
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Технологический процесс изготовления вала насоса
Дипломная работа: Технологический процесс изготовления вала насоса
1. Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к детали и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
1.1 Анализ служебного назначения и условий работы детали
Деталь "Вал насос-мотора", чертеж 01.М15.017.011.000, является вращающейся деталью и предназначена для обеспечения передачи крутящего момента с шатунов на блок цилиндров насос-мотора, который работает как в режиме насоса, так и в режиме мотора. Вал в сборе с подшипниками устанавливается в корпус насос-мотора.
1.2 Систематизация и классификация поверхностей
Цель систематизации поверхностей – выявление поверхностей, имеющих определяющее значение для выполнения детали своих функций. При систематизации поверхностей будем опираться на данные (рис.1.1.).
Цель классификации поверхностей по служебному назначению – выявление поверхностей являющихся: основными и вспомогательными конструкторскими базами, поверхностей выполняющих исполнительные функции детали, а также свободных поверхностей не входящих во взаимодействие с другими сопряженными поверхностями. Классификацию поверхностей детали по служебному назначению сводим в таблицу 1.1.
Таблица 1.1.
| Вид поверхности | № поверхности |
| ИП |
6,8,10,11,14,15,16,24,25,26,27,28,29,30,31,32,39,40,41, а также 47 и 48 (не показаны) |
| ОКБ | 6,8,13,29 |
| ВКБ | 1,5,17 |
| СП | остальные |
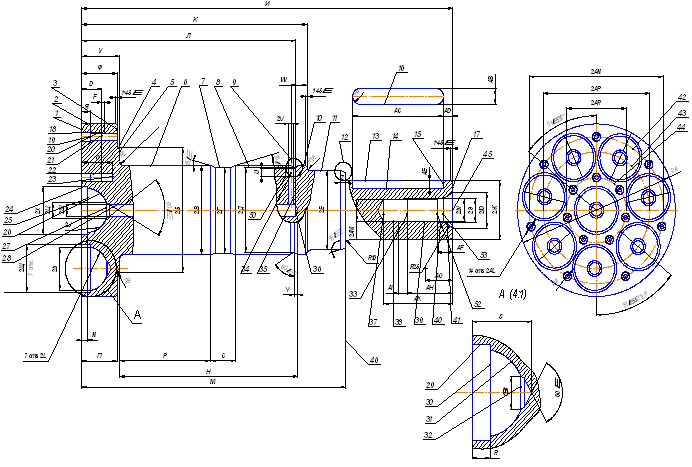
Рис. 1.1. Схема кодирования поверхностей и размеров детали
1.3 Анализ технологичности конструкции детали
Анализ технологичности конструкции детали будем проводить по следующим группам критериев:
- технологичность заготовки;
- технологичность установки;
- технологичность обрабатываемых поверхностей;
- технологичность общей конфигурации детали.
1.3.1 Технологичность заготовки
Вал изготавливается из стали 30 ХМ. Материал не является дефицитным, при относительно невысокой стоимости он обладает хорошими качествами: предел прочности при растяжении 610 МПа, предел прочности при сжатии 780 МПа, твердость 22…29 HRC.
В таблице 1.2 представлен химический состав данной стали, а в таблице 1.3 ее механические свойства.
Таблица 1.2 Химический состав стали 30ХМ, %
| С | Si | Mn | Cr | Mo | Ni | P | S | Cu | |
| не более | |||||||||
| 0.26-0.33 | 0.17-0.37 | 0.40-0.70 | 0.80-1.10 | 0.15-0.25 | 0.30 | 0.025-0.035 | 0.035-0.025 | 0.30 | |
Таблица 1.3 Механические свойства стали 30ХМ в состоянии поставки
|
s0,2 |
sв |
s5 |
y |
KCU, Дж/см2 |
HRC |
| МПа | % | ||||
| 610 | 780 | 18 | 64 | 147 | 25 |
Технологические свойства:
-температура ковки, °С: начала 1260, конца 760-800;
-свариваемость – ограниченно свариваемые;
- обрабатываемость резанием –при HB 229-269, sв = 610 МПа, KV тв.спл. = 0,70, KV б.ст. = 0,3
-склонность к отпускной хрупкости – не склонна.
Заготовку вала возможно получить отрезкой проката круглого профиля, так и штамповкой на горизонтально-ковочной машине (ГКМ). Наиболее предпочтительный вариант получения заготовки определим экономическим расчетом.
За критерий обрабатываемости принят коэффициент [бар]:
![]() , (1.1)
, (1.1)
где КГ – коэффициент, учитывающий группу стали по обрабатываемости;
sВ – предел прочности обрабатываемого материала;
nV – показатель степени при обработке;
![]() .
.
Значение данного коэффициента будем учитывать при выборе материала режущих инструментов.
1.3.2 Технологичность установки
Черновыми базами для установки заготовки на первой операции могут быть цилиндрические и торцевые поверхности заготовки. В дальнейшем за базы приняты цилиндрическая пов. 2 и торцевая пов.1 и центровые отверстия ли цилиндрическая пов.13 и торцевая пов.15, в зависимости от установа. Данные технологические базы обеспечивают надежную ориентацию и закрепление заготовки, возможность свободного подвода инструмента при обработке.
Измерительные базы детали можно использовать в качестве технологических баз, т.к. точность и шероховатость этих баз обеспечивает требуемую точность обработки.
Таким образом, с точки зрения установки при обработке, деталь можно считать технологичной.
1.3.3 Технологичность обрабатываемых поверхностей
Предполагается обрабатывать все поверхности детали. Число обрабатываемых поверхностей 41: 16 цилиндрических: 2, 4, 6, 7, 8, 10, 11, 13, 18, 22, 24, 28, 29, 35, 38, 40; 15 торцевых: 1, 3, 5, 9, 21, 23, 25, 27, 30, 33, 34, 36, 37, 39; резьбовые поверхности: пов. 20, 32; сферические: 26, 31, 41; технологические канавки и уклоны: пов.9, 12; шпоночный паз 14, 15, 16; фаски, галтели.
Протяженность обрабатываемых поверхностей невелика и определяется условиями компоновки насоса-мотора.
Для обеспечения нормальной работоспособности всех узлов насоса-мотора назначены следующие требования к геометрии вала: допуск К5 на шейку вала, сопрягаемую с шестерней гидромашины, допуск ! на шейки под подшипники; допуски на шероховатость назначаем по [1], точность резьбовых соединений по [1], допуски торцевого и радиального биения назначаем по [8]. Точность и шероховатость поверхностей 6, 8, 13, 25 (ОКБ) определяется условиями эксплуатации вала. Уменьшение точности приведет к снижению точности установки вала в насосе-моторе. Все отверстия вала доступны для обработки. Поверхности различного назначения разделены, что облегчает обработку. Форма детали позволяет обрабатывать поверхность напроход. Обработка поверхностей в упор затруднений не вызывает.
Таким образом, с точки зрения обрабатываемых поверхностей, деталь можно считать технологичной.
1.3.4 Технологичность общей конфигурации детали
Деталь имеет достаточную жесткость и прочность. Радиусы закруглений и фаски выполняются по ГОСТ 10948-64, форма и размеры канавок по ГОСТ 8820-69. Такая унификация упростит обработку и контроль этих элементов вала.
Вал можно отнести к типу деталей "валы", для которых разработан типовой ТП.
Форма детали позволяет вести одновременную обработку нескольких поверхностей: цилиндрических- 6, 8 ,10,11 ,торцовых 1,2,4. При обработке на станке с ЧПУ сферических пов. 26 и 31 и нарезание резьбы в отверстиях можно осуществить на одной операции. Оборудование может быть простым, универсальным, оснастку также можно применять универсальную. Все поверхности вала доступны для контроля.
Таким образом, с точки зрения общей компоновки детали ее можно считать технологичной.
Поскольку деталь отвечает требованиям технологичности по всем 4 группам критериев, можно сделать вывод о ее достаточно высокой технологичности.
1.4 Формулировка задач дипломного проекта
На базе анализа технических требований к детали сформулируем задачи дипломного проекта:
1. Определить тип производства и выбрать стратегию разработки технологического процесса;
2. Выбрать оптимальный метод получения заготовки и маршрут обработки поверхностей;
3. Разработать технологический маршрут и схемы базирования заготовки;
4. Выбрать оборудование, приспособления, режущий инструмент, средства контроля;
5. Рассчитать припуски на обработку на спроектированные технологические операции
6. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия
7. Рассчитать и спроектировать режущий инструмент для токарной операции
8. Провести линейную оптимизацию режимов резания на токарной операции
9. Спроектировать участок механического цеха
10. Провести научные исследования по повышению стойкости режущего инструмента и повышению производительности обработки
11. Рассмотреть мероприятия по обеспечению безопасности и экологичности проекта
12. Определить экономическую эффективность проекта.
2. Определение типа производства
2.1 Выбор и проектирование заготовки
Задача данного раздела – в зависимости от детали и годового объема выпуска определить тип производства и на его базе выбрать оптимальную стратегию разработки технологического процесса
2.1.1 Определение типа производства
Тип производства определяем с учетом годовой программы, массы детали и качественной оценки трудоемкости ее изготовления. По трудоемкости данную деталь можно отнести к деталям средней трудоемкости.
Определим массу детали по формуле:
![]() , кг (2.1)
, кг (2.1)
где ρ – плотность материала, для стали 30ХМ , принимаем ρ = 0,0785 кг/см3;
V – объем детали, см3
Объем детали определяем как алгебраическую сумму объемов тел за вычетом полых цилиндрических составляющих и сегментов, входящих в конфигурацию детали:

Зная объем детали и плотность материала, из которого сделана деталь, определяем массу детали:
![]()
Тип производства зависит от годового объема выпуска деталей, ее массы и трудоемкости. По трудоемкости данную деталь можно отнести к деталям средней трудоемкости, поэтому при годовом объеме выпуска N = 15000 шт /год и массе детали m =2,56 кг по] принимаем тип производства – среднесерийное.
Рассчитаем объем партии запуска изделий, шт:
![]() (2.2)
(2.2)
где Nг – годовой объем выпуска деталей;
F – число рабочих дней в году.
![]()
2.1.2 Выбор стратегии разработки технологического процесса
Задача данного подраздела – в зависимости от типа производства выбрать оптимальную стратегию разработки технологического процесса – принципиальный подход к определению его составляющих (показателей ТП), способствующей обеспечению заданного выпуска деталей заданного качества с наименьшими затратами.
1. В области организации технологического процесса:
Вид стратегии – последовательная, в отдельных случаях циклическая; линейная, в отдельных случаях разветвленная; жесткая, в отдельных случаях адаптивная;
· Форма организации технологического процесса – переменно-поточная форма организации технологического процесса
· Повторяемость изделий – периодически повторяющиеся партии
2. Метод получения заготовки:
· Оптимальный вариант получения заготовки – прокат или штамповка на ГКМ;
· Выбор последовательности обработки – по таблицам с учетом коэффициентов удельных затрат;
· Припуск на обработку – незначительный;
· Метод определения припусков – табличный.
3. В области разработки технологического процесса:
· Степень унификации ТП – разработка технологического процесса на базе типового ТП;
· Степень детализации разработки ТП – маршрутный или маршрутно-операционный технологический процесс;
· Принцип формирования маршрута – концентрация операций и
совмещение по возможности переходов;
· Обеспечение точности – работа на настроенном оборудовании, с частичным применением активного контроля;
· Базирование – с соблюдением принципа постоянства баз и по возможности принципа единства баз на последующих операциях технологического процесса;
4. В области выбора средств технологического оснащения (СТО):
· Оборудование – универсальное, в том числе с ЧПУ, специализированные;
· Приспособления – универсальные, стандартные, нормализованные,
специализированные;
· Режущие инструменты – стандартные, нормализованные, специальные;
· Средства контроля – универсальные, специальные
5. В области проектирования технологических операций:
· Содержание операций – одновременная обработка нескольких поверхностей, исходя из возможностей оборудования;
· Загрузка оборудования – периодическая смена детали на станках, коэффициент закрепления операций от 10 до 20;
· Расстановка оборудования – по группам станков, предметно замкнутые участки;
· Настройка станков – по измерительным инструментам и приборам или работа без предварительной настройки по промерам.
