
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Технологія виробництва медичного скла
Дипломная работа: Технологія виробництва медичного скла
Міністерство освіти і науки України
Національний технічний університет „Харківський політехнічний інститут”
Кафедра технології кераміки, вогнетривів, скла та емалей
ДИПЛОМНИЙ ПРОЕКТ
за дисципліною «Основи технології тугоплавких неметалевих і силікатних матеріалів»
Тема дипломного проекту: «ТЕХНОЛОГІЯ МЕДИЧНОГО СКЛА»
Керівник роботи: доц. Саввова О. В.
Виконавець: студент групи НЗ-34 Алад’їн М. А.
Харків – 2010 р.
Зміст
Вступ
1. Аналітичний огляд
1.1 Сучасний стан виробництва медичного скла
1.2 Особливості використання сучасного технологічного обладнання у виробництві медичного скла
1.3 Використання високотехнологічних матеріалів
2. Вибір та техніко-економічне обгрунтування району будівництва заводу
3. Технологічна частина
3.1 Вибір складу скла та характеристика сировини
3.2 Обробка сировинних матеріалів
3.3 Дозування компонентів та приготування шихти
3.4 Завантажування шихти
3.5 Технічна характеристика обладнання складового цеху
3.6 Розрахунок шихти
3.7 Розрахунок складу сировини
3.8 Вибір і обґрунтування конструкції електричної печі
3.9 Фізико-хімічні процеси, які відбуваються при варінні скломаси
3.10 Конструкційний розрахунок електричної печі
3.11 Теплотехнічний розрахунок
3.12 Автоматична виробка виробів
3.13 Випал виробів
3.14 Контроль якості виробів
3.15 Пакування готових виробів
3.16 Внутрішньозаводське транспортування готових виробів
3.17 Складування готових виробів
3.18 Автоматизація роботи скловарної печі
4. ЕКОНОМІЧНА ЧАСТИНА
4.1 Розрахунок плану виробництва
4.2 Розрахунок вартості і потреби сировини і матеріалів
4.3 Визначення витрат та вартості енергоресурсів
4.4 Розрахунок амортизаційних відрахувань
4.5 Розрахунок витрат на оплату праці
4.6 Розрахунок витрат на утримання та експлуатацію устаткування
4.7 Розрахунок загальновиробничих витрат
4.8 Калькуляція собівартості продукту
5. ОХОРОНА ПРАЦІ
5.1 Загальна характеристика умов виконання технологічного процесу
5.2 Промислова санітарія
5.3 Заходи безпеки
5.4. Пожежна безпека
6. Цивільна оборона
Висновок
Список використаних джерел інформації
Вступ
Склом називають всі аморфні тіла, отримані шляхом переохолодження розплаву, незалежно від їх хімічного складу і температурної ділянки твердіння. Внаслідок поступового підвищення в’язкості вони набувають властивості твердих тіл, при цьому процес переходу з рідкого стану у склоподібне повинен бути зворотним.
Скло – штучний матеріал, який має такі властивості як прозорість, твердість, термічну і хімічну стійкість. Крім того скло має властивості, які залежать від його прозорості. Завдяки цьому скло широко використовується майже у всіх галузях техніки, у наукових дослідженнях, медицині та у побуті.
Скло отримують шляхом термічної обробки шихти, яка є сумішшю природних або штучних сировинних матеріалів. Шихту завантажують у піч і, при визначеній температурі та витримці, отримують розплав – скломасу. При охолодженні скломаси в’язкість її зростає, що надає можливість формувати вироби шляхом видування, прокатки, витягування, пресування чи пресовидування.
В залежності від практичного використання скляних виробів змінюється хімічний склад скла, форма, розміри та спосіб їх виготовлення.
Сучасна скляна промисловість виготовляє найрізноманітніші вироби – промислове та побутове листове скло, скляні труби та ізолятори, медичне та парфумерне скло, піноскло, скловолокно, ситали тощо.
Виробництво тарного скла – найбільша галузь скляної промисловості в Європі. Тара для напоїв складає біля 75% по масі від загальної кількості виробляємої тари: близько 20% займає виробництво тари для харчової промисловості. При цьому важливою частиною сектора являється також виробництво ємностей для фармацевтичної та парфумерної промисловості, що складає близько 5%. Медичне скло займає досить високу частку від загального об’єму тарної продукції. Вона використовується для фасування, зберігання та транспортування різноманітних пастоподібних та твердих медикаментів.
Перевагами скляної тари, зокрема медичної, є: гігієнічність, прозорість, можливість виготовлення тари різноманітних розмірів та форми, можливість герметичного закривання, доступна ціна.
Скло не видаляє шкідливих речовин, не має запаху, забезпечує тривале зберігання продуктів, добре миється і дезінфікується, легко утилізується, має добрі декоративні властивості. Крім того, скляна промисловість забезпечена найбагатшими сировинними ресурсами.
1. Аналітичний огляд
1.1 Сучасний стан виробництва медичного скла
Виробництво медичного скла займає важливе місце у скляній промисловості. Медичне скло в основному використовується для зберігання медикаментів. До цього виду скла належать такі марки стекол як НС-1 ГОСТ 19808-86, УСП-1 ТУ У 00480945-002-96 та інші. Данні види стекол використовуються для виготовлення ампул і флаконів для ін’єкційних препаратів.
Медичне скло може бути прозорим або забарвленим в захисний колір для недопущення впливу світла на вміст тари. У виробництві забарвлених світлозахисних стекол використовують катіони заліза.
В якості відновлювачів найбільш раціональне застосування коксу, антрацита або графіту, так як вуглець, який знаходиться в такій формі, важче піддається вигоранню в порівнянні з борошном, цукром, які використовувались раніше на деяких скляних заводах. Важливою сировиною для введення сульфатів є солі натрію, калію, магнію, марганцю, кальцію. Так як Na2SO4 є самим стабільним, всі інші з’єднання в присутності Na+ у розплаві перетворюються в сульфат натрію, який вводять у скляну шихту, частіше за все замінюючи соду. На думку Шебсена-Марведеля, ця заміна можлива до співвідношення 1:5, в крайньому випадку 1:3,5. На практиці в склад шихти вводять 0,3 – 0,5 мас. % Na2O сульфатом натрію [2,3].
Л.С. Павловою, Д.Ф. Ушаковим і Ю.М. Петренко при дослідженні лужносилікатних стекол було встановлено, що збільшення вмісту Fe2О3 за рахунок SiO2 до 5 мол. % (12 мас. %) приводить до значного зменшення втрат ваги зразків під час їх випробувань у кислих розчинах, а саме до збільшення хімічної стійкості. При більшому вмісті Fe2О3 стійкість стекол до кислоти різко падає. Водостійкість, при зміні SiO2 на Fe2О3, безперервно зростає, стійкість до дії 2н NaОН зі збільшенням вмісту заліза практично не змінюється. Визначенням кристалізаційної здатності було встановлено, що при введенні до 5 мол. % Fe2О3 стекла, стійкі до розстекловування, при 5 – 10 мол %, кристалізуються з поверхні, а при більшому вмісті Fe2О3 – кристалізується об’ємно. Дилатометричні виміри показали, що при вмісті Na2O 20 мол. % заміна SiO2 на Fe2О3 до 15 мол. % не приводить до зміни ТКЛР і температури розм’якшення.
До виробів медичного скла належать прозорі та світлозахисні ампули. Згідно з ТУ У 00480945-005-96 до ампул пред’являються такі вимоги:
1) Ампули повинні бути вироблені із медичного скла марки УСП-1 ТУ У 00480945-002-96 або інших марок медичного скла, які дозволені до застосування.
2) На поверхні і в середині скла ампул не допускаються:
– свіль, відчутна рукою, а також скловидні включення, і свіль, що супроводжується внутрішніми напругами, питома різниця ходу променів яких більше 8 млн-1;
– відкриті, продавлені капіляри і пузирі;
– не продавлені капіляри шириною більше 0,1 мм;
– інші включення;
– посічки, сколи, тріщини.
3) Відхилення від круглої форми в любому поперечному перетині ампул, яке визначається різницею двох взаємоперпендикулярних діаметрів, не повинно перевищувати граничних відхилень на діаметр.
4) Не допускаються в ампулах внутрішні залишкові напруги, які створюють питому різницю хода променів більше 8 млн-1.
5) На внутрішній і зовнішній поверхні ампул не повинно бути невідмиваючих забруднень і скляного пилу.
6) Радіальне биття розтяжки ампули відносно корпусу не повинно перевищувати:
– 1,0 мм – для ампул ИП-В, ИП-С, ИП-ВКИ, ИП-СКП ємністю 1 мл, 2 мл;
– 1,2 мм – для ампул ИП-В, ИП-С, ИП-ВКИ, ИП-СКП ємністю 3 мл, 5 мл, 10 мл, 20 мл, та ВПО-10 і ВО ємністю 1 – 2 мл;
– 1,5 мм – для ампул типу ВО ємністю 5 мл;
– 2,0 мм – для ампул типу ВО ємністю 10 мл;
7) Краї ампули повинні бути оплавлені.
8) Дно ампули повинно забезпечувати стійкість порожньої ампули на горизонтальній поверхні.
9) Сила злому ампули повинна відповідати:
– 30 – 80 Н – для ампул ємністю 1 мл, 2 мл, 3 мл, 5 мл;
– 30 – 90 Н – для ампул ємністю 10 мл;
– 30 – 100 Н – для ампул ємністю 20 мл.
Скло для ампул повинно бути прозорим або мати колір, який визначений стандартом. Оцінка кольору може проводитись по еталонам, що узгоджений між постачальником та покупцем.
1.2 Особливості використання сучасного технологічного обладнання у виробництві медичного скла
Країни ЄС до 2012 року повинні знизити викиди «парникових» газів у повітря на 8 % по відношенню до рівня 1990 року. В 2008 – 2012 р.р. буде діяти програма зниження викидів, першим етапом якої повинна стати реєстрація викидів по окремим країнам ЄС. У зв’язку з цим розглянутий енергетичний баланс скловарних печей і їх енергетична ефективність. Особлива увага приділена зниженню тепловтрат через кладку печей і ефективність регенераторів. У статті розглянуті міри по підвищенню енергетичної ефективності печей [5].
Піч для варки скломаси без викиду тепла і шкідливих речовин в повітря має ізольований від навколишнього середовища пічний простір з розміщеними в об’ємі печі нагрівачами шихти і скломаси, виконаними у вигляді труб з тугоплавкого матеріалу. На вході вказаних труб в пічний простір спалюється суміш палива та окислювача. Після виходу пічного простору з’єднується з високотемпературним електролізером для розділення на водень і кисень перегрітого водяного пару з температурою близько 1500 0С, який є продуктом спалювання у вказаних трубах суміші водню-палива та кисню-окислювача. Згаданий електролізер з’єднаний трубами із сховищами водню та кисню, з яких водень і кисень по трубах подають на спалювання. Тугоплавкий матеріал для виготовлення труб вибирають з групи матеріалів, не змінюючих своєї форми при температурі водневого факелу. Технічний результат: раціональне використання теплової енергії [6].
З метою підвищення КПД скловарної печі за рахунок інтенсифікації теплообміну у варочній зоні пропонується додаткове введення в технологічну схему двохсекційного бака-акамулятора, бакові стінки, дно та кришка якого облицьовані теплоізолюючим матеріалом. При роботі печі теплоносій, після додаткового охолодження зовнішньої поверхні панелей системи випарного охолодження з температурою 80 – 100 0С, подається в обидві секції бака-акумулятора, в якій він нагріває завантажувальний склобій до температури гарячого теплоносія, після чого теплоносій виводять через відстійник в нижній частині бака-акамулятора [7].
Застосування в печах електричної енергії, як джерела тепла для варіння скла, основане на властивості скляної маси промислового складу ставати провідником електричного струму при високих температурах (від 1000 – 1100 0С і вище), коли електричний опір змінюється на декілька порядків.
При проходженні електричного струму через розтоплену скляну масу видаляється тепло, кількість якого може бути визначена за законом Джоуля-Ленца:
Q = I2 R r,
де Q – кількість тепла, Дж; I – сила електричного струму, що проходить через скляну масу, А; R – електричний опір скляної маси, Ом; r – час, на протязі якого проходить електричний струм, с.
У скловарних електричних печах використовується тільки змінний струм, що запобігає електролізу скляної маси. Електричне нагрівання скляної маси відбувається при відносно низьких напругах (80 – 120 В) і високій силі струму (≈ 10000 А).
Електричні печі для варіння скла за принципом перетворення електричної енергії в тепло поділяється на три групи: печі опору прямого нагрівання; печі опору непрямого нагрівання і високочастотні печі. Найбільше застосування мають печі опору прямого нагрівання. Інші печі використовуються для варіння в горщиках спеціальних типів скла при особливих умовах [8].
Використання електродів
Матеріал, з якого виготовляють електроди, повинен бути стійким до дії розтопленої скляної маси при температурах до 1500 – 1700 0С, мати низький питомий електричний опір в порівнянні з опором скляної маси і високу механічну міцність при робочих температурах. В промислових електричних ванних печах, використовують металеві електроди переважно із молібдену, графіту та оксидоолов’яної кераміки (на основі SnO2).
Основною перевагою металевих електродів є те, що вони добре змочуються скляною масою і на контакті метал-скляна маса не виникає великого перехідного (контактного) опору. Електроди з низько вуглецевої сталі можуть використовуватись максимально до температури 13800С. Електроди виготовленні з хромонікелевих або хромонікельмолібденових стопів можуть використовуватися тільки до температури 1250 0С. При більш високих температурах електроди із цих матеріалів вимагають інтенсивного охолодження (повітрям або водою), що збільшує теплові витрати (на 4 – 10 %) і знижує КПД печі.
Найбільш широке застосування мають молібденові електроди. Висока температура топлення (2630 0С) дозволяє використовувати їх практично для всіх існуючих температурних режимів варіння скла. Молібден має високу електропровідність, добре змочуються скляною масою, на контакті молібден-скляна маса не виникає великих електричних опорів, що дає можливість використовувати електроди невеликого діаметра (30 – 50 мм), і тим самим значно зменшити від них теплові втрати.
Молібден легко окислюється на повітрі вже при температурі 600 0С. Для запобігання окислюванню при високих температурах потрібно, щоб молібденові електроди були покриті шаром розтопленої скляної маси. В місцях, де електрод виступає із розтопленої маси, потрібно, щоб молібден до водоохолоджуючого держака був покритий склоподібним шаром.
Молібден при високих температурах в печі рекристалізується і стає крихким. Тому необхідно уникати механічних ударів. В процесі експлуатації молібденові електроди поступово розчиняються у скляній масі, тому їх потрібно пересувати далі в піч через певний інтервал часу.
Молібденові електроди виготовляють за технологією порошкової металургії, у вигляді стрижнів діаметром 31, 50 і 75 мм, а також у формі пластин розміром 200 х 300 мм.
Основною вимогою до молібдену є мінімальний вміст в ньому вуглецю (не більше 50 мг/кг), який не тільки погіршує механічні властивості, але і викликає утворення бульбашок у склі.
Графіт і молібден можуть відновляти деякі оксиди у склі, особливо PbO. Тому вони непридатні для електричного варіння таких типів скла і для цього використовують електроди на основі SnO2.
Електроди виготовляються ізостатичним пресуванням з подальшим спіканням двооксиду олова при високих температурах. При спіканні густина відпресованого матеріалу підвищується до 6,5 – 103 кг/м3. Електроди переважно виготовляють у формі блоків або стрижнів діаметром 65 – 85 мм і довжиною 300 мм.
Електроди на основі SnO2 не можна встановлювати або міняти в процесі експлуатації, які це звичайно буває при використанні молібденових і графітових електродів.
Двооксид олова є провідником другого роду, його опір значно знижується з підвищенням температури, в результаті чого навантаження на одиницю поверхні електродів збільшується. Це дозволяє виготовляти електроди (стрижні) невеликого діаметра.
При варінні звичайних силікатних типів скла, що мають порівняно слабу кородуючу дію, можна використовувати дисиліцидмолібденові електроди.
Використовуючи такі електроди, не має потреби охолоджувати їх держаки водою, тому що MoSi2, на відміну від молібдену, не окислюється при високих температурах.
Графітові електроди менше руйнуються скляною масою. Вони дешеві, ніж металеві. Крім того, їх густина менша, ніж густина скла, і, якщо електрод зламається, він не занурюється на дно печі, як це має місце з металевими електродами, а випливає на поверхню скляної маси. Графітові електроди мають достатньо довгий термін експлуатації, і в самих гарячих зонах печі він досягає 12 місяців. При комбінованому газоелектроварінні скла термін служби електродів – до 24 місяців.
Недоліком графітових електродів є високий перехідний опір на контактній поверхні графіт-скляна маса, в результаті чого навантаження на одиницю поверхні електродів знижується. Якщо робоча густина струму на молібденових електродах 1,5 А/см2 (максимальна ≈ 3 – 3,5 А/см2), то на графітових – 0,3 А/см2. Поверхня графіту не змочується скляною масою, а через невисоке навантаження електричного струму на одиницю поверхні необхідно збільшувати діаметр електродів до 150 – 200 мм.
При використанні графітових електродів для варіння скла можуть відновлюватись деякі оксиди і надавати склу небажаного забарвлення. Тому графітові електроди не застосовують для варіння боросилікатних, окремих кольорових типів скла і кришталю.
Кріплення електродів здійснюється за допомогою електродержаків із жаростійкої сталі, що охолоджуються водою [8].
1.3 Використання високотехнологічних матеріалів
Багато підприємств скляної промисловості використовують хімічно осаджену крейду в якості компонента при виробництві скла. Вона містить домішки: фторид кальцію (до 1 %), фосфат кальцію (до 2,5 %) , карбонат стронцію (до 1,5 %). Крейда пожежо і вибухобезпечна, володіє гарною текучістю, не злежується в бункерах і силосах на відміну від доломітового борошна і природної крейди. Крейда містить низьку кількість фарбуючих скло домішок, що дозволяє використовувати її при виробництві скла по євростандартам [9].
Розроблений замінювач кальцинованої соди, що являє собою порошок білого кольору, який істотно відрізняється по хімічному і гранулометричному складу від кальцинованої соди. Для досліджень обрана проба наступного хімічного складу, %: SiO2 – 78,3; Na2O – 21,23; Fe2O3 – 0,06; TiO2 – 0,06.
По окислювально-відновленому потенціалу матеріал подібний до кальцинованої соди. Мінералогічний склад матеріалу представлений аморфною та двома основними кристалічними фазами: низькотемпературним кварцом та метасилікатом натрію, виявлена невелика присутність гідроксиду і карбонату натрію. Встановлено, що процеси силікатоутворення в дослідному склі із замінювачем соди закінчується раніше 80 0С, скло утворення – на 40 °С, ніж в контурному склі на основі кальцинованої соди. Розчинення залишкового кварцу і освітлення експериментального скла відбуваються з більшою швидкістю. Використання розробленого замінювача дозволило скоротити витрату палива на 10 – 12 %, скоротити час провару і освітлення, збільшити вихід готового скла на 5 – 7 %, зменшити пилоутворення і викид в повітря вуглекислого газу, оксидів азоту і сірки [10].
