
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Автоматизация процесса электролиза алюминия на примере ИркАЗ-РУСАЛ
Курсовая работа: Автоматизация процесса электролиза алюминия на примере ИркАЗ-РУСАЛ
Автоматизация процесса электролиза алюминия на примере ИркАЗ-РУСАЛ
1. Описание технологического процесса.
Современный процесс электролиза алюминия объединяет независимый промышленный процесс от природных глиноземсодержащих руд до чистого металла.
Поскольку механические свойства алюминия сильно зависят от небольших количеств примесей, важно, чтобы металл металлургических сортов являлся высококачественным. Производство чистого алюминия требует высокосортного глинозема и углеродных материалов.
Полный цикл алюминиевого завода приведен на рис.1.4. На заводе поступающая электроэнергия переменного тока непосредственно преобразуется в энергию постоянного тока высокого напряжения и подается к серии электролизеров, соединенных последовательно (рис.1.5). В этом случае ток серии поддерживается постоянным, хотя индивидуальное напряжение на каждом электролизере различно. Модернизация твердотельных выпрямительных систем привела к значительным изменениям в этой части алюминиевого производства. Размер выпрямителей не только уменьшился, но увеличился и КПД преобразования при одновременном снижении эксплуатационных затрат.
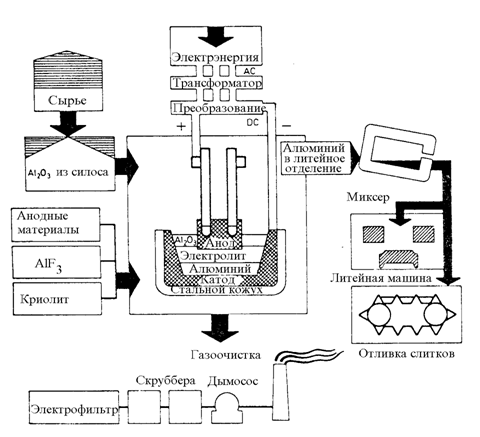
Рис.1.4 Блок-схема процесса производства алюминия из глинозема
Электролизер является нервным центром процесса в целом. Несмотря на варьирование их мощности между заводами, мощность каждого электролизера завода превышает 175 кА.
Основная электрохимическая реакция, протекающая в электролизере при температуре 960ОС представлена уравнением:
Al2O3(раствор) + 3С(тв) = 2Al(ж) + 3СО(г) (1.1)
Алюминий оседает на подине электролизера. Однако часть его растворяется в электролите, и транспортируется таким образом, что может быть окислена выделяющимся на аноде СО2 согласно реакции:
2Al(раствор) + 3СО2(г) = Al2O3(р-р) + 3СО(г) (1.2)
Но не только вторичная реакция приводит к снижению выхода по току. Следует также учитывать присутствие в анодных газах СО, что приводит к дополнительному расходу углерода на тонну произведенного металла.
Электролизеры в корпусах размещены продольно (рис.1.5) Используются многофункциональные краны, производящие загрузку глинозема в бункера электролизеров, выливку металла и замену анодов. Как видно из табл.1.2, электролизер на 150 кА в среднем производит более 1 тонны металла в сутки.
Выливка металла является одной из обычных операций, и выполняется ежесуточно переливом в транспортировочные ковши. Для стабильной работы необходимо, чтобы количество вылитого металла соответствовало по времени производительности электролизера.
Сегодня на заводе используются весы, которыми оснащены современные краны, поскольку точность предыдущих систем измерения зависела от качества замеров либо в выливном ковше, либо на электролизере.
Расплавленный металл извлекается из электролизера вакуум-ковшом (Рис124), и перевозится в другое отделение, где отстаивается в печи, или непосредственно перерабатывается. Если необходимо, металл может очищаться.
Концентрацию глинозема в алюминиевом электролизере необходимо поддерживать в ограниченных пределах. Количество добавок впоследствии может варьироваться и увязываться с частотой пробивания корки и подачи глинозема.
Если глинозем загружен с избытком, то это приводит к образованию осадков, а если в электролизере существует недостаток глинозема, анодная реакция сдвигается в сторону разложения фторидов, вызывая анодные эффекты, которые расстраивают технологию нормального процесса электролиза.
Вследствие задержки во времени аналитические методы определения концентрации глинозема не нашли широкого применения в контроле процесса питания электролизеров. Поэтому многие производители рассматривали регулярное наличие анодных эффектов как средство против избыточного питания ванн, несмотря на те неудобства, которые возникали в этом случае. Пока точечные питатели устанавливаются на электролизеры нового поколения балочные системы центрального питания являются, вероятно, наиболее широко используемым способом загрузки глинозема. Они работают с циклом длительностью 10-60 мин. Корка пробивается и погружается в расплав, пополняя содержание глинозема в электролите, тогда как заданное количество глинозема высыпается из бункера электролизера для образования разрушенной изолирующей корки. Существует тенденция к установке 3-5 точечных питателей на электролизере, срабатывающих более часто. Они загружают только 1-5 кг глинозема в заданном месте каждые 1-3 мин.
Поскольку потребление глинозема всегда близко к стехиометрическому отношению, его распределение и потребление в электролизере важно для эффективной эксплуатации, поскольку глинозем выполняет и ряд других функций. Он используется для защиты анодов от окисления воздухом, и в этом плане играет роль термоизолирующей засыпки для уменьшения тепловых потерь. Теплопроводность и угол естественного откоса в этом случае стали очень важными свойствами. Удельная поверхность (ВЕТ) глинозема также стала важной характеристикой, поскольку глинозем часто используется в качестве сорбента для улавливания выбросов из электролизера.
Необходимой составной частью электролита является криолит (Na3AlF6), который является наилучшим растворителем глинозема. Различные добавки к криолиту изменяют его физико-химические свойства и улучшают таким образом работу электролизера. Наиболее важными добавками, используемыми в промышленности являются фтористый алюминий (2-10 % масс.) и фтористый кальций (до 8 % масс.). Обе эти добавки снижают точку плавления электролита. В любом случае добавки к электролиту должны поддерживать его плотность ниже чем плотность жидкого алюминия, которая приблизительно составляет 2.3 г/см3 при 1000ОС. При этой температуре, содержании глинозема 5 % масс. и добавленном фториде алюминия плотность электролита составляет около 2.05 г/см3, демонстрируя таким образом близкую величину, и в дальнейшем, важность влияния состава электролита на его плотность.
Наиболее важными свойствами электролита являются:
· точка замерзания
· растворимость глинозема
· плотность
· электропроводность
· давление паров
· термодинамическая стабильность относительно глинозема
· склонность к растворению электродных продуктов
· смачиваемость анодов
Однако в целях краткого описания эксплуатации электролизера достаточно лишь сказать, что функцией электролита является физическое разделение полученного на катоде жидкого алюминия и выделяющихся на аноде оксидов углерода, а также обеспечение электролитического разложения глинозема.
По независящим от нас причинам катодным продуктом является жидкий алюминий, который помещается в углеродной ванне, обеспечивающей с ним электрический контакт. Хотя алюминий и углерод должны термохимически взаимодействовать при рабочей температуре электролизера, прямая реакция между ними значительно ограничена. Фактически, углерод является наилучшим промышленно используемым материалом применительно к катодной конструкции, исходя из учета цены и коррозионной стойкости.
Следует отметить, что углерод присутствует в ряде структурных форм, а необходимая структура и свойства катодного углерода отличаются от требований, предъявляемых к анодному углероду. Для катодов желательна плотная графитовая структура. Материал обычно меняет свойства при высокой температуре прокалки антрацита, а используемые для производства анодов нефтяные коксы могут быть модифицированы для получения заданных характеристик.
Стальные блюмсы вставляются в пазы в основании катодных блоков для снижения падения напряжения, обусловленного сопротивлением, давая таким образом неравномерное распределение в электролизере. Описание конструкции катода завершается угольными бортовыми блоками и теплоизолирующими материалами, такими как глинозем или огнеупорный кирпич, размещаемые под подовыми блоками и внутри стального кожуха в зависимости от конструкции электролизера. При эксплуатации электролизера катодная футеровка набухает и разрушается, приводя к выходу их строя катода - типичный срок службы катода составляет 1000-2000 суток.
