
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Проектирование специального инструмента
Курсовая работа: Проектирование специального инструмента
Курсовой проект
по РИ и ИОАП
на тему: Проектирование специального инструмента
Содержание
Задание. 2
Содержание. 3
1 ПРОЕКТИРОВАНИЕ ФАСОННОГО ТАНГЕНЦИАЛЬНОГО РЕЗЦА.. 5
2 ПРОЕКТИРОВАНИЕ И РАСЧЁТ ЧЕРВЯЧНОЙ ФРЕЗЫ С ПРЯМОУГОЛЬНЫМ ШЛИЦЕМ.. 9
3 ПРОЕКТИРОВАНИЕ И РАСЧЕТ ФАСОННОЙ ПРОТЯЖКИ РАБОТАЮЩЕЙ ПО ГЕНЕРАТОРНОЙ СХЕМЕ. 16
Литература. 26
1 ПРОЕКТИРОВАНИЕ ФАСОННОГО ТАНГЕНЦИАЛЬНОГО РЕЗЦА
Вычертим эскиз изготавливаемой детали:
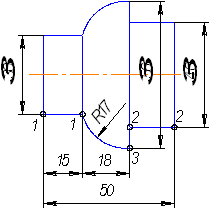
Рисунок 1.1
Исходные данные для проектирования фасонного резца:
![]()
Материал прутка – Сталь
20, ![]()
Тип резца призматический
Рассчитаем высотные размеры профиля в узловых точках на детали
![]()
![]()
Выберем габаритные и конструктивные
размеры резца по табл. 2, величину переднего угла ![]() и
заднего
и
заднего ![]() по табл. 3.
по табл. 3.
![]()
![]()
![]()
![]()
Вычертим эскиз взаимного расположения детали и резца в двух проекциях Рисунок 1.2.
Рассчитаем для каждой узловой точки высотные размеры профиля резца, измеренные вдоль передней поверхности
Определим значения углов ![]()
![]() , тогда
, тогда ![]()
![]() , тогда
, тогда ![]()
![]()
![]()
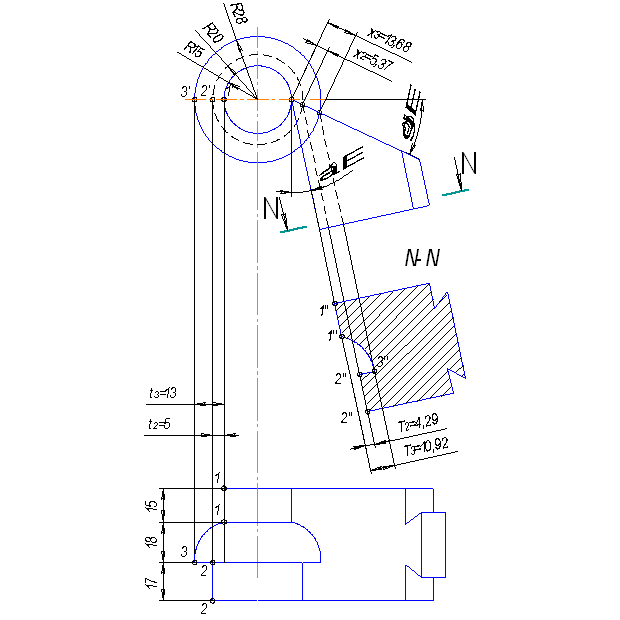 Рисунок 1.2
Рисунок 1.2
Рассчитаем высотные размеры профиля резца
![]()
![]()
Выполняем графическое
построение на листе чертёжной бумаги формата А2 в масштабе ![]() и проверяем результаты
аналитического расчёта величин
и проверяем результаты
аналитического расчёта величин ![]() в
Таблице 1.1.
в
Таблице 1.1.
Таблица 1.1
| Номер узловой точки | Высотные размеры профиля, измеренные от точки 1, мм | ||
| На детали | На резце | ||
| Аналитический расчёт |
Графический расчёт |
||
| 2 | 5 | 4,29 | 4,29 |
| 3 | 13 | 10,91 | 10,92 |
Определяем размеры дополнительных режущих кромок.
