
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Добыча сырьевых материалов и снабжение производства
Курсовая работа: Добыча сырьевых материалов и снабжение производства
СодержаниеИсходные данные для проектирования
1. Источники снабжения сырьевыми материалами
2. Часовая производительность предприятия.
3. Основное технологическое оборудование предприятия.
4. Склады минеральных материалов и вяжущих.
5. Технология производства продукции.
6. Контроль качества продукции предприятия.
7. Охрана труда на ЦБЗ.
8. Мероприятия по охране ОС.
Список использованной литературы
ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
1. Годовая производительность 20 000 куб.м.
2. Район расположения завода г. Донецк.
3. Номенклатура продукции ц/б класса В20
4. Период работы завода 01.2006-01.2008
1. Источники снабжения сырьевыми материаламиВсе цементные предприятия, за исключением Днепрозержинского ОАО «Днепроцемент» и Енакиевского ООО «Цемент-Донбасс» имеют карьеры и работают на своем сырье.
На шести предприятиях отрасли шлам готовится на карьерах и его доставка на промплощадку осуществляется гидротранспортом.
Наибольшие запасы цементного сырья сосредоточены в Донецкой, Львовской, Ровенской и Харьковской областях. Меньшие, но также значительные запасы имеются в Хмельницкой, Крымской, Днепропетровской областях.
Разведаные запасы карбонатного сырья (мергелей, мела, известняков) и глины обеспечат работу предприятий на протяжении 25-30 лет, доразведка запасов ведётся по мере необходимости.
К примеру, Предприятие НПО "Строительные технологии" предлагает известняк Комсомольского рудоуправления и щебень для дорожного строительства (вагонные нормы).Добыча и транспортирование сырья-важнейшие технологические переделы производства. Доля затрат на добычу сырья составляет около 10% общих расходов. В каждом отдельном случае способ добычи должен быть тщательно обоснован. Его выбору предшествует анализ химического состава, физических свойств сырья: влагоемкости, водопроницаемости, плотности, предела прочности при сжатии и др. В процессе разработки карьера путем опережающих разведочных работ уточняют свойства сырья и условия его залегания. Если пласты породы сравнительно постоянны по мощности и химическому составу, то пробы отбирают из борозд глубиной 5-10 см. Если состав пластов неоднороден, пробы берут из шурфов или скважин, закладываемых в шахматном порядке на участке, намеченном к разработке в ближайшие 3-5 лет.
Расстояние между точками отбора проб не более 30-50 м. Результатом этих работ является карьерная сетка, которая фиксирует химический состав, свойства и условия залегания сырья и позволяет правильно организовать работу карьера. Ее периодически дополняют данными анализа добываемого сырья, а также проб из скважин, получаемых при проведении буровзрывных работы. Добыча сырья производится открытым способом. В зависимости от свойств разрабатываемых пород, объема вскрыши и других факторов принимают определенную систему разработки месторождения. Под таковой понимают порядок выполнения вскрышных, добычных, транспортирующих и других работ, обеспечивающий заданную производительность, экономичность, рациональное использование сырья при безопасных условиях труда.
Вскрышные работы
Слой горной породы обычно закрыт пустой породой, поэтому в комплекс горнодобывающих работ входит ее удаление (вскрышные работы). Их проводят с опережением по отношению к добыче сырья. Выбор системы вскрышных работ определяется мощностью залежи, характером ее залегания, мощностью вскрыши, рельефом местности и т. д. Вскрышные работы составляют одну из крупных расходных статей карьерного хозяйства. Затраты на них в значительной мере определяют конечную стоимость сырья. Вскрышные работы осуществляют бульдозерами, экскаваторами, скреперами или гидромеханическим способом (размыванием породы струей воды, подаваемой под давлением).
При разработке вскрыши большой мощности (15-20 м и более) наиболее эффективны бестранспортная и отвально-транспортные системы, когда выемку и перемещение вскрышных пород производят роторными или шагающими экскаваторами в выработанное пространство карьера. Если один экскаватор не может перемещать вскрышу непосредственно в отвал, возможна кратная перевалка, при которой один экскаватор перемещает породу в промежуточный, а другой - из промежуточного в постоянный отвал. Карьеры разрабатывают одним или несколькими уступами. Высоту уступа задают исходя из физико-механических свойств разрабатываемых пород, применяемого оборудования, горно-технических и климатических условий. Она составляет для твердых пород 10-15 м, мягких 8-10 м. Для скальных пород, разрабатываемых с помощью взрывов, высота уступа не должна превышать 20 м.
Добыча сырья
Разработка твердых и плотных горных пород производят, как правило, взрывом. Буровзрывные работы обеспечивают как отделение породы от горного массива, так и дробление негабаритных кусков. Взрывчатые вещества (аммонит, аммонал и другие) размещают в шпурах или скважинах, располагаемых в определенном порядке вдоль фронта уступа. Шпуры-углубления в горной породе диаметром до 75 мм и глубиной до 5 м; скважины имеют диаметр 5-300 мм и глубину более 5 м.
Бурение шпуров и скважин осуществляют буровыми машинами ударно-канатного или вращательного бурения. Действие первых основано на свободном падении в скважину бурового снаряда массой 500-3000 кг. Снаряд поднимают на высоту 0,6-1,2 м, затем сбрасывают в породу рабочим наконечником, поворачивая после каждого удара вокруг центральной оси на 20-40°С. Диаметр скважин и расстояние между ними устанавливают в зависимости от свойств разрабатываемой породы. Для легкодробящихся трещиноватых пород рекомендуется повышенный диаметр скважин и соответственно большая масса зарядов, размещаемых на значительном расстоянии один от другого. В трудновзрываемых монолитных породах проходят скважины меньшего диаметра, но размещают их ближе одну к другой. Глубина скважины, как правило, на 10-15% должна превышать высоту уступа.
После взрыва часть кусков породы может превосходить размеры кондиционных фракций. Для дробления негабаритных кусков применяют накладные заряды. Их помещают на поверхности взрываемой породы, покрывают забойкой и взрывают. Иногда для дробления негабарита используют и механические способы, например с помощью перфораторов. Взорванная порода грузится на транспортные средства экскаваторами.
В последнее время взамен буровзрывных работ начали применять механическое рыхление. Оно позволяет вводить в эксплуатацию значительные запасы разведанного сырья, находящиеся во взрывоопасных зонах. Применяют навесные тракторные рыхлители, разрабатывающие породы с пределом прочности при сжатии до 190 МПа. Эффективность их работы зависит от структуры, прочности и трещиноватости пород. Применение рыхлителей снижает стоимость добычных работ на 15-20 % и увеличивает безопасность их ведения за счет ликвидации взрывов.
