
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Структуры и компоновочные схемы гибких производственных модулей и систем
Контрольная работа: Структуры и компоновочные схемы гибких производственных модулей и систем
структуры и Компоновочные схемы гибких производственных модулей и систем
Структурно-компоновочные схемы ГПС
Современная ГПС представляет собой сложную совокупность различного основного и вспомогательного технологического оборудования, транспортно-складской системы, режущего, вспомогательного и измерительного инструмента, автоматизированных систем управления и систем обеспечения функционирования. На рис.1 показана структурно-компоновочная схема ГПС механической обработки, где выделены основные составляющие ее компоненты. Изменение состава и взаимодействия компонентов ГПС влияют на структуру.
Для решения различных технологических задач ГПС может комплектоваться различным оборудованием, например однотипными взаимозаменяемыми многоцелевыми станками с ЧПУ, разнотипными дополняющими друг друга специализированными станками с ЧПУ (фрезерными, расточными, токарными, сверлильными и др.), а также универсальными или специальными станками, например для снятия заусенцев, финишной обработки отдельных поверхностей и др. Оборудование может быть сконцентрировано на одной производственной территории, а может находиться в различных местах. И в том и в другом случае исходят из того, чтобы создать оптимальные условия для эксплуатации конкретной ГПС.
Существуют различные критерии выбора элементов ГПС, наиболее важными из которых являются:
· получение наибольшей производительности, обеспечивающей максимальный выпуск продукции требуемого качества;
· уменьшение себестоимости продукции (сокращение транспортных перемещений, внутриучасткового или внутрицехового пролеживания продукции, уменьшения машинного времени обработки деталей и т.д.);
· достижение максимального экономического эффекта (ряд зарубежных пользователей ГПС считают, что если затраты на ГПС не окупаются в пределах 2,5—3 лет, то ее создание нерентабельно).
Под структурной схемой ГПС следует понимать расположение компонентов ГПС, обеспечивающих наиболее рациональное функционирование всей системы. При этом к компонентам ГПС относят технологическое оборудование, транспортную систему, склады, управляющее оборудование и т.п. Производственные возможности ГПС определяют технические характеристики ее отдельных компонентов, например емкость склада, от чего зависит возможность работы участка в режиме безлюдной технологии, или простои оборудования из-за взаимного влияния, т.е. из-за опустошения емкостей магазинов перед станком, или переполнения магазина заготовок после станка.
Структурная схема ГПС определяется типом обрабатываемых деталей, технологическим процессом их изготовления. В зависимости от типа изделий ГПС могут быть предназначены обработки корпусных деталей (около 70 % всех ГПС), деталей типа тел вращения (около 30 %) и смешанного типа (небольшое количество).
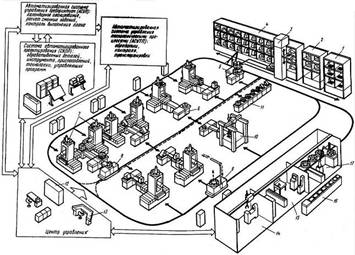
Рисунок 1 – Структурно-компоновочная схема ГПС механообработки: 1 — приспособления — спутники, 2 — инструментальные магазины, 3 — робот-штабелер, 4 — заготовки и детали, 5 — монтажный стол, 6 — накопители с автоматической загрузкой, 7 — обрабатывающее оборудование, 8, 9 — самоходные транспортные тележки-робокары,10 — измерительная машина, 11 — пункт оперативного накопления, 12— ЭВМ, 13 — пульт оператора, 14 — отделение заточки инструмента,15 — отделение комплектации и настройки инструмента, 16 — отделение сборки приспособлений-спутников, 17 — отделение комплектации магазинов
Условные обозначения:
![]() -
автоматизированная система управления гибким производством,
-
автоматизированная система управления гибким производством,
![]() -
автоматизированная система транспортировки деталей заготовок и инструментов
-
автоматизированная система транспортировки деталей заготовок и инструментов
Каждая ГПС оснащается своим технологическим оборудованием, например многоцелевыми станками с ЧПУ сверлильно-фрезерно-расточной группы для обработки корпусных деталей и станками с ЧПУ токарной и шлифовальной групп для обработки деталей тел вращения.