Высота левой кромки не должна превышать высоту рабочего профиля резца.
Дополнительные режущие кройки (Рисунок1.3) подготавливают отрезку детали от прутка. Высота кромок не должна бить больше высоты рабочего профиля резца - (необходимо предусмотреть размер С ), ширина равна ширине режущей кромке срезного резца
Для уменьшения трения резца о заготовку на участках профиля перпендикулярных оси детали затачивают угол равный 3°.
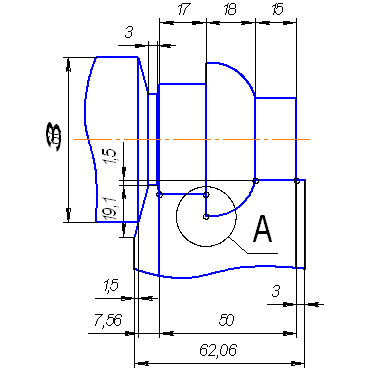
Рисунок 1.3
Разработаем чертеж шаблона и контршаблона для проверки профиля резца, на просвет.
Профиль шаблона (Рисунок 1.4) представляет собой негативный профиль резца. Высотные размеры профиля шаблона равны соответствующим высотным размерам профиля резца. Осевые размеры между узловыми толками профиля шаблона равны соответствующим осевым размерам профиля детали. Для построения профиля шаблоны необходимо через узловую базовую точку 1 провести координатную горизонтальную линию от которой в направлениях, перпендикулярных к ней, отложить высотные размеры профиля резца.
Ширина шаблона ![]() .
.
Размер m равен высотному размеру дополнительных режущих кромок резца.
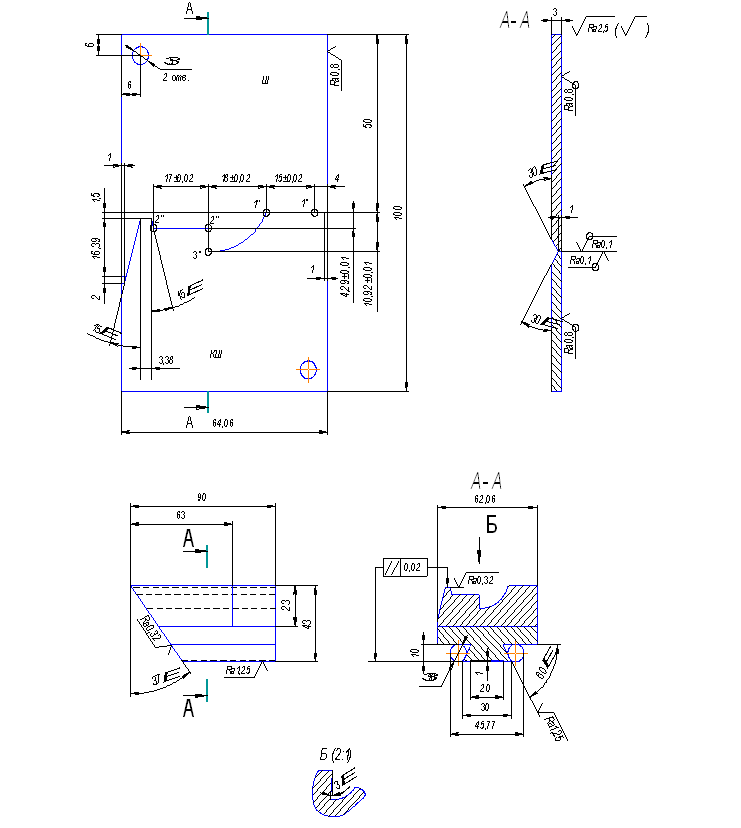
Рисунок 1.4
2 ПРОЕКТИРОВАНИЕ И РАСЧЁТ ЧЕРВЯЧНОЙ ФРЕЗЫ С ПРЯМОУГОЛЬНЫМ ШЛИЦЕМ
Исходные данные для варианта №5А:
исполнение – окончательный инструмент,
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Отклонения для
внутреннего диаметра и ширины шлица выбираем по квалитету h11: ![]() ,
,
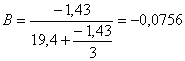
![]()
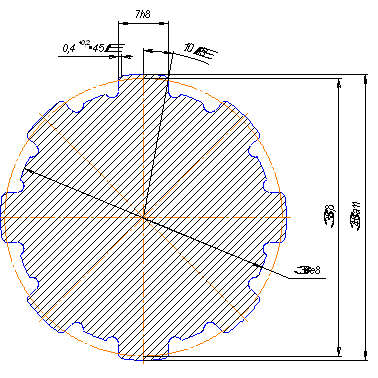
Рисунок 2.1
Расчётные размеры вала
Наружный диаметр
![]() , (2.1)
, (2.1)
где ![]() - максимальная величина
наружного диаметра вала;
- максимальная величина
наружного диаметра вала;
![]() - минимальная (номинальная) величина
фаски.
