
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Контрольная работа: Розрахунок режимів різання при обробці деталі "Шайба ступінчаста"
Контрольная работа: Розрахунок режимів різання при обробці деталі "Шайба ступінчаста"
Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра ТМ і КТС
Група
Контрольна робота
з курсу „Теорія різання”
ТЕМА: «Розрахунок режимів різання при обробці деталі – Шайба ступінчаста»
Виконав:
Перевірив:
Житомир
1. Вибір деталі та методів обробки
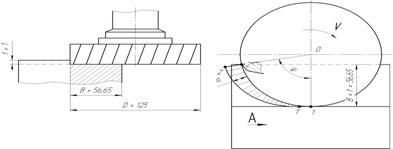
Обрана деталь (рис. 1) являє собою ступінчасту шайбу, виготовлену з сірого чавуну СЧ20, σв=196 МПа = 19,6 кг/мм2; НВ 170…241.
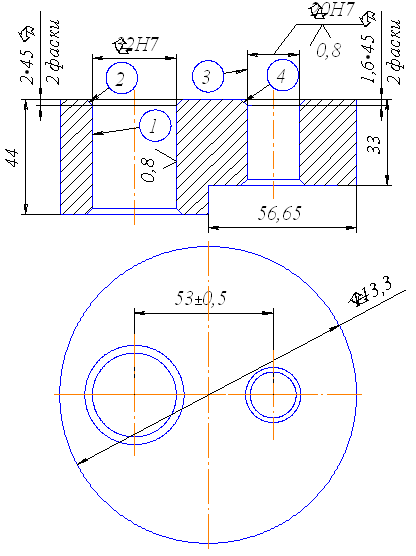
Рис. 1. Шайба ступінчаста. Ескіз
Для подальших розрахунків призначимо наступні методи обробки:
1) обточування діаметру ñ 113,3 мм (токарна операція);
2) фрезерування пазу 56,65 мм (фрезерна операція);
3) свердління отворів 1 і 3 (див. рис. 1) – (свердлильна операція);
4) зенкування фасок 2 і 4 (свердлильна операція);
5) зенкерування отворів 1 і 3 (свердлильна операція);
6) розвертання отворів 1 і 3 (свердлильна операція).
Для кожного виду обробки вибираємо різальні інструменти, керуючись рекомендаціями [1], виходячи із оброблюваного матеріалу та заданих початкових умов:
– для обточування діаметруñ 113,3 – токарний прохідний різець ГОСТ 18878–73 з пластинами з твердого сплаву ВК6 [с. 120, 1].
– для фрезерування пазу 56,65 мм – фреза торцева насадна ø125 ГОСТ 9473–80, матеріал твердосплавних пластин – ВК6, кількість зубів z =12, ширина B = 42 мм [табл. 94, с. 187, 1]; геометричні параметри фрези за ГОСТ 9473–80;
– для свердління отворів 1 і 3 – свердла ø18,5 і ø30 ГОСТ 10903–77 [табл. 42, с. 147, 1], матеріал – швидкорізальна сталь Р6М5;
– для зенкування фасок 2 і 4 – конічна зенковка ø22, матеріал – швидкорізальна сталь Р6М5;
– для зенкерування отворів 1 і 3 – зенкери ø19,9 і ø31,8 ГОСТ 12489–71, матеріал – швидкорізальна сталь Р6М5;
– для розвертання отворів 1 і 3 – розвертки ø20 і ø33 ГОСТ 1672–80, матеріал – швидкорізальна сталь Р6М5.
2. Виконання ескізів
Ескіз деталі наведений і п. 1 (рис. 1).
Ескізи різальних інструментів (свердла та торцевої фрези) подано на рис. 2 і 3.