Технологическое назначение ГПС существенно влияет на выбор структурной схемы участка. Например, корпусные детали обрабатываются обычно в приспособлениях-спутниках, а тела вращения нет; длительность обработки корпусных деталей существенно больше, чем тел вращения, поэтому различны внутриучастковые запасы заготовок и устройства для их хранения; для обработки корпусных деталей нужна более широкая номенклатура режущего инструмента и технологической оснастки, чем при обработке тел вращения, и т.д.
ГПС могут создаваться как в действующих модернизируемых неавтоматизированных производствах, так и во вновь строящихся высокоавтоматизированных производствах.
В первом случае ГПС является практически автономно функционирующим комплексом, находящимся внутри неавтоматизированного производства. Для работы такой ГПС необходимо создать дополнительные внутрицеховые системы, например, индивидуальный пункт управления с набором соответствующего оборудования; промежуточные накопители заготовок, расположенные вблизи обрабатывающего оборудования; максимально совместить функции хранения и перемещения заготовок и обработанных изделий с целью сокращения расходов на создание транспортно-складской системы и уменьшения занимаемой его производственной площади; увязать работу транспортно-складской системы ГПС с работой внутрицехового и межцехового транспорта и т.д. Следует отметить, что такие ГПС, являясь операционными, или, как максимум, предметными не всегда в достаточной степени эффективны, так как они могут применяться лишь для расшивания "узких мест" при изготовлении какой-либо одной детали, а не изделия (узла). Подобные ГПС следует рассматривать в качестве промежуточного этапа внедрения автоматизации производства.
Более рентабельны ГПС, с применением которых решается комплекс технологических проблем; изготовление деталей, а в отдельных случаях и сборка узла. Часто для этой цели имеется несколько операционных и предметных ГПС, сгруппированных в одном производственном помещении. В этом случае ГПС работает в едином цеховом автоматизированном комплексе, создаются автоматизированные системы управления, снабжения заготовками, инструментом и другими необходимыми материалами. Таким образом отпадает необходимость в наличии индивидуальных систем обеспечения функционирования ГПС, что обуславливает использование иных (чем в случае автономной ГПС) структурных схем ГПС.
Обычно в структурной схеме такого автоматизированного производства станки могут группироваться следующим образом: токарные и фрезерные нормальной точности для предварительной обработки заготовок с повышенной мощностью привода главного движения; фрезерные станки для окончательной обработки; токарные станки для финишной обработки; многоцелевые станки сверлильно-фрезерно-расточной группы и т.д. При необходимости рядом устанавливаются токарные, фрезерные, шлифовальные станки различного уровня автоматизации для завершения полного технологического цикла изготовления деталей (например, обработка классных поверхностей, затупление острых кромок, снятие заусенцев и т.п.).
Классификация компоновочных схем ГПС
1. Компоновочные структуры (схемы) ГПМ и ГПС характеризуют взаимосвязь основного и вспомогательного оборудования — станков, обслуживающих их транспортных устройств, межоперационных складов.
На основе опыта формирования их структур можно сделать следующие выводы.
Компоновочные структуры (схемы) ГПС зависят от серийности производства, для которого создается ГПС. Типовые компоновочные структуры следующие (в зависимости от типов организации материальных потоков): с централизованным складом; с промежуточным накопителем; с комбинированной структурой.
Варианты размещения с централизованной структурой применяют в единичном и мелкосерийном производстве деталей с большой станкоемкостью, а также крупногабаритных деталей. Реализуются они по схеме склад-станок- склад (Скл-С-Скл) на ГПС с верхним уровнем управления АТСС (рис. 2, а) и по схеме участковый накопитель - станок - участковый накопитель (Н-С-Н) - на ГПС, где требуется малая вместимость накопления и невысокий уровень управления АТСС (рис. 2, б). Варианты размещения с промежуточным накоплением реализуются по схеме Скл-Н-С-С-Н-Скл и Скл-Н-С-Н-С-Н-Скл в производстве, требующем частых переналадок (рис. 2, в и 2, г), и являются наиболее распространенными.
