
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Химическая устойчивость натрий-кальциевых и химико-лабораторных стекол
Дипломная работа: Химическая устойчивость натрий-кальциевых и химико-лабораторных стекол
Содержание
Введение
Раздел 1. Товароведение
1.1 Сырьевая и производственная база стекольной промышленности
1.1.1 Производство стекла разного химического состава
1.1.2 Производство цветного стекла
1.1.3 Влияние методов выработки на формирование ассортимента и качества стеклоизделий
1.1.4 Выдувание стеклоизделий
1.1.5 Прессование стеклоизделий
1.1.6 Прессовыдувные стеклоизделия
1.1.7 Термическая обработка стеклоизделий по режиму ОАО «Дружная горка»
1.1.8 Анализ ассортимента изделий из известково-натриевых и
известково-калиевых стекол
1.1.9 Состав и свойства стеклянной продукции
1.1.10 Физико-химические свойства изделий из стекол
разного химического состава
1.1.11Ассортимент изделий из химически и термически стойких
стекол, их состав свойства технология изготовления
1.2 Экспериментальная часть
1.2.1 Исследования свойств стеклянной продукции
1.2.2 Выбор объектов для исследования свойств стеклянных изделий
1.2.3 Выбор объектов для исследования коэффициента термического расширения стекол
1.3 Методики исследования свойств стеклянных товаров
1.3.1 Методика проведения химического анализа стекол
1.3.2 Методика определения водостойкости стекол
1.3.3 Методика определения кислотостойкости стекол
1.3.4 Методика определения щелочеустойчивости стекол
1.3.5 Методика определения коэффициента термического расширения
1.3.6 Исследования качества стеклянной посуды из натри-кальциевых
стекол по наличию дефектов
1.4 Исследование свойств стеклянных товаров из натрий-кальциевых и химико-лабораторных стекол
1.4.1 Исследования качества изделий из натрий-кальциевых стекол по наличию дефектов
1.4.2 Требования безопасности (экологические свойства)
1.4.3. Химическая устойчивость химико-лабораторных и натрий-калиевых стекол по отношению к воде
1.4.4 Исследование химической устойчивости химико-лабораторных и натрий-кальциевых стекол
1.4.5 Исследование химической устойчивости стекол по отношению к кислотам
1.4.6 Химическая устойчивость химико-лабораторных стекол по отношению к щелочам
1.5 Анализ химического состава стекла
1.5.1 Исследование коэффициента термической (линейного расширения) химико-лабораторных и натрий-калиевых бытовых стекол
Раздел 2. Экономическая часть
2.1 Показатели динамики товарооборота
2.2 Расчет коэффициента эластичности по отделу
2.3 Расчет квартальных индексов сезонности товарооборота
Раздел 3. Торгово-техническое оборудование
Раздел 4. Охрана труда
4.1 Требования к воздуху рабочей зоны
4.2 Требования к микроклимату и вентиляции на рабочих местах
4.3 Требования к освещению рабочих мест
4.4 Требования к торгово-технологическому оборудованию
Список литературы
Введение
Стеклоделие в России возникло в IX - Х вв., т. е. намного раньше, чем в Америке (XVII в.) и ранее, чем во многих других странах Западной Европы (Англии, Швеции, Венеции, Богемии, Лотарингии, Нормандии и др.).
Развитие стекольного производства было вызвано большим спросом на стеклянные изделия - оконное стекло, зеркала, посуду, который не могли удовлетворить существовавшие еще в XVII веке в Московской Руси старые стекольные заводы (Духанннский, Измайловский, Черноголовский) и стремлением отказаться от дорогостоящего ввоза заграничного стекла. Ассортимент изделий посудного цеха Ямбургского завода был очень большой. Так, например, в 1722 году завод выпускал: рюмки пивные с крышками и без крышек, рюмки винные и водочные разных размеров, стаканы пивные, водочные, разные бутылки, лампады, солонки, огуречные чаши, карманные фляги, чернильницы и т. д.
Из вышеприведенных исторических данных, можно сделать вывод, что тема стекольного производства была актуальна для нашей страны уже 250 лет назад.
В наше время сохраняются традиции и секреты старых мастеров, умение работать со стеклом передается на генетическом уровне из поколения в поколение. Время диктует новые тенденции, но основы ремесла остаются незыблемыми.
Работа выдувальщика волшебное зрелище: дыхание человека преобразует каплю в чудесное изделие. Сегодня предприятия нашей страны производят продукцию из стекла и хрусталя: рюмки, бокалы, фужеры, графины, кувшины, креманки, стаканы, пивную серию, высокохудожественные штофы, салатники, сортовую вазы, вазы для декорирования интерьеров, парфюмерную тару, бутыли медицинского назначения, отвечающие самому взыскательному вкусу, это: ЗАО КЦ «Элвис» в который входит четыре стекольных завода: Иванищевский, Тасинский, Золотковский и им. Воровского, Производственное предприятие «Интер-АРТ XXI» г. Тверь, ООО «Уралпосуда» Гусь-Хрустальный и т.д.
Наряду с отечественными производителями борются за рынок сбыта и признанные мировые лидеры по изготовлению стеклянной посуды, такие как: Стекольные заводы «KAVALIER» Чехии, Итальянская фирма "Carlo Giannini" и т.д.
Актуальность данной темы дипломной работы очевидна, так как развитие стекольного производства – один из составляющих факторов развития экономики нашей страны.
Цель: Влияние методов выработки на качества и ассортимент стеклянных изделий.
Раздел 1. Товароведение
1.1 Сырьевая и производственная база стекольной промышленности
Сегодня, как никогда прежде, стекло — один из важнейших материалов, без него не обходится практически ни одна из сфер производства, транспорта, строительства, связи, ни одна из областей науки, ни одно из направлений практической медицины, ни одна, наконец, из областей нашего повседневного быта.
Российский рынок стекла растет стремительными темпами, ежегодно пополняется новыми компаниями и является одним из наиболее перспективных в Европе.
Стекольная промышленность России насчитывает около трех тысяч предприятий, более пятисот из которых являются крупными или средними. Некоторые из них – это ЗАО КЦ «Элвис» в который входит четыре стекольных завода: Иванищевский, Тасинский, Золотковский и им. Воровского, Производственное предприятие «Интер-АРТ XXI» г. Тверь, ООО «Уралпосуда» Гусь-Хрустальный; ОАО «Борский стекольный завод» (контрольный пакет предприятия принадлежит бельгийской компании Glaverbel, входящей в состав японской корпорации Asahi), ОАО «Салаватстекло», ОАО «Саратовстройстекло», ОАО «Саратовский институт стекла». Также важное значение имеют предприятия: ОАО «Ирбитский стекольный завод», ОАО «Востек», ОАО «Кварцит», ЗАО «Символ», ОАО «Старьстекло» [1] и т.д.
Высокий спрос на плоское и тарное стекло связан со стремительным развитием строительного рынка и расширением пищевого производства. Значительную часть производимого стекла потребляет мебельная промышленность и транспорт. По мнению экспертов, спрос на стеклопродукцию во всем мире будет динамично расти и к 2010 г. превысит показатели 2004 г. в два раза. [2]
Главный потребитель стекла в настоящее время – строительная индустрия. Больше половины всего вырабатываемого стекла приходится на оконное для остекления зданий и транспортных средств: автомашин, железнодорожных вагонов, трамваев, троллейбусов. Кроме того, стекло используют в качестве стенового и отделочного материала в виде пустотелых кирпичей, блоков из пеностекла, а также облицовочных плиток. Примерно треть производимого стекла идет на изготовление сосудов различного типа и назначения. Это прежде всего стеклянная тара – бутылки и банки. В большом количестве стекло расходуется на изготовление столовой посуды. Стекло пока незаменимо для производства химической посуды. В довольно большом количестве из стекла изготавливают вату, волокно и ткани для тепловой и электрической изоляции.
Стекольный рынок в России формируется под влиянием следующих факторов:
· рост пищевых продуктов с использованием стекольной тары;
· увеличение объемов жилищного и гражданского строительства;
· увеличение объемов потребления стекла в мебельной промышленности и рост количества транспортной техники.
В настоящее время 75% составляет производство контейнерного и плоского стекла, приблизительно 20% стекла потребляют мебельная промышленность и транспорт. По информации AGC Flat Glass мировой спрос на листовое стекло составляет примерно 45 млн. т в год (данные 2007 года),
Учитывая ограничения на внешних рынках, перспективы развития российской стекольной промышленности в период до 2010 года связаны, в первую очередь, с расширением спроса на ее продукцию на внутреннем рынке. Одновременно темпы роста внутреннего потребления изделий из стекла растут. Однако существует опасность демпинговых поставок на российский рынок импортной стеклопродукции [3]. Практически 50% стекла поставляется из Азии, 28% из Европы и 1% из Северной Америки. Из всего объема производимого стекла 70% используется в строительной отрасли, 20% идет на отделку интерьеров и декорирование, а 10% находит свое применение в автомобилестроении.
· С вводом новых предприятий предполагается рост производственных мощностей, однако вопросы о реализации ввода всех новых предприятий и о востребованности роста мощностей в условиях сохраняющегося мирового финансово-экономического кризиса пока не имеют ответа.
· Несмотря на снижение многих показателей, еще есть сегменты отрасли, показывающие некоторый рост.
· В связи с тем, что главными потребляющими отраслями являются строительство и автомобилестроение, вряд ли стоит ожидать стабилизации или существенного улучшение сложившейся ситуации в стекольной промышленности в течение ближайших 1 – 2 лет.
· Следовательно, из-за внутренних проблем, а также значительного снижения спроса на стекольную продукцию, предприятия вынуждены сокращать затраты на продвижение, таким образом, можно прогнозировать сокращение количества участников и, соответственно, объемов выставочных площадей данной тематики [6].
1.1.1 Производство стекла разного химического состава
Производство стекла состоит из следующих процессов: подготовки сырьевых компонентов, получения шихты, варки стекла, охлаждения стекломассы, формования изделий, их отжига и обработки (термической, химической, механической). К главным компонентам относят стеклообразующие вещества (природные, например SiO2, и искусственные, например Na2CO3), содержащие основные (щелочные и щёлочноземельные) и кислотные окислы. Главный компонент большинства промышленных стекол — кремнезём (кремния двуокись), содержание которого в стекле составляет от 40 до 80% (по массе), а в кварцевых и кварцоидных от 96 до 100%. В стекловарении обычно в качестве источника кремнезёма используют кварцевые стекольные пески, которые в случае необходимости обогащают.
Рассмотрим схему технологического процесса стекольного производства (таблица №1.1.).Первым этапом всякого стекольного производства является получение расплава или, как часто говорят, процесс «варки» стекла. Варку стекла производят в специальных печах, в которые загружают смесь сырьевых материалов (шихта), а также бой стекла.
Таблица №1.1. Схема технологического процесса стекольного производства.
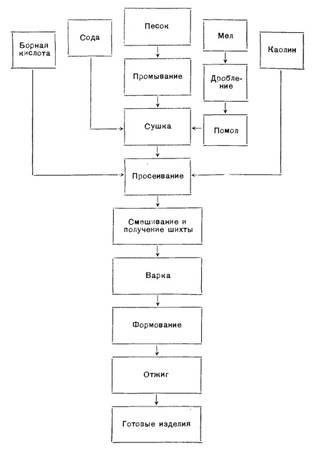
Сырьём, содержащим борный ангидрид, являются борная кислота, бура и др. Глинозём вводится с полевыми шпатами, нефелином и т.д.; щелочные окислы — с кальцинированной содой и поташом; щёлочноземельные окислы — с мелом, доломитом и т.п. Вспомогательные компоненты — соединения, придающие то или иное свойство, например окраску, ускоряющие процесс варки и т.д. Например, соединения марганца, кобальта, хрома, никеля используются как красители, церия, неодима, празеодима, мышьяка, сурьмы — как обесцвечиватели и окислители, фтора, фосфора, олова, циркония — как глушители (вещества, вызывающие интенсивное светорассеяние); в качестве осветлителей применяют хлорид натрия, сульфат и нитрат аммония и др. Все компоненты перед варкой просеиваются, сушатся, при необходимости измельчаются, смешиваются до полностью однородной порошкообразной шихты, которая подаётся в стекловаренную печь. Процесс стекловарения условно разделяют на несколько стадий: силикатообразование, стеклообразование, осветление, гомогенизацию и охлаждение . При нагревании шихты вначале испаряется гигроскопическая и химически связанная вода.
На стадии силикатообразования происходит термическое разложение компонентов, реакции в твёрдой и жидкой фазе с образованием силикатов, которые вначале представляют собой спекшийся конгломерат, включающий и не вступившие в реакцию компоненты. По мере повышения температуры отдельные силикаты плавятся и, растворяясь, друг в друге, образуют непрозрачный расплав, содержащий значительное количество газов и частицы компонентов шихты. Стадия силикатообразования завершается при 1100—1200 °С.
На стадии стеклообразования растворяются остатки шихты, и удаляется пена — расплав становится прозрачным; стадия совмещается с конечным этапом силикатообразования и протекает при температуре 1150—1200 °С. Собственно стеклообразованием называют процесс растворения остаточных зёрен кварца в силикатном расплаве, в результате чего образуется относительно однородная стекломасса. В обычных силикатных стеклах содержится около 25% кремнезёма, химически не связанного в силикаты (только такое стекло оказывается пригодным по своей химической стойкости для практического использования). Стеклообразование протекает значительно медленнее, чем силикатообразование, оно составляет около 90% от времени, затраченного на провар шихты и около 30% от общей длительности стекловарения. Обычная стекольная шихта содержит около 18% химически связанных газов (СО2, SO2, O2 и др.). В процессе провара шихты эти газы в основном удаляются, однако часть их остаётся в стекломассе, образуя крупные и мелкие пузыри.
На стадии осветления при длительной выдержке при температуре 1500—1600 °С уменьшается степень перенасыщения стекломассы газами, в результате чего пузырьки больших размеров поднимаются на поверхность стекломассы, а малые растворяются в ней. Для ускорения осветления в шихту вводят осветлители, снижающие поверхностное натяжение стекломассы; стекломасса перемешивается специальными огнеупорными мешалками или через неё пропускают сжатый воздух или др. газ.
Одновременно с осветлением идёт гомогенизация — усреднение стекломассы по составу. Неоднородность стекломассы обычно образуется в результате плохого перемешивания компонентов шихты, высокой вязкости расплава, замедленности диффузионных процессов. Гомогенизации способствуют выделяющиеся из стекломассы газовые пузыри, которые перемешивают неоднородные микроучастки и облегчают взаимную диффузию, выравнивая концентрацию расплава. Наиболее интенсивно гомогенизация осуществляется при механическом перемешивании (наибольшее распространение эта операция получила в производстве оптического стекла).
Последняя стадия стекловарения — охлаждение стекломассы до вязкости, необходимой для формования, что соответствует температуре 700—1000 °С. Главное требование при охлаждение — непрерывное медленное снижение температуры без изменения состава и давления газовой среды; при нарушении установившегося равновесия газов образуется т. н. вторичная мошка (мелкие пузыри). Процесс получения некоторых стекол отличается специфическими особенностями. Например, плавка оптического кварцевого стекла в электрических стекловаренных печах ведётся сначала в вакууме, а в конце плавки — в атмосфере инертных газов под давлением. Производство каждого типа стекла определяется технологической нормалью. Формование изделий из стекломассы осуществляется механическим способом (прокаткой, прессованием, прессовыдуванием, выдуванием и т.д.) на стеклоформующих машинах. После формования изделия подвергают термической обработке (отжигу). В результате отжига (выдержки изделий при температуре, близкой к температуре размягчения стекла) и последующего медленного охлаждения происходит релаксация напряжений, появляющихся в стекле при быстром охлаждении. В результате т. н. закалки в стекле возникают остаточные напряжения, обеспечивающие его повышенную механическую прочность, термостойкость и специфический (безопасный) характер разрушения в сравнении с обычным стеклом (закалённые стекла применяют для остекления автомобилей, вагонов и т.п. целей).
1.1.2 Производство цветного стекла
Прозрачность является одним из важнейших свойств стекла. Однако в ряде случаев стеклу специально придают непрозрачность и цвет. Цветное стекло производится нескольких типов: с цветным покрытием, окрашенное в массе, накладное.
1) Стекло с цветным покрытием (листовое)
При электрохимическом способе окрашивания, на стекло нагретое до 600-700°С при помощи пульверизатора наносят раствор пленкообразующей соли. При этом между солью и водяным паром на поверхности стекла протекают реакции обменного разложения. В результате появляются окислы металлов и газа, которые оседают на стекле и образуют токую (до 1мкм) прозрачную цветную пленку. Описанный выше процесс является сугубо промышленным, а вот оклейка бесцветного стекла различными цветными пленками ( металлическими, оксидно-металлическими, полимерными и т.д.) может производиться как в условиях производства, так и на месте по соответствующим инструкциям. В любом случае соединение пленки со стеклом происходит на молекулярном уровне, благодаря диффузии в материал стекла молекул клеевой основы пленки и последующей полимеризации. В зависимости от толщины и состава пленок получают цветные стекла с особыми свойствами. Так например, голубые и синие - солнцезащитные и теплоотражающие, желтые и оранжевые - поглощающие ультрафиолетовые лучи, "под бронзу" - отражающие свет.
Область применения: остекление помещений, изготовление витражей, декоративное остекление, устройство перегородок. [14]
2) Стекло, окрашенное в массе.
Окрашенное по всей толщине стекло (окрашенное в массе), получается при введении красителей в стекломассу, бывает тянутым или прокатным. Тянутое стекло получают из охлажденной до определенной температуры расплава стекломассы на машинах вертикального или горизонтального вытягивания. При прокатном способе лента стекла формуется путем проката между двумя металлическими валами, охлаждаемыми водой. Прокатное стекло имеет "кованую" (шероховатую) поверхность.
Это процесс «глушения», в результате которого стекло становится непрозрачным; вещества, способствующие помутнению стекла, называют глушителями. Глушение происходит вследствие распределения по всей массе стекла мельчайших кристаллических частиц. Они представляют не растворившийся частицы глушителя или частицы, выделившиеся из жидкой массы при охлаждении стекла. Эти частицы обычно прозрачны, но их показатель преломления отличается от показателя преломления стекла. Поэтому падающий на них луч отклоняется от прямолинейного направления и стекло перестает быть прозрачным. В далеком прошлом в качестве глушителей стекла использовали костяную муку, содержащую фосфат кальция Ca3(PO4)2, а также оксиды олова SnO, мышьяка As2O3 и сурьмы Sb2O3. В настоящее время для этой цели применяют криолит Na3[AlF6], плавиковый шпат CaF2 и другие фторидные соединения.
