
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Производство горячекатаной листовой стали 1250 2,5 по ГОСТ 19903-74
Курсовая работа: Производство горячекатаной листовой стали 1250 2,5 по ГОСТ 19903-74
Министерство образования и науки РФ
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
"Магнитогорский государственный технический университет им. Г.И. Носова"
кафедра ОМД
Курсовая работа по дисциплине:
"Обработка металлов давлением и характеристика качества продукции"
на тему: "Производство горячекатаной листовой стали 1250´2,5 по ГОСТ 19903 - 74"
Магнитогорск 2009
Содержание
Введение
1. Характеристика готового профиля и требования НД к качеству
1.1 Назначение готового профиля
1.2 Требования НД к качеству
1.3 Построение дерева показателей качества
2. Выбор оборудования и схема производства заданного профиля
2.1 Характеристика оборудования стана
2.2 Технология процессов производства
2.3 Профилировка валков
3. Дефекты продукции
Заключение
Список литературы
Введение
Техника и технология производства конверторной стали непрерывно совершенствуется. Совмещаются агрегаты и процессы: ковш и печь (одновременно), разливка стали и динамическое воздействие на ее струю, кристаллизация жидкой стали и ее "мягкое" обжатие. Применяются современные методы улучшения качества жидкой стали еще до ее разливки: электромагнитное или газовоздушное перемешивание, вибрационное или пульсирующее воздействие, вакуумирование или рафинирование.
Производство конверторной стали перешло из выполнения суммы обыденных операций сталеварения в искусство создания продукта самого высокого качества, полностью отвечающего обоснованным притязаниям потребителя.
В 2004 году производство стали впервые превысило отметку в 1 млрд. т, производство проката достигло 917 млн. т. Около половины этого объема проката – тонкий горячекатаный и холоднокатаный стальной лист. Согласно прогнозам, в 2010 году мировое производство стали составит 1 млрд. 200млн. т.
1. Характеристика готового профиля и требования нормативного документа к качеству
1.1 Назначение готового профиля
Листовая сталь, включая горячекатаные полосы в рулонах, является одним из наиболее экономичных видов проката. Листовой прокат широко применяется в машиностроении, строительстве, для изготовления нефте- и газопроводных труб и в других отраслях народного хозяйства. В конце 80-х годов доля листовой стали составляла 42% от общего производства стального проката в СССР, и этот показатель имеет стабильную тенденцию к увеличению.
Горячекатаный листовой прокат может являться товарной продукцией металлургического предприятия или использоваться в качестве исходной заготовки для производства гнутых профилей, сварных труб, холоднокатаного листового металла и жести. В зависимости от назначения, продукции листовых станов горячей прокатки перед отправкой потребителям подвергается ряду отделочных операций[5].
1.2 Требования НД к качеству готового профиля
Наименование, содержание и уровень показателей качества тонких листов стали изложено в стандартах, отражающих требования к химическому составу металла, из которого изготовлен прокат, к его свойствам, размерам, форме, состоянию поверхности, коррозионной стойкости. Технические условия могут содержать, кроме упомянутых требований, специфические показатели качества, а так же регламентировать некоторые условия производства листового проката и его поставки.
Стандарты на листовую и рулонную сталь можно разделить на три основные группы:
1. Стандарты на сортамент;
2. Стандарты на сортамент и технические требования;
3. Стандарты на технические требования;
Наибольшее применение имеют стандарты первого и второго вида [1].
Стандарт на тонколистовую сталь.
ГОСТ 19903-74 распространяется на горячекатаные листы и рулоны толщиной от 1,2 до 12 мм. Он предусматривает широкий диапазон размеров по ширине: листы – от600 до 3800 мм при 34 размерах; рулонная сталь – от500 до 2200 мм при 25 основных и 2 промежуточных размерах; по длине: листы – от 1200 до 12000 мм при 28 размерах. Наиболее широкое применение имеют листы с размерами: по ширине – до 3800 мм, при длине не более – 7000 мм и по длине – до 12000 мм, но не более 2400 мм по ширине. По согласованию между потребителем и изготовителем могут поставляться листы других размеров.
Листовой прокат поставляется повышенной (А) и нормальной (Б) точности, а также особо высокой – ПО, высокой – ПВ, улучшенной – ПУ, нормальной – ПН плоскостности. Листы и рулоны могут поставляться с обрезной и необрезной кромкой [10].