Добычу мягких пород (мел, глина и другие) производят прямой экскавацией одноковшовыми или роторными экскаваторами, которые выполняют сразу две операции: отделение породы от пласта и погрузку готового сырья. Возможно применение для добычи мела и глины специальных комбайнов, изготовляющихся на базе роторного экскаватора и производящих одновременно добычу и размучивание сырья (перевод мела и глины в шлам с влажностью 50-60%).
Транспортирование сырья
Для доставки сырья на завод используют железнодорожный и автомобильный транспорт, воздушно-канатные дороги, ленточные конвейеры, гидротранспорт.
Применение железнодорожного транспорта эффективно при перемещении значительных объемов сырья на расстояния более 8 км. Основное достоинство железнодорожного транспорта: надежность работы в любых климатических условиях, невысокий расход энергии и рабочей силы. Однако его применение связано с большими капитальными затратами.
Автомобильный транспорт целесообразно применять для перевозки материалов при сложном рельефе поверхности, малых объемах перевозок, а также небольших (до 8 км) расстояниях. Его преимуществами являются подвижность и маневренность, минимальные капитальные затраты. Однако высокая стоимость обслуживания и ремонта машин повышает затраты на транспортирование, особенно при больших расстояниях.
Ленточные конвейеры предназначены для перемещения рыхлых и мелкокусковых пород на расстояние 1-6 км при благоприятных климатических условиях. Конвейерный транспорт хотя и связан с большими капитальными затратами, дешев в эксплуатации, высокопроизводителен, обеспечивает поточность транспортирования, что создает благоприятные предпосылки для его автоматизации. Распространение этого способа транспорта сдерживается некоторыми его недостатками: необходимостью предварительного дробления материалов, высоким износом лент, зависимостью качества доставляемого продукта от климатических и метеоусловий.
Воздушно-канатные дороги применяют для транспортирования сырья по сильно пересеченной местности. Они просты и надежны в работе, требуют минимума обслуживающего персонала, но связаны с большими капитальными вложениями при строительстве.
Гидротранспорт служит для перемещения материалов, перерабатываемых на карьере в шлам мокрым способом. Его применение обеспечивает удобство эксплуатации и создает необходимые условия для комплексной автоматизации производства.
Рост объема добычи на карьерах требует совершенствования технологии горнотранспортных разработок, в частности перехода от цикличных видов транспорта к транспорту непрерывного действия. Действующие установки непрерывного транспорта (ленточные конвейеры, гидротранспорт) являются звеньями циклично-поточной технологии, которая обеспечивает снижение транспортных расходов на 25-35% и повышение производительности труда рабочих карьеров в 1,5-2 раза.
Следующая ступень в совершенствовании технологии добычи и переработки твердого сырья-создание непрерывной технологии горнотранспортных работ с переработкой (дроблением) взорванной горной массы в передвижных дробильных агрегатах непосредственно на карьере и последующим транспортированием системой ленточных конвейеров на завод.
2. Часовая производительность предприятия.
Принимается:
· количество дней в летнем периоде – 91 или 728 рабочих часов;
· капитальный ремонт проводится один раз в году продолжительностью 3-ое суток или 24 часов;
· планово-предупредительный ремонт проводится один раз в месяц продолжительностью 8 часа (в месяц капитального ремонта ППР не проводится). Итого: 3 суток или 24 часа;
· три профилактики проводятся в месяц продолжительностью 8 часов (в месяц капитального ремонта – 2 профилактики). Итого 2.5 суток или 0 часов рабочего времени;
· неплановые простои (горячие простои) – 5 % от рабочего времени или 37 часов.
Получаемое фактическое рабочее время составляет:
728 – (24+24+0+137) = 643 часов (80.375 дней).
Определение суточного производства.
Производительность ЦБЗ:
20 000 / 643 = 31,10 куб.м./час.
3. Основное технологическое оборудование предприятия.
В настоящее время ни одно современное производство не может обойтись без технологического оборудования, предназначенного для транспортирования, грохочения, измельчения, смешивания и так далее. Данное оборудование является универсальным. Но наиболее широкое распространение оно получило при производстве стройматериалов, а также в пищевой и химической отраслях.При производстве стройматериалов особенно широко используются вибрационные сита, конвейеры, грохоты, питатели, дозаторы, смесители, сушилки.
Вибросита типа СВ предназначены для непрерывного пылеплотного рассева сыпучих материалов (инертных материалов, компонентов сухих смесей). Сита диаметром 0,4-1,2 метра за счет пространственной кинематики колебаний позволяют эффективно разделять материалы на 2-4 фракции. Данные установки имеют производительность до 5 т/ч. Для трудно просеиваемых материалов или высокопроизводительных технологий применяются прямоугольные сита типа СВ-0,75/2,0 и многодечные грохоты.
Многодечные грохоты ГВМ (производительностью до 20 м3/ч) используются для разделения материалов на фракции на крутонаклонных просеивающих поверхностях, расположенных в пять ярусов. При этом реализуется метод вероятностного просеивания, когда размеры отверстий сит больше размера частиц. Преимущество грохота – в снижении риска засорения сеток.
Вибросмесители СмВ (объемом от 5 до 1000 л) с пространственной кинематикой колебаний не имеют внутри рабочего органа движущихся элементов и позволяют получить высокое качество смешивания, тем самым успешно конкурируя с другими (например, планетарными) смесителями.
Питатели ПВЭМ (вибрационные электромагнитные) и ПВШ (шнековые) служат для выпуска сыпучих материалов из бункеров и используются для транспортирования в системах с регулируемой производительностью, а также для дозирования. Для активации выпуска и предотвращения сводообразования в бункерном хозяйстве применяются вибрационные питатели-активаторы ПВА.
Виброконвейеры КВ1Т и КВ1ЖТ позволяют беспыльно транспортировать сыпучие материалы в технологических цепочках от одного передела к другому.
Дозаторы оснащены электронными тензометричеcкими приборами и позволяют автоматизировать процессы сбора порций материалов для смешивания с точностью взвешивания до 1-2 %.
Вибросушилки электрические типа СВТ и ПЭВ находят применение на предприятиях, не имеющих газового снабжения. Важнейшее преимущество сушилок с ТЭНовыми нагревателями, по сравнению с газовыми барабанными сушилками, заключается в том, что они экологически безопасны и могут быть установлены даже в городах.