Сильно заглушенное стекло (белого цвета) называют молочным. Для его изготовления чаще всего используют криолит. Молочное стекло используют главным образом для изготовления осветительной арматуры.
Следует также отметить, что окрашенное стекло иногда предохраняет содержимое бутылок от нежелательного фотохимического воздействия. Поэтому окраску бутылочного стекла иногда специально усиливают. [10]
Окраску стекла осуществляют введением в него оксидов некоторых металлов или образованием коллоидных частиц определенных элементов. Так, золото и медь при коллоидном распределении окрашивают стекло в красный цвет. Такие стекла называют золотым и медным рубином соответственно. Серебро в коллоидном состоянии окрашивает стекло в желтый цвет. Хорошим красителем является селен. В коллоидном состоянии он окрашивает стекло в розовый цвет, а в виде соединения CdS·3CdSe – в красный. Такое стекло называют селеновым рубином. При окраске оксидами металлов цвет стекла зависит от его состава и от количества оксида-красителя. Например, оксид кобальта (II) в малых количествах дает голубое стекло, а в больших – фиолетово-синее с красноватым оттенком. Оксид меди (II) в натрий-кальциевом стекле дает голубой цвет, а в калиево-цинковом – зеленый. Оксид марганца (П) в натрий-кальциевом стекле дает красно-фиолетовую окраску, а в калиево-цинковом – сине-фиолетовую. Оксид свинца (II) усиливает цвет стекла и придает цвету яркие оттенки.
Сложность процесса варки цветных стекол обусловлена большой индивидуальностью и специфичностью их свойств и необходимостью создания благоприятных условий для их крашения или глушения. Некоторые окрашенные стекла (сульфидные, селеновый и медный рубины, глушенные фтором, и др.) хорошо варятся при восстановительных и нейтральных условиях газовой среды в печи, другие (окрашенные соединениями марганца, хрома, меди, металлическим селеном), наоборот, нуждаются в окислительных условиях.
Ряд красителей и глушителей при высокой температуре улетучивается (сульфиды, фтор) или восстанавливается до низшей валентности (оксиды марганца и хрома), что вызывает изменение характера или степени окраски и глушения стекол. Стекла, глушенные (особенно фосфатами) и окрашенные коллоидными красителями (медный рубин), имеют повышенную склонность к кристаллизации, поэтому их следует варить и вырабатывать при высокой температуре. Своеобразный характер выработочных свойств цветных стекол, обусловленный их малой теплопрозрачностью, также ограничивает в известной мере возможность широкого применения существующих механизированных методов для выработки цветного листового стекла.
Варку цветных и глушенных стекол производят в непрерывно действующих ванных печах небольшой производительности (5—15 т/сут) с разделенным или неразделенным бассейном малой глубины (300-700 мм), которые, однако, обеспечивают сравнительно повышенные для данного случая удельные съемы стекломассы с 1 м2 бассейна печи (500-800 кг/сут).
Цветные прозрачные стекла варят при 1450—1480 °С, а глушенные фтором — при 1300—1350 °С. Для варки цветных и глушенных стекол особенно эффективны малые стекловаренные печи прямого нагрева.
Способом вертикального лодочного вытягивания на машинах ВВС вырабатывают накладное или окрашенное в массе тонкое листовое стекло толщиной не более 4 мм. В производстве цветного стекла используют значительно менее мощные установки — на одну или две машины ВВС с меньшей против обычного шириной ленты стекла; скорость вытягивания ленты такого стекла намного меньше, чем у оконного. Окрашенные в массе стекла имеют мало меняющийся основной состав, % по массе: Si02 65—72; А1203~2; СаО 4—7,5; MgO~3,5; Na20 12—16; K20 1-4, к которому добавляют обычно от 0,1 до 0,5 % различных красителей - Se, CdS, С(1СОз (красные, оранжевые, розовые стекла), СиО, Сг20з, СоО (зеленые, голубые, синие), Мп203 (фиолетовое), уголь (желтое). Для окрашенных в массе стекол в их состав вводят меньшие количества красителей и глушителей, чем в случае соответствующих цветных накладных стекол.
Способом прокатки вырабатывают окрашенное в массе непрозрачное утолщенное листовое стекло, называемое марблитом.
Громадное количество видов изделий из стекла предусматривает и многообразие технических решений в части формования и выработки стекломассы. Строительное, строительно-архитектурное, светотехническое стекло получают способами вертикального и горизонтального вытягивания, периодическим и непрерывным прокатом, отливкой, прессованием и другими способами. Тарное и сортовое стекло вырабатывается стеклоформующими и вакуумными машинами, ручным и механизированным выдуванием и прессованием. Медицинское, оптическое, кварцевое, электродное, пеностекло, стеклянное волокно и другие виды изделий вырабатываются различными способами в зависимости от их формы, размера и условий эксплуатации. [8]
1.1.3 Влияние методов выработки на формирование ассортимента и качества стеклоизделий
Свойства и основные признаки ассортимента стеклянных изделий формируются на стадии проектирования и конструирования при создании опытных образцов и в процессе серийного изготовления. При разработке новых изделий художник учитывает условия их эксплуатации, метод формования, необходимость обеспечения удобства пользования и долговечности изделий, требования художественного стиля и моды. Исходя из этого, определяют состав и окраску стекла, конфигурацию изделий в целом и в деталях, толщину стенки, способ декорирования и др.
Опытный образец должен быть точно воспроизведен в серийном (массовом) производстве. Качество его воспроизведения, т. е. качество изготовления изделий, зависит от соблюдения технологии производства. [12]
Сырьевые материалы стекольного производства подразделяют на основные, или стеклообразующие, и вспомогательные.
С основными материалами в состав стекла вводят кислотные, щелочные и щелочноземельные оксиды.
Главный кислотный оксид — SiO2 — вводят в стекло через кварцевый песок. Песок должен быть свободен от примесей, особенно окрашивающих (оксиды железа, титана, хрома), которые вызывают голубоватые, желтоватые, зеленоватые оттенки стекла, снижают его прозрачность. С повышением содержания диоксида кремния в стекле улучшаются механическая и термическая прочность, химическая устойчивость, но повышается температура варки.
Оксид бора - В2О3 вводят с борной кислотой или бурой. Он облегчает варку, улучшает физико-химические свойства стекла.
Оксид алюминия - А12О3 вводят обычно через глинозем. Его добавка способствует повышению прочностных показателей и химической устойчивости стекла.
Щелочные оксиды - Nа2О, К2О вводят через углекислые (сода, поташ) или сернокислые соли. Они понижают температуру варки стекла, облегчают формование изделий, однако уменьшают прочность, термостойкость и химическую устойчивость.
Щелочноземельные оксиды вводят обычно посредством углекислых солей. Так, оксид кальция вводят через мел или известняк, оксид магния — через магнезит или доломит, оксид свинца — посредством свинцового сурика или свинцового глета.
Оксиды кальция, магния, цинка увеличивают химическую устойчивость и термостойкость изделий. Оксиды бария, свинца и цинка повышают плотность, оптические свойства и поэтому применяются в производстве хрусталя. В производстве стекла широко используют горные щелочесодержащие породы, отходы горно-обогатительных комбинатов, цветной металлургии, доменные шлаки, в больших количествах — стекольный бой.
Вспомогательные материалы облегчают и ускоряют варку стекла, окрашивают и заглушают его. По назначению их подразделяют на осветлители, обесцвечиватели, глушители, красители, восстановители и окислители. [12]
Осветлители способствуют удалению из стекломассы газов, образующихся при разложении сырьевых материалов.
Обесцвечиватели погашают или ослабляют нежелательные цветные оттенки.
Глушители (фториды и фосфаты) уменьшают прозрачность и обусловливают белую окраску стекла.
Красители придают стеклу нужный цвет. В качестве красителей используют оксиды или сульфиды тяжелых металлов. Окрашивание может происходить также за счет выделения в стекле коллоидных частиц свободных металлов (меди, золота, сурьмы).
Качество кварцевого песка - отсутствие вредных примесей в нем (окиси и закиси железа и др.) оказывают существенное влияние на бесцветность и прозрачность стекла (примером может служить Богемское стекло).
Согласно действующей нормативно-технической документации основные виды стекол, используемые для производства изделий хозяйственного назначения, подразделяют на три системы:
- натрий-кальциевые стекла;
- хрустальные стекла;
- специальные стекла.
К натрий-кальциевым стеклам относят известково-кальциевые-силикатные известково-кальциевые-силикатные стекла и цинксульфитные. Стекла данной группы характеризуются прозрачностью, прочностью, невысокой себестоимостью.
Наиболее распространенным представителем стекол данной группы является известково-кальциевые-силикатные, которому присущи в разной степени выраженности цветовые оттенки (зеленоватые, желтоватые, сероватые и др.). Вырабатывают из данного стекла посуду хозяйственного назначения (банки, бутылки) и дешевую, обычно бесцветную, столовую посуду повседневного ассортимента.
Известково-калиевые стекло благодаря вводимому оксиду калия обладает большей бесцветностью, что позволяет улучшить изделия с точки зрения эстетических свойств, как бесцветные, так и окрашенные (достигается большая чистота цвета). Данное стекло несколько дороже, его используют в основном для производства столовой посуды.
Система хрусталей объединяет стекла, в состав которых
входят оксиды свинца (РbО2,![]() ,CaO,
,CaO,![]() ,Ce
,Ce![]() ).
).
Окись свинца способствует повышению плотности стекла, улучшает оптические показатели: прозрачность, "белизну" (бесцветность), повышается коэффициент преломления (блеск, игра света). Однако данные виды стекол имеют большую себестоимость, меньшую твердость, химическую стойкость и безвредность. Данная группа объединяет три вида стекол: хрустальное стекло (малосвинцовый хрусталь); свинцовый хрусталь и высокосвинцовый хрусталь.
В хрустальном стекле содержится минимальное количество оксида свинца поэтому оно занимает промежуточное положение между обычным стеклом и свинцовым хрусталем по показателям оптических свойств и себестоимости.
Изделия из хрустального стекла содержит свинца (РbO) 9-12% получают методом прессования, при этом нанося рисунок от формы, ручной декоративной обработке их не подвергают. Ассортимент изделий представлен столовой посудой (кружки, салатники, селедочницы, вазы для сервировки стола, пепельницы и т. п.).
Специальные стекла — представлена боросиликатным (жаростойким) стеклом и стекло-подобными материалами — ситаллами. Данные виды стекол характеризуются специфическими свойствами: повышенными показателями термостойкости и механической прочности (что в первую очередь присуще ситаллам).
Боросиликатные стекла выдерживают температуру до 500°С, устойчивы к термоударам, что определяет их применение в производстве кухонной посуды: кастрюли, жаровни, сковороды, формы для выпечки и т. д. Внешне данный вид стекла легко узнаваем по следующим показателям: пониженной прозрачности, зеленовато-желтой окраске (импортные изделия могут окрашиваться и в теплые цвета: оранжево-розовый; розово-красный и др.); массивности изделий (большая толщина стенок определяется способом выработки — прессованием).
Ситаллы — стеклоподобные материалы, обладающие кристаллической структурой (активизируют процесс кристаллообразования литий, титан и магний, вводимые в состав алюмосиликатных стекол), максимальной механической прочностью (превосходят обычное стекло в десятки раз); высокой термостойкостью. Данные материалы также характеризуются низкой прозрачностью, чаше всего имеют белый цвет, посуде из них присущи признаки прессованных изделий.
Выработка стеклянных изделий. После подготовки сырья и варки стекломассы наступает этап выработки стеклянных изделий. Стекло как ни один другой материал способно поддаться самым разнообразным способам формования. Его можно отливать в форму, штамповать, прессовать, прокатывать, вытягивать в нити, выдувать. Стекло полученное каждым из этих способов, имеет свои особенности и отличия по внешнему виду и свойствам.
Прессование. Большая толщина стенок, форма простая, верхний диаметр всегда больше, чем нижний. Рисунок на изделиях чаще всего от формы (либо с доработкой граней). В некоторых случаях видны следы от формы (шов). Рисунок (без доработки) матовый, расплывчатый, не имеет четко определенных граней; рисунки не делятся на группы сложности. При прессовании получение тонкостенных изделий затруднено, т.к. при прикосновении с формой масса быстро охлаждается. Ассортимент представлен блюдами, салатниками, пепельницами, стаканами и др. Эти изделия по прочности лучше, чем выдувные.
Выдувание. Отличается меньшей толщиной стенок (кроме хрусталя). Характерна прозрачность, сложность формы, большое количество приставных деталей (рюмочные изделия - всегда выдувные). Характерны различные украшения, в том числе механические, которые наносят на готовые изделия. Выдуванием получают кувшины, графины, фужеры, рюмки, бокалы. Такие изделия имеют красивый внешний вид. Повышенную чистоту, ровность и блеск, а в результате повышенную термическую стойкость.
Прессо-выдувание. Сложная форма, чаще всего полое изделие, рисунок от формы; нижнюю часть получают прессованием, а верхнюю выдуванием. Всегда есть след от формы (шов). Прессовыдувным способом вырабатывают весьма ограниченный ассортимент изделий (графины для воды, судки для специй и т.д. ). Производство таких изделий начинается в пресс-форме, затем выдувается в сжатой форме. Отличительная их особенность характерное закругление борта, большая масса, наличие стыковых швов формы по бокам, что снижает их эстетический уровень.
1.1.4 Выдувание стеклоизделий
Вероятно, метод выдувания изделий из стекла был изобретен в различных местах, где культивировалось стеклоделие, примерно в одно и то же время. Однако принято считать, что способ выдувания был изобретен в Александрии в I в. до н.э. Удивительно, что люди научились делать стеклянные изделия сложной полой конфигурации, но не умели делать листовое стекло. [10]
До начала XX в. этот способ был наиболее распространенным. Это и сейчас самый распространенный способ циклического формования полых штучных изделий, осуществляемый под влиянием равнодействующих растягивающих усилий, создаваемых во внутренней полости формуемого объекта сжатым воздухом. Сейчас выдувание может быть механизированным, вакуум-выдувным, ручным, в формах и свободным. Первые два способа применяют чаще всего при выработке недорогих сувениров.
Ручное выдувание в формы с помощью стеклодувной трубки позволяет создавать изделия, характеризующие мастерство каждого исполнителя. Если говорит о художественных изделиях, то они отличаются неповторимостью, как бы ни старался мастер в точности выполнить образец по эскизу художника, отклонения неминуемы. Поскольку у каждого исполнителя «свой глаз», «своя рука», вращающая трубку с набором, и, наконец, своя фантазия, во время работы у него возникают свои представления о создаваемом предмете.
Стеклодувы работают не в цехе у стекловаренной печи, а за столом, обычно в отдельной комнате. Поверхность стола покрывают листовым асбестом или каким-нибудь другим огнеупорным материалом. Горелку устанавливают посередине стола, ближе к передней кромке. К горелке присоединяют гибкие шланги от магистралей газа, сжатого воздуха и кислорода. Вентили этих магистралей устанавливают слева от стеклодува под крышкой стола. Слева от мастера располагают деревянные стеллажи и подставки для полуфабрикатов и готовых изделий, справа раскладывают инструменты. Освещение должно быть мягким и равномерным, чтобы мастер мог следить за характером пламени и ходом изготовления изделия. Для удаления продуктов сгорания и тепловыделений в стеклодувной мастерской устраивают приточно-вытяжную вентиляцию. В стеклодувной горелке есть краны, которыми регулируют расход газа, воздуха и кислорода. Газ, кислород и воздух перемешиваются, проходя через цилиндрическую сетку внутри горелки и конусное сопло. С помощью шарнира горелку устанавливают в различных положениях и крепят к столу пластиной, зажимным винтом и металлическим хомутом. Зажимными винтами горелку регулируют в вертикальном и горизонтальном положениях. Баллоны с кислородом устанавливают за пределами мастерской. [11]
Ручное вытягивание требует от мастера высокой квалификации и больших физических затрат. В настоящее время все способы горячего формования механизированы. Ручной труд остался лишь на заводах художественного стекла, частично на заводах химико-лабораторной посуды при выпуске немассовых изделий и некоторых других видов.
Выдуванием на трубке формуется широкий ассортимент изделий диаметром 10—400мм, высотой 15—1000мм, вместимостью 0,01—50л.
Процесс ручного выдувания можно описать так:
Мастер набирает в несколько приемов из стекловаренной печи на металлическую трубку (длина 120—140мм, толщина 15—20мм с внутренним отверстием в 5—6мм) порции расплавленной стекломассы и воздухом своих легких раздувает сперва небольшой шар, или цилиндр, а затем, пользуясь рядом простейших инструментов (лопатки, ковшики, ножницы и другие) придает заготовке нужную форму (стакан, кувшин, ваза и др,). Часто пользуются металлическими и деревянными формами (процесс двойного выдувания). Частично раздутую заготовку вносят в форму и постоянным вращением и дутьем достигают того, что размягченное стекло плотно и точно облегает все очертания формы.
Отличительная особенность всех изделий, выдуваемых на трубке, заключается в том, что их верхняя, головная часть (горло), будучи до конца выдувания соединенной с трубкой и находясь вне формы, не приобретает требуемой конфигурации и в месте сочленения трубки с изделием на его головной части образуется колпачок или венчик. Таким образом, полученное изделие после его отделения от трубки является, по существу, еще полуфабрикатом и нуждается в дополнительной обработке края (обрезке, шлифовке, полировке).
Стекломассу, связанную с выдувной трубкой в виде каплеобразной порции (набора) или подпрессованного диска (или специально формированной ленты), выдувают за один прием вначале свободно— на трубке в воздухе, а затем в окончательной (чистовой) форме [12]. Освобождая заготовку от трубки, получают нужное изделие, которое должно подвергаться в дальнейшем отжигу, удалению колпачка и прочей обработке.
Остановимся подробней на способе двойного выдувания: в формах капли стекломассы выполняют в два приема первоначально в черновой форме с помощью горловой формы, которая передает образованную пульку (за окончательно оформленное горло) в чистовую форму, где производится завершающее выдувание корпуса сосуда. В ходе такого процесса формование изделий завершается полностью и они не нуждаются в какой-либо дополнительной обработке (кроме отжига).
Данный способ выдувания механизирован, реализуется в очень широких масштабах, обеспечен разнообразными автоматическими машинами и служит для производства узкогорлых (диаметром горла до 30 мм) толстостенных полых изделий (бутылок, склянок и пр.) пищевой, медицинской, химической, парфюмерной и другой стеклянной тары. При механизированном способе выдувания изделия используют сжатый воздух. Применяют высокопроизводительные машины (более 2000тыс. стаканов в ч). Изделия, полученные этим способом, бывают бесшовные (тонкостенные) и со следами швов от формового комплекта.