Тонколистовой прокат получают из качественных углеродистых сталей с химическим составом, регламентируемым ГОСТ 1050-88, а углеродистые стали обыкновенного качества – по ГОСТ 380-88. Основное отличие в химическом составе качественных сталей для листовой прокатки от сталей обыкновенного качества – более низкие содержания серы, фосфора, хрома, азота. По ГОСТ 1050-88 массовая доля серы должна быть не более 0,04%, фосфора – не более 0,035%; по ГОСТ 380-88 – массовая доля серы должна быть не более 0,05%, а фосфора – не более 0,04%. Качественные стали имеют жесткие ограничения массовой доли хрома – не более 0,10 – 0,25%, в зависимости от марки стали, по сравнению с 0,30% в сталях по ГОСТ 380-88. ГОСТ 1050–88 устанавливает массовую долю азота в конверторной стали – не более 0,006% для тонколистового проката и не более 0,008% для остальных видов проката. Химические состав стали 08пс приведен в таблице №1.1[8].
Таблица №1.1 Химический состав стали марки 08пс.
| Стандарт | Марка стали | C | Si | Mn | P | S | Cr | Ni | Al металлический |
| не более | |||||||||
| ГОСТ 1050 - 88 | 08ПС | 0,07 | 0,03 | 0,35 | 0,025 | 0,03 | 0,1 | 0,1 | 0,02 – 0,07 |
Для качественной стали установлены меньшие отклонения химического состава в прокате по углероду, кремнию, марганцу и фосфору, чем для сталей обыкновенного качества, а отклонения от номинала по массовой доле серы в качественной стали не допускается.
Требования стандартов к точности размеров и форме листов (полос).
Сопоставление требований к точности листовой стали по толщине, содержащие в стандартах России приведены в таблице 1.1 для горячекатаного листа.
Допуски на толщину горячекатаных листов и полос по ГОСТ 19903-74 (см. таблицу № 1.2) до толщины 3,9 мм симметричные; при большой толщине минусовое поле допуска шире. Современные горячей прокатки оснащены надежными системами автоматического регулирования толщины полосы по всей ее длине.
Полосы и листы с катаной кромкой по ГОСТ 19903 – 74 имеют допуск по ширине +20мм (ширина проката – 1000мм и менее) и +30мм при ширине более 1000мм [10].
Таблица № 1.2 Предельные отклонения по толщине горячекатаных листов и полос согласно стандарту.
| Стан- дарт | Ширина листов, мм: | Класс точности | Допустимые отклонения по толщине листов, при толщине листов, мм: | |||||||
| 1,2 | 1,6 | 1,8 | 2,0 | 2,5 | 3,0 | 3,5 | 5,5 | |||
| ГОСТ 19903-74 | >750£1000 |
А Б |
±0,11 ±0,13 |
±0,13 ±0,15 |
±0,14 ±0,17 |
±0,15 ±0,17 |
±0,17 ±0,19 |
±0,18 ±0,20 |
±0,19 ±0,21 |
±0,65 ±0,3 |
| >1000£1500 |
А Б |
±0,12 ±0,15 |
±0,13 ±0,18 |
±0,14 ±0,18 |
±0,16 ±0,18 |
±0,18 ±0,20 |
±0,19 ±0,21 |
±0,20 ±0,22 |
±0,1 ±0,3 |
|
Требования стандартов к состоянию поверхности проката.
ГОСТ 16523–97 устанавливает две группы качества поверхности горячекатаного листа. При классификации листовой стали по группам поверхности учитывают наличие и характер различных поверхностных дефектов. Кроме того стандарты делят листовую сталь по характеру отделки поверхности: глянцевую, матовую и шероховатую, отличающиеся степенью шероховатости. Прокат в листах, предназначенный для использования с лицевой стороны изделия, не должен иметь "гармошки", плены, разрыва и повторяющиеся мелкие дефекты поверхности. Листы, не используемые с лицевой стороны изделия, не должны иметь плены, "гармошки", разрывов.