Одной из основных проблем, присущих алюминиевому катоду является его движение под действием электромагнитных сил, что является результатом взаимодействия тока, проходящего через электролизер и магнитных полей, индуцированных током, протекающим через смежные проводники. Это движение зависит от конструкции электролизера и устройства токоподводящей ошиновки. Кроме последствий, вызванных движением металла, магнитные поля могут смещать и/или изгибать поверхность катодного металла. Циркуляция металла может привести к эрозии и разрушению бортовой футеровки, или способствовать взаимодействию между металлом и угольной подиной, ускоряя разрушение катода.
Существуют две основные конструкции расходуемых анодов - это аноды Содерберга и обожженные аноды. В первом случае в кожух-форму загружается твердый гранулированный углеродистый материал, который далее превращается в монолит вследствии пиролиза пека-связующего под действием тепла, выделяющегося в процессе электролиза. Обожженные аноды (Рис.) изготавливаются в специальных прокалочных печах, и содержат частицы углерода, связанные в твердой массе пеком. Эти аноды имеют преимущества из-за своей компактности, обеспечивают производство алюминия лучшего качества, что приводит к снижению расхода углерода, а также облегчает улавливание выбросов, полученных при обжиге анода.
Расходуемые аноды, используемые при производстве алюминия снижают требуемое напряжение на электролизере, и одновременно увеличивают разность напряжений разложения оксида алюминия и фторидов. И хотя алюминиевая промышленность часто представлялась как энергетически неэффективная отрасль, интересно отметить, что деполяризация на расходуемом аноде является одним из наиболее эффективных преобразований химической энергии среди любых промышленных процессов. Не будь его, требуемое напряжение было бы на 0.6 - 1В выше.
Таблица 1.2
Показатели работы электролизеров с обожженными анодами
| Наименование |
Ед. изм. |
150 кА | 185 кА | 280 кА |
| Выход на ванно-сутки | кг Al | 1200 | 1500 | 2000 |
| Удельный расход электроэнергии (интервал) | кВтч/кг Al | 13-15 | 13-14 | 12.5-13.5 |
| Состав анодных газов (пределы) |
%СО2* |
70-85 | 75-90 | 85-90 |
| Катодный выход по току (пределы) | % | 88-92 | 91-96 | 94-96 |
|
Расход Al2O3 |
кг/кг Al | 1.9 | 1.9 | 1.9 |
| Типичный расход анодного углерода | кг/кг Al | 0.45 | 0.43 | 0.41 |
| Расход фторсолей** (прибл.) | кг/100 кг Al | 2-3 | 1-2 | 1-2 |
| Чистота произведенного алюминия | % | 99.85 | 99.85 | 99.85 |
| Срок службы электролизеров | лет | 3-6 | 5-8 | 5-8 |
* остальное СО
** в виде Na3AlF6 + AlF3
Округленные данные, приведенные в табл.1.2 дают обзор технико - экономических показателей индивидуальных производителей. Они имеют различные величины эффективности использования электроэнергии и анодного углерода. Величины потребления анодного углерода непосредственно зависят как от качества электродов (включая подбор сырья), так и типа защиты от окисления воздухом. Многие производители используют до 1% алюминия для напыления на аноды и защиты их от окисления. Во всех случаях важно также укрывать открывшиеся секции анодов глиноземом для уменьшения окисления.
В таблице 1.3 приведены типичные эксплуатационные характеристики промышленных электролизеров. В этой таблице сравниваются данные, характерные для лучших показателей технологии Содерберга и технологии обожженных анодов. Следует отметить, что величины любого из параметров не обязательно оптимальны. Пока все детали для наилучшей технологии не определены, общие энергозатраты для этих двух технологий составляют соответственно 12.7 и 12.4 кВтч/кг алюминия.
Как видно из рис.1.6, конструкция современного электролизера обычно включает укрытие, которое соединено с системой газоотсоса и газоочистки. Это позволяет сохранять окружающую среду в районе электролизной серии и снизить выбросы, отходящие от промышленной площадки. Дымососы обеспечивают эффективный газоотсос несмотря на невысокую герметичность электролизера. Отходящие газы содержат в основном двуокись углерода (поскольку основная часть моноооксида углерода сразу дожигается над электролитом), азот, кислород, фториды и мелкую глиноземную пыль. Для улавливания и возврата в производство фторидов и пыли разработаны различные способы. Укрытие является одним из четырех конструктивных доработок, используемых с 60-х годов. Другими являются вышеупомянутое автоматизированное питание глиноземом, использование угольных или графитовых блоков в конструкции катода и компенсация магнитных полей для стабилизации поверхности металла. Улучшенные показатели, приведенные в табл.1.3 являются следствием этих нововведений. Модернизация проводилась как модифицированием старых электролизеров, так и введением в строй новых.
Таблица 1.3
Технологические параметры работы электролизеров
| Наименование |
Ед. изм. |
Типичные для обожженных анодов |
Лучшие для Содерберга |
Лучшие для обожженных анодов |
| Температура |
ОС |
940-980 | 940 | 940 |
| Междуполюсное расстояние | см | 4-6 | 5 | 4-5 |
|
Избыток AlF3 в Na3AlF6 |
масс% | 3-10 | 3-10 | 10-15 |
| Криолитовое отношение | 2.2-2.9 | <2.6 | <2.6 | |
|
Концентрация Al2O3 |
масс% | 2-8 | 2-8 | 2-4 |
|
Содержание СaF2 |
масс% | 2-8 | 2-8 | 4-6 |
| Рабочее напряжение | В | 4-5 | 4.10 | 3.90 |
| Падение напряжения в аноде | В | 0.3 | 0.46 | 0.30 |
| Падение напряжения в катоде | В | ~0.4 | ~0.26 | ~0.25 |
| Падение напряжения в ошиновке | B | ~0.2 | ~0.17 | ~0.19 |
| Падение напряжения в электролите | В | ~1.3-1.8 | ~1.52 | ~1.51 |
| Напряжение разложения | В | ~1.2* | ~1.2 | ~1.2 |
| Перенапряжение | В | ~0.5 | ~0.45 | ~0.45 |
| Падение напряжения вследствии анодных эффектов | В | ~0.1 | ~0.04 | ~0.01 |
| Плотность тока (анодная) |
А/см2 |
0.7-1.2 | 0.67 | 0.7 |
| Уровень металла | см | 14-40 | 20-40 | 20-25 |
1.5 Товарные марки алюминия
Рассмотрим технологию производства первичного алюминия, производство товарного продукта, ниже приводим его краткий обзор. Он варьируется от первичного алюминия до специальных сплавов, а легирующие добавки при производстве сплавов используются для придания алюминию специфических физических свойств. Обычно посторонние материалы оказывают вредное влияние на физические свойства, и поэтому они должны быть удалены из используемого сырья. Легирующие добавки обычно вводятся в виде высоко концентрированного алюминиевого сплава или чистого металла, что обычно выполняется на стадии переплава.
1.5.1 Чистый алюминий
Металл, произведенный непосредственно в электролизерах является относительно чистым (обычно он содержит более 99.8% алюминия) и мягким. Его можно использовать в тех отраслях, где механическая прочность не является критерием первостепенной важности. Большинство примесей переходят в алюминий из сырья (глинозема, анодного углерода и электролитных добавок), и в этом случае применительно к сырью существуют такие требования, как отсутствие в нем элементов, влияющих на дальнейшую обработку алюминия. Это особенно важно, когда алюминий прокатывается в тонкую фольгу, или волочится для получения проволоки. В этих случаях наличие примесей приводит к образованию включений, газовых пор и локальным изменениям механических свойств. Кроме производства фольги и проволоки, другими непосредственными способами обработки алюминия является листопрокат и штамповка. Небольшая часть металла перерабатывается в мелкодисперсный порошок для получения паст, используемых при покраске, для производства взрывчатых веществ и в пиротехнике.
2.Рассмотрение технологического процесса с точки зрения автоматизации.
Основное оборудование
За процессом электролиза алюминия следит система автоматизации процесса электролиза ТРОЛЛЬ.
Система автоматизации процесса электролиза алюминия представляет собой комплекс программно-технических средств. Названия ТРОЛЛЬ-5 и ТРОЛЛЬ-2000 относятся соответственно к оборудованию и программному обеспечению последнего поколения АСУ ТП электролиза алюминия фирмы ТоксСофт. Таким образом:
· ТРОЛЛЬ-5 – блоки управления электролизерами АСУ ТП электролиза;
· ТРОЛЛЬ-2000 – программное обеспечение АСУ ТП электролиза.