Отличительными признаками выдувных изделий являются небольшая толщина стенок изделия (до 2мм), высокая прозрачность, более сложные разнообразные формы и возможность создания объема до 5л.
Вырабатываются изделия:
диаметром 15—160мм;
высотой 25—300мм;
вместимостью 5—4500мл.
Стекломасса при свободном выдувании принимает форму шара, а при выдувании в форме — очертания внутренней полости этой формы.
Ручным и механизированным выдуванием изготавливают как тонкостенные (порядка 2 мм и менее), так и крупные, толстостенные изделия (сортовое, художественное, электровакуумное, светотехническое стекло, тара большой емкости).
Тонкостенные изделия это разнообразная столовая, химико-лабораторная и медицинская посуда, колбы для электро- и радиоламп, облегченная стеклотара, художественно-декоративные изделия для украшения интерьера, ламповые изделия, зеркала. Также тарное и сортовое стекло.
Неоценимое преимущество способов выдувания стерла - возможность формовать самые различные по виду и назначению полые изделия, однако выдувание на трубке малопроизводительно и трудно механизируемо, а способ двойного выдувания хотя и высокопроизводителен, но не обеспечивает высокого качества изделий (наличие шва от створчатых форм) и расширение их ассортимента (эффективен при выработке изделий простой формы).
1.1.5 Прессование стеклоизделий
Еще во втором тысячелетии до нашей эры из несовершенной по качеству, плохо проваренной, непрозрачной, трудно текучей вязкой стекломассы самыми примитивными приемами прессования и прокатки (раскатывания на плите) уже формовали простейшие изделия из стекла (бусы, серьги, браслеты и флаконы для косметики). Таким образом, прессование и прокатку можно считать древними способами формования стекла, (еще более ранними чем выдувание) которые, вероятно, были заимствованы из других более развитых в то время технологий (керамики, металлургии). [12]
Прессование стекломассы относится к циклическим способам формования штучных изделий и осуществляется на ручных, автоматических и полуавтоматических прессах в металлических формах под давлением. Ручное прессование применяют для формирования изделий крупногабаритной или сложной конфигурации.
Порция стекломассы, помещенная в окончательную (чистовую) форму, воспринимая давление опускающегося в нее пуансона (охлаждаемого изнутри водой), формуется в изделие заданной конфигурации, внешний контур которой определяется формой, а внутренний — пуансоном . Для формования верхнего края изделия и предотвращения выхода стекломассы из формы на нее сверху накладывают (и прижимают механизмом пресса) формовое кольцо. После короткой выдержки, необходимой для снижения деформируемости изделия, пуансон вместе с формовым кольцом поднимают в исходное положение, а изделие после охлаждения и затвердевания.
Удаляют из формы посредством поддона — выталкивателя.
Прессование ведут в неразъемных или раскрывных (створчатых) формах, когда прессуют сложные асимметричные изделия. Неразъемных и раскрывные формы выполняются из легированной стали или чугуна, внутри поверхность форм полируется и смазывается. Изделия прессуются металлическими кернами, которые определяют внутреннюю конфигурацию изделия.
Сверху формы закрываются горловым кольцом для фиксации края изделия. При использовании нераскрывных форм в нижней части устанавливается подвижный поддон, при помощи которого при окончании прессования изделия извлекают из форм.
Прессование весьма распространено, механизировано, поскольку это простой, надежный и высокопроизводительный способ формования разнообразного ассортимента сплошных (массивных) или полых изделий с точно регулируемыми размерами:
- диаметром 10—650мм,
- высотой 10— 350мм,
- толщиной 3—50мм,
- массой 0,02—15кг.
Прессованные изделия легко отличаются от выдутых характерными мелкими неровностями на поверхности, в том числе и на внутренней. Изделия имеют плоскую, цилиндрическую, коническую форму, расширяющуюся в верхней части. Толщина стенки более 3мм. На поверхности можно заметить швы - место соединения частей разъемных форм. Изделия получаются более толстостенными, менее прозрачными, имеют рельефные украшения. Некоторое однообразие прессованных изделий стремятся преодолеть за счет создания легкого рельефного узора на поверхности (фактурный пресс), прессования без верхнего кольца, позволяющего получить разный у каждого изделия свободно сформированный край, сочетания прессования и гнутья (пресс-моллирование).
К недостаткам данного способа относятся невозможность получения изделий с тонкими стенками (менее 2мм) и невысокое качество их поверхности (кованость, тонкая матовость), обусловленное ее резким охлаждением и твердением в ходе прессования.
Недостатки прессованных изделий:
1. Большая толщина стенок,
2. Наличие швов,
3. Невысокое качество поверхности,
4. Нечеткий рисунок.
Преимущества прессованных изделий:
1. Дешевизна производства
2. Высокая прочность (13)
Таким методом получают строительное, строительно-архитектурное (строительные блоки, плитки) и светотехническое стекло (колпаки), тарное и сортовое стекло (посуда, стеклотара), и также экраны кинескопов и изоляторы.
1.1.6 Прессовыдувные изделия
Прессовыдувание характеризуется тем, что формование изделий проходит две стадии: их формуют в пресс-форме, и в горячем виде — воздухом. Например:
1) стеклянные банки, полость сосуда выдувается, а его горлышко подвергается прессованию;
2) рюмочные изделия - чашу выдувают, а донышко и ножку прессуют и сваривают с чашей.
Это процесс циклического формования полых штучных изделий—преимущественно широкогорлой (диаметр горла более 30мм) толстостенной стеклотары самого разнообразного назначения и видов (банки, бутыли и пр.) диаметром 30—170мм, высотой 50—290мм и вместимостью 0,1—5л.
Способ прессовыдувания совмещает в сущности два процесса прессование из капли стекломассы горла и пульки будущего изделия в черновой форме с помощью пуансона, формового кольца и горловой формы и последующее выдувание пульки до требуемой конфигурации изделия в чистовой форме.
Прессовыдувание - эффективный способ формования, который интенсивно развивается и распространяется в производстве узкогорлых полых тонкостенных изделий -облегченной стеклотары, посуды и пр.
Недостатком данного способа является известная сложность процесса и его аппаратурного (формового) выполнения, однако он обеспечивает точное регулирование толщины выдуваемых изделий. [12]
Прессовыдуванием изготовляют стаканы и разнообразную посуду сложных форм — графины, флаконы, рюмочные изделия и др.
1.1.7 Термическая обработка стеклоизделий по режиму ОАО «Дружная горка»
В стекле при нагревании, охлаждении, механическом воздействии возникают внутренние напряжения. Напряжения могут быть временными и остаточными. Временные напряжения исчезают при охлаждении стекла. Остаточные напряжения остаются в стекле и значительно снижают их характеристики: резко снижается прочность стеклянного изделия, стекло делается неизотопным, т. е. свойства в разных направлениях стеклянной массы делаются разными.
Для ликвидации остаточных напряжений применяют отжиг стекла. Отжиг —это специальная термическая обработка всего стеклянного изделия, заключающаяся в нагревании до такой температуры, при которой частицы стекла становятся подвижными, но стекло еще не размягчается, и медленном охлаждении. Напряжения исчезают тем быстрее, чем меньше вязкость стекла. Например, при вязкости в 1-Ю13 —2,5-1013П напряжения исчезают за 7—15 мин, а при вязкости в 4-10|4П—за 4 ч.
Температуру, соответствующую вязкости 1-1013П, называют верхней температурой отжига. Температуру, соответствующую вязкости около 1015П (при такой вязкости практически напряжения не возникают), называют нижней температурой отжига. Весь процесс отжига делится на четыре стадии.
Первая стадия — нагревание или охлаждение до температуры отжига. Если изделие имеет комнатную температуру, то его постепенно нагревают, если же оно разогрето выше температуры отжига данного стекла, то его охлаждают до температуры отжига.
Вторая стадия — выдерживание при температуре отжига j(5-10)°C до исчезновения напряжений. Чем больше размеры изделия и толщина стенок, тем длительнее выдержка его при температуре отжига.
Третья стадия —медленное охлаждение до нижней температуры отжига. Самое главное —охлаждать с достаточно малой скоростью, чтобы не возникли новые постоянные напряжения.
Верхняя температура отжига молибденового стекла (С49-2) находится при 535—540 СС, до этой температуры его нагревают на первой стадии отжига и выдерживают; на третьей стадии это стекло медленно охлаждают до 410 °С —нижней температуры отжига.
Четвертая стадия — охлаждение до комнатной температуры. При падении температуры ниже нижней температуры отжига напряжений в изделии не возникает, поэтому охлаждение на данной стадии может проходить с достаточно большой скоростью, практически со скоростью остывания печи.
Скорость нагревания на первой стадии и охлаждения на четвертой определяется размером и толщиной стенок изделий.
1.1.8 Анализ ассортимента изделий из известково-натриевых и известково-калиевых стекол
Ассортимент стеклянных товаров достаточно динамичен и изменяется в связи с постоянным развитием науки, состоянием технологии производства, характером потребительского спроса, сменой стилевых направлений.
Ассортимент изделий бытового назначения классифицируют по назначению и условиям эксплуатации, составу и окраске стекла, методу формования и характеру термической обработки, видам (наименованиям), размерам, фасонам изделий, методам и сложности декорирования, комплектности.
По назначению бытовые товары подразделяют на посуду и декоративные изделия для сервировки стола и украшения интерьера, хозяйственную посуду для хранения пищевых продуктов и домашнего консервирования, кухонную посуду для приготовления пищи, ламповые изделия (столовые лампы, ламповые резервуары, ламповые стекла) и зеркала.
По составу стекла различают посуду из натрий – кальций - силикатного, специального бытового и хрустального стекла.
Столовую посуду изготовляют из натрий – кальций - силикатного стекла, хрусталя различных видов, а также из глушенного боросиликатного стекла; хозяйственную посуду — из натрий – кальций - силикатного стекла с добавками, повышающими химическую и термическую устойчивость; кухонную — из специального бытового стекла и ситаллов.
По окраске различают посуду из стекла бесцветного, цветного (окрашенного в массе) и накладного (двух- и многослойного). Названия цветным стеклам дают по цветовому тону (желтые, зеленые, розовые и т.д.), по природе красителя (кобальтовые, марганцевые), по аналогии с драгоценными камнями: рубины (красные), топазы (желтовато-коричневые), сапфиры (светло-синие), смарагды (светло-зеленые).
По способу формования различают посуду ручного, свободного, машинного выдувания, прессованную, прессовыдувную, многостадийного формования, молнированную, центробежной выработки.
По способу термической обработки различают посуду не упрочненную, т. е. отожженную, и упрочненную закалкой.
Подавляющую массу изделий из сортового стекла и все хрустальные изделия выпускают отожженными. [1]
Закалка состоит в нагревании изделий до 700 °С и последующем быстром и равномерном охлаждении обдуванием воздухом. При этом в стекле возникают высокие, равномерно распределенные остаточные напряжения, повышающие прочность к удару в 5 — 8 раз, а термостойкость — в 2 — 3 раза. Упрочняют закалкой некоторые виды прессованной столовой посуды и кухонную посуду из жаростойкого боросиликатного стекла.
По размерам посуду подразделяют на мелкую, среднюю, крупную, особо крупную. Размер изделий характеризуется диаметром, длиной или высотой, а размер полых изделий — вместимостью.
По способу украшения различают посуду гладкую и декорированную. Декорированную посуду в зависимости от характера, сложности и художественных достоинств разделок делят на групповую и внегрупповую. Разделки групповой выдувной посуды из сортового бесцветного стекла подразделяют на 1—7-ю группы, из цветного стекла — на 3—8-ю, из накладного стекла — на 4—8-ю группы. Разделки хрустальных изделий относят к 4—10-й группам сложности. [2]
В группу объединяют рисунки одинаковой сложности, но различного сюжета. Их обозначают трехзначными номерами, в которых цифра сотен указывает на номер группы.
Вне групповые изделия характеризуются оригинальностью форм, сложными, часто комбинированными рисунками высокой художественной ценности. Они индивидуальны для продукции каждого завода.
Многие изделия с индексом «Н» и реализуемые по договорным ценам относят к вне групповым.
Разделки прессованных изделий на группы сложности не подразделяют.
Современные тенденции в декоре стеклянной посуды — расширение гаммы цветных стекол, комбинация в накладе цветного и слабо заглушенного стекла, контрастные сочетания в рисунке элементов алмазной грани, матовой гравировки, люстра, широкое использование рисунков деколи и шелкографии различного сюжета, живописных разделок красками и золотом, часто в комбинации с матированием. По-прежнему популярны гутные разделки и изделия.
По комплектности различают штучные изделия, наборы (включают изделия одного вида — набор стаканов и т.д.), приборы (содержат изделия разных видов одного назначения) — для воды, варенья, крюшона, туалетные и др. Изделия комплектов характеризуются единством художественно-конструктивного решения.
Современная промышленность, как отечественная, так и зарубежная, выпускает самую разнообразную посуду из стекла. Ассортимент крупных производителей посуды может насчитывать сотни наименований различных изделий. Современное товароведение классифицирует подобные стеклянные товары сразу по нескольким признакам:
- по виду стекла (изделия из обычного, окрашенного, жаростойкого, хрустального стекла);
- по способу выработки (прессованные, выдувные, прессовыдувные изделия);
- по назначению (бытовая, хозяйственная, кухонная посуда, художественные изделия);
- по видам (кружки, тарелки, стаканы, фужеры, рюмки, бокалы, вазы и многое другое);
- по фасонам, которые определяются формой корпуса;
- по особенностям конструкции (с ручкой, на ножке и другие);
- по форме (полая и плоская).
- по размерам (таблице №1.2.);
Таблица №1.2. Параметры изделий из стекла [17]
|
Размер изделий |
Высота, Мм |
Диаметр или длина, мм |
Полная вместимость, см |
| Мелкие | До 100 вкл. | До 100 вкл. | До 100 включительно |
| Средние | Свыше 100 до 200 вкл. | Свыше 100 до 150 вкл. | Свыше 100 до 500 вкл. |
| Крупные | Свыше 200 до 300 вкл. | Свыше 150 до 250 вкл. | Свыше 500 до 1000 вкл. |
| Особо крупные | Свыше 300 | Свыше 250 | Свыше 1000 |
- по емкости в кубических сантиметрах, высоте и диаметру (для ваз);
- по характеру и сложности украшения (украшения, наносимые в процессе производства и украшения, наносимые на готовые изделия).
- по комплектности (пара, набор, прибор, сервиз, гарнитур).
Ассортимент бытовой посуды можно отразить так:
а) столовая;
б) чайно-кофейная;
в) кухонная;
г) хозяйственная.
К столовой посуде относятся: блюда, вазы, салатники, масленки, селедочницы, стаканы для вина, воды, минеральных вод, напитков, соков, графины для вина н воды, кувшины, рюмочные изделия, кружки, наборы, и др. Широкое применение нашла цветная стеклянная столовая посуда (при ее изготовлении в стекломассу добавляют красящие вещества — люстрин, кобальт и др.). Внешне эффектная, обладающая высокими эстетическими достоинствами, эта посуда может стать органической частью оформления интерьера. Технология изготовления стекла значительно проще, чем хрусталя; стеклянная посуда дешевле и поэтому рекомендуется для применения в повседневной домашней практике.
Кухонной является посуда из жаростойкого стекла и ситаллов представлена кастрюлями различной вместимости, формами для запекания, жаровнями, сковородами.
1.1.9 Состав и свойства стеклянной продукции
Основными видами обыкновенных стекол в зависимости от названия главного стеклообразующего оксида - являются известково-натриевое, известково-калиевое, известково-натриевое - калиевое.
Фосфатные и боратные стекла используют главным образом в технических и специальных целях. Смешанные стекла, например боросиликатные, применяются для получения термически устойчивых изделий (кухонная посуда), в оптике и для других целей.
Одной из разновидностей специальных стекол является ситаллновый класс материалов, полученный направленной кристаллизацией стекол специальных составов и обладающий рядом специфических свойств.
Силикатные стекла включают такие разновидности как:
- известково-натриевые Na2O · CaO · 6SiO2 (для оконного стекла, стеклотары, частично посуды);
- известково-калиевые K2O · CaO · 6SiO2 (для производства бытовой и химической посуды);
- хрустальные стекла
PbO · CaO · 6SiO2 (свинцовые
и бессвинцовые - бариевый хрусталь) цветные стекла имеют в своем составе
различные оксиды металлов, которые окрашивают стекла в различные цвета и
оттенки (по таблице). Например, СоО дает интенсивный синий цвет (кобальтовый), сапфир
- синий малой" интенсивности СиО 1-2%; Рубин золотой - АиСl3 частицы 5-10мкм; Рубин медный - Аи Сl3 частицы 10-13мкм; Топаз -
золотисто-желтый с оттенками (оксид селена); Желтый - чистого желтого тона
–(оксид церия); Зеленый - чистого зеленого тона, оксид урана, 4,5![]() оксида меди; и т.д.
оксида меди; и т.д.
- Кварцевые стекла получают из чистого песка. Это очень термостойкое стекло и из него изготовляют лабораторную посуду, а также медицинские лампы, которые пропускают ультрафиолетовые лучи.
- Боросиликатные стекла. В их состав входят соединения бора (12,5℅). Из них изготовляют кухонную посуду (кастрюли, сковороды), которые выдерживают большую температуру. Это жаростойкие стекла.
- Ситаллы получают путем управляемой кристаллизацией. Стекло может быть прозрачным и непрозрачным. Из ситаллов изготовляют посуду, подносы для микроволновых печей.
Обычные стекла — известково-натриевое, известково-калиевое, известково-натриево-калиевое.
Стекла данной группы характеризуются прозрачностью, прочностью, невысокой себестоимостью.
Наиболее дешевым представителем стекол данной группы является известково-натриевое (содовое), или натрий-кальций-силикатное, которому присущи в разной степени выраженности цветовые оттенки (зеленоватые, желтоватые, сероватые и др.). Вырабатывают из данного стекла посуду хозяйственного назначения (банки, бутылки) и дешевую, обычно бесцветную, столовую посуду повседневного ассортимента.
Известково-калиевое (поташное), или калий-кальций-магний-силикатное, стекло обладает более высокой термостойкостью, повышенным блеском и прозрачностью; используется для выработки высококачественной посуды. Калий-кальций-силикатное стекло благодаря вводимому оксиду калия обладает большей бесцветностью, что позволяет улучшить изделия с точки зрения эстетических свойств, как бесцветные, так и окрашенные (достигается большая чистота цвета). Данное стекло несколько дороже, его используют в основном для производства столовой посуды.