2. Типовые компоновочные структуры в зависимости от принятой технологии подразделяются: по методу группирования однотипного оборудования, при котором упрощается проблема максимальной загрузки оборудования; по методу групповой технологии - группирование разнотипного оборудования оптимальной производительности, но при этом усложняется проблема равномерной загрузки оборудования; по методу жесткой технологической последовательности операций.
В интегрированном производстве можно применять сочетание указанных методов.
3. Типовые компоновочные структуры в зависимости от взаиморасположения рабочих зон и зон обслуживания согласно методическим рекомендациям Минстанкопрома следующие (рис. 3): фронтальная (рис. 3, а); поперечная (рис. 3, б); дипольная (рис. 3, в); угловая (рис. 3, г); круговая (рис. 3, д); комбинированная (рис. 3, ё).
Фронтальная, поперечная, дипольная и угловая компоновки являются линейными. Наиболее простая линейная компоновка - фронтальная. Она распространена как в ГПС для изготовления деталей типа тел вращения с использованием портальных роботов или манипуляторов, так и корпусных деталей.
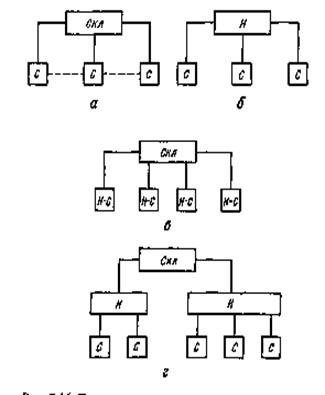
Рис. 2 - Типы организации материальных потоков
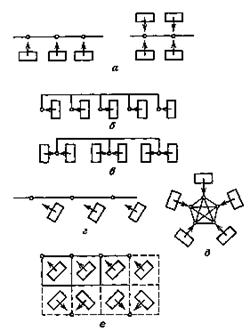
Рис. 3 - Рекомендуемые схемы размещения основного технологического оборудования
Дипольная компоновка рекомендуется в случае необходимых перестановок и дает возможность промышленному роботу или манипулятору обслуживать два станка. Поперечная компоновка применима для ГПС, изготовляющих корпусные детали и детали типа тел вращения. В качестве пристаночного транспорта может применяться конвейер или портальный робот.
Условия компоновки ГПС позволяют сократить ее протяженность и целесообразны в случае изготовления деталей типа тел вращения. Круговую компоновку применяют в ГПС для изготовления различных деталей при использовании в качестве транспортного и загрузочного средства манипулятора вращательного типа. Комбинированная компоновка предпочтительна, если она выполняется в форме решетки с квадратными ячейками.
4. Типовые компоновочные структуры в зависимости от способов реализации подачи инструмента следующие: с ручной тележкой, с общим автоматическим транспортом для деталей и инструмента; со специальным транспортом для инструмента.
5. Типовые компоновочные структуры в зависимости от компоновки АТСС по направлению протяженности склада следующие: вдоль линии панков; перпендикулярно линии станков; без склада.
Склады вдоль линии станков целесообразно использовать при однорядном расположении станков; поперечные склады рекомендуются при многорядном расположении станков. Планировка с поперечным складом занимает меньшую площадь, но требуется транспорт, обслуживающий станки.
6. Способы удаления отходов могут быть следующими: централизованный, обеспечивающий автоматическую уборку стружки; децентрализованный, более дешевый, требующий периодического обслуживания человеком.
7. При проектировании компоновочных структур следует стремиться к минимизации используемой производственной площади, суммарного пути перемещения транспортных средств (ТС) и суммы затрат на создание транспортной системы.
8. Компоновочные структуры должны обеспечивать свободный доступ обслуживающего персонала к основному и вспомогательному оборудованию, зоны их обслуживания и ремонта.
9. Компоновочные структуры должны быть такими, чтобы обеспечивалось согласование материальных потоков со смежными участками или цехами.