Горячекатаная листовая сталь по ГОСТ 16523-97 поставляется с поверхностью 3 и 4 группы отделки, с травленой или нетравленой поверхностью. Характеристика 3 группы отделки поверхности для горячекатаного и холоднокатаного листа совпадают. На листах 4 группы отделки поверхности на обеих сторонах не допускаются дефекты, глубина которых превышает сумму предельных отклонений по толщине и выводящие прокат за минусовой допуск. Горячекатаный прокат со станов непрерывной прокатки допускается изготовлять без термической обработки. Листы должны быть обрезаны со всех сторон. Поверхность должна быть без плен, порезов, пузырей, закатов, трещин, вкатанных инородных и металлических частиц, сквозных разрывов, вкатанной окалины, перетравов, недотравов [9].
1.3 Построение дерева показателей качества
Для отображения свойств, составляющего качество готового профиля, строим дерево показателей качества для стали марки 08пс (рисунок 1.1)
2. Выбор оборудования и схема производства горячекатаной листовой стали 1250×2,5 на стане 2000 в ЛПЦ-10
2.1 Характеристика оборудования широкополосных станов 2000
Горячекатаная полосовая сталь составляет до 70% всего горячекатаного листового проката. Часть этого количества служит исходной заготовкой для полосовой холоднокатаной стали. Товарный прокат полосовых станов поставляют заказчику в виде рулонов или листов. Производительность широкополосных станов на тонну установленного оборудования в несколько раз выше, расходный коэффициент по металлу и себестоимость ниже, чем на толстолистовых станах. В настоящее время горячекатаная полосовая сталь прокатывается на станах следующих типов:
а) широкополосных непрерывных (6-7 млн.т. в год);
б) широкополосных полунепрерывных (2-3 млн.т. в год);
в) широкополосных реверсивных универсальных(до 0,4 млн.т. в год);
г) широкополосных реверсивных с моталками в печах (до 0,6 млн.т. в год);
д) полосовых планетарных (до 0,15 млн.т. в год).
Широкий сортамент непрерывных полунепрерывных станов (толщина полос от 0,8-1,2 до 16-25 мм., ширина до 2350 мм.), Высокая производительность и другие технико-экономические показатели обеспечили их преимущественное применение и развитие для производства горячекатаной полосовой стали. В последней клети непрерывных станов достигнута скорость прокатки 27 м/с, предусматривается увеличение до 30 м/с. Суммарная мощность главных приводных двигателей до 150000 кВт, масса оборудования до 40000 т. Широкополосные станы горячей прокатки состоят из двух групп рабочих клетей: черновой и чистовой, расположенных последовательно и связанных между собой рольгангами. Производительность и технологию прокатки определяют в основном характеристика и состав оборудования черновой и чистовой групп стана. На рисунке 1 приведена схеме прокатного производства [5].
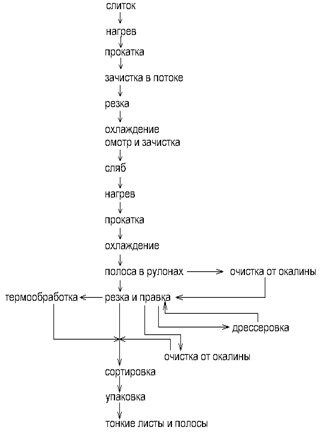
Рис. 1 Производство листового проката [5]
Широкополосный стан горячей прокатки "2000" состоит из:
- участка загрузки;
- участка нагревательных печей;
- черновой группы клетей;
- промежуточного рольганга;
- чистовой группы клетей;
- уборочной линии стана.
Участок загрузки состоит из склада слябов, загрузочного рольганга, трех подъемных столов со сталкивателями, трех передаточных тележек и двух весов.
Участок нагревательных печей состоит собственно из трех нагревательных печей методического типа, загрузочного рольганга перед каждой печью, приемного рольганга после печей, сталкивателей слябов напротив каждой печей и приемников слябов из печей.
Черновая группа клетей состоит из вертикального окалиноломателя (ВОЛ), горизонтальной клети "ДУО", пяти универсальных клетей "кварто" включая три последние, объединенные в непрерывную группу.
Промежуточный рольганг оснащен тепловыми экранами типа "энкопанель" и карманом разделки недокатов.