Известково-натриево-калиевое (содово-поташное), или натрий-калий-кальций-магний-силикатное, стекло имеет повышенную химическую стойкость, благодаря смешению окислов натрия и калия; наиболее распространено в производстве посуды.
Все свойства стекла подразделяются на две группы: физико-химических свойств и химические.
Основными показателями физико-химических свойств стекол являются их плотность, прочность, хрупкость, твердость, теплопроводимость, тепловое расширение, термическая стойкость, прозрачность.
Химические свойства стекол характеризуются, прежде всего, химической устойчивостью, т.е. способностью противостоять разрушающему действию химических реагентов (щелочей, кислот, влаги, солей и др.). Химическая стойкость посудных стекол определяется 3-4м классом из 5 принятых. К первому классу с наибольшей химической устойчивостью относя специальные стекла. В их состав для повышения данного показателя вводят редкоземельные элементы (лантан, цирконий, литий), на поверхность наносят кремнеорганические пленки.
Отметим отличительные черты стекол. Обычные наиболее легкие, хрупкие, достаточно твердые и термостойкие, имеют средние показатели оптических свойств (пропускание, преломление и отражение света).
Хрустальные стекла значительно плотнее, а, следовательно, тяжелее, мягче обыкновенных, термически и химически менее устойчивы, однако по оптическим свойствам значительно обходят обыкновенные.
Боросиликатные стекла по плотности и по массе занимают промежуточное место: из-за зеленоватого цвета по оптическим свойствам значительно уступают первым двум, однако превосходят их по плотности.
Столовая (сортовая) посуда объединяет изделия различного функционального назначения. Это разнообразные по способам производства, видонаименованиям и фасонам изделия. Они вырабатываются из бесцветного, цветного стекла и со стекла с на цветом различных цветов и оттенков. Фасон определяется его формой (коническая, цилиндрическая, специфическая и т.д.). По размерам крупные ( высота или диаметр 250мм, емкость более 250см куб.), мелкими (соответственно 100мм. и 10см куб.) и средними.
1.1.10 Физико-химеческие свойства изделий из стекол разнохимического состава
Показателями ряда потребительских свойств изделий являются показатели физико-химических свойств стекла.
Плотность стекла
изменяется от 2,2 г/см3 у кварцевого стекла до 3,0г/см3 и
более у высокосвинцового хрусталя 2.5-2.9 г/![]() Зависит она в основном от
наличия в составе стекла оксидов тяжелых металлов (свинца, бария, цинка) и
влияет на массу изделий, оптические и термические свойства. С увеличением
плотности возрастает показатель преломления света, блеск и игра света в гранях,
однако термостойкость, прочность и твердость снижаются. [1]
Зависит она в основном от
наличия в составе стекла оксидов тяжелых металлов (свинца, бария, цинка) и
влияет на массу изделий, оптические и термические свойства. С увеличением
плотности возрастает показатель преломления света, блеск и игра света в гранях,
однако термостойкость, прочность и твердость снижаются. [1]
Механические свойства стекла характеризуются отсутствием пластических деформаций, высокой прочностью при сжатии (500—800 МПа) и низкой при растяжении, изгибе (25—100 МПа) и особенно при ударе (15—20 МПа). Прочность зависит от химического состава: увеличивается от наличия в составе стекла SiO2, Аl2Оз, В2Оз, МgО и уменьшается от присутствия щелочных оксидов, РЬО. Однако решающее влияние оказывает внутренняя структура стекла, состояние поверхности, наличие на ней дефектов. Прочность повышают путем закалки, ионного обмена в расплавах солей, нанесения на поверхность оксидно-металлических покрытий и другими приемами.
Термические свойства стекла характеризуются весьма низкой теплопроводностью, значительной теплоемкостью и термическим расширением. Термическая устойчивость изделий увеличивается с повышением механической прочности стекла, теплопроводности и с уменьшением термического расширения и теплоемкости. Мерой термостойкости служит перепад температур, который выдерживает изделие без разрушения. Термостойкость кварцевого стекла — 1000°С, посуды из сортового стекла — 95°, посуды из ситаллов — 300—600°С.
Все методы, повышающие механическую прочность, одновременно улучшают и термостойкость.
Оптические свойства стекла разнообразны. Стекла могут быть прозрачными (коэффициент пропускания 0,85 и более) и в разной степени заглушенными, бесцветными и окрашенными, с поверхностью блестящей и матовой. Оптические характеристики стекол — показатели преломления и средней дисперсии, коэффициенты отражения и пропускания; показатели цвета во многом определяют эстетические достоинства посуды. Особенно важна способность стекла воспринимать окраски, которые повышают эмоциональную выразительность изделий. [19]
Химическая устойчивость стекла определяет назначение и надежность изделий. Она весьма высока особенно по отношению к воде, органическим и минеральным кислотам (кроме плавиковой). Щелочи и карбонаты щелочей действуют более агрессивно. Плавиковая кислота растворяет стекло и поэтому используется для нанесения на стекло узоров, матирования и химической полировки изделий.
Твердость — способность стекла оказывать сопротивление проникновению в него более твердого материала. Твердость стекла по шкале Мооса равна 7. Некоторые виды стекол бывают твердостью 5—6 по шкале Мооса.
Хрупкость. В области низких температур (ниже tg - температуры стеклования) стекло наряду с алмазом и кварцем относится к идеально хрупким материалом, т.е. способно разрушаться под действием механических напряжений без заметной пластической деформации. Поскольку хрупкость четче всего проявляется при ударе, ее характеризуют прочностью на удар, которую определяют работой удара, отнесенной к единице объема разрушаемого образца, называемой удельной ударной вязкостью. Прочность стекла на удар зависит от многих факторов. Введение В203 (до 12%) повышает прочность на удар почти вдвое, введение МgO, Fе2О3, увеличение содержания SiO2 - на 5...20%. Для силикатных стекол ударная вязкость составляет 1,5...2 кН/м, что на 2 порядка ниже, чем у металлов.
-Развитие стекольного производства – один из составляющих факторов развития экономики нашей страны. Для изготовления бытовой посуды и декоративных изделий используют оксидные стекла, в которых основными стеклообразователями являются оксиды кремния, бора, алюминия и др. Производство стеклянных изделий состоит из обработки сырья, составления шихты, варки стекломассы, формования и отжига изделий, первичной и декоративной их обработки. Потребительские свойства и основные признаки ассортимента стеклянных изделий формируются на стадии проектирования и конструирования при создании опытных образцов и в процессе серийного изготовления. Ассортимент стеклянных товаров достаточно динамичен и изменяется в связи с постоянным развитием науки, состоянием технологии производства, характером потребительского спроса, сменой стилевых направлений.
1.1.11 Ассортимент изделий из химически и термически стойких стекол, их состав свойства технология изготовления
В соответствии с назначением стекла и техникой изготовления из него изделий и аппаратуры, к химико-лабораторныму стеклу предъявляются три основных требования:
- высокая химическая стойкость по отношению к различным реагентам (атмосферной влаге, парам воды, растворам кислот и т.д.)
- высокая термическая стойкость способность к обработке на стеклодувной горелке
- высокой химической устойчивости
Разнообразие требований по химической и термической устойчивости, вызвано различием условий эксплуатации. Промышленные стекла отличаются пониженным содержанием оксидов, щелочей. В качестве стеклообразующих компонентов, помимо SiO2, таких оксидов как B2O3, Al2O3, TiO2 и ZrO2 повышающих химическую устойчивость стекла. По химическому составу лабораторные стекла делят на 4 группы
1 группа-
натрий-кальций-селикатные стекла содержащие до 15% щелочных оксидов металлов
преимущественно Na2O, 5-10% CaO, 1.5-4% Al2O3 в некоторых случаях 3-4% B2O3 К этой категории относятся стекла №23, №29, КС-34 и д.р.
Стекла первой группы отличаются относительно легкой плавкостью что позволяет их
формировать различной формы. Однако высокое содержание в них оксидов щелочных обуславливает
их высокий ТКЛР и низкую термостойкость 80-90![]()
2 группа относят алюмобораселикатные с пониженным содержание оксидов щелочных металлов. Содержание SiO2 в них достаточно высоко (74-80%) B2O3 6-8%, Al2O3 2-7%, Na2O 3.5-10%.Это группа наиболее распространена в промышленности в основном применяются стекла типа пирекс. По ТРЛР и термостойкости в этой группе можно выделить стекла двух типов. К первому относят стекла более высокой концентрации Na2O (6-10%), B2O3 (3-9%) и R2O (5%). Особенностью стекла является высокой устойчивостью к воде и растворам кислот но низкой устойчивостью к растворам щелочей и склонностью к кристаллизации в широком интервале температур.
3 группа относятся
алюмоселикатные безборные и мало борные стекла. Концентрация Al2O3 (15-18.5%) B2O3 не выше (5%) Na2O (1-6.5%)-в некоторых стеклах отсутствует. Обязательным
компонентом является щелочноземельные металлы MgO, CaO, BaO обычно вводимые совместно. Особенность
высокая температура размягчения (680-750![]() ) электороизоляционными свойствами низким ТКЛР,
повышенной термостойкостью (150-200
) электороизоляционными свойствами низким ТКЛР,
повышенной термостойкостью (150-200![]() однако мение кислостойки обусловлено малым содержанием
SiO2.
однако мение кислостойки обусловлено малым содержанием
SiO2.
4 группа составляет высокотермостойкие кварцевые и кварцоидные стекла с содержанием SiO2 не менее 95%. Обладают высокой устойчивостью к воде растворам кислот и другим кислым средам. При сочетании высокой термостойкости более 780℃ и температурой размягчения 1710℃ оно представляет собой уникальный материал для изготовления термостойкой химико-лабораторной посуды.
Особая группа стекол составляет цирконий содержащие обладающие высокой устойчивостью к растворам щелочей в 5-8 раз превышающие устойчивость промышленных стекол. К такие стекла маркируются «Щ» содержащие до 14% ZrO2, R2O (8-14%). Эти стекла характеризуются высокой термостойкостью, температурой размягчения 700-730℃ и высокой водоустойчивостью.
На основе теоретического обзора литературы можно сделать следующие выводы.
Стеклянные предприятия России и мире расположены на базе местного сырья. Основные значения имеют кварцевые пески, лучшею продукцию по свойствам выпускает предприятие Саратовского стеклозавода, Неман, Киевский и львовский заводы стекла, предприятия Чехии и Словакии, Италии, Японии.
Свойства стекла зависят от химического состава. Имеет значение так же метод выработки, термической обработки, технология приготовки и обработки сырья.
Дан анализ ассортимента из известково-натриевых и известково-калиевых стекол (посуда и художественно декоративные изделия).
На материалах завода «Дружная горка» изучен ассортимент продукции с повышенными термическими, механическими и химическими свойствами. За основу была продукция применяемая для оснащения химических и учебных лабораторий: медицинские стекла, стекла и изделия для пищевой промышленности, кварцевые стекла. По химическому составу эти стекла, в основном алюмоборосиликатные.
На методиках предприятия изучены режим отжига и закалки химически устойчивых и упрочненных стекол.
1.2 Экспериментальная часть
1.2.1 Исследования свойств стеклянной продукции
Экспериментальная часть посвящена определению химической устойчивости стеклоизделий по отношению к воде, кислотам и щелочным средам. Стекла разного химического состава имея разную степень разрушения в названных средах. Высокую химическую стойкость обуславливает двуокись кремния SiO2. Повышают химическую стойкость так же окись кальция CaO, разноземельные элементы, окись Алюминия Al2O3, окись магния MgO. Понижают химическую стойкость щелочные окислы металлов (Na2O, K2O).
В последние годы предприятиями мира и России разработано множество составов стекол с повышенной химической устойчивостью, которые применяются для изготовления посуды, художественно декоративных изделий, в оптике, медицине, приборостроения, множество разнообразных новых рецептов, ряд которых представлен в (таблице №1.3.). Особый интерес представляют химико-лабороторные стекла марок ХС, АБ-1, НС-3,цирконевые Ц-32, щелочно-устойчивые Щ-26, иенское-20
Таблица №1.3. Составы химико-лабораторных стекол
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Тип или № стекла |
|
|
|
CaO | MgO | BaO |
|
|
|
| №23 | 68.7 | 2.5 | 3.8 | 8.4 | 0.8 | - | 9.7 | 6.1 | - |
| №29 | 68.3 | - | 3.7 | 7.5 | 3.5 | 3.5 | 10 | 3 | 0.5 |
| №846 | 74 | 3 | 3 | 10 | - | - | 10 | - | - |
| КС-34 | 67 | 3.9 | 2.15 | 6.3 | 2.26 | ZnO 2.27 | 12.6 | 2.65 | 0.87 |
| Иенское 20 | 75.7 | 6.8 | 5.2 | 1.3 | - | 3.6 | 6.2 | 1.2 | - |
| Циркониевое Ц-32 | 68.6 | - | 4.4 | 6.7 | 2.5 | - | 14.7 | - | 3.1 |
| Ситал | 75 | 7.6 | 6.2 | 0.7 | - | 4 | 6.5 | - | 3.1 |
| Пирекс | 81 | 12 | 2 | 0.5 | - | - | 4.5 | - | - |
| Щелочноустойчевые Щ-26 | 64 |
2 |
2 | 4 | - | SrO 4 | 9 |
1 |
14 |
Мерная лабораторная стеклянная посуда – цилиндры, колбы изготавливаются в соответствие с ГОСТ и применяются для измерений точных объемов жидкостей и для приготовления растворов заданных концентраций в лабораториях.
Химико-лабораторная посуда – воронки, колбы, спиртовки и другая лабораторная посуда изготовляется по ГОСТ. Изделия предназначены для использования в заводских исследовательских школьных и других лабораториях.
Приборы из стекла – вискозиметры капиллярные стеклянные изготавливаются по ГОСТ и предназначены для измерения кинематической вязкости прозрачных и не прозрачных жидкостей. Ванны, сосуды и другие изделия из непрозрачного кварцевого стекла.
1.2.2 Выбор объектов для исследования свойств стеклянных изделий
Для определения химического состава было избранно стекло ХС марки Л-80К. Для определения водостойкости, кислотоустойчивости щелочеустойчивости стекол были избраны химико-лабораторные изделия завода ОАО «Завод Химико-лабораторной посуды и приборов».
- Цилиндр измерительный трех разновидностей из стекла ХС-3.
- Воронки из стекла №23
- Чаши из стекла №29
- Пробки из стекла КС34
- Стаканы разной емкости, высоты из стекла №846
ВН – высокие с носиком
ВБН – высокие без носика
НН – низкие с носиком
НБН – низкие без носика
- Изделия из кварцевого стекла
- изделия класса посуды (графины, стаканы из известково-натриевого стекла).
1.2.3 Выбор объектов для исследования коэффициента термического расширения стекол
В качестве объектов были избранны стекла марок Л-80 и марок АМК и изделия из известково-натриевого стекла, посуда.
- Цилиндр измерительный трех разновидностей из стекла ХС-3.
- Воронки из стекла №23
- Чаши из стекла №29
- Пробки из стекла КС34
- Стаканы разной емкости, высоты из стекла №846
- Изделия из кварцевого стекла
- изделия класса посуды (графины, стаканы из известково-натриевого стекла).
1.3 Методики исследования свойств стеклянных товаров
1.3.1 Методика проведения химического анализа стекол
Многообразие стекол определяется многообразием химического состава. Состав стекол каждого типа характеризуется содержанием некоторых компонентов, меняющихся в относительно небольших пределах.
Для определения химического состава стекол используются самые разнообразные методы:
· весовой метод для определения содержания кремния оксида, фосфора(V) оксида, соединений селена, серы, бария оксида, тантала(V) оксида;
· комплексонометрический метод для определения оксидов висмута, свинца, алюминия, циркония;
· объемный метод для определения содержания селена, мышьяка, сурьмы, церия, бора;
· фотоколориметрический метод для определения содержания мышьяка, титана, неодима;
· атомно-абсорбционный метод для определения содержания оксидов алюминия, натрия, калия, лития, магния, кальция, олова, цинка, бария, свинца, железа;
· потенциометрический метод для определения содержания фтора;
· спектральный метод для определения содержания церия оксида, платины.
Для определения железа в стеклах используют фотоколориметрический метод, чувствительность которого составляет 10-4 масс.%.
Для определения железа, никеля, кобальта, меди, ванадия, хрома и марганца в боросиликатных стеклах используют химико-спектральный метод и метод атомной абсорбции.
Метод проведения химического анализа зависит от состава указанного в (таблице №1.4.)
- Допускается содержание хлора для всех марок стекла не более 0,3 % по массе сверх установленного состава.
- Допускается содержание примесей по массе сверх установленного состава:
Сг2О3 —не более 0,02 % для стекла марок ЗТ-2, КТ и не более 0,01 % для стекла марки ПТ;
МпО2 — не более 0,5 % для стекла марок ЗТ-1, ЗТ-2, КТ;
TiO2 — не более 0,08 % для стекла всех марок. При применении шлаков металлургического производства содержание TiO2 допускается до 0,4 %.
Таблица №1.4. Марки и химический состав стекла
| Группа стекла | Содержание оксидов, % по массе | ||||||
| SiO2 | Al2O3+Fe2O3 | CaO+MgO | Na2 | SO3 | Fe2O3 | Cr2O3 | |
| Бесцветная | 72 | 2,5 | 11 | 14 | 0,5 | - | - |
| Полубелая | 71,6 | 3,0 | 11 | 14 | 0,4 | - | - |
| Зеленая | 71 | 3,5 | 11 | 14 | 0,3 | - | 0,2 |
| Коричневая | 71,4 | 3,3 | 11 | 14 | 0,3 | - | - |
Таблица №1.5. Марки и химический состав стекла
| Обозначение оксидов | Допустимое отклонение, % по массе |
| SiO2 AI2O3 СаО + MgO (RO) Na2O или Na2O + K2O (R2O) |
±0,5 ±0,3 ±0,4 ±0,3 ±0,4 |
| Примечание — Предельное содержание каждого оксида в конкретном составе стекла не должно превышать предельных значений составов соответствующих марок. | |
1.3.2 Методика определения водостойкости стекол
Для определения водостойкости брались стекла мерки Л-80М, АМК. Водостойкость определялась зерновым методом. Стекло измельчалось бралась навеска в виде 2г. После кипячения в течение 2 часов навеску взвешивают. А раствор титруют 0,01Н раствора HCl.