10. Вместимость межоперационных складов-накопителей должна обеспечить хранение запаса заготовок (полуфабрикатов), ожидающих обработки на отдельных станках, с учетом времени установки различных деталей, хранение запаса заготовок (полуфабрикатов), компенсирующего наложенные простои оборудования вследствие его случайных отказов, оптимизацию загрузки станков.
11. Количество и технические параметры ТС следует выбирать с учетом повышенного коэффициента использования станочного оборудования в составе ГПС и возможности работы в двух основных режимах: автоматическом - с управлением от центральной ЭВМ и полуавтоматическом - с управлением от оператора.
12. В качестве основного принципа построения ГПМ и ТС следует использовать агрегатно-модульный, позволяющий на единой конструктивной базе реализовывать различные компоновочные структуры и технологические процессы с учетом специфики конкретных производственных помещений.
13. Основные технические параметры ГПС [3, 6, 8]. При числе станков в ГПС от 2 до 50 (преимущественно 4...8) на них изготовляют изделия неограниченной номенклатуры, однако в основном типа тел вращения и корпусных деталей. Габаритные размеры изготовляемых деталей на спутниках составляют 10...5000 мм, но чаще всего 250...800 мм.
Для транспортирования заготовок применяются чаще всего рельсовые тележки и индуктивно управляемые тележки - робокары. Кроме того, находят применение электрокары, краны и роботы.
Загрузка-разгрузка станков ГПС осуществляется чаще всего на спутниках, реже роботом или вручную. Вместе с тем, смена инструмента в магазинах станков осуществляется главным образом вручную и реже АСИО на спутниках или кассетами.
В ГПС преимущественно используется ЦЭВМ и осуществляется 2-й уровень автоматизации.
Хронологическая последовательность освоения ГПМ следующая:
· многоцелевые станки с ЧПУ, имеющие одинаковые технологические возможности по выполнению широкого круга сверлильно-фрезерно-расточных операций; токарные;
· токарные многоцелевые станки, конструкция и компоновка которых определяются преобладающим значением токарной обработки и возможностью комплексной обработки заготовки благодаря осуществлению за один установ обработки так же осевым инструментом (сверла, зенкеры, развертки и др.);
· фрезерные многоцелевые: преобладающим значением фрезерной обработки и соответственно с высокой мощностью привода главного движения и большими силами перемещений по координатам;
· шлифовальные;
· зубообрабатывающие и т.д.
В токарных и токарных многоцелевых ГПМ для автоматизации загрузки заготовок и удаления деталей широко применяют промышленные роботы. Промышленный робот может быть как самостоятельной единицей, так и конструктивно объединенным с основным технологическим оборудованием.
На рис. 4, а показан промышленный робот 4 (вид в плане), встроенный в токарный станок с системой управления 3. Тактовый стол 5 подает заготовку на фиксированную позицию. Промышленный робот снимает заготовку и устанавливает ее в рабочую зону станка 2. После обработки изготовленная деталь снимается и устанавливается роботом в ту же позицию тактового стола. Затем система управления / промышленного робота подает сигнал перемещения тактового стола на один шаг: готовая деталь перемещается на другую позицию, а на ее место поступает новая заготовка. Системы управления станка и робота зачастую объединяют в одну систему управления ГПМ.
а - встроенного в токарный станок; б - портального; в - рядом с токарным станком; г - встроенного в многоцелевой ГПМ
На рис. 4, б показан портальный промышленный робот 4, установленный над станком 2 (основной вид ГПМ) с системой управления 3. Накопитель заготовок 5 в виде поддона размещен рядом со станком. Для загрузки-разгрузки заготовок робот перемещается по порталу, а схват робота в вертикальном направлении.
На рис. 4, в показан промышленный робот 4, установленный рядом со станком 2 и работающий в цилиндрической системе координат. Загрузка заготовок происходит с помощью тактового стола 6 и промышленное: робота 4 в станок 2, как это было рассмотрено выше.
