
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Влияние водорода на свойства стали
Дипломная работа: Влияние водорода на свойства стали
Содержание
| Введение | |
| 1 Технико-экономическое обоснование проекта | |
| 1.1 Влияние водорода на свойства стали | |
| 1.2 Водород в сплавах на основе железа | |
| 1.3 Способы определения содержания водорода в металле | |
| 1.4 Влияние азота на свойства стали | |
| 1.5 Неметаллические включения в стали | |
| 2 Техника производства стали | |
| 2.1 Описание предприятия | |
| 2.1.1 Технологическая схема производства | |
| 2.1.2 Обоснование выбора марки стали | |
| 2.1.3 Материальный баланс плавки стали 17Г1С | |
| 2.1.4 Тепловой баланс | |
| 2.2 Технология плавки | |
| 2.2.1 Заправка печи | |
| 2.2.2 Завалка и прогрев шихты | |
| 2.2.3 Заливка чугуна | |
| 2.2.4 Плавление | |
| 2.2.5 Доводка | |
| 2.2.6 Расчет десульфурации стали с использованием ТШС | |
| 2.2.7 Технология раскисления и легирования стали | |
| 2.2.8 Расчет снижения температуры во время внепечной обработки металла | |
| 2.2.9 Расчет параметров МНЛЗ | |
| 3 Специальная часть | |
| 3.1 Исследования в условиях сталеплавильного производства | |
| 3.1.1 Основы технологии струйно-кавитационного рафинирования | |
|
3.1.2 Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах |
|
|
3.1.3 Разработка конструкций многорежимных фурм и технологии продувки металла в ковше нестационарными струями инертного газа |
|
| 3.2 Интенсификация перемешивания металла и повышение поверхности контакта расплав – газ | |
| 3.2.1 Технические средства для обеспечения пульсирующего дутья | |
| 3.3 Расчет удаления азота и водорода | |
| 4 Безопасность жизнедеятельности | |
| 4.1 Объемно-планировочные решения зданий и сооружений цеха | |
|
4.2 Идентификация опасных и вредных факторов при работе на пульте управления |
|
| 4.3 Решение по производственной санитарии | |
| 4.3.1 Отопление и вентиляция | |
| 4.3.2 Расчет производственного освещения | |
| 4.4 Разработка мер защиты от выявленных опасных и вредных факторов | |
| 4.5 Чрезвычайные ситуации и меры по их ликвидации | |
|
4.6 Инженерные меры защиты от выявленных опасных и вредных факторов (расчет теплозащитного экрана) |
|
| 5 Охрана окружающей среды | |
|
5.1 Основные климатическо-территориальные характеристики расположения комбината |
|
|
5.2 Качественная и количественная характеристика сточных вод и отходящих газов |
|
| 5.3 Способы и средства очистки отходящих газов и сточных вод | |
| 6 Экономика производства | |
| 6.1 Стратегия маркетинга | |
| 6.2 Производственный план | |
| 6.3 Расчет показателей по труду | |
| 6.3.1 Расчет изменения фонда оплаты труда и начислений | |
| 6.4 Расчет годового производства цеха | |
| 6.5 Расчет плановой калькуляции себестоимости продукции | |
| 6.6 Инвестиционный план | |
| Заключение | |
| Список использованных источников |
Аннотация
Разработана промышленная установка для обработки стали в ковше с пульсирующей подачей инертного газа через погружные фурмы. Предложены амплитудно-частотные характеристики потока инертного газа, подаваемые в погружные фурмы, обеспечивающие наибольшую эффективность дегазации стали и удалении неметаллических включений из металла. Разработаны конструкции газодинамических устройств, обеспечивающих требуемые амплитудно-частотные характеристики дутья. Предложены конструктивные решения их монтажа на стенде. Предложена технологическая схема работы двухванных сталеплавильных агрегатов, стенда для обработки стали в ковше и МНЛЗ, для производства конструкционной и трубной стали.
Пояснительная записка к дипломному проекту изложена на 106 страницах, содержит 1 рисунков, таблиц, список использованных источников.
Введение
ООО «Уральская Сталь» является крупным предприятием с полным металлургическим циклом, в состав которого входят управление с четырьмя рудниками, коксохимическое производство, аглофабрика, доменный цех, имеющий в своем составе четыре доменных печи, мартеновский цех, электросталеплаильный цех блюминг 1250, толстолистовой стан 2800, универсальный широкополосный стан 950/800, вспомогательный цеха и производства.
ООО «Уральская Сталь» входит в восьмерку крупнейших металлургических предприятий России. Более 5% российской стали производится в Новотроицке. Имеющиеся оборудование и технологии позволяют комбинату выплавлять сотни марок стали: от рядовых углеродистых до сталей специального назначения. По ряду позиций ООО «Уральская Сталь» занимает ведущие места в отрасли.
Дальнейшее развитие ООО «Уральская Сталь» сконцентрировано на следующих направлениях:
- освоение собственного производства сырья, материалов, огнеупоров взамен привозных;
- внедрение новых технологий, направленных на повышение стойкости металлургических агрегатов и оборудования;
- разработка и внедрение новых технологий производства проката из низколегированных сталей;
- расширение сортамента продукции;
- повышение конкурентной способности стали за счет повышения качества стали;
- снижение обрези, повышение стойкости огнеупоров, снижение расхода ферросплавов и раскислителей.
I Технико-экономическое обоснование проекта работы
1.1 Влияние водорода на эксплуатационные свойства стали
Водород, присутствующий в стали. Влияет на ее эксплуатационные свойства и приводит к специфическим металлургическим дефектам металла – образованию флокенов и водородному охрупчиванию стали.
Под водородным охрупчиванием подразумевают снижение пластических свойств металла, наблюдаемое в определенных условиях в присутствии водорода в стали. При определенном содержании водорода отмечается исчезновение предела текучести, а у высокопрочных сталей и снижение предела прочности.
Отрицательное влияние водорода проявляется при его содержании более 1 – 2 см3/100 г. и с дальнейшим повышением концентрации пластичность и сопротивление металла разрушению пропорционально снижаются при 5 – 10 см3/ г. пластичность металла минимальна. С ростом концентрации водорода изменяется характер разрушения образца – от вязкого к типично хрупкому (разрушение сколом).
Водородное охрупчивание наблюдается только в температурном интервале от минус 374 К до плюс 374 К и уменьшается с повышением скорости деформации.
Для оценки склонности стали к водородной хрупкости широко применяются механические испытания на одноосное растяжение, на ударную вязкость, на вязкость разрушения, на усталостную прочность и другие.
Флокены представляют собой внутренние дефекты стали, выявляемые в изломе в виде пятен округлой формы. На поверхности микрошлифа, вырезанного перпендикулярно плоскости пятен, флокены имеют вид трещин, толщина которых измеряется сотыми и даже тысячными долями миллиметра.
Обычно флокены образуются в кованных и катанных заготовках и изделиях с относительно большим сечением. Чувствительны к образованию флокенов углеродистые (более 0,25 – 0,30% углерода) и легированные стали перлитного, перлито-мартенситного и мартенситного классов.
Возникновение флокенов объясняется наличием внутренних напряжений, связанных с деформацией и охлаждением металла и напряжений, создаваемых присутствующим в металле водородом. Для образования флокенов необходимы оба условия: при отсутствии любого из них флокены в стали не образуются.
В практике широко используются приемы по предупреждению образования флокенов в крупных передельных заготовках, которые заключаются в их замедленном охлаждении или длительном изотермическом отжиге после горячей пластической обработки металла. В результате этого содержание водорода изменяется незначительно, то есть эти приемы обеспечивают, главным образом, снятие внутренних напряжений. Однако при повышенном содержании водорода (2,8 – 4,5 см3/100 г.) флокены снова появляются после второго и даже третьего прокатного передела, если после каждого из них металл не подвергался противофлокеновой обработке. Препятствовать образованию флокенов в металле можно только понижая содержание водорода в нем ниже определенных для этой марки стали пределов.
1.2 Растворимость водорода в жидком железе
Растворимость водорода в жидком железе подчиняется закону Сиверста /1/
1/22(Г) = [Н] (1)
КН = [Н] / ÖРН; (2)
То есть, растворимость водорода пропорциональна корню квадратному из парциального давления водорода в газовой фазе и растет с повышением температуры. Величина КН численно равна растворимости водорода в железе при
РН = 1013 х 105 Па и заданной температуре. При 1873 К и давлении около 100 кПа массовая доля водорода составляет примерно 0,0027%. Уравнение (2) пригодно для расчета растворимости водорода в жидком железе, находящемся в равновесии с газовой фазой, содержащей молекулярный водород. В реальных условиях парциальное давление молекулярного водорода очень мало, а содержание водорода в металле определяется парциальным давлением паров воды и влажностью шихтовых и шлакообразующих материалов.
При температуре кристаллизации наблюдается скачкообразное изменение растворимости водорода от 28 до 8 см3/100 г. В связи с этим железо и его сплавы при низких температурах, как правило, пересыщены водородом, что приводит к его выделению из раствора, последующей молизации и образованию дефектов. Особенно чувствительными к образованию этих дефектов являются легированные стали. В /1/ указывается, что растворимость водорода в аустените выше, чем в d-Fe. То есть, стали, кристаллизующиеся в форме g- Fe и имеющие аустенитную структуру, могут содержать больше водорода в твердом растворе, поэтому такие стали менее подвержены пористости.
Влияние легирующих элементов на растворимость водорода в жидком железе количественно описывается коэффициентом активности (fR). Гидрообразующие элементы (Zr, Ti, Nb, V, Ce) увеличивают растворимость водорода. Элементы, не образующие гидридов (Ni, Mo, Mn, Co, Cr) слабо влияют на растворимость. Группа элементов (С, Si, P, Al и др.) уменьшают растворимость водорода, что связано с сильным взаимодействием между атомами железа и легирующей добавкой, с образованием карбидов, силицидов, фосфидов и других соединений.
1.3 Определения содержания водорода в металле
Определение содержания водорода в сталях связано со значительными трудностями. Водород обладает высокой диффузионной подвижностью в твердом металла при повышенных температурах, что требует проведения закалки отобранных проб для фиксации в них растворенного водорода до момента проведения анализа и скорейшего проведения самого анализа. Одним из главных источников ошибок при определении содержания водорода являются его потери при кристаллизации пробы, когда происходит скачкообразное изменение его растворимости.
Методы отбора проб для определения содержания водорода в стали делятся на открытые и закрытые (или газосборные).
При открытом методе металл заливают в медный кокиль и отбирают пробу в кварцевую трубку и охлаждают ее с максимально возможной скоростью, предотвращая выделение водорода. Образец хранят при низких температурах. При использовании этого метода возможны ошибки систематического характера, связанные с одновременным поглощением и удалением водорода при закалке пробы в воде.
При закрытом методе проводится улавливание и сбор выделяющегося в процессе кристаллизации водорода в специальную металлическую или кварцевую ампулу. Этот метод исключает потери водорода при кристаллизации пробы и его поглощение при закалке пробы в воде. Метод является эффективным при низких концентрациях водорода, в частности, при вакуумировании.
Существует достаточно большое количество методов определения содержания водорода в металлах, наиболее распространенные из них – метод нагрева и плавления образцов в вакууме или в атмосфере инертных газов. К преимуществам метода относят проведение анализа при относительно невысокой температуре, отсутствие взаимодействия образца с материалом тигля, выделение при нагреве только водорода, что упрощает методику проведения анализа. Недостатком метода считают невозможность полного выделения водорода, особенно при анализе легированных сталей и большую продолжительность анализа.
К достоинствам метода с использованием газа-носителя относятся: отсутствие вакуума, низкие потери водорода, простота обслуживания аппаратуры и возможность автоматизации.
В настоящее время широкое применение для анализа водорода в металлах получили приборы фирм «Леко», «Лейбоулд-Хереус», «Болзерс». Например, прибор фирмы «Леко» работает с использованием аргона в качестве несущего газа, имеет нижнюю границу определения от 10-5 до 10-2 % и погрешность ± 3%.
Содержание водорода в сталеплавильных шлаках определяют методом вакуум-нагрева. Отобранный при помощи пробной ложки шлак разбивается на куски размером 15 – 20 мм и в раскисленном состоянии помещается в боксы с ангидроном. Навеска шлака для проведения анализа составляет примерно 1 г. Концентрацию водорода в шлаке определяют методом вакуум-нагрева на приборе конструкции Клячко-1 /4/. Прибор оборудован высокотемпературным нагревателем, способным обеспечить нагрев до 1774 К, и экстракционным сосудом из газонепроницаемого кварца. Конструкция прибора позволяет разделить выделяющийся газ на составляющие: СО, СО2, Н2О и определять их количество.
В последние годы предпринимались многочисленные попытки найти способ непосредственного определения содержания водорода в разливочном и промежуточном ковшах. Для этой цели пригодна система Гидрис, базирующаяся на применении погружного зонда .
В расплавленный металл вдувают определенный объем инертного газа. Газ улавливается пористым газопроницаемым керамическим конусом и затем каждые 6 секунд прокачивается в замкнутом цикле (V равно 20 мл) через измерительную систему.
Водород переходит в систему циркуляции Гидрис до тех пор, пока не установятся равновесные парциальные давления. Равновесное значение определяется путем измерения теплопроводности (с помощью катарометра) газа.
Точность измерений содержания водорода в стали по методике Гидрис составляет ± 35%. Время погружения зонда Гидрис 40 – 70 с.
Таким образом, система Гидрис является надежным способом экспрессного определения содержания водорода в жидкой стали, что позволяет использовать ее во внепечной обработке и разливке стали, контролируемом охлаждении непрерывно-литых заготовок.
1.4 Процесс растворения азота в металле
Межатомные силы внутри молекулы азота значительно превышают
соответствующие силы в молекулах водорода. Это объясняется тем, что диссоциация молекул азота на атомы происходит при более высоких температурах, чем молекул водорода.
Процесс растворения в металле азота имеет ту же природу, что и у водорода. Эта общность природы процессов определяет и некоторые общие черты термодинамики процессов растворения водорода и азота: справедливость для обоих случаев закона Сивертса, то есть прямой пропорциональности между количеством растворенного газа и корнем квадратным из парциального давления газа, положительное значение энтальпии процессов растворения ∆HS практически для всех расплавов железа как в случае азота, так и водорода.
Элементы, которые более склонны к образованию нитридов, чем железо, то есть имеют большее сродство к азоту, чем железо (Ti, Nb, V).
Наоборот, элементы, характерные сильными межатомными связями с железом, например С и Si, существенно понижают растворимость азота.
Азот активно взаимодействует с дислокациями и другими дефектами структуры металла в значительной степени влияет на его механические свойства.
Деформационным старением именуется изменение механических свойств железа и малоуглеродисой стали после холодной пластической деформации и последующей выдержки при комнатной и повышенных температурах (до 250ºС). Это явление характеризуется повышением пределов текучести и прочности, твердости, понижением пластических свойств при статических испытаниях и критической температуры хрупкого разрушения при испытании на удар.
Частный случай деформационного старения – синеломкость, вызванная, главным образом, присутствующим в стали азотом и углеродом. Ее признаки: снижение пластичности, повышение пределов текучести и прочности металла. Синеломкость проявляется уже при незначительном содержании азота; наивысшие значения предела прочности достигаются при его содержании около 0,01%.
В процессе старения в связи с сегрегацией атомов у дислокаций электрическое сопротивление и термоэлектродвижущая сила уменьшается /2/.
Азот в стали определяется с помощью системы Нитрис, работающей аналогично системе Гидрис.
1.5 Процесс неметаллических включений в стали
Процесс удаления неметаллических включений является многостадийным и включает в себя всплывание включений, их переход через границу металла и шлака, ассимиляцию включений шлаком и их растворение в шлаке.
В зависимости от геометрической формы включения одного и того же химического состава, равные по массе, в равных температурных условиях и при равенстве прочих параметров окружающей среды, должны всплывать и удаляться с различными скоростями.
Общеизвестная формула Стокса /3/ применима только в случае всплывания твердых, идеально смачиваемых металлом неметаллических включений. При этом металл должен быть неподвижен
Re = 2 · rв · ρМ · w/ηM ≤ 1, (3)
где Re – число Рейнольдса;
rв - радиус включений;
ρМ – плотность металла;
w – скорость всплывания включения;
ηM - вязкость металла.
По Стоксу, скорость всплывания глобулярных включений пропорциональна квадрату радиуса включений, число Рейнольдса нарастает пропорционально кубу их радиуса. Поэтому формула стокса применима лишь по отношению к включениям размерами < 100 мкм.
Для определения скорости всплывания мелких жидких включений применяют уравнение Рыбчинского – Адамара
 (4)
(4)
где ηм – вязкость металла
ηв – вязкость включения.
Наиболее часто жидкими окисными включениями являются силикаты, а их вязкость в сотни и даже тысячи раз больше вязкости металла, поэтому, пренебрегая во второмсомножителе величиной ηм, можно получить и для жидких силикатных капель формулу Стокса
![]()
![]()
![]() (5)
(5)
При размерах капель не более 100 кмк их деформация, конечно, не имеет места, и подсчет по формуле (5) можно считать надежным
На практике установлено, что перемешивание металла приводит к значительному ускорению процесса его очищения от неметаллических включений. Это происходит вследствие ускорения процесса укрупнения включений, увеличения вероятности встреч диспергированных в металле включений. Потоки металла увлекают вместе с собой неметаллические включения. Последние достигают перемешиваемого, контактирующего со шлаком, слоя металла и частично переходят в него с последующей ассимиляцией шлаком. В этом случае могут всплывать включения, имеющие одинаковую плотность с металлом и даже несколько большую.
Скорость потока металла, достаточная для выноса включений, имеющих даже более высокую плотность по сравнению с металлом, в подшлаковый слой определяется уравнением:
 (6)
(6)
Степень очищения тонких слоев металла, оказавшихся непосредственно под шлаком, от неметаллических включений зависит от ряда причин и в конечном итоге определяется соотношением скоростей перехода включений из подслоя металла в слой, непосредственно контактирующий со шлаком, скоростью перехода (втягивания) включений в шлак и скоростью движения металла в горизонтальном направлении под шлаком.