Нормы потерь в мл/г для известково-натриевых стекол 0,2мл/г а химико-лабораторных 0,4-0,8мл/г.
1.3.3 Методика определения кислотостойкости стекол
Кислотостойкость определяется потерей массы испытуемой пробы стекла при воздействии кипящего 20,4% раствора соляной кислоты в течение 6ч. и выражается отношение потери массы к единице площади пробы.
Для проведения испытания
брали пробы не менее 5мм в диаметре поверхность которых может быть легко
определена. Допускается отобрать несколько образцов меньшего размера
составляющих в сумме требуемую поверхность 400![]() . При этом поверхность не должна отличаться друг от
друга не более 5%. Поверхность образцов должна быть ровной без острый кромки
должна быть зашлифована и отожжены.
. При этом поверхность не должна отличаться друг от
друга не более 5%. Поверхность образцов должна быть ровной без острый кромки
должна быть зашлифована и отожжены.
Перед испытанием образцы промывают в дистиллированной воде, ополаскивают спиртом и суша при температуре 150℃. Высушенные образцы охлаждают до 20℃ и взвешивают.
Стакан устанавливают на электрическую плитку и раствор доводят до кипения. Испытуемый образец помещают в корзинку и опускают в раствор на дно стакана чтоб он е касался стенок. Образец выдерживают в кипящей кислоте 6ч.
После этого образец вынимают из стакана ополаскивают в дистиллированной воде и помещают в сушильный шкаф при температуре 150℃ и сушат в течение 45мин. Затем охлаждают до 25℃ и взвешивают.
1.3.4 Методика определения щелочеустойчивости стекол
Щелочеустойчивость
определяется путем испытаний изделий (колбы, воронки, пробирки, графины,
стаканы), замеряют их площадь в ![]() , взвешивают образцы до и после испытаний и потери
веса сравнивались с нормами ГОСТ.
, взвешивают образцы до и после испытаний и потери
веса сравнивались с нормами ГОСТ.
Образец измеряют с погрешностью не более ±1 % и вычисляют общую поверхность с погрешностью не более ±2 %.
Образцы промывают 5%-ным раствором уксусной кислоты, трижды промывают каждый раз новым количеством дистиллированной волы, ополаскивают ацетоном и сушат в шкафу при температуре (140±5)° C в течение 30 мин. Высушенный образец охлаждают в эксикаторе до температуры (20±5)° C и взвешивают.
Отмеряют 400 см3 свежеприготовленного 1 н. Раствора углекислого натрия и 400 см3 свежеприготовленного 1 н. Раствора гидроокиси натрия, выливают в сосуд и нагревают до кипения. Образны стекла подвешивают на проволоке за крючки сосуда и погружают в кипящий раствор так, чтобы образцы были полностью погружены в раствор, не касались стенок сосуда и друг друга. Сосуд плотно закрывают крышкой и присоединяют к ней обратный холодильник.
Образец выдерживают в кипящем растворе в течение 3 ч, вынимают из раствора, погружают три раза в 500 см3 1 н. Раствора соляной кислоты, обмывая каждый раз новым количеством дистиллированной воды, затем обрабатывают ацетоном и сушат в шкафу при температуре (140±5)° С в течение 30 мин.
1.3.5 Методика определения коэффициента термического расширения
Коэффициент термического расширения измеряется при помощи прибора дилатометр. Образцы готовились в виде стержней длинной 8-10см диаметром 0.5см. Из стекол марок ХС, АБ-1, НС-3, Л-80К, АМК.
Испытания проводятся при температуре размягчения стекла в среднем до 590℃ до возможной кристаллизации стекла 800-960℃ и на стадии охлаждения 18-55℃ критерием коэффициента термического расширения является измерение линейных размеров образца.
1.3.6 Исследования качества стеклянной посуды из натри-кальциевых стекол по наличию дефектов
Качество посудных стекол определяется по наличию дефектов стекломассы, выработки, обработки.
Учитывалось:
- вид дефектов, размер дефектов, место нахождение, количество
Учитывали цвет стекла метод выработки, вид декорирования, назначении, условия эксплотации.
Значения представлены в
(таблице №1.6.)
Таблица №1.6. Высота изделий и допустимые отклонения.
| Высота | Допускаемые отклонения |
|
До 100 вкл. Св 100 - 200 200 - 300 300 - 350 350 и более |
±2 ±3 ±5 ±8 ±10 |
Количество инородных не имеющих вокруг себя трещин и посечек не должны превышать значений приведенных в (таблице №1.7.)
Таблица №1.7. Допустимое количество инородных тел
| Размер инородного включения мм. | Группа изделий | Количество включений шт. |
| До 1.0 вкл. |
Мелкие Средние Крупные Особо крупные |
1 3 4 5 |
| Св 1.0 до 2.0 вкл. |
Мелкие Средние Крупные Особо крупные |
1 2 2 3 |
На изделия допускаются не портящие товарного вида
- обработанные сколы
- редко расположенная свиль
- редко расположенная «мошка»
- пузырь в виде серпика в местах соединения
- переоплавления края
- волнистость поверхности граней
Количество открытых и закрытых пузырей не должно превышать значений прведенных в (таблице №1.8.)
Таблица №1.8.
| Размеры пузырей мм. | Группа изделий | Количество пузырей шт. |
| Св 1.0 до 2.0 вкл |
Мелкие Средние Крупные Особо крупные |
4 5 6 8 |
| Св 2.0 до 3.0 вкл |
Мелкие Средние Крупные Особо крупные |
Не допускается 1 5 7 |
| Св 3.0 до 5.0 вкл |
Мелкие Средние Крупные Особо крупные |
Не допускается Не допускается 1 2 |
1.4 Исследование свойств стеклянных товаров из натрий- кальциевых и химико-лабораторных стекол
1.4.1 Исследования качества изделий из натрий-кальциевых стекол по наличию дефектов
К стеклянной продукции разного назначения, изготовленных из натрий-кальциевых, химически стойких и термически стойких стекол. Предъявляются следующие требования: (по ГОСТ)
- по форме, цвету и декору изделия должны соответствовать образцам-эталонам.
- на изделия допускаются дефекты не портящего товарного вида: обработанные сколы, редко расположенная свиль, мошка, пузыри в виде серпика в местах соединения.
- на изделия и декоративные элементы: переоплавления края, следы нарушения поверхности от формы и ножниц, не доведения или удлинения рисунка
- на натрий-кальций-силикатныестекла: волнистость поверхности граней, отступление в рисунке от образца эталона, не симметричность спая, кольцевидное утолщение в местах спая.
- количество инородных включений не имеющих вокруг себя трещин и посечек не превышающих норм ГОСТ
- овальностью края круглых изделий не должна превышать 2% от нормального диаметра, непараллельность края плоскости не должна превышать более 1.5мм. - для мелких изделий, 3.0мм. - средних, 4.0мм. – крупных, 5.0мм. – особо крупных изделий.
- разнотолщинность стенок в крае изделий не должна превышать 30%
- крышки и пробки подбирают к изделиям с не притертым стеблем чтобы плотно входил в горловину, допускается едва заметное качание.
- дно изделия должно обеспечивать устойчивое положение на горизонтальной поверхности.
1.4.2 Требования безопасности (экологические свойства)
Допускается миграция вредных веществ, выделяющихся из стеклянных изделий, контактирующими с пищевыми продуктами, устанавливается органами Госсанэпиднадзора в соответствующих нормативных документах, утвержденных в соответствующем порядке.
- водостойкость изделий должна быть не ниже IV гидролитического класса.
- стаканы и блюда для чая, тарелки для горячей пищи должны быть термически устойчивы. Выдувные изделия не должны разрушаться при перепадах температуры 90-70-20℃, прессованные 95-60-20℃.
- на изделия не допускаются: сколы, прорезанные грани, прилипшие кусочки стекла, режущие и осыпающие частицы стекла при декорирование изделий насыпью, сквозные посечки, инородные включения имеющие вокруг себя трещины и посечки.
- торцевая поверхность верхнего края и швы изделия должны быть гладкими.
- декоративное покрытие, нанесенное на внутреннюю поверхность изделий, контактирующие с пищевыми продуктами, должно быть кислостойким.
- крепление ручек изделий и элементов декоративного оформления должно быть прочным.
Данные по определению дефектов на изделиях из натрий-кальций, цинковых и химико-лабораторных стекол представлены в (таблице №1.9.)
Для оценки качества по наличию дефектов были подобраны изделия разных методов выработки; выдувные, прессовыдувные, прессованные, по виду термообработки отожженные и закаленные.
Дефекты оценивались по происхождению, размеру, количеству, степени влияния в целом на качество.
1.4.3 Химическая устойчивость химико-лабораторных и натрий-калиевых стекол по отношению к воде
Вода имеет смешанный характер на стекла и является сильнодействующим реагентом. Водостойкость определялась для стекол марок Л-80К, Л-80М и АМК. Это натрий-кальциевые стекла, которые применяются для раствора химико-лабораторной посуды, бытовой кухонной и столовой посуды, в приборостроение медицине. Они содержат повышенное количества двуокиси кремния (SiO2) окиси кальция (CaO) и окиси алюминия (Al2O3).
Исследования показали в (таблице №1.10.) что эти стекла имеют очень высокую химическую устойчивость. Потери веса были навески зерен измельченного стекла были замечены в четвертом знаке после запятой (навеска была 2.0002). Поэтому (по ГОСТ) проведено титрование раствора, в которых проводилось кипячение зерен стекла. В растворе обнаружено наличие калия и натрия.
Испытанные стекла марок Л-80К, Л-80М и АМК выдержали испытания и по количеству расходования соляной кислоты на титрование (0.602-0.604мл/г) соответствуют нормам ГОСТ (0.2-0.8мл/г)
Результаты испытаний стекол на их водостойкость представлены в (таблице №1.10.).
1.4.4 Исследование химической устойчивости химико-лабораторных и натрий-кальциевых стекол
Стекло – материал, имеющий высокую химическую устойчивость к воде, кислотам и щелочам. Щелочи больше разрушают стекло, чем кислоты. В качестве реактивов для определения химической стойкости стекол использовали 20% раствор соляной кислоты 1-3% раствор уксусной и лимонной кислот и 0.4Н раствор едкой щелочи и кальцинированной соды. Химический состав исследуемых известково-натриевых, известково-калиевых и химико-лабораторных стекол приведены в (таблице №1.11.).
Выбор реагентов, время испытаний (кипячение в воде, кислоте, щелочам растворе проводилось учетом вида стекла, состава, его назначения и условий эксплуатации). Определяющим элементом в химической устойчивости стекол является содержание двуокиси кремния, а также содержание редкоземельных оксидов, количество окиси кальция, количество окиси алюминия, которые всегда повышают химическую устойчивость ко всем реагентам. Щелочные окислы металлов (Na2O и K2O) понижают химическую устойчивость стекол.
1.4.5 Исследование химической устойчивости стекол по отношению к кислотам
Испытания проводились по методикам ГОСТ путем кипячения изделий в 20% растворе соляной кислоты в течение 6 часов для химико-лабораторной посуды.
В (таблице №1.12.) представлены
средние значения результатов испытаний кислотоустойчивости. Критерием оценки
была потеря веса образца изделий после испытаний. Потери веса составляли
0.0050-0.0052мг/![]() . По нормам ГОСТ допустимые потери веса (с площади
образца) после кипячения 0.006мг/
. По нормам ГОСТ допустимые потери веса (с площади
образца) после кипячения 0.006мг/![]() .
.
Свидетелем высокой химической устойчивости химико-лабораторной посуды является высокое содержание кремнезема который образует на поверхности стекла изделий пленку двуокиси кремния (SiO2) высокой плотности, которая защищает стекло от разрушения (т.е. от перехода других компонентов стекла в раствор) высокую химическую устойчивость имеет также стекло №5, борное, с содержание борного ангидрида (B2O3) – 12.7 % вес в (таблице №1.11.)
Стекло №3 содержащие окиси кальция (CaO) - 10.0% которая также повышает химическую устойчивость стекол, особенно по отношению к кислотам.
Самая высокая химическая устойчивость оказалась у кварцевого стекла, состоящего из чистого двуокиси кремния (SiO2). Это стекло применяется в приборостроение (испытанное стекло предназначено для изготовления выскоземетров), в электронных (в лампах накаливания), и для разного ассортимента химико-лабораторной посуды.
1.4.6 Химическая устойчивость химико-лабораторных стекол по отношению к щелочам
В качестве объектов были избраны практически те же объекты, что и для определения водостойкости и кислотоустойчивости по отношению к 2Н (двунормальный раствор) содовому раствору (щелочной раствор) путем кипячения в течение двух часов учитывались вес и площадь образцов изделий. В (таблице №1.13.) представлены средние значения щелочеустойчивости стеклянной продукции, как химико-лабораторной посуды (АМК, Л-80, ХЛП) это отожженные стекла, которые кроме прямого назначения применяют и для производства кухонной и чайной посуды.
Потери веса составляли от
0.80 до 1.2мг/![]() . Нормы потерь по ГОСТ 1.1-1.7мг/
. Нормы потерь по ГОСТ 1.1-1.7мг/![]() .
.
По составу испытанная продукция была, в основном из алюмо-боро-силикатных отожженных стекол, а стекла марки АМК- натрикальциевые.
Щелочеустойчивость тем выше, тем больше содержаться в стекле кислотных окислов (SiO, Al2O3, B2O3, CaO) щелочные компаненты: окись калия (K2O) и окись натрия (Na2O) щелочеустойчивость понижают. Поэтому при содержании рецептов стекол всегда строго учитываются назначение изделий, их условия эксплуатация. Положительно влияют на щелчеустойчивость и вцелом на химическую устойчивость, редкоземельные элементы (TiO2 - титана, ZrO2 - циркония, Li2O - лития), которые все чаще вводят в рецептуру промышленных составов стекол.
Таблица №1.13. Химическая устойчивость химико-лабораторных стекол по отношению к щелочам. (Щелочестойкость стекол).
| Группа опытов | Масса образца до испытания г. | Масса образца после испытания г. | Потери массы образца мг. |
Площадь образца |
Потери мг/ |
Среднее арифметическое значение мг/ |
Средние арефмитическое, опытов для стекол | |
| АМК | Л-80 ХЛП | |||||||
| 1 |
1,9057 1,5449 |
1,8930 1,5342 |
12,6 10,7 |
12,64 10,56 |
0,997 1,013 |
1,005 | 1,2 | 1,0 |
| 2 |
1,6473 1,7631 |
1,6362 1,7513 |
11,1 11,8 |
11,18 12,02 |
0,993 0,982 |
0,987 | 0,80 | 0,98 |
| 3 |
1,7223 1,6361 |
1,7107 1,6249 |
11,6 11,2 |
11,91 11,12 |
0,974 1,007 |
0,99 | 1,2 | 1,2 |
|
∗нормы щелочестойкости
химико-лабораторных стекол по ГОСТ 1.1-1.7 мг/ |
||||||||
1.5 Анализ химического состава стекла
Для получения изделий с необходимыми свойствами с учетом их назначения изменяют их химический состав стекла. Так при замене окиси натрия окись калия стекло приобретает повышенный блеск и чистый оттенок, оно более легкоплавкое, формовочные свойства выше, ниже твердость, выше прозрачность .
Известково-калиевые стекла чаще выдувают и применяют для лучших сортов посуды и художественно-декоративных изделий.
Составы стекол для изготовления посуды должны отвечать следующим требованиям:
- иметь хорошую варочную способность и малую склонность к кристаллизации.
- хорошо поддаваться механической и химической обработке.
- иметь выработочные свойства, способствующие высокой производительности, а при выработке изделий сложной конфигурации должно быть обеспечено медленное затвердевание стекломассы в процессе изготовления изделий; иметь достаточную химическую и термическую устойчивость. Свинец и барий содержащие стекла более легкоплавкие, имеют меньше вязкость, медленно затвердевают, поэтому из них можно легко изготавливать изделия сложной конфигурации.
На любом стекольном предприятии главным качеством продукции является точное соблюдение рецепта стекла на всех этапах технологического процесса.
Контроль состава стекла производится на всех этапах: при подготовке сырья, в процессе и после варки стекла, в процессе формирования изделий. В экспериментально-товароведной деятельности контроль состава является предметом идентификации продукции, а при оценке качества состав стекла является важнейшей фактором для установления причин несоответствия товаров, норм, стандартов.
Для химического анализа был избран классический состав известково-натриевого стекла, из которого производится очень широкий ассортимент товаров разного назначения. Ведущие компоненты этого стекла двуокись кремния (SiO2) – главные стеклообразовтель, щелочные компоненты окись натрия (Na2O) – и окись калия (K2O), окись кальция (CaO) в данном стекле 7%, что позволяет повысить химическую и термическую устойчивость особенно это важно для химико-лабораторной посуды, где присутствие таких окислов, как магний (MgO), (B2O3) так же целесообразно и оправдано.
В работе был выполнен химический анализ известково-натриевого стекла марки «Л-80К», из которого производятся множество разных видов изделий, предназначенных для оснащения химических лабораторий, т.е. разная лабораторная посуда: воронки, стаканы, пробирки, мерные цилиндры. Кроме этого данное стекло применяют для изделий в сфере медицины (пипетки, приборы, мед-посуда и т.д.) и для производства бытового назначения (посуды столовой, чайной).
На заводе «Дужная горка» из данного состава стекла в оснавном вырабатывают химико-лабораторную посуду и по мере возможности посуду бытового назначения, это изделия для напитков графины и стаканы.
Названная продукция производится методом выдувания, по виду термообработки отожжения. Периодически химико-лабораторную посуду из стекла «Л-80К» подвергают дополнительной обработке методом закалки края с целью повышения прочности и термической устойчивости. В (таблице №1.14.) представлены химический состав результаты химического анализа стекла «Л-80К».
Таблица №1.14. химический состав и результаты химического анализа стекла «Л-80К».
| ℵ | Сырьевой состав | Наименование окислов | Содержание окислов в % по массе | ||
| заданный | Нормы отклонения | Анализ состава (прибор спектрон) | |||
|
1 2 3 4 5 6 7 |
Кварцевый песок Глинозем Доломит Мел Борная кислота Сода Поташ |
SiO2 Al2O3 MgO CaO B2O3 Na2O K2O |
71.5 2.5 3.0 7.0 1.0 14.0 1.0 |
±1.0 ±0.5 ±0.5 ±0.5 ±0.2 ±0.5 ±0.2 |
70.1 2.54 2.95 7.03 1.40 14.51 1.05 |
| ∗Химический анализ стекла выполнен в лаборатории завода химико-лабораторной посуды приборов «Дружная горка». | |||||
Из (таблицы №1.14.) видно, что результаты анализа выполнены точно, состав стекла имеет отклонения в пределах допустимых норм. Это свидетельствует о соблюдении режимов о подготовки сырьевых материалов согласно рецептов.