Промышленные роботы применяют не только в токарных, но и в других станках. На рис. 4, г показана схема (вид в плане) применения промышленного робота в многоцелевом станке 2, предназначенном для изготовления корпусных деталей. Рядом со станком 2 находится стеллаж 7 для накопления заготовок 8 и деталей. Промышленный робот 4 устанавливаем заготовки со стеллажа в рабочую зону станка и переносит детали из рабочей зоны в стеллаж.
Станки различных видов при наличии в их составе промышленных роботов получили название роботизированных технологических комплексов (РТК). Началом (входом) комплекса и его окончанием (выходом) являются различного рода накопители (см. рис. 4). Такие ГПМ в виде РТК применяются в ГАУ или ГАЦ.
Типовые компоновочные схемы ГПС
ГАЦ 1-го уровня автоматизации для изготовления промышленных роботов, созданный на Московском станкостроительном объединении "Красный пролетарий", показан на рис. 5. Цех состоит из участков станков, собранных по группам: многоцелевых с накопителем 1 спутников, токарных 10, сверлильных 2 и других, оснащенных промышленными роботами. Предусмотрен участок уникального оборудования и участок сборки промышленных роботов. Транспортная система, связывающая участки станков со складом мелких и средних заготовок 8 и складом крупных заготовок 9, выполнена на базе робокаров 7, перемещающихся по заданной траектории, обеспеченной прокладкой низкочастотного кабеля в полу. Транспортная система включает в себя три основных робокара и один запасной. От автоматизированного склада робокар с грузом может быть по заданию ЭВМ (на рисунке не показана) направлен по любому из рабочих маршрутов. Вдоль указанных маршрутов расположены позиции 3 выгрузки поддонов с грузом, поступающим со склада, и погрузки поддонов с грузом, возвращающимся с производственных участков в склад. Здесь же располагаются видеотерминалы Т для связи операторов участка со складом.
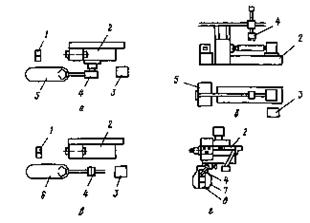
Рис. 4 - Схемы расположения промышленных роботов в ГПМ:
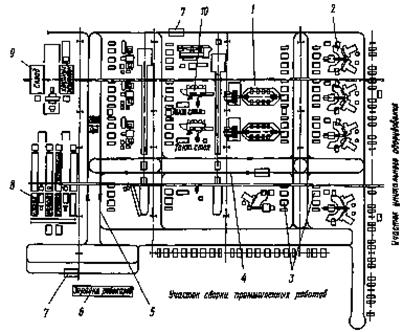
Рис. 5 - План гибкого автоматизированного участка 1-го уровня автоматизации
Возврат робокара на склад с рабочих маршрутов осуществляется по маршруту 4, свободному от позиций выгрузки-погрузки. Перемещение робокара осуществляется в одном направлении, без реверсирования. Робокары. возвращающиеся по маршруту 4, а также от позиций у автоматизированных складов, могут быть направлены по маршруту 5 для подзарядки у станции зарядки 6. Предусмотрен также резервный маршрут для расположения излишних в данный момент робокаров. Оперативные накопители поддонов и приемные позиции поддонов у станков и автоматизированных складов выполнены в виде роликовых конвейеров. Автоматизированная транспортно-складская система осуществляет складирование, комплектование и доставку по запросу операторов в производственные участки заготовок, режущего и мерительного инструмента, оснастки и технической документации в поддонах после выполнения предыдущего задания. Переналадку станков для выполнения нового задания (изготовления партии новых изделий), включая смену приспособления, инструмента, подачу и закрепление очередной заготовки и ее выгрузку со станка в тару, осуществляет оператор также, как в автономно эксплуатируемых ГПМ.
Система планирования и управления. Система планово-предупредительного обслуживания рабочих мест (ППОРМ)
Для улучшения организации производства применяются система планирования и управления на базе вычислительной техники, а также система планово-предупредительного обслуживания рабочих мест (ППОРМ). Назначение ППОРМ — своевременное обеспечение рабочих мест в соответствии со сменными заданиями всем необходимым для непрерывной и производительной работы. Функционирование системы ППОРМ позволяет сократить внутрисменные простои производственных рабочих в 2 раза.