Чистовая группа стана включает летучие ножницы, чистовой роликовый окалиноломатель, семь клетей "кварто" (7-13), оснащенных гидронажимными устройствами, три клети (11-13) оснащенными системами противоизгиба рабочих валков. Все межклетевые промежутки оснащены устройствами ускоренного охлаждения прокатываемых полос.
Уборочная линия включает две группы моталок (для тонких и толстых полос), в каждой из которых по 3 моталки, отводящий рольганг с двумя душирующими устройствами перед каждой из групп, а также тележки съемников, контователей, приемники и транспортирующие конвейеры рулонов с подъемно-поворотными столами, а также двое весов и рулоновязальной машиной на первой группе моталок. [7]

Рис. 2 Схема расположения оборудования в линии широкополосного стана 2000 горячей прокатки на ЛПЦ № 10, ОАО "ММК": 1-рольганг загрузочный; 2 - печь методическая с шагающими балками; 3 - рольганг печной; 4 - клеть с вертикальными палками (R0); 5 - клеть черновая дуо (Ш); 6 клеть черновая универсальная R2; 7 - клеть универсальная черновая R3;8 - клеть универсальная черновая R4; 9 - клеть универсальная черновая R5; 10 клеть универсальная черновая R6: 11 - система теплозащитных экранов ENKOPANEL; 12 - ножницы летучие; 13 - окалиноломатель числовой; 14 - клетъ чистовая F1; 15 - клеть чистовая F2; 16 - клеть чистовая F3; 17 - клеть чистовая F4; 18 - клеть чистовая F5; 19 чистовая F6; 20 - клеть чистовая F7; 21 - установка ускоренного охлаждения тонких полос; 22 - моталки для тонких полос; 23 - установка ускоренного охлаждения толстых полос; 24 - моталки для толстых полос.
2.2 Технологический процесс производства широкополосной горячекатаной листовой стали 1250×2,5
В качестве исходной заготовки на стане "2000" используются непрерывнолитые слябы, поступающие из ККЦ, со следующими характеристиками:
толщина, мм–250
ширина, мм–от 750 до 1850
длина, мм–от 4700 до 12000
масса, т–от 7 до 43,3
Для обеспечения качества готовой продукции слябы должны соответствовать требованиям СТП ММК 98-2003 "Сляб непрерывнолитой. Технические условия".
На поверхности заготовки не должно быть продольных, поперечных и сетчатых трещин, поясов, пузырей, наплывов, шлаковых включений, плен. Технология обнаружения поверхностных дефектов непрерывнолитых слябов, их выборочная зачистка и выдача на стан 2000 г.п. осуществляется по СТП ММК 98-2003 "Сляб непрерывнолитой. Технические условия". Слябы, не отвечающие требованиям СТП ММК 98-2003 по форме и размерам, на загрузочные устройства не подаются и посаду не подлежат.
Слябы должны иметь четкую маркировку, нанесенную на боковую грань, с указанием номера плавки, номера ручья и номера сляба с этого ручья.Каждая плавка сопровождается сертификатом качества с указанием номера плавки, марки стали, химического состава, количества и размеров слябов, времени конца разливки, а также ответственного лица за приемку и отгрузку (сертификат качества находится в компьютере в электронном виде).
Для производства листа на стане 2000 используют слябы из углеродистых, низколегированных, качественных и других марок сталей, удовлетворяющих требованиям соответствующей нормативной документации по химическому составу, размерам, качеству поверхности [7].
Высокое качества продукции широкополосных станов горячей прокатки обеспечивается применением рациональных режимов нагрева слябов, эффективных температурно-скоростных и деформационных режимов прокатки, используются современные средства контроля и регулирования основных технологических параметров процесса, внедрением современного и отделочного оборудования.
Использование катаных слябов предопределяет применение в большинстве случаев технологии с двумя нагревами: нагретые слитки прокатывают на крупных обжимных станах в слябы, которые после повторного нагрева прокатывают в тонкие листы. В некоторых случаях слябы поступают для прокатки на широкополосный стан непосредственно со слябинга без дополнительного подогрева в нагревательных печах.
Преимущество использования слябов: улучшение качества поверхности и механических свойств готовых листов; более равномерный нагрев и эффективный контроль температуры проката более высокая производительность стана; снижение количества размера ножниц при одновременном увеличением среднего веса слитков.
Зачистка заготовок перед прокаткой.