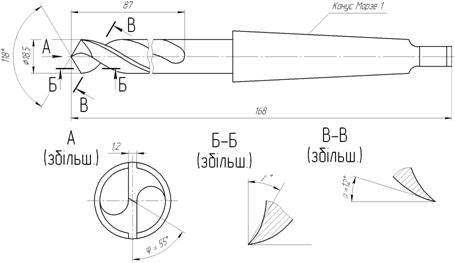
Рис. 2. Свердло ø18,5. Ескіз.
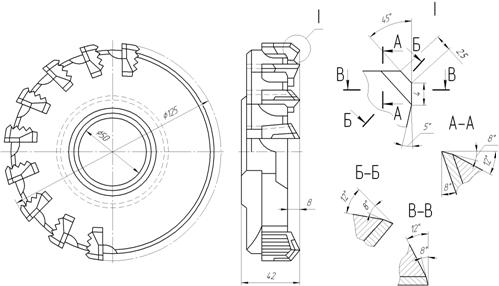
Рис. 3. Торцева фреза. Ескіз.
3. Розрахунок режимів різання
Для токарної та фрезерної операції визначимо режими різання розрахунково-аналітичним способом, а для свердлильної – табличним способом.
3.1 Розрахунок режимів різання розрахунково-аналітичним методом
Токарна операція
Оскільки точність поверхні ñ 113,3 після обробки не задана, приймемо для даної поверхні – чорнове точіння. Верстат 16К20. Призначимо глибину різання t = 1 мм. Розрахунок режиму різання будемо вести у такій послідовності:
1. Для чорнового точіння за [табл. 11, с.266, 1] при заданому діаметрі обробки –133,3 мм та глибині різання 1 мм рекомендується подача S = 0,3...0,4 мм/об.
Приймаємо подачу за паспортом верстата S = 0,35 мм/об.
2. Швидкості різання визначатимемо за формулами теорії різання, згідно [п. 3, с.265, 1]:
![]() .
.
Період стійкості приймемо Т = 30 хв за [с.268, 1].
Значення коефіцієнтів та показників степені знаходимо за [табл. 17, с.270, 1]:
![]() .
.
Швидкісний
коефіцієнт: ![]() .
.
В цій формулі:
За [табл. 1, с.
261, 1]: ![]() ,
,
За [табл.
5, с. 263, 1]: ![]() ;
;
За [табл.
6, с. 263, 1]:![]() .
.
Отже, загальний
швидкісний коефіцієнт: ![]() .
.
Таким чином швидкість різання:
![]() (м/хв);
(м/хв);
3. Розрахункова
частота обертання шпинделя визначається за наступною формулою: ![]() , розраховане значення
уточнюємо за паспортом верстата:
, розраховане значення
уточнюємо за паспортом верстата:
![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
4. Уточнюємо
значення швидкості різання: ![]() .
.
![]() (м/хв).
(м/хв).
5. Визначаємо сили різання при обробці:
Величини тангенційної PZ, радіальної PY і осьової PX складових сили різання визначаються за формулою:
![]() .
.
За [табл. 22, с. 274, 1] знаходимо коефіцієнти для визначення складових сили різання:
![]() ;
;
![]() ;
;
![]() .
.
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:
![]() .
.
За [табл.9, с.264 і табл.23, с.275, 1] визначаються поправочні коефіцієнти для складових сили різання в залежності від:
- механічних властивостей матеріалу, що оброблюється:
![]() ;
;
Поправочні коефіцієнти що враховують вплив геометричних параметрів:
- головного кута в плані:
КРφХ = 1; КРφУ =1; КРφZ =1;
- переднього кута:
КРγХ = КРγУ = КРγZ =1,0;
- кута нахилу різальної кромки:
КРλХ = 1; КРλУ = 1; КРλZ = 1.
Складові сили різання:
![]() (Н);
(Н);
![]() (Н);
(Н);
![]() (Н);
(Н);
6. Потужність різання розраховують за формулою:
![]() :
:
![]() (кВт);
(кВт);
7. Визначення основного часу:
Основний технологічний час на перехід, підраховується за формулою згідно [р. ІІ , с. 55, 4]:
![]() ,
,
де l – довжина оброблюваної поверхні (за кресленням) = 44 мм;
l1 – величина на врізання і перебіг інструменту, що визначається за [4].