6. В области нормирования технологического процесса:
· Определение режимов резания – по общемашиностроительным
нормативам и эмпирическим формулам;
· Нормирование – детальное пооперационное;
· Квалификация рабочих – средняя;
· Технологическая документация – маршрутные и операционные карты.
Принятой стратегией будем руководствоваться при разработке технологического процесса изготовления вала.
2.2 Выбор и проектирование заготовки
Задача данного подраздела - выбрать методы получения заготовки и обработки поверхностей, обеспечивающих минимум суммарных затрат на получение заготовки и ее обработку.
2.2.1 Выбор метода получения заготовки
Учитывая конструкцию изготавливаемого вала и материал заготовки – сталь 30ХМ, можно предложить два основных альтернативных метода получения заготовки:
1. Прокат;
2. Штамповка на ГКМ.
1. Прокат
По ГОСТ 2590-71 определим диаметр прутка для данной заготовки:
1) определим припуск на механическую обработку шейки вала наибольшего диаметра:
![]() , (2.3.)
, (2.3.)
где Dдmin – наименьший предельный размер расчетной ступени по чертежу, мм;
2 Zomin – расчетный минимальный общий припуск на обработку по диаметру, мм;
Определим значение минимального припуска ![]() после
каждой операции по формуле:
после
каждой операции по формуле:
![]() , (3.3)
, (3.3)
где Rz , h, мм – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di ,мм- суммарное значение пространственных отклонений;
eуi,мм - погрешность установки.
Суммарное значение пространственных отклонений определим по формуле:
![]() (3.4)
(3.4)
где Dк.о. –общая кривизна заготовки (учитывается на первой операции механической обработки);
Dсм - величина смещения заготовки, т.к. обработка ведется в патроне за величину смещения принимаем отклонение от соосности.
Общая кривизна заготовки:
![]() (3.5)
(3.5)
где Dк – удельная изогнутость и коробление заготовки, мкм/мм;
l – длина заготовки, мм. Так как допустимая кривизна реза прутка не должна превышать 5 мм, длина заготовки составляет 209,5 мм.
![]()
![]()
Погрешность установки для однопозиционной обработки:
![]() (3.6)
(3.6)
где eб – погрешность базирования;
eз – погрешность закрепления.
Так как при обработке диаметра измерительные и технологические базы совпадают, погрешность базирования eб = 0 при всех установках заготовки.
![]()
![]()
![]()
2) по рассчитанному диаметру определяем ближайший диаметр заготовки из сортового проката: Dз = 95 мм.
Для проведения в дальнейшем технико-экономического обоснования выбора заготовки необходимо определить коэффициент использования материала для данного метода.
Коэффициент использования материала определим по формуле:
Ки1=q/Q, (2.2.)
где q – масса детали, q = 2,56 кг (см. п. 2.1.1.);
Q- масса заготовки
Объем заготовки: ![]()
Зная объем детали и плотность материала, определяем массу заготовки:
![]()
Подставив полученные значения масс детали и заготовки в формулу 2.2., получим коэффициент использования материала для отрезки из проката: Ки1=2,56/11,653=0,22.
2. Штамповка на ГКМ
Ведем расчет поковки по ГОСТ 7505-89.
Исходные данные для расчета.
Ориентировочная величина расчетной массы поковки, кг:
![]() (2.2.)
(2.2.)
где МД –масса детали, кг;
Кр – расчетный коэффициент, устанавливаемый в соответствии с приложением 3 (табл.20).
![]()
Класс точности – Т5 ( приложение 1).
Группа стали – М1 (табл.1).
Степень сложности – С3 (приложение 2).
Конфигурация поверхности разъема штампа – П (плоская) (табл.1)
Исходный индекс – 9 (табл.2).
По табл. 3 ГОСТ 7505-89 определяем припуски на механическую обработку, рассчитываем размеры поковки и их допустимые отклонения, учитывая дополнительные припуски, по табл. 8 ГОСТ 7505-89 назначаем допуски поковки. Все значения вносим в таблицу 2.1.
Таблица 2.1 Допуски и припуски на размеры поковки
|
Размер детали, мм |
Поверхн-ти, на которые назначается припуск |
Допуск на размер поковки, мм |
Припуск, мм |
Расчет размера поковки |
Окончатль-ный размер (учитывая округления до 0,5 мм) |
| Æ87 | 2 | 1,4 | 1,4 | Æ87+2×(1,4+0,3+0,4) |
Æ91 |
| Æ63 | 4 | 1,4 | 1,4 | Æ63+2×(1,4+0,3+0,4) |
Æ67 |
| Æ45 | 11 | 1,4 | 1,5 | Æ45+2×(1,5+0,3+0,4) |
Æ50 |
| 19,5 | 33 | 1,2 | 1,3 | 19,5+(1,3+0,3+0,4) |
21,5 |
| 21 | 5 | 1,2 | 1,4 | 21+(1,4+0,3+0,4) |
23 |
| Остальные требования по ГОСТ 7505-89 | |||||
Дополнительные припуски, учитывающие:
смещение по поверхности разъема штампа - 0,3 мм (табл.4);
изогнутость и отклонения от плоскости и от прямолинейности – 0,4 мм (табл.5);
Радиус закругления наружных углов – 4,0 мм (табл.7).
Штамповочный уклон - 7Å (табл.18).
Для проведения в дальнейшем технико-экономического обоснования выбора заготовки необходимо определить коэффициент использования материала для данного метода. Коэффициент использования материала определим по формуле 2.2.
Объем заготовки определяем как алгебраическую сумму объемов тел за вычетом полых цилиндрических составляющих и сегментов, входящих в конфигурацию заготовки:
![]()
Зная объем детали и плотность материала, определяем массу заготовки:
![]()
Подставив полученные значения масс детали и заготовки в формулу (2.2.), получим коэффициент использования материала для ковки на горизонтально-ковочных машинах: Ки2=2,56/4,86=0,53.
Для окончательного решения по выбору метода получения заготовки, следует провести сравнительный экономический анализ по технологической себестоимости.
2.2.2 Экономическое обоснование выбора метода получения заготовки
Оценку эффективности различных вариантов получения заготовок чаще всего проводят по двум показателям:
а) коэффициенту использования материала заготовки (см. формулу 2.2.)
б) технологической себестоимости изготовления детали. Сюда включаются только те статьи затрат, величины которых изменяются при переходе одного варианта к другому.
На стадии проектирования технологических процессов оптимальный вариант заготовки, если известны массы заготовки и детали, можно определить путем сравнения технологической себестоимости изготовления детали, рассчитанной по формуле:
Sтд = Sзаг·Q + Sмех(Q-q) - Sотх(Q-q), (2.3.)
где Sзаг –стоимость одного кг заготовки, руб/кг;
Sмех – стоимость механической обработки, отнесенная к одному кг срезаемой стружки, руб/кг;
Sотх – цена 1 кг. отходов, руб/кг, Sотх = 0,0144 руб/кг;
Sмех = Sс + Ен·Sк , (2.4.)
где Sс – текущие затраты на 1 кг стружки, руб/кг;
Sк – капитальные затраты на 1 кг стружки, руб/кг;
По табл. 3.2 [Технология отрасли] для автомобильного и сельскохозяйственного машиностроения Sс = 0,188 руб/кг, Sк = 0,566 руб/кг.
Ен – нормативный коэффициент эффективности капитальных вложений, Ен = 0,15.
Смех = 0,188 + 0,15·0,566 = 0,273 руб/кг.
Это значение принимаем для обоих методов получения заготовки.
Стоимость заготовки, полученной методом проката:
![]() , (2.5.)
, (2.5.)
где М – затраты на материал заготовки, руб
![]() , (2.6.)
, (2.6.)
где Q –масса заготовки, кг;
S –цена 1 кг материала заготовки, руб;
q – масса готовой детали, кг;
![]()
где SСо.з. – технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки:
![]() , (2.6.)
, (2.6.)
где Сп.з. – приведенные затраты на рабочем месте, руб/ч;
Тшт(ш-к) – штучное или штучно-калькуляционное время выполнения заготовительной операции (правки, калибрования, резки и др.).
![]()
Подставим рассчитанные значения в формулу (2.)
![]()
Стоимость заготовки, полученной методом ковки на ГКМ с достаточной для стадии проектирования точностью можно определить по формуле:
Сзаг = Сi/1000 × kт × kc× kв× kм× kп, (2.5.)
где Сi - базовая стоимость одного 1 т поковки, полученной на ГКМ, руб.:
Сi = 0,725 руб;
kт – коэффициент, зависящий от класса точности, для поковок нормального класса точности:
kт = 1;
kc – коэффициент, зависящий от группы сложности поковки, для третьей группы сложности:
kc =1,0;
kв – коэффициент, зависящий от марки материала и массы поковки, для стали 40Х при массе поковки менее 10 кг:
kв =0,8;
kм – коэффициент, зависящий от марки материала поковки, для стали 30ХМ:
kм = 1;
kп – коэффициент, зависящий от объема производства поковок и группы серийности:
kп = 1;
Подставим определенные значения в формулу (2.5.):
Сзаг = Сi/1000 × kт × kc× kв× kм× kп
Подставим полученные данные в формулу (2.3) и рассчитаем технологическую себестоимость изготовления детали, для двух методов получения заготовки:
-для проката:
Стд1 = 0,29×3,12+ 0,273 × (3,12-2,2) - 0,0144×(3,12-2,2)= 1,143 руб.;
- для штамповки на ГКМ:
Стд2 = 0,821×2,64+ 0,273 × (2,64-2,2) – 0,0144×(2,64-2,2) = 2,281 руб.
Расчеты проведены в ценах 1985 года. Для учета ценовой инфляции введем коэффициент К = 10000. Тогда стоимость заготовки:
-для литья в земляные формы Сзаг1=0,298×10000=2980 руб;
-для литья в оболочковые формы Сзаг2=0,821×10000=8210 руб.
Полная себестоимость с учетом коэффициента инфляции составит:
-для литья в земляные формы Стд1=11430 руб;
-для литья в оболочковые формы Стд2=22810 руб.
Вывод: по результатам проведения сравнительного анализа технологической себестоимости двух методов получения отливки можно заключить, что экономически целесообразнее использовать при получении заготовки детали метод ковки на горизонтально-ковочной машине, т.к. полная себестоимость получения заготовки этим методом существенно ниже чем методом отрезки сортового проката.
Экономический эффект при изготовлении детали из заготовки полученной ковкой на ГКМ, по сравнению с изготовлением детали резкой сортового проката для годовой программы выпуска-15000 шт. составит:
Э=(Стд2 - Стд1)·N= (22810-11430)·15000=170700000руб.
3. Технологический маршрут и план изготовления детали
3.1 Обоснование технологического маршрута изготовления детали. План изготовления детали
Задача раздела - разработать оптимальный технологический маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами, при этом необходимо разработать такую схему базирования заготовки на каждой операции, которая обеспечила бы минимальную погрешность обработки.
Тип производства – среднесерийное;
Способ получения исходной заготовки – штамповка на ГКМ;
Метод достижения точности – по настроенному оборудованию.
На рисунке 1.1. представлена схема кодирования детали, т.е. изображен эскиз детали с пронумерованными поверхностями и буквенными обозначениями чертежных размеров.