Докристаллизационные неметаллические включения, как известно, являются подложкой для последующего образования на них третичных и, отчасти, четвертичных неметаллических включений, в ходе последующей кристаллизации и охлаждения металла.
Таким образом, удаление первичных и вторичных неметаллических включений играет важную роль для дальнейшего получения металла чистого от неметаллических включений. Поэтому применение пульсирующей подачи инертного газа в ковш имеет важное значение для получения чистого по неметаллическим включениям металла.
2 Производство стали
2.1 Краткое описание предприятия ООО «Уральская Сталь»
ООО «Уральская Сталь» (ОХМК), образованное на базе Орско-Халиловского металлургического комбината, является крупным металлургическим предприятием с полным металлургическим циклом. 5 марта 1955 г. доменная печь № 1 выдала первый чугун, и этот день стал датой рождения Орско-Халиловского металлургического комбината.
ООО «Уральская Сталь» работает на базе уникального месторождения природно-легированной железной руды. В руде этого месторождения, кроме железа, содержатся такие ценные элементы, как никель, хром и кобальт. В этом же районе были найдены промышленные запасы известняка, никеля и огнеупорной глины.
Сегодня ООО «Уральская Сталь» - это прокат высокого качества, это около ста марок углеродистой, легированной и низколегированной стали, это единственный в мире хроконикелевый природно-легированный чугун, кокс и химическая продукция. Имея высокие потребительские свойства, сталь с маркой ООО «Уральская Сталь» находит широкое применение во многих отраслях народного хозяйства: при строительстве газопроводов и океанских кораблей, котлов и сосудов, работающих под давлением, для изготовления оборудования атомных электростанций, при сооружении мостов, валов электродвигателей и осей вагонов, сельскохозяйственных машин, автомобилей и бытовых приборов.
ООО «Уральская Сталь» имеет свидетельства отечественных органов стандартизации и метрологии, удостоверяющие, что его прокат является новой и высокоэффективной продукцией. Комбинат имеет свидетельства фирм Ллойд, БС, ТЮФ и турецкого института стандартов, удостоверяющие, что ООО «Уральская Сталь» является предприятием, гарантирующим поставку проката по международным стандартам. Наряду с этим ООО «Уральская Сталь» производит около 20% стали повышенного качества с комплексом свойств, не имеющих аналогов в зарубежном производстве.
Продукцию комбината знают не только во всей стране, но и за ее пределами. Трубную заготовку из углеродистых, низколегированных и легированных сталей получают Челябинский трубопрокатный завод, Первоуральский новотрубный завод, Волжский и Синарский трубные заводы. Прокат из листовой стали для котлов и сосудов, работающих под давлением, используют на нефтехимических заводах в г. Дзержинске, Рузаевке, Салавате.
Прокат из конструкционной стали отправляют на мостостроительные заводы г. Улан-Удэ, Воронежа, Чехова, Кургана. Получателями листового и полосового проката повышенного качества являются известные автомобилестроительные заводы: ПО «ГАЗ», ОАО «КАМАЗ», «БЕЛАЗ», «МАЗ», ПО «АЗЛК», ПО «ЗИЛ».
Являясь поставщиком таких крупных отечественных предприятий, ООО «Уральская Сталь» экспортирует свою продукцию и за рубеж.
В состав мартеновского цеха входят:
- печной пролет с двумя двухванными 250 х 250 тонн и четырьмя 450-тонными мартеновскими печами;
- разливочный пролет с 10 разливочными кранами;
- миксерные отделения № 1 и № 2, в которых установлены 2 миксера емкостью 1300 т. для передельного чугуна;
- шихтовое отделение со складами магнитных и сыпучих материалов;
- шлаковое отделение.
Особенностью ООО «Уральская Сталь» является то, что при большом объеме производства продукции выплавляют только спокойную сталь, в том числе свыше 60% легированных и низколегированных марок, и высокопрочную сталь специального назначения. В цехе выплавляют около ста различных марок стали. Половина всего объема производства – сталь с массовой долей серы менее 0,025%.
В целях повышения качества жидкой стали на комбинате применяют отсечку печного шлака на выпуске, продувку стали в ковше инертным газом (аргоном, азотом или смесью аргона и азота), а также разливку с защитой струи металла от окисления инертными газами. Внедрение этого комплекса внепечной обработки металла позволило обеспечить однородность стали по химическому составу, улучшить качество выплавляемой стали, и, в конечном итоге, обеспечить получение высококачественного проката /9/.
2.1.1 Существующая технологическая схема
Существующая технологическая схема представлена на рисунке 1.
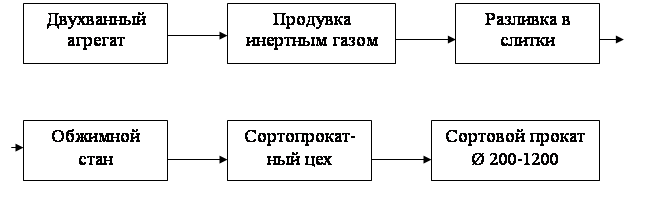
Выплавка стали Внепечная обработка Разливка
![]()
Прокатка Прокатка Готовая продукция
Рисунок 1 – Существующая технологическая схема
Производство стали 17Г1С в двухванном сталеплавильном агрегате осуществляется с раскислением и легированием стали в ковше на выпуске, раскисление алюминием производят чушками, что приводит к высокому угару. Такая внеагрегатная обработка не позволяла получить точный химический состав, что приводит к 5-ти процентному переназначению плавок в более дешевые и простые, такие как ст3. Невозможность контролировать степень угара раскислителей приводит к тому, что крайне трудно получить металл, отвечающий заданным стандартам и конкурентно способный на внутреннем рынке. Внепечная обработка не позволяет получать сталь, удовлетворяющую современным требованиям, предъявляемыми потребителями. Кроме того, разливка стали в цехе производится в слитки, что обеспечивает большую норму расхода металлошихты.
Предлагаемая технологическая схема представлена на рисунке 2.
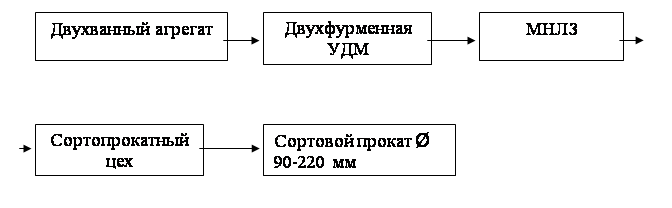 Выплавка
стали Внепечная обработка Разливка стали
Выплавка
стали Внепечная обработка Разливка стали
Прокатка Готовая продукция
Рисунок 2 – Предлагаемая технологическая схема
Внедрение непрерывной разливки позволит существенно снизить расходный коэффициент. Расход металлошихты снижается на 7-10%. Кроме того непрерывная разливка предъявляет ряд требований по качеству металла. Это низкое содержание серы и фосфора в металле (0,01 – 0,015 массовая доля, %), низкое содержание НВ (неметаллических включений), отклонение по температуре не более 5ºС. Для обеспечения этих требований устанавливается АКОС (агрегат комплексной обработки стали), который позволит снизить температуру металла на выпуске, что снижает угар и увеличивает срок службы огнеупоров. Установка доводки металла позволяет сэкономить дорогие ферросплавы, существенно снизить содержание растворенных в металле газов, что позволит отказаться от дорогой противофлокенной термообработки и поможет обеспечить выпуск качественной продукции, удовлетворяющей западным стандартам и конкурентоспособной как на внутреннем, так и на внешнем рынке.
2.1.2 Выбор марки стали
Для производства выбрана конструкционная сталь, которая работает при высоких динамических нагрузках. Вследствие этого она должна иметь высокий предел текучести, малую чувствительность к концентраторам напряжений. А в изделиях, работающих при многократно прилагаемых нагрузках – высокий предел выносливости, достаточный запас температурной вязкости и низкий порог хладноломкости. Кроме того, улучшаемые стали должны обладать хорошей прокаливаемостью и малой чувствительностью к отпускной хрупности.
В изделиях крупных сечений (диаметром свыше 15 – 20 мм) механические свойства легированных сталей выше, чем у углеродистых. Это объясняется тем, что легированные стали обладают лучшей прокаливаемостью. Если детали работают на кручение, то напряжение по сечению распространяется неравномерно. Для таких деталей сквозная прокаливаемость не нужна. В этом случае для надежного обеспечения прочности деталей закаленный слой должен располагаться на глубине не менее половины радиуса от поверхности. Для деталей, работающих на растяжение (шатуны, торсионные валы, ответственные болты и др.) нужно обеспечить сквозную прокаливаемость по всему сечению. Для изделий, требующих высоких значений ударной вязкости и низкого порога хладноломкости, работающих при низких температурах с высокими скоростями приложения нагрузки и при наличии концентратов напряжений, следует применять наследственно мелкозернистые спокойные стали, предпочтительно легированные никелем и молибденом.
Механические свойства стали в первую очередь определяются содержанием в них углерода, от качества которого и зависит закаливаемость стали. Прокаливаемость определяется присутствием легирующих элементов. В условиях полной прокаливаемости механические свойства стали мало зависят от характера легированности. Исключение составляет никель и молибден, повышающие сопротивление хрупкому разрушению. В т же время никель увеличивает пластичность и вязкость стали, уменьшая чувствительность к концентраторам напряжений и понижает температуру порога хладноломкостию. Повышая запас вязкости, никель увеличивает ударную вязкость. Однако применение сталей с излишне высоким содержанием хрома, марганца и кремния, обеспечивающих высокую прокаливаемость, способствует повышению склонности к хрупкому разрушению. На порог хладноломкости (склонность к хрупкому разрушению) также оказывает влияние сера, фосфор, азот, водород, неметаллические включения (НВ). Они повышают температуру порога хладноломкости, поэтому к сталям, работающим при низких температурах, предъявляются требования чистоты по сере, фосфору, азоту, водороду и НВ. Содержание серы и фосфора должно быть не более 0,04 и 0,035 массовой доли, соответственно, а содержание водорода не более 2 см3/100 гр.
Наиболее распространенной конструкционной сталью является сталь марки 17Г1С.
2.1.3 Материальный баланс плавки стали 17Г1С
Требуемый химический состав для стали 17Г1С представлен в таблице 1 /10/.
Таблица 1 – Химический состав стали 17Г1С, массовая доля, %
| C | Si | Mn | Cr | Ni | P | S | Cu |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 0,15-0,20 | 0,40-0,60 | 1,16-1,60 | ≤ 0,300 | ≤ 0,300 | ≤ 0,035 | ≤ 0,040 | ≤ 0,300 |
Состав чугуна, скрапа, металла по расплавлении и перед раскислением приведены в таблице 2.
Таблица 2 – Расчет на 100 кг металлической шихты для стали 17Г1С,
массовая доля, %
| Материал | C | Si | Mn | P | S |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Чугун (65%) | 4,100 | 0,78 | 0,310 | 0,063 | 0,014 |
| Скрап (35%) | 0,300 | 0,50 | 1,380 | 0,035 | 0,040 |
| Средний состав шихты | 2,770 | 0,683 | 0,685 | 0,053 | 0,023 |
| Металл по расплавлению | 0,970 | Следы | 0,240 | 0,019 | 0,023 |
| Металл на выпуске | 0,040 | Следы | 0,120 | 0,011 | 0,021 |
Рассчитаем первый период плавки.
Средний состав шихты приведен в таблице 3.
Таблица 3 – Определение среднего состава шихты, кг.
| Материал | C | Si | Mn | P | S |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Чугун | 2,665 | 0,507 | 0,202 | 0,041 | 0,009 |
| Скрап | 0,105 | 0,176 | 0,483 | 0,012 | 0,014 |
| Итого | 2,770 | 0,683 | 0,685 | 0,053 | 0,023 |
Расход кислорода и количество получающихся окислов рассчитаны в таблице 4.
Таблица 4 – Расход кислорода и количество окислов, кг.
| Окисление | Угар примесей | Расход кислорода | Масса окисла |
| 1 | 2 | 3 | 4 |
| С → СО | 1,800 | 2,400 | 4,200 |
|
Si → SiO2 |
0,683 | 0,781 | 1,464 |
| Mn → MnO | 0,445 | 0,129 | 0,575 |
|
P → P2O5 |
0,034 | 0,049 | 0,083 |
|
Fe в дым → Fe2O3 |
0,500 | 0,190 | 0,690 |
| Итого | 3,462 | 3,408 | 6,528 |
Износ футеровки представлен в таблице 5.
Таблица 5 – Износ футеровки, кг.
| Материал | 1 период | 2 период | За плавку |
| 1 | 2 | 3 | 4 |
| Магнезитохромит | 0,2 | 0,1 | 0,3 |
| Доломит | 1,2 | 0,3 | 1,5 |
Примем загрязненность скрапа 1,5%.
Загрязнения типа глины SiO2 = 50%; Al2O3 = 28%; H2O = 22%.
Загрязнениями вносится:
- SiO2 ………………… 35 · 0,015 · 0,50 = 0,262 кг;
- Al2O3 ………………. 35 · 0,015 · 0,28 = 0,147 кг;
- Н2О ………………. 3 · 0,015 · 0,22 = 0,115 кг.
Итого: Σ = 0,524 кг.
Принято, что окисленность скрапа (в виде Fe2O3) составляет 1% его массы, т.е. 0,35 кг. Согласно проведенным исследованиям на ОАО «Уральская Сталь», вместе с чугуном из миксера попадает небольшое количество шлака (1,5% массовой доли чугуна) 1,5 кг/100 кг, при этом состав шлака:
45,0% CaO; 6,0% Al2O3; 7,5% MgO;
40,0% SiO2; 1,5% S.
Миксерный шлак внесет:
- CaO ………………….. 0,45 · 1,5 = 0,675 кг;
- SiO2 …………………. 0,40 · 1,5 = 0,6 кг;
- Al2O3 ………………… 0,06 · 1,5 = 0,1125 кг;
- MgO ………………… 0,075 · 1,5 = 0,1125 кг;
- S ……………………. 0,015 · 1,5 = 0,0225 кг.
Известняка вводим 1,5 кг.
Поступит SiO2 из материалов:
- металлошихты ………1,464 кг;
- магнезитохромита …. 0,012 кг;
- загрязнений скрапа … 0,262 кг;
- миксерного шлака …. 0,6 кг;
- доломит …………….. 0,024 кг;
- известняка …………. 0,002 · х кг.
Σ 2,362 + х Σ 0,02 кг
Поступил Al2O3 из материалов:
- магнезитохромита … 0,008 кг;
- загрязнений скрапа … 0,147 кг;
- миксерного шлака …. 0,090 кг;
- доломит …………….. 0,024 кг;
- известняк. ………….. 0,003 · х кг.
Поступление MnO из материалов:
- металлошихты …….. 0,574 кг;
- известняк. ………….. 0,0015 · х кг;
Σ 0,574 + 0,0015 · х кг
Поступление MgO из материалов:
- магнезитохромита …. 0,132 кг;
- миксерного шлака …. 0,116 кг;
- доломит …………….. 0,432 кг;
- известняк …………… 0,02 · х кг
Σ 0,677 + 0,02 · х кг
Поступление СаО из материалов:
- магнезитохромита …. 0,004 кг;
- миксерный шлак …… 0,675 кг;
- доломит …………….. 0,660 кг;
- известняк ……………. 0,53 · х кг
Σ 1,339 + 0,53 · х кг
Поступление Р2О5 из материалов:
- металлошихты ………. 0,083 кг;
- известняка …………… 0,0007 · х кг
Σ 0,083 + 0,0007 · х кг
Поступление S из материалов:
- металлошихты ………. 0,001 кг;
- миксерного шлака …… 0,0215 кг;
- известняка ……………. 0,001 · х кг
Σ 0,0225 + 0,001 · х кг
Содержание FeO и Fe2O3 с учетом экспериментальных данных принято равным соответственно 20% и 7%
Количество шлака по расплавлению
Lш = 0,262 · Lш + 5,327 + 0,5747 · х (7)
Второе уравнение составляем по основности шлака 1 периода, которую примем 1,8, тогда:
(1,339 + 0,53 · х)/(2,362 + 0,02 · х) = 2,0
х = 6,908
Масса шлака составит:
Lш = 5,327 + 0,5747 · 6,908/0,738 = 12,6 кг.
Рассчитаем количество и состав шлака периода расплавления:
SiO2 ………………… 2,362 + 0,02 · 6,908 = 2,50 кг;
Al2O3 ……………….. 0,269 + 0,003 · 6,908 = 0,29 кг;
MnO ………………… 0,574 = 0,574 кг;
CaO …………………. 1,339 + 0,53 · 6,908 = 5,000 кг;
MgO ………………… 0,677 + 0,02 · 6,908 = 0,815 кг;
P2O5 ………………… 0,083 + 0,0007 · 6,908 = 0,088 кг;
S ……………………. 0,0225 + 0,0001 · 6,908 = 0,023 кг;
FeO ………………… 0,2 · 12,6 = 2,52 кг;
Fe2O3 ……………….. 0,07 · 12,6 = 0,79 кг.
Σ Lш = 12,6
Баланс железа 1 периода плавки приведен в таблице 6.
Количество окислившегося железа
0,357 + 1,886 = 2,243 кг.
Расход кислорода на окисление железа до Fe2O3
0,357 · 48/112 = 0,153 кг.
Расход кислорода на окисление железа до FeO
1,886 · 16/56 = 0,539 кг.
Таблица 6 – Баланс железа 1 периода плавки
| Источник |
Из Fe2O3, кг. |
Из FeO, кг. |
| 1 | 2 | 3 |
| Доломит | 0,0025 | - |
| Магнезитохромит | 0,0140 | - |
| Известняк | 0,01 | - |
| Окалина скрапа | 0,017 | 0,080 |
| Итого | 0,1965 | 0,080 |
| Содержится в шлаке | 0,553 | 1,966 |
| Переходит в сталь | 0,357 | 1,886 |
Расход кислорода на окисление железа до FeO
1,886 · 16/56 = 0,539 кг.
Так как в первый период выделяется много СО, то окислительная способность печи будет небольшой, ее можно принять 5 кг/м2 · ч.
Примем площадь пода одной ванны 54 м2, тогда продолжительность процесса будет 2,9 часа.