В основе действия этих аппаратов лежит способность сыпучих материалов направленно перемещаться по колеблющейся поверхности в вакууме, газовой и жидкой среде. В виброперемещаемом слое материала возникает ряд явлений (разрыхление, перемешивание, псевдокипение), благотворно влияющих на процессы тепломассообмена частиц с поверхностями нагрева или охлаждения, газовой средой, что приводит к существенному увеличению скорости термотехнологических операций.
Сушилки, при необходимости, используются с охладителями типа ОВ и КОВ, так как температура песка для производства ССС должна быть низкой. Помимо отдельных видов технологического оборудования, на рынке представлены комплекты установок для производства ССС:
· Комплект оборудования с электрической сушилкой производительностью 1 или 3 т/ч;
· Комплект оборудования с барабанной сушилкой производительностью 2, 6 и 12 т/ч.
В данных установках применяются комплектующие западных фирм (“Камоцци Пневматика”, OMRON, SKF, WAMGOUP, CAS и других). Гибкий подход при проектировании позволит впоследствии расширить производство и повысить уровень его автоматизации.
Бетонные заводы ELBA со звездообразным или рядным складами заполнителей и большим количеством опций отличают низкое энергопотребление, компактность, малый износ, возможность исполнения в летнем и зимнем варианте. На производстве задействовано минимальное количество обслуживающего персонала. 60-летний опыт работы фирмы в этой области гарантирует производство бетона с истинно немецким качеством, которое достигается использованием оригинального одновального смесителя принудительного действия. Автоматическая система управления ELBAMATIC предоставляет потребителю весь возможный спектр услуг, включая компьютерное управление процессом и пересылку данных на центральный диспетчерский пункт. Система учета и корректировки влажности песка обеспечивает высокое качество бетонных смесей. На заводах ELBA-WERK изготавливаются все части и комплектующие бетонной техники: смесители, скреперы, системы управления и многое другое. Именно благодаря этому фирма берет на себя ответственность за надежную работу всего оборудования. Фирма ELBA-WERK разработала следующие серии бетоносмесительных установок, дающие возможность потребителям найти индивидуальное решение:
Серия EBC - стационарные установки производительностью от 87 до 135 м.куб./ч. со стандартными вариантами склада инертных и различными вариантами заполнения смесителя (конвейер, скип). Бетонные заводы данной серии собираются на заводе в 2 готовых модуля. Их монтаж не требует сложных фундаментов и металлоконструкций. Благодаря этому установка бетонного завода на подготовленной площадке занимает не более 4-7 дней. Для перевозки используется специальный автотранспорт.
В данную серию входят следующие модели бетонных заводов:
|
Характеристики: |
|
|
|
|||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
85 |
105 |
110 |
|
85 |
105 |
110 |
|
85 |
105 |
110 |
||||||||||||||
|
Производительность |
82 |
|
96 |
|
101 |
|
105 |
|
87 |
|
102 |
|
110 |
|
121 |
|
97 |
|
116 |
|
126 |
|
135 | |
|
|
||||||||||||||||||||||||
|
Суммарная мощность |
104 |
|
118 |
|
121 |
|
137 |
|
104 |
|
118 |
|
121 |
|
137 |
|
104 |
|
118 |
|
121 |
|
137 | |
|
|
||||||||||||||||||||||||
|
Количество рецептов |
300 | |||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
Количество рецептов |
99 | |||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
Управление и |
цифровое, автоматическое | |||||||||||||||||||||||
|
|
||||||||||||||||||||||||
| Объем смесителя | 1650 | 2000 | 2250 | 2500 | 1650 | 2000 | 2250 | 2500 | 1650 | 2000 | 2250 | 2500 | ||||||||||||
4. Склады минеральных материалов и вяжущих.
На цементном заводе необходимо иметь запас сырья, шлама, топлива, который обеспечивал бы непрерывную работу предприятия на случай перебоев в снабжении (при непогоде, аварии транспортных устройств и т.д.). Нормами технологического проектирования цементных заводов рекомендуются следующие запасы материалов:
· известняк (3-6 суток);
· корректирующие добавки (15-20 суток);
· гипсовый камень (30-40 суток);
· активные минеральные добавки (15-20 суток);
· твердое топливо (10-15 суток);
· жидкое топливо (15 суток)
Запас мягких пород (мела или глины) обычно достигается хранением грубомолотых шламов (на 2,5-3 суток работы завода). Нормативные запасы сырья и топлива хранят на складах. Обычно склады добавок совмещают со складами сырья или клинкера. Кроме того, в соответствии с потребностью в соответствующих материалах и оборудовании на цементных заводах строят склады огнеупорных материалов, мелющих тел, материальные склады. Последние различают по назначению, конструкции и используемым средствам механизации. Назначение склада определяется видом хранящихся материалов.
По конструкции принципиально можно выделить два типа складов: открытые и закрытые, каждый из которых включает несколько разновидностей. К открытым складам относят: эстакадно-гравитационные, в которых отсыпка штабеля производится ленточным конвейером, разгрузка-ленточными конвейерами, установленными в подштабельных галереях; штабельные, оснащенные мостовыми перегружателями; склады, на которых штабель формируется бульдозерами; усреднительные, оборудованные штабелеукладчиками и разгрузочными машинами. Открытые склады проще, дешевле, но они не обеспечивают хорошей сохранности материалов.
При строительстве новых заводов проектируют главным образом склады закрытого типа. Они бывают ангарного типа, оборудованные мостовыми кранами с грейферами; эстакадно-гравитационные-с конвейерной загрузкой и выгрузкой или с использованием для разгрузки роторных экскаваторов; силосные-в виде железобетонных емкостей цилиндрической формы; усреднительные.
Особенно широкое распространение в последнее время получили усреднительные склады. Это связано, с одной стороны, с повышением требований по однородности сырья при переработке сухим способом, а с другой-с переработкой более неоднородных материалов из-за ограниченности сырьевой базы. Чаще производят предварительное усреднение только карбонатного компонента, поскольку глинистые и мергелистые породы химически более однородны. Желательно предварительное усреднение и гранулированных доменных шлаков, используемых в составе сырьевых смесей. Необходимо отметить, что усреднительные склады предназначены только твердых материалов крупностью не более 25 мм. В усреднительном складе одновременно находится в работе не менее двух штабелей каждого материала: один укладывается, а другой отгружется на измельчение. Размеры штабелей и их количество зависят от объема производства. Желательно, чтобы все штабеля были одинакового размера. Усреднительный штабель формирует :я и расходуется за неделю. Качество усреднения в штабеле зависит от способа его отсыпки. Обычно отсыпку слоев производят вдоль длинной оси штабеля, а его раз работку-в поперечном направлении (вразрез).