- минимальная (номинальная) величина
фаски.
![]()
Внутренний диаметр
![]() , (2.2)
, (2.2)
где ![]() - минимальная величина
внутреннего диаметра вала;
- минимальная величина
внутреннего диаметра вала;
![]() - допуск на внутренний диаметр.
- допуск на внутренний диаметр.
![]()
Ширина шлица
![]() , (2.3)
, (2.3)
где ![]() - минимальная ширина
шлица;
- минимальная ширина
шлица;
![]() - допуск на ширину шлица.
- допуск на ширину шлица.
![]()
Диаметр начальной окружности с фаской на сторонах шлица
![]() , (2.4)
, (2.4)
![]()
Принимаем ![]() .
.
Конструктивные элементы фрезы
Определим профиль боковой поверхности зубьев фрезы аналитическим методом:
![]() , (2.5)
, (2.5)
![]()
Так как ![]() , то теоретическую кривую
заменяем одной
, то теоретическую кривую
заменяем одной
окружностью.
Ординаты т.1 и т.2 принимаем:
![]() , (2.6)
, (2.6)
![]()
Принимаем ![]()
![]() , (2.7)
, (2.7)
![]()
Определим значение угла
шлица в точке на ![]()
![]() , (2.8)
, (2.8)
![]() тогда
тогда ![]()
Определим значения углов обката т.1 и т.2
 , (2.9)
, (2.9)
 , тогда
, тогда ![]()
 , (2.10)
, (2.10)
 , тогда
, тогда ![]()
Абсциссы т.1 и т.2 определяем так
![]() , (2.11)
, (2.11)
![]() .
.
![]() , (2.12)
, (2.12)
![]() .
.
Координаты центра заменяющей окружности
![]() , (2.13)
, (2.13)
![]() .
.
![]() , (2.14)
, (2.14)
![]() .
.
Радиус заменяющей окружности
![]() , (2.15)
, (2.15)
![]() .
.
Определим величину отклонений дуги от теоретической кривой в двух точках a и b , расположенных между точками 0; 1; 2.
 , (2.16)
, (2.16)
 , (2.17)
, (2.17)
 .
.
Углы обката точек a и b
![]() , (2.18)
, (2.18)
![]() .
.
![]() , (2.19)
, (2.19)
![]() .
.
Координаты точек а и b
![]() , (2.20)
, (2.20)
![]() .
.
![]() , (2.21)
, (2.21)
![]() .
.
![]() , (2.22)
, (2.22)
![]() .
.
![]() , (2.23)
, (2.23)
![]() .
.
Радиусы точек а и b
![]() , (2.24)
, (2.24)
![]() .
.
![]() , (2.25)
, (2.25)
![]() .
.
Максимальная погрешность замены в точках а и b
![]() , (2.26)
, (2.26)
![]() .
.
![]() , (2.27)
, (2.27)
![]()
Проверим допустимость погрешности
![]() , (2.28)
, (2.28)
где ![]() - допуск на ширину шлица
- допуск на ширину шлица
![]()
Так как неравенство выполняется, то погрешность считается допустимой.
Толщина зуба фрезы по начальной прямой
![]() , (2.29)
, (2.29)
где ![]() - число шлицев вала.
- число шлицев вала.