Разделение названий оборудования и программного обеспечения вызвано тем, что программное обеспечение ТРОЛЛЬ-2000 способно работать на всем спектре оборудования, производимого фирмой ТоксСофт начиная с 1994 года. Более того, ПО ТРОЛЛЬ-2000 построено таким образом, что к его верхнему уровню можно подключить любое оборудование распределенных централизованных систем автоматизации других производителей.
В настоящее время фирмой ТоксСофт установлено на разных заводах несколько поколении оборудования АСУ ТП электролиза:
ТРОЛЛЬ-5 – современная версия оборудования системы, установлено в Волгограде, Братске, Иркутске .
Новое программное обеспечение ТРОЛЛЬ-2000 может быть установлено на любой из перечисленных систем, вне зависимости от оборудования и объема внедрения.
Основу аппаратного обеспечения системы составляют блоки управления ТРОЛЛЬ-5, установленные в корпусе электролиза. Группа БУ соединена между собой по коаксиальному кабелю. Группы подключены по схеме «звезда» к концентратору сети корпуса (КСК), представляющего собой оптоволоконный хаб сети ArcNet. К концентратору подключается также и Контроллер тока и напряжения серии (КТНС), установленный на КПП, который производит замер и раздачу по блокам управления значения тока серии.
Концентраторы сети корпусов подключены по оптоволоконному кабелю к маршрутизатору системы ТРОЛЛЬ. Маршрутизатор устанавливается в помещении пультовой АСУ ТП. Там же установлены серверы системы: сервер реального времени (СРВ) и сервер базы данных (СБД). С одной стороны, серверы получают информацию от маршрутизатора системы. С другой стороны, серверы открывают доступ к данным из заводской сети. Любой компьютер, подключенный к сети предприятия, может иметь доступ как к данным в реальном времени (через СРВ), так и к накопленным данным, сводкам, отчетам (через СБД).
В базовую поставку системы ТРОЛЛЬ входит следующие компоненты:
· Блоки управления ТРОЛЛЬ-5 – предназначены для управления двумя электролизерами, выполняют автоматическое технологическое управление, оперативное управление с панели, временное хранение и передачу информации по сети; устанавливаются в непосредственной близости от подключаемых электролизеров.
· Технологическая сеть ArcNet – Технологическая сеть, предназначена для организации обмена данными между блоками управления и программно-техническими средствами верхнего уровня; физически представляет собой оптоволоконную сеть Arcnet, которая обеспечивает передачу информации с гарантированным временем доступа и отсутствие коллизий. По сравнению с предыдущими версиями системы не претерпела значительных изменений за исключением того, что в качестве транспортного протокола теперь используется протокол TCP/IP.
· Контроллер тока и напряжения серии – предназначен для измерения тока и напряжения серии, передает данные по сети блокам управления нижнего уровня; устанавливается в помещении КПП.
· Сетевое оборудование верхнего уровня – к сетевому оборудованию верхнего уровня относятся концентраторы сети корпуса и маршрутизаторы (роутеры). Концентратор сети корпуса объединяет оптоволоконные лучи технологической сети корпуса в единый кабель. Маршрутизатор объединяет технологические сети корпусов в единую технологическую сеть участка, цеха или завода и осуществляет маршрутизацию пакетов данных, циркулирующих из сети верхнего уровня в технологическую и обратно. В качестве маршрутизатора может выступать как специализированное устройство, так и обычный компьютер с соответствующим программным обеспечением.
· Сервер реального времени – осуществляет сбор оперативной информации и предоставляет возможности оперативного дистанционного управления. Организует совместную работу всех компонентов системы.
· Сервер базы данных – хранит архивную базу данных, обрабатывает запросы к ней со стороны различных клиентов, формирует сводки и отчеты.
· Рабочее место (АРМ) системы – представляет собой персональный компьютер, подключенный к сети предприятия. На АРМе выполняется программа «клиент системы ТРОЛЛЬ», настроенный для конкретных целей использования (монитор оператора, АРМ старшего мастера, генератор сводок, АРМ руководителя и т.п.).
Подключение к БУ ТРОЛЛЬ
К блоку управления ТРОЛЛЬ-5, через специализированный разъем, по сети RS-485 подключаются различные датчики (возможно подключение исполнительных устройств). В основном это два типа оборудования:
· Датчики, постоянно установленные на электролизерах. Например, датчик перекоса анодной рамы фирмы ТоксСофт. Датчик перекоса позволяет оперативно измерять угол перекоса анодной рамы, и соответственно автоматически выравнивать раму;
· Датчики и исполнительные устройства системы централизованной раздачи глинозема. Система :ЦРГ разработки фирмы ТоксСофт требует всего одного-двух датчиков на электролизер. Существенно дешевле и надежнее использовать имеющеюся инфраструктуру ТРОЛЛЬ, чем создавать отдельное АСУ ТП для ЦРГ;
· Переносные портативные приборы для разовых замеров. К таким приборам относятся разрабатываемые датчики температуры расплава и ликвидуса, а также датчик концентрации. При такой работе, прибор подключается к блоку управления ТРОЛЛЬ-5, в течении нескольких секунд БУ опознает прибор и по мере (и по окончании) работы получает данные из прибора, хранит и передает далее на верхний уровень.
Подключение в технологическую сеть
Для оборудования, которое работает на уровне группы ванн, корпуса или серии в целом, оборудование может быть подключено к технологической сети корпуса. К такому оборудованию относятся, например бригадный контроллер и шкафы работы с радиоприемниками крановых весов.
Подключение к верхнему уровню системы
Верхний уровень системы ТРОЛЛЬ-2000 построен так, что позволяет подключать к нему любую полностью или частично распределенную систему автоматического управления любыми технологическими процессами. В качестве расширения возможностей АСУ ТП электролиза нужно сразу к верхнему уровню системы подключить, например центральную заводскую лабораторию (ЦЗЛ). Информация с ЦЗЛ органически дополняет информацию алюминиевого производства о ходе технологического процесса.
Алгоритмы автоматического управления электролизеромОбщие черты алгоритмов
Модель большинства алгоритмов нижнего уровня состоит из инициализации, определенных действий в течение некоторого времени и изменения цели управления (см. Термины и формулы) после выключения алгоритма.
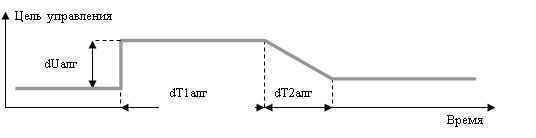 |
Для всех алгоритмов изменение цели управления реализовано одинаково. В момент выключения алгоритма добавка к уставке напряжения скачком повышается на величину dUалг, в течение заданного времени T1алг она держится постоянной, а затем, в промежутке времени T2алг, линейно снижается до нуля. Таким образом, изменение цели управления представляет собой трапецию (см. рисунок), все параметры которой dUалг, T1алг и T2алг задаются с верхнего уровня системы и могут быть изменены даже для одного электролизера.
В случае наложения добавок к уставке напряжения из-за работы нескольких алгоритмов вступает в действие следующие правила приоритетности добавок:
Наиболее приоритетна добавка к уставке из-за замены штырей. Она аддитивна к любой другой добавке. Например, если в момент выключения режима выливки уставка была поднята после замены штырей, добавки суммируются
Добавки к уставке из-за ликвидации волнения, после обработки ванны и после выливки неаддитивны, то есть сумма добавок не изменяется. Изменяется лишь распределение этой суммы между различными добавками и, соответственно, характер изменения цели управления.
Ряд алгоритмов (например, автоматическое поддергивание кожуха) подразумевают возможность одновременного физического воздействия сразу на несколько электролизеров. Как правило, это нежелательно и для устранения такого эффекта в алгоритмы встроено свойство конвейерности, обеспечивающее разнос включения механизмов соседних ванн. Для примера рассмотрим то же поддергивание кожуха. Пусть оно должно происходить один раз в три часа и время поддергивания равно 5 секундам. Начало цикла конвейерного включения алгоритма будет установлено на 00:00, 03:00, 06:00 и т.д. Разнос между последовательными включениями будет равен 5сек*2=10сек. Теперь пусть в 04:15 одновременно была подача на электролизерах номер 1 и 2 (вполне возможная ситуация, если они простояли в ручном режиме более трех часов и одновременно были переведены в автомат). Время следующего поддергивания на электролизере 1 будет установлено на 06:00, а на электролизере 2 – на 06:00:10. Таким образом, следующие включения алгоритма на соседних ваннах уже будут разнесены по времени. Время разноса определяется номером электролизера, числом ванн в группе и максимальной продолжительностью воздействия. Пусть в рассматриваемом примере ванны секционированы по питанию двигателей в группы по 10 электролизеров. Тогда в момент начала цикла будут поддернуты кожухи на ваннах 1,11,21,31…, через 10 секунд – на ваннах 2,12,22,32… и т.д.