![]() (хв);
(хв);
Фрезерна операція
Оскільки точність поверхні 56,6 мм після обробки не задана, приймемо для даної поверхні – чорнове фрезерування. Верстат 6Р12. Призначимо глибину різання t = 1 мм.
Розрахунок режиму різання будемо вести у такій послідовності:
1. Визначаємо подачу:
Приймаємо подачу на зуб фрези sz в межах 0,14...0,24 мм/зуб за [табл. 33, с. 283, 1] в залежності від потужності верстата (5...10 кВт), оброблюваного та оброблюючого матеріалів. Враховуючи примітку до [табл. 33, с. 283, 1], оскільки ширина фрезерування більша 30 мм, зменшуємо табличне значення подачі на 30%:
sz ≈ 0,1 мм/зуб.
Тоді подача на оберт складе:
![]() (мм/об).
(мм/об).
2. Визначимо швидкість різання (колову швидкість фрези):
![]() ,
,
де D = 125 мм – діаметр фрези;
B = 56,65 мм – ширина фрезерування;
z = 12 – кількість зубів інструменту.
Значення коефіцієнта СV та показників степенів в цій формулі визначаємо за [табл. 39, с. 288, 1] в залежності від типу фрези, виду операції, матеріалу ріжучої частини:
СV = 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32.
Т = 180 хв – період стійкості фрези за [табл. 40, с. 290, 1], взалежності від її діаметру;
Загальний поправочний коефіцієнт на швидкість різання:
![]() ,
,
В цій формулі:
За [табл. 1, с. 261, 1] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
![]() ,
,
де ![]() – показник степені,
що визначається за [табл. 2, с. 262, 1].
– показник степені,
що визначається за [табл. 2, с. 262, 1].
За [табл. 5, с.
263, 1] визначаємо поправочний коефіцієнт, що враховує вплив стану поверхні
заготовки на швидкість різання за: ![]() .
.
За [табл.
6, с. 263, 1] визначаємо поправочний коефіцієнт, що враховує вплив
інструментального матеріалу на швидкість різання: ![]() .
.
Отже, розрахункова швидкість різання:
 (м/хв).
(м/хв).
3. Розрахункова частота обертання інструменту:
![]() (об/хв).
(об/хв).
4. Хвилинна подача:
![]() (мм/хв)
(мм/хв)
5. Узгодимо за
паспортними даними верстата і остаточно приймемо фактичну частоту обертання: ![]() (об/хв).
(об/хв).
Тоді фактична
хвилинна подача: ![]() (мм/хв).
(мм/хв).
Уточнимо значення швидкості різання:
![]() (м/хв).
(м/хв).
6. Визначимо значення складових сили різання:
Знайдемо значення головної складової сили різання (при фрезеруванні – колова сила):
![]() .
.
Значення коефіцієнта Ср та показників степенів в цій формулі визначаємо за [табл. 41, с. 291, 1] в залежності від типу фрези, оброблюваного і оброблюючого матеріалів:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний
коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 1]: ![]() .
.
Отже, колова сила дорівнює:
![]() (Н).
(Н).
Величини решти складових сили різання визначаємо із їх співвідношення з головною складовою – коловою силою за [табл. 42, с. 292, 1]:
Горизонтальна
сила (сила подачі): ![]() (Н).
(Н).
Вертикальна сила:
![]() (Н).
(Н).
Радіальна сила: ![]() (Н).
(Н).
Осьова сила: ![]() (Н).
(Н).
7. Визначимо крутний момент на шпинделі:
![]() (Н∙м).
(Н∙м).