Висновки:
З використанням научно-технічної та спеціальної літератури встановлені перспективи виробництва медичної тари.
Приведені вимоги нормативних документів до виробів медичного скла.
Розглянуті особливості використання сучасного технологічного обладнання, яке дозволяє знизити викиди шкідливих речовин в атмосферу та раціонально використовувати теплову енергію.
Приведена характеристика електродів, що використовуються у промислових електричних ванних печах.
Були розглянуті особливості використання нових техногенних матеріалів у виробництві медичної тари.
2. Вибір та техніко-економічне обґрунтування району будівництва заводу
Для будівництва заводу по виробництву медичного скла було обрано місто Полтава.
Таке розташування заводу повністю забезпечує Полтавську та всі прилеглі області зазначеними виробами. Завдяки тому, що Полтавська область знаходиться в центральні часті України і по її території проходять всі найбільші транспортні і залізничні шляхи, зменшуються витрати на транспортування продукції.
Для будівництва заводу обрано ділянку, яка відповідає вимогам спеціальної інструкції, яка затверджена Міністерством промисловості будівельних матеріалів.
Основні вимоги зводяться до наступного.
Розмір території ділянки повинен бути прийнятий мінімальним, з урахуванням раціональності щільності будівництва, відсутності надлишків резервних площин та великих розривів між будівлями.
Територія ділянки для будівництва обирається з урахуванням вимог економічної експлуатації підприємства. Розміри ділянки та її конфігурація повинні дозволити розташувати будівлі та споруди відповідно до послідовності виробничого процесу.
Територія для розселення робочих та площадка для промислового підприємства обирається одночасно. Житло для робочих повинно бути неподалік від заводу.
Якщо необхідно прокласти залізничну колію то ділянку для будівництва слід розташувати так, щоб можна було приєднатися до найближчої залізничної станції або розташованому поблизу заводу залізничному шляху без тяжких земляних робіт та штучних споруджень, які дорого коштують.
Ділянку для будівництва слід обирати по можливості з відносно рівною поверхнею та нахилом для відведення поверхневої та стічної води. Планування будівлі не повинно бути пов’язано з великим об’ємом земляних робіт.
Грунт ділянки повинен бути таким, щоб при будівництві будівель та споруджень не потрібно було будувати фундаменти, які дорого коштують. Рівень ґрунтових вод повинен бути нижче за рівень підвалів і тунелів. Ділянка не повинна затоплюватися паводковими водами.
Кадри. Завод розташований в межах багаточисельного міста, що забезпечує постійну наявність робочих кадрів.
Транспорт. Для постачання на завод вантажів місцевого походження та вивозу готових виробів передбачені гарні автомобільні дороги, зручні під’їзди та місця для паркування вантажного транспорту. Поблизу заводу пролягає залізнична колія.
Паливо. Основне технологічне обладнання, скловарні печі, обладнанні електронагрівачами, що зменшує витрати на паливо. На заводі також використовують природний і штучний газ.
Електро- та водопостачання. Завод розташований таким чином, що є можливість отримувати електроенергію від існуючих ліній електропередач. Для електропостачання збудовано трансформаторну підстанцію.
Так як великі механізовані заводи витрачають значну кількість води, питання водопостачання мають важливе значення при обранні місця будівництва. Водопостачання заводу здійснюється з діючого міського водоканалу.
Сировинні матеріали. Завод розташований відносно близько до всіх баз сировинних матеріалів. Пісок та крейда отримуються з Харківської області, каолін – з Вінницької, сода постачається з Луганської області.
Висновки. Проаналізувавши всі вимоги, які висуваються до району будівництва, було обрано та обґрунтовано місце розташування заводу по виробництву медичного скла. Місцем розташування буде місто Полтава.
3. Технологічна частина
3.1 Вибір складу скла та характеристика сировини
Склад медичного скла, призначений для механізованого вироблення масових виробів, по вмісту основних компонентів можна вважати стабілізованим.
Основні оксиди, що утворюють скло (при виготовленні світлозахисного медичного скла), містяться в ньому в наступних кількостях, мас. %:
Таблиця 3.1 – Хімічний склад прозорого медичного скла
| Назва | Склад оксидів, мас. % | ||||||
|
SiO2 |
B2O3 |
Al2O3 |
Na2O |
К2О |
СаО | MgO | |
| УСП-1 | 74 | 8.3 | 5.4 | 7.9 | 1 | 1 | 2.2 |
Сировинні матеріали для введення SiO2
Кварцовий пісок являється продуктом руйнування гірських порід, складається в основному із зерен кварцу і зазвичай містить різні домішки. Домішки в піску бувають механічні та хімічні. Всі домішки можна розділити на групи: шкідливі (оксиди заліза, хрому, титану, марганцю) і нешкідливі (оксиди алюмінію, кальцію, магнію, калію, натрію та інші). Перші надають склу забарвлення, другі, зазвичай, входять у склад промислових стекол і вимагають врахування їх тільки при розрахунку складу шихти.
Якість пісків для скловаріння оцінюють за їх хімічним і зерновим складами. Головна вимога до пісків – максимальний вміст двооксиду кремнію і мінімальний вміст забарвлюючих домішок.
Для скловаріння використовують піски, які містять не менше 95 % кремнезему і строго регламентовану кількість забарвлюючих домішок.
Серед забарвлюючих домішок найбільше розповсюдженим являється оксид заліза, в тій чи іншій концентрації, що міститься у складі всіх кварцових пісків.
Іони заліза в промислових стеклах містяться в двох- і трьохкомпонентному стані. Концентрація трьохкомпонентного заліза, зазвичай, більша і тільки в умовах відновлюваного середовища знижується при підвищенні концентрації двохкомпонентного заліза. Рівновага між цими ступенями окислення заліза може бути змінена також під впливом температури і складу: підвищення температури і зниження кількості оксидів лужних металів збільшує концентрацію іонів Fe2+, додавання окислювачів (з¢єднань марганцю та інших) збільшує відносний вміст іонів заліза Fe3+.
Вплив Fe2O3 i FeO на забарвлення скла різне: Fe2O3 надає склу жовтувато-зелений або жовтий відтінок, FeO – синювато-зелений або синій відтінок. Інтенсивність забарвлення, яку викликає двохвалентне залізо, приблизно в 15 раз сильніше, ніж забарвлення трьохвалентним залізом.
Другою забарвлюючою домішкою, що міститься в багатьох пісках, є двооксид титану. В присутності заліза він забарвлює скло в жовтий колір. Причиною цього вважають утворення залізотитанових компонентів.
Державними стандартами визначені технічні умови на пісок кварцовий, мелений піщаник, кварцит і жильний кварц для скляної промисловості. Передбачено 15 марок піску для різних типів виробів зі скла. В залежності від марки, доля оксиду заліза коливається в межах 0,01 – 0,25 % за масою. Відповідно зі стандартом вміст оксиду заліза для різних виробів складає, % за масою:
оптичне скло ......................................................................не більше 0,01;
кришталь (свинцевий і без свинцевий) ................................0,01 – 0,015;
технічне скло ............................................................................0,03 – 0,07;
віконне скло ..............................................................................0,05 – 0,15;
скловата (пляшки, банки) ........................................................0,05 – 0,25.
Стандартом передбачено, що відхилення у складах окремих партій не повинні перевищувати по SiO2 – (± 0,15 – ± 0,25 %), по Al2O3 – (± 0,05 – ± 0,5%) за масою.
Для виробів високої світло-прозорості (оптичне, кришталеве, сортове та інші стекла) використовують перші чотири марки, для яких вміст важкої фракції (Cr2O3, TiO2, V2O3) не перевищує 0,05 % за масою.
Вміст вологи в збагачених пісках не більше 0,5 %, а у незбагачених – 7 % за масою.
Коливання оксиду заліза в складі піску, що перевищують вимоги, передбачені стандартом, приводять до однорідності скломаси, порушенню процесів формування, випалу тощо.
Піски збагачують різними методами в залежності від характеру домішок: промивкою збагачують безплівочні піски, підтиркою – плівочні піски, флотацією – піски, які містять зерна залізистих мінералів, флотовідтиркою – піски з домішками глинистих і полевидних частинок, наявністю залізистої плівки, магнітною обробкою – неглинисті, безсплівочні піски, які містять магнітні домішки, хімічною обробкою – за допомогою кислот, солей.
Збагачення пісків – досить складна операція і, в основному, виконується на збагачувальних фабриках на місцях родовищ пісків.
За нормами ПТЕ (правила технічної експлуатації) пісок на заводах просівають через сито № 08, відсіваючи зерна більше 0,8 мм. Всі дрібні зерна при цьому потрапляють в шихту. Більш придатними для скловаріння являються піски з зерновим складом в межах 0,1 – 0,4 мм.
Стандартом, при збагачені піску, обмежена концентрація крупних і дрібних зерен: кількість зерен більше 0,8 мм повинна бути не більше 0,5 %, а зерен менше 0,1 мм – не більше 5 %.
SiO2 вводимо з кварцовим піском Новоселівського місцезнаходження в Харківській області. Пісок відповідає ДСТУ 22551-77.
Хімічний склад Новоселівського кварцового піску, мас.%: SiO2 – 98,64; Al2O3 – 0,44; Fe2O3 – 0,65; в.п.п. – 0,27; важка фракція – 0,54.
Сировинні матеріали для введення B2O3
Оксид бору B2O3 вводимо у скломасу безпосередньо за допомогою борної кислоти.
У чистому виді борна кислота представляє собою білі кристали. В її склад входять 56,45 % B2O3 та 43,55 % Н2O. При нагріванні борна кислота втрачає рідину і переходить у борний андегрид B2O3.
Оксид бору у складі скла сприяє зниженню коефіцієнта термічного лінійного розширення (КТЛР) і тенденції кристалізації скла, підвищенню термічної та хімічної стійкості скла і швидкості його провару, поліпшенню освітлення скла.
Борна кислота відповідає ДСТУ 18704-78.
Хімічний склад борної кислоти, мас.%: B2O3 – 98,6; в.п.п. – 1,4.
Сировиною для введення оксиду магнію є доломіт. Це джерело магнію працює як стабілізатор для покращання загального опору до фізичних та хімічних пошкоджень. Хімічний склад доломіту, мас. %: СаО – 32; МgO – 19; Fe2O3 – 0.05; волога – 2%
Сировинні матеріали для введення Al2O3
Додавання Al2O3 в певних кількостях у склад скла сприяє зниженню КТР скла, підвищує механічну та термічну стійкість, поліпшує кристалізаційні властивості. Al2O3 вводять у склад скла за допомогою технічного оксиду алюмінію, гідроксиду алюмінію, польових шпатів, каолінів та інших. Крім того можна застосовувати відходи гірничо-збагачувальних фабрик, польовошпатового та нефелінового концентрату. Для введення Al2O3 також використовують пегматити.
Пегматити являються собою природну суміш польових шпатів та оксиду кремнію. Вміст оксиду алюмінію може досягати 20 – 22 %. У вигляді супутніх домішок у пегматитах зустрічаються оксиди заліза, лужноземельних матеріалів, титану. На відміну від польових шпатів, в пегматитах оксиди заліза містяться у вигляді крупнокристалічних включень, і легше піддаються відділенню основної породи.
Al2O3 вводимо каоліном, що відповідає ДСТУ 196090 – 89. Каолін має наступний хімічний склад, мас. %: Al2O3 – 36,7; Fe2O3 – 0,52; СаО – 1,18; SiO2 – 46,35; в.п.п. – 14,74; волога – 0,51.
Норми на кількість заліза у склі.
Нормами допускається наступна кількість окису заліза у склі, мас. %:
оптичне та кришталь....................................................................0,012;
поліроване.............................................................................0,05;
аптекарське, хімічне та медичне..........................................0,2;
листове віконне......................................................................0,1;
сортове посудне..................................................................0,025;
пляшкове напівбіле..................................................................0,3;
пляшкове темно-зелене........................ ..не нормується.
Сировинні матеріали для введення Na2O
Na2O вводимо содою Na2CO3. Сода буває кристалічною Na2CO3×10Н2О і безводною Na2CO3. У скловарінні використовують головним чином безводну соду, яка містить 58,5 % Na2O і 41,5 % CO2. Крім того, соду розділяють на штучну, природну, легку і важку. Природну соду добувають із содових озер. Використовується вона рідко, тому що містить до 15 – 20 % забруднюючих домішок: сульфату натрію, хлористого натрію тощо.
В промисловості використовують переважно штучну легку соду (щільність 0,7 – 0,8 г/см3) у вигляді порошку білого кольору, гігроскопічного, розчинного у воді. Вважають, що утворені при зволоженні шихти гідрати карбонату натрію сприяють розшаруванню шихти тим краще, чим більш тонко дисперсною являється сода.
Na2CO3 добре розчиняється у воді і при цьому виділяє тепло в результаті утворення гідратів соди, що містить від 1,5 до 10 молекул Н2О. Згідно нормативних документів вміст Na2CO3 в прожареній соді повинен бути не менше 99 %, залишковий вміст хлоридів не більше 0,8 %, Fe2O3. Na2CO3 плавиться при температурі 852 0С без розкладу. Сода постачається з заводів Донецької та Луганської областей.
Хімічний склад соди Na2CO3, мас. %: Na2O – 58,5; в.п.п. – 41,5.
Сировинні матеріали для введення К2О
Основним матеріалом для введення в скломасу оксиду калію є поташ К2СО3.
Поташ – штучний зернистий білий порошок, легко розчиняється у воді, гігроскопічний (легко поглинає вологу з повітря), комкується. Згідно нормативних документів безводний поташ повинен вміщувати не менш 98 % К2СО3. Розрізняють поташ кристалічний К2СО3×2Н2О і кальцинований К2СО3. В скляному виробництві використовують переважно кальцинований поташ.
Одержують поташ з мінералів, що містять з¢єднання калію із попелу рослин (соняшника). Зберігати його слід в щільно закритих ємностях, в сухому приміщенні.
Питома маса поташу К2СО3 – 29 г/см3, температура плавлення 881 0С. В процесі варки скла він розкладається на К2О і СО2.
Найчистіший поташ одержують із солі KHCO3×MgCO3, яку отримують в результаті дії СО2 на розчин KCl і вуглемагневу сіль.
Оксид калію К2О, ведений в скло, блиск і прозорість, зменшує нахил до кристалізації. Поташ відповідає ДСТУ 10690-73.
Хімічний склад поташу К2СО3, мас. %: К2О – 68,2; в.п.п. – 31,8.
Сировинні матеріали для введення СаО
Оксид кальцію СаО вводимо у склад шихти з вуглекислим кальцієм (карбонат кальцію) СаСО3, що використовується у вигляді вапняку, крейди і рідко мармуру; вміщує 56,08 % СаО та 43,92 % СО2.
Вапняки являють собою усадочну гірську породу білого кольору або забарвлену у різні – жовтий, червонуватий та інші – кольори в залежності від кількісного вмісту в них окислів заліза. Зустрічаються вапняки різної чистоти. У вапняках, які застосовуються для варки скла, повинно міститись не менше 53 % оксиду кальцію і не більше 0,2 % окислів заліза.
Крейда являє собою усадочну породу білого кольору, яка складається в основному з найдрібніших аморфних частинок вуглекислого кальцію (≈ 98 %).
Мармур являє собою гірську породу, в якій міститься до 99 – 99,5 % СаСО3. Він відрізняється від вапняку і крейди високим вмістом основної речовини СаСО3, постійністю хімічного складу і незначною кількістю окислів заліза (до 0,015 %).
Оксид кальцію, що являється однією з головних складових частин скла, сприяє полегшенню варки та освітлювання, а також надає склу хімічної стійкості.
Склобій
Раніше існувала думка, що для поліпшення процесу варіння та підвищення якості скла необхідним є введення у шихту певної кількості склобою, але це уявлення не знайшло достатнього практичного підтвердження. Тому тепер кількість бою, що вводиться у шихту, визначається лише кількістю відходів. Разом з цим, введення склобою більше ніж 40 % звареної скломаси, є недоцільним, тому, що змінюються деякі властивості скла, пов’язані з його тепловим минулим. Склобій повинен точно відповідати заданому хімічному складу скла і не повинен містити забруднюючих домішок. Розмір кусків склобою повинен бути не більше 80 – 100 нм [49].
3.2 Обробка сировинних матеріалів
Підготовка піску
Більшість природних сировинних матеріалів (вапняк, пісок та інші) не можуть бути використані для складання скляної шихти без попередньої підготовки. Тому їх приходиться піддавати спеціальній обробці. Найскладнішій обробці піддається пісок.
Підготовка піску заключається в його збагаченні, сушці, просіюванні. При збагаченні піску виділяються органічні і залізні домішки, пиловидні фракції. Збагачують пісок методами флотовідтирки (видалення забруднюючих домішок) і магнітної сепарації (сушка в сушильних барабанах).
Для рівномірної подачі піску в сушильні барабани, при їх паралельній роботі, використовують дросель з механізмом качання. Барабан, нахилений до горизонту під кутом 4 – 5 є, обертається зі швидкістю 2 – 8 об/хв. Пісок, який поступає через тічку у найвищій точці барабана, при обертанні перемішується і просушується димовими газами. Для кращого перемішування і збільшення шляху руху матеріалів, барабан всередині має лопаті.
Рух матеріалу може бути прямоточним (паралельним рухові гарячого повітря або газу) або протиточним. При сушці піску використовують прямоточні барабани.
Температура сушки піску – (700 – 800) 0С. Температура висушеного піску – (85 – 90) 0С.
При просіюванні (грохочені) з піску видаляють крупні зерна і включення. Використовують вібраційні або барабанні грохоти із сітками, що мають 81 отв./см2 (сітка № 08).
Для транспортування насипних матеріалів використовують ковшові елеватори.
Просіяний пісок зберігають в бункерах, з розрахунку не менше двохдобової потреби. Великі частки відсіяного піску вивозяться у відвал.
Підготовка крейди
Шматки крейди розміром не більш 150х150 мм з приймального бункеру, за допомогою лоткового живильника, подаються на стрічковий конвеєр, а потім у сушильний барабан. Розмір шматків крейди після щокової дробарки не повинен перевищувати 50 мм по найбільшому виміру, температура сушіння – не більше 400 0С. Вологість після сушіння повинна бути не більше 0,5 %, температура вихідних газів – не більше 300 0С. Висушений матеріал із сушильного барабану потрапляє в молоткову дробарку, потім ковшовим елеватором подається у ситоборат з сіткою № 0,09 – 0,36 ГОСТ 3826-82. Після просіювання крейда потрапляє у витратний бункер. Відсіяна направляється на домелювання в молотковій дробарці. Запас крейди в бункері повинен бути не менш двохдобової потреби.