Такие результаты подтверждают о соблюдении режима варки стекла, т.к. состав стекла сохраняется. По этим данным можно судить о качестве будущей продукции. При экспертизе качества стеклоизделий необходимо обратить внимание на возможные дефекты в процессе выработки и обработки изделий, особенно термической. При производстве возможны так же изменения оптических и эстетических свойств. Это цветные оттенки в стекле, светопропускание и блеск ниже норм, отклонения линейных размеров изделий, деформация, отклонения в колористических свойствах цветных изделий.
1.5.1 Исследование коэффициента термической (линейного расширения) химико-лабораторных и натрий-калиевых бытовых стекол
Вся продукция из стекол любого химического состава после выработки подвергается термической, механической и химическое обработке. Учитывая, что стеклянные изделия вырабатывают при высоких температурах (температура варки 1300-1500℃, температура выработки изделий 900℃). Прибывая в условиях высоких температурных режимов, в стекле образуются высокие внутренние напряжения, которые направлены на растяжение. Как известно стекло прочнее при сжатии, чем при растяжении. Практически стекло материал непрочный на растяжение. Существует прямая зависимость термических и механических свойств.
Предприятиями отечественной и зарубежное промышленности применяются два вида термической обработки стеклянной продукции: отжиг и закалка. Отжиг стеклоизделий преследует две цели: сведение к минимуму остаточных напряжений и стабилизация структуры стекла с тем чтобы избежать в последующем постепенного изменения его свойств. Резко охлаждая стекло имеет более сильную тенденцию к уменьшению своего объема при комнатной температуре, чем медленно охлажденное. Различные участки изделия охлаждаются с различной скоростью, следовательно формирование свойств стекла будет различным. Особенно это имеет значение для оптических и термостойких стекол. Остаточные напряжения могут достигать очень высоких значений, что приводит к изменению свойств и преждевременному разрушению. Вследствие этого стекла с высокой плотностью, ряд листовых, технических, химико-лабораторных стекол, должны быть отожжены более тщательно чем тарное. Таким образом отжигу подвергают продукцию из известково-натриевых, калиевых это стекла с повышенным К.Т.Р.
В процессе отжига важно выдержать изделия в так называемых критических точках. Это температура 600-700℃ температура размягчения стекла. Затем изделие медленно, плавно охлаждают. Учитывая что остаточные напряжения возникают при быстром переходе стекла из пластичного в твердое состояние и возрастают при увеличении скорости охлаждения изделия выдерживают при температуре 200-300℃.
При отжиге полностью или частично устраняются внутренние напряжения. Полностью снять их практически невозможно. Помехой являются: наличие дефектов неравномерная толщина, метод выработки, состав стекла.
Закалка стекол – операция обратная отжигу, стеклянную продукцию после выработки подвергают резкому охлаждению по специальному режиму. Закалке подвергаются алюмоборосиликатные стекла, кварцевые, ситаллы, т.е. режим закалки позволяет получить стеклянную продукцию с высокими механическими и термическими свойствами. Это правило в одинаковой мере относятся к продукции специального назначения и товарам классов посуда, художественно-декоративнае изделия.
Выбор режима отжига или закалки стекол, выбор метода выработки, обработки продукции, подбор конструкции, формы, использование стекол в качестве покрытий других материалов (металлов-эмалирование, керамики-глазурование) зависимости от коэффициента термического расширения стекла.
Согласно закона стекла :чем ниже К.Т.Р. тем выше термостойкость и прочность продукции. Стекла более высоким значением К.Т.Р. подвергают отжигу, а закалить стекла можно с низким К.Т.Р.
Коэффициент термического расширения определяется либо расчетным методом по А. А. Аппену (формула слагаемости), или измеряется при помощи прибора дилатометра. В экспериментальной практике так же как и в условиях производства используют оба метода параллельно либо по ситуации. В работе были проведены изменения К.Т.Р. для химико-лабораторных и известково-натриевых стекол в заводских условиях при помощи прибора дилатометра.
Учитывается, что к избранным объектом по назначению, условиям эксплуатации требуются повышенные термические и механические свойства: химико-лабораторные стекла имеют свою специфику эксплуатации, а натрий-кальциевые посудные стекла с учетом ухода за ними т.е. механическая мойка посуды потребовала значительной повышенной механической и термической прочности свойств.
Повысить термомеханические свойства стеклянной продукции любого назначения без учета коэффициента термического назначения невозможно. В работе для измерения К.Т.Р. были избранны стекла марок ХС, АБ-1, НС-3, боросиликатные «пирекс», Л-80К, АМК, изготовитель «Химлаборприбор» Москва и известково-натриевые посудные стекла . результаты измерений К.Т.Р. представлены в (таблице №1.15.)
Из (таблицы №1.15.)
видно, что наиболее высокая термостойкость оказалось у стекла
алюмоборосиликатных марок: АБ-1 и НС-3. Из них вырабатывают химико-лабораторную
и кухонную посуду для приготовления пищи. Эти стекла содержат в своем составе
повышенное количество окиси алюминия, борного ангидрида и двуокиси кремния. Эти
окислы понижают коэффициент термического расширения. По результатам измерений
их К.Т.Р. равен от 63-67 и 84-88 ℒ*![]() ℃ в то же время как К.Т.Р.
известково-натриевых гораздо выше 90-95 ℒ*
℃ в то же время как К.Т.Р.
известково-натриевых гораздо выше 90-95 ℒ*![]() ℃. Стекла с более низким К.Т.Р.
выдерживают резким закалкам, т.е. режим резких перепадов температур, что
позволяет получить продукцию с повышенными термическими и механическими
свойствами.
℃. Стекла с более низким К.Т.Р.
выдерживают резким закалкам, т.е. режим резких перепадов температур, что
позволяет получить продукцию с повышенными термическими и механическими
свойствами.
Стекла классически отожженные и отоженые с дополнительной термообработкой марок, указанных в таблице выдержали испытания по нормам ГОСТ (не ниже 120℃),но фактически на предприятии «Дружная горка» проводят испытания на термостойкость химико-лабораторной посуды при перепадах температур 160-20℃ а посуду из известково-натриевых стекол пр перепаде температур 125-130-20℃ изделия названные условия выдерживают. Это объясняется освоением на предприятии рациональных новых рецептов стекол, усовершенствованием режимов варки и методов выработки. На предприятие внедрены новые методы термической и механической обработки изделий: это рациональное конструирование, применение дополнительной термической обработки (частичная закалка, закалка края, производство изделий с минимальным количеством дефектов особенно стекломассы). То есть затрудняют снять внутрение напряжение стекла. Большое значение имеет равномерность толщены стенок изделий.
На базовом предприятие, подобно мировой практике усовершенствованы методы выдувания и прессовыдувания изделий наложен контроль размерных показателей с целью производства изделий имеющих равномерную толщину стенок и отсутствие деформации.
Из выполненной экспериментальной работы по исследованию химической устойчивости натрий-кальциевых и химико-лабораторных стекол, определению химического состава стекла, измерению коэффициента термического расширения можно сделать следующие выводы:
В экспериментальной части работы дан анализ конкретных составов стекол натрий-кальциевых и алюмоборосиликатных стекол.
Проведен химический анализ химико-лабораторного стекла Л-80, АМК, при помощи прибора спектрона определено количество входящих окислов металлов: SiO2 - керамзим, Na2O - оксид натрия, K2O - оксид калия, CaO - оксид кальция, Al2O3-оксид алюминия, B2O3 – оксид бора.
Владения опытом и знаниями выполненных подобных анализов стекол име ет очень большое значение в работе эксперта.
Определение химическое устойчивости стеклянной продукции из натрий-кальциевых и химико-лабораторных стекол по отношению к воде, кислотам и щелочным растворам по методикам ГОСТ.
Химическая устойчивость химико-лабораторных стекол по всем значениям несравненно выше, чем у натрий кальциевых. В целом химическая устойчивость продукции выше в кислых средах, чем в щелочных. Наиболее высокая химическая устойчивость у кварцевых стекол.
Проведены измерения коэффициента теоретическими расширения для стекол разного состава как химико-лабораторных так и натрий-кальциевых. В качестве объектов были избраны конкретные марки и составы стекол.
Стекла натрий-кальциевые имеют более высокий К.Т.Р. чем алюмоборосиликатные. Наиболее низкий К.Т.Р. у кварцевых стекол.
Полученные результаты согласуются с термическими и данными исследований других авторов, относительно взаимосвязи К.Т.Р. термостойкости и прочности разных видов стеклопродукции с понижением К.Т.Р. термомеханические свойства изделий повышаются.
Дан анализ дефектам стекломассы выработки и обработки изделий из стекол разного химического состава разных методов выработки и обработки по методикам ГОСТ.
Раздел 2. Экономическая часть
1 Открытое акционерное общество «Завод Химико-лабораторной посуды и приборов» успешно работает на российском рынке с 1801 года. ОАО «Завод Химико-лабораторной посуды и приборов» занимается розничной продажей посуды из стекла.
2 Целями деятельности Общества являются расширение рынка товаров и услуг, а также извлечение прибыли.
В 1992 году завод вышла на зарождающийся российский рынок посуды и товаров хозяйственного назначения. Пережив вместе с Россией все взлеты и спады, которые наблюдались в стране в этот период, компания смогла найти верный путь развития и успешно развивается в современных реалиях бизнеса.
Динамика рынка диктует необходимость перехода от локальных, несистемных действий к созданию широкой общероссийской системы дистрибьюции посуды и хозяйственных товаров.
Завод является дистрибутором основных российских предприятий по производству посуды и хозяйственных товаров. Сегодня компания «Завод Химико-лабораторной посуды и приборов» является крупнейшим в России дистрибутором посуды и хозяйственных товаров.
Основными составляющими залога успешной работы являются:
1. Прямое сотрудничество с российскими и зарубежными производителями, что позволяет быстро реагировать на все изменения рыночной конъюнктуры и, тем самым, удовлетворять все, даже самые специфичные, запросы клиентов;
2. Конкурентоспособные цены и гибкая система скидок;
3. Высококвалифицированный персонал;
4. Развитая логистическая инфраструктура (более 15000 кв.м. складских площадей, современный распределительный центр)
«Завод Химико-лабораторной посуды и приборов » на сегодняшний день имеет лидирующие позиции на Российском рынке посуды и хозяйственных товаров. ОАО «Завод Химико-лабораторной посуды и приборов» является крупнейшим дилером ведущих отечественных и зарубежных производителей.
Завод ориентирована в работе на максимальное удовлетворение запросов клиентов и во взаимном партнерстве. Готовы предоставить клиентам индивидуальные условия сотрудничества, учитывающие все их потребности и пожелания, гибкую систему скидок и дифференцированный подход к системе оплаты.
Еще несколько лет назад посудный рынок был скудным и однообразным, и чуть ли не 90% продаваемой на нем столовой посуды приходилось на долю продукции французской компании ARC International, производителя посуды под марками Luminarc, Arcopal, Arcoroc.
Как считают специалисты, на сегодняшний день российский рынок посуды из стекла сформировался. Если в ближайшее время на нем и произойдут какие-то заметные перемены, то связано это будет скорее с ротацией ассортимента и перераспределением сил крупных игроков на этом рынке.
Посуду из закаленного стекла теснит более дорогой, эксклюзивный товар из фарфора и хрусталя. Если главными критериями выбора для потребителя в разное время были цена, ассортимент и качество, то теперь на первом месте стоит совокупность всех этих факторов. Красота приходит на смену практичности. Рынок стал настолько емким и разнообразным, что удивить избалованного богатым ассортиментом потребителя чем-то новеньким практически невозможно.
В целом, емкость российского рынка посуды из стекла можно оценить достаточно условно, поскольку он является одной из составляющих рынка товаров для дома, и отдельно его никто и никогда не оценивал. Впрочем, по подсчетам объем рынка посуды составляет $550-600 млн.
На сегодняшний день практически все известные европейские бренды присутствуют на российском рынке и представлены «Завод Химико-лабораторной посуды и приборов». Однако в силу культурных особенностей и традиций, те или иные их товарные группы не достаточно хорошо представлены. Российский рынок имеет свою специфику, поэтому при выборе ассортимента приходится дистанцироваться от европейских и собственных вкусов и полагаться скорее на интуицию и знание специфики российского менталитета.
Сегодня на российском рынке стеклянной посуды наиболее широко представлены 3 посудные компании: ARC International (Франция), Bormioli Rocco (Италия) и Pasabahce (Турция). На них приходится максимальный объем продаж не только в России, но и на рынках всего мира. Но безусловным лидером на протяжении уже 10 лет есть и остается ARC International. Поэтому ОАО «Завод Химико-лабораторной посуды и приборов» предлагает потребителю по приемлемым ценам широкую линейку посуды ARC International, от питьевого стекла до салатников. Уже сейчас в ассортименте достаточно широко представлена керамика. В основном, это безымянный товар, который везут из Китая, Польши, Чехии, Испании, Португалии, Франции и Бразилии.
Компания определила для себя ценовую категорию товара и старается ее придерживаться, работая для своего покупателя.
Ценовая политика предприятия отвечает среднерыночным ценам. Специалисты ОАО «Завод Химико-лабораторной посуды и приборов» регулярно проводят мониторинг изменения цен и корректируют цены на продукцию, с учетом колебаний рынка.
Для того, чтобы сделать ценовую политику наиболее комфортной для клиента, было решено не выходить за пределы средней рыночной цены на аналогичный продукт — для того, чтобы при выборе производителя, клиент мог ориентироваться исключительно на качество продукции.
Конкуренции среди крупных компаний, безусловно, существует. Во многом она ценовая и ассортиментная. Самая большая посудно-подарочная сеть из 39 магазинов, включая франчайзинговые, принадлежит "Красному Кубу". Концерн "РАМО" в настоящее время владеет сетью магазинов под маркой "Ножи Золинген" и "Японский Фарфор". Однако, если магазины "Красного Куба" и "ДП Трейд" ориентированы на продажу товаров средней ценовой категории, то "РАМО" изначально позиционировал свои, как дорогие металло-фарфоровые. Среди крупных розничных операторов, можно также назвать сети "Мульти" и "Домино" - в каждой более 10 магазинов. В отличие от вышеназванных компаний, они осуществляют прямые поставки товаров исключительно для собственных магазинов.
Завод Химико-лабораторной посуды и приборов начинал свою трудовую деятельность с оптовых продаж и позже обзавелась собственной розницей.
Столовая посуда - одна из важнейших деталей в зале ресторана и кафе. Она способна придать праздничную атмосферу даже перекусу, не говоря уже об ужине.
Следуя этой тенденции, московская компания ведет эксклюзивные поставки на российский рынок оригинальной коллекции столовой посуды и предметов сервировки немецкой компании. Коллекция предметов сервировки включает в себя более 200 различных изделий: от колец для салфеток, подсвечников, чайфинг-диш до икорниц и наборов для специй.
На петербургском рынке появилось несколько новых марок эксклюзивной профессиональной столовой посуды для ресторанов от немецких и итальянских производителей.
2.1 Показатели динамики товарооборота
По разным оценкам,
емкость российского рынка посуды в целом в ближайшее время увеличится на 20 -
40% и приблизится в денежном выражении к $1 млрд., из этой суммы около половины
придется на столовую посуду.
Таблица №2.1. Показатели динамики товарооборота ОАО «Завод Химико-лабораторной посуды и приборов»
| Годы | Товарооборот в фактических ценах, тыс. руб. | Темпы роста товарооборота в фактических ценах, % | |
| цепные | базисные | ||
| 2005 (0) | 69061 | - | - |
| 2006 (1) | 90551 | 31.1% | 31.1% |
| 2007 (2) | 126368 | 39.5% | 82.9% |
| 2008 (3) | 128801 | 1.9% | 86.5% |
| 2009 (4) | 129160 | 0.2% | 87% |
Тц1 =![]() * 100%=31.1%
* 100%=31.1%
Тц2 =![]() * 100%=39.5 %
* 100%=39.5 %
Тц3 =![]() * 100%=1.9%
* 100%=1.9%
Тц4 =
![]() *
100%=0.2 % Тб1 =
*
100%=0.2 % Тб1 =![]() * 100%=31.1%
* 100%=31.1%
Тб2 =
![]() *
100%=82.9 %
*
100%=82.9 %
Тб3 =
![]() *
100%=86.5 % Тб4 =
*
100%=86.5 % Тб4 = ![]() * 100%=87 %
* 100%=87 %
Данные таблицы 2.1 свидетельствуют о том, что на протяжении последних анализируемых 4-х лет сформировалась тенденция к росту объема продаж. В действующих ценах товарооборот магазина увеличивался как относительно предыдущего года, так и относительно года базисного (2005 года).Так же тенденция наблюдается в отделе посуды.
Тn![]() 2007 =
2007 = ![]() *100% =
*100% = ![]() *100% =126368
*100% =126368
Тn![]() 2008 =
2008 = ![]() *100% =
*100% = ![]() *100% =90641.09
*100% =90641.09
Таблица №2.2 – Анализ динамики общего объема товарооборота ОАО «Завод Химико-лабораторной посуды и приборов» и оборота по реализации хрустальных изделий.
| Наименования показателя | Годы | Отклонения | Темп изменения % | ||||
| 2007 | 2008 | 2009 | 2009 от 2007 | 2009 от 2008 | 2009 от 2007 | 2009 от 2008 | |
| 1.Общий объем товарооборота предприятия в действующих ценах, тыс. руб. | 126368 | 128801 | 129160 | +2792 | +359 | 102.2 | 100,2 |
| 2.Оборот по реализации хрустальных изделий в действительных ценах, тыс. руб. | 5183.5 | 6865.7 | 7595,58 | +2412,58 | +729,88 | 146,5 | 110,6 |
| 3.Индекс цен цепной, % | 139.5 | 101.9 | 100.2 | -39,3 | -1,7 | 71,8 | 98,3 |
| 4.Индекс цен базисный, % | 100,0 | 142.1 | 139.7 | +39,7 | -2,4 | 139,7 | 98,3 |
| 5.Общий объем товарооборота предприятия в сопоставимых ценах, тыс. руб. | 126368 | 90641.09 | 92455.26 | -33912,74 | 1814,17 | 73,1 | 102 |
| 6.Оборот по реализации хрустальных изделий в сопоставимых ценах, тыс. руб. | 5183.5 | 4828,19 | 5437,06 | 253,56 | 608,87 | 104,8 | 112,6 |
| 7.Удельный вес реализации хрустальных изделий в общем объеме товарооборота предприятия, % | 37.8 | 35,9 | 36,4 | -1,4 | +0,5 | 96,2 | 101,3 |
Тm![]() 2007 =
2007 = ![]() *100% =
*100% = ![]() *100% =5183,5
*100% =5183,5
Тm![]() 2008 =
2008 = ![]() *100% =
*100% = ![]() *100% =4828,19
*100% =4828,19
Тm![]() 2009 =
2009 = ![]() *100% =
*100% = ![]() *100% =5437,06
*100% =5437,06
На основе данных таблицы 2.2 можно сделать вывод о том, что несмотря на рост товарооборота в действующих ценах на протяжении последних 3-х лет, наблюдается снижение товарооборота в 2009 году по сравнению с 2007 годом как в целом по предприятию ОАО «Завод Химико-лабораторной посуды и приборов» (на 10,9 %), так по реализации в отделе хрустальных изделий (на 12,7 %), и увеличение товарооборота в 2009 году по сравнению с 2008 годом по ОАО «Завод Химико-лабораторной посуды и приборов» на 13,5 %, по реализации моющих средств на 16,3 %.