Технологический маршрут, выбранный в соответствии рекомендациям [Выбор маршрутов обработки поверхностей деталей машин. Сост. Михайлов А. В., Пашко Н. М.] представлен в таблице 3.1:
Таблица 3.1 Технологический маршрут изготовления детали
| № операции | Наименование операции |
Оборудование (тип, модель) |
Содержание операции |
Точ-ность (IT) |
Ra, мкм |
| 000 | Заготовительная | Горизонтально-ковочная машина |
15 16 |
32 | |
| 005 | Фрезерно-центровальная | Фрезерно-центровальный п/а МР-71М | переход1: фрезеровать торцы 1,17 | 12 | 10 |
|
переход 2: сверлить центровые отверстия 47 и 48 |
|||||
| 010 | Токарная | Токарно-винторезный станок 16Б16П |
Установ А точить пов. 13,46,11,8. |
12 | 12,5 |
|
Установ Б точить пов. 2, 3,4,6 |
12 | 12,5 | |||
| 015 | Токарная | Токарно-винторезный станок 16Б16П |
Установ А точить точить пов. 13,46,11,8. |
10 | 6,3 |
|
Установ Б точить пов. 2, 3,4,6 |
10 | 6,3 | |||
| 020 | Токарная с ЧПУ | Токарно-винторезный станок 16К20Ф3 |
Установ А точить пов. 17,13,12,11,10,9,8,7, 3…6, фаски, уклоны и канавки |
8 | 2,5 |
| 025 | Токарная | Токарно-винторезный станок 1А616П | Установ А: переход1: сверлить отв. 38, | 11 | 6,3 |
| переход 2: зенкеровать пов. 38,40,41, | 9 | 2,5 | |||
| переход 3: нарезать резьбу пов.39 | 7 ст. | 2,5 | |||
|
Установ Б: сверлить отв. 28 |
11 | 10 | |||
| 030 | Сверлильно-фрезерная |
Сверлильно-фрезерно-расточной станок 2254ВМФ4 |
Установ А переход 1: сверлить 14 отв. пов.22 |
12 | 10 |
| переход 2: зенкеровать 14 отв.22 | 10 | 5 | |||
| переход 3: нарезать резьбу в отв.22 | 7 ст. | 2,5 | |||
| переход 4: сверлить 7 отв. 33 и отв 26 | 10 | 10 | |||
| переход 5: фрезеровать 7 отв. 33 и отв 26 | 7 | 5 | |||
| 035 | Фрезерная | Специальный консольно-фрезерный станок ГФ-792 | переход 1: фрезеровать шпон. паз (пов. 14,15,16) | 10 | 10 |
| переход 2: фрезеровать шпон. паз (пов. 14,15,16) | 8 | 5 | |||
|
переход 3: сверлить отв.35 |
12 | 10 | |||
|
переход 4: сверлить отв.47 |
12 | 10 | |||
| 040 | Термическая | Печь индукционная | Закалить, отпустить, пов. 24,40,41 защитить от окалины | +1 на все поверхности кроме 24,40, 41 | |
| 045 | Очистная | Очистить от окалины | |||
| 050 | Плоскошлифовальная | Плоскошлифовальный станок 3П756Л | Шлифовать торец 1 | 10 | 2,5 |
| 055 | Круглошлифовальная | Круглошлифовальный станок 3М150 |
Шлифовать пов. 13 8 и 6, торец 5 |
7 | 1,25 |
| 060 | Круглошлифовальная | Круглошлифовальный станок 3М150 |
Шлифовать пов. 13 8 и 6 |
5 | 0,63 |
| 065 | Токарная | Токарно-винторезный станок 1А616П | Установ А Полировать пов. 11 | - | 0,32 |
| Установ Б Притереть пов. 33 и 26 | - | 0,16 | |||
| 075 | Слесарная | Верстак слесарный | Притупить острые кромки, маркировать электрографом согл. ТТ | - | - |
| 080 | Моечная | Моечная машина | - | - | |
| 085 | Азотирование | Печь для азотирования | согл. ТТ | - | - |
| 090 | Контрольная | - | - | - | - |
План изготовления детали
План изготовления – графическое изображение технологического маршрута с указанием теоретических схем базирования и технических требований на операции.
План изготовления состоит из четырех граф:
1. Графа "Операция", которая включает в себя название и номер операции.
2. Графа “ Оборудование”, которая включает в себя оборудование, при помощи которого производится обработка поверхностей на данной операции.
3. Графа "Операционный эскиз", которая включает в себя изображение детали, схему базирования (точки закрепления), простановку операционных размеров, обозначение обрабатываемых поверхностей и указание шероховатости получаемой на данной операции.
4. Графа “Технические требования”, которая включает в себя допуски на операционные размеры и отклонения формы.
План изготовления корпуса внутреннего шарнира представлен на листе 05.М15.269.08. графической части.
3.2 Выбор технологических баз
Теоретическая схема базирования представлена на плане изготовления детали и представляет собой схему расположения на технологических базах заготовки "идеальных" точек, символизирующих позиционные связи заготовки с принятой схемой координат станочного приспособления.
При разработке схем базирования учитываем принцип и единства баз: на всех операциях обработки по возможности использовать одну и ту же базу, как установочную, так и измерительную и принцип постоянства баз: на всех операциях обработки необходимо применять по возможности одни и те же базы. Также важно учитывать правило шести точек, при котором деталь базируется на шести неподвижных точках, которые лишают её шести степеней свободы. Обработку детали начинаем с поверхности, которая служит опорной базой для дальнейших операций. Для обработки этой поверхности в качестве опорной базы приходится принимать необработанную поверхность. После этого, когда она обработана, обрабатываем остальные поверхности, соблюдая при этом определённую последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными.
Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – указывают, что поверхность обработана на данной операции с установа А или Б. Арабские цифры 1,2,3 и т.д. обозначают переход на котором был получен данный размер.
В связи с тем, что вал представляет собой тело вращения, первоначально заготовка обрабатывается на станках токарной группы.
На 005 фрезерно-центровальной операции в качестве черновых технологических баз используем технологические базы, указанные на чертеже заготовки (см. чертеж 05.М15.269.15) ими являются цилиндрическая поверхность 6 и торцовая поверхность 5. Ось материализуем наружными цилиндрическими поверхностями.
На 010 и 015 токарных операциях и на 020 токарной операции с ЧПУ на установе А в качестве двойной направляющей базы используем ось поверхности 2, в качестве опорной базы торец 1; на установе Б – в качестве двойной опорной базы используем ось поверхности 13, в качестве опорной базы торец 17. В качестве опорной базы принимаем, в зависимости от установа, пов.2 и 13 соответственно.
На 025 сверлильной на установе А в качестве двойной направляющей базы используем ось поверхности 2, в качестве опорной базы торец 1; на установе Б – в качестве двойной направляющей базы используем ось поверхности 13, в качестве опорной базы торец 5. В качестве опорной базы принимаем, в зависимости от установа, пов.2 и 13 соответственно.
На 030 сверлильно-фрезерной, 050 плоскошлифовальной, 065 полировальной операциях в качестве направляющей базы используем ось поверхности 8, в качестве установочной базы торец 17, в качестве опорной базы принимаем пов.8.
На 035 фрезерной операции на в качестве двойной направляющей базы используем ось поверхности 6, в качестве опорных баз торец 1 и цилиндрическую поверхность
На 055 и 060 круглошлифовальных операциях двойной направляющей базой является ось. Поверхности 17 и 27, использующиеся для простановки в них специальных центров используются в качестве опорных баз.
Сведем все данные по технологическим базам и размерам получаемым на операциях ТП в таблицу 3.2.
Таблица 3.2 Технологические базы
| № операции | Название | № опорных точек | Характер появления |
Реализация |
Операционные размеры | Единство баз | ||
| Явная | Скрытая | Естественная | Искусственная | |||||
| 005 |
ДН О О |
1,2,3,4 5 6 |
+ - + |
- + - |
+ + + |
- - - |
2Б10-А, 2Ж10-Б Z10-A, Э10-А, Э10-Б |
+ - |
| 020 |
У ДО О |
1,2,3 4,5 6 |
+ - + |
- + - |
+ + + |
- - - |
2Б20-Б, 2Ж20-А, ДЮ20-А, 2J20-Б Z20-Б, Э20-Б F20-Б, G20-A |
+ - |
| 030 |
У ДО О |
1,2,3 4,5 6 |
+ - + |
- + - |
+ + + |
- - - |
2Ж30-А, 2Б30-Б Z30-Б |
+ - |
| 040 |
У ДО О |
1,2,3 4,5 6 |
+ - + |
- + - |
+ + + |
- - - |
2М40-1, 2И40-4 , 2Т40-3, 2Т40-2, 2ХХ40 СК20-А, Z20-Б, |
+ - |
| 050 |
У ДО О |
1,2,3 4,5 6 |
+ - + |
- + - |
+ + + |
- - - |
V50-Б, 2Д50-Б, Е50-А, 2Ф50-А, 2Щ50-А, 2Г50-А,2Н50,2П50 ИЬ50-А,МИ50, КК50 , МХ50 |
+ - |
| 060 |
У ДО О |
1,2,3 4,5 6 |
+ - + |
- + - |
+ + + |
- - - |
2Х60, 2Ш60, Ъ60 БЛ60, СЕ60 |
+ - |
3.3 Обоснование простановки операционных размеров
Способ простановки операционных размеров выбираем в зависимости от метода достижения точности. Для выполнения выше рассмотренных операций применяем метод достижения точности размеров с помощью настроенного оборудования. В этом случае имеет место несколько вариантов простановки операционных размеров, получение которых зависит от технологических возможностей применяемого оборудования. Так как при разработке технологического процесса изготовления детали использовалось стандартное и универсальное оборудование, то было бы целесообразно применить координатный способ простановки операционных размеров. Токарные станки с ЧПУ применяемые при обработке могут реализовывать выше описанную схему простановки операционных размеров, или схему простановки операционных размеров, когда нуль детали перемещен на правый крайний торец.
В нашем случае при чистовой обработке используем первую схему простановки операционных размеров.
3.4 Назначение операционных технических требований
1. Заготовительная операция: все требования предъявляемые к поковке по качеству и точности назначаем согласно рекомендациям ГОСТ 7505-89 (см. п.2.2.).
2. Допуски на операционные размеры в осевом направлении рассчитываем по следующим формулам:
- для операции 005 – фрезерно-центровальной:
TAi = wicт+ с.ш., (3.1)
где TAi – допуск на размер А на i-той операции;
wicт – статистическая погрешность на i-той операции;
с.ш. – смещение штампа, возникающее на заготовительной операции;
(смещение штампа не учитывается при определении допусков на центровые отверстия и на габаритный размер);
- для остальных операций:
TAi = wicт + Üi, (3.2)
где TAi – допуск на размер А на i-ой операции;
wicт – статистическая погрешность на i-той операции;
Ü i– величина торцового биения, определяемая по прил.2 [РАЗМЕРН].
На операциях, в которых единство баз не соблюдается:
TAi = wicт + ÜI + eб, (3.3)
где eб – погрешность базирования
2. Допуски на диаметральные размеры назначаются, исходя из квалитета точности, который обеспечивает оборудование в радиальном направлении. Его выбираем по прил.1 [РАЗМЕРН], значения допусков берутся из [поля допусков].
3. Значения погрешностей формы на диаметральные размеры назначаем, руководствуясь прил.2 [РАЗМЕРН]. Величина отклонения от соосности определяется как половина погрешности радиального биения.
4.Шероховатость, получаемую при обработке поверхностей, назначаем с учетом рекомендаций (прил. 1[РАЗМЕРН]).
5. Для операции 040 термической:
Определяем приведенный средний диаметр вала:
dср = (d1×l1 + d2×l2+…+ dn×ln)/l (3.3)
где d1, d2, dn– диаметры ступеней;
l1, l2, ln – длины ступеней;
l – общая длина вала.
dср = (87×19,5 + 63×1,5+45×103,5+40×20+30×60)/204,5= 48,87 мм;
В табл.4.8 [горбац] находим Dк - величину удельной изогнутости оси вала:
Dк = 0,8 мкм/мм = 0,008, затем вычисляем значения отклонений от соосности при термообработке по формуле:
Øi = Dк×li , (3.4)
где Dк - величина удельной изогнутости оси вала,;
li - длина i – той ступени вала.
Ø1 = 0,008×19,5=0,156 мм;
Ø2 = 0,008×1,5=0,012 мм;
Ø3 = 0,008×103,5 = 0,828 мм;
Ø4 = 0,008×20=0,16 мм;
Ø5 = 0,008×60=0,048 мм.
4. Выбор средств технологического оснащения (СТО)
Задача раздела - выбрать для каждой операции ТП такие оборудование, приспособление, режущий инструмент (РИ) и средства контроля, которые бы обеспечили заданный выпуск деталей заданного качества с минимальными затратами.