Підготовка кальцинованої соди
З відсіку складу сода в мішках на піддоні тельфером подається до перетирочної машини для подрібнення і просіювання, потім елеватором транспортується у витратний бункер. Запас соди в бункері повинен бути не менше двохдобової потреби.
Підготовка сульфату натрію
Із відсіку складу мішки з сульфатом натрію на піддоні тельфером подаються на просіювання до сита-трясучки з сіткою № 1,1 – 0,28 ГОСТ 3826-82. Мішки розшиваються, сульфат натрію просіюється і збирається в металеві касети, які тельфером подаються на вагову, де зберігаються в ларі в кількості не менше одної змінної потреби. Відсіяний матеріал збирається в кюбель і, по мірі накопичення, тельфером подається в перетирочну машину, після чого збирається в касети і направляється на вагову.
Підготовка поташу
Заключається в розтарюванні за допомогою спеціальної машини УРБ – 1. Поташ зберігається в проміжному бункері. Елеватором транспортується на просіювання і протирання через сита № 1,4 – 1,2 (16 – 32 отв./см2) за допомогою протирочної машини. Після підготовки поташ в касетах подається на вагову для дозування у відповідності із рецептом лабораторії. Зберігається в бункерах, але запас поташу не робиться через те, що він комкується.
Підготовка каоліну
У зв’язку з тим, що завод отримує збагачений каолін, додатковій підготовці він не підлягає. Каолін в паперових мішках із відсіку складу на піддонах тельфером подається на вагову, де розтарюється і дозується у відповідності з рецептом лабораторії.
Підготовка борної кислоти
Борна кислота поступає у м’яких контейнерах і не потребує додаткової підготовки. Матеріал із відсіку складу подається на піддоні тельфером на вагову, де розтарюється і дозується у відповідності з рецептом лабораторії.
Підготовка склобою
Під час виробництва медичного скла утворюється 20 – 30 % бою, який повторно використовується під час варіння скломаси. Бій скла, що утворюється на різних ділянках технологічного процесу, збирають в бункери і, після відповідної обробки, використовують для варіння скла. Обробка склобою включає промивку, подрібнення в щоковій дробарці.
3.3 Дозування компонентів та приготування шихти
В підготовлені сировинні матеріали не допускається потрапляння відсіяних часток інших включень.
Температура сировинних матеріалів: піску, крейди, які йдуть на приготування шихти, повинна бути не вище 60 0С. Інші компоненти, які не підлягають тепловій підготовці, подаються на дозування при температурі навколишнього середовища.
Зважування компонентів і подача їх у змішувач здійснюється в наступній послідовності: пісок зважується в першу чергу, потім у змішувач, що обертається, подається вода в кількості 4 л під час використання борної кислоти. На зволожений пісок у змішувач подаються інші компоненти шихти у наступній послідовності: сода, борна кислота, крейда, каолін, поташ, сульфат натрію. Тривалість циклу змішування компонентів – 12 хвилин.
Після закінчення циклу змішування сипуча шихта потрапляє в кюбель. Для забезпечення контролю якості шихти кюбель підкочується на візку в зону дії монорельса і електротельфером встановлюється на майданчику для проведення лабораторного аналізу. Сипуча шихта, яка готується на борній кислоті, після змішувача подається безпосередньо в бункер екструдера, не потрапляючи в зону дії монорельса.
Сипуча шихта, яка пройшла аналіз, після заключення лабораторії про її якість, подається тельфером в бункер, який знаходиться над екструдером для гранулювання.
З бункеру сипуча шихта подається в блок підготовки, де вона додатково перемішується. Однорідна сипуча шихта потрапляє в екструдер, під час вільного падіння зволожується водою через форсунки до набуття нею пластичності. Сюди ж подається пар під тиском дві атмосфери (196,2 КПа) або гаряча вода з розмежувального бачка.
Перемішуючись лопатями змішувача блоку екструзування, сипуча шихта, стаючи однорідною по вологості, рівномірно поступає у вузол пластифікації. З вузла пластифікації гаряча пластифікована шихтова маса поступає у вузол екструзування, який складається із випарної лопаті і філь’єри, де екструзується в гранули діаметром 10 – 12 мм, довжиною 20 – 50 мм.
Гранули шихти далі поступають на сітку сушильного конвеєра, де при температурі 530 – 550 0С сушаться до вологості не більше 6 %. Із сушильного конвеєра системою елеватора і конвеєрів гранули шихти подаються до скловарних печей.
Гранули шихти з використанням борної кислоти сушать при температурі 50 – 65 0С до вологості 8 – 9 %.
Скляний бій повинен бути розміром не більше 50 мм, чистим, не забрудненим боєм скла іншої марки та іншими включеннями.
Скляний дріт, який був не прийнятий ВТК, в пучках на ручних візках підвозиться до приймального отвору подрібнюючого вузла і вручну завантажується в роторну дробарку. Чистий бій, у вигляді відходів виробництва цехів по переробці склодроту доставляється до вузла подрібнення і завантажується в дробарку.
Подрібнений склобій ковшовим елеватором подається в бункер над дозувальними вагами, які розміщені над стрічковим конвеєром, що транспортує екструзовану шихту. Відважування бою здійснюється на шихту через 12 хвилин по звуковому сигналу у відповідності із циклом змішування і екструзування автоматично.
Шихта зі склобоєм поступають в ковшовий елеватор, яким подаються на конвеєр з плужковими скидувачами, що доставляє їх в бункери завантажувачів шихти. Запас шихти і бою в бункерах двохзміний.
3.4 Завантажування шихти
Завантаження шихти у скловарну піч здійснюється за допомогою механічних завантажувачів плунжерного типу. Принцип дії завантажувача полягає в регулярному проштовхуванні порцій шихти і бою за рахунок зворотно-поступового руху плунжера. Шихту завантажують по всьому фронту завантажувального кармана, ширина якого у сучасних печах практично дорівнює ширині печі. Для спрощення конструкції та обслуговування завантажувачів, їх встановлюють 5 – 6 поряд. Режим живлення печі шихтою та боєм виконується у відповідності до витрат скломаси на виготовлення виробів. Годинна подача шихти та бою в піч повинна точно відповідати з’єму скломаси. Співвідношення завантаженої шихти і склобою повинно знаходитися в межах шихти-бою 70 – 30 %. Відхилення від встановленого співвідношення не повинно перевищувати ± 5 %.
Якщо об’єм подачі шихти буде відрізнятися від з’єму скломаси, то це приведе до коливання рівня дзеркала в печі. В свою чергу це негативно впливає на стан футерівки і якість скломаси, що виробляється. Коливання рівня скломаси повинні знаходитися в межах ± 0,5 мм.
Для підтримки постійного рівня скломаси завантажувальними працюють в автоматичному режимі і пов’язані з рівнеміром „клюючого” типу.
3.5 Технічна характеристика обладнання складового цеху
Кран грейферний. Призначений для подачі піску, крейди в приймальні бункери ліній переробки. Вантажоємкість – 5,0 т; проліт – 13,5 м; висота підйому
– 7,5 м; установлена потужність – 43,2 кВт.
Живильник лотковий ПЛ-33. Призначений для подачі піску в сушильний барабан та крейди в щокову дробарку. Продуктивність – 60 т/год; робоча ширина – 750 мм; установлена потужність – 2,8 кВт.
Конвеєр стрічковий КЛС-500. Призначений для подачі піску в сушильний барабан, сировинних матеріалів в змішувач, екструзивної шихти в бункери завантажувачів. Продуктивність – 60 т/год; установлена потужність – 0,75 кВт. Сушильний барабан. Призначений для сушки піску, крейди. Продуктивність – 2 т/год; кількість обертів – 4,5 – 6,3 об./хв.; установлена потужність – 5,5 кВт.
Елеватор ковшовий ЕЛМ-250. Призначений для подачі сировинних матеріалів, склобою, шихти. Продуктивність – 12 м3/год.; установлена потужність – 2,8 кВт.
Сито-бурат. Призначений для просіювання піску, крейди. Продуктивність – 0,6 т/год.; установлена потужність – 0,6 кВт.
Щокова дробарка СМ-11Б. Призначена для подрібнення крейди. Продуктивність – 19 м3/год.; установлена потужність – 28 кВт.
Молоткова дробарка СМ-218 М. Призначена для подрібнення крейди. Продуктивність – 12 м3/год.; встановлена потужність – 17 кВт.
Перетирочна машина. Призначена для подрібнення соди. Продуктивність – 0,5 т/год.; установлена потужність – 4,5 кВт.
Сито-трясучка. Призначена для просіювання сировинних матеріалів. Продуктивність – 0,5 т/год.; установлена потужність – 2,2 кВт.
Ваги РП-1Г13 (М). Призначені для дозування компонентів шихти і скляного бою. Інтервал зважування 25 – 500 кг.
Тарілчастий змішувач СТ-700. Призначений для приготування шихти. Продуктивність – (10 – 12) т/год.; установлена потужність – 17 кВт.
Тельфер ТЕ-1-521. Призначений для подачі сульфату та поташу на дозування, кюбелів із шихтою для створення буферного запасу, в бункер блоку підготовки екструзованої шихти. Вантажоємкість – 1 т.; висота підйому – 12 м; установлена потужність – 2,5 кВт.
Прес брикетування. Призначений для приготування екструзованої шихти. Продуктивність – 2,5 т/год.; установлена потужність – 20 кВт.
Стрічкова сушарка. Призначення для сушіння екструзованої шихти. Продуктивність – 2,5 т/год.; установлена потужність – 4,5 кВт.
Завантажувач шихти ЗШ-2. Призначений для завантажування шихти і склобою. Продуктивність – 2,7 т/год.; установлена потужність – 17 кВт.
3.6 Розрахунок шихти
Завод випускає 10 млн. штук виробів на рік. Продуктивність роботи скловарної печі між капітальним ремонтом залежить від конструкції печі, складу шихти, якості вогнетривів, що застосовують, газового режиму, температури варіння шихти, системи охолодження та інших факторів, які впливають на зношування вогнетривів. Міжремонтний період для печей складає 3 – 5 років. Тривалість холодного ремонту 40 днів. Тоді загальна кількість робочих днів печі в рік складатиме:
(3 365 – 40) / 3 = 351 день.
Розраховуємо продуктивність заводу в добу:
Вага однієї ампули – 2г.;
за рік – 2 10-6 10 106 = 20 т скла;
за добу 20 / 351 = 0,057 т скла;
за зміну 0,057 / 3 = 0,019 т скла.
Хімічний склад сировинних матеріалів для виготовлення скла наведений у таблиці.
| Назва | Склад оксидів, мас. % | ||||||
|
SiO2 |
B2O3 |
Al2O3 |
Na2O |
К2О |
СаО | MgO | |
| УСП-1 | 74 | 8.3 | 5.4 | 7.9 | 1 | 1 | 8 |
Таблиця 3.6.2 – Хімічний склад сировинних матеріалів для виробництва медичного скла
| Матеріал | Вміст оксидів, мас. % | ||||||||
|
SiO2 |
B2O3 |
Al2O3 |
Fe2O3 |
Na2O |
K2O |
CaO | MgO | в.п.п | |
| Пісок | 98,64 | 0,44 | 0,65 | 0,27 | |||||
| Каолін | 46,35 | 36,7 | 0,52 | 1,18 | 15,25 | ||||
| Кальцинована сода | 58,5 | 41,5 | |||||||
| Крейда | 1,78 | 1,0 | 0,27 | 54,33 | 42,62 | ||||
| Борна кислота | 98,6 | 1,4 | |||||||
| Поташ | 68,2 | 31,8 | |||||||
| Доломіт | 0.05 | 32 | 19 | 48.95 | |||||
Необхідно розрахувати шихту для виготовлення скла в кількості 0,057 т.
Na2O вводиться у склад скла содою. Її кількість у шихті визначаємо так:
100 мас.ч. соди містить 58,5 мас.ч. Na2O
х мас.ч. соди треба взяти для введення 7,9 мас.ч. Na2O
Звідки, х = 100 · 7,9 / 58,5 = 13.5 мас.ч.
Враховуючи, що 3 % соди при температурі варки скла звітрюється, потрібно ввести в шихту соди на 3 % більше, а саме:
13.5 +3%= 13.9 мас.ч. соди.
Оскільки сода кальцинована не містить в своєму хімічному складі ніяких інших компонентів, то ця сировина нічого більше не внесе у склад скла.
СаО вводиться у склад скла крейдою. Його кількість у шихті визначаємо так:
100 мас.ч. крейди містить 54,33 мас.ч. СаО
х мас.ч. крейди треба взяти для введення 1,0 мас.ч. СаО
Таким чином, х = 100 · 1,0 / 54,33 = 1,841 мас.ч. крейди.
Далі розраховуємо кількість домішок, які увійдуть у склад скла з 1,841 мас.ч. крейди.
Крейда внесе у склад скла:
SiO2 (1,841 · 1,78) / 100 = 0,033 мас.ч.;
Al2O3 (1,841 · 1,0) / 100 = 0,018 мас.ч.;
Fe2O3 (1,841 · 0,27) / 100 = 0,005 мас.ч.
Al2O3 вводиться у склад скла каоліном. Його кількість у шихті визначаємо так:
100 мас.ч. каоліну містить 36,7 мас.ч. Al2O3
х мас.ч. каоліну треба взяти для введення 5.4 мас.ч. Al2O3
Таким чином, х = 100 · 5.4 / 36,7 = 14.7 мас.ч. каоліну.
Далі розраховуємо кількість домішок, які увійдуть у склад скла з 14.7мас.ч. каоліну.
Каолін внесе у склад скла:
SiO2 (14.7· 46,35) / 100 = 6.8 мас.ч.;
Fe2O3 (14.7 · 0,52) / 100 = 0,08 мас.ч.;
СаО (14.7 · 1,18) / 100 = 0,17 мас.ч.
B2O3 вводиться у склад скла борною кислотою. Визначаємо її кількість у шихті так:
100 мас.ч. борної кислоти містить 98,6 мас.ч. B2O3
х мас.ч. борної кислоти треба взяти для введення 8.3 мас.ч. B2O3
Звідки, х = 100 · 8.3 / 98,6 = 8.4 мас.ч. борної кислоти.
SiO2 вводиться у склад скла піском. Деяка кількість SiO2 введена крейдою і каоліном. Таким чином, залишається ввести SiO2:
74 – 0,033 – 6.8 = 67.167 мас.ч.
Визначаємо кількість піску в шихті саме за цією кількістю SiO2:
100 мас.ч. піску містить 98,64 мас.ч. SiO2
х мас.ч. піску треба взяти для введення 67.167 мас.ч. SiO2
Отже, х = 100 · 67.167/ 98,64 = 68.1 мас.ч. піску.
З такою кількістю піску у склад шихти ввійде домішок:
Al2O3 (68.1 · 0,44) / 100 = 0,3 мас.ч.;
Fe2O3 (68.1 · 0,65) / 100 = 0,442 мас.ч.
К2O вводиться у склад скла поташем. Його кількість у шихті визначаємо так:
100 мас.ч. поташу містить 68,2 мас.ч. К2O
х мас.ч. поташу треба взяти для введення 1,0 мас.ч. К2O
Звідки, х = 100 · 1,0 / 68,2 = 1,466 мас.ч. поташу.
MgO вводиться у склад доломітом. Його кількість у шихті визначаємо так:
100 мас.ч. доломіту містить 19 мас.ч. MgO
Х мас.ч. доломіту треба взяти для введення 2.2 мас.ч. MgO
Звідки, х= 100 · 2.2 / 19 = 11.6 мас.ч. доломіту.
З такою кількістю доломіту в шихту війде:
СаО 11.6 32 / 100 = 3.7 мас.ч.
Таким чином, склад шихти становить:
Таблиця 3.6.3 – Отриманий розрахунковий склад шихти
| Матеріал | Кількість у шихті, мас.ч. |
| Пісок | 68.1 |
| Борна кислота | 8.4 |
| Сода | 13.9 |
| Поташ | 1.466 |
| Каолін | 14.7 |
| Крейда | 1,841 |
| Доломіт | 11.6 |
| Разом шихти | 120 |
Фактичний склад скла, який може бути отриманий з цієї шихти, не збігається повністю із заданим, оскільки сировинні матеріали, які були використані, вносять у скло додатково такі оксиди, яких немає в заданому складі скла. Це певною мірою впливає на загальну масу скла і робить її більшою за 100 мас.ч. Перед тим як визначити кількість шихти для отримання 100 мас.ч. скла, необхідно розрахувати його фактичний склад. Цей розрахунок полягає у визначенні сумарної кількості оксидів, які вносяться у скло усіма сировинними матеріалами, вміст яких у складі шихти було визначено вище. Результати цих розрахунків заносимо у таблицю.
Таблиця 3.6.4 – Фактичний склад скла
| Матеріал | Кількість матеріалу в шихті, кг | Кількість оксидів, що вносяться у скло сировиною | ||||||||
|
SiO2 |
B2O3 |
Al2O3 |
Fe2O3 |
Na2O |
K2O |
MgO | CaO | Разом, кг | ||
| Пісок | 68.1 | 67.167 | 0,3 | 0,442 | 67.9 | |||||
| Борна кислота | 8.4 | 8.3 | 8.3 | |||||||
| Сода | 13.9 | 7,9 | 7,9 | |||||||
| Поташ | 1,466 | 1,0 | 1,0 | |||||||
| Каолін | 14.7 | 6.8 | 5.4 | 0,08 | 0,17 | 12.45 | ||||
| Крейда | 1,841 | 0,033 | 0,018 | 0,005 | 1,0 | 1,056 | ||||
| Доломіт | 11.6 | 2.2 | 1 | 3.2 | ||||||
| Разом | 120 | 74 | 8.3 | 5.7 | 0.531 | 1.0 | 2.2 | 2.17 | 101.8 | |
| У перера-хунку на 100 кг скла | 117.8 | 72.7 | 8.2 | 5.6 | 0.5 | 7.8 | 1 | 2.2 | 2.1 | 100 |
З таблиці видно, що загальна маса скла, яку розраховано на основі фактичного складу скла, становить 101.8 мас.ч. Для отримання такої кількості скла необхідно взяти 120 мас.ч. шихти. Для отримання 100 мас.ч. скла потрібно взяти 117.8 мас.ч. шихти.
Отже, кількість кожної сировини у 109,965 мас.ч. шихти становить:
піску 117.8 · 68.1/ 120 = 66.9 кг;
борної кислоти 117.8 8.4 / 120 = 8.2 кг;
соди 117.8 · 13.9/ 120 = 13.6кг;
поташу 117.8 · 1,466 / 120 = 1,4 кг;
каоліну 117.8 · 14.7/ 120 = 14.4 кг;
крейди 117.8 · 1,841 / 120 = 1.8 кг;
доломіту 117.8 · 11.6 / 120 = 11.4 кг.
Розраховуємо кількість шихти для виготовлення 0,057 т скла.