В других алгоритмах (регулирование МПР, срабатывание механизмов АПГ, …) принцип конвейера реализован несколько иначе, но основная идея – разнос одинаковых воздействий в группах электролизеров без необходимости наличия связи между блоками нижнего уровня, - остается той же самой.
Выливка
Алгоритм включается с панели блока ТРОЛЛЬ. В момент включения фиксируется цель управления выливки Uвыл. Она определяется следующим образом
Рассчитывается стандартная цель выливки U0выл, равная максимальному из величин: текущая цель управления или уставка напряжения плюс добавка к уставке после выливки.
Если среднее за минуту приведенное напряжение U60 существует, то в качестве Цели выливки Uвыл берется максимальное из значений U0выл или U60
Если не определено, то в качестве Цели выливки Uвыл берется максимальное из значений U60раб или U0выл
Если нет ни U60, ни U60раб, то в качестве Цели выливки берется стандартная цель U0выл.
Таким образом, если среднее за минуту напряжение меньше стандартной цели выливки, то берется стандартная цель, в противном случае – среднее напряжение.
В процессе выливки контролируется текущее напряжение U электролизера, равное среднему за 3 сек. приведенному напряжению или, если его нет, среднему за 3 сек. рабочему напряжению.
Как только в процессе выливки напряжение U превышает цель выливки, запускается подача анодной рамы вниз на время sTвыл. Если U опускается ниже цели выливки на заданную величину DU1выл, движение анодной рамы прекращается.
Во время выливки обеспечиваются звуковые сообщения в корпус по громкой связи “Остановите выливку – низкое напряжение на ванне” (текущее напряжение меньше нижней границы достоверности напряжения) или “Двигатели не успевают за выливкой” (разница между текущим напряжением и целью выливки стала больше заданного максимального значения dUmax).
Отключается режим выливки или с панели блока ТРОЛЛЬ или автоматически. Последнее происходит следующим образом: если продолжительность работы алгоритма превысила заданное время T1выл, то по громкой связи в корпус выдается звуковое сообщение “Слишком долгая выливка”. Через 5 минут после этого режим выливки отключается. Если выливка физически не окончена, то выливщику после выдачи предупреждения следует выключить и включить режим вновь.
После завершения выливки цель управления изменяется только при выполнении следующих условий:
· За время работы алгоритма были автоматические подачи анодной рамы вниз (была реальная выливка)
· На ванне нет анодного эффекта и с момента окончания последнего прошло больше заданного времени
· Электролизер не находится в режиме поиска анодного эффекта
Изменение цели управления происходит с учетом правил приоритетности добавок к уставке (см. Общие черты алгоритмов). Кроме того, в случае, если была реальная выливка (см. выше) АПГ ванны в течение заданного времени T2выл переходит на работу по таймеру.
Изменяемые с верхнего уровня параметры алгоритма:
Величина и поведение добавки к уставке напряжения после выливки
Максимальное время выливки T1выл
Стандартное время подачи анодной рамы sTвыл
Границы изменения напряжения при выливке DU1выл и DUвыл
Время работы АПГ по таймеру после выливки T2выл
Замена штырей
Алгоритм включается с панели блока ТРОЛЛЬ одной из кнопок ЗАМЕНА-1 или ЗАМЕНА-2. В случае, если в этот момент на электролизере зафиксирован прогноз анодного эффекта (см. Прогноз анодного эффекта), для снижения вероятности возникновения анодного эффекта во время замены запускается Nапг усиленных циклов АПГ. После чего на все время замены автоматическая работа дозаторов АПГ запрещается. Кроме того, до выключения этого режима запрещены автоматические подачи анодной рамы.
Отключается режим или с панели блока ТРОЛЛЬ или автоматически. Последнее происходит следующим образом: если продолжительность работы алгоритма превысила заданное время T1зам, то по громкой связи в корпус выдается звуковое сообщение “Слишком долгая замена штырей”. Через 5 минут после этого режим замены отключается автоматически. Если замена физически не окончена, то после выдачи предупреждения следует выключить и включить режим вновь.
Если замена штырей продолжалась больше заданного времени T2рег, она считается состоявшейся. В этом случае после отключения режима замены штырей АПГ электролизера в течение T2зам работает по таймеру. Кроме того, сразу после отключения этого регламентного режима изменяется цель управления электролизера на величину dUзам. Возможен один из двух вариантов поднятия уставки, выбор из которых предоставляется заказчику:
Вариант 1: В зависимости от того, какой из режимов (ЗАМЕНА-1 или ЗАМЕНА-2) был включен, уставка повышается на фиксированную величину dU1зам или dU2зам
Вариант 2: В момент включения и выключения режима определяются значения среднего за 3 мин. приведенного напряжение U180нач и U180кон и рассчитывается разница между ними dU180 = U180кон - U180нач. Если эта величина лежит в пределах между dU1зам и dU2зам, то в качестве dUзам берется она, в противном случае dUзам приравнивается к максимальному или минимальному из значений dU1зам или dU2зам.
В любом варианте изменение уставки происходит с учетом правил приоритетности добавок к уставке (см. Общие черты алгоритмов).
Изменяемые с верхнего уровня параметры алгоритма:
Величина и поведение добавки к уставке напряжения после замены штырей
Максимальное время замены штырей T1зам
Минимальное время регламентной операции T2рег
Время работы АПГ по таймеру после замены штырей T2зам
Автоматическое поддергивание кожуха
Алгоритм обеспечивает периодическое поддергивание кожуха электролизера. Параметры поддергивания – периодичность T1кож и время поддергивания sTкож задается с верхнего уровня. После того, как истечет таймер очередного поддергивания, и будут выполнены следующие условия
· Кожух находится в аромате и не движется
· Работа алгоритма разрешена
· На ванне нет анодного эффекта и с окончания последнего АЭ прошло больше заданного промежутка времени
Выполняется подача кожуха вверх продолжительностью sTкож и перезапускается таймер очередного поддергивания с учетом принципа конвейера (см. Общие черты алгоритмов).
Изменяемые с верхнего уровня параметры алгоритма:
Периодичность поддергивания кожуха T1 кож
Время поддергивания кожуха sTкож
Сопровождение обработок электролизера
Алгоритм предназначен для уменьшения подачи глинозема в ванну через АПГ после обработки электролизера, компенсации потерь тепла при растворении большой массы глинозема и запрещения излишних подач анодной рамы, связанных с резким изменением напряжения после обработки. Он включается автоматически, в соответствии с расписанием обработок конкретного электролизера. Таблица обработок электролизера рассчитывается нижним уровнем системы при получении от верхнего уровня команды “Изменилось расписание обработок корпуса”. Расписание обработок корпуса вводится оператором верхнего уровня в виде набора записей вида
| Время начала обработки | Время окончания обработки | Номер первого электролизера | Номер последнего электролизера |
Проводится каждый день / |
Из полученного расписания обработок корпуса программа создает таблицу обработок для данного электролизера, которая в дальнейшем хранится на нижнем уровне. Например, из записи в таблице корпуса, содержащей информацию об обработке, идущей от 90-го до 60-го электролизера с 16:00 по 16:30 получится, что обработка 80-го электролизера должна начаться в 16:10.
Алгоритм начинает работу за время T3обр до номинального начала обработки. В этот момент АПГ ванны переходит на редкое питание по таймеру с коэффициентом зарежения Kобр (на столько увеличивается время между срабатываниями дозаторов) и одновременно изменяется цель управления электролизера на величину dUобр. Изменение уставки происходит с учетом правил приоритетности добавок к уставке (см. Общие черты алгоритмов).
После того, как алгоритм поддержания МПР отрегулирует напряжение электролизера к новой цели управления, за время T1обр до начала обработки запрещаются автоматические подачи анодной рамы. Этот запрет действует до времени T2обр после обработки.
После отработки алгоритма (через промежуток времени T4обр после начала обработки) АПГ ванны переходит в фазу голодания регулирования концентрации глинозема.
При включении алгоритма ликвидации МГД-нестабильности или возникновения анодного эффекта, работа алгоритма прекращается автоматически. При этом сбрасываются запрещение автоматических подач анода и повышение уставки, обусловленное алгоритмом.