Количество кислорода, поступившего из атмосферы:
5 · 54 · 2,9 · 100/250000 = 0,31 кг/100 кг.
Необходимое количество чистого кислорода:
3,408 + 0,153 + 0,539 – 0,31 – 0,0735 = 3,716 кг.
Коэффициент усвоения подаваемого в ванну кислорода 90%
Расход технического кислорода:
3,716 · 22,4/0,95 · 0,9 · 32 = 3,04 м2/100 кг.
На 1 тонну металлошихты потребуется 3,04 м3/т технического кислорода.
Расход чистого кислорода
3,716 · 22,4/32 = 2,601 м3
Расход чистого кислорода с учетом коэффициента усвоения:
2,601/0,9 = 2,89 м3
4,34 · 0,1 = 0,304 м3 (0,434 кг)
Количество неусвоенного азота:
4,34 · 0,05 = 0,152 м3 (0,217 кг)
Количество технического кислорода, поступающего в ванну:
3,716 + 0,217 + 0,304 = 2,966 м3 (4,237 кг)
Корольков в шлаке будет 10% от массы шлака
12,6 · 0,05 = 1,26 кг.
Выход металла после 1 периода плавки:
Мж.ст = Мм.ш. – (Мм.ш./100)[(∆ [С] + ∆[Mn] + ∆[Р]) – Мж.шл-Мк-Мб.д.q (8)
где Мж.ст – масса жидкой стали, кг;
Мм.ш – масса металлошихты, кг;
∆ [ ] – угар примесей, кг;
Мж.шл – масса шлака, кг;
Мк – масса корольков, кг;
Мб.д. – масса бурого дыма, кг.
Мж.ст. = 100 – (1,8 + 0,683 + 0,445 + 0,034) – 2,243 – 0,524 – 0,35 – 1,26 – 1,5 =
= 91,16 кг.
Выделится СО2 из материалов:
- известняка ………………. 2,867;
- доломита ………………… 0,030.
Σ 2,897
Выделится Н2О из материалов:
- загрязнений скрапа …….. 0,115;
- известняка ………………. 0,060;
- доломита ………………… 0,026
Σ 0,201
Материальный баланс 1 периода плавки представлен в таблице 7.
Таблица 7 – Материальный баланс 1 периода
| Поступило | Получено | ||
| Источники | Масса, кг | Источники | Масса, кг. |
| 1 | 2 | 3 | 4 |
| Металлошихты | 100,00 | Металла | 91,16 |
| Известняка | 6,908 | Шлака | 12,60 |
| Магнезитохромит | 0,20 | Корольки | 0,350 |
| Доломит | 1,20 | СО | 4,2 |
| Кислород из атмосферы | 0,31 |
СО2 |
2,897 |
| Технический кислород | 4,237 |
Н2О |
0,201 |
| Неусвоенного кислорода | 0,434 | ||
|
N2 |
0,217 | ||
|
Fe2O3 в бурый дым |
0,69 | ||
| Итого | 112,155 | Итого | 112,746 |
2 период плавки
Расход кислорода и количество окислившихся примесей во время доводки в таблице 8
Таблица 8 – Расход кислорода и количество окислов в период доводки, кг.
| Окисление | Угар примесей | Расход кислорода | Масса окисла |
| 1 | 2 | 3 | 4 |
| C → CO | 0,930 | 1,240 | 2,17 |
|
Si → SiO2 |
- | - | - |
| Mn → MnO | 0,12 | 0,032 | 0,142 |
|
P → P2O5 |
0,010 | 0,013 | 0,029 |
| Fe → в дым | 0,0018 | 0,0018 | 0,0036 |
| Fe → в дым | 0,365 | 0,137 | 0,502 |
| Итого | 1,41 | 2,306 | 3,716 |
Расчет состава и количества шлака приведен в таблице 9.
Таблица 9 – Определение количества составляющих шлака периода доводки, кг.
| Источ-ники |
SiO2 |
Al2O3 |
MnO | MgO | CaO |
P2O5 |
S | FeO |
Fe2O3 |
Σ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Шлак периода распла-вления | 2,500 | 0,290 | 0,57 | 0,81 | 5,000 | 0,088 | 0,023 | 2,52 | 0,79 | 12,6 |
| Магне-зито-хромит | 0,006 | 0,004 | - | 0,06 | 0,002 | - | - | - | 0,011 | 0,10 |
| Метал-лошихта | - | - | 0,14 | - | - | 0,023 | - | 0,40 | 0,074 | 0,63 |
| Добав-ка из-вести | 0,046 | 0,007 | - | 0,04 | 1,117 | 0,001 | - | - | 0,005 | 1,22 |
| Итого | 2,552 | 0,301 | 0,71 | 0,92 | 6,119 | 0,112 | 0,025 | 2,92 | 0,88 | 14,6 |
Основность шлака равна:
41,91/17,48 = 2,4
Выход металла:
Мж.ст. = 91,16 – 1,41 – 0,311 – 0,0518 – 14,577 · 0,05 + 0,27 = 88,68 кг.
Количество [FeO], образовавшегося за счет окисления железа во втором периоде плавки
[FeO] = 2,92 – 1,886 = 1,034 кг.
Количество [Fe2O3], образовавшегося за счет окисления железа во втором периоде плавки
[Fe2O3] = 0,531 – 0,357 = 0,174 кг.
Расход кислорода на окисление железа до [FeO]
1,034 · 16/72 = 0,230 кг.
При этом окислится железа
1,034 – 0,230 = 0,804 кг.
Расход кислорода на окисление железа до [Fe2O3]
0,174 · 48/160 = 0,052 кг.
При этом окислится железа
0,174 – 0,052 = 0,122 кг.
Количество корольков в шлаке примем 5%
14,577 · 0,05 = 0,729 кг.
Количество кислорода, поступившего из атмосферы
5 · 54 · 100/250000 = 0,108 кг.
Количество кислорода, которое пошло на окисление элементов:
ОΣ = ОС + ОMn + OP + OFe шл + ОFe пыль (9)
ОΣ = 2,306 + 0,230 + 0,052 + 0,027 = 2,615 кг.
Количество кислорода, которое надо подать через фурмы:
2,615 – 0,108 = 2,507 кг.
Необходимое количество технического кислорода
2,507 · 22,4/0,95 · 32 · 0,9 = 2,053 м3/100 кг.
Количество неусвоенного кислорода
2,053 · 0,1 = 0,2053 м3
Количество азота
2,053 · 0,05 = 0,103 м3
Материальный баланс второго периода плавки представлен в таблице 10.
Таблица 10 – Материальный баланс второго периода плавки
| Поступило | Получено | ||
| Источники | Масса, кг | Источники | Масса, кг. |
| 1 | 2 | 3 | 4 |
| Металл | 91,160 | Сталь | 88,680 |
| Продолжение таблицы 10 | |||
| 1 | 2 | 3 | 4 |
| Шлак | 12,600 | Шлак | 14,577 |
| Магнезитохромит | 0,100 | Корольки | 0,729 |
| Доломит | 0,300 | Бурый дым | 0,502 |
| Кислород из атмосферы | 0,108 |
Газы СО |
2,170 |
| Технического кислорода | 2,930 |
СО2 |
0,183 |
| Извести | 1,314 |
N2 |
0,103 |
|
О2 |
0,205 | ||
|
SO2 |
0,0036 | ||
| Итого | 108,512 | Итого | 107,235 |
Материальный баланс всей плавки представлен в таблице 11
Таблица 11 – Материальный баланс всей плавки, кг.
| Поступило | Получено | ||
| Источники | Масса, кг | Источники | Масса, кг. |
| 1 | 2 | 3 | 4 |
| Металлошихта | 100,00 | Сталь | 88,68 |
| Магнезитохромит | 0,300 | Потери с корольками | 1,07 |
| Доломит | 1,500 | Шлак | 10,228 |
| Кислород из атмосферы | 0,418 | Бурый дым | 1,192 |
| Технический кислород | 6,967 |
Газы СО |
6,370 |
| Извести | 1,314 |
СО2 |
3,080 |
| Известняк | 6,908 |
N2 |
0,337 |
|
O2 |
0,707 | ||
|
H2O |
0,201 | ||
| Продолжение таблицы 11 | |||
| 1 | 2 | 3 | 4 |
| Итого | 117,407 | Итого | 116,226 |
2.1.4 Тепловой баланс рабочего пространства
Тепловой баланс рабочего пространства двухванной печи рассчитывается для одной камеры (расчет ведем на всю плавку)
Приход тепла
Физическое тепло чугуна
Физическое тепло чугуна считается по формуле:
Qчуг = Мчуг · [СТВ · tпл + q + Cжид · (tжид - tпл] (10)
где Qчуг – физическое тепло чугуна, кДж;
СТВ – средняя удельная теплоемкость твердого чугуна, кДж/ (кг · ºС);
tпл – температура плавления чугуна, ºС;
q – скрытая теплота плавления, кДж/кг;
Cжид – средняя удельная теплоемкость жидкого чугуна, кДж/(кг · ºС);
tжид – температура жидкого чугуна, ºС.
Qчуг = 250000 · 0,65 · [0,178* 1200 + 52 + 0,2 (1350 – 1200) ] = 201,267 кЛж
Тепло шлакообразования
SiO2 → (CaO)2 · SiO2 ………………. 0,69 · 60 · 554 · 2500/28 = 2,05 · 10ºккал
Р2О5 → (СаО)3 · (Р2О5) …………….. 0,045 · 142 · 1132 · 2500/62 = 0,292· 10ºккал
Σ Qшл = 2,342 · 10ºккал
Физическое тепло скрапа
Qскр = 0,112 · 20 · 35 · 2500 = 0,169 · 106 ккал
Тепло экзотермических реакций
Тепло экзотермических реакций определяется по формуле:
Qэкз = ∆Н1 · ∆С1 · 2500 (11)
где Qэкз – тепло, выделяемое экзотермическими реакциями, 106 ккал
∆Н1 – тепловой эффект химической реакции, 106 ккал
∆С1 – изменение концентрации i-го компонента, кг.
Таблица 12 – Тепло экзотермических реакций, 106 ккал
| С → СО | (1,8 + 0,93) · 8134 · 2500 = 55,535 |
|
Si → SiO2 |
0,69 · 7423 · 2500 = 12,8 |
| Mn → MnO | 0,565 · 1758 · 2500 = 2,48 |
|
P → P2O5 |
0,045 · 5968 · 2500 = 0,670 |
|
Fe → Fe2O3 (в дым) |
(0,5 + 0,503) · 1758 · 2500 = 3,53 |
|
Fe → Fe2O3 (в шлак) |
(0,357 + 0,074) · 1758 · 2500 = 1,89 |
| Fe → FeO | (0,4 + 1,886) · 1150 · 2500 = 6,57 |
Итого: ΣQэкз = 3,53 + 1,89 + 6,57 + 0,67 + 2,48 + 12,8 + 55,54 = 82,89 · 106 ккал
Химическое тепло природного газа
Расход природного газа принимаем за х и определяем химическое тепло природного газа по формуле:
Qпр.газ = ∆Нпр.газ · 2500 · х (12)
где Qпр.газ – химическое тепло природного газа, МДж;
∆Нпр.газ – тепловой эффект реакции горения природного газа, 106 ккал/м3;
х – расход природного газа, м3.
Qпр.газ = 8291 · х
Расход тепла
Физическое тепло стали
Физическое тепло стали определяется по формуле:
Qст = Мст · [СТВ · tпл + q + Cжид · (tжид - tпл], (13)
где Qст – физическое тепло стали, кДж;
Мст – масса стали, кг;
СТВ – средняя удельная теплоемкость твердой стали, кДж/ (кг · ºС);
tпл – температура плавления стали, ºС;
q – скрытая теплота плавления стали, кДж/кг;
Cжид – средняя удельная теплоемкость жидкой стали, кДж/(кг · ºС);
tжид – температура жидкой стали, ºС.
Температура плавления стали определяется по формуле:
tпл = Тлик – 80 · [% С], (14)
где Тлик – температура ликвидуса, ºС;
[% С] – содержание углерода в металле, массовая доля, %
tпл = 1539 – 80 · (0,04) = 1536ºС
Qст = [0,167 · 1536 + 65 + 0,2 · (1600 – 1536)] · 88,68 · 2500 = 74,12 106 ккал
Физическое тепло шлака и корольков
Физическое тепло шлака определяется по формуле:
Qшл = (0,298 · 1550 + 50) · 12,6 · 2500 + (0,298 · 1630 + 50) · 1,98 · 2500 +
+ (2,298 · (1630 – 1550) + 50) · 12,6 · 2500 = 21,10 · 106 ккал
Тепло, уносимое продуктами горения.
Принимаем температуру отходящих газов равной 1650ºС
СО 1650х · 0,569 · 0,974 = 914,4х
Н2О 1650х · 0,444 · 1,925 = 1410х
N2 1650х · 0,347 · 0,332 = 190х
Qпр.г. = 2514,4 · х
Тепло на разложение известняка
Qизв = 6,908 · 2500 · 425 = 7,34 · 106 ккал
Тепло на испарение влаги и нагрев паров
Qисп = (1 · 100 + 539 + 0,444 · 1650 · 22,4/18 – 0,36 · 100 · 22,4/18) · 2500 ·
· 0,201 = 0,76 · 106 ккал
Тепло для нагрева СО выделяющегося из ванны
QСО = 0,569 · 1650 · 6,37 · 2500 · 22,4/28 = 11,96 · 106 ккал
Тепло для нагрева СО2 и SO2 выделяющихся из ванны
QСО2, SO2 = 0,569 · 3,08 · 2500 · 22,4/44 + 0,569 · 1650 · 0,0036 · 2500 · 22,4/64 =
= 3,68 · 106 ккал
Тепло для нагрева неусвоенного N и О
Qнеусв. = 0,347·1650· 2500 · 0,337 · 22,4/28 + 0,368 · 1650 ·2500 · 0,707 · 22,4/32= = 1,13 · 106 ккал
Тепло, уносимое бурым дымом
Qб.л. = (0,294 · 1650 + 50) · 1,192 · 2500 = 1,59 · 106 ккал
Потери тепла на охлаждение печи
Расходы воды на одну крышку 6 м3/ч тогда на три крышки 6 · 3 = 18 м3/ч.
Расход воды на столбики 2 · 6 = 12 м3/ч, на амбразуру шлаковой летки 4 м3/ч.
Итого воды на охлаждение печи 34 м3/ч.
Qохл.п. = 34000 · 20 · 4,3 = 2,9 · 106 ккал
Тепло на охлаждение кислородных фурм
Qохл.к.ф. = 3 · 2,43 · 0,2 · 4,2 · 300000 · 3,14 = 5,76 · 106 ккал
Тепло на охлаждение рам завалочных окон и пятовых балок
Расход воды равен 3,6 м3/ч. Выход пара составляет 90%, то есть 3,6 · 0,9 =
= 3,24 м3/ч.
Нагрев воды на 90ºС потребует тепла
Qз.о., п.б. = (3,6 – 3,24) · (90 – 20) · 1000 · 4,3 = 0,1 · 106 ккал
Потери тепла на получение пара
Qпол. пара = [(100 – 20) + 535 + 0,36 (150 – 100) · 22,4/18] · 3,24 · 1000 · 4,3 =
= 8,9 · 106 ккал
Таким образом, потери тепла на охлаждения рабочего пространства
Qраб.пр = Qохл.п. + Qохл.п.ф. + Qз.о, п.б. + Qпол.пара = 17,76 · 106 ккал
Потери тепла через кладку принимаем 4%
Qкл = 0,04 (133,46 · 106 + 8291х) = 5,34 · 106 + 331,64х
Потери тепла через окна и гляделки 0,95%
QОКН = 0,0096 (133,46 · 106 + 78,76 · х
Потери тепла на диссоциацию Н2О и СО2 равны 0,5%
Qдис = 0,005 · 82911 · х
Потери тепла с выбивающимися газами составляют 0,4%
Qвыб = 0,004 · 82911 · х = 33,16х
Полный расход тепла
Qрасх = Qвыб + Qдис + Qокн + Qкл + Qраб.пр. + Qб.л. + Qнеусп + QCO2, SO2 +
+ QCО + Qисп + Qпр.г. + Qшл + Qст (15)
Qрасх = 146,64 + 2999,42 · х
Qприх = Qрасх (16)
133,46 · 106 + 82,9х – 146,64 · 106 + 2999,42х
х = 2490 – расход природного газа на плавку
Тепловой баланс плавки приведен в таблице 13.
Таблица 13 – Тепловой баланс рабочего пространства камеры двухванной печи
| Приход тепла | Расход тепла | ||
| Статьи затрат |
Кол-во тепла, 106 ккал |
Статьи затрат |
Кол-во тепла, 106 ккал. |
| 1 | 2 | 3 | 4 |
| Физическое тепло чугуна | 48,035 | Физическое тепло стали | 74,12 |
| Продолжение таблицы 13 | |||
| 1 | 2 | 3 | 4 |
| Тепло экзотермических реакций | 82,890 | Физическое тепло шлака с корольками | 21,99 |
| Физическое тепло скрапа | 0,196 | Тепло на разложение известняка | 7,34 |
| Тепло шлакообразования | 2,340 | Тепло продуктов горения | 6,26 |
| Тепло от сжигания природного газа | 20,640 | Нагрев воды и испарение влаги | 0,76 |
| Тепло на нагрев газов | 16,77 | ||
| Тепло, уносимое бурым дымом | 1,59 | ||
| Потери тепла на охлаждение (через кладку, излучением, диссоциацию, с газами) | 25,58 | ||
| Итого | 154,311 | Итого | 154,410 |
2.2 Технология плавки стали марки 17Г1С
Для уменьшения времени плавки необходимо ужесточить качество и сократить время загрузки лома за счет лучшей организации завалки. Проводить более тщательную сортировку лома и увеличивать насыпную плотность.
Периоды плавки:
- заправка – 10 мин.;
- завалка – 25 мин.;
- прогрев – 40 мин.;
- слив – 15 мин.;
- плавление – 35 мин.;
- доводка – 40 мин.;
- выпуск – 15 мин.;
Итого: Σ = 180 мин.
2.2.1 Заправка печи магнезитовым порошком
Заправку печи производят магнезитовым порошком или обожженным доломитом во время выпуска плавки /11/.