Наиболее распространенный способ отсыпки смесительных слоев - "шевронный". Штабель формируется в виде двухскатной крыши с помощью ленточнoгo конвейера с разгрузочным устройством или ленточного сбрасывателя. При этом отдельные слои материала располагаются вдоль всей длины штабеля. Способ прост и надежен, однако при неоднородном зерновом составе крупные куски, скатываясь вниз, накапливаются в нижней части штабеля. Во избежание этого применяют отсыпку штабеля полосами с кладкой слоев материала в виде продольных полос, неположенных рядом или одна над другой, что практически исключает возможность отделения крупных кусков. Чем больше полос, тем выше качество усреднения, однако этот способ требует применения более дорогих передвижных ленточных сбрасывателей.
Для хорошей гомогенизации материала в усреднительном складе необходимо, чтобы каждый штабель или иx система вмещали весь подаваемый из карьера материал; все слои в каждом штабеле были одинакового объема; подача материла в штабель осуществлялась равномерно; число слоев в штабеле было как можно больше; при отборе материала из штабеля зачерпывались все слои. Усреднительные склады позволяют лучше использовать неоднородное сырье, более полно готовить компоненты к помолу. Их недостаток-необходимость предварительного измельчения материала во избежание расслоения при формировании штабеля. Необходимо учитывать также, что усреднительные склады обеспечивают лишь первичное усреднение материалов. Окончательная гомогенизация производится в тонкоизмельченном виде.
Проведем расчет вместительности усреднительного «шевронного» склада закрытого типа.
Для этого определим суточный расход сырья.
На производство 1 кубометра бетона класса В20 как правило требуется следующее количество сырья и вяжущих:
Песок – 680 кг.
Щебень – 1250 кг.
Цемент – 350 кг.
При этом на приготовление 1 кг цемента В20 в среднем расходуется:
Известняк - 0,7 кг.
Добавки – 0,1 кг.
Гипсовый камень – 0,2 кг.
Таким образом на 350 кг цемента будет необходимо:
245 кг извесняка, 35 кг добавок, 70 кг гипсового камня.
Следовательно на приготовление 1 куб.м. бетона В20 необходимо:
Песок 680 кг.
Щебень 1250 кг.
Известняк 245 кг.
Минеральные и корректирующие добавки 35 кг.
Гипсовый камень 70 кг.
Как показано в п.2, суточная норма изготовления цементобетона составляет: 31,10*8=243,8 куб.м. Принимаем 250 куб.м.
Далее рассчитываем объемы складируемого сырья:
Известняк - 5*250*245= 306250 кг. Принимаем 310 т.
Минеральные и корректирующие добавки – 15*250*35=131250 кг. Принимаем 140 т.
Гипсовый камень – 30*250*70= 525000 кг. Принимаем 530 т.
Песок – 5*250*680= 850000 кг. Принимаем 860 т.
Щебень – 5*250*1250= 1562500 кг. Принимаем 1570 т.
Далее рассчитываем объемы, занимаемые сыръем:
Известняк – 310 т / 1300 кг/м3=238,4 куб.м.. Принимаем 250 куб.м..
Минеральные и корректирующие добавки – 140 т / 1500 кг/м3 =93,3. Принимаем 94 куб.м..
Гипсовый камень – 530 т/ 2400 кг/м3 =220,83 куб.м.. Принимаем 230 куб.м..
Песок – 860 т/ 2600 кг/м3 =331куб.м.. Принимаем 335 куб.м..
Щебень – 1570т /3000 кг/м3= 523,3 куб.м.. Принимаем 524 куб.м..
Далее рассчитываем объемы помещений для сырья принимая его равным 2 объемам складируемого сырья. Результаты расчетов сводим в таблицу.
| Объем сырья | планируемый объем здания | Площадь здания | Характерный линейный размер здания | Высота | Длина | Ширина | Фактический объем здания | |
| Известняк | 250 | 500 | 100 | 10 | 5 | 10 | 10 | 500 |
| Добавки | 94 | 188 | 37,6 | 6,131884 | 5 | 7 | 7 | 245 |
| Песок | 335 | 670 | 134 | 11,57584 | 5 | 12 | 12 | 720 |
| Щебень | 524 | 1048 | 209,6 | 14,47757 | 5 | 15 | 15 | 1125 |
| Гипсовый камень | 230 | 460 | 92 | 9,591663 | 5 | 10 | 10 | 500 |
5. Технология производства продукции.
Изготовление бетона – это долгий и трудный процесс. Сначала по рецепту лаборатории отмеривают в сухом виде требуемое количество цемента и заполнителей. Затем взвешенные составные части высыпают в бетономешалку и одновременно подают в нее воду. Бетономешалку приводят в движение в помощью электродвигателя.
Цель перемешивания – это получение из зернистых материалов однородной смеси. Продолжительность перемешивания устанавливают заранее. После перемешивания исходные материалы образуют пластичную смесь, похожую на тяжелую жидкость. Поэтому свежеприготовленный бетон называют не бетоном, а бетонной смесью. Лишь через некоторое время смесь затвердевает и превращается в камень, а окончательную прочность приобретает еще позже. Этот камень и является бетоном.
Однородность бетонной смеси – одно из важнейших к ней требований: если смесь будет неоднородной, бетон буден неодинаково прочным в различных участках конструкции и легко может разрушиться при нагрузке. Как же узнать, однородна полученная смесь или нет? Для этого из разных мест берут несколько проб объемом, превышающим размеры самого крупного зерна заполнителя. Если все пробы имеют один и тот же постоянный состав, т. е. одинаковое количество щебня или гравия, песка цемента и воды, то бетонную смесь можно признать однородной.
После перемешивания бетонную смесь часто приходиться транспортировать от бетономешалки к месту укладки, при этом очень важно, чтобы смесь сохранила свою однородность, так как при перевозке смеси угрожает расслаивание. Почему? Потому что зерна заполнителя в бетонной смеси стремятся опуститься. Установлено, что расслаивание будет тем больше, чем слабее сцепление между раствором и заполнителем. Расслаивания бетонной смеси при перевозке можно избежать, если продолжить перемешивание смеси во время движения в автобетономешалке.
Приготовление бетонной смеси. В современном строительстве приготовление бетонной смеси в основном сосредоточено на автоматизированных бетонных заводах и в бетоносмесительных узлах предприятий.
Процесс приготовления бетонной смеси состоит из автоматического дозирования всех компонентов бетонной смеси и перемешивания их в бетоносмесителях до получения однородной массы.