Перед зачисткой слитки могут подвергаться термообработке для снятия внутренних напряжений, устранения грубой структуры и уменьшения твердости. Нагрев и прокатку слитков выполняют после тщательного осмотра и зачистки дефектов. Может применяться комбинированная обработка поверхности огневая зачистка или горячее фрезерование слитков с последующей строжкой и абразивной зачисткой слябов. Машину огневой зачистки устанавливают в линии обжимного стана, а в последние годы на адъюстажах листопрокатных цехов. Они обеспечивают удаление с поверхности слябов неглубоких трещин, мелких надрывов, остатков окалины. Глубина зачистки составляет 1-7 мм.
Строжка и фрезерование.
Обработка выполняется на специальных продольно – строгательных или фрезерных станках. Подвергают строжке без предварительной термической обработке. Съем металла на одну сторону при строжке слябов составляет 2/6 мм по широким и 5/10 мм по узким граням.
Абразивная чистка.
Рабочим инструментом является электрокорундовые карбонокорундовые или циркониевокорундовые абразивные круги [5].
2.3 Профилировка валков
Под профилем понимают геометрическую форму поперечного сечения прокатываемого металла. Профили подразделяют на готовые и промежуточные–поперечные сечения раскатов, получающиеся в процессе прокатки заготовки до готового профиля.
Листовую сталь прокатывают в валках с гладкой бочкой, имеющей, как правило, определенную профилировку. Калибровка-профилировка валков листовых станов (рис.2.2) сводится к расчету выпуклости или вогнутости бочки валков, которая зависит от типа стана и его сортамента.
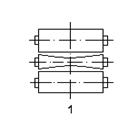
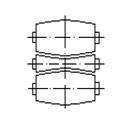
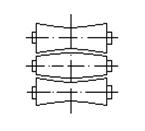
1 2 3
Рис. 2.2 Профилировка бочки рабочих валков листовых станов: 1,2 – вогнутость; 3 – выпуклость
Выпуклая или вогнутая формы бочки валков, под которыми понимают профилировку валков, необходимо для обеспечения выпуска листовой стали с минимальной разнотолщинностью по ширине, увеличения срока службы валков и уменьшения перевалок. Кроме этого, валки, имеющие правильную профилировку бочки по ее длине, обеспечивают правильное положение раската в валках в процессе деформации. В конечном этого, профилировка валков определяет выход годного металла, т.е. качественные показатели работы станов.
Под выпуклостью понимают разность диаметров, взятых посередине и краю бочки валка. Это же определение относится и к вогнутости, но при этом выпуклости разность будет положительной, а при вогнутости – отрицательной [5].
Для ряда тонколистовых станов большое значение придают профилировке бочки валков в последней черновой клети, выпускающей подкат для чистовой группы клетей, и, как обычно, - профилировке бочки валков чистовой группы клетей. Однако при длине бочки валков более 1500 мм целесообразно профилировать валки по всему стану, так как с увеличением длины бочки возрастает упругий прогиб, усугубляется разнотолщинность подката, что весьма нежелательно для прокатки тонких листов большой ширины.
Калибры различают по форме, конструкции и назначению.
По форме калибры могут быть: простыми – ящичные, прямоугольные, квадратные, ромбические, овальные, полосовые, шестиугольные, многоугольные; фасонными – уголковые, рельсовые, балочные, швеллерные. Калибры, имеющие две оси симметрии – вертикальную и горизонтальную, называют калибрами с полной симметрией, калибры , имеющие одну ось симметрии, - калибрами с неполной или одноосной симметрией, и калибры, не имеющие осей симметрии, - ассиметричными калибрами.
По конструкции калибры подразделяют на открытые и закрытые: когда линия разъема валков находится в пределах контура калибра, его называют открытым; если вне пределах калибра – закрытым. Закрытые калибры обычно применяют при прокатке фасонных профилей.
По назначению калибры делят на обжимные, черновые, предчистовые и чистовые. Обжимные калибры предназначены для уменьшения площади поперечного сечения исходной заготовки до площади первого профильного калибра.
Черновые калибры в процессе прокатки последовательно приближают исходное сечение заготовки к конфигурации конечного профиля. Предчистовые калибры служат для получения отдельных элементов готового профиля и подготовки раската для окончательного формирования профиля. Чистовые калибры обеспечивают придание профилю окончательной формы и размеров [6].