8. Ефективна потужність різання:
![]() (кВт)
(кВт)
9. Основний технологічний час згідно [п. ІІ , с. 190, 4]:
![]() (хв),
(хв),
де L – довжина шляху, що проходить інструмент в напрямку подачі;
l – довжина оброблюваної поверхні (за кресленням) = 113,3 мм;
l1 – величина на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 6, с. 378, 4] в залежності від типу фрези (торцева), схеми її установки (несиметрична) й ширини фрезерування (за кресленням = 56,65 мм);
sхв – хвилинна подача фрези, визначена раніше;
3.2 Розрахунок режиму різання табличним методом
Свердлильна операція
Обробка проводиться на верстаті 2Н55.
Приймаємо попередньо:
по карті 46, с. 110, [4] подачу для свердління поверхонь 1 і 3
Для свердла Ø30 мм , група подач I – S=0,47–0,57 мм/об
Для свердла Ø18,5 мм , група подач I – S=0,34–0,43 мм/об
Узгоджуємо за верстатом:
S1=0,45 мм/об,
S2=0,315 мм/об.
По карті 58, с. 122, [4] подачу для зенкування поверхонь 1 і 3
Для зенкера Ø19,9 мм и зенкера Ø31,8 мм , група подач II – S=0,7 мм/об. Узгоджуємо за верстатом:
S3=S4=0,63 мм/об.
Для конічної зенковки (поверхні 2, 4) приймаємо аналогічно, як и для зенкера S=0,7 мм/об
Узгоджуємо за верстатом:
S5=S6=0,63 мм/об
По карті 62, с. 125, [4] подачу для розвертання поверхні 1
Для розверток Ø20 и Ø32, група подач III – S=1,9 мм/об.
Узгоджуємо за верстатом:
S7= S8= 1,8 мм/об
Швидкість різання попередньо визначаємо по карті 47, с. 111, [4], для свердління поверхонь 1 і 3.
Для обробки чавуну група твердості 170-255 НВ і подачі S=0,4:
При діаметрі свердла більше 20:V1=31 м/хв.
При діаметрі свердла до 20:V2=27 м/хв.
По карті 60, с. 123, [4], для зенкування поверхонь 1 і 3 для обробки чавуну група твердості 170-255 НВ, подачі S=0,75, зенкер суцільний Р6М5, глибина різання 1мм:
V3= V4=22 м/хв.
Приймаємо аналогічну швидкість різання для конічної зенковки (поверхні 2 і 4) :
V5=V6= 22 м/хв.
По карті 64, с. 127, [4], для розвертання поверхонь 1 і 3 для обробки чавуну група твердості 170-255 НВ, подачі S=2:
V7= V8= 5,8 м/хв.
Знаходимо частоти обертання шпинделя для кожної поверхні:
Поверхні 1, 3 свердління Ø18,5:
n1=1000V1/(pd1)=1000*27/(3,14*18,5)=464,6 хв-1.
Приймаємо по верстату n1=400 хв-1.
Поверхня 1, розсвердлювання Ø30.
n2=1000V2/(pd2)=1000*31/(3,14*30)=328,9 хв-1.
Приймаємо по верстату n2=315 хв-1.
Поверхня 3, зенкування Ø19,9.
n3=1000V3/(pd3)=1000*22/(3,14*19,9)=351,9 хв-1.
Приймаємо по верстату n3=315 хв-1.
Поверхня 1, зенкування Ø31,8.
n4=1000V4/(pd4)=1000*22/(3,14*31,8)=220,2 хв-1.
Приймаємо по верстату n4=200 хв-1.
Поверхня 2, зенкування фаски 2х45º конічною зенковкою.
n5=1000V5/(pd5)=1000*22/(3,14*(32+2*2))=194,5 хв-1.
Приймаємо по верстату n5=200 хв-1.
Поверхня 4, зенкування фаски 1,6х45º конічною зенковкою.
n6=1000V6/(pd6)=1000*22/(3,14*(20+2*1,6))=301,8 хв-1.
Приймаємо по верстату n6=315 хв-1.