4.1 Выбор оборудования
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами:
1. Производительность, точность, габариты, мощность станка должны быть минимальными, но достаточными для того, чтобы обеспечить выполнение требований предъявляемых к операции.
2. Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3. В случае недостаточной загрузки станка его технические характеристики, должны позволять обрабатывать другие детали, выпускаемые данным цехом или участком.
4. Оборудование не должно быть дефицитным, но в достаточной степени модернизированным
5. В серийном производстве наряду со станками с ЧПУ и обрабатывающими центрами следует применять специализированные станки, гибкие технологические модули, гибкие автоматические линии. На каждом станке в месяц должно выполняться не более 40 операций при смене деталей по определенной закономерности.
6. Оборудование должно отвечать требованиям безопасности, эргономичности и экологии.
Выбор оборудования проводим, используя рекомендации [коил] в следующей последовательности:
1. Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков;
2. Исходя из положения обрабатываемых поверхностей, выбираем тип станка;
3. Исходя из габаритных размеров заготовки, размеров обрабатываемых поверхностей и точности обработки выбираем типоразмер станка.
Данные по выбору оборудования заносим в таблицу 4.1.
Выбор оборудования.
| Номер операции | Станок | Наибольшие габариты заготовки, мм |
Мощность главного привода кВт |
Частота вращения шпинделяоб/мин | Габариты станка, мм | Масса, т |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 005 | Фрезерно-центровальный п/а МР-71М | 125×500 | 18,6 |
125-712 238-1125 |
3140×1630×1740 | 6,1 |
|
010 015 025 070 |
Токарно-винторезный станок 16А616П | 160×710 | 9-1800 | 2135×1225×1220 | 1,5 | |
| 020 | Токарно-винторезный станок с ЧПУ 16К20Ф3 | 400×1000 | 10 | 12,5-2000 | 3360×1710×1750 | 4 |
| 030 |
Сверлильно-фрезерный- расточной станок 225ВМФ4 |
630×400 | 6,3 | 32-2000 | 4300×3500×3800 | 6,5 |
| 035 | Специальный фрезерный консольный станок ГФ-792 | 320×1250 | 7 | 31,5-1600 | 2560×1745×1660 | 3,4 |
| 040 | Плоскошлифовальный станок 3П732 | 800×320х375 | 22 | 1500 | 3800×2130×2360 | 7,73 |
| 055 060 | Круглошлифовальный станок 3М150 | 100×360 | 4 | 100-2000 | 2500×2220×1920 | 2,6 |
4.2 Выбор приспособлений
При выборе приспособлений будем руководствоваться следующими правилами:
1. Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов
2. Приспособление должно обеспечивать надежное закрепление заготовки при обработке
3. Приспособление должно быть быстродействующим
4. Зажим заготовки должен осуществляться по возможности автоматически
5. Следует отдавать предпочтение стандартным нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления
Исходя из типа, модели станка и метода обработки выбираем тип приспособления.
Выбор приспособления, используя рекомендации [коил] будем производить в следующем порядке:
1. Исходя из расположения базовых поверхностей и их состояния (точность и шероховатость), формы заготовки и расположения обрабатываемых поверхностей выбираем конструкцию приспособления
2. Исходя из габаритов заготовки и размеров базовых поверхностей, выбираем типоразмер приспособления.
Данные по выбору приспособлений заносим в таблицу 4.2
Таблица 4.2 Выбор приспособлений.
| Номер операции | Наименование операции | Приспособление |
| 1 | 2 | 3 |
| 005 | Фрезерно-центровальная | Специальное приспособление |
|
010 015 020 |
Токарная | Патрон 3-х кулачковый самоцентрирующий ГОСТ 2675-81; центр вращающийся ГОСТ 8472-75 |
| 025 | Токарная | Патрон 3-х кулачковый самоцентрирующий ГОСТ 2675-81; стержень упорный, оправка коническая переходная ГОСТ 16211-70; люнет неподвижный |
| 040 | Сверлильно-фрезерно-расточная | Специальное приспособление |
| 045 | Фрезерная | Универсально-сборное приспособление |
| 050 | Плоскошлифовальная | Специальная магнитная плита с постоянными магнитами |
|
055 060 |
Круглошлифовальная | Патрон поводковый ГОСТ 2571-71; центр вращающийся ГОСТ 8472-75 |
| 065 | Токарная | Патрон 3-х кулачковый самоцентрирующий ГОСТ 2675-81 |
После выбора приспособлений получили следующее:
1. Приспособления обеспечивают материализацию теоретической схемы базирования на каждой операции.
2. Приспособления обеспечивают надежное закрепление заготовки при обработке.
3. Приспособления- быстродействующие.
4.3 Выбор режущего инструмента
При выборе режущего инструмента будем руководствоваться следующими правилами:
1. Выбор инструментального материала определяется требованиями, с одной стороны максимальной стойкости, а с другой минимальной стоимости.
2. Следует отдавать предпочтение нормализованным и стандартным инструментам.
Выбор режущего инструмента будем производить в следующем порядке:
1. Исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид режущего инструмента
2. Исходя из марки обрабатываемого материала его состояния и состояния поверхности, выбираем марку инструментального материала
3. Исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части инструмента
4. Исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента
Данные по выбору режущего инструмента заносим в таблицу 4.3
Таблица 4.3 Выбор режущего инструмента
| № операции | Наименование операции | ИМ | Режущий инструмент |
| 1 | 2 | 3 | 4 |
| 005 | Фрезерно-центровальная | Р6М5 | Сверло центровочное комбинированное Ø 6 ГОСТ 14952-75 |
| Фреза | |||
| 010 | Токарная | Т15К6 | Резец для контурного точения с углом в плане 93º, ТУ-2-035-892-82 |
| 015 | Токарная | Т15К6 | Резец вставка для контурного точения с углом в плане 93º, ТУ-2-035-892-82 |
| 020 | Токарная с ЧПУ | Т15К6 | Резец вставка для контурного точения с углом в плане 93º, ТУ-2-035-892-82 |
| 025 | Сверлильная | Р6М5 | Сверло ступенчатое комбинированное под резьбу М12 ОСТ 2И21-1-76 |
| Р18 | Зенкер четырехперый насадной | ||
| Р6М5 | Метчик М12-7Н ГОСТ 3266-81 | ||
| Р6М5 | Сверло спиральное Ø 6 с цилиндрическим хвостовиком сверхдлинная серия ТУ 2-035-600-77 | ||
| 030 | Сверлильно-фрезерно-расточная | Р6М5 | Сверло спиральное Ø 4 с цилиндрическим хвостовиком короткая серия ГОСТ 4010-77 |
| Р18 | Зенкер Ø 4,5 цельный ГОСТ 12489-71 | ||
| Р6М5 | Метчик М4-7Н ГОСТ 3266-81 | ||
| Р6М5 | Сверло спиральное центровочное с коническим хвостовиком для зацентровки под сверление Ø8 ОСТ 2 И21-2-76 | ||
| Р6М5 | Фреза специальная Ø 22 | ||
| Р6М5 | Фреза специальная Ø 22 | ||
| 035 | Фрезерная | Р6М5 | Сверло спиральное Ø 2,5 с цилиндрическим хвостовиком короткая серия ГОСТ 4010-77 |
| Р6М5 | Зенкер Ø 4,5 цельный ГОСТ 12489-71 | ||
| Р6М5 | Фреза шпоночная немерная ТУ 2-035-858-82 | ||
| 050 | Плоскошлифовальная | Электрокорунд белый | Круг шлифовальный с односторонней выточкой 250х20х50 25А 20 С1 6 К5 35м/с 1 кл А ГОСТ 2424-75 |
| 055 | Круглошлифовальная | Электрокорунд белый | Круг шлифовальный прямого профиля 200х30х40 25А 10 С2 6 К5 35м/с 1 кл А ГОСТ 2424-75 |
| 060 | Круглошлифовальная | Электрокорунд белый | Круг шлифовальный прямого профиля 200х30х40 25А 10 С2 6 К5 35м/с 1 кл А ГОСТ 2424-75 |
| 060 | Токарная | Лента абразивная |
4.4 Выбор средств контроля
При выборе средств контроля будем, используя рекомендации [коил] и руководствоваться следующими правилами:
1. Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако оправданное повышение точности ведет к резкому удорожанию.
2. В мелкосерийном производстве следует применять инструменты общего назначения, специальные и универсальные.
3. Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Данные по выбору средств контроля заносим в таблицу 4.
Таблица 4.4 Выбор средств контроля
| Номер операции | Наименование операции | Средство контроля |
| 1 | 2 | 3 |
| 005 | Фрезерно-центровальная |
Штангенциркуль ШЦ-III ГОСТ 166-80 Калибр-пробка гладкий ГОСТ 24853-81 |
| 010 | Токарная |
Штангенциркуль ШЦ-III ГОСТ 166-80 Скоба-рычажная ГОСТ 11098-75 |
| 015 | Токарная |
Штангенциркуль ШЦ-III ГОСТ 166-80 Скоба-рычажная ГОСТ 11098-75 |
| 020 | Токарная с ЧПУ |
Штангенциркуль ШЦ-III ГОСТ 166-80 Скоба-рычажная ГОСТ 11098-75 |
| 025 | Токарная |
Штангенциркуль ШЦ-III ГОСТ 166-80 Калибры-пробки гладкие ГОСТ 24853-81 Калибр – резьбовой ГОСТ 24939-81 |
| 030 | Сверлильно-фрезерно-расточная с ЧПУ |
Штангенциркуль ШЦ-III ГОСТ 166-80 Штангеглубиномер ШГ-160 ГОСТ1 62-80 Калибры-пробки гладкие ГОСТ 24853-81 Калибр – резьбовой ГОСТ 24939-81 |
| 035 | Фрезерная |
Калибры-пробки гладкие ГОСТ 24853-81 Штангенциркуль ШЦ-III ГОСТ 166-80 |
| 050 | Плоскошлифовальная | Штангенрейсмас ШР ГОСТ 164-90 |
| 055 | Круглошлифовальная |
Датчик активного контроля БВ-4100 Микрометр рычажный ГОСТ 4381-87 |
| 060 | Круглошлифовальная |
Датчик активного контроля БВ-4100 Микрометр рычажный ГОСТ 4381-87 |
| 065 | Токарная | Профилограф-профилометр А1 ГОСТ19299-73 |
| 090 | Контрольная |
Приспособление специальное для контроля биения отверстия; Профилограф-профилометр А1 ГОСТ19299-73 |
5. Размерный анализ в радиальном направлении
Для выполнения размерного анализа будем использовать упрощенный вид детали без фасок, канавок для выхода инструмента, т.е. без тех поверхностей, которые не влияют на эксплуатационные качества детали. Также исключим из рассмотрения отверстия для крепления вала к фланцу, так как заданные чертежом детали технические требования дают основание предположить, что они будут обеспечены без особого труда.
5.1 Размерные цепи и их уравнения
Уравнения операционной размерной цепи (ОРЦ) составляем из размерной схемы в радиальном направлении, основанной на плане изготовления детали. Размерная схема представляет собой графическую информацию об операционных размерах, припусках, размерах детали и заготовки. Уравнения ОРЦ записываются относительно замыкающего звена, которым может быть либо припуск, либо чертежный размер (размер детали) полученный косвенно в результате выполнения операционных размеров. Более одного замыкающего звена в уравнении быть не должно. Уравнения ОРЦ составляются по замкнутому контуру с учетом знаков увеличивающих и уменьшающих звеньев.
Уравнение номиналов в общем виде:
[A] =  , (5.1.)
, (5.1.)
где [A] – номинальное значение замыкающего звена;
Ai - номинальные значения составляющих звеньев;
i – порядковый номер звена;
n – число составляющих звеньев;
xi – передаточные отношения, характеризующие расположение звеньев по величине и направлению.
Для линейных цепей с параллельными звеньями передаточные звенья равны: xi = 1 (увеличивающие звенья); xi = -1 (уменьшающие звенья).