Применяют следующие профилировки валков.
Черновые клети: опорные валки — цилиндрические, рабочие валки — выпуклые;
Чистовые клети: опорные валки — цилиндрические, рабочие валки — выпуклые (иногда в первых клетях — вогнутые).
Изменение профилировки валков во второй половине кампании опорных валков связано с их износом.
С целью уменьшения износа опорных валков на краях бочек делают по два конических скоса длиной около 400 мм и глубиной 0,4...2 мм на диаметр.
Износ валков определяет порядок прокатки полос по ширине: в течение одной постановки валков прокатываются сначала широкие, а затем более узкие полосы. В пределах прокатки полос одной ширины тонкие полосы прокатывают раньше толстых, так как толстые листы имеют большие абсолютные значения допусков по толщине. Такой порядок прокатки имеет определенные преимущества, так как способствует уменьшению отсортировки листов из-за потери плоскостности. Длительная прокатка полос одной и той же ширины или переход к прокатке более широких полос без перевалки валков к потере устойчивости и к появлению коробоватости и волнистости. Износ валков определяет частоту перевалок: время работы опорных валков определяется сортаментом и количеством прокатываемого металла, рабочие валки в черновой группе заменяются совместно с опорными валками, а в чистовой группе - в зависимости от состояния поверхности [2].
3. Дефекты продукции
Таблица 3.1 Возможные дефекты прокатной продукции и способы их устранения.
| № | Термин | Определение | Причины возникновения | Способы устранения дефектов |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Недокат | Неоконченная прокатка сляба. | Прокатка недостаточно прогретого сляба, аварийная остановка оборудования, застревания полос на линии стана. | Соблюдать технологию нагрева и прокатки металла, следить за исправностью оборудования. |
| 2 | Выброс | Незаданный в прокатку сляб. |
1)Деформация слябов в печах в следствие нарушения режима нагрева или неправильной схемы посада. 2)Неправильный посад слябов. 3)Сбой в работе оборудования после выдачи сляба из печи. |
1)Соблюдать схему посада и режимы нагрева слябов. 2)Не допускать неправильного посада слябов. 3)Не устраняется. |
| 3 |
Серповид ность |
Изгиб формы, при котором кромки листа или полосы в горизонтальной плоскости имеют форму дуги. |
1)Перекос горизонтальных валков клетей. 2)Неравномерный нагрев сляба по ширине. 3)Большая выпуклость бочки рабочего валка по причине неправильной профилировки или перегрева валка. 4)Высокая разнотолщинность слябов. |
1)Правильная настройка клетей. 2)Соблюдать технологию нагрева слябов. 3)Правильный подбор профилировки, организация достаточного охлаждения валков и очистка коллекторов охлаждения. 4)Браковать слябы с разнотолщинностью, превышающий допустимую величину. |
| 4 |
Волнис- тость |
Неплоскостность в виде чередования гребней и впадин на кромках, образующихся из-за большой длины кромки по сравнению с серединной листа. |
1)Слишком большие обжатия в клетях, неравномерность обжатия по ширине полосы. 2)Выработка валков вследствие несоблюдения очередности прокатки. 3)Неправильный подбор профилировки валков. 4)Неравномерное охлаждение бочки валка по ее длине. 5)Неправильная шлифовка валка. |
1)Разгрузить либо настроить клети. 2)перевалить валки, правильно планировать прокатку на стане. 3)Завалить валки с увеличенной выпуклостью или уменьшенной вогнутостью бочки, правильно подбирать профилировку. 4)Провести очистку коллекторов охлаждения валков. 5)Правильно шлифовать валки. |
| 5 |
Коробова- тость |
Неплоскостность в виде местного изгиба листа в поперечном направлении, образующего из-за неравномерной деформации по ширине заготовки. |
1)Недостаточные обжатия в клетях, неверный режим обжатия. 2)Неправильный подбор профилировки валков. 3)Неравномерность охлаждения (разогрева) бочки валков (засорены сопла коллекторов охлаждения валков или недостаточное количество воды на охлаждение валков). 4)Неправильная шлифовка валков. |