В целях безопасности при заправке печи объемный расход кислорода на продувку в соседней ванне снижают до 4000 – 4500 м3/ч.
Заправку печи выше шлакового пояса совмещают с периодом доводки предыдущей плавки. Загущение шлака заправочными материалами не допускается.
Заправку шлакового пояса печи производят во время выпуска, начиная с задней стенки напротив среднего завалочного окна с таким расчетом, чтобы не засыпать горловину сталевыпускного отверстия.
Восстановление рабочего слоя стен и откосов ниже шлакового пояса производят после полного удаления металла и шлака из печи, не допуская попадания значительного количества материалов на подину печи.
Завалку агломерата или руды (1-2 мульды) в среднее окно начинают после того, как сталевар предупредит подручных, находящихся у стальной летки и убедится в ее чистоте. Расстояние от агломерата (руды) до козырька летки должно быть приблизительно 100 мм.
2.2.2 Завалка и прогрев шихты
Начинать завалку при наличии на подине застоя глубиной более 150 мм запрещается.
Шихтовые материалы подают к печи к началу выпуска плавки. Завалку шихты производят в следующей последовательности: легковесный лом, известь или известняк, тяжеловесный лом. В последнюю очередь заваливают бой изложниц и твердый чугун. Завалку металлолома производят равномерно в каждое окно без образования бугров, особенно под кислородными фурмами.
После завалки шихты производят отталкивание лома от передней стенки и подсыпку порогов доломитом или дробленым известняком крупностью 10-50 мм. Не допускается попадание скрапин и мелкого металлолома на пороги.
В случае необходимости (при высокой подине) перед подсыпкой порогов делают гребешки из обожженного доломита или магнезитового порошка
Перед заливкой чугуна шихта должна быть хорошо прогрета. Признаком нормального прогрева является оседание легковесного лома и легкое оплавление кромок тяжеловесного лома. Прогрев не должен приводить к местному закозлению шихты. При задержках в периоды завалки и прогрева необходимо сократить тепловую нагрузку, не допуская оплавления шихты.
2.2.3 Заливка чугуна
После прогрева шихты устанавливают заливочный желоб и заливают чугун. Разрешается на 10 минут до заливки чугуна подавать на металлический лом кислород через кислородные фурмы до 4000 м3/ч для проплавления «колодцев». При этом фурмы должны находиться на минимальном расстоянии от поверхности лома. Запрещается опускать фурмы непосредственно на шихту, т.к. это может привести к прогару фурм.
Заливку чугуна производят в среднее окно. Во время заливки чугуна через кислородные фурмы подают кислород до 4000 м3/ч. При перегреве шихты или в случае перегрева при сливе чугуна более, чем на 20 минут, во избежании бурных реакций в печи и выбросов шлака на рабочую площадку, подача кислорода на кислородные фурмы должна быть уменьшена до уровня, обеспечивающего спокойное течение плавки без бурных реакций и выбросов шлака. Поданный чугун сливают медленно.
2.2.4 Плавление чугуна
Началом периода плавления считают момент окончания заливки чугуна. Продувку ванны кислородом осуществляют тремя фурмами. Головки фурм во время продувки располагают на границе раздела шлак-металл. Установку фурм по указателю положения фурм и визуально. В течение всего периода продувки сталевар систематически проверяет положение и состояние фурм для своевременного обнаружения течи воды. В случае невозможности опустить фурмы на границу шлак-металл из-за наличия твердой шихты, выступающей над поверхностью, объемный расход кислорода сокращают до 4000 – 5000 м3/ч.
Спуск шлака производят через порог среднего завалочного окна. Общий объем спущенного шлака должен быть 0,5 – 1 объема чаши. Через 40 минут после заливки чугуна отбирают первую пробу металла и шлака на химический анализ и вводят термоэлектрический преобразователь непрерывного измерения температуры жидкой стали. Допускается измерение температуры жидкой стали термопреобразователями разового кратковременного погружения. Перед отбором проб и измерением температуры металла термопреобразователями разового погружения интенсивность продувки ванны кислородом должна быть снижена до 4000 м3/ч.
При наличии бурных реакций в печи отбор проб металла и шлака и измерение температуры металла термопреобразователями разового погружения запрещается. При бурном вскипании ванны поднять продувочные фурмы, отключить кислород, отключить газокислородные горелки, если они были в работе.
После отбора первой пробы металла в случае необходимости к печи должны быть поданы агломерат и известняк в количестве 4-5 тонн каждого.
Момент расплавления условно записывают в паспорт плавки при достижении температуры металла не ниже 1500ºС. При этой температуре массовая доля углерода в металле должна составлять не менее 0,8%. Если это условие не выполняется, то разрешается передув ванны и нагрев металла до заданной температуры с последующим науглероживанием металла в ковше до заданного содержания углерода в готовом металле.
Основность шлака по расплавлении ванны должна быть не ниже 1,8. При необеспечении по расплавлении требуемой основности шлака производят присадку извести (известняка).
2.2.5 Доводка чугуна
Оптимальным ходом процесса доводки плавки считается такой, когда продувка ванны кислородом ведется без перерывов всеми фурмами и без присадок материалов в печь, при этом температура металла на выпуске должна обеспечивать нормальную его разливку.
В случае необходимости регулирование скорости окисления углерода и скорости нагрева металла осуществляют изменением интенсивности продувки и положения кислородных фурм.
При перегреве металла в печь присаживают агломерат или известняк, рекомендуется вводить их в соотношении 1:1. При этом учитывают, что при присадке 1 тонны агломерата температура металла снижается на 30ºС, известняка – на 20ºС, а подъем температуры металла составляет 10-15ºС при выгорании 0,1% углерода.
При температуре металла 1580ºС и более охлаждение ванны рекомендуется производить только известняком.
По ходу доводки через каждые 15-20 минут отбирают пробы металла для контроля массовой доли углерода, фосфора, серы, марганца, хрома, никеля, меди. Разрешается отбор меньшего количества проб, но не менее 2; при условии обеспечения заданного химического состава готовой стали. При необходимости принимают меры для обеспечения заданной массовой доли фосфора и серы в стали – спуск шлака им наводка нового присадками в ванну сухих извести, известняка, плавикового шпата. Присадка всех материалов в печь должна быть закончена не позднее, чем за 10 минут до выпуска плавки. При передувке металла разрешается во время выпуска плавки присадка сухого прокаленного доломита с порогов печи для снижения активности шлака.
При снижении массовой доли углерода по ходу продувки до 0,3%, объемный расход кислорода на продувку рекомендуется снижать до 3000 – 4000 м3/ч.
Контроль температуры металла производят с помощью установок непрерывного измерения температуры, при их наличии в цехе. Разрешается измерение температуры производить термопреобразователем кратковременного разового погружения не менее трех раз за период.
Температура металла перед выпуском должна быть при непрерывном измерении 1630ºС. При разовом измерении температура должна быть на 10ºС выше.
Продувку металла заканчивают не позднее, чем за 5 минут до выпуска плавки. Окончанием продувки считают подъем фурм над уровнем шлака на 1 – 1,5 м, интенсивность подачи кислорода при этом снижают до 3000 – 4000 м3/ч.
Массовая доля окислов железа в шлаке перед выпуском не регламентируется. Основность конечного шлака должна быть не менее 2,0.
2.2.6 Десульфурация стали с использованием ТШС
Существует целый ряд материалов и способов их введения в ковш, главными из которых являются: обработка расплава жидкими синтетическими шлаками, использование металлического кальция и сплавов на его основе, эжекция мелкодисперсных специальных шлаковых смесей, а также применение кусковых твердых шлакообразующих. Наиболее простым и сравнительно легко организуемым способом в условиях сложившейся технологии в существующих цехах является использование кусковых твердых шлакообразующих смесей (ТШС).
В процессе легирования сталь попадает в марочные пределы по всем элементам, кроме углерода и серы. Необходимо принять меры по десульфурации стали и вводу углерода.
Для десульфурации существует целый ряд материалов и способов их введения в ковш, главными из которых являются: обработка расплава жидкими синтетическими шлаками, использование металлического кальция и сплавов на его основе, эжекция мелкодисперсных специальных шлаковых смесей, а также применение кусковых твердых шлакообразующих.
Наиболее простым и сравнительно легко организуемым способом в условиях сложившейся технологии в существующих цехах является использование кусковых твердых шлакообразующих смесей (ТШС) /12/.
Расчет десульфурации стали с использованием ТШС проводится на 100 кг. стали. Для начала необходимо оценить массу и состав сформировавшегося в ковше шлака.
Масса стали в ковше 250 т.
Далее оцениваются составляющие, вносимые ТШС. Расход ТШС принимается 15 кг/т или 1,5 кг/100 кг. стали; состав – 75% извести; 25% плавикового шпата.
Следовательно, ТШС внесет извести: 1,5 · 0,75 = 1,125 кг.
Состав извести принимается следующий, масс. доли %: СаО – 85; MgO – 8; SiO2 – 2; п.п.п – 5.
Следовательно, известь внесет в шлак, кг:
- СаО………………………. 1,125 · 0,85 = 095;
- MgO ……………………... 1,125 · 0,08 = 0,09;
- SiO2 ……………………… 1,125 · 0,02 = 0,022.
Далее оцениваются составляющие, вносимые печным шлаком. Принимается, что в ковш попадает печной шлак в количестве 6 кг/т стали или 0,6 кг/100 кг. металла.
Состав печного шлака в печи на выпуске, массов. доли, %.
СаО – 47,9; SiO2 – 18,57; FeO – 12,9; MnO – 1,7; MgO – 8,5; P2O5 – 0,88; Al2O3 – 2,44.
Следовательно, печной шлак внесет, масс. доли, кг.
CaO – 0,28; SiO2 – 0,11; FeO – 0,07; MnO – 0,02; MgO – 0,05; P2O5 – 0,005; Al2O3 – 0,01.
Количество и состав шлака представлены в таблице 14.
Таблица 14 – Количество и состав шлака, кг.
| Источники шлака | CaO |
SiO2 |
FeO | MnO | MgO |
Al2O3 |
СаF2 |
Итого |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Продукты раскисления | 0,680 | |||||||
| ТШС | 0,95 | 0,022 | 0,09 | 0,375 | ||||
| Печной шлак | 0,28 | 0,110 | 0,07 | 0,02 | 0,05 | 0,005 | 0,010 | |
| Всего внесено в ковш | 1,23 | 0,132 | 0,07 | 0,02 | 0,14 | 0,685 | 0,385 | 2,66 |
| Состав шлака в ковше, масс. доли, % | 46,20 | 4,960 | 2,63 | 0,75 | 5,26 | 25,75 | 14,470 | 100,00 |
Коэффициент распределения серы определяется по уравнению (17):
 , (17)
, (17)
где а0 – активность кислорода в стали можно определить из следующего уравнения
lgfs = 0,11 · 0,04 + 0,063 · 0,36 + 0,29 · 0,014 – 0,026 · 0,58 – 0,028 · 0,032 = 0,055
![]() (18)
(18)
где аAl – активность алюминия в стали
аAl2O3 – активность глинозема в образующейся шлаковой фазе
КAl · aAl2O3 = K’Al (19)
Константа K’Al приближенно определена и равна:
- для шамотной футеровки K’Al = 10-12;
- для высокоглиноземистой футеровки K’Al = 10-13
Допуская, что аAl ≈ [Al] = 0,025, получим выражение для определения аО
 (20)
(20)
Принимая футеровку ковша высокоглиноземистую (К’Al = 10-13)
![]()
Ls = 57
Содержание серы в ковше определяется по уравнению:
![]() (21)
(21)
где λ – кратность шлака, λ = 0,029
![]()
Степень десульфурации определяется по уравнению:
 (22)
(22)
![]()
2.2.7 Раскисление и легирование стали
Предварительное раскисление металла производят в ковше, непосредственно при выпуске, присадкой алюминия для снятия переокисленности металла и производят науглероживание вдуванием коксовой мелочи под струю. Выпуск металла производится при достижении температуры не ниже 1630ºС. При выпуске металла из печи производится отсечка шлака с помощью скриммерного желоба.
Присадка ферросплавов в ковш во время продувки позволяет достичь большей их экономии за счет более высокой степени усвоения легирующих элементов, достигающей для большинства элементов по многочисленным литературным данным величины более 90%.
При выпуске металла из печи содержание углерода в стали равно 0,04. По содержанию углерода по эмпирической формуле легко найти массовую долю растворенного кислорода в стали [О].
аО = \0,00252 + 0,0032/[С] (23)
где [С] - содержание углерода в металле перед выпуском из печи,
массов. доли, %
аО = [О] (24)
[О] = 0,00252 + 0,0032/0,4 = 0,011%
Раскисление стали алюминием проходит по реакции:
2[Al] + 3[O] = (Al2O3) (25)
K = a2Al · a3 o/aA1203 (26)
a2Al · a3o = K · aA1203 ≈ K’
где aAl и ao – активности алюминия и кислорода в металле;
К – константа равновесия реакции;
aA1203 – активность глинозема в шлаковой фазе.
При преобразовании чистого Al2O3 можно принять aA1203 = 1
Для связывания 0,011% кислорода потребуется алюминия 0,012%.
В процессе выпуска металла основная задача сводится к тому, чтобы раскислить сталь. Поэтому на выпуске вводим чушкового алюминия, с учетом угара 30% в количестве 0,017 кг/100 кг стали или 42,5 кг/плавку.
Для науглероживания будем применять коксик следующего состава:
S – 0,05%, C – 82%
Коксик = 1000 · (0,36 – 0,04)/82 · 0,5 = 7,8 кг/т.
На всю выплавку необходимо 1950 кг. Внесет S = 0,00039%
В процессе внепечной обработки легируем ферромарганцем ФМи75, ферросилицием ФС85, феррохром ФХ800 (химический состав ферросалавов приведен в таблице 15). Ферросилиций, феррохром и ферромарганец присаживаются в ковш во время продувки.
Таблица 15 – Химический состав ферросплавов
| Ферросплав | Массовая доля элементов, % | |||||||
| С | Mn | Si | Cr | S | P | H | N | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| ФC 75 | 0,1 | - | 65,0 | - | 0,03 | 0,05 | 0,0008 | 0,001 |
| ФМн 75 | 7,0 | 76,0 | 2,0 | - | 0,03 | 0,45 | 0,0020 | 0,020 |
| ФХ 800 | 0,5 | 2,0 | 2,0 | 65 | 0,05 | 0,08 | 0,0005 | 0,004 |
Содержание остаточной массовой доли легирующих и примесей в стали перед легированием составляет марганца – 0,088%, кремния – следы, углерода – 0,36%, серы – 0,012%, фосфора – 0,011%, хрома – 0,3%.
Требуемое количество массовых долей элементов в готовой стали: марганца -0,6%, кремния – 0,28%, углерода – 0,36%, серы – 0,015%, фосфора – 0,015%, хром – 0,9%.
Необходимое количество ферросплавов для легирования стали определяем по формуле:
ФСпл = М · ∆ [Эл] / η · с (27)
где ФСпл – количество вводимого ферросплава, кг/т стали;
М – масса металла, кг;
∆ [Эл] - массовая доля элемента, которую необходимо внести, %;
η – степень усвоения ферросплава;
с – содержание элемента в ферросплаве, масс. доли, %
Требуется внести с ферромарганцем 0,592% марганца. Степень усвоения ферромарганца в ковше составляет 95%. Необходимое количество ферромарганца
ФМн 75 = 1000 · 0,592/0,95 · 76 = 8,0 кг/т стали;
ФМн 75 = 8,0 кг/т жидкой стали или 2000 кг. на плавку.
Требуется внести с ферросилицием 0,28% кремния. Степень усвоения ферросилиция в ковше при пульсирующей продувке составляет 92%. Необходимое количество ферросилиция
ФС75 = 1000 · 0,28/0,92 · 80 = 3,9 кг/т стали;
ФС75 = 4,05 кг/т жидкой стали или 1012,5 кг. на плавку.
Требуется внести с феррохромом 0,6% хрома. Степень усвоения феррохрома в ковше при продувке составляет 98%. Необходимое количество феррохрома
ФХ800 = 1000 · 0,6/0,98 · 65 = 9,41 кг/т стали
ФХ800 = 9,41 кг/т жидкой стали или 2352 кг. на плавку.
Количество внесенных элементов с ферросплавами показаны в таблице 16.
Таблица 16 – Количество внесенных элементов с ферросплавами
| Ферросплав | Содержание вносимых элементов, массов. доля, % | |||||
| С | Сr | Мn | Si | S | P | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| ФМн75 | 0,0570 | - | 0,59200 | 0,016 | 0,00020 | 0,0036 |
| ФХ800 | 0,0090 | 0,6 | - | 0,019 | 0,00050 | 0,0003 |
| ФС75 | 0,0008 | - | 0,0016 | 0,280 | 0,00008 | 0,0002 |
После легирования сталь будет иметь химический состав, который показан в таблице 17.
Таблица 17 – Химический состав стали после легирования и науглероживания
| С | Mn | Si | P | S | Cr |
| 0,42 | 0,68 | 0,315 | 0,015 | 0,0127 | 0,9 |
2.2.8 Изменение температуры в процессе внепечной обработки металла
В процессе производства стали без дополнительного подогрева на технологических стадиях между выпуском металла и разливки на МНЛЗ, температура металла все время уменьшается.
Температуру металла в печи перед выпуском можно найти из соотношения
Твып = ∆Т1 + ∆Т2 + ∆Т3 + ∆Т4 + ∆Т5 (28)
где ∆Т1 – падение температуры стали при выпуске из печи, ºС;
∆Т2 - падение температуры стали при транспортировке стальковша до стенда
продувки, ºС;
∆Т3 - падение температуры стали при продувке в ковше, ºС;
∆Т4 - падение температуры стали при транспортировке стальковша от стенда до
МНЛЗ, ºС;
∆Т5 - заданная температура в промковше, ºС.
Падение температуры при выпуске стали из печи за счет излучения струи металла в атмосферу цеха и нагрев футеровки ковша и ввода ТШС составляет 60ºС.
Падение температуры стали при транспортировке стальковша до стенда и от стенда до МНЛЗ можно принять равным 20ºС.