Кроме того, следует отметить, что удельный вес в общем товарообороте магазина от реализации хрустальных изделий в 2009 году уменьшился по сравнению с 2007 годом на 2,2 %,а по сравнению с 2008 годом – увеличился на 2,5 %.
Взаимосвязь между тенденциями развития товарооборота ОАО «Завод Химико-лабораторной посуды и приборов» и в отделе хрустальных изделий можно проследить с помощью коэффициента эластичности (таблица №2.3).
Кэл![]() 2009/07 =
2009/07 = ![]() :
:![]() =
= ![]() :
:![]() = 1,28
= 1,28
Кэл![]() 2009/08 =
2009/08 = ![]() :
:![]() =
= ![]() :
:![]() = 1,09
= 1,09
Кэл![]() 2009/07 =
2009/07 = ![]() :
:![]() =
= ![]() :
:![]() = 1,02
= 1,02
2.2 Расчет коэффициента эластичности по отделу
Таблица №2.3 – Расчет коэффициента эластичности по отделу хрустальных изделий магазина ОАО «Завод Химико-лабораторной посуды и приборов»
| Показатели | Годы | Коэффициент эластичности | |||
| 2007 | 2008 | 2009 | 2009 от 2007 | 2009 от 2008 | |
| Общий объем товарооборота предприятия в действительных, ценах, тыс. руб. | 126368 | 128801 | 129160 | 1,28 | 1,09 |
| Оборот по реализации хрустальных изделий в действительных ценах, тыс. руб. | 5183,5 | 6865,7 | 7595,58 | 1,28 | 1,09 |
| Общий объем товарооборота предприятия в сопоставимых ценах, тыс. руб. | 126368 | 90641,09 | 92455.26 | 1,02 | 1,11 |
| Оборот по реализации хрустальных изделий в сопоставимых ценах, тыс. руб. | 5183,5 | 4828,19 | 5437,06 | 1,02 | 1,11 |
Данные (таблицы №2.3.) свидетельствуют о том, что оборот реализации по отделу Хрустальные изделия влияет на общий объем товарооборота магазина, как по общему уровню цен, так и по физическому объему продаж. Причём наблюдается увеличение в 2009 году относительно 2007 года, но уменьшение относительно 2008 года.
Анализируя оборот реализации изделий из стекла отдела хрустальных изделий необходимо учитывать также сезонные колебания продажи изделий из стекла (таблица №2.4, рисунок №2.1.).
2.3 Расчет квартальных индексов сезонности товарооборота
Таблица №2.4 – Расчет квартальных индексов сезонности товарооборота отдела «Бытовая химия»
| Кварталы | Объем товарооборота, Ti, тыс. руб. | Сезонные колебания, C3i, % | Индексы сезонности, Yi, % | ||||
| 2007 | 2008 | 2009 | 2007 | 2008 | 2009 | ||
| I квартал | 1583,1 | 2836,2 | 2005,13 | 122,1 | 65,2 | 105,5 | |
| II квартал | 1550,2 | 1500,1 | 2265,3 | 119,6 | 87,3 | 119,2 | |
| III квартал | 1050,1 | 1529,2 | 1826,11 | 81,1 | 89,1 | 96,1 | |
| IV квартал | 1000,1 | 1000,2 | 1499,04 | 77,1 | 58,2 | 78,9 | |
| Итого: | 5183,5 | 6865,7 | 7595,58 | 400,0 | 400,0 | 400,0 | 400,0 |
| Среднеквартальный товарооборот , Tij | 1295,87 | 1716,42 | 1898,89 | х | х | х | х |
СЗi2007 I = ![]() *100 % = 122,1% СЗi2007 II =
*100 % = 122,1% СЗi2007 II = ![]() *100 % = 119,6%
*100 % = 119,6%
СЗi2007 III = ![]() *100 % = 81,1 % СЗi2007 IV =
*100 % = 81,1 % СЗi2007 IV = ![]() *100 % = 77,1 %
*100 % = 77,1 %
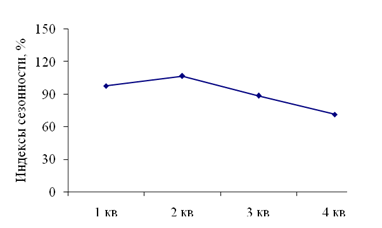 Кварталы
Кварталы
Рисунок №2.1. – Квартальные индексы сезонности отдела хрустальные изделия.
На основе данных (таблицы 2.4 и рисунка 2.1) можно сделать вывод о том, что реализация изделий из стекла заметно понизилась возможно из-за долговечности товара который может храниться годами но наибольший объем товарооборота характерен для I и II квартала. Это необходимо учитывать при планировании товарооборота, организации закупок товара и труда работников магазина.
Таблица №2.5. На заключительном этапе анализа товарооборота следует выявить влияние на него факторов, связанных с наличием товарных ресурсов.
| Наименование показателей | Условные обозначения | 2008 год | 2009 год | Отклонение | Влияние на товарооборот | |
| 1. Запасы товаров на начало, тыс. руб. | Зн | 20920 | 26883 | 5963 | положительное | |
| 2. Поступление товаров, тыс. руб. | П | 135564 | 124362 | -11202 | отрицательное | |
| 3. Прочее выбытие товаров, тыс. руб. | В | 800 | 360 | +440 | положительное | |
| 4. Запасы товаров на конец, тыс. руб. | Зк | 26883 | 25725 | +1158 | отрицательное | |
| 5. Товарооборот, тыс. руб. | Р | 128801 | 125160 | -3641 | – |
Зн2008 < Зн2009 (20920 < 26883) => влияние на товарооборот положительное,
П2008 > П2009 (135564 > 124362) => влияние на товарооборот отрицательное,
В2008
> В2009 (800 > 360) => влияние на товарооборот положительное,![]() Зк2008 > Зк2009 (128801 >125160) => влияние
на товарооборот отрицательное.
Зк2008 > Зк2009 (128801 >125160) => влияние
на товарооборот отрицательное.
Недостатком использования поступающих в предприятие товарных ресурсов является их неполное вовлечение в товарооборот, что явилось следствием завоза в магазин товаров, имеющих высокую цену, что снижало спрос покупателей на них, нарушением ритмичности отгрузки товаров поставщиками, связанными с магазином договорными обязательствами.
Режим работы и торговая площадь магазина не изменились по сравнению с отчетным годом. Следовательно, материально-техническая база не повлияла на товарооборот.
Прогноз общего объема товарооборота магазина рассчитывается как сумма продаж отдельных товарных групп. Базой для такого расчета служат маркетинговые исследования, основанные на глубоком изучении происходящих социально-экономических изменений, анализе товарооборота за прошлые годы, тщательном учете перспектив развития всех отраслей народного хозяйства, изменений в спросе населения на различные товары.
Раздел 3. Торгово-технологическое оборудование
ОАО «Завод Химико-лабораторной посуды и приборов» занимается оптовой и розничной продажей посуды из стекла.
ОАО «Завод Химико-лабораторной посуды и приборов» предлагает потребителю по приемлемым ценам широкую линейку посуды ARC International, от питьевого стекла до салатников (таблица 1). Уже сейчас в ассортименте достаточно широко представлена керамика. В основном, это безымянный товар, который везут из Китая, Польши, Чехии, Испании, Португалии, Франции и Бразилии.
Колбы упаковывают в картонную или гофрированную тару с гнёздами, в пакеты из упаковочной бумаги или термоусадочной плёнки, в футляры и рекламные коробки. С надписями «Верх», «Не кантовать», «Не переворачивать», «Не бросать», «Осторожно, стекло». Коробки имеют перегородки (для фужеров, рюмок), предварительно завертывают в мягкую бумагу. Колбы завертывают в бумагу попарно, прокладывая бумагу между донышками изделий. Комплектные изделия помещают в одну коробку или один пакет. Сувенирные и подарочные изделия не обёртывают в бумагу, а укладывают в специально художественно оформленные коробки. Бумажные пакеты, перевязанные шпагатом, имеют наклеенную этикетку или нанесенный штамп с указанием основных маркировочных данных, описанных выше. Каждая партия изделий сопровождается паспортом, в которой указывают: дату выдачи паспорта, число изделий, номер МРТУ или ТУ, отметку ОТК о соответствии изделия МРТУ или ТУ.
Колбы доставляют – на автомашине «Газ-3302 (Газель)»
Технические характеристика «Газ-3302»
| Наименование | Значение |
| Грузоподъемность | До 2000 кг. |
| Максимальный объем фургона |
18 |
| Высота платформы | 1300 см |
| Обшивка фургона | металлическая |
Тара и упаковка должны соответствовать требованиям действующих ГОСТ, ТУ и обеспечивать сохранность товара при перевозке и хранении.
Колбы принимают партиями. Партией считается определенное число и изделий одного ассортимента из стекла одного вида. Результаты приемки партии должны быть подтверждены отделом технического контроля, бухгалтерии накладными бумагами с сертификатами.
Разгрузка колб осуществляется с помощью грузчиков на тележки PH-3004, ТПО-150С (тележка с сетчатыми бортами).
Техническая характеристика тележки РН-3004
| Наименование | Значение |
| Грузоподъемность | 300 кг. |
| Размер | 915х615х915 см. |
| Диаметр колес | 200 мм. |
Техническая характеристика тележки ТПО-150С (тележка с сетчатыми бортами).
| Наименование | Значение |
| Грузоподъемность | 300 кг. |
| Размер | 500х800х700 см. |
| Диаметр колес | 150 мм. |
Для проверки соответствия изделий требованиям настоящего стандарта проводят приемочный контроль.
План и порядок проведения приемочного контроля устанавливают по ГОСТ 18242. Значение приемочного уровня дефектности — 4,0 %. от партии.
Норма потерь (боя) при транспортировке составляет 1,8%, ответственность за сверхнормативный бой лежит на Перевозчике.
Транспортная маркировка — по ГОСТ 14192 с нанесением манипуляционного знака «Хрупкое — осторожно». Допускается наносить изображение манипуляционного знака на этикетку, предназначенную для маркировки тары.
Далее колбы на тележках РН3004 или ТПО-150С поступают на склад где грузчиками выкладывают на стеллажи «модуль-В» и «модуль-С»
Техническая характеристика стеллажа «модуль-В»
| Наименование | Значение |
| Высота | 500/1000/1200/1500/1800/2000/2300/2500 мм. |
| Ширина | 700/1000/1500 мм. |
| Вес | 29 кг. |
| Вес на полку | До 120 кг. |
| Глубина | 300/400/500/600/800 мм. |
Техническая характеристика стеллажа «модуль-С»
| Наименование | Значение |
| Количество полок | 4 шт. |
| Высота секции | 200 см. |
| Длина секции | 113 см. |
| Ширина секции | 50 см. |
| Нагрузка на полку | До 200 кг. |
Колбы хранят в сухих закрытых помещениях, защищая их от атмосферных осадков. Не следует допускать прямого попадания солнечных лучей на изделия.
Продолжительное хранение в сырых помещениях может вызвать потерю блеска и прозрачности стекла. В связи с тем, что изделия из стекла — бьющийся товар, при переноске, укладке и т. д. обращаться с ним нужно осторожно. Хранить тяжелые изделия следует на нижних полках, находящихся на высоте 15 - 20см. от пола , средние и легкие — на верхних.
Далее колбы поступает в торговый зал на тележках из склада на тележках РН-3004, ПТО-150С. Где выкладывают на стеллажи «Белоснежка-14» и «Белоснежка-10».
Техническая характеристика стеллажа «Белоснежка-14».
| Наименование | Значение |
| Размер | 2320/800/800 мм. |
| Вес | 40 кг. |
| Нагрузка на полку | До 100 кг. |
Техническая характеристика стеллажа «Белоснежка-10».
| Наименование | Значение |
| Размер | 2300/980/350 мм. |
| Вес | 60 кг. |
| Нагрузка на полку | До 100 кг. |
Далее товар поступает на рассчетно-кассовый узел. В данном магазине стоит кассовый бокс, детектором банкнот, рассчетно-кассовый узел с компьютером и сканером.
Техническая характеристика кассового бокса «Stream-XL»
| Наименование | Значение |
| Товаронакопитель | 770 мм. |
| Корпус | 560 мм. |
| Место для выкладки товара | 1600 мм. |
| Длина ленты | 150 мм. |
| Размер | 2900/1100/870 мм. |
Техническая характеристика детектора валют: PRO-1500 IR.
| Наименование | Значение |
| Детекция | Инфракрасная |
| Мощность лампы | 10 Вт. |
| Потребляемая мощность | 20 Вт. |
| Питание | 12В. .220В |
| Габариты | 152/260/180 мм. |
| вес | 1.25 кг. |
Техническая характеристика расчетно-кассового узла POS-система ШТРИХ-miniPOS
| Наименование | Значение |
| Дисплей | TFT-LCD 6.4’ |
| Размер | 500/600/150 мм. |
| Считыватель магнитных карт | 1 дорожка |
| Вес | 25 кг. |
В корпус POS-системы встроены следующие устройства ввода-вывода информации:
клавиатура на 55 клавиш (23 кнопочные и 32 плёночные, которые в программе кассира могут использоваться как "горячие", например, для быстрого доступа к PLU) считыватель магнитных карт (дорожки 1 и 2) 7-сегментный дисплей покупателя (10 разрядов)
Так же имеет возможность подключения к компьютеру.
После всех операций выдается чек и товар полностью реализован.
В данном случае оборудование является современным и в улучшение не нуждается.
Раздел 4. Охрана труда
Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических, лечебно-профилактических мероприятий и средств обеспечения безопасности, сохранения здоровья и работоспособности человека в процессе труда.
Требования санитарных норм являются обязательными при проектировании, реконструкции и эксплуатации всех отраслей промышленности.
Санитарные нормы проектируемых предприятий (СН 245-71) устанавливают требования к технологическим процессам и применяемому оборудованию, а так же требования по предупреждению по предупреждению загрязнения окружающей среды – воздуха, воды, почвы промышленными предприятиями.
Контроль и упаковка стеклоизделий.
Контроль качества стеклотары – осмотр и проведение измерений на соответствие государственным стандартам и техническим условиям. Разработаны конструкции автоматических контролирующих устройств, позволяющих определять основные размеры стеклоизделий (высоту, диаметр горла, толщину стенок и дна), а также обнаруживать отдельные пороки.
К работе в качестве грузчика допускаются мужчины и женщины (кроме подростков до 16 лет). Лица моложе 18 лет могут быть допущены к погрузке и выгрузке (без применения транспортных и грузоподъемных машин) только легковесных грузов, относящихся по степени опасности к I группе (стройматериалы, товары широкого потребления, овощи и другие навалочные, тарно-упаковочные и штучные грузы).
- На рабочем месте работник получает первичный инструктаж по безопасности труда и проходит: стажировку; обучение устройству и правилам эксплуатации подъемно-транспортного оборудования; курс по санитарно-гигиенической подготовке со сдачей зачета; проверку знаний в объеме I группы по электробезопасности (при использовании оборудования, работающего от электрической сети), теоретических знаний и приобретенных навыков безопасных способов работы.
Инструктаж – Работники торгового предприятия проходят инструктаж у инженера по охране труда. Инструктаж бывает:
Вводный его должны проходить все принятые рабочие на постоянной или временной основе. Где расписываются в журнале регистрации вводного инструктажа. Проводится минимум 1 раз в год
Первичный проводиться перед началом самостоятельной работы. После инструктажа работник расписывается в журнале регистрации инструктажа на рабочем месте о том что он ознакомлен.
Внеплановый проводится в случае когда появляются новые законодательством об охране труда или технологический процесс.
Целевой сотрудник проходит его если нужно выполнить разовые работы (ликвидация аварии, стихийное бедствие и т.п.).
После прохождения инструктажа работник ознакомленный с техникой безопасности расписывается в журнале.
Ежегодно должно проходить обучение и проверка знаний по охране труда у лиц выполняющие работы с повышенной опасностью.
4.1 Требования к воздуху рабочей зоны
Согласно требованиям госта: ГОСТ 12.1.005-88 включает в себя. Настоящий стандарт распространяется на воздух рабочей зоны предприятий народного хозяйства. Стандарт устанавливает общие санитарно-гигиенические требования к показателям микроклимата и допустимому содержанию вредных веществ в воздухе рабочей зоны. Требования к допустимому содержанию вредных веществ в воздухе рабочей зоны распространяются на рабочие места независимо от их расположения (в производственных помещениях, в горных выработках, на открытых площадках, транспортных средствах и т.п.).
Требования к микроклимату не распространяются на рабочие места в подземных и горных выработках, в транспортных средствах, животноводческих и птицеводческих помещениях, помещениях для хранения сельскохозяйственных продуктов, холодильниках и складах.
Производственные помещения – замкнутые пространства в специально предназначенных зданиях и сооружениях, в которых постоянно (по сменам) или периодически (в течение рабочего дня) осуществляется трудовая деятельность людей.
Рабочее место – участок помещения, на котором в течение рабочей смены или части ее осуществляется трудовая деятельность. Рабочим местом может являться несколько участков производственного помещения. Если эти участки расположены по всему помещению, то рабочим местом считается вся площадь помещения.
Температура воздуха для рабочей группы IIб условий труда.
Холодный период года – среднесуточной температурой воздуха в помещении
ровна 20![]() относительной влажности 50% и скоростью ветра 0.1м/с.
Что входит в нормы от +17…+23
относительной влажности 50% и скоростью ветра 0.1м/с.