1)Нагрузить клеть, перераспределить обжатия в чистовой группе клетей. 2)Заменить валки на валки с уменьшенной выпуклостью или увеличенной вогнутостью бочки, правильно подбирать профилировку. 3)Прочистить засоренные сопла, увеличить количество воды на охлаждение валков. 4)Правильно шлифовать валки. |
| 6 | Сетка отпечат-ков | Периодически повторяющиеся на поверхности, имеющие форму сетки выступы, образующие от вдавливания прокатываемого листа или ленты в трещины изношенных валков. |
Появление на поверхности валка углублений в виде сетки по причинам: 1)Большое количество прокатанного тонкого металла. 2)Использование валков с выработанным отбеленным слоем. 3)Разгар валков при застреваниях в них полос. 4)Засорение сопел коллекторов охлаждения валков. 5)Недостаточное количество воды на охлаждение валков. |
1)Своевременная перевалка. 2)Своевременная перевалка. 3)Не допускать застревания перевалка. 4)Своевременно проверять и прочищать коллектора. 5)Увеличить количество воды. |
| 7 | Вкатанная окалина | Дефект поверхности в виде вкраплений остатков окалины, вдавленной в поверхность металла при деформации. |
1)Нарушение режима нагрева слябов в методических печах. 2)Засорение сопел гидросбива окалины. 3)Выработка валков клетей. 4)Высокие или недостаточные обжатия в черновом окалиноломателе. |
1)Не нарушать технологию нагрева. 2)Своевременная проверка и очистка сопел. 3)Своевременная перевалка валков. 4)Использовать оптимальный режим обжатий в окалиноломателе. |
| 8 | Рулон со складка-ми | Дефект формы рулона, в котором на отдельных участках витков полосы образовались складки, вследствие наличия |
1)Несоответствие скоростного режима смотки. 2)Перекос тянущих роликов моталка. 3)Коробоватость полосы. |
1)Настроить моталку по скоростям. 2)Настроить тянущие ролики. 3)Устранить коробоватость. |
| серповидности или коробоватости. | ||||
| 9 | Рванина на кромках | Дефект поверхности листа и ленты в виде разрывов металла на боковых кромках или на другой части полосы, образовавшегося из-за нарушения технологии прокатки, а так же при прокатке металла с пониженной пластичностью, обусловленной технологией выплавки. |
1)нарушение режимов нагрева слябов перед их прокаткой. 2)Чрезмерные обжатия при прокатке. 3)Прокатка со свободным уширением без обжатия боковых кромок. 4)Прокатка металла с сильно захоложенными кромками. 5)Прокатка металла с низкой технологической пластичностью. |
1)Не нарушать режимы нагрева. 2)Равномерно перераспределять обжатия по клетям. 3)Не допускать прокатку со свободным уширением. 4)Не допускать переохлаждения кромок путем регулирования подачи воды на линии стана. 5)Выдерживать химический состав стали при выплавке, соблюдая необходимое соотношение Mn и S. |
| 10 |
Разнотол- щинность |
Отклонение формы, характеризующееся неравномерностью толщины металлопродукции или ее элементов по ширине или длине. |
1)Неравномерный нагрев сляба. 2)Выработка прокатных валков. 3)Неправильно выбранный скоростной режим прокатки в чистовой группе клетей. 4)Перекос рабочих валков. |
1)Не нарушать установленные режимы нагрева слябов. 2)Своевременная перевалка валков. 3)Правильная настройка клетей по скорости. 4)Устранить перекос валков. |
| 11 |
Распушен ный рулон |
Дефект формы рулона в виде неплотно смотанной полосы. |
1)Смотка остывших полос. 2)Распушивание реверсом при "закусывании" рулона на барабане. 3)Недостаточное натяжение полосы при смотке. 4)Недостаточная отсечка воды на участке ламинарного душирования. |
1)Не допускать аварийных остановок на моталках. 2)Правильно настраивать моталки. 3)Выбирать оптимальное соотношение скоростей барабана моталки и полосы. 4)Скорректировать отсечку воду. |
| 12 | Сквозные разрывы | Дефект поверхностей в виде сквозных несплошностей, образующихся при деформации полосы неравномерной толщины. |