При продувке и с учетом ввода ферросплавов температура металла падает на 20ºС.
Необходимая температура металла в стальковше перед разливкой
Тс.к = Тлик + Тп.к. + Ткр + 20 (29)
где Тлик – температура ликвидус стали, ºС;
Тп.к – температура стали в промковше, ºС;
Ткр – температура в кристаллизаторе, ºС.
Тлик = 1539 - 79[С] - 12[Si] - 5[Mn] - 25[S] - 30[P] + 2,7[Al] (30)
Тлик = 1539 – 79,0 · 0,17 – 12 · 0,5 – 5 · 1,38 – 25 · 0,04 – 30 · 0,035 + 2,7 · 0,03 =
= 1501ºС
Тс.к = 1501 + 10 + 20 + 20 = 1551ºС
Теперь легко подсчитать, что без принятия мер по дополнительному подогреву, температура стали на выпуске из ДПСА должна составлять
Твып = 60 + 20 + 20 + 1551 = 1650ºС
При необходимости сталь подогревают перед разливкой на МНРС химическим подогревом. Химический нагрев – это нагрев металла тепловым эффектом экзотермических реакций окисления элементов, растворенных в расплаве. Основными такими элементами являются алюминий и кремний. При окислении алюминия температура расплава может повышаться с максимальной скоростью 2-4ºС мин. Недостатками этого метода является значительное загрязнение стали неметаллическими включениями и невысоким коэффициентом полезного действия.
2.2.9 Разработка МНЛЗ
Выбор типа МНЛЗ
Для выпуска тонкого листа выбирается заготовка сечением 50 х 1200 мм. Принимается время разливки равное 90 мин., т.к. оптимальный вариант, когда время разливки равно времени плавки в ДПСА.
Найдем скорость разливки. Она определяется по формуле:
![]() (31)
(31)
где ω – скорость разливки, м/мин;
М – масса металла в ковше, кг;
N – количество ручьем;
τ – допустимое время разливки, мин;
ρ – плотность стали, кг/м3;
φ – коэффициент, учитывающий потери времени при разливке.
ω = 210 ·/(1 · 0,05 · 1,2 · 7,65 · 90) = 5,1 м/мин.
Металлургическая длина машины определяется по формуле:
L = 300 · a2 · ω (32)
L = 1,1 · 0,052 · 5,1/(22 · 0,0252) = 5,61 м
Исходя из этого выбираем вертикальную машину с загибом. Управление для оценки допустимого базового радиуса технологической оси МНЛЗ записывается /9/.
 (33)
(33)

Производительность МНЛЗ.
Производительность МНЛЗ рассчитывается по формуле:
 (34)
(34)
где Р1 – пропускная способность при отливке заготовки определенного сечения,
т/год;
n – количество плавок в серии при разливке методом плавка на плавку
(принимаем n = 15 плавок);
М – масса металла, т;
Ф – фонд времени работы МНЛЗ, сут;
τ1 – время разливки стали из сталеразливочного ковша, мин;
τ2 – время подготовки машины к приему плавки без изменения размеров слитка,
мин.
Принимаем τ1 = 90 мин, τ2 = 40 мин.
Ф = 365 – (Тк + Тпп + Тт), (35)
где Тк – продолжительность капитального ремонта установки, 10 сут.;
Тпп – продолжительность планово-предупредительных ремонтов, 17 сут.;
Тт – продолжительность текущих ремонтов, 30 сут.
Тогда
Ф = 365 – (10 + 17 + 30) = 308 сут.
Производительность МНЛЗ равна:
![]()
3 Специальная часть
3.1 Исследования в условиях сталеплавильного производства
Продувка стали в ковше инертным или нейтральным газом стала обязательным элементом технологии выплавки стали в различных сталеплавильных агрегатах. С помощью этого метода решают достаточно большой круг вопросов, таких, как частичная дегазация, удаление включений, перемешивание, усреднение состава, тонкое регулирование температуры перед непрерывной разливкой и т.д. /13/.
Одним из важнейших результатов внепечной обработки нейтральными газами является улучшение свойств твердого металла практически без изменения его состава /14/. Так, например, твердый металл после его продувки аргоном характеризуется более высокими значениями модуля упругости, электропроводности и термо-э.д.с, а также пониженными значениями коэрцетивной силы. Проволока, изготовленная из этого металла, выдерживает большее число скручиваний до разрушения, а выносливость металлокорда на 27 – 102% больше, чем из металла не обработанная аргоном /15/.
Как уже отмечалось, продувка инертным газом способна существенно снизить содержание неметаллических включений и растворенных в металле газов только лишь при обработке стали в ковшах небольшой емкости (20 – 30 тонн). Для получения низкого остаточного содержания водорода при внеагрегатной обработке аргоном необходимый расход нейтрального газа должен составлять 2-5 м3/т /16/. Такие расходы можно достигнуть только пру продувке стали в ковшах малой емкости или газопроницаемой футеровкой днища. Для большегрузных ковшей это невыполнимо из-за конструктивных особенностей продувочных устройств и большой длительности продувки.
В большегрузном ковше продувка стали инертными газами влияет на однородность химического состава. Это обстоятельство особенно актуально при производстве высококачественной стали, разливаемой как на УНР, так и в слитки. Примером может служить производство низколегированной стали для труб большого диаметра «северного исполнения». В этом случае особенно важно получить точно заданный состав готовой стали. Обработка стали инертными газами в настоящее время получила наиболее широкое распространение. Такой обработке с целью усреднения температуры и химического состава металла подвергается почти вся сталь, разливаемая на МНЛЗ.
В целом, основной задачей технологии внепечной обработки стали нейтральными газами является усреднение расплава по химическому составу, температуре и дегазации расплава.
Под термином «газы в стали» металлурги обычно понимают концентрацию в ней водорода и азота. Кислород некоторые авторы не включают в это понятие в связи с тем, что методы борьбы с ним существенно отличаются от методов борьбы с водородом и азотом. Однако разработка и освоение устройств для определения активности кислорода в расплаве (актинометров) дало толчок к ряду исследований, направленных на совершенствование процесса раскисления стали /17/.
Вместе с тем на практике металлурги с определенной эффективностью ведут борьбу только с водородом и кислородом. Значительные трудности вызывает удаление из расплава азота. В ряде работ /18/ подтверждается факт нестабильного и незначительного удаления азота при внепечной обработке расплава нейтральным газом. Снижение содержания азота наблюдается только при продувке сталей, содержащих титан и алюминий, т.е. хорошо раскисленных сталей. При обработке нераскисленного металла аргоном дегазация расплава не сопровождается удалением азота.
Поэтому был предпринят ряд попыток по реализации различных методов активизации воздействия на расплав. К таким попыткам следует отнести вращение фурмы с пористыми насадками, с реверсом направления и заданной цикличностью, наложение ультразвуковых колебаний в диапазоне 102 – 102 Гц, применение дутьевого устройства в виде Сегнерова колеса, вращающегося роторного устройства и горизонтального расположения желобов под струями газа в расплаве. Применение этих методов несколько повышает эффективность обработки, но значительно усложняется изготовление дутьевых устройств и снижается надежность их в работе.
Следует отметить, что все вышеперечисленные разработки предполагают истечение продуваемого газа из сопловых устройств при низких давлениях, а, следовательно, относительно низких скоростях.
Как отмечалось в предыдущем разделе, основным параметром, характеризующим возможный уровень рафинирования стали от газов и неметаллических включений является степень дисперсности вдуваемого нейтрального газа. Описанные в литературе дутьевые режимы обработки больших объемов металла /19/ характеризуются малыми удельными расходами газа и, как следствие, весьма невысокой степенью дисперсности вдуваемого газа.
Применяемый дутьевой режим обработки стали в большегрузных ковшах обычно характеризуется струйным режимом истечения газа и образованием пузырьков с минимальным диаметром порядка 3-4 х 10-2 м. Так как при продувке стали инертным газом в струйном режиме пузырь формируется не непосредственно на отверстии сопла, а на конце вытянутой струи (каверны), дробление вдуваемого газа до пузырьков такого размера происходит лишь частично. Кроме того, при этом возможен и обратный процесс, т.к. агломерация пузырьков. Подтверждением этого обстоятельства является тот факт, что основная масса выходит на поверхность зеркала металла в виде крупных пузырей. Соответственно при таких параметрах продувки и степени диспергирования газа уровень рафинирования стали в большегрузных ковшах от газов и неметаллических включений, определяемый, прежде всего, развитостью поверхности газ-металл, весьма низкий. Поэтому для увеличения межфазной поверхности газ – металл, весьма низкий. Поэтому для увеличения межфазной поверхности газ – металл было предложено использовать для продувки стали аргоном (или азотом) в большегрузных ковшах нестационарные (или пульсирующие) газовые струи.
Для реализации задачи продувки стали в ковше нестационарными потоками инертного газа с заданными амплитудно-частотными характеристика (АЧХ), погружные фурмы оснащались специально сконструированными газодинамическими устройствами. Сначала задача ограничивалась созданием газовых струй, пульсирующих с частотами в диапазоне 300 – 500 Гц, предназначенных для эффективного диспергирования их на пузырьки диаметром 1 – 3 х 104 м., чтобы обеспечить максимально возможную поверхность контакта расплав-газ.
Процесс создания в газовых струях заданных параметров (АЧХ) пульсаций является одной из важнейших задач прикладной газовой динамики. В сталеплавильном производстве цель управления струями заключается в формировании струй с определенными амплитудно-частотными характеристиками (АЧХ), задача управления – обеспечение достижения поставленной цели. Средства управления должны удовлетворять требованиям простоты конструкции и ограниченности по затрачиваемой энергии.
Среди имеющихся газодинамических средств управления сверхзвуковыми струями для сталеплавильного производства весьма перспективным является процесс распространения сверхзвуковых струй в ступенчатых каналах /20/, который может иметь неустойчивый (нестационарный) характер в широком диапазоне определяющих параметров. Это проявляет себя в волновой структуре струй и пульсациями давления. Наиболее предпочтительно реализовать данный процесс внутри газового тракта фурмы, исключив наличие каких-либо движущихся частей (элементов).
Физические причины возбуждения сверхзвукового потока при его взаимодействии со стенками тракта относятся к числу дискуссионных проблем современной аэродинамики. Однако имеющиеся к настоящему времени исследования позволили для некоторых типов каналов однозначно определить границы областей существования колебательных и устойчивых режимов, а также установить причины колебаний газовых струй в трубах. На основании имеющихся результатов были разработаны универсальные газодинамические модули, предназначенные для осуществления способов управления струями, возбуждения или стабилизации струй, т.е. в зависимости от требований того или иного металлургического процесса /21/. Установка таких модулей в газовых трактах или выполнение самих трактов в виде модулей позволяет получать струи с требуемыми параметрами.
Генераторы в виде канала с внезапным увеличением площади поперечного сечения, цилиндрического и цилиндрического каналов с блоком сопел, тупикового канала предназначены для возбуждения колебаний волновой структуры при фиксированной геометрии канала и постоянном полном давлении газа на какой-либо частоте. Генератор в виде канала с кольцевой каверной в расходящихся стенках позволяет возбуждать колебания как на одной, так и на нескольких частотах. С помощью генераторов с последовательным расположением поперечного сечения или набора параллельных диафрагмированных каналов можно получить колебания широкого спектрального состава.
Использование каналов с серповидной или щелевой формой поперечного сечения позволяет создать неустойчивую, быстро расширяющуюся струю газа и легко возбудить колебания в кавернах. Данные схемы должны улучшать и гидродинамику ковша при продувке стали аргоном в ковше, если фурму оборудовать керамическим отбойником.
Таким образом, изучение особенностей распространения сверхзвуковых струй позволило создать универсальные газодинамические модули для управления струйными течениями в сталеплавильном производстве.
Модули для управления струйными течениями, возбуждения и стабилизации струй могут быть размещены в пустотах устройств для подачи кислорода и газов в металлургических агрегатах. Сочетание модулей различных комбинаций позволяет существенно расширить спектр режимов истечения струй из фурм, повышает эффективность продувки, что в перспективе должно резко улучшить технико-экономические показатели процесса.
В 80-х – начале 90-х годов на ОАО «Уральская Сталь» были испытаны и реализованы в промышленных масштабах несколько различных вариантов обработки стали в ковше нестационарными потоками инертного (или нейтрального) газа. Хронологически первым из них был опробован так называемый струйно-кавитационный режим продувки металла аргоном.
3.1.1 Основы технологии струйно-кавитационного рафинирования
Для увеличения суммарной межфазной поверхности газ-металл было предложено использовать эффект газовой кавитации /22/. Разработка кавитационных режимов продувки проводилась применительно к промесу внепечного рафинирования стали в 250-тонном сталеразливочном ковше.
Из гидродинамики известно явление газовой кавитации жидкости, заключающееся в образованной в ней разрывов сплошности при создании зон пониженного давления /23/. До последнего времени это явление было связано с рядом отрицательных последствий (кавитационной эрозией, вибрацией и т.д.).
Явление кавитации, безусловно, весьма эффективно в плане создания дополнительной межфазной границы раздела газ – металл и интенсификации рафинировочных процессов, протекающих при продувке металла нейтральным газом. В процессе исследований /24/ была показана возможность возбуждения кавитации при взаимодействии скоростной газовой с расплавом. Следовательно, возможна реализация ресурсов жидкого металла как «аккумулятора» газовой фазы. Для возбуждения в расплаве газовой кавитации продувка осуществлялась плоскими высокоскоростными струями нейтрального газа.
Известно /25/, что у среза сопла, заглубленного в металл, образуется неустойчивая газовая полость-камера, параметры которой (форма, геометрические размеры, частота схлопывания) зависят от сопла, его размеров и скорости истечения газов.
Согласно теории струйных течений /26/ распад каверны на пузырьки, ее замыкание, происходит из-за возникающих на поверхности раздела газ – жидкость волновых возмущений. При относительно малых скоростях истечения формируется пузырь характерной формы до тех пор, пока выталкивающая сила не приводит к перемыканию шейки у среза сопла. Образуемая газовая полость всплывает, и рассмотренная картина представляет собой элементарный акт пузырькового истечения газа в жидкость, при этом практически отсутствует взаимодействие газового потока с жидкостью вдоль поверхности каверны из-за близких к нулю скоростей газа у границ раздела.
По мере увеличения скорости истечения газа (уменьшение размеров сопла при фиксированном расходе) на поверхности каверны образуется ряд капиллярно-гравитационных волн, рост амплитуды которых приводит к дроблению струи в хвостовой каверне /46, 85/. В этом случае уже наблюдается взаимодействие газового потока с жидкостью у стенок каверны и происходит разгон металла.
Взаимодействие газового потока с возмущенной поверхностью раздела может привести к возникновению нестационарных режимов волнового течения, сопровождающихся ростом амплитуды. Дальнейшее увеличение скорости газа приводит к возбуждению капиллярных волн, амплитуда которых растет. При этом определяющим является следующее явление.
Во впадинах волн за счет действия капиллярных сил, определяемых их кривизной, возникают растягивающие напряжения, величина которых может быть значительной и достаточной для возбуждения кавитационного зародыша. Следовательно, в расплаве возникают растягивающие напряжения. В момент времени, соответствующий достижению гребнем и впадиной волны условий максимального отклонения, вызванные скорости течения равны нулю. Следовательно, в этот момент в уравнении давления отсутствуют члены, содержащие динамическую часть давления и остаются только члены, учитывающие вклад капиллярных эффектов вида
∆р = дз0К2ехр(Ку) (34)
где у – вертикальная координата.
Величина растягивающих напряжений во впадине согласно /35,46/ будет порядка:
∆р = 4Р2д/л (35)
т.е. при д ~ 1 н/м и л ~ 10-5 м дает значения ∆р порядка десятков кг/см2, что превышает порог кавитации ряда реальных жидкостей. Следовательно, возникающие растягивающие напряжения, безусловно, достаточны для возбуждения газовой кавитанции в жидкостях со значимыми парциальными давлениями растворенного газа, т.е. в жидкой стали. Основываясь на механизме возбуждения кавитационных зародышей у поверхности короткой капиллярной волны, была осуществлена оценка интенсивности зарождения газовой фазы. Поскольку согласно выдвинутому механизму /26/ возникновение газовой кавитации является следствием роста амплитуды волны и создания в металле зон растягивающих напряжений, то по существующим в гидродинамике представлениям, рост амплитуды капиллярной волны продолжается до тех пор, пока ее форма не становится самопресекающейся и не происходит «схлопывание» волны с захватом газового пузырька. При этом важным является то обстоятельство, что рост амплитуды волны продолжается до достижения значений растягивающих напряжений, достаточных для активации (роста) кавитационного зародыша. После активации рост пузырька продолжается до разрушения волнового фронта и выноса пузырька из зоны обработки.
Таким образом, за счет варьирования параметров дутьевого режима можно реализовывать условия кавитационного зарождения и использовать этот эффект для увеличения площади межфазной поверхности газ-металл. Использование кавитационного воздействия газовых струй дает возможность получить большую концентрацию мелких газовых (кавитационных) зародышей. Что и требуется для эффективного рафинирования металла.
Следовательно, главная задача струйно-кавитационной продувки состоит в том, чтобы инициировать в ванне расплавленного металла колебания, приводящие к разрыву сплошности жидкости, то есть образованию кавитационных полостей. Этим определяются требования дутьевых устройств и режиму дутья: они должны обеспечить высокую эффективность процессов дегазации стали.
3.1.2 Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Фурма для продувки представляла собой толстостенную металлическую трубу длиной 5,7 м, футерованную огнеупорными стопорными катушками марки СП-8. Наборка и сушка продувочных фурм осуществлялась на специальном участке разливочного отделения, оснащенного стендом для наборки. На первых опытно-промышленных плавках с применением фурм с щелевыми соплами возникла одна очень важная проблема. Как уже отмечалось выше, для реализации струйно-кавитационных режимов продувки требуются высокие давления нейтрального газа. В связи с этим при отгаре щелевого наконечника и соответствующего этому процессу резкому увеличению расхода газа происходил выброс металла и шлака из ковша. Для предотвращения этого на расстоянии 500-600 мм (более высоты огнеупорной катушки) от щелевого сопла вваривалась диафрагма с проходным сечением несколько большим, чем у щелевого наконечника.