![]() .
.
Шаг зуба в нормальном сечении
![]() , (2.30)
, (2.30)
![]() .
.
Смещение угла от начальной прямой
![]() , (2.31)
, (2.31)
![]()
Угол уступа фаски ![]() , при
, при ![]() ,
, ![]() .
.
Ширина: ![]() ,
,
Высота: ![]() .
.
Размеры канавки для выхода шлифовального круга при затыловании канавки
Радиус: ![]() ,
,
Ширина: ![]() ,
,
Глубина: ![]() .
.
Высота шлифовальной части зуба фрезы:
![]() , (2.32)
, (2.32)
![]()
Общая высота профиля зуба
![]() , (2.33)
, (2.33)
![]() .
.
Высота усика:
![]() , (2.34)
, (2.34)
где ![]() - максимальная высота
профиля зуба (высшая точка зуба)
- максимальная высота
профиля зуба (высшая точка зуба)
![]() , (2.35)
, (2.35)
где ![]() - радиус начальной
окружности вала,
- радиус начальной
окружности вала,
![]() - угол обката высшей точки профиля
- угол обката высшей точки профиля
![]() , (2.36)
, (2.36)
где ![]() - угол профиля шлица
- угол профиля шлица
![]() , (2.37)
, (2.37)
![]() , тогда
, тогда ![]()
![]() , тогда
, тогда ![]()
![]()
![]()
Высота шлифовальной части зуба
![]()
![]()
принимаем ![]()
Геометрия фрезы
Передний угол ![]()
Задний угол на вершине
зуба ![]()
Шаг между выбираемыми углами 30’.
На боковых сторонах
профиля задний угол ![]()
![]() , (2.33)
, (2.33)
где, ![]() , тогда
, тогда ![]()
![]() , тогда
, тогда ![]() .
.
Расчёт конструктивных и габаритных размеров фрезы
Число ходов. Преимущественно однозаходные.
Угол подъёма витков по
среднему диаметру ![]()
Направление витков, правое. Направление передней поверхности зубьев, левое.
Ориентировочный наружный диаметр
![]() , (2.34)
, (2.34)
![]() , принимаем
, принимаем ![]() .
.
Число зубьев фрезы
Так как допуск на ширину
шлица ![]() , то
, то ![]() .
.
Величина затылования
![]() , (2.35)
, (2.35)
![]() , принимаем
, принимаем ![]() .
.
![]() , принимаем
, принимаем ![]()
Размеры канавки для
выхода стружки: ![]() ,
,
![]() , (2.36)
, (2.36)
![]() .
.
Угол правки ![]() .
.
Длина шлифовальной части задней поверхности зубьев фрезы
![]() , (2.37)
, (2.37)
![]() , принимаем
, принимаем ![]() .
.
Шаг витков фрезы в осевом сечении
![]() , (2.38)
, (2.38)
![]() .
.
Длина наружной части фрезы
![]() , (2.39)
, (2.39)
![]() .
.
Общая длина фрезы
![]() , (2.40)
, (2.40)
![]()
![]() , (2.41)
, (2.41)
![]()
Принимаем ![]() .
.
Диаметр цилиндрической части буртиков
![]() , (2.42)
, (2.42)
![]() .
.
Средний расчётный диаметр
![]() , (2.43)
, (2.43)
![]() .
.
Угол наклона стружечной канавки
![]() , (2.44)
, (2.44)
где, ![]() .
.
![]() , тогда
, тогда ![]()
Шаг ступенчатой канавки
![]() , (2.45)
, (2.45)
![]() .
.
Диаметр отверстия фрезы
![]() , (2.46)
, (2.46)
![]() , принимаем
, принимаем ![]() .
.
3 ПРОЕКТИРОВАНИЕ И РАСЧЕТ ФАСОННОЙ ПРОТЯЖКИ РАБОТАЮЩЕЙ ПО ГЕНЕРАТОРНОЙ СХЕМЕ
Исходные данные: рисунок 9, вариант 6.