ГАУ ГПК-1 2-го уровня автоматизации показан на рис. 6. Разработанный в НИАТ ГАУ предназначен для изготовления корпусных и кольцевых деталей диаметром до 800 мм и высотой до 800 мм. АТСС ГТК-1 транспортирует детали массой (со спутником) до 1000 кг, число ячеек оперативного накопителя спутников 10. ГАУ ГПК-1 характеризуют:
а) широкие технологические возможности, обеспечивающие обработку с высокой точностью (± 0,01 мм при позиционировании) корпусов как прямоугольной, так и сложной пространственной формы на четырех и пяти координатных ГПМ, входящих в состав ГПК-1, оснащенных современной системой ЧПУ типа CNC (со встроенной микро-ЭВМ), автоматической сменой инструмента (из магазина емкостью в 30 инструментов на каждый шпиндель), устройством контроля размера фактической поверхности;
б) высокая производительность обработки благодаря возможности реализации высоких режимов резания (частоты вращения шпинделя в диапазоне 20-6000 об./мин и подачи до 10 м/мин), одновременной обработки несколькими инструментами от двух или трех шпинделей;
в) эффективность использования в серийном производстве в результате быстрой переналадки технологического оборудования на изготовление другой детали за счет автоматического ввода в ГПМ новой программы из центральной ЭВМ и автоматической загрузки-выгрузки в ГПМ новой заготовки на спутниках унифицированной конструкции АТСС с робокаром со скоростью перемещения 60 м/мин;
г) высвобождение свыше шести человек производственных рабочих при двухсменной работе за счет перехода на режим автоматической работы всего оборудования ГАУ от центральной ЭВМ, обеспечения автоматического контроля обработки непосредственно на станке от высокоточных датчиков контакта;
д) легкая адаптация к производственным условиям конкретного оборудования с применением метода агрегатирования и модульной конструкции.
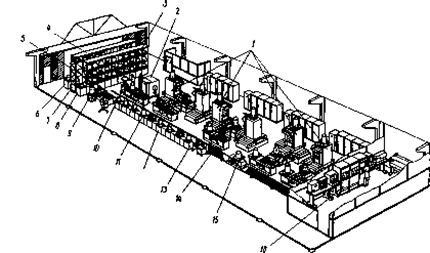
Рис. 6 - Гибкий автоматизированный участок мод. ГПК-1 2-го уровня автоматизации: 1 - технологические модули (4 шт.); 2 - моечная камера для очистки деталей от стружки 3, 4 - склад заготовок и обработанных деталей; 5, 6, 7,8- манипуляторы; 9 — монтажный стол загрузки-выгрузки заготовок, деталей и комплектов на приспособления-спутники. 10 - стол подготовки и наладки инструментов; 11 - спутники; 12 - операционный накопитель; 13 — стол оперативного контроля деталей; 14 - агрегаты загрузки спутников (6 шт); 15 - автоматическая рельсовая транспортная тележка; 16 - управляющий вычислительный комплекс.
ГПС обычно формируется по потребностям конкретного производства и должна иметь технологическое оборудование повышенных качества и надежности и всех входящих в его состав систем (АТСС, АСИ, систем управления и др.), а значит, максимального использования апробированных в эксплуатации всех составных элементов этого оборудования и систем. Поэтому наибольшего эффекта при создании ГПС можно достигнуть, используя агрегатно-модульный метод построения ее компонентов и их элементов. При этом под модулем понимается первичный элемент ГПС. выполняющий законченную технологическую операцию (обработку, транспортировку, складирование и т.п.) или операцию планирования, управления процессами обработки, контроля, технологической подготовки производства и др., а под агрегатом понимается компонент модуля - унифицированный элемент, который может быть самостоятельно разработан, изготовлен и внедрен, однако присущие ему функции он может выполнять только в составе модуля.