При применении такой фурмы отгар щелевого наконечника не приводит к выбросам, т.к. расход газа будет ограничиваться пропускной способностью диафрагмы. Первый вариант (Щ1) представлял собой фурму с щелевыми соплами, расположенными перпендикулярно оси трубы с конусностью 5-30º, шириной на срезе 0,0025-0,03 внутреннего диаметра тракта подачи газа. Для интенсификации кавитационного процесса зарождения газовых пузырей в расплаве, в стенках щелевых сопел делались проточки, вызывающие при продувке акустическое поле, а также закручивание струи и большой угол раскрытия (60º против 20º). Продувку ведут при погружении фурмы на 2,2 – 2,5 м (не менее 70º % высоты слоя жидкого металла) и рабочем давлении аргона перед фурмой 0,4 – 0,5 МПа, когда продолжительность продувки должна быть не менее 3-х минут; в остальных случаях – не менее 4-х минут.
Обычная продувка без выбросов через фурму, представляющую собой футерованную полую металлическую трубу (диаметр 57 мм) происходит при давлении 0,2 – 0,4 МПа. Применение фурмы с щелевым наконечником позволило повысить давление до 0,51 – 0,91 МПа (нижний предел относится к низкоуглеродистым кипящим сталям, а верхний к спокойным сталям) без выплесков металла и шлака из ковша.
Продувка стали через щелевые сопла (фурма Щ1) с повышенным давлением газа изменила характер ее перемешивания в ковше. Например, продувка спокойной стали через щелевые сопла осуществлялась более мягко. Формирующаяся поверхностная волна была меньшей высоты (порядка 0,2 м), чем при продувке через цилиндрические фурмы. Однако перемешивание металла было более интенсивным. Это обстоятельство подтверждается увеличением зоны интенсивного перемешивания. Изменился и характер токов на поверхности металла, что хорошо наблюдалось при продувке стали под толстым слоем шлака, а также при присадках жидкого алюминия на зеркало металла. При продувке через щелевые фурмы на поверхности металла в зоне погружения фурм возникали вихревые токи с углом 25 - 40º, причем угол наклона этих токов определяется давлением газа перед фурмой (увеличение давления приводит к его росту). Этот факт наглядно подтверждается характером настылей на фурме, при продувке через фурмы с цилиндрическим соплом формируется кольцевой настыль с небольшим углом наклона, а при продувке через щелевые сопла настыль формируется под углом 25 - 45º к зеркалу металла.
Подтверждением интенсификации массопереноса в объеме ковша служит также более равномерное распределение химических элементов в стали. Однако фурма Щ1 имеет низкую пропускную способность, что ограничивает скорость подачи газа и, как следствие, приводит к недостаточной эффективности ковшевой обработки стали. Своеобразным было изменение характеристик роста при увеличении давления, после увеличения давления газа перед фурмой выше 0,51 – 0,61 МПа расход газа увеличивается незначительно. Это обстоятельство, очевидно, связано с достижением газом на выходе из щелевой фурмы скорости звука. Как известно, при указанной конфигурации сопла возможно достижение только дозвуковых скоростей истечения газа. Практическим следствием этого ограничения скорости истечения были выплески металла и шлака из ковша при дальнейшем увеличении давления.
Для устранения этого недостатка и повышения эффективности продувки расплава инертным газом и в конечном счете улучшения качества металла был разработан второй вариант щелевидной фурмы – Щ2. Фурма Щ2 состоит из металлической трубы, расположенной в футерованном корпусе, наконечника в виде щели, которая в продольном сечении выполнена в форме сопла Лаваля, а поперечном критическом сечении соотношение ее осей составляет 1 к (10-15). Такая конструкция позволяет с помощью фурмы Щ2 обеспечивать пульсации газового потока в том же диапазоне частот, что и Щ3, но в 2-2,5 раза увеличить скорость истечения газа в расплав.
Для продувки расплава через щелевидные фурмы использовали аргон. При переходе газа из несущей трубы в наконечник происходит снижение давления газа в результате гидродинамического удара о боковую поверхность щелевой насадки наконечника, при истечении газа в жидкую сталь через щелевидное сопло обеспечиваются его пульсации, следствием которых является мелкодисперсная газовая фаза, появляющаяся у наконечника.
Большая площадь поверхности раздела металл-газ обеспечивает переход растворенных в металле газов и захват неметаллических включений пузырьками газа, т.е. обеспечивает повышение качества металла. Кроме того, развитая поверхность контакта газ-металл вовлекает в циркуляцию значительные количества расплава, что улучшает усреднение стали по химическому составу и температуре. Изменение характера перемешивания наблюдалось при продувке кипящих и полуспокойных сталей. При продувке через фурмы с щелевидным соплом этих сталей даже при относительно низких расходе и давлении газа (45 – 50 м3/час и 40 – 0,55 МПа) характер перемешивания аналогичен продувке через фурмы с цилиндрическими соплами и расходом газа в 1,6 – 2 раза большим. Столь значительное увеличение интенсивности перемешивания кипящих и полуспокойных сталей при струйно-кавитационной обработке вызвано формированием развития кавитацинных пузырьков окиси углерода в объеме металла /17/, т.е. пузырьков, зародышами для образования которых послужили кавитационные полости, появившиеся в расплаве при данном режиме продувки. Подтверждением этого вывода служит и то, что на сталях, характеризуемых повышенным содержанием кислорода (например, низкоуглеродистых), это усиление перемешивания металла значительно выше.
Технологические показатели, полученные в результате опробования в мартеновском цехе ОАО «Уральская Сталь» продувки металла в ковше емкостью 250 т. через заглубленные фурмы с различными вариантами щелевидных сопел приведены в таблице 18.
Следует также отметить, что проведенное исследование показало и достаточно заметное изменение характера перемешивания от плавки к плавке и на спокойных сталях. Анализ газосодержания показал, что наиболее интенсивное перемешивание наблюдается на сталях с повышенным содержанием водорода и кислорода, что в свою очередь подтверждает кавитационный механизм зарождения газовой фазы. Подтверждением данного механизма служит также и то, что при длительной продувке в струйно-кавитационном режиме визуально наблюдается снижение интенсивности перемешивания стали в то время, как при продувке через цилиндрическое сопло интенсивность перемешивания стабилизируется на 2-3 – 3-й минуте и не меняется по ходу продувки. Снижение интенсивности при струйно-кавитационной продувке вызвано протеканием процесса дегазации металла, а следовательно, и снижением объема зарождающихся и развивающихся за счет кавитации газовых пузырьков. При продувке стали через фурмы с цилиндрическми соплами, усиление перемешивания за счет зарождения газовой фазы из металла практически не происходит. Поэтому после 2-3-х минутной продувки, необходимой для организации направленного перемешивания металла в ковше, происходит стабилизация процесса перемешивания и характеристики этого процесса не изменяются.
При использовании фурмы с соотношением осей щели сопла меньше, чем 1:10 не происходит интенсивного дробления струи, что приводит к образованию крупных пузырей инертного газа, т.е. имеет место крайне нежелательный процесс, для борьбы с которым собственно и была разработана продувка металла в ковше нестационарными струями инертного газа. В результате уменьшается (по сравнению с оптимальной) поверхность раздела газ-металл и соответственно замедляется переход растворенных газов в пузыри. Увеличение размера пузырей уменьшает количество вовлеченного в цилкуляцию металла, что приводит к неудовлетворительному перемешиванию расплава.
Аналогичный эффект наблюдается при использовании фурмы с соотношением осей более, чем 1:15. Здесь происходит значительное снижение динамического напора струи на выходе из сопла и уменьшение скорости истечения газа, что приводит к снижению дальнобойности струи и образованию крупных пузырей. В обоих случаях следствием является ухудшение качества металла.
Таким образом. Внедренная в 1986 году в мартеновском цехе продувка металла аргоном в ковше через погружную фурму с щелевидным соплом позволила несколько улучшить качество стали, не оказав, однако, существенного влияние на выравнивание химического состава металла во всем объеме ковша. Решающим преимуществом продувки расплава через щелевидное сопло по сравнению с цилиндрическим состоит в том, что оно позволяет получить в расплаве на поверхности струи кавитационные пузыри, тогда как при продувке стали в ковше через круглое сопло пузыри всплывают вдоль боковой поверхности фурмы, т.е. газ не рассредотачивается по всему объему ковша. Однако из-за низкой дальнобойности плоской одиночной струи и неупорядоченности гидродинамики расплава в ковше кавитационные пузырьки не разносятся по всему объему металла и, как следствие, общая масса расплава, контактирующего с газом, мала. Эффект от продувки металла в так называемом струйно-кавитационном режиме (СКР) обеспечивается за счет кавитации, возникающей при высокой скорости введения аргона в металл. Однако, как показали результаты многочисленных исследований /28/, на эффективность продувки, помимо давления газа и размера его пузырьков, очень важное влияние оказывает также и расход газа. Поэтому малое сечение сопла (45 мм2) не дает возможности для эффективного перемешивания металла.
Плоское сопло Лаваля (Щ2), создав условия для получения сверхзвуковой струи также не дало ожидаемых результатов из-за малого расхода аргона. Наиболее простым решением явилось бы увеличение площади сечения щелевидного сопла, что дало бы возможность увеличить расход газа.
Таблица 18 – Среднеквадратичное отклонение массовой доли химических элементов
по объему ковша
| Фурма | Соотношение осей | Mn | Si | C |
| 1 | 2 | 3 | 4 | 5 |
| C | 1:7 | 0,34 | 0,15 | 0,13 |
| К | 1:10 | 0,10 | 0,08 | 0,10 |
| Щ2 | 1:12 | 0,08 | 0,07 | 0,11 |
| 1:15 | 0,11 | 0,06 | 0,09 | |
| 1:20 | 0,29 | 0,16 | 0,14 | |
| Щ3 | 0,30 | 0,17 | 0,13 |
Однако это допустимо исключительно за счет удлинения щели, поскольку увеличение ее ширины ухудшает дробление газовой струи на пузырьки. Удлинение щели, в свою очередь, ограничено внутренним диаметром трубы – 33 м.. Отсюда и недостаточная эффективность продувки через щелевидную фурму.
В мартеновском цехе ОАО «Уральская Сталь» пытались устранить этот недостаток, придав соплу синусоидальную форму. Однако и это усовершенствование не позволило полностью решить проблему, поскольку площадь сечения сопла – около 55 мм2 все-таки осталась недостаточной.
Исходя из вышеизложенного была предложена конструкция фурмы с кольцевым соплом. В этом варианте при сохранении прежней толщины газовой струи – до 1,5 мм площадь сечения составила 95 – 140 мм2, что в 2-3 раза больше по сравнению с плоским щелевым соплом. Поскольку толщина так называемого «газового кольца» не возросла, то диспергирование газовой струи не должно было ухудшиться. Также не должна была снизиться эффективность механизма кавитационного зарожденя пузырьков.
Однако результаты опытно-промышленной компании, проведенной для сравнительной оценки эффективности фурм с плоским и кольцевым щелевым соплом, показали, что фурмы с кольцевым соплом неприемлемы для продувки расплава. На сердвевине наконечника очень быстро формировался «настыль», который перекрывал щелевое сопло и резко изменял характер продувки, что в свою очередь сказывалось на эффективности рафинирования стали. Поэтому в технологическую практику внепечной обработки стали инертным газом в струйно-кавитационном режиме (СКР) были внедрены фурмы с наконечниками, имеющими плоское щелевое сопло.
Опыт промышленного применения этих фурм на ОАО «Уральская Сталь в 1986-1991 гг. показал, в свою очередь, что возможности СКР ограничены: хотя продувка расплава аргоном в ковше через погружную фурму со щелевым соплом позволила несколько улучшить качество стали, она не оказала существенного влияния на выравнивание химического состава металла во всем объеме ковша, удаление из стали неметаллических включений, ее дегазацию и т.д.
Таким образом, производственные испытания в дополнении к данным лабораторных исследований объективно свидетельствуют о том, что максимальное повышение эффективности ковшевой обработки стали достижимо при продувке расплава нестационарным потоком инертного газа с амплитудно-частотными характеристиками (АЧХ) пульсаций дутья, охватывающими следующие диапазоны частот:
- инфразвуковой (4 – 10 Гц), в котором интенсифицируются массообменные процессы в объеме ванны:
- звуковой (300 – 500 Гц), в котором интенсифицируется дробление газового потока на пузыри, перемешивание металла непосредственно в зоне продувки и увеличивается поверхность контакта расплав-газ, на которой протекают процессы десорбции растворенных газов.
На основании этих результатов проводилась дальнейшая разработка дутьевого
режима обработки стали нестационарными струями инертного газа, конструировались и изготавливались фурмы для его реализации.
3.2 Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Десорбция водорода и азота из жидкой фазы стали протекает на поверхности раздела с газообразной фазой. Такой поверхностью может являться свободная внешняя поверхность жидкого металла (незащищенная шлаком поверхность жидкого металла в вакуум-камере). Процессу десорбции газа с поверхности будет предшествовать перенос растворенных в металле атомов газа в молекулы на этой поверхности. Скорость переноса десорбирующихся молекул газа в объеме газовой фазы исключительно высоко и в промышленных условиях не может влиять на скорость всего процесса в целом. Поэтому процесс десорбции водорода и азота из стали можно представить себе состоящим из двух кинетических стадий:
- поступление растворенных в металле газов из объема металла на границу его раздела с газовой фазой;
- молизации растворенных атомов газа на поверхность раздела и их переход в газовую фазу.
Скорость всего процесса в целом будет лимитировать из кинетических стадий, скорость которой минимальна. Если скорость второй стадии (собственно десорбция молекул газа с поверхности) значительно превышает скорость массопереноса растворенных атомов газа из объема жидкости на внешнюю поверхность, процесс протекает в диффузионной области и описывается уравнением /30/.
 (36)
(36)
где α – коэффициент скорости массопереноса растворенного вещества, см/с;
F – площадь поверхности раздела газ-металл;
Vмет – объем металла;
(С-Спов) – градиент концентрации, в случае десорбции измеряемый разностью
между средней концентрацией растворенного вещества в объеме
жидкости и на ее поверхности.
После интегрирования получим:
 (37)
(37)
где Со – начальная концентрация газа в металле
Концентрация растворенного в поверхностном слое газа, в этом случае, будет приближаться к равновесному с его парциальным давлением в газовой фазе, и при значительном разрежении она стремится к нулю, отсюда
 (38)
(38)
При относительно больших значениях удельной поверхности процесс дегазации протекает в диффузионной области и контролируется скоростью массопереноса в объем жидкого металла. Поэтому скорость дегазации металла в вакууме будет определяться интенсивностью его перемешивания, т.е. величиной коэффициента скорости массопереноса α,, и удельной поверхностью металла.
Процесс дегазации стали имеет колебательную природу и характеризуются собственной частотой. Протекание этого процесса можно ускорить или замедлить, т.е. изменять в желательном направлении, а следовательно, управлять технологическими режимами и повысить эффект дегазации стали путем введения в резонанс желательных процессов. Реальным способом передачи расплаву в ковше колебаний с заданным набором частот является продувка его пульсирующим (нестационарным) потоком газа, вместо используемого в настоящее время в практике непрерывного дутья.
Пульсации газового потока вызывают колебания пузыря, когда последний периодически изменяет свою форму от сферической к эллипсоидной и обратно.
В результате этих колебаний увеличивается площадь межфазной границы газ-металл, что позволяет ускорить протекающие в нем процессы, к которым относится и дегазация металла. Следовательно, повышение эффективности дегазации стали в процессе продувки ее пульсирующим потоком инертного газа при внепечной обработке обусловлено в основном увеличением поверхности контакта газ-расплав, которое вызвано колебанием газовых пузырьков и диспергированием струи продуваемой газом на пузырьки меньшего размера.
Другой важной особенностью является то, что при пульсирующем режиме продувки газовые пузырьки поднимаются в ковше более широким фронтом и распределены по сечению ковша более равномерно /15/.
Увеличение площади поверхности раздела фаз при пульсирующей продувке существенно зависит от природы жидкости, ибо при продувке спиртов увеличение ее незначительно, в то время как при продувке ртути поверхность пузырей увеличивается в 1,7 раза (частота колебания 3,5 кГц).
Параметром, определяющим склонность жидкости к образованию пузырей, служит критический радиус с пузыря, при котором наступает его деление /31/.
 (38)
(38)
где δ – поверхностное натяжение расплава
u – скорость всплывания пузыря
ρ, ρг – плотности жидкости и газа соответственно
Кf – числовой коэффициент.
Постановка величины возрастания поверхности раздела фаз при частоте пульсации 3,5 кГц в соответствии со значением критического радиуса пузыря для данной жидкости описывается уравнением /32/
![]()
 (39)
(39)
Найдем акр для железа

Соответственно:
- ртути акр = 2,5 см;
- для изоамилового спирта акр = 0,8 см;
- для этилового спирта акр = 0,75 см.
Величина возрастания поверхности раздела при частоте пульсации 600 Гц
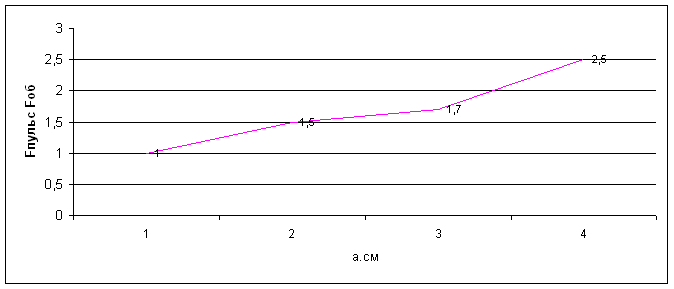
Рисунок 3 – Зависимость относительного увеличения поверхности раздела газ – металл от размера устойчивого в данной жидкости пузыря
Таким образом экстраполяция полученных для различных жидкостей данных по зависимости относительной поверхности контакта продуваемого газа и жидкости от частоты пульсации газового потока на железо-углеродистый расплав показала, что продувка его пульсирующим потоком аргона с частотой 3,5 кГц увеличивает общую поверхность газовых пузырей в 2,5 раза, т.е. позволяет значительно ускорить процессы дегазации стали при ковшевой обработке.