Минимальный диаметр отверстия под протягивание: d = 45 мм; диаметр отверстия, получаемое после протягивания: D = 58,5мм. Предельное отклонение диаметра D по чертежу детали: ∆ = 0,06 мм, длина протягиваемого отверстия: lд = 60 мм; δ = 0,07 мм.
Материал заготовки: Сталь 45: σ = 589 МПа; HB = 207
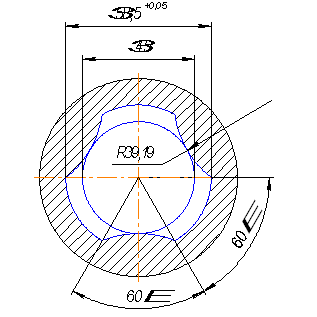
Рисунок 3.1 Профиль обрабатываемого отверстия.
Хвостовик и шейка.
Диаметр хвостовика:
D1= d – 0,5 = 45 – 0,5 = 44,5 мм. (3.1)
где d - минимальный диаметр отверстия под протягивание, мм.
Расчетную величину D1 округляем до ближайшей меньшей величины, соответствующей ГОСТ 4044-70. Принимаем D1 = 40 мм. Остальные размеры хвостовика и размеры шейки принимаем соответственно с ГОСТ 4044-70:
D1' =32 мм; D2 = 39,5 мм; l0 = 180 мм; lx = 160 мм; l1 = 20 мм;
l2 = 32 мм; R1= 0,5 мм; R2 = 2,5 мм; C = 1,5 мм; α = 30˚.
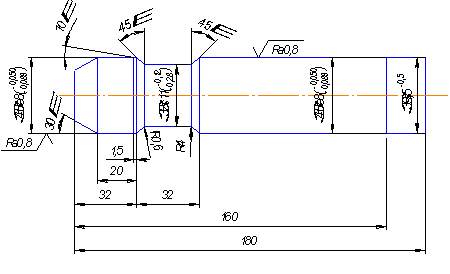
Рисунок 3.2 Хвостовик протяжки.
Переходный конус
Длину конуса принимаем L = 20 мм, так как диаметр отверстия под протягивание D = 58,5 мм. Диаметры конуса: меньший равен диаметру шейки (мм): больший – передней направляющей части ( мм).
Передняя направляющая часть
Диаметр передней направляющей части, мм
Dпн= d = 45 мм, (3.2)
Предельное отклонение Dпн по e8.
Длина передней направляющей Lпн равна расстоянию от конца переходного конуса до первого зуба режущей части, то есть, включая длину первой стружечной канавки.
Lпн = lд = 60 мм; т.к. lд/D = 1,02 ≤ 1,5 (3.3)
где lд - длина протягиваемого отверстия,
D- диаметр отверстия, получаемого после протягивания, мм.
Режущая часть
Форма и размеры зубьев.
Главные режущие кромки зубьев имеют форму дуг концентрической окружностей, диаметр которых Di постепенно увеличивается от первого зуба к последнему. Вспомогательные режущие кромки зубьев имеют криволинейную форму в зависимости от профиля обрабатываемой детали.
Величины углов в нормальном сечении по главной режущей кромке для стали 18ХГТ принимаем:
γ = 12˚; α = 3˚;
Предельные отклонения углов по ГОСТ16492-70
∆ γ =![]() ˚; ∆ α =
30΄;
˚; ∆ α =
30΄;
Для уменьшения трения на вспомогательных режущих кромках делают угол равный 1˚, располагающийся позади ленточки шириной 0,8…1 мм. Для обработки заготовки принимаем зубья с криволинейной спинкой.
Ориентировочные размеры режущих зубьев и расположенных между ними стружечных канавок могут быть определены следующим соотношением:
t = (1,25…1,5)![]() = (1,25...1,5)
= (1,25...1,5)![]() = 9,68...11,6 мм;
= 9,68...11,6 мм;
принимаем t = 11,6 мм;
h = (0,35…0,6)t = (0,35...0,6)11,6 = 4,06...7,01 мм;
принимаем h = 7 мм;
с = (0,3…0,35)t = (0,3...0,35)11,6 = 3,48...4,06 мм;
принимаем с = 4 мм;
R = (0,5…0,55)h = (0,5...0,55)7 = 3,48...3,83 мм;
принимаем R = 3,48 мм
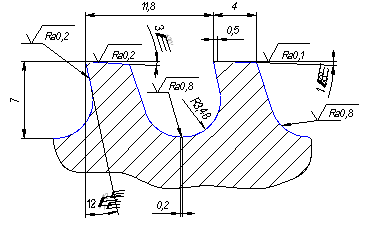
Рисунок 3.3 Размеры стружечных канавок на режущей части протяжки.