Что входит в нормы от +17…+23![]() , относительной влажности до75% и скоростью ветра не
более 0.1 м/с.
, относительной влажности до75% и скоростью ветра не
более 0.1 м/с.
Теплый период года – среднесуточной температурой воздуха ровна +25 ![]() относительной влажностью воздуха 55% и скоростью
ветра 0.3 м/с. Что входит в нормы от +17…+29
относительной влажностью воздуха 55% и скоростью
ветра 0.3 м/с. Что входит в нормы от +17…+29![]() , относительной влажностью воздуха до 65% и скоростью
ветра от 0.2-0.4 м/с.
, относительной влажностью воздуха до 65% и скоростью
ветра от 0.2-0.4 м/с.
Колебания температуры воздуха по горизонтали в рабочей зоне, а также в течение смены допускаются до 4°С - при легких работах, до 5°С - при средней тяжести работах и до 6°С - при тяжелых работах, при этом абсолютные значения температуры воздуха, измеренной на разной высоте и в различных участках помещений в течение смены, не должны выходить за пределы допустимых величин
Разграничение работ по категориям – осуществляется на основе интенсивности общих энерготрат организма в ккал/ч (Вт). Характеристика категорий работ (Iа, Iб, IIа, IIб, III). Представлены в таблице 1.
IIб - энергозатраты (233—290/201 - 250 ккал/ч). Работы связанные с ходьбой, перемещением и переноской тяжестей до 10 кг и сопровождающиеся умеренным физическим напряжением (ряд профессий в механизированных литейных, прокатных, кузнечных, термических, сварочных цехах машиностроительных и металлургических предприятий и т.п.)
Скорость движения воздуха в теплый период года соответствует максимальной температуре воздуха, меньшая минимальной температуре воздуха. Для промежуточных величин температуры воздуха скорость его движения допускается определять интерполяцией; при минимальной температуре воздуха скорость его движения может приниматься также ниже 0,1 м/с – при легкой работе и ниже 0,2 м/с – при работе средней тяжести и тяжелой.
Согласно ГОСТу концентрация вредных веществ в воздухе и пыли в пределах нормы. Упаковочной тары (бумажной) с добавлением красителей.
Представленной (таблице №4.1.).
Тблица №4.1. Предельно допустимые концентрации вредных веществ и пыли в воздухе рабочей зоны предприятий торговли.
| Товарная группа | Наименование вещества |
Велечина ПДК мг/ |
Класс опасности | Особенности действия на организм. |
|
Бумажная упаковка (пыль). |
-Формальдегид -Этилацетат -Стирол -Циклогексанон -Пыль (раст. и живот. происхождения с примесью) -Аммиак |
0.5 200 30/10 10 4 20 |
2 4 3 3 4 4 |
О,А А,Ф - - - - |
4.2 Требования к микроклимату и вентиляции на рабочих местах
В данном магазине стоят кондиционеры для поддержки оптимального микроклимата и приточно-вытяжная вентиляция.
Измерения показателей микроклимата должны проводиться в начале, середине и конце холодного и теплого периода года не менее 3 раз в смену (в начале, середине и конце). При колебаниях показателей микроклимата, связанных с технологическими и другими причинами, измерения необходимо проводить также при наибольших и наименьших величинах термических нагрузок на работающих, имеющих место в течение рабочей смены.
Требования к одежде - из натуральных материалов дающая комфорт телу. Ее теплоизоляционные свойства оценивают на основе измерений диффузии тепла в одежде и измеряют в специальных единицах КЛО (от англ. clothes - одежда). Определение КЛО как единицы теплоизоляции гласит: это количество теплоизолирующего материала, необходимое для поддержания средней температуры кожи, равной 33 0С, у спокойно сидящего человека (интенсивность обмена веществ, теплопродукция равна 58 Вт/м2) при температуре воздуха + 21 0С, влажности 50 % и скорости движения воздуха 0,1 м/с.
Теплоизоляция одежды, равная одному КЛО, соответствует комплекту одежды из мужского легкого костюма и нижнего белья. Для летнего легкого дамского платья оценка теплоизоляции составляет 0,5 КЛО, для демисезонного пальто - 2-3 КЛО, для меховой одежды 4-6 КЛО, а вот костюм полярника уже соответствует 8 КЛО. Установлено, что понижение теплового сопротивления одежды только на 0,1 КЛО соответствует повышению оптимальной температуры воздуха на 0,6-0,7 0С. Показатель теплоизоляции одежды (в единицах КЛО) часто используется при оценке влияния микроклиматических условий на организм человека.
Вентиляция помещений расположена по диагонале помещения для наибольшей вентиляции благодаря такому методу поступаемый поток воздуха нагоняемый вентиляторами лучше вентилирует проходя через все помещение. Таким образом вентиляция наиболее эффективна в помещениях.
4.3 Требования к освещению рабочих мест
При освещении производственных помещений используют естественное освещение, создаваемое светом неба, проникающим через световые проемы в наружных ограждающих конструкциях, искусственное, осуществляемое электрическими лампами и совмещенное, при котором недостаточное по нормам естественное освещение дополняется искусственным.
Применение одного местного освещения не допускается.
По функциональному назначению искусственное освещение подразделяют на следующие виды: рабочее, безопасности, эвакуационное, охранное и дежурное.
Рабочее освещение - освещение, обеспечивающее нормируемые осветительные условия (освещенность, качество освещения) в помещениях и в местах производства работ вне зданий.
Освещение безопасности - освещение, устраиваемое для продолжения работы при аварийном отключении рабочего освещения. Этот вид освещения должен создавать на рабочих поверхностях в производственных помещениях и на территориях предприятий, требующих обслуживания при отключении рабочего освещения, наименьшую освещенность в размере 5 % освещенности, нормируемой для рабочего освещения от общего освещения, но не менее 2лк внутри здания и не менее 1лк для территорий предприятий.
Эвакуационное освещение следует предусматривать для эвакуации людей из помещений при аварийном отключении рабочего освещения в местах, опасных для прохода людей. Оно должно обеспечивать наименьшую освещенность на полу основных проходов (или на земле) и на ступенях лестниц: в помещениях - 0,5 лк, а на открытых территориях- 0,2 лк.
Освещение безопасности и эвакуационное освещение называют аварийным освещением. Выходные двери общественных помещений общественного назначения, в которых могут находиться более 100 человек, а также выходы из производственных помещений без естественного света, где могут находиться одновременно более 50 человек или имеющих площадь более 150 м2, должны быть отмечены указателями. Указатели выходов могут быть световыми и не световыми, при условии, что обозначение выхода освещается светильниками аварийного освещения.
Пожарная безопасность – в каждом помещение стоят пожарные датчики ИП 212-3СУ, а так же ручные на путях к выходу из здания ИПР-3СУ и огнетушители порошкового типа ОП-2(з) в каждом помещение. В данном магазине пожарная охрана стоит согласно НПБ 201-96. ГОСТ 12.1.004-91 ССБТ.
Оборудование пожарной сигнализации проверяется каждый месяц огнетушители проверяются раз в пол года на работоспособность.
Данный магазин имеет
общую площадь 500![]() следовательно должно быть искусственное освещение,
допускается только до 400
следовательно должно быть искусственное освещение,
допускается только до 400![]() при естественном освещении.
при естественном освещении.
Электробезопасность предприятия – Все оборудование работающие от электросети является повышенной опасностью и требует особого внимания и знаний от поражения электрическим током является:
- обеспечения недоступности токоведущих частей для случайного прикосновения
- применения электроэнергии с безопасными величинами
- зануление
Для обеспечения наибольшей защиты от поражения током сети в 220 В проводятся в стенах, под полом за потолком. Освещение на предприятиях допускается не выше 220 В .
Все оборудование, освещение должно проходить через автоматы различной нагрузки или УЗО. Обеспечивающие отключение электро сети в случае замыкания, падения или скачка напряжения.
Исправность электрозащитных средств, проверяют через 6-12 месяцев, их подвергают испытанием переменным током частотой в 50 Гц.
- В складском
помещение стоит искусственное освещение на 200![]() обеспечивающее освещенность в 70 лк. Лампы
газоразрядные по 60 Вт. Что соответствует нормам не мене 50 лк.
обеспечивающее освещенность в 70 лк. Лампы
газоразрядные по 60 Вт. Что соответствует нормам не мене 50 лк.
- В торговом зале
площадью 210![]() используется лампы газоразрядные обеспечивающие
освещенность в 800 лк. что соответствует нормам не менее 400 лк.
используется лампы газоразрядные обеспечивающие
освещенность в 800 лк. что соответствует нормам не менее 400 лк.
- В помещение подготовки товара площадью в 30 лк. Так же используются лампы газоразрядные обеспечивающие 400 лк. Что соответствует нормам СНиП не менее 200 лк.
- В остальных помещения используют лампы накаливания обеспечивающие освещенность 400 лк. Что соответствует нормам СНиП не менее 200 лк.
4.4 Требования к торгово-технологическому оборудованию
В данном варианте рассмотрим специальность грузчика и весь его технологический процесс.
Груз поднимаемый грузчикам весит не более 10 кг следовательно он относится к категории IIа условий труда.
Перед началом работы грузчик проходит вводный инструктаж.
Рабочие место Грузчика находится рядом с погрузочным цехом так, что бы не мешать движению товара, к складскому помещению.
Подготовить рабочую зону для безопасной работы: освободить пути перемещения груза и место его укладки от посторонних предметов; уложить на пути перемещения груза твердое покрытие или настилы шириной не менее 1,5 м: на мягком грунте или неровной поверхности, проверить достаточность освещения проходов и мест складирования, при необходимости потребовать освещения мест погрузки, выгрузки и перемещения грузов; обозначить на площадке для укладки грузов границы штабелей, проходов и проездов между ними.
Прекратить работы при: обнаружении несоответствия тары установленным требованиям, а также отсутствии на ней четкой маркировки или ярлыков; коробки со стеклом укладывать в один ряд по высоте. При укладывании и съеме коробок со стеклом работники должны находиться с торцевой стороны коробки.
Груз перемещается на тележках к складу, так как товар хрупкий (изделия из стекла) то его перевозят в тележках с бортами Грузчик обязан быть одет в спец одежду:
- перчатки ,спец одежду ,ботинки на высокой подошве, головной, убор.
Требование к тележке - Тележку надо строго брать за ручки и толкать перед собой двумя руками.
Не допускается:
- перегружать тележку
- возить не предназначенный для нее товар
- неисправную.
- плохо лежащим товаром
- груз укладывать плотно, без промежутков
По окончанию работы:
Убрать инвентарь в отведенные места хранения. Тележку установить на ровную поверхность.
После товар поступает на склад, где укладывают на стеллажи в зависимости от габаритов и тяжести по высоте. Где его строго разделяют на вид, габариты и вес ставят на полки либо выше или ниже, легкие товары кладут выше тяжелые ниже. Для обеспечения наибольшей безопасности в случаи падения товара с верхних полок. Проход между стеллажами, расстояние согласно нормам СНиП 31-04-2001.
Требование к стеллажам
-ширину стеллажа «в чистоте» - 1,4 м;
-расстояние от пола до низа первого яруса (грядки) стеллажа - 0,3 м;
-расстояние между ярусами стеллажа «в чистоте» - 0,4 м.
-высоту бортового элемента яруса выращивания - 0,2 м;
-расстояние между стеллажами - не менее 1,0 м;
-расстояние «в чистоте» от стеллажей до торца камеры со стороны коридора для загрузки - не менее 1,3 м;
-расстояние от продольных стен камеры до крайних стеллажей - не менее 0,9 м.
Далее товар поступает в торговый отдел на тележках где укладывают на стеллажи специально предназначенные для данного товара.
Требование к расчетному кассовому узлу – перед началом работы сотрудник обязан проверить : целостность кабеля, вилки, розетки, проверить устойчивость кассового аппарата на столе, зануление.
Защита машины от перегрузок в электросети должна быть обеспечена плавкими предохранителями. После окончание работы кассовый аппарат необходимо отключить от источника питания. Так же необходимо строго соблюдать периодичность его прохождения на безопасную работоспособность, что подтверждается подписью работника в журнале по технике безопасности.
Таким образом при выполнении всех правил норм безопасности охраны труда можно считать что данный магазин является безопасным при соблюдение норм. В связи с тем что технологии производства постоянно модернизируются у улучшаются к повышению безопасность охраны труда человека то надо улучшать оборудование и различные виды пожарной, охранной сигнализации, очищения воздуха уменьшению шума и т.д. Таким образом можно сказать на сегодняшний день данный магазин полностью отвечает нормам безопасности охраны труда.
Вывод
Из выполненной экспериментальной работы по исследованию химической устойчивости натрий-кальциевых и химико-лабораторных стекол, определению химического состава стекла, измерению коэффициента термического расширения можно сделать следующие выводы:
В экспериментальной части работы дан анализ конкретных составов стекол натрий-кальциевых и алюмобороселикатных стекол.
Проведен химический анализ химико-лабораторного стекла Л-80, АМК, при помощи прибора спектрона определено количество входящих окислов металлов: SiO2 - керамзим, Na2O - оксид натрия, K2O - оксид калия, CaO - оксид кальция, Al2O3-оксид алюминия, B2O3 – оксид бора.
Владения опытом и знаниями выполненных подобных анализов стекол имеет очень большое значение в работе эксперимента.
Определение химическое устойчивости стеклянной продукции из натрий-кальциевых и химико-лабораторных стекол по отношению к воде, кислотам и щелочным растворам по методикам ГОСТ.
Химическая устойчивость химико-лабораторных стекол по всем значениям несравненно выше, у натрий кальциевых. В целом химическая устойчивость продукции выше в кислых средах, чем в щелочных. Наиболее высокая химическая устойчивость у кварцевых стекол.
Проведены измерения коэффициента термического расширения для стекол разного состава как химико-лабораторных так и натрий-кальциевых. В качестве объектов были избраны конкретные марки и составы стекол.
Стекла натрий-кальциевые имеют более высокий К.Т.Р. чем алюмоборосиликатные. Наиболее низкий К.Т.Р. у кварцевых стекол.
Полученные результаты согласуются с термическими и данными исследований других авторов, относительно взаимосвязи К.Т.Р. термостойкости и прочности разных видов стеклопродукции с понижением К.Т.Р. термомеханические свойства изделий повышаются.
Дан анализ дефектам стекломассы выработки и обработки изделий из стекол разного химического состава разных методов выработки и обработки по методикам ГОСТ.
Список литературы
1) Аппен А.А. Химия стекла. М. Высш. шк. 1976.
2) Аппен А.А., Амосов Н.М., Павлушкин Н.М. Стекло. Справочник М: 1973-487с.
3) Павлушкин Н.М., Артамонова М.В., Асланова М.С. Химическая технология стекла и ситаллов. Москва. Стройиздат. 1983-432с.
4) Бокин П.Я. Механические свойства силикатных стекол. Изд. Наука 1980-175с.
5) Энтелис Ф.С. Формирование и горячее декоратирование стекла. –Л. Лен. Инж. Строй. Институт 1982-142с.
6) Тимтхов А.Т. Современные технологии и материалы для промышленной окраски стеклянной тары. Стекло мира -2003 №3.
7) Прокофьев В. Шаги прогресса в декоратирование стекла. Стекло мира -2002 №1.
8) Вацек М., Купф В. Химическая обработка стекла.-М: Легкая индустрия 1974-101с.
9) Николаева М.А. Товароведение непродовольственных товаров. Изд-во «ИНФРА-М», - 2002.
10) Воронов Н.В. Советское художественное стекло. Изд. Знание 1984.
11) Тулоян Ю.А. Декоративная обработка стекла и стеклоизделий М: Выс.шк. 1989-180с.
12) Емельянова О.А., Чесноков. A.Г. Особенности стандартизации и сертификации изделий из стекла в России. – М., АО «ГИС» 2001.
13) Бандман А.Л.,.Ивин Б.А. Вредные химические вещества: Неорганические соединения элементов I-IV групп/.; Под. ред. В.А.Филова. - Л.: Химия, 1988. - С. 415-436.
14) Белова Н.А. Производство изделий из свинцового хрусталя. Обзор. М.: ВНИИЭСМ, 1977. - 160 с
15) Ванин В.И. Отжиг и закалка стекла. - М.: Издательство литературы по строительству, 1965, 116 с., с.26-56
16) Мазурин О.В., Белоусов Ю.Л. Отжиг и закалка стекла. - М., Изд. МИСИ и БТИСМ, 1984, 114 с., с.65-77.
17) Маматов А.В., Рубанов В.Г. Оптимизация процесса термической обработки листового стекла при закалке// Строительные материалы, 1994, N 12, с.3-4.
18) Лалыкин Н.В., Мазурин О.В. Математическая модель процесса отжига стекла // Стекло и керамика, 1984, N 1, с. 13-15.
19) Рубанов В.Г., Филатов А.Г. Оптимизация процесса отжига стеклоизделий // Стекло и керамика, 1997, N 8, с.3-6.
20). Бачин В.А. Диффузионная сварка стекла и керамики с металлами.-М.: Машиностроение, 1986. – 184 с;ил.
21) Казеннова Е.Г. Общая технология стекла и стеклянных изделий. – М., 1989. – 234 с.
22) ГОСТ 111-2803 - оконное стекло высшего сорта.
23) ГОСТ 55-33-79 – узорчатое стекло высшего сорта.
24) ГОСТ 1770-74 - Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Технические условия.
25) ГОСТ 25336-82 - Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры.
26) ГОСТ 23932-90 - Посуда и оборудование лабораторные стеклянные. Общие технические условия.
27) ГОСТ 10028-81 - Вискозиметры капиллярные стеклянные. Технические условия.
28) ГОСТ 24315-80 - Посуда и декоративные изделия из стекла. Термины и определения видов стекол, способов выработки и декорирования.
29) ГОСТ 10134.0-82 - Стекло неорганическое и стеклокристаллические материалы. Общие требование к методам определения химической стойкости.
30) ГОСТ 10134.2-82 - Стекло неорганическое и стеклокристаллические материалы. Метод определения кислотостойкости.
31) ГОСТ 10134.3-82 - Стекло неорганическое и стеклокристаллические материалы. Метод определения щелочетостойкости.
32) ГОСТ 10134.1-82. Стекло неорганическое и стеклокристаллические
материалы. Методы определения водостойкости.
33) ГОСТ 30407-96 Посуда и декоративные изделия из стекла. Общие
технические условия
34) http://www.sklad-servis.ru/catalog/_sec1.html
35) http://transfotex.ru/
36) http://www.intercrystal.com.ua/p5.html
37) http://safety.s-system.ru/main/subject-281/
38) http://mpoc.ru/inf.html