3.2.1 Технические средства для обеспечения пульсирующего дутья
Продувка производится на сталеразливочном стенде через погружную фурму типа ложный стопор. Для обеспечения пульсирующего дутья необходимо ввести в фурму газодинамический модуль.
В основе действия газодинамических устройств для создания пульсирующих или нестационарных газовых потоков лежит принцип возникновения отрывных течений или застойных зон, возникающих при прохождении газа через канал переменного сечения или обтекания им какого-либо препятствия. Давление газа, накапливающегося в застойных зонах повышается, в результате чего, прорываясь из этих зон, он периодически перекрывает основной поток, вызывая его пульсации. При определенном сочетании геометрической формы и размеров обтекаемых тел или каналов, а также давления и расхода газа, можно достаточно в широких пределах устанавливать заданные частоту и амплитуду пульсации газового потока.
Учитывая необходимость интенсифицировать процессы, собственные частоты которых находятся в различных диапазонах (400 Гц и 800 Гц), было решено вести продувку металла в ковше, моделируемым газовым потоком с наложением низких частот пульсации на высокие.
4 Безопасность жизнедеятельности
4.1 Объемно-планировочные решения зданий и сооружений цеха
ООО «Уральская Сталь» расположено на северо-востоке города Новотроицка Оренбургской области. Так как комбинат является металлургическим производством с полным циклом (имеет в своем составе коксохимическое и доменное производство), то он относится, согласно классификации, к первому классу. Ширина санитарно-защитной зоны должна быть 1000 м. Но ширина санитарно-защитной зоны ООО «Уральская Сталь» около 400 м, что является нарушением санитарных норм и правил.
На генеральном плане завода вспомогательные и административные цехи расположены с подветренной стороны от основных, и вредные выделения уносятся, практически не достигая жилых районов города.
Мартеновский цех расположен с подветренной стороны по отношению к жилому комплексу, административным зданиям, основным и вспомогательным цехам, что позволяет относить загрязнения от них в сторону и создает благоприятные по уровню звуковому давлению условия труда.
Продольные оси аэрационных фонарей и стен зданий с проемами, используемыми для аэрации помещений, ориентированы в плане перпендикулярно к преобладающему направлению ветра летнего периода года.
Санитарные разрывы между зданиями и сооружениями цеха, освещаемым через оконные проемы, не менее наибольшей высоты противоположных зданий и сооружений.
Длина мартеновского цеха составляет 700 м., ширина 60 м., высота 21 м. В цехе одновременно трудятся 870 человек. Площадь и объем производственных помещений цеха, приходящиеся на одного человека, составляют соответственно 34,4 м2 и 1396,6 м3, что соответствует требованиям к площади и объему зданий.
Пешеходные дорожки асфальтированы и оснащены переходными галереями, а также переходами через железнодорожные пути.
Печной пролет предназначен для выплавки стали. Его ширина 25 м., длина 480 м. В пролете размещены две двухванные печи емкостью 250 т. каждая ванна. Пролет оснащен тремя заливочными кранами, четырьмя завалочными машинами, двумя заправочными машинами, чугуновозными ковшами емкостью 100 т. бункерами для подсыпки порогов, двумя торкрет-машинами. По рабочей площадке вдоль печей проходят три пути: первый – для подачи электровозом ковшей с жидким чугуном от миксера к печам; второй – для напольной завалочной машины, третий – для мульдовых составов, устанавливаемых к печам.
4.2 Опасные и вредные факторы при работе
В таблице 18 дается анализ опасных и вредных факторов, которые могут проявляться при обработке металла в ковше аргоном.
Таблица 18 – Анализ потенциально опасны и вредных производственных факторов
| Операция технологического процесса | Агретат, на котором выполняется операция | Характеристики потенциально опасных и вредных факторов | Нормируемое значение |
| 1 | 2 | 3 | 4 |
| Выплавление металла | ДПСА |
Повышенный уровень шума на рабочем месте 82 дБ(А) Повышенная загазованность и запыленность воздуха рабочей зоны 20 – 30 мг/м3 |
La=65дБ(А) ПДКпыли = 6 мг/м3 |
| Продувка металла аргоном | Ковш |
Недостаточная освещенность рабочей зоны Ен = 200 лк |
Ен = 300 лк |
| Продолжение таблицы 18 | |||
| 1 | 2 | 3 | 4 |
|
Повышенная температура воздуха на рабочем месте в холодный период 27ºС, в теплый период 34ºС Повышенный уровень инфракрасной радиации q = 156 Вт/м2 |
Холодный период tв = 20 - 22ºС, теплый период tв = 23 - 25ºС q = 100 Вт/м2 |
||
4.3 Отопление и вентиляция цеха
Избыток явной теплоты в помещении пульта управления отсутствует. Для поддержания в помещении пульта управления необходимых температурных условий установлена система водяного отопления. Значение температуры, относительной влажности скорости движения воздуха в помещении пульта управления приведены в таблице 19.
Таблица 19 – Температура, относительная влажность и скорость движения воздуха в
помещении пульта управления
| Категория работ | Температура, ºС | Относительная вла-жность, не более, массовая доля, % | Скорость движения воздуха, не более, м/с. |
| 1 | 2 | 3 | 4 |
| Холодный период года | |||
| 1а | 20-22 | 40 | 0,1 |
| Теплый период года | |||
| 1а | 23-37 | 60 | 0,2 |
Для понижения температуры на рабочем месте предусматривается установка устройства полного кондиционирования воздуха. Таким образом, микроклимат в рассматриваемом помещении соответствует нормативам
4.4 Расчет производственного освещения
В цехе предусматривается система естественного и искусственного освещения. Учитывая высокую биологическую и гигиеническую ценность естественного света в производственных помещениях, его используют максимально. Это также позволяет экономить электроэнергию. Работа в мартеновском цехе относится к 7 разряду зрительных работ. Значение коэффициента естественной освещенности (КЕО) равно 1. Световые проемы располагают по ширине строения.
Расчет площади световых проемов при боковом освещении ведется по формуле (40):
 (40)
(40)
где IN – нормативное значение КЕО
К3 – коэффициент запаса
ηо – световая характеристика окон
SH – площадь пола помещения, м2
ro - общий коэффициент светопропускания;
r1 – коэффициент, учитывающий повышение КЕО при боковом освещении
![]()
Площадь световых проемов 560 м2 обеспечивает нормативный КЕО.
Искусственное освещение необходимо для проведения работ в темное время суток и в местах без достаточного естественного освещения.
Расчет количества светильников в цехе ДРЛ – 700 Вт осуществляется по формуле:
 (41)
(41)
где ЕН – нормативное значение освещенности, лм;
S – площадь помещения, м2;
К – коэффициент запаса;
Z – коэффициент минимальной освещенности;
Фл – световой поток одной лампы, лм
n - количество ламп в одном помещении
η – коэффициент использования осветительной установки
![]()
Работа на пульте управления относится к третьему разряду зрительных работ. Значение коэффициента естественной освещенности (е = 2%) обеспечивается имеющимися в помещении двумя световыми проемами. В темное время суток применяется общее искусственное освещение.
Рассчитаем искусственное освещение на рабочем месте контролера ОТК, которое находится в пульте управления длиной 8 м, шириной 4 м, высотой 3 м. Освещенность рабочего места должна составлять 300 лк.
Для освещения рабочего места используются лампы дневного света ЛК-40. Световой поток одной лампы 3120 лк, количество ламп в светильнике равно двум.
Необходимое количество светильников рассчитывается по формуле:
 (42)
(42)
где NCB – количество светильников, шт;
ЕН – световой поток, лк;
S – площадь помещения, м2;
К – коэффициент запаса;
Z - коэффициент минимальной освещенности;
Фл – световой поток одной лампы, лк;
n - количество ламп в светильнике, шт;
ηо – коэффициент использования осветительной установки.
![]()
Чтобы обеспечить необходимый уровень освещенности на пульте управления, необходимо установить 4 светильника типа ЛБ-40.
5 Охрана окружающей природной среды
5.1 Основные климатическо-территориальные характеристики расположения комбината
ООО «Уральская Сталь»расположен на северо-востоке города Новотроицка Оренбургской области. Оренбургская область находится в зоне с резко-континентальным климатом. Особенностью данной зоны является сухая степь с недостаточной увлажненностью и бедными водными ресурсами, т.о природно-климатические условия данного региона характеризуются уязвимой окружающей природной средой с точки зрения сохранения природных ресурсов в том числе воды, почвы, растительного и животного мира.
В этом районе нужно проявлять особую заботу о сохранении земельных и водных ресурсов, флоры и фауны, а также защите воздушного бассейна. Следовательно, расположение крупных металлургических предприятий, каким является ООО «Уральская Сталь», требует решения ряда экологических проблем, в том числе улучшения структуры сталеплавильного производства, снижения удельных и абсолютных расходов природных ресурсов.
Резко-контитентальный климат характеризуется жарким летом и холодной весной, поэтому с наступлением весны, при обильном таянии снегов, происходит интенсивное вымывание почвы. Сильные порывистые ветра, которые, с одной стороны, способствуют рассеиванию вредных выбросов на большие расстояния, с другой способствуют развитию ветровой эрозии почвы. Скудная растительность данного региона не может в полной мере защитить почву от эрозии. Смачивание водой шлакоотвалов для предотвращения их выветривания, также отрицательно сказывается на подземных водах и главной артерии данного региона – реки Урал.
В данной зоне отрицательно влияют на окружающую среду летние и зимние антициклоны, так как при этом резко ухудшаются условия рассеивания вредных выбросов.
При введении в технологическую схему производства стали установки для продувки стали инертным газом, МНЛЗ реализуются мероприятия, позволяющие экономить ресурсы, в том числе материальные и энергетические. Например, при внедрении МНЛЗ сокращается расход жидкого металла на 1 тонну годной прокатной продукции за счет сокращения обрези и, соответственно, уменьшается расход материалов по технологической схеме (кокс, агломерат, чугун, ферросплавы, электроэнергия), производство которых связано с образованием основного количества вредных выбросов.
Внедрение пульсирующей продувки стали позволит отказаться от противофлокенной термообработки флокеночувствительных марок сталей в прокатных цехах, что, соответственно, сказывается на снижении вредных выбросов в атмосферу.
Повышение качества стали позволяет снизить массу металлоконструкций, движущихся машин и механизмов, что позволит снизить расходы энергии на перемещение, строительство, эксплуатацию оборудования и, следовательно, количество производимой энергии, что в свою очередь, существенно снижает вредные выбросы на ТЭЦ.
Таким образом, повышение качества стали позволяет уменьшить экологическую нагрузку на окружающую среду в масштабах народного хозяйства в целом.
5.2 Качественная и количественная характеристика сточных вод и отходящих газов
В 2004 году выбросы в атмосферу комбината составили 90,870 тыс. т.
Временно – согласованные выбросы – 85,1 тыс. т.
Предельно-допустимые выбросы: - 79,4 тыс. т., в том числе:
Твердых (пыли) – 14,027 тыс. т (ВСВ – 2,08 тыс. т, ПДВ – 15,8 тыс. т);
Газообразных – 76,844 тыс. т (ВСВ – 69,3 тыс. т, ПДВ – 59,3 тыс. т), из них:
Сернистых ангидрид – 8,726 тыс. т. (ВСВ – 10,8 тыс. т., ПДВ – 3,8 тыс. т);
СО – 60,697 тыс. т. (ВСВ – 49,6 тыс. т., ПДВ – 46,5 тыс. т);
NO - 6,900 тыс. т. (ВСВ – 8,3 тыс. т, ПДВ – 5,04 тыс. т);
Прочие газообразные – 0,521 тыс. т (ВСВ – 0,834 тыс. т., ПДВ – 0,686 тыс. т)
Таким образом, выбросы в атмосферу металлургическим комбинатом ООО «Уральская Сталь» превышают предельно-допустимые и временно согласованные выбросы.
Валовые выбросы по мартеновскому цеху за 2004 год составили:
- пыль – 1,372 тыс. т. (ПДВ – 2,691 тыс.т);
- диоксид серы – 0,263 тыс. т. (ПДВ – 0,024 тыс. т);
- окислы азота – 1,803 тыс. т (ПДВ – 0,078 тыс. т);
- окись углерода – 1,403 тыс. т. (ПДВ – 7,069 тыс. т).
Из приведенных данных видно, что мартеновский цех превышает предельно-допустимые выбросы диоксида серы на 7,6% а оксидов азота на 55,6%.
6 Экономика производства
6.1 Стратегия маркетинга
Реализация продукции планируется через фирму – посредника, а также собственными силами по системе Франко – склад. В дальнейшем планируется расширение дистрибьюторской сети с целью расширения объема продаж и их рекламного продвижения.
Реклама продукции будет осуществляться в журналах: Металлоснабжение и сбыт, Рынок металлов, а также в Интернете на собственном и не только, сайтах. Будут также рассылаться рекламные проспекты потребителям продукции и проводиться выставки по показу продукции.
6.2 Производственный план
В настоящее время в мартеновском цехе ООО «Уральская Сталь» существует схема производственных потоков, представленных на рисунке 4.
![]()
![]()
![]()
![]()
![]()
![]()
![]()


![]()
Рисунок 10 – Существующая схема производственных потоков
Данная схема не удовлетворяет современной тенденции развития производства, так как не обеспечивает получения металла высокого качества.
Схема производственных потоков после реконструкции цеха представлена на рисунке 11.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рисунок 4 – Схема производственных потоков после реконструкции цеха
После реконструкции сталь в изложницы не разливается, поэтому увеличивается выход годного.
Таблица 20 – Показатели работы мартеновского цеха ООО «Уральская Сталь» за 2002 год
| Элементы баланса | Печи | Среднее значение | |
| 1 | 9 | ||
| 1 | 2 | 3 | 4 |
| Календарных суток | 365 | 365 | 365 |
| Холодных простоев | 37,9 | 37,9 | 68,4 |
| Номинальных суток | 327,1 | 334,5 | 661,6 |
| Горячих простоев | 14,4 | 13,1 | 27,5 |
| Фактическое время | 312,7 | 321,4 | 634,1 |
| Годовой объем производства | 719608 | 790619 | 1510227 |
| Количество плавок | 3196 | 3561 | |
| Средний вес плавки, т. | 225,2 | 222,0 | |
| Продолжение таблицы 20 | |||
| 1 | 2 | 3 | 4 |
| Часовая производительность, т/ч | 109,9 | 105,71 | 198 |
| Длительность плавки, ч. | 4,1 | 4,2 | |
| Коэффициент экстенсивной нагрузки, (Кэк = Тф /Ткв) | 0,86 | 0,88 | 0,87 |
6.3 Расчет показателей по труду
В дипломном проекте списочная численность рабочих сокращается на 30 человек в результате пуска установки доводки металла, слябовой одноручьевой МНЛЗ и ликвидация парка изложницы.
Предусматривается изменение плановых показателей в плане по труду:
- средняя заработная плата производственных рабочих увеличивается на 15%;
- доля заработной платы производственных рабочих цеха в общем фонде оплаты труда составляет 60%.
Фонд оплаты труда в базовом периоде рассчитывается по следующей формуле:
ФОТ(б) = Сот Рб (43)
где Сот – статья затрат на оплату труда промышленного производственного
персонала (ППП), руб.
Рб – объем производимой продукции в базовом периоде, условные тонны.
ФОТ(б) = 28,88 · 1940000 = 56027228,8 млн. руб.
6.3.1 Расчет изменения фонда оплаты труда и начислений
Уменьшение численности основных производственных рабочих позволяет сократить фонд оплаты труда по цеху. Эта сумма фонда оплаты труда рассчитывается по формуле:
∆ФОТ = ∆ЧС · ЗПср (44)
где Чс – высвобождение списочной численности рабочих, чел.
ЗПср – средняя заработная плата одного рабочего, составляющая 4500 руб.
∆ФОТ = 4500 · (861 – 30) = 3672000 руб.
Чпрс = 776 чел., ∆ЧС = 30 чел.
Начисление на ФОТ составит:
∆ФОТНАЧ = 0,36 · ФОТ (45)
∆ФОТНАЧ = 0,36 · 3,672 = 1321920 руб.
Общая экономия фонда оплаты труда и начислений определяется по формуле:
ЭФОТ = ∆ФОТ + ∆ФОТНАЧ (46)
ЭФОТ = 3672000 + 1321920 = 4993920 руб.
Если средняя заработная плата 4500 руб. в месяц, а доля основных производственных рабочих в цехе 60% от промышленно-производственный персонал (ППП) и их средняя заработная плата в плановом периоде увеличивается на 15%, то плановый фонд оплаты труда составит:
ФОТПЛ = (ФОТ(б) · 0,6 – ЭФОТ) · 1,2 + ФОТ(б) – 04 + 0,36 ФОТ(б) (47)
ФОТПЛ = (56027228,8 · 0,6 – 4993920) · 1,2 + 5602228,8 · 0,4 + 0,36 ·
· 5602228,8 = 38604594,62 руб.
На одну условную тонну оплата труда с начислениями в плановом периоде будет определяться по формуле:
СФОТ(пл) = ФОТ (пл) / Рпл (48)
Сфотпл = 3860459 / 2313811,1 = 16,68 руб/т.
Эта сумма отражается в плановой калькуляции себестоимости продукции.
6.4 Расчет годового производства цеха
Производственная мощность ДПСА определяется по формуле:
![]() (49)
(49)
где Ргодагр – удельная производительность цеха, т;
Тф – фактическое время работы печи, ч.
Номинальное время работы определяется вычитанием из календарного времени простоев на холодных ремонтах. Минимальное время определяется по формуле:
Тн = Тк – ΣТх.р., (50)
где Тн – номинальное время работы печи за год, ч;
Тк – календарное время работы печи за год, ч;
Тх.р. – время простоев на холодных ремонтах, ч.
Ремонтный цикл – 2 года. Структура ремонтного цикла определяется по формуле:
20 · Т1 + 3Т2 + Ткап (51)
где Т1, Т2 – продолжительность текущих ремонтов, Т1 = 8 ч, Т2 = 16 ч.
Ткап – продолжительность капитального ремонта, Ткап = 120 ч.
ΣТх.р = 20 · 8 + 3 · 16 + 1 · 120 = 328 ч.