Диаметр первого зуба протяжки, мм
Dz1 = Dпн = 45 мм; (3.4)
Диаметр последнего зуба режущей части протяжки, мм;
Dп = Dк = 58,55 мм (3.5)
где Dк –диаметр калибрующих зубьев протяжки, мм;
Dк = (D + ∆) – p = (58,5 + 0,06) – 0,01 = 58,55 мм;
р - величина разбивания отверстия = 0,01 мм.
Диаметры промежуточных зубьев режущей части протяжки получают последовательным прибавлением к диаметру первого зуба удвоенного значения толщины срезаемого слоя.
Dz2 = Dz1 + 2·а (3.6)
Определение толщины срезаемого слоя
Фасонные протяжки срезают припуск заготовки, как правило, по генераторной схеме резания. Толщина срезаемого слоя (а) равна разности высот или полуразности диаметров пары смежных режущих зубьев. Ширина срезаемого слоя ∑b равна длине главной режущей кромки зуба протяжки.
Режущая кромка первого зуба – окружность, следовательно
∑b1= π·Dz1; (3.7)
Режущие кромки последующих зубьев - дуги концентрических окружностей, поэтому ширина срезаемого слоя одним зубом равна сумме длин дуговых участков главной режущей кромки данного зуба т.е.
∑b = b·n; (3.8)
где b – длина одного дугового участка на режущей кромке данного зуба;
n – число дуговых участков на режущей кромке зуба.
Длина дуговых участков режущей кромки уменьшается при увеличении диаметра от d до D. Схема резания при протягивании зависит от площади срезаемого слоя
P= f(ab), поэтому для сохранения постоянной силы P за весь период протягивания отверстия пропорционально уменьшению b увеличивают толщину срезаемого слоя a.
Последовательность определения толщины срезаемого слоя :
а) определяем общий припуск под протягивание, мм:
А = (D +∆)/2-d/2 = (58,5 + 0,06)/2 – 45/2 = 6,775 мм; (3.9)
б) делим величину А на три ступени:
d1 = d = 45 мм;
d2 = 49,516 мм;
d3 = 54,032 мм;
D = 58,55 мм;
Припуск первой ступени от d до d2 срезают зубья первой секции режущей части протяжки, припуск второй ступени от d2 до d3 срезают зубья секции номер два, припуск первой ступени от d3 до D срезают зубья секции три.
в) принимаем величину а в пределах каждой ступени постоянной.
г) определим толщину срезаемого слоя на первой ступени а1 из условия прочности протяжки по впадине первого зуба:
а1 = (F1· [σ]р/ (10·Cр∑b1·zк·кγ·кб))1,18, мм (3.10)
где F1- площадь сечения по впадине первого зуба протяжки, мм2
F1= π·(Dz1-2h)2/4 = 3,14· (45 - 2·7)2/4 = 758,28 мм2; (3.11)
[σ]р - допустимое напряжение при деформации растяжения в материале режущей части протяжки, МПа.
[σ]р = 400 МПа.
∑b1 - длина режущей кромки, первого зуба протяжки, мм
∑b1 = π·Dz1 = 3,14·45 = 141,3 мм
zк - число зубьев протяжки, участвующих одновременно в резании.
zк = lд/t + 1 = 60/11,6 + 1 = 6,57;
принимаем zк = 7;
Cр = 230;
кγ = 0,93
кб = 1,34 т.к. обработка без эмульсии;
а1 = (758,28·400/(10·230·141,3·7·0,93·1,34))1,18 = 0,072 мм;
д) определяем толщину срезаемого слоя на второй b2 и третей b3 ступенях.