Для 100 кг скла необхідно мати 117.8 кг шихти
для 57кг скла необхідно мати х кг шихти
Звідки, х = 57 · 117.8 / 100 = 67 кг шихти.
Кількість кожної сировини у 67кг шихти становить:
піску 67 · 66.9/ 117.8 = 38 кг;
борної кислоти 67 · 8.2 / 117.8 = 4.7 кг;
соди 67 13.6 / 117.8 = 7.7 кг;
поташу 67 1,4 / 117.8 = 0.8 кг;
каоліну 67 14.4 / 117.8 = 8.2кг;
крейди 67 11.4 / 117.8 = 6.7кг
доломіту 67 11.6 / 117.8 = 6.6 кг.
Визначаємо вихід скла із шихти:
117.8 мас.ч. шихти дають 100 мас.ч. скла
100 мас.ч. шихти дадуть х мас.ч. скла
Звідки, х = 84.9 мас.ч. шихти.
Тобто, з 100 мас.ч. шихти можна отримати 84.9 мас.ч. скла.
Вихід скла по його відсотковому відношенню до маси становить:
100 мас.ч. шихти становлять 100 %
90,94 мас.ч. скла становлять х %
Звідки, х = 84.9% від маси шихти.
Витрати шихти на угар та вивітрювання становлять 15.1%.
3.7 Розрахунок складу сировини
Розрахунок площі складу для зберігання сировинних матеріалів
Таблиця 3.7.1 Норми запасу сировини
| Найменування матеріалу | Норма запасу, діб | Висота насипу, м |
Насипна вага, т/м3 |
Витрата матеріалу з урахуванням витрат, т/доб |
| Пісок | 30 | 6 | 1,8 | 0,038 |
| Борна кислота | 30 | 4 | 1,1 | 0,0047 |
| Сода | 30 | 4 | 0,7 | 0,0077 |
| Поташ | 30 | 4 | 0,7 | 0,0008 |
| Каолін | 30 | 4 | 1,7 | 0,0082 |
| Крейда | 30 | 6 | 1,7 | 0,0067 |
| Доломіт | 30 | 4 | 1.8 | 0.0066 |
Площу відсіків у складі визначаємо за формулою:
F= d l / г з h,
де d – добова витрата матеріалу, т; l – норма запасу, діб.; г – насипна вага матеріалу, т/м3; з – коефіцієнт корисної площі відсіку (для насипних матеріалів – 0,8, для тарних – 0,6); h – висота насипу, м.
для піску 0,038 · 30 / 1,8 · 0,8 · 6 = 0.04 м3;
для борної кислоти 0,0047 · 30 / 1,1 · 0,6 · 4 = 0,002 м3;
для соди 0,0077 · 30 / 0,7 · 0,6 · 4 = 0.005 м3;
для поташу 0,0008 · 30 / 0,7 · 0,6 · 4 = 0,0005 м3;
для каоліну 0,0082 · 30 / 1,7 · 0,6 · 4 = 0,002 м3;
для крейди 0,0067 · 30 / 1,7 · 0,8 · 6 = 0,008 м3
для доломіту 0.0066 · 30 / 1.8 · 0.8 · 4 = 0.001 м3
Отже, загальна площа відсіків для сировини складає:
F1 = 0.04 + 0.002 + 0.005 + 0.002 + 0.008 + 0.001= 0.0225 м3
Розрахунок бункерів для сировинних матеріалів
Всі оброблені матеріали або компоненти зберігаються у витратних бункерах складового цеху, які розраховані для зберігання запасу, що приймають згідно з нормативами: пісок – 2 доби, сода – 2 доби, крейда – 2 доби, каолін – 2 доби, борна кислота – 2 доби, доломіт– 2 доби, поташ – 2 доби.
Бункери сталеві. Висота їх однакова, а довжина і ширина залежить від об’єму.
Розрахунок бункерів проводимо за формулою:
V = d S t c / г h,
де d – годинна витрата матеріалу, т; S – кількість змін за добу; t – тривалість зміни, год; c – добовий запас, т; г – об’ємна вага, т/м3; h – коефіцієнт корисної ємності бункера.
Годинна витрата матеріалу з урахуванням втрат при обробці:
піску 0,038 / 24 = 0,0015 м3;
борної кислоти 0,0047 / 24 = 0,0002 м3;
соди 0,0077 / 24 = 0,0003 м3;
поташу 0,0008 / 24 = 0,00003 м3;
каоліну 0,0082 / 24 = 0,0003 м3;
крейди 0,0067 / 24 = 0,0003 м3;
доломіту 0.0066 / 24 = 0.0003 м3.
Об’єм бункерів:
для піску 0,0015 · 3 ·8 ·2 / 1,8 · 0,8 = 0,05 м3;
для борної кислоти 0,0002 · 3 ·8 ·2 / 1,1 · 0,6 = 0,015 м3;
для соди 0,0003 · 3 ·8 ·2 / 0,7 · 0,6 = 0,034 м3;
для поташу 0,00003 · 3 ·8 ·2 / 0,7 · 0,6 = 0,0034 м3;
для каоліну 0,0082 · 3 ·8 ·2 / 1,7 · 0,6 = 0,386 м3;
для крейди 0,0067 · 3 ·8 ·2 / 1,7 · 0,8 = 0,231 м3;
для доломіту 0.0066 ·3 ·8 ·2 / 1.7 · 0.8 = 0.231 м3.
3.8 Вибір і обґрунтування конструкції електричної печі
Промислові електричні скловарильні печі – це печі опору прямого нагрівання. Їх використовують у всіх галузях скляної промисловості.
В даному проекті я пропоную використовувати електричні печі, тому що вони мають ряд переваг у порівнянні з полум’яними, а саме:
– конструкція електричних печей компактніша, значно менші розміри вимагають менше матеріалів і коштів на їх спорудження, менших виробничих площ;
відсутні продукти горіння палива в робочій камері печі і витрати тепла з вихідними газами;
– мале забруднення довкілля продуктами звітрювання окремих компонентів шихти (лужних компонентів, оксидів бору) та забезпечення однорідності скла.
Електричні печі опору прямого нагрівання мають високий коефіцієнт корисної дії (до 85 %). Питоме знімання скляної маси становить від 3500 до 5000 кг/(м2·добу). Витрати електричної енергії на 1 кг скляної маси складають 0,7 – 2,7 кВт·год.
Скловарильні електричні печі прямого нагрівання з напрямком руху скляної маси за конструкцією поділяються на дві групи.
В першій групі печей дзеркало скляної маси у варильній частині печі повністю закрите шаром шихти, і процес варіння скла відбувається в об’ємі басейну печі під шаром шихти. Вони переважно мають невелику продуктивність (0,5 – 20 т/добу) і характеризуються вертикальним напрямом виробничого потоку скляної маси. Піч складається з двох басейнів: варильного і виробного. Форма варильного басейну близька до квадрату. Глибина басейну – (1,5 – 1,8) м. Електроди розміщені в 2 – 3 ряди по висоті басейну. Питоме знімання скляної маси досягає 5 т/(м2·добу). Особливістю таких печей є те, що варіння відбувається в глибинних шарах, а все дзеркало скляної маси вкрите шаром шихти і скляних уламків товщиною 100 – 150 мм. Температура над шаром шихти становить 100 – 200 0С.
У другій групі електричних печей прямого нагрівання шихта розташовується тільки в певній частині дзеркала скляної маси у варильній частині печі. Ці печі характеризуються горизонтальним напрямком виробничого потоку скляної маси. За довжиною ці печі переважно розділені на три зони, в яких підтримується різна температура: зони варіння, освітлення і охолодження (вироблення). В зоні варіння дзеркало басейну повністю покрито шихтою, в зоні освітлення дзеркало басейну вільне від шихти. У цій зоні підтримується максимальна температура. Зони варіння і освітлення в нижній частині з’єднані з зоною охолодження протоком. Електричні печі з горизонтальним напрямком потоку скляної маси переважно мають велику продуктивність (до 300 т/добу).
У печах першої групи гази, що утворилися в процесі варіння скла, леткі сполуки проходять через шар шихти і нагрівають її до 150 – 200 0С. Леткі сполуки конденсуються і осідають на частинах компонентів шихти, що значно зменшують їх звітрювання. Звітрювання оксидів бору зменшується з 15 – 20 % до 1 – 3 %. Майже повністю припиняється звітрювання лужних оксидів. Шихта, що знаходиться на поверхні розтопленої скляної маси, відіграє теплової ізоляції, що приводить до економії тепла [8].
В електричних ванних печах другої групи, де дзеркало тільки частково закрите шихтою, основна кількість тепла передається від розтопленої скляної маси до нижніх шарів шихти, і тільки невелика кількість тепла передається випромінюванням від склепіння підвісних стін печі до поверхні шихти. По довжині варильного басейну печі є можливість легко створювати заданий температурний режим.
Для виробництва медичного скла приймаємо електричну піч опору прямого нагрівання що належить до печей першої групи.
3.9 Фізико-хімічні процеси, які відбуваються при варінні скломаси
Процес варіння скла являє собою складний комплекс фізико-хімічних перетворень, явищ тепло- та масообміну, в результаті яких сировинні матеріали – шихта перетворюється у розплав-скломасу із визначеними фізико-хімічними властивостями. Шихта під дією високих температур розплавляється, гомогенізується, охолоджується та поступає на виробляння.
В печах з чисто електричним нагріванням всі стадії варіння скла здійснюються за рахунок тепла, що виділяється у скляній масі при проходженні в ній електричного струму. Між електродами розвивається температура 1550 – 1600 0С. Розподіл температур у скляній масі (в об’ємі ванни) і рух конвекційних потоків в цих печах залежить від розміщення, форми і навантаження електродів.
Температура скляної маси при проходженні струму між електродами – максимальна і знижується верх і вниз у басейні печі. Тепло, що передається від електродів до верху компенсує витрати тепла на нагрівання скляної маси, а також витрати, що пов’язані з виділенням тепла в навколишнє середовище. Тепло, що передається від електродів до низу компенсує витрати тепла в навколишнє середовище через будову печі (дно, стіни басейну). Температура скляної маси на дні басейну в електричних печах вища, а на поверхні скляної маси значно нижча порівняно з полум’яними печами.
Задана температура у виробній частині підтримується електричним нагріванням зверху електродами, що розміщені над скляною масою або нагріванням за рахунок згорання газоподібного палива.
Теплообмін в ванних печах з чисто електричним нагріванням суттєво відрізняється від теплообміну в полум’яних печах. В електричних печах відсутнє високотемпературне газове середовище і вогнетриви печі, що випромінюють тепло. Джерело тепла знаходиться всередині скляної маси. Шихта, що завантажується в піч, одержує потрібну кількість тепла через поверхню контакту з розтопленою скляною масою. Кількість тепла, що передається шихті від нижніх шарів розтопленої скляної маси, залежить від температури і складу скла.
3.10 Конструкційний розрахунок електричної печі
Площа дзеркала варочного басейна Fв визначається за формулою:
Fв = G / у,
де G – продуктивність печі, кг/доб.; у – питоме знімання скломаси з 1 м2 басейна. Залежить від температури варіння.
Fв = 712 / 80 = 8,9 м2
Ширина варильного басейна N = 1,8 м, тоді довжина варильного басейна печі буде:
l = F / N = 8,9 / 1,8 = 4,94 м
Глибину басейна приймаємо рівною 1,5 м.
Висота від дзеркала скломаси до п’ят зводу 0,3 м. 30
Всі стадії скловаріння проходять в басейні у вертикальному напрямку. Скломаса з печі прямо поступає з протока в живильник. Для підтримки теплового режиму, під час розігріву печі у виробіточній частині, передбачена установка електродів.
Звід басейну повинен бути ретельно заізольованим.
Кількість печей при заданій річній продуктивності на заводі, що проектується:
N = Рг / (m P),
де Рг – річна продуктивність, т/рік; m – число робочих днів з урахуванням ремонту; P – продуктивність однієї печі, т/доб.
N = 250 / (351 · 1,0) = 0,71 ≈ 1
Для використання даної річної продуктивності знадобиться одна піч.
3.11 Теплотехнічний розрахунок
Тепловий баланс печі
Витрата тепла на дегазацію:
Vп.д. = Gп.д. / сп.д.,
де Gп.д. – кількість продуктів дегазації в кг/кг шихти (Gп.д = 0,25 кг/кг); сп.д. – густина продуктів дегазації (сп.д.= 2 кг/м3).
Vп.д. = 0,25 / 2 = 0,125 м3
qг = 0,125 · 0,95 · 0,25 · 1580 = 46,9 кДж/кг
Теплота плавлення скла, qпл:
qпл = 347 Gm (1 – Gп.д.) = 347 · 0,95 · (1 – 0,25) = 247,2 кДж/кг
Витрати тепла на випаровування, qвип.:
qвип. = 2510 · VН2О · Gm,
де VН2О – об’єм вологи, що знаходиться в шихті.
VН2О = GН2О / сН2О = (0,035 · 0,95) / 1 = 0,033 м3
qвип. = 2510 · 0,033 · 0,95 = 78,7 кДж/кг
Загальні витрати тепла:
qх = qс + qм + qг + qпл. + qвип. = 11084,6 + 1833,8 + 46,9 + 247,2 + 78,7 = 13291,2 кДж/кг
Q1 = 13291,2 кДж
Витрати тепла на склоутворення:
Q2 = Gсm qс = 0,16 · 11084,6 = 1773,5 кДж
Втрати тепла з випромінюванням крізь засипний отвір:
Q3 = 0,0057 [(Тг / 100)4 – (Тв / 100)4] ц F,
де Тг, Тв – температура пічного простору і навколишнього повітря, 0К; ц – коефіцієнт діафрагмування (ц = 0,59); F – площа перетину засипного отвору, м2.
Тг = tg + 273,
де tg – дійсна температура, 0С;
Тг = 1620 + 273 = 1893 0К;
Тв = 20 + 273 = 293 0К;
Висота засипного отвору 0,2 м, довжина – 3 м. F = 0,2 · 3 0,6 м2
Q3 = 0,0057 · [(1893 / 100)4 – (293 / 100)4] · 0,59 · 0,6 = 259 кДж
Витрати тепла з випромінюванням у влети:
Q4 = 0,0057 [(Тг / 100)4 – (Твл / 100)4] ц Fвл
Розміри влета – (2 х 0,45) м; кількість влетів – z = 5.
Отже, Fвл = (2 · 0,45) z =(2 · 0,45) · 5 = 4,5 м2
Твл = 1300 + 273 = 1573 0К
Q4 = 0,0057 · [(1893 / 100)4 – (1573 / 100)4] · 0,59 · 4,5 = 1017 кДж
Втрати тепла у навколишнє середовище в пічній зоні:
q = 0,001 (tг – tв ) F / [(1 / л) + У (у / лі)]
qс = q1 G1 Gm + q2 G2 Gm + ... + qn Gn Gm,
де q1, q2 ...qn – теплові ефекти утворення оксидів, які переходять у скло, кДж/кг; G1, G2...Gn – вагові кількості оксидів, кг/кг (із розрахунків шихти).
Сухих матеріалів на 1 кг скла:
Gm = 100 / (100 + Gб – Gп.д.),
де Gб – кількість склобою, що вводиться в шихту (30 %); Gп.д. – кількість легких продуктів дегазації (25 %).
Gm = 100 / (100 + 30 – 25) = 0,95.
qс = 1537 · 1 · 0,95 + 952 · 7 · 0,95 + 3467 · 1 · 0,95 = 11084,6 кДж/кг
Витрати тепла на нагрів 1 кг скломаси до tс = 1580 0С при початковій температурі шихти tп = 20 0С:
qм = Сс tс – (Gm Сm tп + Gб Сб tк),
де Сс – середня теплоємкість скломаси, кДж/кг·град; Сm – середня теплоємкість шихти (0,963 кДж/кг·град); Сб – середня теплоємкість склобою (0,756 кДж/кг·град).
Сс = 0,672 · 0,00046 tс = 0,672 · 0,00046 · 1580 = 1,399 кДж/кг·град
qм = 1,399 · 1580 – (0,95 · 0,963 · 20 + 0,3 · 0,756 · 1580) = 1833,8 кДж/кг
Витрати тепла на нагрів продуктів дегазації до t = 1580 0С:
qг = Vп.д. Gm Gп.д. tп.д.,
де Vп.д. – об’єм продуктів дегазації, м3/кг. Vп.д. = Gп.д. / сп.д.
– дном – q1 = 822,5 кДж/кг;
– стінками басейну – q2 = 893,8 кДж/кг;
– стінками пічного простору – q3 = 40 кДж/кг;
– зводом – q4 = 1157,6 кДж/кг.
Q5 = 822,5 + 893,8 + 40 + 1157,6 = 2914 кДж
Витрати тепла на охолодження електродів:
Qе = m s,
де m – питомі тепловитрати з 1 см2 електродів (35 кДж/см2); s – площа поверхні електрода, см2.
s = 2 р r (r + h),
де r – діаметр електрода (5 см); h – довжина електрода (70 см).
s = 2 · 3,14 · 2,5 (2,5 + 70) = 1138,3 см2
Q6 = 35 · 1138,3 = 39840,5 кДж
Разом витрати:
Q = 13291,2 + 1773,5 + 259 + 1017 + 2914 + 39840,5 = 59095,2 кДж
Необхідна потужність:
Р = Q К / 860,
де К – коефіцієнт запасу (приймаємо рівним 1,1).
Р = 59095,2 · 1,1 / 860 = 75,6 кВт
ККД печі:
N = (Gcт Qс / У Q) 100%,
де Gcт – продуктивність печі, т/доб.; Qс – витрати тепла на склоутворення; У Q – сума всіх витрат тепла.
N = (0,712 · 13291,2) / 59095,2 · 100% = 46,02%.
3.12 Автоматична виробка виробів
Автоматична виробка виробіввиконується на полуавтоматах FA36S лініях LA-502. Склодрот вручну подається в полуавтомат формовки, автоматично завантажується в патрони машини та проходить стадіі формування
- формування розтяжки;
- формування стебелю ампули
- формування пульки;
- формування дна;
- Формування пульпі ті її розрив
Потім ампули автоматично пересуваються на лінію обробки LA-502, де воні проходять етапи калібровки стебелю та пульки, термоудар для видалення техотходу, оплавку країв та автоматичну упаковку в металеві решітки.
3.13 Випал виробів
Під час формування виробів та їх охолодження, між поверхневими та внутрішніми шарами, виникає різниця температур, яка пов’язана з низькою теплопровідністю скла. В результаті нерівномірного охолодження внутрішніх та зовнішніх шарів скла, в склі виникають напруження стискування та розтягнення. Швидкість зникнення напруження прямопропорційна текучості та зворотньопропорційна в’язкості середовища.
Після повного охолодження скла, тобто, коли температура по всьому об’єму стане однаковою, напруження, які виникають під час охолодження, або зникають, або залишаються. Перше спостерігається коли процес швидкого охолодження протікає при температурах, що виключають в’язкі деформації. Другий випадок пов’язаний з в’язкими змінами форми скла і дуже розповсюджений під час отримання загартованого або відпаленого скла.