Поверхня 1, розвертання Ø32Н7.
n7=1000V7/(pd7)=1000*5,8/(3,14*32)=57,7 хв-1.
Приймаємо по верстату n=50 хв-1.
Поверхня 3, розвертання Ø20Н7.
n8=1000V8/(pd8)=1000*5,8/(3,14*202)=92,3 хв-1.
Приймаємо по верстату n8=80 хв-1.
Результати розрахунків режимів різання зводимо в табл. 1.
Таблиця 1 Режими різання на свердлильній операції
|
Номер поверхні |
Зміст переходу |
Частота обертання шпинделя, хв-1 |
Подача, мм/об |
| 1 | Свердління Ø18,5 | 400 | 0,315 |
| Розсвердлювання Ø30 | 315 | 0,45 | |
| Зенкування Ø31,8 | 200 | 0,63 | |
| Розвертання Ø32Н7 | 50 | 1,8 | |
| 2 | Зенкування фаски 2*45º | 200 | 0,63 |
| 3 | Свердління Ø18,5 | 400 | 0,315 |
| Зенкування Ø19,9 | 315 | 0,63 | |
| Розвертання Ø20Н7 | 80 | 1,8 | |
| 4 | Зенкування фаски 1,6*45º | 315 | 0,63 |
4. Стислі відомості про інструментальні матеріали
Матеріал інструментів на свердлувальній операції (зенкерів, свердел, розверток, зенковки) – швидкорізальна сталь Р6М5.
Основні відомості щодо матеріалу свердла для обробки отворів визначимо згідно [с. 48, п. 3.4., 5].
Основним легуючим елементом швидкорізальних сталей є вольфрам (Р), який взаємодіє з вуглецем, завдяки чому сталь набуває високої твердості, температуро- і зносостійкості. Окрім того, сталь містить молібден (М), який є хімічним аналогом вольфраму. Легування молібденом сприяє підвищенню теплопровідності сталі. Вольфрамо-молібденові сталі більш пластичні і куються краще, ніж вольфрамові, мають нижчий бал карбідної неоднорідності.
До хімічного складу сталі Р6М5 входить 6% вольфраму (W) та 5% молібдену (Mo).
Сталь Р6М5 доцільно застосовувати при виготовленні інструментів, що використовуються при невеликих швидкостях різання, але з великими перерізами шару, що зрізається, тобто при важкому силовому режимі. Внаслідок високої пластичності сталь придатна для виготовлення інструментів методами пластичного деформування.
Основні властивості сталі Р6М5:
- твердість: 62...64 HRC;
- теплостійкість, θ: 620°С;
- границя міцності на згин, σзг: 2900...3100 МПа;
- швидкості різання, v: 25...35 м/хв.
Матеріал твердосплавних пластин торцевої фрези та прохідногоо різця – вольфрамовий (однокарбідний) твердий сплав ВК6 [с. 50, п. 3.5., 5]. Основою твердого сплаву ВК6 є карбіди вольфраму (WC), що мають високу тугоплавкість і мікротвердість, їх зерна з’єднуються між собою кобальтом (Co). Чим більше в сплаві WC, тим вища твердість і теплостійкість і менша міцність сплаву. Твердий сплав ВК6 характеризується високою твердістю, теплостійкістю та швидкостями різання, проте має відносно низьку міцність на згин. Застосовується для чорнової і напівчистової обробки чавунів і кольорових сплавів.
Хімічний склад сплаву ВК6: 6% кобальту (Co), решта – 94% карбідів вольфраму (WC).
Основні властивості твердого сплаву ВК6:
- твердість: 87...90 HRА;
- теплостійкість, θ: 800...900 °С;
- границя міцності на згин, σзг: 1000...1200 МПа;
- швидкості різання, v: 90...300 м/хв.