Найдем длины дуговых участков на диаметрах d2 и d3.
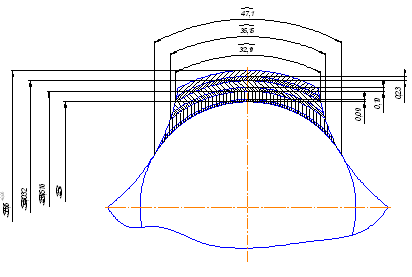
Рисунок 3.4 Схема расчета толщины срезаемого слоя.
Для определения толщины срезаемого слоя на второй b2 и третей b3 ступенях.
Найдем длины дуговых участков на диаметрах d2 и d3.
D = 58,5 мм
d = 45 мм
d2 = 49,516 мм
d3 = 54,032 мм;
![]()
![]()
где R находим по теореме косинусов:
![]()
упростив ее, получим:
![]()
подставим значения:
![]()
![]()
![]()
![]()
![]() мм
мм
Зная значение R, находим αi:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Зная значение угла γ2 и γ3, определяем значение b:
b2 = r2 · γ2 · 3,14/180 = 35.76 · 81,38° · 3,14/180 = 35,15 мм
∑b2 = 3· 35,15 = 105,45 мм;
b3 = r3 · γ2 · 3,14/180 = 39,02 · 68,3° · 3,14/180 = 32,19 мм
∑b3 = 3 · 32,19 = 96,57 мм
Из условия а1·∑b1 = а2·∑b2 = а3·∑b3 находим а2,а3:
а2 = а1·∑b1/∑b2 = 0,1·141,3/105,45 = 0,153 мм;
Принимаем а2 = 0,153 мм
а3 = а1·∑b1/∑b3 = 0,1·141,3/96,57 = 0,188 мм;
Принимаем а3 = 0,188 мм
е) проверим возможность размещения стружки в канавке между зубьями при срезании протяжкой максимальной толщины срезаемого слоя аi max .
![]() ,мм (3.12)
,мм (3.12)
где: Kc-коэффициент заполнения стружечной канавки, Kc = 3,5;
![]()
Условие не выполняется.
Принимаем удлиненную форму стружечной канавки. Размеры удлиненной стружечной канавки определяем с учетом размещения в ней стружки за один рабочий ход зуба:
fc = aimax· lд = 0,188 · 60 = 11,28 мм2;
fky = 0,25·π·h2 + Δt·h;
fky = fc·Kc = 11,28 · 3,5 = 39,48 мм2;
Δt = (fky – 0,25·π·h2)/h = (39,48 – 0,25·3,14·72)/7 = 0,21 мм;
Принимаем Δt = 0,21 мм.
ty = t + Δt = 11,6 + 0,21 = 11,81 мм;
zk = lд/ty + 1 = 60/11,81 + 1=6,08;
Принимаем zk =6.
а1 = (758,28·400/(10·230·141,3·6·0,93·1,34))1,18 = 0,09 мм;
а2 = а1·∑b1/∑b2 = 0,09·141,3/105,45 = 0,19 мм;
Принимаем а2 = 0,19 мм
а3 = а1·∑b1/∑b3 = 0,09·141,3/96,57 = 0,23 мм;
Принимаем а3 = 0,23 мм
Проверим прочность протяжки на разрыв по шейке хвостовика.
P/Fx ≤ [σ]x , (3.13)
где P- сила резания при протягивании, Н
P = 10·Cр·а10,85∑b1·zк·кγ·к0 , (3.13)
P = 10·230·0,090,85·141,3·6·0,93·1,34 = 298961,37 H;
Fx = π·( D1')2/4, (3.14)
где D1'- диаметр вала хвостовика, мм
Fx = 3,14·322/4 = 803,84 мм2;
[σ]x - допускаемое напряжение при деформации растяжения в материале хвостовика, МПа;
Для Сталь 40X ГОСТ - [σ]x = 300 МПа;
![]() < [σ]x = 300 МПа;
< [σ]x = 300 МПа;
Условие не выполняется, изготавливаем цельную протяжку из материала сталь Р6М5 [σ]x = 400 МПа
Проверка протяжки по тяговой силе протяжного станка.