Изменяемые с верхнего уровня параметры алгоритма:
Величина и поведение добавки к уставке напряжения после обработки ванны
Периоды запрещения автоматических подач анодной рамы до и после обработки T1обр и T2обр
Периоды перехода АПГ ванны на редкое питание до и после обработки T3обр и T4обр
Коэффициент зарежения питания после обработки Kобр
Минимальное время регламентной операции T2рег
В настоящее время алгоритм до конца не отлажен и в него могут быть внесены изменения и/или дополнения.
Поиск анодного эффекта
Алгоритм предназначен для того, чтобы периодически вызывать на электролизере анодный эффект. Он может быть включен вручную с панели блока ТРОЛЛЬ или с верхнего уровня системы или автоматически программой нижнего уровня. Последнее происходит через время (dTае-1час) после начала предыдущего анодного эффекта, где dTае – время между штатными анодными эффектами.
Работа алгоритма заключается в полном запрещении подачи глинозема в ванну через механизмы АПГ. Алгоритм завершается при возникновении на ванне анодного эффекта, после чего запрет АПГ снимается. Во время работы алгоритма происходит следующее:
· Не изменяется цель управления после выливки и обработки электролизера
· Не ликвидируется возникшая на электролизере МГД-нестабильность
· Запрещается регулирование МПР вниз
Изменяемые с верхнего уровня параметры алгоритма:
Промежуток времени между штатными анодными эффектами dTае.
Прогноз анодного эффекта
Алгоритм определения прогноза анодного эффекта работает постоянно за исключением времени анодного эффекта и периода T3прг после него. Он предназначен для контроля работы механизмов АПГ и предотвращения серии подач анодной рамы вниз (поддавливания ванны) непосредственно перед анодным эффектом. В состоянии прогноза анодного эффекта для всех алгоритмов запрещены автоматические подачи анодной рамы вниз.
Алгоритм устанавливает признак прогноза анодного эффекта, если в течение времени T1прг производная фильтрованного напряжения по времени (см. Математический аппарат) будет больше, чем DUпрг.
Прогноз сбрасывается при возникновении анодного эффекта или если в течение времени T2прг производная фильтрованного напряжения по времени будет меньше, чем DUпрг.
Изменяемые с верхнего уровня параметры алгоритма:
Время запрещения определения прогноза анодного эффекта после возникновения АЭ на ванне T3прг
Времена установления и сброса прогноза анодного эффекта T1прг и T2прг
Характерную величину производной напряжения DUпрг.
Сопровождение анодного эффекта
Состояние и продолжительность анодного эффекта фиксируется следующим образом. Считается, что на электролизере возник анодный эффект, если среднее за секунду рабочее напряжение Uраб на ванне превысит величину U1ае. Анодный эффект считается приостановленным, если Uраб станет меньше U2ае. Считается, что анодный эффект завершился, если анодный эффект приостанавливается на время, большее, чем dTае. При возникновении анодного эффекта
· выполняются подряд N1ае усиленных циклов АПГ.
· Отключаются все включенные регламентные режимы (выливка, перетяжка и выравнивание анодной рамы, замена штырей)
· Отключаются алгоритмы сопровождения обработок электролизера, поиска анодного эффекта и ликвидации МГД-нестабильности
· Сбрасываются изменения уставки, обусловленные работой всех алгоритмов, кроме алгоритма замены штырей
Если при возникновении анодного эффекта управление анодной рамой находится в автоматическом режиме, то программа выполняет подачу анодной рамы вверх максимальной длительностью sTае. Эта подача может быть и более короткой, т.к. если Uраб превысит величину U3ае, анодная рама останавливается.
После окончания анодного эффекта в течение времени T2ае АПГ работает по таймеру. Кроме того, на время T1ае запрещается автоматические подачи анодной рамы.
Изменяемые с верхнего уровня параметры алгоритма:
Параметры определения анодного эффекта U1ае, U2ае и dTае.
Число усиленных циклов АПГ N1ае, выполняемых при возникновении анодного эффекта.
Параметры автоматической подачи анодной рамы при возникновении анодного эффекта sTае и U3ае.
Время работы АПГ по таймеру после анодного эффекта T2ае
Время запрещения регулирования после АЭ T1ае
Работа АПГ по таймеру
Механизмы АПГ работают по таймеру, то есть подают в электролит одинаковые дозы глинозема через равные промежутки времени в случае, если одновременно
А) автоматическая работа АПГ не запрещена и не работает поиск анодного эффекта
Б) выполняется одно из следующих условий:
· Когда работа алгоритма поддержания концентрации запрещена или невозможна (в течение времени, большего, чем T2конц отсутствует приведенное напряжение).
· В фазе подготовки к началу основной работы алгоритма концентрации и фазе перехода от насыщения к голоданию.
· Во время перетяжки анодной рамы, если она длится более чем T2пер
· В течение T2ае после анодного эффекта
· После выливки в течение времени T2выл
· После замены штырей в течение времени T2зам
· В течение периода редкого питания по таймеру до и после обработки ванны (см. Сопровождение обработок электролизера)
Кроме перечисленных условий есть возможность запустить режим питания по таймеру с панели блока ТРОЛЛЬ или с верхнего уровня системы. В этом случае он будет работать до тех пор, пока аналогичным образом не запустится другой режим работы АПГ (например, алгоритм поддержки концентрации) или не произойдет автоматический переход к алгоритму поиска анодного эффекта.
После окончания периода питания ванны по таймеру автоматически запускается алгоритм поддержки концентрации, если он не запрещен.
Изменяемые с верхнего уровня параметры алгоритма:
Время перехода на питание по таймеру при отсутствии приведенного напряжения T2конц
Время перехода на питание по таймеру после начала перетяжки анодной рамы T2пер
Время работы АПГ по таймеру после анодного эффекта T2ае, после выливки T2выл и замены штырей T2зам
Поддержание концентрации глинозема
Алгоритм поддержания концентрации глинозема в электролите запускается автоматически по истечении времени питания по таймеру, если алгоритм не запрещен. Также его можно запустить вручную с панели блока ТРОЛЛЬ или с верхнего уровня.
Алгоритм состоит из фазы подготовки к началу работы и трех основных фаз – голодания, насыщения и регулирования МПР (переход от насыщения к голоданию). Работа алгоритма начинается с фазы подготовки. Она заключается в работе обычного алгоритма регулировании МПР (см. Максимальное время насыщения. T2нас
Максимальное время перехода от насыщения к голоданию Tпер.
Автоматическая ликвидация МГД-нестабильности).
В течение этой стадии АПГ работает по таймеру с базовым периодом tбаз. Стадия завершается, когда среднее за 3 мин. приведенное напряжение окажется в пределах мертвой зоны регулирования.
После этого происходит автоматический переход к фазе гарантированного голодания. При этом:
· АПГ работает в полтора раза реже базовой частоты
· Мертвая зона регулирования МПР расширяется до пределов от (Uцели – DU1конц) до (Uцели + DU2конц), причем при подаче вниз целью регулирования является не . Uцели, а середина верхней части мертвой зоны (Uцели + DU2конц)/2.
Гарантированное голодание через время T1гол переходит в фазу нормального голодания. В этой стадии:
· Подачи анодной рамы осуществляются так же, как и при гарантированном голодании
· Время между срабатываниями дозаторов АПГ tгол устанавливается в зависимости от производной фильтрованного напряжения. Если она отрицательна, то tгол = Kгол *tбаз, (Kгол больше 1.5), в противном случае - tгол = 1.5*tбаз
Нормальное голодание завершается только когда производная фильтрованного напряжения станет больше заданного значения Dгол. Алгоритм переходит в фазу гарантированного насыщения, в которой
· Подачи анодной рамы осуществляются так же, как и при голодании
· АПГ работает в два раза чаще tбаз.
Гарантированное насыщение через время T1нас переходит в фазу нормального насыщения. В этой стадии:
· Подачи анодной рамы осуществляются так же, как и при голодании
· Время между срабатываниями дозаторов АПГ уменьшается в Kнас раз.
Нормальное насыщение заканчивается через время (T2нас- T1нас) или раньше, если производная фильтрованного напряжения станет больше нуля. После этого алгоритм переходит в фазу регулирования МПР. В этой стадии изменяется поведение алгоритма регулирования МПР. Подачи анодной рамы выполняются по следующим правилам:
· Если среднее за 3 мин. приведенное напряжение меньше нижней границы стандартной мертвой зоны (Uцели – dUмпр), то выполняется подача вверх, но в качестве цели регулирования берется середина нижней части мертвой зоны (Uцели - dUмпр/2)
· Если разность между средним за 3 мин. приведенным напряжением и целью управления не больше dUмпр, то выполняется подача вниз, причем в качестве цели регулирования также берется середина нижней части мертвой зоны.