Знак составляющего звена определяем по правилу: составляющее звено является увеличивающим (xi = 1), если вектор движения по нему при обходе размерного контура противоположен вектору движения по замыкающему звену.
Число уравнений ОРЦ должно быть равно числу замыкающих звеньев. Уравнения ОРЦ в радиальном направлении имеют одну особенность: звенья-несоосности в уравнении номиналов должны иметь только положительные знаки (т. е. принимаем за худший тот случай, когда звенья-несоосности будут направлены в одну сторону с припуском).
Составим уравнения ОРЦ замыкающих звеньев в радиальном направлении. В данном случае замыкающими звеньями являются припуски и отклонения от соосности, полученные в результате выполнения операционных размеров.
Уравнение замыкающего звена:
[Е 11, 6] = Е 1140 4505 + Е 660 4505.
Уравнения замыкающих звеньев-припусков:
операция 010: [Z210-Б] = А00 + Е 200 600 + Е 610-Б 4505 + Е 210-Б 4505- А10-Б;
[Z410-Б] = Б00 + Е 400 600 + Е 610-Б 4505 + Е 410-Б 4505- Б10-Б;
[Z610-Б] = В00 - В10-Б;
операция 015: [Z215-Б] = А10-Б + Е 210-Б 4505+ Е 215-Б 4505–А15-Б;
[Z415-Б] = Б10-Б + Е 410-Б 4505+ Е 415-Б 4505–Б15-Б;
[Z615-Б] = В10-Б + Е 610-Б 4505+ Е 615-Б 4505–В15-Б;
[Z1115-А] = Е10-А + Е 1110-А 4505+ Е 1115-А 4505–Е15-А;
[Z1315-А] = Ж10-А + Е 1310-А 4505+ Е1315-А 4505–Ж15-А;
операция 020: [Z420-Б] = Б15-Б + Е 415-Б 4505+ Е 420-Б 4505–Б20-Б;
[Z620-Б] = В15-Б + Е 615-Б 4505+ Е 620-Б 4505–В20-Б;
[Z1120-А] = Е15-А + Е 1115-А 4505+ Е 1120-А 4505–Е20-А;
[Z1320-А] = Ж15-А + Е 1315-А 4505+ Е1320-А 4505–Ж20-А;
операция 055: [Z655] = В20-Б + Е 620-Б 4505+ Е 640 4505–В55;
[Z1355-А] = Ж20-Б + Е 1320-Б 4505+ Е 1340 4505–Ж55-Б;
операция 060: [Z660] = В55 + Е 655 4505+ Е 660 4505–В60-Б;
[Z1360-А] = Ж55-Б + Е 1355-Б 4505+ Е 1360 4505–Ж60-Б.
5.2 Проверка условий точности изготовления детали
Производим проверку обеспечения требований рабочего чертежа детали (по несоосности). Для этого должно соблюдаться условие корректности звеньев размерной цепи:
 , (5.3.)
, (5.3.)
где Ai- погрешность i- того звена;
n- число составляющих звеньев.
Значения эксцентриситетов принимаем приближенными к значениям половины радиального биения с плана изготовления детали, для соответствующих поверхностей и операций.
Ечерт [11, 6] ≥ 11, 6];
Ечерт [11, 6]=0,04;
Ечерт [11, 6] ≥ Е 1140 4505 + Е 660 4505;
11, 6]=![]() ;
;
0,02≥ ![]() ;
;
0,02≥ 0,16-условие не выполняется.
Вывод: условие корректности размерных звеньев цепи не выполняется, необходимо ввести дополнительную обработку размера 2Е. Соответственно уравнение замыкающего звена размерной цепи будет выглядеть следующим образом:
[Е 11, 6] = Е 1155 4505 + Е 660 4505.
Тогда: Ечерт [11, 6] ≥ Е 1155 4505 + Е 660 4505;
11, 6]=![]() ;
;
0,02≥ ![]() ;
;
0,02≥ 0,013-условие выполняется.
Вывод: условие корректности размерных звеньев цепи выполняется.
Кроме того появляется необходимость расчета дополнительного припуска на операции 055: [Z1155-Б] = Е20-Б + Е 620-Б 4505+ Е 640 4505–Е55-Б.
5.3 Расчёт радиальных припусков
Определим минимальные значения операционных припусков по формуле:
- до черновых операций (операция 010):
Zimin=(Rz.+hi-1)+с.ш.; (5.4.)
- до чистовых операций (операция 015, 020):
Zimin=(Rz+h)i-1 (5.5.)
где Rz – шероховатость поверхности (с плана изготовления детали);
i- номер операции;
h- величина дефектного слоя [РАЗМ, приложение 5].
Для удобства расчетов сведем составляющие минимального припуска в таблицу 5.1.
Таблица 5.1. Составляющие минимального припуска Zmin
| Наименование операции | Установ | Шероховатость |
Дефектный слой, мм |
Смещение на заготовительной операции, мм | |
|
RZ, мм |
Ra, мкм |
||||
| 000 Заготовительная | - | 0,128 | 32 | 0,25 |
0,3 |
| 010 Токарная | Установ А, Установ Б | 0,05 | 12,5 | 0,1 | |
| 0,05 | 12,5 | 0,1 | |||
| 015 Токарная | Установ А | 0,0252 | 6,3 | 0,04 | |
| Установ Б | 0,0252 | 6,3 | 0,04 | ||
| 020 Токарная с ЧПУ |
Установ А |
0,01 | 2,5 | 0,03 | |
|
Установ Б |
0,01 | 2,5 | 0,03 | ||
| 055 Круглошлифовальная |
Установ А |
0,005 | 1,25 | 0,02 | |
|
Установ Б |
0,005 | 1,25 | 0,02 | ||
| 060 Круглошлифовальная |
Установ А |
0,00252 | 0,63 | 0,01 | |
|
Установ Б |
0,00252 | 0,63 | 0,01 | ||
операция 010: [Z210-Б] min = 0,128+0,25+0,3=0,678 мм;
[Z410-Б] min = 0,128+0,25+0,3=0,678 мм;
[Z610-Б] min = 0,128+0,25+0,3=0,678 мм;
операция 015: [Z215-Б] min = 0,05+0,1 = 0,15 мм;
[Z415-Б] min = 0,05+0,1 = 0,15 мм ;
[Z615-Б] min = 0,05+0,1 = 0,15 мм;
[Z1115-А] min = 0,05+0,1 = 0,15 мм;
[Z1315-А] min = 0,05+0,1 = 0,15 мм;
операция 020: [Z420-Б] min = 0,01+0,03 = 0,04 мм;
[Z620-Б] min = 0,01+0,03 = 0,04 мм ;
[Z1120-А] min = 0,01+0,03 = 0,04 мм;
[Z1320-А] min = 0,01+0,03 = 0,04 мм;
операция 055: [Z655] min = 0,005+0,02 = 0,025 мм;
[Z1155-Б] min = 0,005+0,02 = 0,025 мм;
[Z1355-А] min = 0,005+0,02 = 0,025 мм;
операция 060: [Z660] min = 0,00252+0,01 = 0,01252 мм;
[Z1360-А] min = 0,00252+0,01 = 0,01252 мм.
Рассчитаем величины колебаний операционных припусков, используя формулы:
 , при n ³ 4, (5.6)
, при n ³ 4, (5.6)
где: xi – коэффициент влияния составного звена на замыкающее звено;
n – число звеньев в уравнении припуска;
tD – коэффициент риска, принимаем tD=3.0
x - коэффициент соотношения закона распределения величины Аi к закону нормального распределения. Определяется по табл. 5.2, для эксцентриситетов x = 0,127;
Таблица 5.2. Значения коэффициента l2
| Квалитет точности |
Значение коэффициента l2 |
Закон распределения |
| IT 5...6 | 1/3 | Равновероятностный |
| IT 7…8 | 1/6 | Симпсона |
| IT 9…12 и грубее | 1/9 | Гаусса |
При этом, если в размерную цепь входит диаметральный размер, то при подстановке в формулу (5.6) его допуск необходимо поделить на 2.
Операция 010:
ω[Z210-Б] min =
![]() =
=
=![]() = 1,019 мм;
= 1,019 мм;
ω[Z410-Б] min =
![]() =
=
=![]() = 1,014 мм;
= 1,014 мм;
ω[Z610-Б] min = ![]() =
=
=![]() = 0,724 мм;
= 0,724 мм;
операция 015:
ω[Z215-Б] min = ![]() =
=
=![]() = 0,393 мм;
= 0,393 мм;
ω[Z415-Б] min = ![]() =
=
=![]() = 0,369 мм;
= 0,369 мм;
ω[Z615-Б]min = ![]() =
=
=![]() = 0,266 мм;
= 0,266 мм;
ω[Z1115-А]min=
![]() =
=
=![]() = 0,239 мм;
= 0,239 мм;
ω[Z1315-А]min=
![]() =
=
=![]() = 0,239 мм;
= 0,239 мм;
операция 020:
ω[Z420-Б] min = ![]() =
=
=![]() = 0,176 мм;
= 0,176 мм;
[Z620-Б] min = ![]() =
=
=![]() = 0,149 мм;
= 0,149 мм;
ω[Z1120-А]min=
![]() =
=
=![]() = 0,108 мм;
= 0,108 мм;
ω[Z1320-А]min=
![]() =
=
=![]() = 0,108 мм;
= 0,108 мм;
операция 055:
[Z655] min = ![]() =
=
=![]() = 0,05 мм;
= 0,05 мм;
[Z1155-А] min =
![]() =
=
=![]() = 0,05 мм;
= 0,05 мм;
[Z1355-А] min =
![]() =
=
=![]() = 0,05 мм;
= 0,05 мм;
операция 060:
[Z660] min = ![]() =
=
=![]() = 0,02 мм;
= 0,02 мм;
[Z1360-А] min =
![]() =
=
=![]() = 0,01 мм;
= 0,01 мм;
Определим максимальные значения операционных припусков по формуле:
![]() (5.7.)
(5.7.)
Операция 010:
[Z210-Б] max = 0,678+1,019=1,697 мм;
[Z410-Б] max =0,678+1,014 =1,693 мм;
[Z610-Б] max =0,678+0,724 =1,402 мм;
Операция 015:
[Z215-Б] max = 0,15+0,393=0,543 мм;
[Z415-Б] max = 0,15+0,369=0,519 мм;
[Z615-Б] max = 0,15+0,266=0,416 мм;
[Z1115-А] max = 0,15+0,239=0,389 мм;
[Z1315-А] max = 0,15+0,239=0,389 мм;
Операция 020:
[Z420-Б] max = 0,04+0,176=0,180 мм;
[Z620-Б] max = 0,04+0,149=0,153 мм;
[Z1120-А] max = 0,04+0,108=0,112 мм;
[Z1320-А] max = 0,04+0,108=0,112 мм;
Операция 055:
[Z655] max = 0,025+0,05=0,075 мм;
[Z1155-А] max = 0,025+0,05=0,075 мм;
[Z1355-А] max = 0,025+0,05=0,075 мм;
Операция 060:
[Z660] max = 0,01252+0,02=0,03252 мм;
[Z1360-А] max = 0,01252+0,01=0,02252 мм.
Определим средние значения операционных припусков по формуле:
![]() (5.8)
(5.8)
Операция 010:
[Z210-Б] ср = 0,5(0,678+1,697) =1,188 мм;
[Z410-Б] ср =0,5(0,678+1,693) =1,186 мм;
[Z610-Б] ср =0,5(0,678+1,402)=1,04 мм;
Операция 015:
[Z215-Б] ср = 0,5(0,15+0,543) =0,346 мм;
[Z415-Б] ср = 0,5(0,15+0,519)=0,335 мм;
[Z615-Б] ср = 0,5(0,15+0,416)=0,283 мм;
[Z1115-А] ср = 0,5(0,15+0,389)=0,269 мм;
[Z1315-А] ср = 0,5(0,15+0,389)=0,269 мм;
Операция 020:
[Z420-Б] ср = 0,5(0,04+0,180)=0,11 мм;
[Z620-Б] ср = 0,5(0,04+0,153)=0,0965 мм;
[Z1120-А] ср = 0,5(0,04+0,112)=0,076 мм;
[Z1320-А] ср = 0,5(0,04+0,112)=0,076 мм;
Операция 055:
[Z655] ср =0,5(0,025+0,075) =0,05 мм;
[Z1155-А] ср = 0,5(0,025+0,075) =0,05 мм;
[Z1355-А] ср = 0,5(0,025+0,075) =0,05 мм;
Операция 060:
[Z660] ср = 0,5(0,01252+0,03252)=0,0225 мм;
[Z1360-А] ср = 0,5(0,01252+0,02252)=0,0175 мм.