Применяемые бетоносмесители непрерывного действия состоят из цилиндрического барабана с лопастями на внутренней поверхности. За счет вращения барабана и винтообразного направления лопастей материалы перемещаются вдоль барабана и тщательно перемешиваются, а готовая бетонная смесь через разгрузочное устройство непрерывным потоком поступает на транспортные средства. Производительность бетоносмесителей непрерывного действия до 120 мЗ/ч, в то время как бетоносмеситель периодического действия емкостью 2400 л имеет производительность до 36 мЗ/ч.
Однородность и прочность бетона в значительной, мере определяются качеством перемешивания смеси. Для получения однородной бетонной смеси следует строго соблюдать оптимальное время перемешивания, которое зависит от емкости барабана бетоносмесителя, подвижности бетонной смеси и других факторов и устанавливается опытным путем.
Транспортирование бетонной смеси в большинстве случаев производится автосамосвалами, а на малые расстояния (в пределах строительной площадки) -ленточными транспортерами, бетононасосами, вагонетками, бадьями и др. Любой способ транспортирования должен исключать возможность расслоения и снижения степени подвижности бетонной смеси в результате испарения воды, вытекания цементного молока или начала схватывания цемента. Поэтому следует транспортировать бетонную смесь по кратчайшим расстояниям, с наименьшим числом перегрузок и ограничивать длительность перевозки (до 1 ч.).
В случае, когда строительная площадка находится на значительном расстоянии от бетонного завода для перевозки и приготовления бетонной смеси используются автобетоносмесители. Смесительный барабан автобетоносмесителя загружают на заводе исходными материалами, а бетонная смесь приготовляется в пути в непосредственной близости от места укладки бетона.
Укладка бетонной смеси. Качество бетонных и железобетонных конструкций в значительной мере зависит от способа укладки и уплотнения бетонных смесей.
В заранее подготовленную опалубку (форму) с установленной в ней арматурой бетонную смесь обычно укладывают горизонтальными слоями. При этом смесь должна плотно заполнять весь объем опалубки или формы, включая углы и суженные места. Для механизации этой довольно трудоемкой операции используют специальные механизмы: бетонораздатчики и бетоноукладчики.
Бетонную смесь, как правило, уплотняют вибрированием, после чего зерна крупного заполнителя укладываются компактно, промежутки между ними заполняются цементным раствором, а пузырьки воздуха вытесняются наружу. При прекращении вибрирования уложенная в опалубку или форму бетонная смесь мгновенно загустевает.
Для уплотнения бетонной смеси применяют электромагнитные, пневматические, но чаще всего электромеханические вибраторы.
По конструкции различают вибраторы поверхностные, глубинные и площадочные. Выбирают вибратор в зависимости от вида, формы и размеров бетонируемой конструкции. Конструкции с большими открытыми поверхностями (полы, плиты и т. п.) бетонируют поверхностными вибраторами, которые обеспечивают распространение колебаний в толщу бетона на глубину 20 - 25 см. Перемещать поверхностный вибратор с одной позиции на другую рекомендуется так, чтобы он своей площадкой перекрывал на 10 - 20 см границу уже провибрированного участка.
При бетонировании массивных конструкций (фундаменты, колонны и др.) используют глубинные вибраторы - вибробулавы и вибраторы с гибким валом. Уплотняют бетонную смесь внутренними вибраторами по слоям, толщина которых не должна превышать 1,25 длины рабочей части вибратора, а шаг перестановки не должен быть выше полуторного радиуса их действия.
Продолжительность вибрирования на каждой позиции должна обеспечивать достаточное уплотнение бетонной смеси, основными признаками которого являются прекращение оседания бетонной смеси, появление цементного молокана ее поверхности и прекращение выделения воздушных пузырьков. В зависимости от степени подвижности бетонной смеси продолжительность вибрирования на одной позиции 20 - 60 с. транспортировать бетонную смесь по кратчайшим расстояниям, с наименьшим числом перегрузок и ограничивать длительность перевозки (до 1 ч.).
В случае, когда строительная площадка находится на значительном расстоянии от бетонного завода для перевозки и приготовления бетонной смеси используются автобетоносмесители. Смесительный барабан автобетоносмесителя загружают на заводе исходными материалами, а бетонная смесь приготовляется в пути в непосредственной близости от места укладки бетона.
Укладка бетонной смеси. Качество бетонных и железобетонных конструкций в значительной мере зависит от способа укладки и уплотнения бетонных смесей.
В заранее подготовленную опалубку (форму) с установленной в ней арматурой бетонную смесь обычно укладывают горизонтальными слоями. При этом смесь должна плотно заполнять весь объем опалубки или формы, включая углы и суженные места. Для механизации этой довольно трудоемкой операции используют специальные механизмы: бетонораздатчики и бетоноукладчики.
Бетонную смесь, как правило, уплотняют вибрированием, после чего зерна крупного заполнителя укладываются компактно, промежутки между ними заполняются цементным раствором, а пузырьки воздуха вытесняются наружу. При прекращении вибрирования уложенная в опалубку или форму бетонная смесь мгновенно загустевает.
Для уплотнения бетонной смеси применяют электромагнитные, пневматические, но чаще всего электромеханические вибраторы.
По конструкции различают вибраторы поверхностные, глубинные и площадочные. Выбирают вибратор в зависимости от вида, формы и размеров бетонируемой конструкции. Конструкции с большими открытыми поверхностями (полы, плиты и т. п.) бетонируют поверхностными вибраторами, которые обеспечивают распространение колебаний в толщу бетона на глубину 20 - 25 см. Перемещать поверхностный вибратор с одной позиции на другую рекомендуется так, чтобы он своей площадкой перекрывал на 10 - 20 см границу уже провибрированного участка.
При бетонировании массивных конструкций (фундаменты, колонны и др.) используют глубинные вибраторы - вибробулавы и вибраторы с гибким валом. Уплотняют бетонную смесь внутренними вибраторами по слоям, толщина которых не должна превышать 1,25 длины рабочей части вибратора, а шаг перестановки не должен быть выше полуторного радиуса их действия.
Продолжительность вибрирования на каждой позиции должна обеспечивать достаточное уплотнение бетонной смеси, основными признаками которого являются прекращение оседания бетонной смеси, появление цементного молокана ее поверхности и прекращение выделения воздушных пузырьков. В зависимости от степени подвижности бетонной смеси продолжительность вибрирования на одной позиции 20 - 60 с.
На заводах сборного железобетона бетонную смесь уплотняют в формах на стационарных виброплощадках. Применяют, кроме того, и другие способы уплотнения бетонных смесей, например, центрифугирование, вибропрессование, виброштампование, вибровакуумирование, вибропрокат.