Агрегатно-модульный принцип построения гибких производственных систем обеспечивает построение станочного модуля, в наибольшей степени приспособленного для изготовления деталей заданных конфигураций и размера (по числу и виду координат, их взаимному расположению, значениям перемещений по этим координатам и т.п.); сокращение объемов и сроков разработки конструкторской документации; снижение стоимости изготовления вследствие серийного изготовления унифицированных элементов на специализированных заводах; увеличение надежности работы ГПС и упрощение их эксплуатации в связи с применением апробированных конструкций агрегатов; возможность формирования компоновочных структур ГПС под конкретные производственные площади и производственные планы каждого заказчика в отдельности.
Все приведенные ранее ГПС в большей или меньшей степени создались с использованием агрегатно-модульного принципа построения. В полной мере этот принцип использован при разработке ГАУ ГПК-1 (см. рис. 6), который изготовлялся серийно и внедрен на многочисленных машиностроительных предприятиях нашей страны. Ниже приведены некоторые данные о применении агрегатно-модульного принципа пстроения ГПК-1. В типовой структуре ГПК-1, показанной на рис. 6, использованы четыре ГПМ трех типов:
АГП 630-800-1.3 с поворотным столом и одной стойкой со шпиндельной бабкой, число координат 4 (X, Y, Z, В);
АГПН 630-800-2.3 с наклонно-поворотным столом и одной стойкой со шпиндельной бабкой, число координат 5 (X, Y, Z, А, В);
АГП 630-800-2.3 с поворотным столом и двумя стойками со шпиндельными бабками, число координат 7 (X, Y, Z, U, V, W, В).
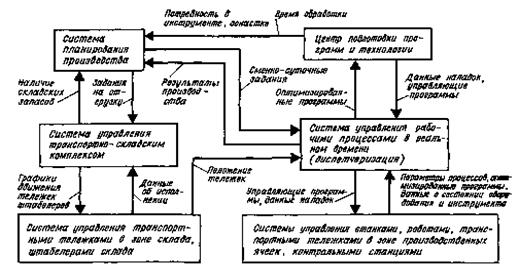
Рис. 7 - Схема управления гибкой производственной системы фирмы Voest-Alpine
Агрегатно-модульный состав основных и вспомогательных компонентов ГПС предусматривает стандартные габариты и формы сопрягаемых устройств, позволяющих без значительных доработок компоновать разнообразные ГПС. Использовать в них одни и те же спутники, инструмент, сократить на предприятии, применяющем ГПС, номенклатуру обслуживаемых узлов, машин и систем и тем самым облегчить эксплуатацию этих достаточно сложных систем машин.
Основными параметрами сопряжения ГПС считаются: габариты обрабатываемых деталей; габариты столов-спутников и поддонов (кассет, тары) размеры и форма поверхностей сопряжения инструмента; высота загрузки технологического оборудования и автоматизированных транспортно-складских систем (АТСС); параметры АТСС (габариты перемещаемых изделий; грузоподъемность; скорость перемещения; высота стеллажей" Основные параметры сопряжения ГПС определяются государственными стандартами.
Сочетание ГПМ и транспортных средств АТСС ГПС определяется высотой загрузки технологического оборудования, которая регламентируется ГОСТ 27779-88 "Системы производственные гибкие. Высота загрузки технологического оборудования и автоматизированных транспортных складских систем (АТСС)". Под высотой Н загрузки технологического оборудования и АТСС понимают расстояние от уровня пола, совпадающего с нулевой отметкой, до базовой поверхности столов-спутников или до плоскости перемещения тары с ложементами и др.
Список литературы
1. Н.П.Меткин, М.С.Лапин, С.А.Клейменов, В.М.Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
2. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД "Профессионал", 2004. – 304 с.
3. Роботизированные технологические комплексы/ Г. И. Костюк, О. О. Баранов, И. Г. Левченко, В. А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет "ХАИ", 2003. – 214с.
4. Алексеев П.И., Н.П.Меткин, М.С.Лапин. Технологическое проектирование ГПС. – Л.: ЛДНТП, 1984. – 36с.