Залишкові внутрішні напруження в склі тим більші, чим більше швидкість охолодження, чим товща стінка виробу і чим вища температура, від якої починається охолодження.
Якщо швидко охолоджувати позбавлене напружень скло, починаючи від температур, при яких воно набуває крихкості, тобто, якщо його в’язкість дорівнює 1013 – 1014 Па · с, то незалежно від того, яку швидкість охолодження використано, залишкові напруження в склі вже не виникатимуть.
Відпал скловиробів проводиться в чотири стадії:
– попередній нагрів або охолодження виробів до вищої температури відпалу;
– витримування виробів при цій температурі;
– повільне охолодження в інтервалі відпалу;
– швидке охолодження виробів до нормальної температури, починаючи від нижчої температури відпалу.
Відпал проводять в печах відпалу по попередньо розрахованому режиму. Від склоформувальної машини до печі відпалу вироби подаються у закритих зверху та з боків конвеєрах. Для запобігання виникнення заторів на поворотах до транспорту та входу в піч підпалу встановлюється розподільник для формування щілин між виробами. Переставник формує паралельні ряди виробів з щілинами між ними в ряду 5 – 30 мм. Такі самі щілини підтримує конвеєр печі відпалу. Вхід та вихід печі теплоізольовані „П-подібною” шторкою. Найбільш зручні, прості та ефективні електричні печі відпалу. Вони мають нагрівальні опори, які розміщуються всередині печі та концентруються на них або інших ділянках печі у відповідності до кривої відпалу.
У виробництві медичної тари найкращими себе виявили циркуляційні печі. Вони характерні тим, що для вирівнювання температури в них створюють перемінний рух повітря по висоті тунелю.
Циркуляційним вентилятором гаряче повітря забирається у верхній частині тунелю і поступає по боковим каналам під конвеєрну стрічку, при цьому воно омиває знизу до гори встановлені на ній вироби. Підігрів циркулюючого повітря здійснюється в бокових каналах за допомогою нагрівачів. Циркуляційні вентилятори забезпечують вирівнювання температури виробів по довжині та ширині відповідних секцій печі.
Для забезпечення заданої температури по довжині тунелю, одночасно з нагрівачами, встановлені охолоджувачі. Для охолодження передбачені вентилятори, які подають зовнішнє повітря у канали, які примикають до нижньої та бокових сторін тієї частини тунелю, що опалюється. Ці вентилятори вмикаються тоді, коли температура у тій чи іншій секції перевищує задану.
Контроль за температурою виконується за допомогою термопар. Також можливим є автоматичне регулювання заданого режиму відпалу.
Для такого типу виробів розраховується окремий режим.
3.14 Контроль якості виробів
Контроль за якістю починається з вхідного контролю сировинних матеріалів. Завезення кожної партії сировини супроводжується відбором проби та передачею її до центральної заводської лабораторії, де видається паспорт на сировину, її відповідність нормам та стандартам. Наступний контроль відбувається після змішування шихти. Вона повинна відповідати всім вимогам – однорідності, відповідності паспорту. На однорідність перевіряється кожен кюбель. Склад шихти перевіряється раз у зміну. Контроль за якістю скломаси здійснюється скловаром шляхом відбору проб перед протоком, а при необхідності, з робочої зони. Контроль проводиться візуально, на провар.
Якість відпалу, яка оцінюється по кількості залишкових внутрішніх напружень та їх розподіленню у виробі, визначає експлуатаційну надійність скляної тари. Поганий відпал приводить до зниження термостійкості та механічної міцності тари, а часто до її довільного руйнування без зовнішнього впливу. Останній етап – перевірка виробів на відсутність або наявність подвійних швів, посічок, плям від змащення форм, зморшок, покованості, потертості, задирок, ріжучих швів, слідів від ножиців, недоформованості шийки виробів. Цей контроль проводиться постійно.
Важливе значення має жорстке дотримання стандартних геометричних розмірів і повної сумісності скляної тари. Дефекти геометричних розмірів, а саме: непаралельність торця відносно площини дна, овальність шийки та корпусу, відхилення вісі шийки від вісі корпусу, відхилення маси від стандарту, зменшення або збільшення ємності виробів, – контролюється раз на зміну. Дефекти вироблення медичної тари визначають її механічну витривалість і термостійкість, величину втрат склотари. Окремі дефекти вироблення можуть бути шкідливими для здоров’я споживача (ріжучі шви, задирки тощо).
Якість виробів може значно погіршитися при транспортуванні, зберіганні і завантажувально-розвантажувальних роботах. Незадовільна упаковка і умови зберігання приводять до появи щербин, відколів, тріщин, потертості. Кількість бракованих виробів прямо залежить від з’ємну скломаси. Зі збільшенням з’єму скломаси підвищується процент браку.
Дефекти скла
На поверхні і у товщі скла не допускаються: звилина, яка відчувається на дотик, прохідні насічки, приливи скла, ріжучі шви і задирки, щербини і відколи, частки закристалізованого скла, стороні включення, які мають навколо себе насічки тріщини або навколо яких можуть виникати при легкому постукуванні по включенням металевим стержнем, відкриті бульбашки та бульбашки, які можна продавити, всіх розмірів, лужні бульбашки, які вкриті зсередини білуватим нальотом, плями змащення форм, що не змиваються, „мошка” у вигляді скупчень.
Дефекти виробки
Не допускаються на зовнішній поверхні виробів різко виражені зморшки, покованість поверхні, потертості, сліди відрізу ножицями і подвійні шви. Поверхня повинна бути гладкою.
Дефекти відпалу
Якість відпалу, яка оцінюється по кількості залишкових внутрішніх напружень та по їх розподілення у виробі, визначає експлуатаційну надійність медичної тари. Поганий відпал приводить до зниження термостійкості і механічної міцності виробів, а часто до їх самовільного руйнування без зовнішнього впливу.
Термостійкість
Флакони повинні витримувати перепади температури, які виникають під час використання. Склотара повинна витримувати перепади температур до 45 – 60 0С.
Хімічна стійкість
Склад медичного скла відноситься по хімічній стійкості до 1-ого гідролітичного класу.
Контролювання якості виробів
Якість тари – це кінцевий результат всього технологічного процесу. Отримання високоякісного продукту знаходиться у прямій залежності від ступеню досконалості всіх стадій виробництва, починаючи від видобутку та обробки сировини, приготування шихти, варіння скломаси і закінчуючи виробленням, відпалом та транспортуванням. Найбільшу небезпеку для виробів становлять остаточні напруження, які можуть зруйнувати їх. Напруження відшукують за допомогою полярископу. На сьогоднішній день найбільш розповсюджений полярископ ПКС – 500.
Пучок світла від електролампи проходить конденсатори та попадає на дзеркало, а потім на поляризатор. Проходячи крізь виріб, що випробовується, плоскополяризоване світло при наявності напружень у виробі розкладається на два промені. Аналізатор приводить коливання цих променів в одну площину, і в результаті виникає інтерференція світла. Аналізатор дозволяє побачити колір, яскравість та різкість інтерференційної картинки, яка залежить від кількості і розподілення напружень у готовому виробі.
Інтерференційна кольорова картина у виробі змінюється в залежності від різниці ходу променів.
По цим кольорам можна робити висновки про якість відпалу: добрий відпал – рівномірне фіолетово-червоне поле зору; задовільний відпал – червоно-жовтогарячий та синій кольори; про поганий відпал свідчать блакитний, зелений та жовтий кольори.
3.15 Пакування готових виробів
Медичну тару упаковують різноманітними способами: в ящики, контейнери тощо, але найбільш раціональним є спосіб упакування в коробки з картону на піддонах.
В цьому випадку дуже спрощується процедура пакування, виникає можливість використовувати електричні навантажувачі, крім того, забезпечується достатня чистота виробів.
3.16 Внутрішньозаводське транспортування готових виробів
Внутрішньозаводське транспортування готових виробів виконується за допомогою конвеєрів, ліфтів та електричних вилочних навантажувачів. На території цеху працює 4 – 5 вилочних навантажувачів, які виконують доставку піддонів до ліфтів, і далі перевозять до складських приміщень.
3.17 Складування готових виробів
Складування готових виробів виконується за допомогою вилочних навантажувачів. Коробки з ампулами ставлять в декілька ярусів на піддони.
3.18 Автоматизація роботи скловарної печі
Розроблена функціональна схема автоматизації виробництва скла, яка дозволяє знизити витрати, отримати продукцію заданої якості, поліпшити умови праці. Для автоматизації використані сучасні прилади та регулятори, які дозволяють перетворювати вимірювальні параметри в уніфікований сигнал в межах 0,20 мА.
Контур контролю температури
Температуру вимірюють за допомогою термопари ТПП-0679-01. Показники з датчиків термопар поступають на багатоканальний другорядний пристрій КСП-4-209, який показує та реєструє значення температури.
Температура скломаси вимірюється за допомогою термопари ТХА-1172П. Чутливий елемент являє собою два термопровода, зварених між собою на робочому кінці у термопару та ізольований по всій довжині за допомогою
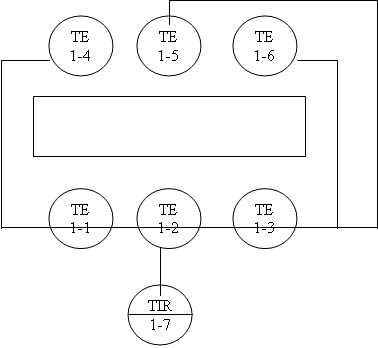
Рис. 5 Схема контуру температури
Термічної плитки (трубки). Ізольований чутливий елемент поміщають у захисну апаратуру, в комплект якої входить водозахисна головка з колодкою затискувачів. Сигнал ЕДС з термопари поступає на багатоканальний другорядний пристрій КСП-4-209 де і реєструється.
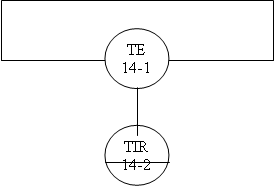
Рис. 6 Схема контролю температури
Контур керування електродвигуна
В сучасному виробництві не можливо обійтися без електродвигуна, тому необхідно контролювати його роботу. Це відбувається за допомогою пускача ПБР, сигнал з якого передається на кнопку керування КК-1.
 |
||||||||||
Рис. 7 Контур керування електродвигуна
Контур контролю рівня скломаси у печі
В якості вимірювального пристрою використовуємо поплавковий рівнемір, який являє собою водоохолоджувальну гирю, яка одним кінцем входить у піч, що опирається на шамотне тіло, яке плаває на поверхні скломаси. На іншому кінці підвішується датчик. Сигнал вимірюється та реалізується другорядним пристроєм ПВ 10-1 Е, установлений в станції управління. Пневматичний регулятор ПР 10,3. В якості регулюємого органу служить клапан.

Рис. 8 Контур контролю рівня скломаси
Контроль газового режиму скловарних печей
Головними параметрами газового режиму печі є тиск газів в пічному просторі і хімічний склад газового середовища. Тиск газів в пічному просторі повинен бути слабо позитивний (на рівні дзеркала). Високий тиск газів в печі викликає прогари у кладці печі, погіршує видалення газів зі скломаси. Від’ємний тиск у печі відкликає підсмоктування в піч холодного повітря, місцеве охолодження скломаси і зміну температури у печі.
Аналіз газів на вміст кисню за допомогою приладу КМ-9100 виконує робітник КВПіА.
Таблиця 3.18.4.1 – Специфікація пристроїв
| № | Найменування | Тип | Примітка |
| 1 | 2 | 3 | 4 |
| 8 – 1 | Датчик (FE) | ДК-10 | |
| 9 – 1 | |||
| 10 – 1 | |||
| 11 – 1 | |||
| 12 – 1 | |||
| 13 – 1 | |||
| 14 – 1 | |||
| 5 – 5 | Клапан з пневмо-приводом | 244,41 Ж | |
| 8 – 5 | |||
| 9 – 5 | |||
| 10 – 5 | |||
| 11 – 5 | |||
| 12 – 5 | |||
| 13 – 5 | |||
| 1 – 7 | Термопара (ТЕ) | ТХА 1172 П | |
| 3 – 7 | |||
| 6 – 3 | |||
| 7 – 1 | |||
| 14 – 1 | |||
| 15 – 1 | |||
| 7 – 2 | Другорядний при-лад (TIR) | КСП-4-209 | |
| 14 – 2 | |||
| 15 – 5 | |||
| 1, 1 – 1,6 | Термопара (ТЕ) | ТПП-0679 | |
| 3,1 – 3,6 | |||
| 6,1 – 6,2 | |||
| 5 – 1 | Рівнемір поплавковий (LE) | УДУ 10 | |
| 2 – 1 | Манометр (PISA) | ЭКМ 1У | |
| 4 – 1 | Магнітний пускач (NS) | ПБР-2М | |
| 4 – 2 | Кнопка керування (NS) | КУ-111 |
Висновки
В технологічній частині був обраний оптимальний склад скла, підібрані необхідні сировинні матеріли.
Був зроблений повний опис виробництва медичної тари, проведені розрахунки шихти та складу сировини. Розроблена функціональна схема скловарної печі, згідно якої були проведені конструкторський та технологічний розрахунки печі. Процес варки скла автоматизований, складена схема автоматизації печі.
4. Економічна частина
4.1 Розрахунок плану виробництва
Виробничу програму заводу визначаємо на основі виробничої програми випуску виробів у цілому по підприємству. Вона включає наступні показники:
– потребу матеріальних, трудових та фінансових ресурсів;
– рівень використання робочої сили, виробничих фондів та оборотних коштів;
– загальні фінансові результати діяльності – прибуток та рентабельність.
Виробничу програму заводу (G) визначаємо по ведучому устаткуванню за формулою:
G = А П Феф, т/рік,
де А – кількість однотипного ведучого устаткування, шт.; П – продуктивність одиниці ведучого устаткування, шт/рік; Феф – ефективний фонд часу роботи одиниці ведучого устаткування, год/рік.
Річний фонд часу роботи устаткування залежить від режиму роботи заводу:
Феф = Д С г ДО1 ДО2 – Р С г, год/рік,
де Д – кількість робочих днів у році, Д = 365 днів; С – кількість змін у добу, С = 3 зміни; г – тривалість зміни, г = 8 годин; ДО1 – коефіцієнт зупинки на ремонт устаткування, ДО1 = 0,99; ДО2 – коефіцієнт на переустаткування, ДО2 = 0,98; Р – кількість днів ремонту, Р = 12 днів.
Феф = 365 · 3 · 8 · 0,99 · 0,98 – 12 · 3 · 8 = 8211 год/рік
G = 1 · 0,0304 · 8211 = 250 т/рік
4.2 Розрахунок вартості і потреби сировини і матеріалів
Таблиця 4.2.1 – Потреба в сировині і матеріалах
| Сировина | Витратний коефіцієнт на 1 т продукції | Об'єм виробництва, т | Річна потреба, т |
| 1 | 2 | 3 | 4 |
| Пісок | 0,632 | 250 | 158,0 |
| Сода | 0,123 | 30,75 | |
| Крейда | 0,018 | 4,5 | |
| Каолін | 0,164 | 41,0 | |
| Борна кислота | 0,072 | 18,0 | |
| Титанові білила | 0,051 | 12,75 | |
| Вуглецевий барій | 0,026 | 6,5 | |
| Поташ | 0,015 | 3,75 | |
| Склобій | 0,06 | 15,0 | |
| Разом | 1,161 | 290,25 |
При визначені оборотних коштів вартість сировини та матеріалів враховуються з податком на додану вартість, який складає 20% від вартості матеріалів.
Таблиця 4.2.2 – Вартість сировини та матеріалів
| Матеріал | Ціна, грн | Витрата, т | Вартість, грн | |||
| без ПДВ | з ПДВ | на 1 т продукту | на річну програму | на 1 т продукту | на річну програму | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Пісок | 250,00 | 300,00 | 0,632 | 158,00 | 189,60 | 47400,00 |
| Сода | 1000,00 | 1200,00 | 0,123 | 30,75 | 147,60 | 36900,00 |
| Крейда | 234,00 | 280,80 | 0,018 | 4,50 | 5,05 | 1262,50 |
| Каолін | 338,00 | 405,60 | 0,164 | 41,00 | 66,52 | 16630,00 |
| Борна кислота | 21875,00 | 26250,00 | 0,072 | 18,00 | 1890,00 | 472500,00 |
| Титанові білила | 2750,00 | 3300,00 | 0,051 | 12,75 | 168,30 | 42075,00 |
| Вуглецевий барій | 382,00 | 458,40 | 0,026 | 6,50 | 11,92 | 2980,00 |
| Поташ | 400,00 | 480,00 | 0,015 | 3,75 | 7,20 | 1800,00 |
| Склобій | 160,00 | 192,00 | 0,06 | 15,00 | 11,52 | 2880,00 |
| Разом | 1,161 | 290,25 | 2497,71 | 624427,50 | ||
4.3 Визначення витрат та вартості енергоресурсів
Розрахунок вартості будь-якого виду енергоресурсів, крім електроенергії, визначається відповідно до формули:
Рє = (У Рчасодо Феф) К1 К2 К3,
де Рчасодо – погодинні витрати о-ресурсів на к-устаткування, од./рік; Феф – ефективний річний фонд часу роботи к-устаткування, год/рік; К1 – коефіцієнт навантаження (К1 = 0,75); К2 – коефіцієнт одночасності (К2 = 0,8); К3 – коефіцієнт втрат (К3 = 1,05).
Розрахунок потреби в електроенергії представлений у таблиці.
Таблиця 4.3.1 – Розрахунок потреби в електроенергії
| Обладнання | Кількість обладнання, шт. | Потужність обладнання, кВт/год | Кількість годин роботи, год |
Необхідна потужність, кВт/год |
| 1 | 2 | 3 | 4 | 5 |
| Кран грейферний | 1 | 43,20 | 2720 | 117504,0 |
| Щокова дробарка | 1 | 28,00 | 7010 | 196280,0 |
| Молоткова дробарка | 1 | 17,00 | 6940 | 117980,0 |
| Стрічковий конвеєр | 3 | 0,75 | 7920 | 17820,0 |
| Сушильний барабан | 2 | 5,50 | 6940 | 76340,0 |
| Вібросито | 3 | 2,20 | 6864 | 45302,4 |
| Магнітний сепаратор | 2 | 0,30 | 6878 | 4126,8 |
| Автоматичні ваги | 2 | 6,00 | 7920 | 95040,0 |
| Тарілчастий змішувач | 2 | 17,00 | 7912 | 269008,0 |
| Скловарна піч | 1 | 75,60 | 8211 | 620751,6 |
| Піч відпалу | 1 | 80,00 | 8211 | 656880,0 |
| Разом | 275,55 | 2217032,8 |
Вартість електроенергії визначаємо за формулою:
S = C / N,
де C – річна вартість електроенергії, грн.; N – річна витрата електроенергії, кВт/рік.