· Если разность между средним за 3 мин. приведенным напряжением и целью управления будет больше dUмпр, то подача не выполняется, а устанавливается признак “Проверьте АПГ”.
· АПГ работает по таймеру с базовым периодом tбаз
Смысл описанного выше изменения алгоритма поддержания МПР в фазе перехода от насыщения к голоданию сводится к следующему: Для того, чтобы в процессе работы алгоритма концентрации напряжение колебалось вокруг цели управления, его минимум должен находиться где-то в нижней части стандартной мертвой зоны. Условие отсутствия подачи вниз при слишком большой невязке связано с нежелательностью поддавливания ванны в случае длительного периода плохой работы АПГ. Оно является необязательным и может быть выброшено, если на конкретном заводе организована оперативная реакция персонала на предупреждения системы о возможных неполадках АПГ. Стадия завершается при выполнении одного из условий:
· Фаза длится более Tпер (не удается отрегулировать МПР)
· среднее за 3 мин. приведенное напряжение становится больше нижней границы стандартной мертвой зоны (Uцели – dUмпр) но не больше Uцели
· Во время нахождения алгоритма в фазе регулирования МПР выставлен признак “Проверьте АПГ”
Изменяемые с верхнего уровня параметры алгоритма:
Параметры изменения границ мертвой зоны регулирования при голодании и насыщении DU1конц и DU2конц
Коэффициент зарежения питания при голодании на правой ветви Kгол
Коэффициент учащения питания при насыщении Kнас
Производная завершения голодания DUгол
Время гарантированного голодания T1гол и насыщения T1нас
Максимальное время насыщения. T2нас
Максимальное время перехода от насыщения к голоданию Tпер.
Автоматическая ликвидация МГД-нестабильности
Алгоритм предназначен для автоматического гашения возникшей на электролизере МГД-нестабильности с помощью увеличения межполюсного расстояния. Он включается автоматически, если
· На электролизере обнаружена МГД-нестабильность
· Работа алгоритма разрешена
· Управление анодной рамы находится в автомате
· Не работает алгоритм поиска анодного эффекта
· Не включен ни один из регламентных режимов (выливка, перетяжка и выравнивание анодной рамы, замена штырей)
· С момента возникновения анодного эффекта прошло время большее, чем T3ае
В момент включения алгоритма:
· Принудительно завершается алгоритм сопровождения обработки ванны
· Сбрасываются добавки к уставке, обусловленные работой алгоритмов выливки и сопровождения обработки ванны
· Устанавливается добавка к уставке, равная dU1вол. Если при этом цель управления (см. Термины и формулы) оказывается меньше, чем среднее за 3 мин. приведенное напряжение U180 плюс 0.5*dU1вол, то добавка к уставке устанавливается равной (U180 + 0.5*dU1вол)
· Запускаются таймеры волнения на ванне Таймер-1 и отсутствия волнения на ванне Таймер-2
В процессе работы алгоритма эти таймеры используются следующим образом:
· Если в данный момент на электролизере уровень волнения больший, чем A1вол, то таймер-1 включается, а таймер-2 приостанавливается.
· Если в данный момент на электролизере уровень волнения меньше, чем A2вол, то таймер-1 приостанавливается, а таймер-2 включается.
· Если таймер-1 накопил время большее, чем T1вол, то добавка к уставке повышается на dU1вол и оба таймера перезапускаются. При этом добавка к уставке ограничивается величиной dU4вол
· Если таймер-2 накопил время большее, чем T2вол, то добавка к уставке уменьшается на dU2вол и оба таймера перезапускаются.
Алгоритм прекращает работу в случае,
· если добавка к уставке уменьшится до нуля,
· перевода управления анодной рамы в ручной режим,
· включения любого из регламентных режимов,
· запуска алгоритма поиска анодного эффекта
· возникновения на электролизере анодного эффекта.
В последнем случае добавка к уставке напряжения, связанная с работой алгоритма, обнуляется скачком. Во всех остальных случаях она плавно опускается до нуля ступенями dU3вол через промежутки времени dT3вол.
Изменяемые с верхнего уровня параметры алгоритма:
Время запрещения ликвидации МГД-нестабильности после анодного эффекта T3ае
Уровни волнения, при которых происходит повышение и понижение цели управления A1вол и A2вол
Параметры повышения цели управления в процессе гашения волнения T1вол, dU1вол и dU4вол
Параметры понижения цели управления в процессе гашения волнения T2вол и dU2вол
Параметры понижения добавки к уставке после отключения алгоритма dU3вол и dT3вол
Поддержание межполюсного расстояния
Алгоритм работает постоянно и обеспечивает удерживание приведенного напряжения вблизи цели регулирования (см. Термины и формулы). Он выполняет все подачи анодной рамы электролизера за исключением подач при выливке, сопровождении анодного эффекта, перетяжке и выравнивании анодной рамы. Он заключается в периодической проверке отклонения среднего за три мин. приведенного напряжения с текущей целью управления и, если невязка для данных условий велика, подач анодной рамы. Сравнение происходит, если истекла пауза после предыдущей проверки и идет промежуток времени, отведенный для автоматических подач в группе данной ванне (см. Принцип конвейера в разделе Общие черты алгоритмов). При сравнении алгоритм рассчитывает невязку напряжения с целью управления и, в зависимости от того, какой алгоритм сейчас работает, выполняет подачу анодной рамы. Приоритетность рассмотрения работающих алгоритмов следующая:
· Сопровождение анодного эффекта
· Поиск анодного эффекта
· Максимальное время насыщения. T2нас
Максимальное время перехода от насыщения к голоданию Tпер.
· Автоматическая ликвидация МГД-нестабильности
· Поддержание концентрации глинозема
· Все остальные
Если по условиям, специфичным для работающего алгоритма, требуется подача анодной рамы, то она выполняется только при выполнении следующих условий:
· Управление анодной рамой электролизера не находится в ручном режиме, на ванне не включен ни один регламентный режим (перетяжка, выливка, замена штырей или выравнивание) и ванна не в капитальном ремонте, обжиге или пуске.
· Есть приведенное напряжение
· Цель регулирования и среднее за 3 мин. приведенное напряжение больше U1дост и меньше U2дост
· Отклонение тока серии от номинального значения не превышает dIмакс
· После анодного эффекта прошло время большее, чем T1ае
· После предыдущей подачи анодной рамы (любой, включая ручную подачу) прошло более dTмпр
· Автоматическая подача не запрещена каким-нибудь из работающих алгоритмов
Если анодную раму необходимо подавать, то вне зависимости от того, была ли она выполнена или запрещена одним из перечисленных выше условий, таймер паузы между проверками необходимости регулирования перезапускается на время T1мпр
Если в течение заданного времени Т3мпр алгоритм выполнит более чем N3мпр регулирований, то таймер паузы между проверками необходимости регулирования перезапускается на время аварийной паузы T2мпр и сообщение об ошибке передается на верхний уровень системы.
Изменяемые с верхнего уровня параметры алгоритма:
Минимальное время между двумя подачами анодной рамы dTмпр
Максимальное отклонение тока серии от номинального для возможности автоматического регулирования dIмакс
Границы достоверности напряжения для автоматического регулирования U1дост и U2дост
Время запрещения автоматического регулирования после анодного эффекта T1ае
Время стандартной T1мпр и аварийной T2мпр пауз между двумя проверками необходимости регулирования
Параметры ограничения числа регулирований Т3мпр и N3мпр
Дополнительное оборудование
Бригадный контроллер
Бригадный контроллер (БК) – новое уникальное средство для повышения качества управления и работы технологического персонала в корпусе электролиза.
БК представляет собой небольшой шкаф (примерно 360х310х210 мм) в исполнении IP55, устанавливаемый в помещениях «пятиминуток». На каждый корпус поставлется по 4 БК. Бригадный контроллер оснащен плоским 10-ти дюймовым цветным VGA дисплеем, стандартной 16-ти клавишной клавиатурой и небольшой сиреной для звукового оповещения.
БК выполняет следующие функции (только для тех ванн, которые относятся к данной бригаде):
· сигнализирует (визуально и звуком) об анодных эффектах с указанием номера ванны;
· звуком и визуально сигнализирует о нештатных ситуациях на ванне;
· содержит и может отображать полную информацию о ваннах бригады, в частности: графики за смены, сутки и час, все основные уставки управления, сводки за смену и сутки по ваннам;
· БК в реальном режиме отображает напряжения ванн (рабочее и приведенное, и в виде графика), волнения, вспышки, ток серии и другую информацию о процессе электролиза.