Результаты расчетов сведем в таблицу 5.3.
Таблица 5.3. Значения операционных припусков
| Припуск |
Zmin |
ω[Z] |
Zmax |
Zср |
|
[Z210-Б] |
0,678 | 1,019 | 1,697 | 1,188 |
|
[Z410-Б] |
0,678 | 1,014 | 1,693 | 1,186 |
|
[Z610-Б] |
0,678 | 0,724 | 1,402 | 1,04 |
|
[Z215-Б] |
0,15 | 0,393 | 0,543 | 0,346 |
|
[Z415-Б] |
0,15 | 0,369 | 0,519 | 0,335 |
|
[Z615-Б] |
0,15 | 0,266 | 0,416 | 0,283 |
|
[Z1115-А] |
0,15 | 0,239 | 0,389 | 0,269 |
|
[Z1315-А] |
0,15 | 0,239 | 0,389 | 0,269 |
|
[Z420-Б] |
0,04 | 0,176 | 0,180 | 0,11 |
|
[Z620-Б] |
0,04 | 0,149 | 0,153 | 0,0965 |
|
[Z1120-А] |
0,04 | 0,108 | 0,112 | 0,076 |
|
[Z1320-А] |
0,04 | 0,108 | 0,112 | 0,076 |
|
[Z655] |
0,025 | 0,05 | 0,075 | 0,05 |
|
[Z1155-А] |
0,025 | 0,05 | 0,075 | 0,05 |
|
[Z1355-А] |
0,025 | 0,05 | 0,075 | 0,05 |
|
[Z660] |
0,01252 | 0,02 | 0,03252 | 0,0225 |
|
[Z1360-А] |
0,01252 | 0,01 | 0,02252 | 0,0175 |
5.4 Расчёт операционных размеров
Расчет операционных размеров производим по способу средних значений. Начнем расчет операционных размеров с тех уравнений, в которых неизвестной является одна из величин. При этом будем учитывать конечные размеры, которые нам известны, а именно:
2А15-Б=87-0,26; 2Б20-Б=63-0,076; 2В60=45-0,016
2А15-Бср=86,87 мм; 2Б20-Бср=62,962 мм; 2В60ср=44,992мм;
А15-Бср=43,435мм. Б20ср=31,481 мм. В60ср=22,496 мм.
2Е55-А=40-0,025; 2Ж60-А=30-0,009;
2Е55-Аср=39,9875 мм; 2Ж60-Аср=29,9955 мм;
Е55-Аср=19,99375мм. Ж60-Аср=14,99775мм
Значения эксцентриситетов принимаем приближенными к значениям половины радиального биения с плана изготовления детали, для соответствующих поверхностей и операций.
1) [Z215-Б] = А10-Б + Е 210-Б 4505+ Е 215-Б 4505–А15-Б;
А10-Б ср = [Z215-Б]ср + Е 210-Б 4505+ Е 215-Б 4505+А15-Б ср= 0,346+0,2+0,12+43,435=44,101 мм;
2А10-Бmax = 88,202+0,55/2=88,477мм;
2А10-Бном = 88,477-0,55 мм.
2) [Z210-Б] = А00 + Е 200 600 + Е 610-Б 4505 + Е 210-Б 4505- А10-Б;
А00 ср = [Z210-Б] ср + Е 200 600 + Е 610-Б 4505 + Е 210-Б 4505+ А10-Б ср=
1,188+0,6+0,12+0,2+44,101 = 46,209 мм;
2А00max = 92,418+1,4/2=93,118 мм;
2А00ном = 92,118![]() мм.
мм.
3) [Z420-Б] = Б15-Б + Е 415-Б 4505+ Е 420-Б 4505–Б20-Б;
Б15-Б ср = [Z420-Б] ср +Е 415-Б 4505+ Е 420-Б 4505+Б20-Бср= 0,11+0,03+0,12+31,481 = 31,741 мм;
2Б15-Бmax = 63,482+0,22/2=63,592 мм;
2Б15-Бном =63,592-0,22.
4) [Z415-Б] = Б10-Б + Е 410-Б 4505+ Е 415-Б 4505–Б15-Б;
Б10-Б= [Z415-Б] ср+Е 410-Б 4505+ Е 415-Б 4505+Б15-Бср = 0,335+0,2+0,12+31,741=32,396 мм;
2Б10-Бmax = 64,792+0,50/2=65,042 мм;
2Б10-Бном =65,042-0,5.
5) [Z410-Б] = Б00 + Е 400 600 + Е 610-Б 4505 + Е 410-Б 4505- Б10-Б;
Б00ср = [Z410-Б] ср+ Е 400 600 + Е 610-Б 4505 + Е 410-Б 4505+Б10-Бср = 1,186+0,6+0,12+0,2+32,396 = 34,502 мм;
2Б00max = 69,004+1,4/2=69,704 мм;
2Б00ном = 68,804![]() мм.
мм.
6)[Z660] = В55 + Е 655-Б 4505+ Е 660 4505–В60;
В55 ср = [Z660-Б] ср + Е 655-Б 4505+ Е 660 4505+ В60ср = 0,0225+0,0125+0,004+22,496 = 22,535 мм;
2В55 max = 45,07+0,016/2=45,078 мм;
2В55ном =45,078-0,016 мм.
7) [Z655-Б] = В20-Б + Е 620-Б 4505+ Е 640 4505–В55;
В20-Бср = [Z655-Б] ср+Е 620-Б 4505+ Е 640 4505+В55ср = 0,05+0,03+0,828+22,535 = 23,443 мм;
2В20-Б max= 46,886+0,025/2=46,8985 мм;
2В20-Бном =46,8985-0,025 мм.
8) [Z620-Б] = В15-Б + Е 615-Б 4505+ Е 620-Б 4505–В20-Б;
В15-Б ср = [Z620-Б] ср + Е 615-Б 4505+ Е 620-Б 4505+В20-Б ср = 0,0965+0,1+0,03+23,443 = 23,6695 мм;
2В15-Б max= 47,339+0,184/2=47,431мм;
2В15-Бном =47,431-0,184 мм.
9) [Z615-Б] = В10-Б + Е 610-Б 4505+ Е 615-Б 4505–В15-Б;
В10-Б ср = [Z615-Б]ср + Е 610-Б 4505+ Е 615-Б 4505+В15-Б ср = 0,283+0,12+0,1+23,6695 = 24,1725 мм;
2В10-Б max= 48,345+0,37/2=48,53мм;
2В10-Бном =48,53-0,37 мм.
10) [Z610-Б] = В00 - В10-Б;
В00 ср = [Z610-Б] ср + В10-Б ср = 1,04+48,53= 49,57 мм;
2В00 max= 49,57+1,4/2=50,27мм;
2В00ном =49,37![]() мм.
мм.
11) [Z1155-А] = Е20-А + Е 620-Б 4505+ Е 640 4505–Е55-А;
Е20-Аср = [Z1155-Б] ср+ Е 1120-Б 4505+ Е 1140 4505+Е55-Б ср = 0,05+0,03+0,16+19,99375 = 20,23375
2Е20-А max= 40,4675+0,025/2=40,480мм;
2Е20-Аном =40,480-0,025 мм.
12) [Z1120-А] = Е15-А + Е 1115-А 4505+ Е 1120-А 4505–Е20-А;
Е15-А ср = [Z1120-А] ср+ Е 1115-А 4505+ Е 1120-А 4505+Е20-А ср = 0,076+0,03+0,08+20,23375 = 20,41975 мм;
2Е15-А max= 40,8395+0,18/2=40,9295мм;
2Е15-Аном =40,9295-0,18 мм.
13) [Z1115-А] = Е10-А + Е 1110-А 4505+ Е 1115-А 4505–Е15-А;
Е10-А ср = [Z1115-А] ср+ Е 1110-А 4505+ Е 1115-А 4505+Е15-А ср = 0,269 + 0,1 + 0,08 + 20,41975 = 20,86875 мм;
2Е10-А max= 41,7375+0,35/2=41,9125мм;
2Е10-Аном =41,9125-0,35 мм.
14) [Z1360-А] = Ж55-Б + Е 1355-Б 4505+ Е 1360 4505–Ж60-Б.
Ж55-Б ср =[Z1360-А] ср+ Е 1355-Б 4505+ Е 1360 4505+Ж60-Б = 0,0175+0,0125+0,003+14,99775 = 15,03075 мм;
2Ж55-Б max= 30,0615+0,009/2=30,066 мм;
2Ж55-Бном =30,066-0,009 мм.
15) [Z1355-А] = Ж20-А + Е 1320-А 4505+ Е 1340 4505–Ж55-Б;
Ж20-А ср =[ Z1355-А] ср + Е 1320-А 4505+ Е 1340 4505+Ж55-Б ср = 0,05+0,03+0,048+15,03075= 15,15875 мм;
2Ж20-А max= 30,3175+0,069/2=30,352 мм;
2Ж20-Аном =30,352-0,069 мм.
16) [Z1320-А] = Ж15-А + Е 1315-А 4505+ Е1320-А 4505–Ж20-А;
Ж15-А ср =[Z1320-А] ср + Е 1315-А 4505+ Е1320-А 4505+Ж20-А ср = 0,076 + 0,08+0,03+15,15875 = 15,26875 мм;
2Ж15-А max= 30,5375 + 0,18/2 = 30,6275 мм;
2Ж15-Аном =30,6275-0,09 мм.
17) [Z1315-А] = Ж10-А + Е 1310-А 4505+ Е1315-А 4505–Ж15-А;
Ж10-А ср =[Z1315-А] ср + Е 1310-А 4505+ Е1315-А 4505+Ж15-А ср = 0,269 + 0,1+0,08+ 15,26875 = 15,71685 мм;
2Ж10-А max= 31,4337 + 0,35/2 = 31,6087 мм;
2Ж10-Аном =31,6087-0,35 мм.
Сведем результаты расчета в таблицу 5. 4.
Таблица 5.4. Значения операционных размеров в радиальном направлении
| Обозначение | Допуски, мм | Предельные размеры, мм | Операционный размер, мм | |
| min | max | |||
|
2А 00 |
1,4 | 91,618 | 93,018 |
92,118 |
|
2Б 00 |
1,4 | 68,304 | 69,704 |
68,804 |
|
2В00 |
1,4 | 48,87 | 50,27 |
49,37 |
|
2А10-Б |
0,55 | 87,927 | 88,477 |
88,477-0,55 |
|
2Б10-Б |
0,50 | 64,542 | 65,042 |
65,042-0,5 |
|
2В10-Б |
0,37 | 48,16 | 48,53 |
48,53-0,37 |
|
2Е10-А |
0,35 | 41,5625 | 41,9125 |
41,9125-0,35 |
|
2Ж10-А |
0,35 | 31,2587 | 31,6087 |
31,6087-0,35 |
|
2А15-Б |
0,26 | 86,87 | 87,13 | 87±0,13 |
|
2Б15-Б |
0,22 | 63,372 | 63,592 |
63,592-0,22 |
|
2В15-Б |
0,184 | 47,247 | 47,431 |
47,431-0,184 |
|
2Е15-А |
0,18 | 40,7495 | 40,9295 |
40,9295-0,18 |
|
2Ж15-А |
0,18 | 30,5375 | 30,6275 |
30,6275-0,09 |
|
2Б20-Б |
0,076 | 62,924 | 63 |
63-0,076 |
|
2В20-Б |
0,069 | 46,8735 | 46,8985 |
46,8985-0,025 |
|
2Е20-А |
0,069 | 40,455 | 40,480 |
40,480-0,025 |
|
2Ж20-А |
0,069 | 30,283 | 30,352 |
30,352-0,069 |
|
2В55-Б |
0,025 | 45,062 | 45,078 |
45,078-0,016 |
|
2Е55-А |
0,025 | 39,975 | 40 |
40-0,025 |
|
2Ж55-А |
0,025 | 30,050 | 30,066 |
30,066-0,016 |
|
2В60-А |
0,016 | 44,991 | 45,025 |
45 |
|
2Ж60-А |
0,009 | 30,002 | 30,011 |
30 |
Значения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в радиальном направлении, а также полученные размеры заготовки проставляем на чертеже заготовки.