С = С1 + С2 + С3,
де С1 – оплата по тарифу за вжиту електроенергію; С2 – оплата за встановлену потужність, дорівнює 350 грн.; С3 – заводські потреби на утримання електрогосподарства, дорівнює 20% від двох попередніх статей.
С1 = 0,3 · 2217032,8 = 665109,84 грн.;
С2 = 350 · 275,55 = 96442,5 грн.;
С3 = (665109,84 + 96442,5) · 0,2 = 152310,47 грн.;
С = 665109,84 + 96442,5 + 152310,47 = 913862,81 грн.
S = 913862,81 / 2217032,8 = 0,412 грн.
4.4 Розрахунок амортизаційних відрахувань
Сума амортизаційних відрахувань, що відноситься до собівартості продукції, що відпускається щорічно, складається з амортизації основного технічного устаткування, амортизації будинків і споруд, амортизації інших видів устаткування. Вартість основного технологічного устаткування, на яке розраховується амортизація, обчислюється відповідно до формули:
А1 = (NA1 / 100) У ОФ1,
де NA1 – норма амортизації по групі; ОФ1 – вартість основних фондів.
Таблиця 4.4.1 – Початкова вартість устаткування
| Устаткування | Кіль-кість оди-ниць | Вартість устаткування, грн. | 30% на монтаж та транспорту-вання | Вартість устаткування, грн. | |
| одиниці | всього | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Кран грейферний | 1 | 26000 | 26000 | 7800 | 33800 |
| Щокова дробарка | 1 | 20300 | 20300 | 6090 | 26390 |
| Молоткова дробарка | 1 | 14000 | 14000 | 4200 | 18200 |
| Стрічковий конвеєр | 3 | 2000 | 6000 | 1800 | 7800 |
| Сушильний барабан | 2 | 18000 | 36000 | 10800 | 46800 |
| Вібросито | 3 | 1800 | 5400 | 1620 | 7020 |
| Магнітний сепаратор | 2 | 4000 | 8000 | 2400 | 10400 |
| Автоматичні ваги | 2 | 1850 | 3700 | 1110 | 4810 |
| Тарілчастий змішувач | 2 | 11200 | 22400 | 6720 | 29120 |
| Скловарна піч | 1 | 10000000 | 10000000 | 3000000 | 13000000 |
| Піч відпалу | 1 | 50000 | 50000 | 15000 | 65000 |
| Разом | 10191800 | 3057540 | 13249340 | ||
|
Силові машини і обладнання (8% від вартості обладнання) |
- | - | - | - | 1059947,2 |
| Невраховане обладнання (10% від врахованого) | - | - | - | - | 1324934 |
| Разом | 15634221,2 | ||||
Розрахунок вартості побудови будівель ведеться за формою таблиці 4.4.2.
Таблиця 4.4.2 – Вартість будівель
|
Назва будівлі |
Вартість будівельних робіт, грн. |
Вартість сантехнічних робіт за 1 м3, грн. |
Вартість електроосвітлення, грн., 5% | Зовнішній благоустрій, грн., 6% | Повна вартість, грн. | ||||
|
об'єм, м3 |
за 1 м3 |
загальна вартість, грн. | опалення та вентеляція, 7% | водопровід та каналізація, 12% | загальна вартість сантехнічних робіт, грн. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Промислові | 37550 | 280 | 10514000 | 735980 | 1261680 | 1997660 | 525700 | 630840 | 13668200 |
| Адміністра-тивні | 1120 | 370 | 414400 | 29008 | 49728 | 78736 | 20720 | 24864 | 538720 |
| Разом | 14206920 | ||||||||
Розрахунок амортизаційних відрахувань ведеться за формою таблиці 4.4.3.
Таблиця 4.4.3 – Розрахунок амортизаційних відрахувань
| Вид основних фондів | Вартість основних фондів, грн. | Норма амортизації, % | Сума амортизаційних відрахувань, грн. |
| 1 | 2 | 3 | 4 |
| Будівлі й споруди | 14206920 | 10 | 1420692 |
| Обладнання | 15634221,2 | 15 | 2345133,18 |
| Разом | 3765825,18 |
4.5 Розрахунок витрат на оплату праці
Річний фонд оплати праці складається з фонду основної заробітної плати, фонду додаткової оплати праці. Фонд основної заробітної плати робітників залежить від результатів їхньої роботи і визначається тарифними ставками, установленими розцінками, посадовими окладами, а також надбавками і доплатами в розмірах не перевищуючих установлених законодавством.
Явочна кількість робочих визначається за формулою:
Ряв = Н / Нобс,
де Ряв – явочне число робочих в 1 зміну, чол.; Н – кількість обладнання, од.; Нобс – норма обслуговування.
Для розрахунку чисельності робітників за списком складається річний баланс робочого часу по формі таблиці 4.5.1.
Таблиця 4.5.1 – Річний баланс робочого часу одного робітника
| Показники | Безперервне виробництво, днів | |
|
основні робітники |
допоміжні робітники | |
| 1 | 2 | 3 |
| Календарний фонд часу | 365 | 365 |
|
Неробочі дні, всього в тому числі: – вихідні – святкові |
98 10 |
98 10 |
| Номінальний фонд робочого часу | 257 | 257 |
|
Невиходи на роботу: – відпустка – хвороба – декретна відпустка – виконання державних та громадських доручень |
24 4 2 1 |
18 5 2 1 |
| Ефективний фонд робочого часу | 226 | 231 |
Для переходу явочної кількості робітників до спискової необхідний коефіцієнт переходу визначається за формулою:
Кпер = Фоб / Фрм с,
де Фоб – фонд часу роботи обладнання; Фрм – фонд часу робочого місця; с – число змін.
Фрм = (365 – 98 – 10 – 31) · 8 = 1808 (для основних робітників);
Фрм = (365 – 98 – 10 – 26) · 8 = 1848 (для допоміжних робітників);
Кперосн = 8211 / (1808 · 3) = 1,51;
Кпердоп = 8211 / (1848 · 3) = 1,48.
Списковий склад робітників ведеться за формою таблиці 4.5.2.
Таблиця 4.5.2 – Розрахунок чисельності робітників
| Назва професії | Число робітників позмінно | Явочна чисельність | Коефіцієнт переходу | Спискова чисельність | |||||||
| І | ІІ | ІІІ | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||||
| Основні робітники | |||||||||||
| Робітник по сировині | 1 | 1 | 1 | 3 | 1,51 | 5 | |||||
| Шихтувальник | 1 | 1 | 1 | 3 | 5 | ||||||
| Скловар | 2 | 2 | 2 | 6 | 9 | ||||||
| Робітник біля змішувача | 1 | 1 | 1 | 3 | 5 | ||||||
| Кранівник | 1 | 1 | 1 | 3 | 5 | ||||||
| Формувальник | 2 | 2 | 2 | 6 | 8 | ||||||
| Пакувальник | 2 | 2 | 2 | 6 | 8 | ||||||
| Водій електрокари | 1 | 1 | 1 | 3 | 5 | ||||||
| Разом | 33 | 50 | |||||||||
| Допоміжні робітники | |||||||||||
| Приборист | 1 | 1 | 1 | 3 | 1,48 | 4 | |||||
| Черговий електрик | 1 | 1 | 1 | 3 | 4 | ||||||
| Черговий слюсар | 1 | 1 | 1 | 3 | 5 | ||||||
| Сантехнік | 1 | 1 | 1 | 3 | 4 | ||||||
| Разом | 12 | 17 | |||||||||
| Всього | 45 | 67 | |||||||||
Таблиця 4.5.3 – Розрахунок РФОП основних та допоміжних робочих
| Назва професії | Чисельність | Тарифний розряд | Тарифна ставка, грн./год | Кількість відпрацьованого часу | Фонд ЗП згідно тарифу | Додаткова ЗП (35%), грн. | Премії (40%), грн. | Основний фонд з/п, грн. | Нарахування на ЗП (37%) | Загальний річний фонд ЗП |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Основні робітники | ||||||||||
| Робітник по сиро-вині | 5 | VI | 6,80 | 1808 | 61472 | 21515 | 24589 | 107576 | 39803 | 147379 |
| Шихту-вальник | 5 | VI | 6,80 | 61472 | 21515 | 24589 | 107576 | 39803 | 147379 | |
| Скловар | 9 | VI | 6,80 | 110650 | 38728 | 44260 | 193638 | 71646 | 265284 | |
| Робітник біля змі-шувача | 5 | IV | 4,70 | 42488 | 14871 | 16995 | 74354 | 27511 | 101865 | |
| Кранівник | 5 | V | 5,60 | 50624 | 17718 | 20250 | 88592 | 32779 | 121371 | |
| Форму-вальник | 8 | VI | 6,80 | 98355 | 34424 | 39342 | 172121 | 63685 | 235806 | |
| Паку-вальник | 8 | IV | 4,70 | 67981 | 23793 | 27192 | 118966 | 44017 | 162983 | |
| Водій електро-кари | 5 | V | 5,60 | 50624 | 17718 | 20250 | 88592 | 32779 | 121371 | |
| Разом | 50 | 951415 | 352023 | 1303438 | ||||||
| Допоміжні робітники | ||||||||||
| Прибо-рист | 4 | V | 5,60 | 1848 | 41395 | 14488 | 16558 | 72441 | 26803 | 99244 |
| Черговий електрик | 4 | VI | 6,80 | 50266 | 17593 | 20106 | 87965 | 32547 | 120512 | |
| Черговий слюсар | 5 | V | 5,60 | 51744 | 18110 | 20698 | 90552 | 33504 | 124056 | |
| Сантехнік | 4 | IV | 4,70 | 34742 | 12160 | 13897 | 60799 | 22496 | 83295 | |
| Разом | 17 | 311757 | 115350 | 427107 | ||||||
| Всього | 67 | 1263172 | 467373 | 1730545 | ||||||
Склад і кількість керівників, спеціалістів та службовців підприємства розраховується згідно виробничої організаційної структури і штатного розкладу.
Основою розрахунку ГРОФ вказаних категорій робітників є штатні оклади, які встановлюються на рівні діючих на підприємстві, або згідно однієї тарифної сітки для робітників або службовців по спеціальним професії.
Таблиця 4.5.4 – Розрахунок ГРОФ керівників, спеціалістів, службовців
| Категорія працівників | Чисель-ність | Оклад за місяць, грн. |
Кількість місяців |
Основний фонд ЗП, грн. | Додаткова оплата праці, грн. (45%) | Річний фонд оплати праці |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Директор заводу | 1 | 7000 | 12 | 84000 | 33600 | 117600 |
| Інженер-технолог | 1 | 2500 | 30000 | 13500 | 43500 | |
| Інженер-механік | 1 | 2500 | 30000 | 13500 | 43500 | |
| Начальник зміни | 3 | 2200 | 79200 | 35640 | 114840 | |
| Нормувальник | 1 | 1300 | 15600 | 7020 | 22620 | |
| Комірник | 1 | 850 | 10200 | 4590 | 14790 | |
| Майстер | 3 | 2000 | 72000 | 32400 | 104400 | |
| Економіст | 1 | 1800 | 21600 | 9720 | 31320 | |
| Табельник | 3 | 700 | 25200 | 11340 | 36540 | |
| Лаборант | 3 | 900 | 32400 | 14580 | 46980 | |
| Прибиральник | 1 | 650 | 23400 | 10530 | 33930 | |
| Всього | 423600 | 186420 | 610020 |
4.6 Розрахунок витрат на утримання та експлуатацію устаткування
Розрахунок витрат на утримання та експлуатацію устаткування зводиться в таблицю 4.6.1.
Таблиця 4.6.1 – Розрахунок витрат на утримання та експлуатацію устаткування
| Найменування статей | Величина витрат, грн. | Примітка |
| 1 | 2 | 3 |
|
Витрати на оплату праці: – основна ЗП допоміжних робітників – відрахування на оплату праці |
427107,00 155039,84 |
табл. 4.5.3 36,3% від ОЗП |
|
Матеріальні витрати: – витрати на проведення технічного ремонту – витрати на технічне обслуговування |
1324934,0 264986,8 |
10% вартості устаткування 2% вартості устаткування |
| Амортизація устаткування | 2345133,18 | табл. 4.4.3 |
| Невраховані витрати | 225860,04 | 5% від витрат |
| Разом | 4743060,86 |
4.7 Розрахунок загальновиробничих витрат
Загальновиробничі витрати розраховуються по формі таблиці 4.7.1.
Таблиця 4.7.1 – Розрахунок загальновиробничих витрат
| Найменування статей | Величина витрат, грн. | Примітка |
| 1 | 2 | 3 |
|
Витрати на оплату праці: – основна ЗП керівників, спеціалістів – відрахування на оплату праці |
423600 153766.8 |
табл. 4.5.4 36,3% від ОЗП |
|
Матеріальні витрати: – витрати на проведення технічного ремонту – витрати на утримання будівель – витрати на забезпечення технічної безпеки та охорони праці |
710346,0 1136553,6 260687,6 |
5% від вартості будівель 8% від вартості будівель 20% від ОЗП основних робітників |
| Амортизація будівель | 1420692,0 | табл. 4.4.3 |
| Витрати на винахідництво та раціоналізаторство | 21180 | 5% від ОЗП всіх робітників |
| Інші невраховані витрати | 134247.7 | 5% від витрат |
| Разом | 4261073.7 |
4.8 Калькуляція собівартості продукту
Калькуляція собівартості продукції складається згідно попередніх розрахунків і є підсумковим документом по поточним витратам виробництва.
Найменування виробу – медична тара.
Річний випуск – 250 т/рік.
Таблиця 4.8.1 – Калькуляція собівартості продукції
| Найменування статей витрат | Витрати, грн. | Примітка | |
| на 1 т | на річний випуск | ||
| 1 | 2 | 3 | 4 |
| Витрати на сировину і матеріали | 2497,71 | 624427,50 | табл. 4.2.2 |
| Паливо-енергетичні витрати, в т.ч. на електроенергію | 3665,45 | 913862,81 | п. 4.3 |
| Заробітна плата основних виробничих робітників | 5213,75 | 1303438,0 | табл. 4.5.3 |
| Відрахування на ФОП | 1892,59 | 473148,0 | 36,3% від ОЗП |
| Витрати на утримання та експлуатацію обладнання | 18972,24 | 4743060,86 | табл. 4.6.1 |
| Загальновиробничі витрати | 17044.29 | 4261073.7 | табл. 4.7.1 |
| Разом | 49286.03 | 12319010.87 | |
Висновки:
Виробничу програму заводу визначали на основі виробничої програми випуску виробів у цілому по підприємству. Були розраховані наступні показники:
1. При річному об’ємі виробництва 250 т виробів, фонд часу роботи устаткування складає 8211 год/рік.
2. Розрахункова потреба в сировині та матеріалах становить 290,25 т/рік. Їх вартість складає 624427,50 грн.
3. Був проведений розрахунок виробничої потреби в електроенергії. Річна вартість її для підприємства складає 913862,81 грн., при цьому вартість 1 кВт електроенергії дорівнює 0,412 грн.
4. Вартість устаткування і будівель складає відповідно 15634221,2 грн. та 14206920 грн., при цьому сума амортизаційних відрахувань становить 3765825,18 грн.
5. Загальна чисельність робітників, зайнятих у виробництві – 67 чол. (основних – 50 чол., допоміжних – 17 чол.). Кількість керівників, спеціалістів та службовців підприємства – 19 чол. Річний фонд оплати праці дорівнюють 2340565 грн.
6. Витрати на утримання та експлуатацію устаткування складають 4743060,86 грн., загальновиробничі витрати – 4261073.7 грн.
7. Собівартість 1 т продукції дорівнює 49286.03 грн., річного випуску –12319010.87грн.
5. Охорона праці
5.1 Загальна характеристика умов виконання технологічного процесу
Охорона праці – це система правових, соціально-економічних, організаційно-технічних, санітарно-гігієнічних, лікувально-профілактичних засобів, що забезпечують безпечність та збереження життя, здоров’я і працездатність людини в процесі трудової діяльності.
Хімічне виробництво відносять до галузі, яка становить велику небезпеку для здоров’я людини та навколишнього середовища, бо використовують шкідливі речовини. На підприємствах хімічної промисловості передбачені заходи по забезпеченню безпеки та нешкідливих умов праці. В даному проекті передбачені заходи, що забезпечують безпечні та нешкідливі умови при виробництві скла.
Аналіз шкідливих та небезпечних виробничих факторів, які знаходяться в умовах технологічного процесу, приведені у таблиці 5.1.
Таблиця 5.1 – Перелік шкідливих та небезпечних виробничих факторів та їх джерела
| Небезпечний (шкідливий) виробничий фактор, ГОСТ 12.0.003-74* [17] | Нормативно-технічний документ, що регламентує вимоги безпеки | Джерело виникнення | ||
| 1 | 2 | 3 | ||
| Висока електрична на-пруга 380В, 220В |
ПУЭ-87 [18], ГОСТ 121.030-81* [19] |
Щит керування, млин, електронасоси тощо | ||
| Запиленість |
ГОСТ 12.1.005-88 [20], ГОСТ 12.1.007-88 [21] |
Завантаження та розван-таження млина, приготу-вання шихти | ||
| Шум |
ГОСТ 12.1.003-83* [22], ДСН 3.3.6.037-99 [23] |
Змішувач, вібросито, вен-тиляційне устаткування, дробарки | ||
| Вібрація |
ГОСТ 12.1.012-90 [24], ДСН 3.3.6.039-99 [25] |
Змішувач, вібросито, вен-тиляційне устаткування, дробарки | ||
| Механічний |
ГОСТ 12.2.003-91* [26], ГОСТ 12.3.002-75* [27] |
Рухомі частини машин і механізмів | ||
| Статична електрика |
ГОСТ 12.1.018-93 [28], НПАОП 0.00-1.29-97 [29] |
Складовий цех | ||
| Вибухо-та пожежонебез-печність (природний газ у якості палива) |
ГОСТ 12.1.004-91* [30], ГОСТ 12.1.044-89* [31] |
Пічне відділення, скловарна піч | ||
| Несприятливий мікроклімат (підвищена температура поверхні матеріалів та обладнання) |
ГОСТ 12.1.005-88 [20], ДСН 3.3.6.042-99 [32] |
Піч відпалу, формувальні машини | ||
Токсикологічна характеристика речовин та матеріалів, до яких звертаємось у проектному виробництві, приведена у таблиці 5.2.
