; на державке α + 30 = 150
§ Угол наклона главной режущей кромки λ = 00
§ Главный угол в плане φ = 30 ÷ 60; принимаем φ = 600
§ Вспомогательный угол в плане φ1 = 200, так как обработка осуществляется расточным резцом с пластиной из твердого сплава.
Назначение режимов резания
1. Глубина резания (t) – величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном. Глубина резания всегда перпендикулярна направлению движения подачи.
![]()
![]()
2. Подача (s) – величина перемещения режущей кромки относительно обработанной поверхности в единицу времени в направлении движения подачи.
Для Ra = 1,25 ÷ 0,63 мкм при обработке стали резцом с радиусом при вершине r = 1 мм
s = 0,06 ÷ 0,12 мм/об.
Для достижения максимальной производительности берем s = 0,12 мм/об.
3. Скорость резания (ν) – величина перемещения точки режущей кромки относительно поверхности резания в единицу времени в процессе осуществления движения резания.
 , м/мин
, м/мин
где Kv = Kmv×Kпv×Kuv
Сv - коэффициент, учитывающий условия обработки;
m, x, y - показатели степени;
T - период стойкости инструмента;
t - глубина резания, мм;
S - подача, мм/об;
Kv - обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным
Cv=420; x=0,15; y=0,2; m=0,2; T=30 мин (табл.17; с.269 — [1] )
Kmv – поправочный коэффициент, учитывающий влияние материала заготовки на скорость резания (коэффициент обрабатываемости стали)
Kпv – поправочный коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания.
Kuv – поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания.
1)  (табл.1; с.261 — [1])
(табл.1; с.261 — [1])
при K r= 1; nv = - 1 (табл.2; с.262 — [1])
![]()
2) Knv = 1,00 (без корки) (табл.5; с.263 — [1])
3) Kuv = 1,00 (табл.6; с.263 — [1])
Тогда Kv = 0,6×1,00×1,00 = 0,6
![]() (≈ 3,3 м/с)
(≈ 3,3 м/с)
4. Частота вращения шпинделя
![]() об/мин,
об/мин,
Найдем соответственно полученной скорости резания
![]() об/мин
об/мин
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения:
пд = 400 об/мин
5. Действительная скорость резания
![]() м/мин
м/мин
![]() м/мин (≈ 3 м/с)
м/мин (≈ 3 м/с)
6. Мощность (кВт), затрачиваемая на резание
![]() , кВт
, кВт
Для нахождения мощности нам необходимо определить силу резания (Н):
![]()
Из табл.22 (с.273) источника [1] выписываем коэффициент и показатели степеней формулы; для заданных условий обработки
![]()
![]()
![]()
![]()
где Kp = KМp×Kφр×Kγр×Kλр×Krр
KМp – поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на силу резания
где np = 0,35 (табл.9; с.264 — [1] )
Коэффициенты Kφр; Kγр; Kλр; Krр берем из табл.23 (с.275) источника [1]. Они учитывают влияние геометрических параметров режущей части инструмента на составляющие силы резания при обработке стали.
Kφр = 0,94; для φ = 600
Kγр = 1,0; γ = 150
Kλр —; λ = 0° (не влияет)
Krр = 0,93; r = 1,0 мм
Тогда, подставив значения, получим KPz = 0,93·0,94·1,0 = 0,9
![]() (≈ 24,9 кгс)
(≈ 24,9 кгс)
![]()
В единицах СИ:
![]()
7. Проверим назначенный режим резания по эффективной мощности
Проверяем, достаточна ли мощность привода станка по
условию: ![]()
У станка 1К62 ![]()
По паспорту 
![]() (0,72 < 7,5), т.е.
обработка возможна.
(0,72 < 7,5), т.е.
обработка возможна.
8. Машинное время операции
Основное время
![]() где i = 1
где i = 1
Длина прохода резца ![]()
Перебег ![]() ; возьмем ∆ = 2 мм
; возьмем ∆ = 2 мм
Врезание резца ![]()
![]()
Тогда ![]()
Теперь найдем машинное время ![]()
Библиографический список.
1) Косенко А.И. Современные режущие материалы. НовГУ, Новгород 1998г.
2) Косенко А.И. Оптимальные параметры режущего» инструмента. НовГУ, Великий Новгород 2000г.
3) Смазочно-охлаждающие технологические средства для обработки металлов резанием. Справочник /под ред. С.Г. Энтелиса, Э.М. Берлинера, М. Машиностроение, 1986г.
4) Косенко А.И. Силы резания при точении. Метод, указ, к лаб. работе. НовГУ, Великий Новгород,2000г.
5) Косенко А.И. Влияние режимов резания на температуру при точении. Метод, указ, к лаб. работе. НовГУ, 2000г.
6) Косенко А.И. Оптимальный износ и стойкость режущего инструмента. Метод, указ, к лаб. работе. НовГУ, Великий Новгород, 1997г.
7) Общие машиностроительные нормативы времени и режимов резания.часть II Нормативы режимов резания. М., Экономика, 1990г.
8) Режимы резания металлов, под ред. Ю.В. Барановского. М., Машиностроение, 1972г.
9) Справочник технолога-машиностроителя. Т.2., под ред. А.Н. Малова М., Машиностроение,1972г.
Приложение
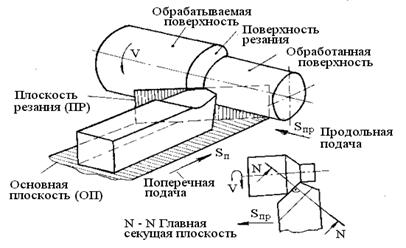
Рис. 1. Поверхности и координатные плоскости
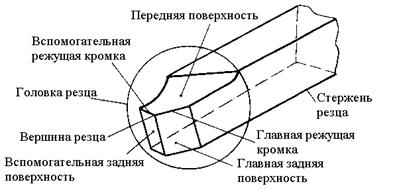
Рис. 2. Элементы токарного резца
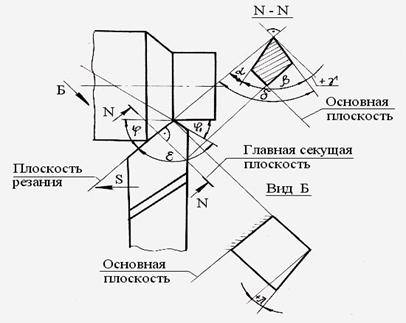
Рис. 3. Углы проходного резца