Размерный анализ показал, что выбранные по плану изготовления схемы базирования, способы простановки размеров и оборудование выбрано правильно и предлагаемый технологический процесс обеспечивает выполнение заданных чертежом детали размеров и технических требований. Более того, проверка замыкающих звеньев, показала, что они имеют значительный запас точности, это позволит при внедрении технологического процесса в производство несколько расширить допуски на некоторых операциях и тем обеспечить снижение трудоемкости изготовления детали.
6. Проектирование технологических операций
Задача раздела – рассчитать такие режимы резания на операции технологического процесса, которые обеспечили бы заданный выпуск деталей требуемого качества с минимальными затратами.
6.1 Выбор режимов резания
Расчет режимов резания выполним табличным способом [баранчиков] для операций 05,10,15,20,35,50,55 для операций 25 и 30– по эмпирическим зависимостям [Кос 2].
Общие исходные данные для всех операций ТП:
Деталь – вал;
Материал – сталь 30ХМА ГОСТ 4541-71 ;
Заготовка – поковка ;
Операция 005 Фрезерно-центровальная
переход 1 (фрезерование торцов 1 и 17):
1) глубина резания: t = 1 мм; t = 3,5 мм.
2) подача на оборот:
Sо= SZT ×КSо, (6.1)
где SZT - табличная подача на зуб; по табл. 111 [бар] с учетом исходных данных определяем табличное значение подачи SZT= 0,14 мм/зуб.
КSо – общий поправочный коэффициент на подачу:
КSZ = КzR ×Кzф×КSи, ×КSzc (6.2)
где КzR - коэффициент, учитывающий шероховатость обработанной поверхности, по табл. 114 [бар] принимаем КzR = 0,25;
Кzф – коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 114 [бар] принимаем Кzф = 1,0;
КSи- коэффициент, учитывающий материал фрезы, по табл. 114 [бар] принимаем КSи=1,0;
КSzc - коэффициент, учитывающий шифр схемы фрезерования, по табл. 114 [бар] принимаем КSzc =1,0;
SZ= 0,14×0,25×1,0×1,0 = 0,035 мм/об.
3) cкорость резания определяем по формуле:
V = Vт×Kv, (6.3)
где Vт – табличное значение скорости резания, по табл. 117 [бар] принимаем в зависимости от диаметра фрезы и глубины резания: Vт = 130 м/мин;
KV – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Kv = KVм×KVи×KVф×KVВ×KVп×KVо, (6.4)
где КVм – коэффициент обрабатываемости материала, по табл. 1 [бар] принимаем КVм =0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 118 [бар] принимаем КVи = 1,0;
KVВ– коэффициент, учитывающий ширину фрезерования, по табл. 129 [бар] принимаем KVВ = 1,2;
KVф– коэффициент, учитывающий конфигурацию поверхности, по табл. 118 [бар] принимаем KVф =1,0;
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 118 [бар] принимаем КVп = 0,8;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0.
V = 130× 0,67×1,0×1,2× 1,0×0,8= 83,6 м/мин;
Частоту вращения шпинделя определяем по формуле (6. 5):
n = 1000V/pd, (6.5)
n5 = 1000×83,6/3,14×100= 266 об/мин.
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является:
nф = 300 об/ми.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле (6.6):
Vф = π·d·n/1000, м/мин; (6.6)
Vф = 3,14·100·300/1000 = 94.2 м/мин.
переход 2 (сверление центровых отверстий 48 и 49):
1) глубина резания: t = 2 мм;
2) подача на оборот:
Подачу на оборот расчитываем по формуле (6.7): . Sо=SОт×КSо, (6.7)
где SОт - табличная подача на оборот, SОT= 0,07 мм/об;
КSо – общий поправочный коэффициент на подачу:
КSо = КSl× KSж×КSи×KSd× KSм, (6.8)
КSl- коэффициент, учитывающий глубину сверления, по табл. 65 [бар] принимаем КSl=1,0;
КSЖ- коэффициент, учитывающий глубину сверления, по табл. 65 [бар] принимаем КSЖ=1,0;
КSи - коэффициент, учитывающий материал инструмента, по табл. 65 [бар] принимаем КSи = 1,0;
КSd - коэффициент, учитывающий тип отверстия, по табл. 65 [бар] принимаем КSd = 0.5;
КSм – коэффициент, учитывающий группу обрабатываемого материала и группу подач, по табл. 65 [бар] принимаем КSм = 1,0;
Sо= 0,07×1,0×1,0×1,0×0,5 ×1,0= 0,035 мм/об.
Скорость резания определяем по формуле (6.9):
V = Vт×Kv, (6.9)
где Vт – табличное значение скорости резания, по табл. 66 [бар] принимаем в зависимости от диаметра сверла и подачи: Vт = 46 м/мин,
KV – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, определяем по формуле (6.10):
Kv = KVм×KVи×KVm×KVж×KVп×KVо ×KVφ, (6.10)
КVм – коэффициент обрабатываемости материала, по табл. 67 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий стойкость инструмента, по табл. 67 [бар] принимаем КVи = 0,91;
KVm– коэффициент, учитывающий фактическую стойкость инструмента, по табл. 67 [бар] принимаем КVm = 1,0;
KVd– коэффициент, учитывающий обрабатываемого отверстия, по табл. 67 [бар] принимаем KVd = 0,9;
KVl– коэффициент, учитывающий длину сверления, по табл. 67 [бар] принимаем КVl = 1.0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0.
V1 = 46× 0,67×0,91×1,0 0,9×1,0×1,0= 25,24 м/мин;
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×25,24/3,14×4= 2009,5 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 2000 об/мин.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле (6.3.):
Vф = 3,14·4·2000/1000 = 25,12 м/мин.
Операция 010 Токарная
Установ А (наружное точение торцов 46 и 50, шеек 11 и 131)
1) глубина резания: tА1 = tА3 = 3 мм; tА2 = 1,95 мм; tА4 = 1,75 мм.
2) подача на оборот по формуле (6.7):
SОT1= SОT2= SОT3= SОT4=0,38 мм/об;
КSо – общий поправочный коэффициент на подачу:
КSо = КSп×КSи×KSф×KSз×KSж×KSм, (6.11)
где КSп - коэффициент, учитывающий состояние обрабатываемой поверхности по табл. 30 [бар] принимаем КSп1 = 0,8; КSп2-4 = 1,0;
КSи– коэффициент, учитывающий материал инструмента, по табл. 30 [бар] принимаем КSи = 1,5;
KSф– коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 30 [бар] принимаем КSф = 1,0;
KSз– коэффициент, учитывающий влияние закалки, принимаем равным 1,0- т.к. термическая обработка происходит после 010 операции;
KSж– коэффициент, учитывающий жесткость технологической системы, по табл. 30 [бар] принимаем КSж1-2=0,62; КSж3-4=0,45;
KSм– коэффициент, учитывающий материал обрабатываемой детали, по табл. 30 [бар] принимаем КSм = 1,07;
Sо1= 0,38×0,8×1,5×1,0××0,62×1,07 = 0,303 мм/об.
Sо2= 0,38×1,0×1,5×1,0××0,62×1,07 = 0,378 мм/об.
Sо3,4= 0,38×1,0×1,5×1,0××0,45×1,07 = 0,274 мм/об.
3) скорость резания определяем по формуле:
V = Vт×Kv, (6.12)
где Vт – табличное значение скорости резания, по табл. 36 [бар] принимаем в зависимости от Sо: Vт1,3 = 182 м/мин, Vт2,4 = 192 м/мин (установ Б);
KV – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Kv = KVм×KVи×KVm×KVж×KVп×KVо ×KVφ, (6.13)
где КVм – коэффициент обрабатываемости материала, по табл. 37 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 37 [бар] принимаем КVи =1,0;
KVm– коэффициент, учитывающий вид обработки, по табл. 37 [бар] принимаем КVm = 1,0;
KVж– коэффициент, учитывающий жесткость технологической системы, по табл. 37 [бар] принимаем КVж1,2 =0,61; КVж3,4 =0,45
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 35 [бар] принимаем КVп1 = 0,85; КVп2-4 = 1,0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0;
KVφ– коэффициент, учитывающий влияние угла в плане, по табл. 37 [бар] принимаем KVφ=0,81.
V1 = 182× 0,67×1,0×1,0×0,61×0,85×1,0×0,81= 51,21 м/мин;
V2 = 192 0,67× 1,0×1,0×0,61×1,0×1,0×0,81 = 63,56 м/мин,
V3 = 182 0,67× 1,0×1,0×0,45×1,0×1,0×0,81 = 44,45 м/мин,
V4 = 192 0,67× 1,0×1,0×0,45×1,0×1,0×0,81 = 46,89 м/мин,
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×51,21/3,14×92,2= 176,89 об/мин;
n2 = 1000×63,56 /3,14×92,2 = 219,54 об/мин;
n2 = 1000×44,45 /3,14×92,2 = 153,54 об/мин;
n2 = 1000×46,89 /3,14×92,2 = 161,96 об/мин.
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 200 об/мин.
Определим фактическую скорость резания согласно принятой частоте вращения шпинделя по формуле (6.3):
Vф = 3,14·92,2·200/1000 = 57,9 м/мин;
Установ Б (наружное точение 4 и 6, торцов 3 и 5), переходы 1,2,3
1) глубина резания:
tБ1 = 1,865 мм; tБ2 = 1,88 мм; tБ3 = 0,735 мм.
2) подача на оборот по формуле (6.7):
SОT1= SОT2= SОT3 =0,46 мм/об;
КSо – общий поправочный коэффициент на подачу:
КSп - коэффициент, учитывающий состояние обрабатываемой поверхности по табл. 30 [бар] принимаем КSп1-3 = 0,8;
КSи– коэффициент, учитывающий материал инструмента, по табл. 30 [бар] принимаем КSи = 1,5;
KSф– коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 30 [бар] принимаем КSф = 1,0;
KSз– коэффициент, учитывающий влияние закалки, принимаем равным 1,0- т.к. термическая обработка происходит после 010 операции;
KSж– коэффициент, учитывающий жесткость технологической системы, по табл. 30 [бар] принимаем КSж1-2=0,83; КSж3=0,62;
KSм– коэффициент, учитывающий материал обрабатываемой детали, по табл. 30 [бар] принимаем КSм = 1,07;
Sо1= 0,46×0,8×1,5×1,0××0,83×1,07 = 0,49 мм/об.
Sо2= 0,46×0,8×1,5×1,0××0,83×1,07 = 0,49 мм/об.
Sо3= 0,46×0,8×1,5×1,0××0,62×1,07 = 0,37 мм/об.
2) скорость резания:
Vт – табличное значение скорости резания, по табл. 36 [бар] принимаем в зависимости от Sо: Vт1,2 = 190 м/мин, Vт3 =202 м/мин.
КVм – коэффициент обрабатываемости материала, по табл. 37 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 37 [бар] принимаем КVи =1,0;
KVm– коэффициент, учитывающий вид обработки, по табл. 37 [бар] принимаем КVm = 1,0;
KVж– коэффициент, учитывающий жесткость технологической системы, по табл. 37 [бар] принимаем КVж1,2 =0,82; КVж3=0,61
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 35 [бар] принимаем КVп1-3 = 0,85;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0;
KVφ– коэффициент, учитывающий влияние угла в плане, по табл. 37 [бар] принимаем KVφ=0,81.