1)Выкрошка на рабочих валках. 2)Попадание на полосу при прокатке постороннего предмета. 3)Наличие в полосе глубоких плен или раковин от них, которые при прокатке вызывают нарушения сплошности. |
1)Следить за подачей воды на охлаждение валков для недопущение выкрошек. 2)Не допускать наличия посторонних предметов на линии прокатки. 3)Устранению не подлежит. |
|
4)Прокатка в 2-х фазной зоне. 5)Прокатка металла с низкой технологией пластичносью. |
4)Соблюдать температурный режим прокатки. 5)Выдерживать химический состав стали при выплавке, соблюдая необходимое соотношение Mn и S. |
|||
| 13 | Раковина-вдав | Дефект поверхности полосы в виде одиночного углубления, образовавшегося при выпадении или вытравливании вкатанной инородной частицы. |
1)Отслоение с поверхности плен. 2)Попадание на поверхность полосы при прокатке посторонних инородных частиц. |
1)Соблюдение технологии выплавки и разливки стали, соблюдение технологии зачистки слябов. 2)Контроль за состоянием привалковой арматуры и направляющих линеек. |
| 14 | Закат | Дефект поверхности, представляющий собой прикатанный продольный выступ. |
1)Прокатка сляба с грубыми следами зачистки. 2)Прокатка раскатов с глубокими рисками на поверхности. 3)Попадание раската в нерабочую зону бочки валка. |
1)Соблюдать технологию зачистки слябов. 2)Следить за состоянием проводковой арматуры клетей и роликов рольгангов. 3)Следить за правильной центровкой вертикальных валков и направляющих линеек. |
| 15 | Заворот кромки | Дефект кромки в виде местного смятия кромки полосы или отдельных выступающих витков рулона. |
1)Сильное сжатие полосы направляющими линейками. 2)Косая задача полосы в направляющие линейки. 3)При захвате рулонов с некачественной смоткой клещами кранов. 4)При складировании рулонов с некачественной смоткой. |
1)Правильно устанавливать зазор между линейками. 2)Не допускать серповидности раската на передних и задних концах полосы. 3)Рулоны с некачественной смоткой складировать в один ярус. |
| 16 | Смятый рулон (полученный на участке моталок и в становом пролете) | Искаженный круглой формой рулона, образующееся при нарушении режимов укладки или транспортировании рулонов. |
1)Нарушение температурного режима смотки. 2)Увеличение времени съема рулона с кантователя. 3)Падение рулона. 4)Смятие рулона другими рулонами на конвейере или на поворотном столе. |
1)Соблюдать температурный режим смотки. 2)Соблюдение цикла работы моталок. 3)Не допускать падения рулонов. 4)Останавливать прокатку для предотвращения замятия рулонов на отводящем конвейере или поворотном столе. |
Заключение
В данной работе мы рассмотрели производство тонколистовой стали 1250´2,5. Ее назначение и требования нормативных документов к качеству.
Привели схему расположения оборудования в линии широкополосного стана 2000. Рассмотрели технологический процесс производства широкополосной горячекатаной листовой стали 1250´2,5, его характеристики.
Описали возможные виды дефектов, причины их возникновения и способы устранения дефектов.
Список литературы
[1] Автомобильная сталь и тонкий лист. М.А. Беняковский, В.А. Масленников.- Ч: Череповец 2007г. 635с.
[2] Горячая прокатка широких полос. В.Н. Хлопонин, П.И. Полухин.- М: Металлургия 1991г. 198 с.
[3] Основы проектирования прокатных цехов. В.С. Зайцев. Учебник для вузов. М.: Металлургия, 1987. 336 с.
[4] Прокатное производство. 3-е изд. П.И. Полухин, Н.М. Федосов, А.А. Королев. М., "Металлургия", 1982г. 696 с.
[5] Технология прокатного производства в 2-х книгах. Книга 2. Справочник. М.А. Беняковский, К.Н. Богоявленский, А.Н.Виткин.- М: Металлургия 1991г. 423 с.
[6] Станы и технология прокатки листовой стали. Н.В. Литовченко.- М: Металлургия 1979г. 272с.
[7] Технологическая инструкция. ТИ 101.П-ГЛ10-374-2004. Горячий прокат полос на стане 2000 горячей прокатки.
[8] ГОСТ 1050 – 88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
[9] ГОСТ 16523 – 89 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия.
[10] ГОСТ 19903 – 74 Сталь листовая горячекатаная. Сортамент.