5. Встановлення взаємозв’язку елементів режиму різання та параметрів перерізу шару, що зрізається
Точіння
На (рис. 4) зображені елементи різання при обточуванні заготовки прохідним різцем згідно [6]. Глибина різання рівна припуску на обробку на даному переході: t = 1 мм.
Подача на оберт заготовки встановлена у п.3. даної роботи і рівна S = 0,35 мм.
Товщина шару, що
зрізається, рівна: ![]() (мм).
(мм).
Ширина шару, що
зрізається: ![]() (мм).
(мм).
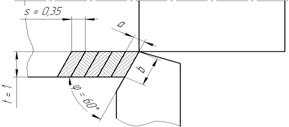
Рис. 4. Елементи різання при розточуванні
Торцеве фрезерування
а б
Рис. 5. Схеми зрізання припуску при торцевому фрезеруванні
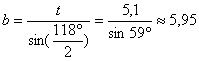
На (рис. 5) зображені схеми зрізання припуску при фрезеруванні поверхні торцевою фрезою згідно [с. 228, 6]. На (рис 1, а) глибина різання t = 1 мм рівна припуску на обробку на заданому переході. В = 56,65 мм – ширина фрезерування (рівна ширині оброблюваного пазу). D = 125 мм – діаметр фрези.
Приймемо для
нашого випадку симетричне фрезерування (рис. 5). Кут контакту торцевої фрези ![]() . Товщина шару, що
зрізається, яка відповідає кожному значенню кута
. Товщина шару, що
зрізається, яка відповідає кожному значенню кута ![]() визначається
співвідношенням
визначається
співвідношенням ![]() . Ширина шару, що
зрізається для торцевих фрез рівна
. Ширина шару, що
зрізається для торцевих фрез рівна ![]() , де
, де ![]() – кут нахилу ріжучої
кромки,
– кут нахилу ріжучої
кромки, ![]() – головний кут в плані
ріжучої кромки зуба торцевої фрези.
– головний кут в плані
ріжучої кромки зуба торцевої фрези.
Свердлильна операція
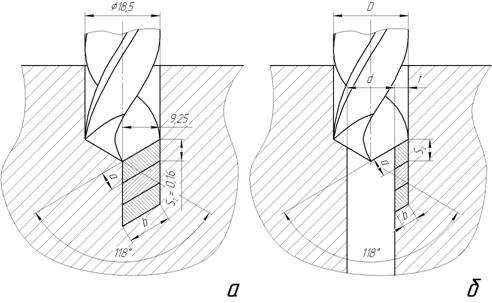
Рис. 6. Елементи різання при: а – свердлінні, б – розсвердлюванні (розвертанні, зенкеруванні)
При свердлуванні в суцільному матеріалі (рис. 6, а) глибина різання рівня половині оброблюваного діаметру (діаметру свердла):
![]() (мм).
(мм).
Щоб знайти подачу на зуб інструменту, слід розділити на кількість зубів знайдену в п. 3 подачу на оберт (кількість зубів для свердла –
2): ![]() (мм/зуб).
(мм/зуб).
Товщина шару, що зрізається, рівна:
![]() (мм).
(мм).
Ширина шару, що зрізається:
 (мм).
(мм).
При обробці попередньо обробленого отвору (розсвердлювання, зенкерування, розвертання) – рис. 6, б – глибина різання визначається так:
![]() (мм).
(мм).
Товщина шару і ширина шару, що зрізаються, визначаються аналогічно.
Література
1. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т2 – 496 с.
2. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т1 – 657 с.
3. Режимы резания металлов: Справочник / Под ред. Ю.В. Барановского. – М.: Машиностроение, 1972. – 364 с.
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть І. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М: Машиностроение, 1974. – 406 с.
5. Виговський Г.М. Теорія різання: Навч. посібн. – Житомир: ЖДТУ, 2006. – 250 с.
6. Грановский Г.И., Грановский В.Г. Резание металлов: Учебн. для вузов. – М.: Высш. шк., 1985. – 304 с.