крановые весы
К дополнительному оборудованию относятся программное обеспечение и два шкафа для получения информации о выливках из приемников крановых весов. Полученная информация автоматически попадает на АРМы мастеров, операторов, в базу данных системы и в любые сводки, генерируемые системой.
Шкафы групповой сигнализации АЭ
В качестве дополнительного оборудования в состав системы ТРОЛЛЬ-5 входят шкафы групповой сигнализации анодных эффектов (САЭ), в состав которых входит звуковой сигнализатор (сирена). Поставляемые фирмой ТоксСофт шкафы САЭ, работая совместно с системой ТРОЛЛЬ, имеют то преимущество, что разным звуком сигнализируют о вспышках в разных бригадах.
Применение шкафов САЭ вместе с бригадными контроллерами позволяет минимизировать время реакции технологического персонала на нештатные ситуации и вспышки, тем самим, повышая показатели работы корпуса.
Другое оборудование
Кратко перечислим некоторое дополнительное оборудование системы, доступное уже сейчас, или в самом ближайшем будущем:
· Пульт управления главными контакторами - силовых цепей в корпусе электролиза;
· Датчик перекоса анодной рамы – постоянно установлен на анодной раме, измеряет угол перекоса рамы. Совместно с блоком управления обеспечивает автоматическое поддержание анодной рамы в горизонтальном положении;
· Датчик температуры и ликвидуса, концентрации – переносной прибор, подключаемый к БУ ТРОЛЛЬ‑5 на время определения характеристик электролизера;
· Обнаружение «нуля серии» - оборудование на КПП, совместно с КТНС позволяет определить электролизер в серии, имеющий нулевое относительно земли напряжение.
Программное обеспечение ТРОЛЛЬ-2000
Программное обеспечение ТРОЛЛЬ-2000 серьезно отличается от своих предшественников. Ниже приведены важнейшие новшества.
Новая концепция построения ПО ТРОЛЛЬ-2000 предполагает наличие в системе одного АРМ оператора независимо от того, сколько корпусов (вплоть до 12-ти) включено в систему. Таким образом, при внедрении АСУ ТП ТРОЛЛЬ в масштабах цеха реально сократить количество компьютеров, выделенных непосредственно под систему, до трех – АРМ оператора, сервер реального времени и сервер базы данных.
Однако одно рабочее место – не предел. Система предусматривает подключение неограниченного количества клиентских рабочих мест, для которых доступна работа, как с архивной, так и с оперативной информацией, через заводскую сеть. В случае если заводская сеть доступна через Интернет, возможно полноценное подключение к системе удаленных пользователей.
Новое программное обеспечение предусматривает защиту от несанкционированного доступа к панели управления любого из блоков управления ТРОЛЛЬ-5. В случае несанкционированного доступа будет блокирована любая попытка дать команду на включение двигателей или запуск регламентных режимов. В системе предусмотрена индивидуальная парольная защита для каждого БУ.
Программное обеспечение ТРОЛЛЬ-2000 позволяет снимать, хранить и анализировать пусковые характеристики двигателей приводов анодной рамы и кожуха. Анализ пусковых характеристик позволяет с большой долей вероятности прогнозировать выход двигателей из строя и предсказывать характер неисправностей.
Программное обеспечение ТРОЛЛЬ-2000 поддерживает работу со всеми модификациями БУ ТРОЛЛЬ, выпущенными фирмой ТоксСофт, а также поддерживает работу со шкафами управления других производителей.
Краткий перечень некоторых нововведений и особенностей ПО ТРОЛЛЬ-2000:
· Возможность одного оператора системы;
· Унифицированная программа - реализация рабочего места пользователя системы;
· Централизованное управление и администрирование системой ТРОЛЛЬ;
· Работа АРМов как в локальных сетях, так и через Internet;
· Объявления в корпусе с любого АРМа (в частности старшего мастера);
· Индивидуальная парольная защита при входе в систему;
· Защита от несанкционированного доступа к панели БУ;
· Ведение учета работы с БУ;
· Снятие пусковых характеристик и прогноз неисправностей двигателей;
· Новое представление данных (3-х фазные диаграммы);
· Использование технологии нейронных сетей при анализе данных и прогнозе и другое
Как и другие системы автоматизации, система ТРОЛЛЬ является двухуровневым и состоит из нижнего и верхнего уровней.
Нижний уровень – состоит из оборудования для управления объектами автоматизации (в частности, БУ ТРОЛЛЬ), технологической сети, объединяющей оборудование и маршрутизатора (моста), приводящего при необходимости все данные в TCP/IP сеть Ethernet, понятный верхнему уровню;
Верхний уровень – системы ТРОЛЛЬ-2000 в свою очередь делится на две части:
· Серверы системы – обрабатывают данные, как реального времени, так и архивные. Предоставляют в сети общего пользования (заводская сеть, Интренет, Интранет) готовые к использованию данные. Серверы системы открыты по стандартным для индустрии технологиям: TCP/IP, CORBA, SQL.
· Рабочие места – реализуют пользовательский интерфейс для работы с данными и управления объектами автоматизации. Доступ к данным и средства управления предоставлены службами серверов системы ТРОЛЛЬ-2000. Использование стандартных технологии публикации серверов позволяет АРМам работать в любой операционной среде и находится в произвольном месте глобальной сети.
3.Анализ состояния автоматизации на предприятии.
ТРОЛЛЬ-5 и ТРОЛЛЬ-2000 относятся соответственно к оборудованию и программному обеспечению последнего поколения АСУ ТП электролиза алюминия фирмы ТоксСофт.
4.Перспективы развития автоматизации.
Нововведения в блоке управления ТРОЛЛЬ-5
Блок управления ТРОЛЛЬ-5 конструктивно значительно переработан по сравнению с предыдущими версиями. БУ ТРОЛЛЬ-5 имеет модульную структуру, модули реализованы в виде максимально независимых блоков. Все модули объединены внутренней локальной сетью RS-485, что позволяет, во-первых, значительно повысить помехозащищенность, а во-вторых, упрощает внутренний монтаж блока управления и повышает его ремонтопригодность.
Блок клавиатуры и индикации выполнен в герметичном корпусе со степенью защиты IP54 и подключается к внутренней сети блока управления двумя проводами. Клавиатура имеет три степени защиты от случайных помех. Обмен с процессором ведется по последовательному помехозащищенному интерфейсу; клавиатура заключена в металлический корпус, экранирующий электромагнитные излучения и напряжение сканирования повышено до 10 В. Средства визуализации блока управления ТРОЛЛЬ-5 дополнены светодиодным алфавитно-цифровым двухстрочным дисплеем с высотой символа около 6мм, благодаря которому значительно упрощается работа с БУ для технологического и обслуживающего персонала.
В качестве силовых элементов управления приводами анодной рамы и кожуха используются магнитные пускатели. В качестве силовых автоматов используются автоматы с дистанционным взводом и отключением. Сами автоматы установлены на задней стенке, а кнопки дистанционного управления выведены на дверь БУ.
В БУ ТРОЛЛЬ-5 значительно расширено количество встроенных каналов ввода-вывода. Количество выходов для управления АПГ достигает 10 выходов на каждую ванну. К каждому выходу (1,25А, ~220В) можно подключить как управление дозатором, так и пробойником. К БУ можно подключить также концевые выключатели перемещения анодной рамы (по два выключателя на ванну);
Программное обеспечение блока управления ТРОЛЛЬ-5, наряду с ранее реализованными алгоритмами, поддерживает работу с датчиками перекоса анодной рамы и позволяет автоматически устранять перекос, поддерживает работу с разрабатываемым датчиком температуры электролита, а также позволяет управлять электролизерами с выносных пультов. Программное обеспечение ТРОЛЛЬ-5 автоматически измеряет и показывает на алфавитно-цифровом дисплее токи двигателей приводов анодной рамы и кожуха, а также, в случае необходимости, снимает пусковые характеристики двигателей. Информация о токах двигателей и пусковых характеристиках сохраняется в базе данных.
В БУ ТРОЛЛЬ-5 предусмотрено подключение датчика температуры электролита, а также иных внешних устройств через внешний пылезащищенный разъем.