Среднегодовые простои на ремонт составляют 164 ч.
Номинальное время равно
Тн = 365 · 25 – 164 = 8536 ч.
Горячие простои в сталеплавильном цехе при нормальных условиях эксплуатации оборудования составляют 6-8% от номинального времени.
Фактическое время рассчитывается по формуле:
Тф = (0,92 – 0,96) · Тн (52)
где Тф – фактическое время работы агрегата, ч.
Тф = 0,94 · 8536 = 8080,2 ч.
Удельная производительность сталеплавильных агрегатов определяется по формуле:
 (53)
(53)
где Рудагр – удельная производительность агрегата, т/ч;
Q – масса садки (завалки) т;
2 – количество ванн в агрегате ДПСА;
tпл – длительность плавки, ч, мин;
К1 – коэффициент выхода годного (для ДПСА К1 = 0,88);
Плановая удельная производительность равна:
![]()
Базовая удельная производительность равна:
![]()
Годовая производительность сталеплавильного агрегата определяется по формуле:
![]() (54)
(54)
где Ргодагр – годовая производительность агрегата, т.
Ргодпл = 133,3 · 8080,2 · 2 = 2121860,5 т/год
Ргодбаз = 107,5 · 8080,2 · 2 = 1737243 т/год
Коэффициент роста объема производства определяется по формуле:
![]() (55)
(55)
где γ – коэффициент роста объема производства
Рпл – плановый объем производства, т;
Рбаз – базовый объем производства, т.
γ = 2121860,5 / 1737243 = 1,22
6.5 Расчет плановой калькуляции себестоимости
Базовая калькуляция себестоимости представлена в таблице 21.
Таблица 21 – Базовая калькуляция себестоимости 1 т. стали, выплавляемой в ДПСА
| Наименование | Цена, руб/т. | Количество, кг. | Сумма, руб. |
| 1 | 2 | 3 | 4 |
| 1 Сырье и основные материалы | |||
| 1.1 Чугун | 2235 | 745 | 1932,05 |
| 1.2 Лом | 1150 | 385 | 471,64 |
| Продолжение таблицы 21 | |||
| 1 | 2 | 3 | 4 |
| 1.3 Ферросплавы | 11435 | 35 | 401 |
| 1.4 Железо из руды | 15 | 0,05 | |
| Итого сырья и основных материалов | 1169,73 | 2882,73 | |
| 2 Отходы | |||
| 2.1 Скрап | 380,95 | 15,15 | 14,26 |
| 2.2 Недоливки | 494,14 | 8,03 | 10,09 |
| 2.3 Угар | 147,63 | ||
| Итого отходов и брака | 176,73 | 24,35 | |
| 4 Добавочных материалов | 128,69 | ||
| 5 Расходы по переделу | |||
| 5.1 Энергетические затраты | |||
|
5.1.1 Газ природный, тыс. м3 |
289,19 | 0,04575 | 13,23 |
| 5.1.2 Электроэнергия, кВт,ч | 173,24 | 0,00903 | 13,23 |
| 5.1.3 Пар, Гкал. | 43,02 | 0,04209 | 1,81 |
|
5.1.4 Вода, тыс. м3 |
278,99 | 0,01155 | 3,22 |
|
5.1.5 Кислород, тыс. м3 |
216,97 | 0,13413 | 29,10 |
|
5.1.6 Сжатый воздух, тыс. м3 |
29,16 | 0,14471 | 4,22 |
|
5.1.7 Азот, тыс. м3 |
0,07 | 0,29924 | 0,02 |
| 5.2 Фонд заработной платы | 10,20 | ||
| 5.3 Амортизация | 2,22 | ||
| 5.4 Ремонтный фонд | 79,07 | ||
| 5.5 Содержание основных средств | 32,70 | ||
| 5.6 Прочие | 6,68 | ||
| Итого расходы по переделу | 517,65 | ||
| 6 Общезаводские расходы | 75,67 | ||
| Производственная себестоимость | 3804,55 | ||
Расчет дополнительных капитальных затрат
В проекте предусматриваются мероприятия по повышению качества металлопродукции и технико-экономических показателей работы цеха. Реализация мероприятий связана с дополнительными капитальными затратами. Капитальные вложения на осуществление проекта рассчитываются на основе затрат на оборудование и технологию, на их приобретение или на разработку.
Расчет дополнительных капитальных затрат производится по формуле:
Кд = Коб + Кс-м – Кл (56)
где Кд – стоимость оборудования;
Кс-м – стоимость строительно-монтажных работ;
Кл – стоимость ликвидационного оборудования.
Таблица 22 – Расчет капитальных вложений
| Наименование | Сумма, млн. руб. | Удельный вес, % |
| 1 | 2 | 3 |
| МНЛЗ слябовая | 423 | 17,0 |
| УДМ | 41 | 1,67 |
| Установка внедоменной десульфурации чугуна | 123 | 6,63 |
| Установка для переработки шлака | 34,5 | 1,2 |
| Монтажные работы | 665,5 | 56,6 |
| Итого капитальных вложений | 1317 | 100 |
Расчеты плановой калькуляции себестоимости продукции
Расчеты издержек производства выполняются по статьям с учетом факторов, влияющих на их изменение.
Расчеты расходов по переделу (РПП)
Расходы по переделу для основного вида продукции определяются на основе базовой калькуляции себестоимости. При этом учитываются:
- изменение численности и фонда оплаты труда;
- дополнительные капитальные затраты, изменение амортизационных отчислений;
- изменение энергоемкости продукции;
- изменение норматива образования ремонтного фонда;
- рост годового объема производства.
В проектной калькуляции себестоимости продукции статьи с условно-постоянными расходами определяется по формуле:
Сi = CiБ · dус-пер + СiБ · dус-пост (57)
а) Затраты на природный газ
Спр = 13,23 · 0,6 + (13,23 · 04) / 1,22 = 11,23 руб/т
б) Энергозатраты:
1) расход электроэнергии Спр = 1,56 · 0,6 + (1,56 · 0,4) / 1,22 = 1,26 руб/т
2) пар Спр = 1,81 · 0,6 + (1,81 · 0,4) / 1,22 = 1,61 руб/т.
3) вода Спр = 3,22 · 0,6 + (3,22 · 0,4) / 1,22 = 2,64 руб/т.
4) сжатый воздух Спр = 4,23 · 0,6 + (4,23 · 0,4) / 1,22 = 4,01 руб/т;
5) кислород Спр = 29,10 · 0,6 + (29,10 · 0,4) / 0,93 = 21,10 руб/т;
6) азот Спр = 0,021 · 0,6 + (0,021 · 0,4) / 1,22 = 0,01 руб/т.
в) Затраты на содержание основных фондов:
Спр = 32,70 · 0,35 + (32,70 · 0,65) / 1,22 = 30,32 руб/т.
г) Затраты на ремонтный фонд:
Спл = 79,07 · 0,35 + (79,07 · 0,65) /1,22 = 76,94 руб/т.
е) Амортизация
Стоимость основных фондов определяется по формуле:
ОФ
=  (58)
(58)
где Са – затраты на амортизацию, руб/т;
На – средняя норма амортизации составляет 10%
ОФБ = (2,23 · 100 · 2290088) / 10 = 42557468,7 руб.
Спр = (42557468,7 + 1491000000) · 10 / (2121869,5 · 100) = 3,22 руб/т.
ж) Затраты на прочие расходы:
Спр = 6,68 · 0,2 + (6,68 · 0,8) / 1,22 = 5,38 руб/т.
з) Общезаводские расходы
Спл = 75,68 / 1,22 = 65,34 руб/т.
Таблица 23 – Проектная калькуляция себестоимости 1 тонны стали, выплавляемой в
ДПСА
| Наименование | Цена, руб/т. | Количество, кг. | Сумма, руб. |
| 1 | 2 | 3 | 4 |
| 1 Сырье и основные материалы | |||
| 1.1 Чугун | 2235 | 745 | 1932,05 |
| 1.2 Лом | 1150 | 385 | 471,64 |
| 1.3 Ферросплавы | 11435 | 32 | 385 |
| 1.4 Железо из руды | 15 | 0,05 | |
| Итого сырья и основных материалов | 1176,73 | 1314,73 | |
| 2 Отходы (-) | |||
| 2.1 Скрап | 380,95 | 5,45 | 1,37 |
| 2.2 Недоливки | 494,14 | 1,03 | 0,56 |
| 2.3 Угар | 120,63 | ||
| Итого отходов и брака | 127,11 | 1,93 | |
| 4 Добавочных материалов | 128,69 | ||
| 5 Расходы по переделу | |||
| 5.1 Энергетические затраты | |||
|
5.1.1 Газ природный, тыс. м3 |
289,19 | 0,042 | 11,23 |
| 5.1.2 Электроэнергия, кВт/ч | 173,24 | 0,002 | 1,26 |
| 5.1.3 Пар, Гкал. | 43,02 | 0,040 | 1,61 |
|
5.1.4 Вода, тыс. м3 |
278,99 | 0,009 | 2,642 |
|
5.1.5 Кислород, тыс. м3 |
216,97 | 0,131 | 21,10 |
|
5.1.6 Сжатый воздух, тыс. м3 |
29,16 | 0,142 | 4,01 |
|
5.1.7 Азот, тыс. м3 |
0,07 | 0,286 | 0,01 |
| 5.2 Фонд заработной платы | 10,20 | ||
| 5.3 Амортизация | 3,22 | ||
| 5.4 Ремонтный фонд | 59,07 | ||
| 5.5 Содержание основных средств | 32,70 | ||
| 5.6 Прочие | 5,38 | ||
| Итого расходы по переделу | 412,61 | ||
| 6 Общезаводские расходы | 65,34 | ||
| Производственная себестоимость | 3686,58 |
Таблица 24 – Себестоимость катаной и литой заготовки из стали, выплавленной в
двухванном сталеплавильном агрегате
| Наименование статей | Норма расхода, т/т | Норма расхода (ЛПЦ-1), т/т. | Себестоимость, руб/т. |
| 1 | 2 | 3 | 4 |
| Катанная (ОБЦ) | 1,23 | 1,07 | 3804,55 |
| Литая (МНЛЗ) | 1,024 | 1,07 | 3686,58 |
В связи с тем, что экономический эффект от реконструкции мартеновского цеха реализуется через товарный выпуск листового проката, рассчитывается сопоставительная калькуляция себестоимости его производства из катанной и литой заготовки.
Расчет прибыли от реализации продукции
Прибыль от реализации продукции рассчитывается по формуле:
П = Σ(Цi – Сi) · Рi (59)
где Цi – оптовая цена продукции, руб.
Сi – себестоимость продукции, руб.
Рi - производительность, руб/т.
ПБ = (4014,1 – 3804,55) · 2290088 = 1094,2 млню руб/год
ППр(1) = (4014,1 – 3686,58) · 2121860,5 = 1630,48 млн. руб/год
Рассчитаем прибыль, полученную в результате реализации извлеченного из шлака металлоконцентрата и щебня.
Оптовая цена металлоконцентрата составляет порядка 300 руб/т, цена щебня 5 руб/т.
ППр(2) = (300 · 200) + (5 · 800) = 64 млн.руб/год
ППр = 1630,48 + 64 = 1694,48 млн. руб/ год
Чистая прибыль
ЧП = П · [1 – (НП + ПН)]
где НП – налог на прибыль, 35%
ПН – прочие налоги составляют примерно 15%
ЧПБ = 1094,3 – 1094,3 · (0,35 + 0,15) = 547,15 млн.руб/год
ЧППр = 1694,48 – 1694,48 · (0,35 + 0,15) = 847,24 млн. руб/год
Расчет рентабельности продукции
Рентабельность продукции определяется по формуле:
![]() (60)
(60)
где R – рентабельность продукции, %
Ц – цена, руб/т.
С – себестоимость, руб/т.
![]()
Экономическая эффективность проектных решений.
Годовой экономический эффект определяется по формуле:
Эг = [(ЦПр –СПр) – (ЦБ – СБ)] · РПр (61)
Эг = [(4014,1 – 3686,58) – (4014,1 – 3804,55) ] · 2121860,5 = 617,08 млн.руб/год
Срок окупаемости проекта составляет:
 (62)
(62)
Т = 1491000000/((3804,55 – 3686,58) · 2121860,5 + 64000000) = 2,2 года
Точка безубыточности составляет определяется по формуле:
No = Sпост · Рпр (Wпр – Sпер) (63)
где Sпост – 0,45 · 370,68 = 166,80 руб/т.
Sпер = 3686,58 – 166,80 = 3529,78 руб/т.
No = 166,80 · 2121860,5 / (4014,1 – 3529,78) = 326097,9 т.
Таблица 25 – Технико-экономические показатели
| Показатели | Базовые | Проектные |
| 1 | 2 | 3 |
| Годовой объем производства, т. | 1737243 | 2121860,5 |
| Продолжение таблицы 25 | ||
| 1 | 2 | 3 |
| Удельная производительность агрегата, т/ч. | 121 | 131,3 |
| Время плавки, час. | 4 | 3,3 |
|
Капитальные вложения - общие, руб. - удельные, руб/т. |
1491000000 720 |
|
| Себестоимость одной тонны заготовки, руб/т. | 3804,55 | 3686,58 |
| Срок окупаемости, годы | 2,2 | |
| Точка безубыточности, т. | 326097,9 | |
| Прибыль, млн. руб/год | 1694,48 | |
| Чистая прибыль, млн. руб/год | 847,24 | |
| Рентабельность продукции, % | 31 | |
| Годовой экономический эффект, млн. руб/т. | 617,08 | |
V
![]()
![]()


![]()
![]()
![]()
326,1
Объем производства, тыс. т.
Рисунок 5 – График точки безубыточности
6.6 Инвестиционный план
Финансовая необходимость для реализации проекта составляет 1317 млн. руб. В настоящей работе планируется осуществление финансирования этих вложений за счет предоставления краткосрочного кредита. Процент по кредиту предполагается выплачивать ежемесячно из текущей прибыли, а базовая сумма задолженности будет выплачена частями до конца срока кредитования.
Заключение
В дипломном проекте предложен вариант реконструкции мартеновского цеха ООО «Уральская Сталь», в котором предусматривается производство стали в объеме 2,12 млн. т., демонтаж мартеновских печей уменьшение длительности плавки в ДПСА до 3 ч., установка доводки металла и МНЛЗ. В результате предполагается улучшить качество стали и повысить ее конкурентную способность.
В специальной части рассмотрены различные варианты продувки металла пульсирующей струей аргона и стали, произведен расчет расхода аргона.
В разделе безопасность жизнедеятельности разработан комплекс технических мер защиты от выделенных опасных и вредных производственных факторов и осуществлена инженерная разработка мер защиты от повышенной температуры в рабочей зоне.
В разделе охрана окружающей среды представлены способы и средства очистки отходящих газов в черной металлургии. Осуществлен расчет общей степени очистки газов электрофильтрами.
Список использованных источников
1 Панорилов М.И. Справочное руководство сталевара мартеновской печи.
-М.: Металлургия, 1961г.
2 Сметанин С. И. Конотопов М.В. История черной металлургии России. –М.:
Палеотип, 2002г.
3 Каблуковский А. Ф. Рафинирование стали инертным газом. –М.: Металлургия, 1975г.
4 Юсфин Ю. С. Новые процессы получения железа.-М.: Металлургия, 1994г.
5 Кудрин В. А. Металлургия стали. –М.: Металлургия, 1981г.
6 Михайлов Г.Г. Термодинамика раскисления стали. –М.: Металлургия, 1993г.
7 Григорьев В.П., Нечкин Ю.М., Егоров А.В. Конструкция и проектирование агрегатов сталеплавильного производства. Учебник для вузов – М.: МИСиС – 1995г.
8 Ойкс Г.Н., Иоффе К.М. Производство стали. – М.: Металлургия. – 1972г.
9 Лузгин В.П., Вишкарев А.Ф. Производство стали и ферросплавов: Учебное пособие: - М.: МИСиС. – 2000г.
10 Лякишев Н.П. Шалимов А. Г. Развитие технологии неприрывной разливки стали. –М.: Элиз 2002г.
11 Айзатулов Р. С. Харлашин П.С. Теоретические основы сталеплавильных процессов. –М.: МИСиС. 2002г.
12 Кудрин В.А. Теория и технология производства стали. –М.: Мир. 2003г.
13 Поволоцкий Д.Я. Электрометаллургия стали и ферросплавов. –М.: Металлургия. 1984г.
14 Григорян В.А. Белянчиков Л.Н. Теоретические основы сталеплавильных процессов. –М.: Металлургия. 1986г.
15 Воскобойников В.Г Кудрин В.А. Общая металлургия. –М.: Металлургия. 1985г.
16 Явойский В.И. Теория процессов производства стали.-М.: Металлургия. 1967г.
17 Явойский В.И. Металлургия стали. –М.: Металлургия. 1983г.
18 Явойский В.И. Дорофеев И.Л. Теория продувки сталеплавильной ванны. -М.: Металлургия. 1974г.
19 Сорокин Н.А., Богушевский Ю.В. Математическая модель волнообразования в сталеплавильной ванне. Сталь, 1995, № 2. 15020с.
20 Бочков Д.А. Экономика производства. Учебное пособие: - М.: МИСиС. 2000г.
21 Баканин А.В., Хорошилов В.О. Математическое описание течения металла в ковше при продувке инертным газом. Известия вузов. Черная металлургия, 1981. № 1. 143-144с.
22 Поляков В.В. Ресурсосбережение в черной металлургии. – М.: Машиностроение, 1993.
23 Мальцов А.Н. Внепечная обработка металлических расплавов. – Киев, 1986.
24 Бородин Д.И., Григорьев В.П., Чурсин Г.М. Металлургия стали. Учебное пособие: - М.: МИСиС. – 2001.
25 Бочков Д.А. Экономика производства. Учебное пособие: - М.: МИСиС. – 2000.
26 Технологическая инструкция по выплавке стали в ДПСА. – Новотроицк: Издательство ОАО «НОСТА», 1996.
27 Экологический паспорт предприятия. – Новотроицк: Издательство ОАО «НОСТА», 1996.
28 Старк С.Б. Пылеулавливание и очистка газов в металлургии. – М.: Металлургия, 1997.