Таблиця 5.2 – Характеристика речовин та матеріалів, що застосовують у виробництві
| Назва матеріалу | Клас небез-пеки, ГОСТ 12.1.007-88 [33] |
ГДК у повітрі робочої зони, мг/м3, ГОСТ 12.1.005-88 [20] |
Характер дії речовин на організм людини | Перша медична допомога і заходи безпеки |
| Пісок | 3 | 1 | Пил, що з’являєть-ся в процесі вироб-ництва, не токсич-ний, але при вели-ких концентраціях при вдиханні ви-кликає силікоз, по-дразнення верхніх дихальних шляхів, слизистої носа. Вражає шкіряні покрови з утворен-ням наривів | Захист органів ди-хання: респіратор ШБ-1 типу „Ле-песток”, захисні окуляри та спец-одяг, місцева ви-тяжка, вентиляція, зволоження ших-ти, герметизація обладнання, засто-сування пнемо-транспорту |
| Крейда | 4 | 6 | ||
| Каолін | 4 | 6 | ||
| Сульфат натрію | 3 | 2 | ||
| Сода | 3 | 2 | ||
| Борна кислота | 3 | 10 | ||
| Титанові білила | 4 | 4 |
Характеристика пожежовибухонебезпечних властивостей речовин та матеріалів наведена в таблиці 5.3.
Таблиця 5.3 – Характеристика пожежовибухової та пожежної безпеки речовин та матеріалів, які обертаються у виробництві
| Назва речовини | Характе-ристика пожежо-вибухової небезпеки |
Показники пожежо-вибухової небезпеки, ГОСТ 12.1.044-89* [31] |
Категорія та групи вибухонебезпечної суміші, ГОСТ 12.1.011-78* [34] |
||
|
tс.зм, 0С |
НКМР, г/м3 |
ВКМР, г/м3 |
|||
|
Природний газ (СН4) |
ГГ | 537 | 5 | 15 | IIА, ТI |
| Вугілля | ГП | 505 | 50 | Гр.А, клас II | |
Згідно НАПБ Б.03.002-2007 [35] приміщення цехів заводу по виробництву скла по вибухопожежній і пожежній небезпеці відповідають наступним категоріям:
– приміщення складів сировини та готової продукції, а також складовий цех відносяться до категорії Д, бо в них утворюються негорючі речовини в холодному стані;
– пічне відділення відноситься до категорії Г, тому що в ньому утворюються негорючі речовини в горючому стані і процес випалу зв’язаний з виділенням променевого тепла, використовується пальний газ.
Згідно ДБН В1.1-7-02 [36] ступінь вогнестійкості приміщення цехів заводу: складового цеху – IV, скловарного – III.
По ступеню небезпеки враження людини електричним струмом приміщення заводу, згідно ПУЭ-87 [18], відносяться:
– складовий цех відноситься до приміщення з підвищеною небезпекою, тому що є можливість одночасного доторкання до маючих з’єднання із землею металоконструкцій будівель, технологічним апаратам й інше з одного боку та металевим корпусом електрообладнання з іншого боку;
– пічне відділення відноситься до особливо небезпечних приміщень, тому що крім вище вказаного фактору, температура повітря у приміщенні висока. Клас зон у приміщенні згідно з НПАОП 4.01-1.32-01 [37] – П-IIа, П-II, 1.2, 21.
Ширина санітарно-захисної зони згідно з ДНАОП 0.03-3.01-71 [38] – 100 м.
5.2 Промислова санітарія
Згідно з вимогами ГОСТ 12.1.005-88 [20] та ДСН 3.3.6.042-99 [32], з урахуванням категорії робіт по енерговитратам і періодам року, вибираємо допустимі параметри мікроклімату, які приведені у таблиці 5.4.
Таблиця 5.4 – Допустимі параметри метеорологічних умов
| Категорія робіт по енерговитратам | Період року |
Допустима температура, 0С |
Допустима відносна вологість, %, не більше | Допустима швидкість руху повітря, м/с, не більше |
| Середньої важкості IIа | Холодний | 17 – 23 | 75 | 0,3 |
| Теплий | 18 – 27 |
65 (при 26 0С) |
0,2 – 0,4 |
Щоб нормалізувати параметри мікроклімату в проекті передбачені наступні заходи:
– згідно із СНиП 2.04.05-91* [39] використовувати теплоізоляцію печей та опалення в холодний період року і вентиляцію;
– механізацію процесу завантаження і розвантаження сировини і готової продукції;
– автоматизація процесу варіння;
– герметизація обладнання (змішувачі, млини).
Розрахунок теплоізоляції. Захист від теплового випромінювання здійснюють використанням теплоізоляційних матеріалів, установкою екранів, водяних завіс. Теплоізоляційні матеріали повинні мати низьку теплопровідність л0, Вт/(м2·К), що показує, яка кількість тепла передається в одиницю часу через одиницю площі стінки при різниці температур між поверхнями стінки 1 0К.
Для ізоляції обладнання з температурою теплоносія вище 100 0С теплоізоляційні матеріали повинні бути неорганічними.
Теплопровідність ізоляційного матеріалу:
ліз = л0 + b (Т + Тн – 546) / 2,
де b – температурний коефіцієнт; Т, Тн – температура теплоносія і нормативна, 0К.
У відповідності з нормами температура нагрітих поверхонь обладнання та огороджень на робочих місцях не повинна перевищувати 45 0С, а для обладнання, у середині якого температура дорівнює або нижче 100 0С, температура на поверхні не повинна перевищувати 35 0С.
При облаштуванні теплоізоляції важливо розраховувати загальну товщину ізоляційного шару, діз:
діз = ліз (Т – Тн) / б (Тн – Т0),
де Т0 – температура оточуючого повітря, 0К; б – коефіцієнт тепловіддачі, Вт/(м2·К).
б = 8,4 + 0,06 (Тн – Т0)
Для визначення категорії приміщення слід розраховувати кількість тепла q (Вт/м3), яке виділяється в 1 м3 виробничого приміщення:
q = qп S k / W,
де S – площа поверхні, яка віддає тепло, м2; k – коефіцієнт тепловитрат; qп – витрати тепла з 1 м2 ізольованої поверхні, Вт/м2; W – об’єм приміщення, м3.
qп = б (Тн – Т0)
у тому випадку, коли теплоізоляція не дозволяє досягти нормативної температури 45 0С на поверхні обладнання, здійснюють його екранування.
Визначаємо теплопровідність динасу:
л0 = 0,0709 Вт/(м2·К); b = 0,0007
ліз = 0,0709 + 0,0007·(1273 + 318 – 546) / 2 = 0,44 Вт/(м2·К)
б = 8,4 + 0,06·(318 – 293) = 9,9 Вт/(м2·К)
Визначаємо товщину шару ізоляції:
діз = 0,44·(1273 – 318) / 9,9·(318 – 293) = 1,7 см
Витрати тепла при прийнятих умовах:
qп = 9,9·(318 – 293) = 247,5 Вт/м2
Для захисту робітників від впливу шкідливих речовин і для забезпечення чистоти повітря робочої зони застосовують такі заходи, як:
– герметизація обладнання;
– застосування прогресивних технологій: циклонів, пиловловлювачів тощо;
– застосування пневмотранспорту;
– зволоження шихти;
– застосування засобів індивідуального захисту.
На ділянках передбачена природна (аерація) та штучна вентиляція (загально обмінна припливно-витяжна, аварійна та місцева витяжна). В якості місцевої витяжної вентиляції використовують витяжні зонти, шафи.
Застосовується в приміщеннях цехів заводу центральне водяне опалення. У відділенні варіння застосування опалення не передбачене.
В приміщенні цеху по виробництву скла в денний час використовують природне освітлення, двостороннє бокове, крізь світлові прорізи у зовнішніх стінах будівель, а також сполучене освітлення. У машинованному цеху – комбіноване освітлення (крізь світлові прозорі та аераційні фонарі). У вечірній час використовують штучне загальне освітлення і комбіноване. Нормоване мінімальне значення освітленості для IV розряду зорових робіт, згідно з ДБН В.2.5-28-2006 [40], складає Emin = 200 лк для загального, Emin = 400 лк для комбінованого (під розряд – в).
Норми мінімального та середнього значення коефіцієнту природної освітленості для W розряду зорових робіт згідно з ДБН В.2.5-28-2006 [40] складає енІІІ=1,5% для бічного освітлення, енІІІ=0,9% для суміщеного освітлення, енІІІ=4,0% та енІІІ=2,4% для комбінованого освітлення. Так як завод розташований в IV смузі світлового поясу, то:
еNІV= енІІІ m N,
де m – коефіцієнт світового клімату дорівнює 0,9 (вікна на північ); N – номер групи забезпеченості природним світлом.
е2 = 15·0,9 = 1,35% – для бічного освітлення;
е2 = 0,9·0,9 = 0,81% – для сполученого освітлення;
е2 = 4,0·0,9 = 3,6% – для комбінованого освітлення;
е2 = 2,4·0,9 = 2,16% – для суміщеного освітлення.
Джерелом шуму і вібрації на заводі є електродвигуни, млинове обладнання, змішувачі та інше технічне устаткування.
Рівень звуку згідно з ГОСТ 12.1.003-83* [22], ДСН 3.3.6.037-99 [23] не перевищує LA = 80 дБА, рівень віброшвидкості згідно ГОСТ 12.1.012-90 [24], ДСН 3.3.6.039-99* [25] – LV = 92 дБ.
Згідно з ГОСТ 12.1.029-80 [41] основні заходи для зниження шуму та вібрації:
– розміщення помельної ділянки в окремому приміщенні, використання звукоізоляції (кожухи);
– використання вібропоглинаючих матеріалів для облицювання вібруючої поверхні;
– використання віброізоляції між машинами та підлогою, наприклад, резини.
Виходячи із санітарної класифікації виробничого процесу згідно з СНиП 2.09.04-87 [42] група технологічного процесу – 11б. Санітарно-побутові приміщення: гардеробна, душові, умивальники, туалети. Кількість шаф – 100 штук. Кількість робітників, працюючих у найбільшій зміні:
100 / 3 + 3=36 чол.
Кількість сіток – 12 шт., кількість кранів – 5 шт.
Характер системи проектуємого водопроводу – це виробничий, пожежний та господарсько-побутовий; джерела постачання води – міський водопровід; вид проектуємої каналізації – господарсько-побутова, виробнича для умовно чистих і стічних вод, виробнича для брудних вод; внутрішньоцехові каналізаційні мережі – відстійники, гідравлічні затвори, витяжні вентиляційні стояки.
5.3 Заходи безпеки
Для забезпечення безпеки технологічного процесу та обслуговування обладнання у проекті передбачені такі заходи, що забезпечують безпечність процесу, згідно з ГОСТ 12.2.003-91* [26]:
– механізація процесів приготування шихти і виробництва скла (використання пневмотранспорту, зволоження шихти);
– дистанційне керування процесу відпалу;
– використання вентиляції;
– теплоізоляція печі;
– герметизація обладнання (дробарки, змішувачі);
– використання 3І3 (спецодяг, респіратор ШБ-1 „Пелюстка”, захисні окуляри, рукавички);
– електробезпека.
Характеристика електроенергії, що використовується:
– струм змінний;
– частота 50 Гц;
– напруга 380 В;
– мережа трьохфазна трьохпровідна з ізольованою нейтраллю.
Для забезпечення електробезпеки в проекті передбачені заходи:
– ізоляція струмоведучих частин та її контроль;
– захисне заземлення обладнання, захисне відключення;
– застосування малих напруг (до 12, 36 В);
– двигуни закритого типу, без засобів вибухозахисту. Оболонки зі ступенем захисту не нижче ІР54;
– використання електрозахисних засобів (гумові килимки, діелектричні рукавиці, ізолюючі підставки).
5.4 Пожежна безпека
Згідно з ГОСТ 12.1.004-91* [30], ДСТУ 2272-2006 [43] та НАПБ А.01-1.01-2004 [44] забезпечується системами попередження та протипожежного захисту і організаційно-технічними заходами, вибухонебезпека згідно з рекомендаціями ГОСТ 12.1.010-76* [45].
Реалізація вимог системи запобіганням пожежі і вибуху досягається запобіганням умов утворення пожежовибухонебезпечного середовища (автоматичний контроль повітряного середовища у виробничому приміщені та герметизація апаратів тощо) і виникнення джерел запалювання в пожежонебезпечному середовищі (вимоги до виконання і застосування електрообладнання, захист від статичної електрики, блискавкозахист).
Для запобігання виникнення пожежонебезпечних сумішей застосовується газосигналізатори СТХ-7, СДК-3.
Захист від статичної електрики (заземлення технологічного обладнання) і зменшення електризації в процесі виробництва (зменшення швидкості подачі матеріалів), зволоження матеріалу згідно з НПАОП 0.00-1.29-97 [29], ГОСТ 12.1.018-93 [29], ГОСТ 12.4.124-83 [46].
Згідно з вимогами РД 34.21.122-87 [47] категорія блискавкозахисту об’єкту, що проектується – ІІІ, ІІ. Для захисту від прямих ударів блискавки передбачені стержневі блискавковідводи, для захисту від її вторинних появ та занесення високих потенціалів по наземним та підземним комунікаціям, електростатичної та електромагнітної індукції, заземлення металоконструкцій, вводів комунікації в будівлі, накладення перемичок в місцях зближення трубопроводів, затяжка не менше 4 болтів на кожному фланці.
Заходи системи протипожежного захисту передбачає наявність заходів оповіщення про пожежу (електрична пожежна сигналізація, телефонний зв’язок), застосування заходів пожежегасіння (зовнішній водопровід, внутрішній водопровід), первинні заходи пожежегасіння, вогнегасники типу ВВП-10 – 4 шт., ВВК-5 – 1 шт., ящик з піском, войлок.
Таблиця 5.4.6 Розміщення засобів пожежегасіння.
| Приміщення | Площа, м2 | Первинні засоби вогнетушіння, (найменування, тип) | Кількість, шт | Вогнегасячий ефект М2 |
|
Цех №1 Виробництва склодроту Цех №2 Формувальний -ділянка упаковки Цех №3 Компресорна станція Склад готової продукції Адміністративне приміщення |
500 500 30 200 300 600 |
ОУ-10 ОУ-10 ОУ-3 ОУ-10 ОУ-10 ОУ-3 |
3 3 1 3 2 7 |
55В(1,75) 55В(1,75) 34В(1,10) 55В(1,75) 55В(1,75) 34В(1,10) |
Висновки:
1. У загальній характеристиці умов виконання технологічного процесу приведені:
– аналіз шкідливих та небезпечних виробничих факторів, які знаходяться в умовах технологічного процесу;
– характеристика речовин і матеріалів, які застосовуються у виробництві та їх пожежовибухова і пожежна безпека;
– характеристика приміщень цехів заводу по виробництву скла, складів сировини та готової продукції.
2. Згідно з вимогами нормативних документів щодо промислової санітарії виробничого процесу були виконані:
– розрахунок теплоізоляції обладнання;
– розглянуті питання захисту робітників від впливу шкідливих речовин та наявності вентиляції;
– передбачено застосування опалення та освітлення приміщень цехів заводу;
– заходи по зниженню рівнів шуму та вібрації на працюючих тощо.
3. Розглянуті заходи безпеки технологічного процесу та обслуговування обладнання, питання пожежовибухобезпеки.
6. Цивільна оборона
Цивільна оборона України — це державна система органів управління, сил і засобів, для організації і забезпечення захисту населення від наслідків надзвичайних ситуацій техногенного, екологічного, природного та воєнного характеру. [51]
У данному розділі дипломної роботи розглянуто проведення рятівних та інших невідкладних робіт у надзвичайних ситуаціях.
Надзвичайна ситуація — це порушення нормальних умов життя і діяльності людей на об'єкті або території, спричинене аварією, катастрофою, стихійним лихом, епідемією, епізоотією, епіфітотією, великою пожежею, застосовуванням засобів ураження, що призвели або можуть призвести до людських і матеріальних витрат.
Основи проведення рятувальних та інших невідкладних робіт.
Ліквідація наслідків надзвичайних ситуацій — це проведення комплексу заходів, які включають аварійно-рятувальні та інші невідкладні роботи, що здійснюються при виникненні надзвичайних ситуацій техногенного, природного та військового характеру і спрямовані на припинення дії небезпечних факторів, рятування життя та збереження здоров'я людей, а також локалізацію надзвичайних ситуацій. [52]
Аварійно-рятувальні роботи — це роботи, спрямовані на пошук, рятування і захист людей, в тому числі надання їм невідкладної медичної допомоги, захист матеріальних і культурних цінностей та довкілля при ліквідації наслідків надзвичайних ситуацій.
Рятувальні роботи з метою врятування людей і надання їм допомоги включають: розвідку району лиха і осередку ураження, маршруту висування формувань та проведення робіт; локалізацію і ліквідацію пожеж на шляху введення рятувальних формувань і об'єктах рятувальних робіт (розшуку і рятування людей, які знаходяться в завалених сховищах, підвалах, завалах, палаючих, загазованих, задимлених або затоплених будинках і виробничих приміщеннях), розкриття розвалених, пошкоджених, завалених захисних споруд і рятування людей, які знаходяться в них; надання першої медичної допомоги потерпілим; винесення потерпілих і евакуація з осередку ураження, небезпечних зон у безпечний район; санітарну обробку людей, ветеринарну обробку сільськогосподарських тварин, знезаражування території, будівель, споруд, продовольства, води, техніки, сировини.
Одночасно або перед рятувальними роботами необхідно виконати інші невідкладні аварійні роботи. Наприклад, для того щоб підвезти людей і техніку, необхідно розчистити завалені проїзди, навести переправи, подати воду для гасіння пожеж тощо.
За організацію і проведення рятувальних та інших невідкладних робіт відповідає керівник ЦЗ об'єкта чи населеного пункту. Він особисто керує підпорядкованими формуваннями через служби ЦЗ.
Безпосередньо на місці проведення рятувальних робіт особовим складом керує командир формування. Він стежить за ходом роботи, за встановленим режимом роботи, за зміною обстановки, проведенням перегрупування чи перестановки сили і засобів на місці роботи, контролює суворе дотримання заходів захисту і безпеки особового складу.
До невідкладних робіт належать: прокладання колонних шляхів і влаштування проїзду, проходів у завалах і зонах забруднення РР, зараження ОР і СДЯР, локалізація і ліквідація аварій на газових, енергетичних, водопровідних, каналізаційних і технологічних мережах з метою створення умов для проведення рятувальних робіт: укріплення або обвалення пошкоджених і з загрозою обвалу конструкцій будівель і споруд на шляхах руху формувань і в місцях роботи: ремонт і відновлення пошкоджених та зруйнованих ліній зв'язку і комунально-енергетичних мереж з метою забезпечення рятувальних робіт, потреб населення й особового складу формувань, які працюють у районах стихійного лиха, аварії чи осередку ураження, а також для протипожежних заходів. [52]
Для ведення рятувальних та інших невідкладних робіт рішенням керівника ЦЗ створюються угруповання ЦЗ. Склад угруповання визначається з врахуванням сил і засобів, характеру й обсягу робіт, які треба виконати.