P ≤ 0,9·Q, (3.15)
Q = Р/0,9 = 298961,37/0,9 = 332,17 кН
где Q - номинальная тяговая сила протяжного станка.
Выбрали: модель станка 7Б57 с максимальной длиной рабочего хода каретки 2000 мм и номинальной тяговой силой Q = 400 кН.
332,17 кН < 400 кН;
Условие выполняется.
Стружкоделительные канавки на режущих зубьях протяжки.
Канавки делают на зубьях, имеющих длину режущей кромки 5…10 мм, размещают их в шахматном порядке.
Количество канавок:
1-секция nk1 = b1/10 = 47,1/10 = 4,7
принимаем nk1 = 5;
2-секция nk2 = b2/10 = 35,15/10 = 3,5
принимаем nk2 = 3;
3-секция nk3 = b3/10 = 32,19/10 = 3,2
принимаем nk3 = 3.
Калибрующая часть протяжки.
Состоит из пяти зубьев одинакового диаметра, равного диаметру последнего режущего зуба. Стружечные канавки имеют такую же форму и размеры, как и на режущей части протяжки. Шаг калибрующих зубьев принимают равным шагу режущих зубьев.
Вершину калибрующих зубьев снабжают фаской 0,2…0,6 мм, которая предназначена для сохранения диаметральных размеров протяжки при переточках.
Передний угол γк принимают равным γ, так как при эксплуатации протяжки в результате переточек затупившихся зубьев происходит постепенный переход калибрующих зубьев в режущие.
Задний угол имеет небольшую величину αк =1˚30 ±15´ по сравнению с режущими зубьями. Это вызвано необходимостью обеспечить медленное уменьшение диаметральных размеров зубьев при переточках.
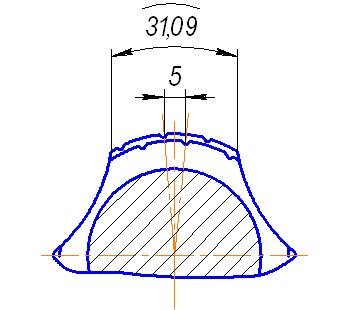
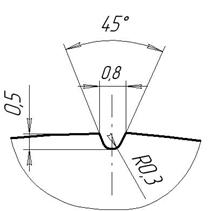
Рисунок 3.5 Стружкоделительные канавки
Задняя направляющая часть.
Заднюю направляющую часть у фасонных протяжек выполняют цилиндрической. Диаметр задней направляющей части, мм:
Dзн = d,
где d –минимальный диаметр отверстия под протягивание, мм
Dзн = 45 мм, предельное отклонение по f7.
Длину задней направляющей части принимаем Lзн = 35 мм.
Диаметры зубьев
Предельное отклонение диаметра зуба по ГОСТ 164992-70 равно –0.02 мм.
1-секция
|
Номер зуба |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|
Диаметр, мм |
45 | 45,18 | 45,36 | 45,54 | 45,72 | 45,9 | 46,08 | 46,26 | 46,44 | 46,62 | 46,8 | 46,98 | 47,16 | 47,34 |
|
Номер зуба |
15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 |
|
|
|
Диаметр, мм |
47,52 | 47,7 | 47,88 | 48,06 | 48,24 | 48,42 | 48,6 | 48,78 | 48,96 | 49,14 | 49,32 | 49,5 |
|
|
2-секция
|
Номер зуба |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|
Диаметр, мм |
49,88 | 50,26 | 50,64 | 51,02 | 51,4 | 51,78 | 52,16 | 52,54 | 52,92 | 53,3 | 53,68 |
3-секция
| Номер зуба | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|
Диаметр, мм |
54,14 | 54,6 | 55,06 | 55,52 | 55,98 | 56,44 | 56,9 | 57,36 | 57,82 | 58,28 | 58,55 |
Калибрующие зубья
| Номер зуба | 1 | 2 | 3 | 4 | 5 |
|
Диаметр, мм |
58,55 | 58,55 | 58,55 | 58,55 | 58,55 |