Твердение бетона и уход за ним. Рост прочности бетона возможен только при определенных температурных и влажностных условиях. В нормальных условиях твердения (температура окружающей среды 15 - 20оС и влажность 90 -100%) бетон в течение 28 сут набирает марочную прочность. Твердение бетона значительно ускоряется при повышении температуры среды до 60 - 85оС с обязательным сохранением в бетоне влаги. Во влажной среде бетон приобретает значительно большую прочность, чем на воздухе. В сухих условиях он быстро теряет влагу, и его дальнейшее твердение прекращается.
Для того чтобы уложенный и уплотненный бетон получил требуемую прочность в назначенный срок, за ним необходим правильный уход. Особенно важен уход за бетоном в первые дни после укладки, иначе можно настолько снизить качество бетона, что его нельзя будет исправить даже при последующем тщательном уходе.
Свежеуложенный бетон выдерживают во влажном состоянии и предохраняют от сотрясений, ударов, каких-либо повреждений, а также резких изменений температуры. В летнее время открытые поверхности свежеуложенного бетона следует укрывать мешковиной, рогожей, песком, опилками или другими материалами и периодически увлажнять. Поливать бетон начинают не позднее чем через 10 -12 ч после бетонирования, а в жаркую ветренную погоду через 2-З ч. Летом бетон обычно поливают в течение первых 3 сут не реже чем через каждые 4 ч днем и не менее 1 раза ночью, а в последующее время - не менее 3 раз в сутки. Бетон, приготовленный на портландцементе, следует поливать не менее 7 сут., на прочих цементах, в том числе на цементах с пластифицирующими добавками - не менее 14 сут. Особенно обильно надо поливать ночью. Вместо полива водой поверхности бетона можно покрывать битумной эмульсией, лаком этиноль, латексом и другими жидкими материалами, которые образуют непроницаемую пленку, надежно защищающую бетон от испарения влаги.
Распалубливать бетонные и железобетонные конструкции следует только после достижения бетоном определенной прочности, устанавливаемой путем испытания контрольных образцов-кубов.
Твердение бетона при температурах ниже 5 - 10оС значительно замедляется, а при температурах ниже нуля практически прекращается. Находящаяся в бетоне свободная вода, замерзая, увеличивается в объеме, что приводит к нарушению структуры еще не затвердевшего цементного камня, а это, в свою очередь, снижает конечную прочность бетона. Наиболее опасно замерзание бетона в период схватывания цемента. Поэтому основным условием ведения бетонных работ в зимнее время является обеспечение в уложенном бетоне определенной положительной температуры, исключающей замерзание бетона в раннем возрасте до достижения им к моменту замерзания 50% марочной прочности.
Для предупреждения раннего замерзания бетона и обеспечения твердения его при низких температурах применяются способ "термоса", паро- и электротермообработка бетона, а также применение бетона с химическими добавками - ускорителями твердения. Каждый способ можно применять самостоятельно или в сочетании.
Способ "термоса" применяется при бетонировании массивных конструкций и предусматривает обеспечение в бетоне во время его твердения положительной температуры за счет подогрева до 40оС составляющих бетонной смеси (воды, песка, крупного заполнителя) и теплоты, выделяемой цементом при твердении.
Для сохранения запаса теплоты в течение определенного срока конструкции из свежеуложенного бетона утепляют, покрывая их соломенными матами, опилками, шлаком и др.
При бетонировании в зимнее время немассивных конструкций (колонн, балок, перекрытий и т.п.) уложенную в опалубку бетонную смесь подвергают паро-и электротермообработке.
Применяя эти методы термообработки бетона, удается в течение 1 - 2 сут получать прочность, равную 50 -70% марочной.
Химические добавки применяют с целью снизить температуру замерзания воды в бетонной смеси и обеспечить возможность твердения бетона при отрицательной температуре. В качестве химических добавок вводят хлористый кальций и натрий, нитрит натрия, нитрит-нитрат кальция, мочевину, поташ, а также комплексные химические добавки на основе пластификатора и противоморозного компонента.
6. Контроль качества продукции предприятия.
Качество бетонных работ контролируют на всех этапах производства: испытывают составляющие бетонной смеси, систематически проверяют правильность дозирования, перемешивания и уплотнения бетонной смеси, контролируют твердение бетона, определяют прочность затвердевшего бетона.
Прочность бетона контролируют путем отбора проб бетонной смеси и изготовления из нее контрольных образцов-кубов, которые должны твердеть в тех же условиях, что и бетон монолитных конструкций. Контрольные образцы испытывают в возрасте 7 и 28 сут. или в другие установленные сроки.
Разработаны неразрушающие механические и физические методы определения прочности и однородности бетона. Принцип действия их основан на зависимости величины заглубления в бетон бойка (шарика) при ударе от прочности испытуемого бетона или на изменении скорости распространения ультразвукового импульса или волн удара в бетон в зависимости от его плотности и прочности. Для выявления внутренних скрытых дефектов структуры бетона (трещин, раковин, пустот и т.д.) применяют специальные ультразвуковые дефектоскопы.
7. Охрана труда на ЦБЗ
Охрана труда – это система законодательных актов и соответствующих им социально-экономических, гигиенических и организационных мероприятий, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда. Основными составными частями охраны труда являются трудовое законодательство, техника безопасности, противопожарная защита и производственная санитария, неразрывно связанные между собой.
Охрана труда определяет обеспечение здоровых и безопасных условий труда, возлагаемое на администрацию предприятий, которая обязана внедрять современные средства техники безопасности, предупреждающие производственный травматизм, и обеспечить санитарно-гигиенические условия, предотвращающие возникновение профессиональных заболеваний рабочих и служащих; запрещено вводить в эксплуатацию предприятия, не отвечающие требованиям охраны труда; администрация предприятий обязана обеспечить техническое оборудование рабочих мест по правилам охраны труда, разрабатывать инструкции по охране труда, выдавать специальную одежду, обувь и средства индивидуальной защиты, проводить медицинские осмотры рабочих и служащих, занятых на работах или на работах с вредными и опасными условиями труда.
Для предприятий и организаций промышленности в 1976 г. введены в действие новые Общие правила безопасности, обязательные для инженерно-технических работников, занимающихся проектированием, строительством, эксплуатацией и реконструкцией предприятий, а также проектированием и изготовлением оборудования для них. Правила содержат общие требования к безопасному введению технологических процессов, созданию безопасных условий труда, к расположению оборудования, а также требования к электробезопасности, противопожарной защите, вентиляции, отоплению и т.д.