Рятувальні й невідкладні роботи неможливо провести в короткі строки без використання техніки. Наявну техніку залежно від виду робіт можна розділити на групи: екскаватори, трактори, бульдозери, крани, самоскиди, домкрати, лебідки — для розчищення завалів, піднімання і переміщення вантажів, конструкції будівель і споруд; пневматичні машини — відбійні молотки, бурильні інструменти для подрібнення завалених конструкцій будівель, пробивання отворів, з метою надання повітря або виведення потерпілих; бензорізи, електро- і газозварювальні апарати для розрізання металевих конструкцій; авторемонтні майстерні, станції обслуговування, заправщики паливом, агрегати для освітлення — для ремонту і обслуговування техніки, залученої для проведення рятувальних робіт; насоси, мотопилки, пожежні машини, поливальні машини — для гасіння пожеж і відкачування води; автомобілі вантажні, автобуси, інші транспортні засоби, кінний транспорт — для евакуації потерпілих і тварин із небезпечної зони.
Успішне проведення рятувальних робіт досягається своєчасною організацією і безперервним веденням розвідки, добуванням достовірних даних на встановлений час; високою технічною, морально-психологічною підготовкою, умінням ведення робіт, знанням і суворим дотриманням правил безпеки.
Насамперед потрібно організувати розвідку району лиха надзвичайної ситуації ланками розвідувальної групи, щоб у коротші строки з'ясувати характер і межі руйнування та пожеж і їх ступінь. Висуваючи сили і засоби для проведення робіт, необхідно перш за все влаштувати проїзди і проходи до об'єктів проведення робіт. Для цього застосовують бульдозери, автокрани, грейдери. Ширина проїздів має бути 3,5—4,0 м для одностороннього і 7,0—8,0 м для двостороннього руху, через 150—200 м мають бути роз'їзди довжиною 10,0—20,0 м.
В організації і веденні рятувальних робіт особливе значення мають пошуки потерпілих. Необхідно встановити, де і в яких умовах вони перебувають. Потрібно ретельно обстежити завали, підвальні приміщення, порожнини завалів будівель.
Звільнення людей з-під завалів є найважливішим і найскладнішим видом рятувальних робіт. Якщо потерпілі знаходяться поблизу поверхні або завалені невеликими уламками одноповерхових будівель, то розбирають завали вручну. Потерпілих, які знаходяться в глибині завалів (під завалом), дістають через вузькі проходи (висотою 0,7—0,9 м, шириною 0,6—0,7 м), зроблені з боку завалів. Для прокладання проходів використовують пустоти і щілини, що виникли в завалі від падіння великих елементів будівель. Виносити уражених через зроблений прохід можна на руках, у плащах, брезенті, ковдрі, ношах, волоком.
При руйнуванні великих будівель для розбирання завалів необхідні потужні піднімальні крани, великі екскаватори, пересувні електростанції і ліхтарі для роботи вночі.
Землетруси останніх років показують, що люди під руїнами можуть залишатися живими, якщо вони не поранені, до двох-трьох тижнів.
Для рятування людей із пошкоджених дво-, три- (і більше) поверхових будинків зі зруйновними виходами і сходами споруджують трапи, настил із дощок товщиною не менше 5 см з прибитими впоперек дощок дерев'яними брусками на відстані 25—30 см один від одного, а також роблять отвори в сусідні (суміжні) приміщення, які мають виходи. У ряді випадків для рятування потерпілих з верхніх поверхів напівзруйнованих будинків, коли немає безпосередньої загрози обвалу, застосовують переносні приставні драбини, канати, механічні драбини, підвісні колиски, вишкові машини.
Нестійкі конструкції, падіння яких може викликати небажані наслідки, обвалюють. Конструкції, намічені до обвалювання, тимчасово укріпляють підкосами, розпірками, стояками і огороджують. [52]
Перед відкопуванням завалених сховищ і укриттів треба спробувати встановити зв'язок з потерпілими, з'ясувати їх стан. Для цього використовують телефон і радіо, а якщо це неможливо, то перемовляються з людьми, що знаходяться в укриттях, через повітрозабірні отвори, відкриті двері, віконниці, люки, а також вдаються до перестукування по стояках водопостачання чи опалення, які ведуть у підвал. Після встановлення зв'язку з'ясовють забезпеченість людей, що знаходяться в укритті (підвалі), повітрям.
Якщо необхідно подати у сховище, укриття повітря, слід відшукати повітрозабірні отвори, що збереглися, розчистити і через них подавати повітря. При зруйнуванні повітрозабірних каналів, треба відкрити двері чи вікониці аварійного виходу, а якщо і це зробити неможливо, в перекритті чи стінах прорубати отвори, через які за допомогою вентилятора або компресора подати повітря, а також воду, їжу і медикаменти. При загрозі сховищу затоплення чи проникнення газу треба негайно відключити пошкодженні ділянки мереж водопроводу, теплофікації чи газопроводу. Із затоплених приміщень відкачують воду.
Способи відкопування завалених сховищ є різні: розчищають завали над входом або аварійним виходом, пробивають отвори у стінах чи перекриттях, прокладають підземну галерею до стін сховища або пробивають у цій стіні отвори. У підвалах і погребах можна розчищати тільки входи. Потерпілим необхідно надати першу медичну допомогу. Допомога надається медичними формуваннями. Після надання першої медичної допомоги потерпілих направляють на медичні пункти чи в лікарні для надання їм лікарської допомоги. [52]
Із небезпечної території людей необхідно терміново евакуювати в безпечні райони — пішки, а також з допомогою всього наявного транспорту.
Забруднених радіоактивними речовинами або заражених хімічними і біологічними засобами необхідно направити на санітарну обробку.
При руйнуванні водопровідних мереж найбільше пошкоджуються стояки, це може призвести до затоплення сховищ, підвалів або місць, де проводять рятувальні роботи. Слід негайно відключити зруйновані ділянки труб, забивши отвори в трубах дерев'яними пробками, або перекрити засувки (забірні гвинти). У першу чергу відключають засувку з боку насосної станції, яка живить водою, а потім засувку, розташовану з іншого боку пошкодженої ділянки. Перекривати засувку треба повільно, бо гідравлічний удар, що виникає при різкій зупинці руху води, може зруйнувати інші ділянки водопроводу.
Перш ніж спуститись у колодязь необхідно перевірити загазованість бензиновою лампою. Якщо в колодязі є метан або сірководень, полум'я в лампі зменшується, від присутності вуглекислоти, потухне полум'я збільшиться в разі наявності парів ефіру або бензину.
Звільнити колодязі й камери від загазованості можна природним провітрюванням, з допомогою вентилятора або заповненням водою. Якщо неможливо повністю звільнити колодязь від загазованості, роботи можна продовжувати тільки в ізолюючих протигазах.
При гасінні пожеж або в інших випадках аварії на водопровідних мережах необхідно спорудити тимчасові обвідні лінії, поставивши на найближчі пожежні гідранти, стендери з приєднаними до них прядивними рукавами.
Зруйнована газова мережа дуже небезпечна для проведення рятувальних робіт, тому її необхідно негайно відключити, заповнивши водою гідрозатвори та сифони, а також поставивши заглушки на кінці пошкодженого газопроводу. Якщо на зруйнованій мережі газопостачання утворюється вогняний факел, слід обережно перекрити кран газопроводу, зменшуючи поступово тиск у мережі, так щоб полум'я не втягувалося в трубу. Потім мокрими ганчірками або піском збити полум'я, щоб полум'я не втягнулося в трубу, і вже тоді остаточно відключити пошкоджену ділянку.
Якщо будинок пошкоджений, перш за все вимикають всі ділянки електромережі. Потім, якщо можливо, відновлюють лінії, що йдуть у сховище, і влаштовують тимчасове освітлення шляхів евакуації населення з місць роботи формувань.
З метою захисту людей, забезпечення електроенергією важливих споживачів при пошкодженні джерел електроживлення і ліній електропередач, подання електроенергії в осередки ураження і попередження виникнення пожеж у місцях проведення рятувальних робіт проводяться аварійні роботи для відключення або відновлення пошкоджених ліній і ділянок мережі електропостачання. [52]
Для забезпечення живлення електрифікованих інструментів, електродвигунів, машин і механізмів, що застосовуються при проведенні рятувальних робіт для забезпечення електроенергією медичних установ, найбільш доцільно подавати електроенергію електролініями, що збереглися, з невеликим обсягом відновних робіт або тимчасовою кабельною мережею з живленням її від джерел, що знаходяться поблизу.
Щоб не допустити ураження електричним струмом, всі невідкладні роботи на мережі та об'єктах енергопостачання мають проводитись після повного знеструмлення й з суворим дотриманням правил техніки безпеки.
Знезаражування. [52]
Проводячи знезаражування, потрібно пам'ятати: територія для проведення знезаражування має бути достатньою, щоб забезпечити необхідні дії людей і техніки, розміщення тварин і всього, що підлягає знезараженню; людей, техніку, тварин необхідно розміщувати з підвітряної сторони від місця аварії; знезаражування необхідно починати за принципом від простого до складного; спочатку виділити велику забруднену масу для попередження небажаних контактів із зоною високої концентрації; суворо контролювати перебування в індивідуальних засобах захисту; в холодну пору дії людей скуті, є труднощі в їх обслуговуванні, у разі замерзання заражених ділянок з'являються додаткові труднощі в ліквідації наслідків; готуючи й застосовуючи розчини для знезаражування, для знезаражування техніки, апаратури, приладів та ін. можна застосувати пар під низьким і високим тиском, але потрібно пам'ятати, що при високому тиску може утворюватися заражений аерозоль, здатний поширюватися за межі осередку зараження.
Дезактивація — це видалення РР з поверхні різних об'єктів, а також із продуктів харчування, фуражу, сировини і води. Для визначення необхідності в дезактивації проводять дозиметричний контроль радіоактивного забруднення. Дезактивацію можна проводити часткову або повну.
Дегазація — це заходи, спрямовані на знезаражування або видалення отруйних і сильнодіючих ядучих речовин. Дегазацію можна проводити хімічним, фізичним і механічним способом.
Висновки. Таким чином в проєкті розглянуто питання дії населення при надзвичайних ситуаціях, це важливо і актуально для збереження життя робітників., швидкого реагування в складниз\х умовах паніки, швидке проведення рятувальніх робіт.
Висновок
В дипломному проекті були проведені:
– аналітичний огляд джерел інформації, в якому розглянуті перспективи виробництва медичної тари. Розглянуті особливості використання сучасного технологічного обладнання. Важливі особливості сучасного обладнання – це прагнення знизити викиди шкідливих речовин до атмосфери та раціонально використовувати теплову енергію. Були розглянуті особливості використання нових техногенних матеріалів у виробництві медичної тари.
– технологічні розрахунки і повний опис виробництва світлозахисної медичної тари. Була розроблена функціональна схема скловарної печі.
– аналіз небезпечних та шкідливих факторів при здійсненні технологічних операцій, а також опис заходів, що забезпечують безпечні та нешкідливі умови праці при виробництві скла.
– розрахунки економічних показників підприємства.
– опис впливу аварій з викидом сильнодіючих отруйних речовин.
Скляна промисловість розвивається у різних напрямках: знаходиться і розробляється нова дешева сировина (техногенні матеріали, різноманітні замінювачі основної сировини), розробляється нове екологічно чисте обладнання, всі процеси автоматизуються, розробляються заходи по оздоровленню умов праці на всіх технологічних лініях.
Розвиток і впровадження цих напрямків дозволяє покращити умови і знизити собівартість продукції, за рахунок більш компактного розташування обладнання і використання ефективної синтезованої сировини, котра дозволяє знизити затрати на її добування та транспортування, а також скоротити час технологічних процесів скловаріння та покращити фізико-хімічні властивості скла.
Список використанних джерел
1. Коцик И., Фандерлик И., Небрженский И., Окрашивание стекла. – М.: Стройиздат, 1983. – 210 с.
2. Технология стекла и ситалов. Под ред. Н.М. Павлушкина. – Стройиздат, 1983. – 430 с.
3. Виды брака в производстве стекла. Под ред. Иебесна-Маведеля и Р. Брюкнера. – М.: Стройиздат, 1986. – 647 с.
4. Пантус Д.Е., Окрашивание силикатных стекол железо-и марганец содержащими отходами металлургических производств. – Авторед. на соиск. степени канд. техн. наук. – Харьков, 2003. – 163 с.
5. The challenge of conventional fornace design Lindiy Matthias Glass 2004, 81 №9, c. 294 – 296.
6. Печь для варки стекломассы без выброса тепла и вредных веществ в атмосферу: Пат. 2217390, Россия, МПК 7с.03135104, Кузнецов Г.П., № 2002 101421/03; заявл. 11.01.2002; опубл. 27.11.2003.
7. Ванна скловарної печі: Пат. 71784, Україна, МПК 7 с.03В5/04, Котельник О. В., Селіхов Ю.А., Довженко О.Ю., № 2312. 2003; опубл. 15.12.2004.
8. Ящищин Й. М., Жеплинський Т.Б., Технологія скла у трьох частинах: ч. II – Технологія скляної маси, навчальний підручник. – Львів: Бескіз Біт, 2004. – 250 с.
9. Мел для стекляной промышленности, Лебедев Л., Стекло мира 2003, № 4, с. 61.
10. Статьи об использовании заменителя кальцинированной соды в стекловарении, Стекло мира 2003, № 1.
11. Гулоян Ю.Л., Казаков В.Д., Смирнов В.Ф., Производство стеклянной тары. – М.: Легкая индустрия, 1979. – 256 с.
12. Волгина Ю.М., Теплотехническое оборудование стекольных заводов. – М.: Стройиздат, 1982. – 276 с.
13. Зубанов В.А., Механическое оборудование стекольных и ситаловых заводов. – М.: Машиностроение, 1975. – 408 с.
14. Методичні вказівки до виконання курсових робіт за дисципліною „Основи технології тугоплавких неметалевих і силікатних матеріалів” для студентів спеціальності 091606 усіх форм навчання / Укл. Щукіна Л.П., Федоренко О.Ю., Проскурняк О.М., Лісачук Г.В. – Харків: НТУ „ХПІ”, 2005. – 48 с.
15. Методичні вказівки до курсового і дипломного проектування для студентів IV – V курсів спеціальності 7.091609 „Хімічна технологія тугоплавких неметалевих і силікатних матеріалів” спеціалізації „Технологія скла” денної та заочної форм навчання / Максимович С.І. – Дніпропетровськ: УДХТУ, 1997. – 41 с.
16. Методические указания к самостоятельной работе и практическим заняттям по курсу „Оборудование заводов и основы проектирования” для студентов IV курса специальности 25.08 / Сост. Сардак Э.М., Максимович С.И., Савченко В.Д. – Днепропетровск: ДХТИ, 1992. – 48 с.
17. ГОСТ 12.0.003-74*. ССБТ Опасные и вредные производственные факторы. Классификация. – Введен 01.01.76.
18. ПУЭ-87. Правила и устройство електроустановок. – М.: Энергоатомиздат, 1987.
19. ГОСТ 121.030-81*. ССБТ. Электробезопасность. Защитное заземление. – Введен 01.01.82.
20. ГОСТ 12.1.005-88. ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны. – Введен 01.01.89.
21. ГОСТ 12.1.007-88. ССБТ. Вредные вещества. Классификация. – Введен 01.01.89.
22. ГОСТ 12.1.003-83*. ССБТ. Шум. Общие требования безопасности. – Введен 01.07.89.
23. ДСН 3.3.6.037-99. Санітарні норми виробничого шуму, ультразвуку та інфразвуку. Державні санітарні норми. – Діє з 01.12.99.
24. ГОСТ 12.1.012-90. ССБТ. Вибрационная безопасность. Общие требования. – Введен 01.07.91.
25. ДСН 3.3.6.039-99. Санітарні норми виробничої загальної та локальної вібрації. Державні санітарні норми. – Діє з 01.12.99.
26. ГОСТ 12.2.003-91*. ССБТ. Оборудование производственное. Общие требования безопасности. – Введен 01.01.92.
27. ГОСТ 12.3.002-75*. ССБТ. Процессы производственные. Общие требования безопасности. – Введен 01.07.76.
28. ГОСТ 12.1.018-93. ССБТ. Пожаровзрывобезопасность статического электричества. Общие требования. – Введен 01.01.95.
29. НПАОП 0.001.29-97. Правила захисту від статичної електрики. – Діє з 31.05.02.
30. ГОСТ 12.1.004-91*. Пожарная безопасность. Общие требования. – Введен 01.07.95.
31. ГОСТ 12.1.044-89*. ССБТ. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения. – Введен 01.01.91.
32. ДСН 3.3.6.042-99. Санітарні норми мікроклімату виробничих приміщень. – Діє з 01.12.99.
33. ГОСТ 12.1.007-88. ССБТ. Вредные вещества. Классификация и общие требования безопасности.
34. ГОСТ 12.1.011-78*. ССБТ. Смеси взрывоопасные. Классификация и методы испытаний. – Введен 01.07.79.
35. НАПБ Б.03.002-2007. Норми визначення категорій приміщень, будівель та зовнішніх установок за вибухопожежною та пожежною небезпекою. – Діє з 01.01.08.
36. ДБН В1.1-7-02. Пожежна безпека об’єктів будівництва. – Діє з 01.01.03.
37. НПАОП 40.-1.32-01. Правила устройства электроустановок. Электрооборудование специальных установок. – К.: Укрархстройинформация, 2001.
38. ДНАОП 0.03-3.01-71. Санитарные нормы проектирования промышленных предприятий. – Действует с 01.01.72
39. СНиП 2.04.05-91*. Отопление, вентиляция и кондиционирование воздуха. – М.: Стройиздат, 1992. – 64 с.
40. ДБН В.2.5-28-2006. Природне і штучне освітлення. – К.: Мінбуд, 2006.
41. ГОСТ 12.1.029-80. ССБТ. Методы и средства защиты от шума. – Введен 01.01.81.
42. СНиП 2.09.04-87. Административные и бытовые здания. – М.: Стройиздат, 1988. – 30 с.
43. ДСТУ 2272-2006. ССБП. Пожежна безпека. Терміни та визначення. – Діє з 01.01.07.
44. НАПБ А.01-1.01-2004. Правила пожежної безпеки в Україні. – Діє з 22.06.05.
45. ГОСТ 12.1.010-76*. ССБТ. Взрывобезопасность. Общие требования. – Введен 01.01.78.
46. ГОСТ 12.4.124-83*. ССБТ. Средства защиты от статического электричества. – Введен 01.01.84.
47. РД 34.21.122-87. Инструкция по устройству молниезащиты зданий и сооружений. – М.: Энергоатомиздат, 1989. – 50 с.
48. Закон України «Про цивільну оборону України», ВРУ №297-XII. – К., 1993.
49. Шоботов В.М., Цивільна оборона. Навчальний посібник. – Київ: Центр навчальної літератури, 2004. – 438 с.
50. ГОСТ 12.0.003-74*. ССБТ Опасные и вредные производственные факторы. Классификация. – Введен 01.01.76.
51. Закон України «Про цивільну оборону України», ВРУ, № 2974- Х. К 1993.
52. Стеблюк М.І. «Цивільна оборона», підручник. — К. :Знання, 2006.