Краткий перечень нововведений и особенностей в БУ ТРОЛЛЬ-5:
· Модульное построение БУ;
· Внутренняя шина RS-485 с подключением внешних устройств;
· Новый модуль клавиатуры/индикации (герметизация, защита от помех);
· Контроль температуры (датчики) в блоках управления;
· До 10-ти выходов АПГ на ванну с возможностью раздельного управления;
· Текстовая информация на панели БУ;
· Оперативный по фазный замер и отображение токов двигателей анода и кожуха;
· Подключение концевых выключателей перемещения анодной рамы
· Сигнализатор открытия двери БУ;
· Светодиодные индикаторы состояния БУ (красный –«Авария», зеленый – «Питания»);
· Большие (70мм) индикаторы на панели БУ;
· Индивидуальная парольная защита на БУ;
· Прогноз неисправностей двигателей;
· Возможность работы с датчиком температуры электролизера;
· Возможность включения автоматического выравнивания анодной рамы;
· Независимая сигнализация анодных эффектов;
· Дистанционный (кнопки на двери) взвод расцепителей и отключение;
· И другое…
БУ и другая автоматика находится на очень высоком уровне, постоянно совершенствуется и заменяется более надежным, новым оборудованием.
1.Функциональная схема автоматизации процесса.
Подключение к БУ ТРОЛЛЬ
БУ ТРОЛЛЬ-5 с электролизера снимается такие параметры как ток и напряжение, через специализированный разъем, по сети RS-485 подключаются различные датчики (возможно подключение исполнительных устройств). В основном это два типа оборудования:
· Датчики, постоянно установленные на электролизерах. Например, датчик перекоса анодной рамы фирмы ТоксСофт. Датчик перекоса позволяет оперативно измерять угол перекоса анодной рамы, и соответственно автоматически выравнивать раму;
· Датчики и исполнительные устройства системы централизованной раздачи глинозема. Система :ЦРГ разработки фирмы ТоксСофт требует всего одного-двух датчиков на электролизер. Существенно дешевле и надежнее использовать имеющеюся инфраструктуру ТРОЛЛЬ, чем создавать отдельное АСУ ТП для ЦРГ;
· Переносные портативные приборы для разовых замеров. К таким приборам относятся разрабатываемые датчики температуры расплава и ликвидуса, а также датчик концентрации. При такой работе, прибор подключается к блоку управления ТРОЛЛЬ-5, в течении нескольких секунд БУ опознает прибор и по мере (и по окончании) работы получает данные из прибора, хранит и передает далее на верхний уровень.
Подключение в технологическую сеть
Для оборудования, которое работает на уровне группы ванн, корпуса или серии в целом, оборудование может быть подключено к технологической сети корпуса. К такому оборудованию относятся, например бригадный контроллер и шкафы работы с радиоприемниками крановых весов.
Подключение к верхнему уровню системы
Верхний уровень системы ТРОЛЛЬ-2000 построен так, что позволяет подключать к нему любую полностью или частично распределенную систему автоматического управления любыми технологическими процессами. В качестве расширения возможностей АСУ ТП электролиза нужно сразу к верхнему уровню системы подключить, например центральную заводскую лабораторию (ЦЗЛ). Информация с ЦЗЛ органически дополняет информацию алюминиевого производства о ходе технологического процесса.
4.Заказная спецификация.
Контроллер управления:
Используемый контроллер: Octagon MicroPC
Кол-во входов/выходов: 40 (аналог или дискрет)
Посадочных мест модулей в/в: 24
Процессор: не ниже Intel 386SX 25MHz
Оперативная память: не менее 1 Мбайт
Статическая память: не менее 128 Кбайт
Флэш память: на менее 512 Кбайт
Потребляемая мощность: не более 30 Вт
Блок управления:
Размеры (без ножек): 1600х600х500 мм
Цвет: промышленный серый или синий
Диапазон температур: -40 oC ... +50 oC
Степень защиты: IP55
Потребление по 220В контроллера: не более 100Вт
Контроллер тока и напряжения серии:
Используемый контроллер: Octagon MicroPC
Процессор: не ниже Intel 386SX
Точность измерения: не хуже 0,2%
Размер: не более 1000х600х400 мм
Степень защиты: IP54
Потребляемая мощность: не более 30 Вт
АРМ Оператора и АРМ Мастера:
Конфигурация компьютера: не ниже P2 233, RAM 128MB, HDD 1,6GB
Дисплей: Samsung SyncMaster 17 дюймов или Samsung SyncMaster TFT 15 дюймов
Другие параметры: плата ATX, мышь
Операционная система: Windows 98
ПО визуализации: разработка ТоксСофт
Применяемые пакеты: GWM версии 4.2 или выше
Звуковая плата: SoundBlaster-совместимая
Сетевая плата БД: Ethernet 10/100 Mbps
Сетевой протокол НУ: TCP/IP
Сетевой протокол БД: TCP/IP
Компоненты технологической сети:
Используемая сеть: ArcNet, скорость 2.5 Мбит/сек
Оптволоконный кабель: ОКП-50-4
Кол-во жил оптоволокна: 4
Диапазон температур: -50 oC ... +50 oC
Исполнение оптокабеля: для наружного монтажа
Коаксиальный кабель: RG-62 (стандарт ArcNet)
Оптотрансиверы: фирмы ISOTRON
Концентраторы: фирмы ISOTRON
Маршрутизатор системы «СПАЙДЕР»
Конфигурация компьютера не ниже Pentium III 750, RAM 128MB,
HDD 10GB
Дисплей Samsung SyncMaster 15 дюймов
Операционная система Linux
Сетевые платы сети нижнего уровня ArcNet
Сетевая плата верхнего уровня Ethernet 10/100 Mbps
Сетевой протокол TCP/IP
Сервер реального времени «СПАЙДЕР»
Конфигурация компьютера не ниже Pentium III 750, RAM 128MB,
HDD 10GB
Дисплей Samsung SyncMaster 15 дюймов
Операционная система: Windows NT Server 4.0
Сетевые платы Ethernet 10/100 Mbps
Сетевой протокол TCP/IP
Сервер хранимых данных:
Конфигурация компьютера: не ниже Pentium Pro, RAM 512MB,
HDD 100GB
Дисплей: Samsung SyncMaster 15 дюймов
Операционная система: Windows NT Server 4.0
Сетевые платы: Ethernet 10/100 Mbps
Сетевой протокол: TCP/IP
Формат хранения данных: InterBase
ПО базы данных: разработка ТоксСофт
Средство разработки: Delphi
Срок хранения архива: 3 года
Количество и типы сводок: не ограничено
Режим печати сводок: автоматический и ручной
Принтер:
Тип принтера печати сводок: лазерный, A4
Марка принтера: HP LaserJet 6L (или аналогичный)
5.2. Программное обеспечение и документация
Программа блока управления:
Язык разработки: Ассемблер, C++
Среда разработки: Borland C++, TASM
Операционная среда: Octagon ROM DOS 6.22 или выше
Сетевой протокол: TSL 1.2 или выше
Комплект поставки: Готовая EXE программа
Файлы окружения
Исходные тексты
Закрытое ПО в виде LIB модулей
Программа АРМ оператора и мастера:
Язык разработки: Ассемблер, C++
Среда разработки: Borland C++ 4.5, TASM
Операционная среда: DOS 6.22 + PowerPack 1.0
Графическая среда: GWM 4.2 или выше
Сетевой протокол НУ: TSL 1.2 или выше
Сетевой протокол БД: IPX/SPX или TCP/IP
Комплект поставки: Готовая EXE программа
Файлы окружения
Исходные тексты
Программа базы данных:
Язык разработки: Object Pascal
Среда разработки: Borland Delphi
Операционная среда: Windos NT + InterBase
Формат хранения: InterBase
Сетевой протокол БД: IPX/TSIPX
Комплект поставки: Готовая EXE программа
Проект для Delphi
Поставка программного обеспечения:
Инсталляционные копии
Исходные тексты программ с комментариями
Вид поставки: два компакт диска
Документация:
Техническое Задание 1 экз.
Техно-рабочий проект 2 экз.
Инструкция по эксплуатации 2 комплекта
в составе:
Инструкции по эксплуатации производителей оборудования
Руководство по работе с БУ
Руководство по АРМ оператора
Руководство по АРМ мастера
Руководство по техническому обслуживанию системы
Руководство программиста
Руководство инженера электронщика
Руководство по работе с базой данных
Техническая документация 2 комплекта
в составе:
Общесистемные решения
Организационное обеспечение
Математическое (алгоритмическое) обеспечение
Информационное обеспечение
Программное обеспечение
Описание базы данных