Отраслевые правила и нормы охраны труда утверждаются министерствами и ведомствами совместно или по согласованию с центральными комитетами соответствующих профсоюзов, согласно СНиП 2.09.02-85.
Мероприятия по устранению вредностей и опасностей. Вредные факторы, мероприятия по предотвращению и уменьшению их влияния.
В пультах и постах управления технологическими процессами, в кабинах кранов, при выполнении работ операторского типа, связанных с нервно-эмоциональным напряжением, а также в местах временного отдыха рабочих должны соблюдаться оптимальные параметры микроклимата: температура воздуха – 22-24 0С; относительная влажность воздуха – 40-60 %; скорость движения воздуха- не более 0,1 м/с. Для обеспечения оптимальных параметров микроклимата на этих местах должны быть установлены системы кондиционирование воздуха. На участках с избытками явного тепла относительная влажность воздуха должна быть не менее 30 %.
Для защиты от прямого воздействия теплового излучения необходимо установить между рабочими местами и источником теплового излучения теплопоглотительные или теплоотводящие (отражательные) экраны.
На участках с интенсивным тепловым излучением обязательно оборудование помещений для отдыха (охлаждения), с наличием в нем автомата для производства газированной воды.
На участках, где невозможно обеспечить допустимые уровни температуры, влажности и скорости воздуха на рабочих местах, необходимо оборудовать помещения отдыха и обогрева.
Производственные помещения с выбросами вредных веществ, должны быть оборудованы исправными системами механической приточно-вытяжной вентиляции. В процессе производства должна обеспечиваться непрерывная работа всех основных приточно-вытяжных и аспирационных вентустановок.
Запрещение применения в производстве материалов с содержанием в них вредных веществ, на которые не установлены предельно допустимые концентрации и по которым не проведены токсикологические экспертизы.
Установки отопления, вентиляции, кондиционирования воздуха не должны создавать на постоянных рабочих местах производственных участков шума и вибрации, превышающих допустимые нормы.
Шумо-виброопасное оборудование должно быть установлено на изолированные фундаменты, опоры, упругие прокладки. Источники, генерирующие шум, должны быть изолированы от рабочей зоны.
Все электрические установки по своему устройству должны соответствовать действующим правилам устройства электроустановок (ПУЭ), а их обслуживание – осуществляться на основании правил технической эксплуатации электроустановок потребителей (ПТЭ) и Правил техники безопасности при эксплуатации электроустановок потребителей (ПТБ).
Система ССБТ устанавливает общие требования безопасности к конструкции электротехнических изделий, предотвращающие или уменьшающие до допустимого уровня воздействие на человека: электрического тока, электрической искры и дуги.
Расчет защитного заземления
Прикосновение человека к незаземленному корпусу, находящимся под напряжением, равносильно однофазному включению человека в цепь. В этом случае при малом сопротивлении пола, обуви и изоляции проводов этот ток может иметь большую величину.
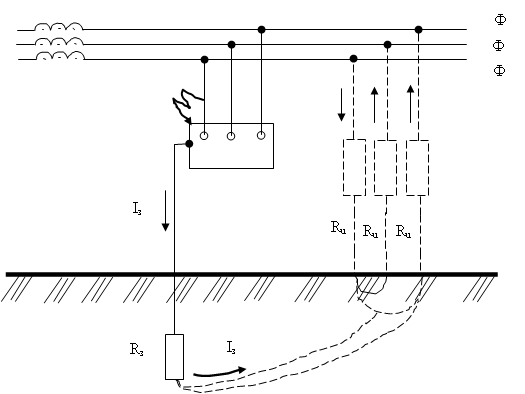
Рис. 7.1 – Принципиальная схема защитного заземления.
Например: при Rп = 0; R об. = 0; R из = 5000 Ом и Uл. = 1000 В, получим:
Iт = (1,73 х 1000) / (3 х 1000 + 5000) х 1000 = 220 мА
Т.е. такой ток будет смертелен.
Напряжение, под которым окажется человек, прикоснувшийся к корпусу (так называемое напряжения прикосновения), составит:
Uпр = Iт Rт / 1000 = 220 х 1000/1000 = 220 B
Если же корпус заземлен, то при сопротивлении заземления Rз = 4 Ом величина тока, протекающего через человека, равна:
Iт = 1,73 Uл 1000 = 1,73 х 1000 х 1000 = 1,5 мА,
3Rт + Rиз + Rт Rиз/Rз 3 х 1000 + 5000 + 1000 х 5000/4
т.е. безопасна для жизни, согласно Б.Д. Ильинский «Охрана труда».
Напряжение прикосновения в этом случае также небольшое:
Uп = Iт Rт /1000 = 1,5 х 1000/1000 = 1,5 В.
Бытовые и вспомогательные помещения.
Производственный процесс в цехах ЦБЗ по санитарно-гигиенической характеристике СниП 2.09. 04 относится к группе 2б.
Для группы 2б предусмотрен следующий состав бытовых помещений: гардеробные, душевые, умывальные, уборные, помещения для охлаждения работающих.
Гардеробные назначаются для хранения уличной, домашней и рабочей одежды и рассчитаны по общему количеству работающих, которая составляет 881 человек, с учетом + 5 % резерва – 925 индивидуальных гардеробных.
Умывальные размещаются в отдельных помещениях, смежных с гардеробными. Число кранов в электросталеплавильном цехе назначается из расчета один кран на 20 человек в наиболее многочисленную смену. Самая многочисленная смена, включает в себя – 220 человек, т.е 11 кранов.
Душевые размещаются в смежных с гардеробными помещениях. Количество душевых сеток составляет 73 шт.,из расчета одна сетка на 3 человека.
Уборные, размещаемые в зданиях, должны быть на расстоянии не более 75 м от рабочих мест. Число обслуживаемых в смену, на единицу оборудования в уборных, человек, составляет –15, т.е. количество уборных составит – 15 шт.
Для питания работающих имеется столовая , количество посадочных мест в которых рассчитано по норме 1 место на 4 человека составит 220/4=55 мест.
Для восполнения потерь и минеральных солей в цехе размещены питьевые фонтанчики, автоматы подсоленной газированной воды. В теплый период работающие в цехе обеспечиваются белково-витаминным напитком. Источник питьевого водоснабжения удален от рабочих мест не далее 75 м. Количество источников водоснабжения рассчитывается из нормы 1 питьевое устройство на 100 чел., т.е количество фонтанчиков составит 220/100 = 2 шт.
Работающие в цехе круглосуточно обслуживаются здравпунктом 2 категории.
Пожарная профилактика
Производственный процесс в электросталеплавильном цехе по взрывной, взрывопожарной и пожарной опасности, согласно СНиП 2.01.09-85 относится к категории «I», так как обработке подвергаются негорючие материалы в раскаленном состоянии.
Здание цеха построено из негорючих материалов (металлоконструкций, железобетона) и согласно СНиП 2.09.02-85 имеет «III а» степень огнестойкости.
Пожары в электросталеплавильном цехе могут возникнуть в результате: возгорания электрооборудования при перегрузках, перегревах и коротких замыканиях; возгорание горючесмазочных материалов при попадании в них искр электрического или механического происхождения, воздействия открытого огня; на нагревательном участке возможно загорание и взрыв горючих газовоздушных смесей; самовозгорания промасленной ветоши; действия статического или грозового разряда, выбросы металла и шлака из рабочего пространства электросталеплавильной печи.
Опасность возникновения пожара в электросталеплавильном цехе уменьшена в проекте следующими разработанными мероприятиями: оснащением систем управления электрооборудования автоматами максимальной токовой защиты и плавкими предохранителями; ограничением количества горючесмазочных материалов суточной потребностью (остальные ГСМ хранятся на складе, специально оборудованным в противопожарном отношении); главные электродвигатели приводов оснащены системой замкнутой принудительной вентиляции с очисткой воздуха от щеточной пыли и охлаждением его; трансформаторные киоски вынесены за пределы производственного помещения; маслоподвалы оборудованы системой приточно-вытяжной вентиляцией, удаляющей пары масла и уменьшающей их концентрации в воздухе, электрооборудование и освещение маслоподвалов выполнено в искробезопасном исполнении, промасленная ветошь после использования собирается в металлические ящики с герметичными крышками, а в конце смены вывозится из цеха и сжигается в специально отведенном месте; статический разряд отводится в землю по сети заземления; вероятность поражения зданий молний уменьшена применением системы молниезащиты III категории, выполненной в соответствии с СН-305-77. Для тушения возможных пожаров в цехе предусмотрены первичные средства пожаротушения согласно «Норм первичных средств пожаротушения для предприятий и организаций Министерства металлургии».
В таблице 7.6 приведен расчет первичных средств пожаротушения для электросталеплавильного цеха
Таблица 7.6 – Первичные средства пожаротушения
| Наименование помещений, сооружений, установок | Единица измерения, | Пенные огнетушители, факт/ норма | Углекислотные огнетушители |
Ящики с песком, 0,5 м3 с лопатой факт/ норма |
||
| ОУ-2 факт/ норма |
ОУ-5 или 02-8 факт/ норма |
УП-1м УП-2м факт/ норма |
||||
| Производственное помещение |
17500 м2 |
18/1 шт.- 950 м2 |
- |
18/1 шт.- 950 м2 |
- |
18/1 шт.- 950 м2 |
| Посты управления | 6 шт. | - | - | 6/1 шт.- пост | - | 6/1 шт.-пост |
| Машинный зал |
600 м2 |
1 /1 шт.- 600 м2 |
2/1 шт.- 300 м2 |
1/1 шт.- 600 м2 |
3/1 шт.- 200 м2 |
1/1 шт.- 600 м2 |
| Электромостовой кран | 10 шт. | - | - | 10/1 шт.- кран | - | - |
| Вент. установка | 4 шт. | 1/4шт.-утсан. | 1/4шт.-утсан. | - | - | 1/4шт.-утсан. |
Для тушения пожаров водой используется пожарный провод объединенный с производственным. На его сети в помещении цеха установлены краны с брезентовыми рукавами и отводами; снаружи здания по его периметру в подземных колодцах размещены пожарные гидранты. Для доступа на крышу здания используются пожарные лестницы, укрепленные на стенах.
В цехах ЦБЗ предусмотрена возможность быстрой безопасной эвакуации людей в случае возникновения пожара. Эвакуационные выходы ведут из помещений первого этажа наружу, а из помещений других этажей, на лестничную площадку, имеющую выход наружу. Скорость движения людей при эвакуации принимается 16 м/с. Допустимая длина путей эвакуации не должно превышать 75 м.
8. Мероприятия по охране ОС.
Водный бассейн
Для уменьшения потребления свежей воды и сброса загрязненных вод в сток при производстве ХТММ предусмотрен технически возможный, замк-нутый цикл использования свежей, осветленной и оборотной воды. Свежая вода (фильтрованная) используется только в тех местах, где конструкция оборудования или технологический процесс исключают возможность применения оборотной или осветленной воды: при пуске, на уплотнение сальников насосов и оборудования, на охлаждение двигателей рафинеров, на приготовление растворов химикатов, на смыв полов и промывку оборудования.
Охладительная вода используется в замкнутом контуре с добавлением свежей воды для поддержания определенной температуры.
Во всех остальных точках технологического процесса используется оборотная и осветленная вода.
Вода от смыва полов и промывки оборудования, от уплотнения сальников и охлаждения маслоохладительных устройств рафинеров сбрасывается в канализационную систему цеха и идет на очистные сооружения предприятия.
Очистка воздуха
Технологические и санитарно-технические мероприятия. Можно выделить следующие мероприятия: рационализация процессов сжигания топлива; улучшение герметизации заводской аппаратуры; установка высоких труб; массовое использование очистных устройств и др.
Следует отметить, что уровень очистных сооружений в России находится на примитивном уровне, намногих предприятиях они отсутствуют вовсе и это несмотря на вредность выбросов этих предприятий.
Список использованной
литературы
1. Дорожно-строительные машины и комплексы. Учеб. Для вузов по спец. "Строительные и дорожные машины и оборудование" Под общей ред. В.И. Баловнева.-М.: Машиностроение, 2002. - 382с.
2. Крупницкий И.Н., Спельман Е.Н. Справочник по строительным машинам и оборудованию.-М.: Воениздат, 1980.
3. Доценко А.И. Строительные машины и основы автоматизации: Учеб. Для вузов. - М.: Высш. шк., 1995.-400с.
4. Горелышев Н.В. и др. Технология и организация строительства автомобильных дорог /Под ред. Н.В. Горелышева. - М.: Транспорт,1992.-551 с.
5. Миротн Л.Б, Силкин В.В. и др. Производственные предприятия дорожного строительства.-М.:Транспорт, 1986 .-191 с.
6. СНиП 3.06.03.85 Автомобильные дороги /Госстрой СССР.-М.:ЦИГП Госстроя СССР,1986.-112 с.
7. Соловьев Б.Н., Силкин В.В., Елисеев В.Е. Асфальтобетонные и цементобетонные заводы - М.: Транспорт, 1993.