V1 = 190× 0,67×1,0×1,0×0,82×0,85×1,0×0,81= 71,87 м/мин;
V2 = 202 0,67× 1,0×1,0×0,82×0,85×1,0×0,81 = 76,41 м/мин,
V3 = 202 0,67× 1,0×1,0×0,61×0,85×1,0×0,81 = 56,84 м/мин,
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×71,87/3,14×41,2= 555,54 об/мин;
n2 = 1000×76,41/3,14×41,2 = 590,64 об/мин;
n3 = 1000×56,84/3,14×41,2 = 439,37об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 550 об/мин.
Определим фактическую скорость резания согласно принятой частоте вращения шпинделя по формуле (6.3):
Vф = 3,14·41,2·550/1000 = 71,15 м/мин.
Операция 015 Токарная
Установ А (наружное точение торцов 46 и 50, шеек 11 и 131)
1) глубина резания: t1 = 0,5 мм; t2 = 0,6 мм.
2) подача на оборот по формуле (6.7):
SОT1= SОT2 =0,38 мм/об;
КSп - коэффициент, учитывающий состояние обрабатываемой поверхности по табл. 30 [бар] принимаем КSп1,2 = 1,0;
КSи– коэффициент, учитывающий материал инструмента, по табл. 30 [бар] принимаем КSи = 1,5;
KSф– коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 30 [бар] принимаем КSф = 1,0;
KSз– коэффициент, учитывающий влияние закалки, принимаем равным 1,0- т.к. термическая обработка происходит после 015 операции;
KSж– коэффициент, учитывающий жесткость технологической системы, по табл. 30 [бар] принимаем КSж1=0,62; КSж2=0,45;
KSм– коэффициент, учитывающий материал обрабатываемой детали, по табл. 30 [бар] принимаем КSм = 1,07;
Sо1= 0,38×1,0×1,5×1,0××0,62×1,07 = 0,378 мм/об.
Sо2= 0,38×1,0×1,5×1,0××0,45×1,07 = 0,274 мм/об.
3) скорость резания определяем по формуле (6.12):
Vт – табличное значение скорости резания, по табл. 36 [бар] принимаем в зависимости от Sо: Vт1,2 = 239 м/мин,
КVм – коэффициент обрабатываемости материала, по табл. 37 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 37 [бар] принимаем КVи =1,0;
KVm– коэффициент, учитывающий вид обработки, по табл. 37 [бар] принимаем КVm = 1,0;
KVж– коэффициент, учитывающий жесткость технологической системы, по табл. 37 [бар] принимаем КVж1 =0,61; КVж2 =0,45
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 35 [бар] принимаем КVп1,2= 1,0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0;
KVφ– коэффициент, учитывающий влияние угла в плане, по табл. 37 [бар] принимаем KVφ=0,81.
V1 = 239× 0,67×1,0×1,0×0,61×1,0×1,0×0,81= 79,12 м/мин;
V2 = 239× 0,67×1,0×1,0×0,45×1,0×1,0×0,81= 58,36 м/мин;
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×79,12/3,14×88,5= 273,29 об/мин;
n2 = 1000×58,36 /3,14×88,5 = 201,58 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 315 об/мин.
Определим фактическую скорость резания согласно принятой частоте вращения шпинделя по формуле (6.3):
Vф = 3,14·88,5·315/1000 = 91,19 м/мин;
Установ Б (наружное точение 4 и 6, торцов 3 и 5), переходы 1,2,3
1) глубина резания:
t1 = 0,76 мм; t2 = 0,725 мм; t3 = 0,55 мм.
2) подача на оборот по формуле (6.7):
SОT1= SОT2= SОT3 =0,46 мм/об;
КSп - коэффициент, учитывающий состояние обрабатываемой поверхности по табл. 30 [бар] принимаем КSп1-3 = 1,0;
КSи– коэффициент, учитывающий материал инструмента, по табл. 30 [бар] принимаем КSи = 1,5;
KSф– коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 30 [бар] принимаем КSф = 1,0;
KSз– коэффициент, учитывающий влияние закалки, принимаем равным 1,0- т.к. термическая обработка происходит после 015 операции;
KSж– коэффициент, учитывающий жесткость технологической системы, по табл. 30 [бар] принимаем КSж1-2=0,83; КSж3=0,62;
KSм– коэффициент, учитывающий материал обрабатываемой детали, по табл. 30 [бар] принимаем КSм = 1,07;
Sо1= 0,46×1,0×1,5×1,0××0,83×1,07 = 0,61 мм/об.
Sо2= 0,46×1,0×1,5×1,0××0,83×1,07 = 0,61 мм/об.
Sо3= 0,46×1,0×1,5×1,0××0,62×1,07 = 0,46 мм/об.
2) скорость резания:
Vт – табличное значение скорости резания, по табл. 36 [бар] принимаем в зависимости от Sо: Vт1,2 = 202 м/мин, Vт3 =223 м/мин.
КVм – коэффициент обрабатываемости материала, по табл. 37 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 37 [бар] принимаем КVи =1,0;
KVm– коэффициент, учитывающий вид обработки, по табл. 37 [бар] принимаем КVm = 1,0;
KVж– коэффициент, учитывающий жесткость технологической системы, по табл. 37 [бар] принимаем КVж1,2 =0,82; КVж3=0,61
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 35 [бар] принимаем КVп1-3 = 1,0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0;
KVφ– коэффициент, учитывающий влияние угла в плане, по табл. 37 [бар] принимаем KVφ=0,81.
V1 = 202× 0,67×1,0×1,0×0,82×1,0×1,0×0,81= 89,89 м/мин;
V2 = 202 0,67× 1,0×1,0×0,82×1,0×1,0×0,81 = 89,89 м/мин,
V3 = 223 0,67× 1,0×1,0×0,61×1,0×1,0×0,81 = 121,02 м/мин,
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×89,89/3,14×40,92= 699,59 об/мин;
n2 = 1000×89,89/3,14×40,92 = 699,59 об/мин;
n3 = 1000×121,02/3,14×40,92 = 941,87 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 1000 об/мин.
Определим фактическую скорость резания согласно принятой частоте вращения шпинделя по формуле (6.3):
Vф = 3,14·40,92·1000/1000 = 128,48 м/мин.
Операция 020 Токарная с ЧПУ
Установ А (наружное точение торцов 46,12, 9 и 50, шеек 11,10 и 13)
1) глубина резания: t1 = 0,13 мм; t2 = 0,09 мм, t3 = 0,05 мм; t4 = 2,5 мм.
2) подача на оборот по формуле (6.7):
SОT1= SОT2 = SОT3= SОT4 =0,38 мм/об;
КSп - коэффициент, учитывающий состояние обрабатываемой поверхности по табл. 30 [бар] принимаем КSп1,2 = 1,0;
КSи– коэффициент, учитывающий материал инструмента, по табл. 30 [бар] принимаем КSи = 1,5;
KSф– коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 30 [бар] принимаем КSф = 1,0;
KSз– коэффициент, учитывающий влияние закалки, принимаем равным 1,0- т.к. термическая обработка происходит после 020 операции;
KSж– коэффициент, учитывающий жесткость технологической системы, по табл. 30 [бар] принимаем КSж1=0,45; КSж2-4=0,62;
KSм– коэффициент, учитывающий материал обрабатываемой детали, по табл. 30 [бар] принимаем КSм = 1,07;
Sо1= 0,38×1,0×1,5×1,0××0,45×1,07 = 0,274 мм/об.
Sо2= 0,38×1,0×1,5×1,0××0,62×1,07 = 0,378 мм/об.
Sо3= 0,38×1,0×1,5×1,0××0,62×1,07 = 0,378 мм/об.
Sо4= 0,38×1,0×1,5×1,0××0,62×1,07 = 0,378 мм/об.
3) скорость резания определяем по формуле (6.12):
Vт – табличное значение скорости резания, по табл. 36 [бар] принимаем в зависимости от Sо: Vт1-3 = 239 м/мин, Vт4 = 197 м/мин.
КVм – коэффициент обрабатываемости материала, по табл. 37 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 37 [бар] принимаем КVи =1,0;
KVm– коэффициент, учитывающий вид обработки, по табл. 37 [бар] принимаем КVm = 1,0;
KVж– коэффициент, учитывающий жесткость технологической системы, по табл. 37 [бар] принимаем КVж1 =0,45; КVж2-4 =0,61
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 35 [бар] принимаем КVп1,2= 1,0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0;
KVφ– коэффициент, учитывающий влияние угла в плане, по табл. 37 [бар] принимаем KVφ=0,81.
V1 = 239× 0,67×1,0×1,0×0,45×1,0×1,0×0,81= 58,36м/мин;
V2 = 239× 0,67×1,0×1,0×0,61×1,0×1,0×0,81= 79,12м/мин;
V3 = 239× 0,67×1,0×1,0×0,61×1,0×1,0×0,81= 79,12 м/мин;
V4 = 197× 0,67×1,0×1,0×0,61×1,0×1,0×0,81= 65,21 м/мин;
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×58,36/3,14×87= 213,63 об/мин;
n2 = 1000×79,12 /3,14×87 = 289,62 об/мин;
n3 = 1000×79,12/3,14×87= 289,62 об/мин;
n4 = 1000×65,21 /3,14×87 = 238,7 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 315 об/мин.
Определим фактическую скорость резания согласно принятой частоте вращения шпинделя по формуле (6.3):
Vф = 3,14·87·315/1000 = 86,05 м/мин;
Установ Б (наружное точение 4 и 6, торцов 3 и 5), переход 1
1) глубина резания:
t = 0,5 мм;
2) подача на оборот по формуле (6.7):
SОT= 0,46 мм/об;
КSп - коэффициент, учитывающий состояние обрабатываемой поверхности по табл. 30 [бар] принимаем КSп1 = 1,0;
КSи– коэффициент, учитывающий материал инструмента, по табл. 30 [бар] принимаем КSи = 1,5;
KSф– коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 30 [бар] принимаем КSф = 1,0;
KSз– коэффициент, учитывающий влияние закалки, принимаем равным 1,0- т.к. термическая обработка происходит после 020 операции;
KSж– коэффициент, учитывающий жесткость технологической системы, по табл. 30 [бар] принимаем КSж1=0,83;
KSм– коэффициент, учитывающий материал обрабатываемой детали, по табл. 30 [бар] принимаем КSм = 1,07;
Sо= 0,46×1,0×1,5×1,0××0,83×1,07 = 0,61 мм/об.
2) скорость резания:
Vт – табличное значение скорости резания, по табл. 36 [бар] принимаем в зависимости от Sо: Vт =223 м/мин.
КVм – коэффициент обрабатываемости материала, по табл. 37 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 37 [бар] принимаем КVи =1,0;
KVm– коэффициент, учитывающий вид обработки, по табл. 37 [бар] принимаем КVm = 1,0;
KVж– коэффициент, учитывающий жесткость технологической системы, по табл. 37 [бар] принимаем КVж =0,82;
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 35 [бар] принимаем КVп = 1,0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0;
KVφ– коэффициент, учитывающий влияние угла в плане, по табл. 37 [бар] принимаем KVφ=0,81.
V = 223× 0,67×1,0×1,0×0,82×1,0×1,0×0,81= 99,23 м/мин;
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×99,23/3,14×40,48= 780,68 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 800 об/мин.
Определим фактическую скорость резания согласно принятой частоте вращения шпинделя по формуле (6.3):
Vф = 3,14·40,48·800/1000 = 101,68 м/мин.
Операция 035 Фрезерная
переход 1 (фрезерование паза 14,15):
1) глубина резания: t = 4,1 мм;
2) подача на оборот:
по табл. 111 [бар] с учетом исходных данных определяем табличное значение подачи SZT= 0,05 мм/зуб.
КzR - коэффициент, учитывающий шероховатость обработанной поверх-ности, по табл. 114 [бар] принимаем КzR = 0,25;
Кzф – коэффициент, учитывающий форму обрабатываемой поверхности, по табл. 114 [бар] принимаем Кzф = 1,0;
КSи- коэффициент, учитывающий материал фрезы, по табл. 114 [бар] принимаем КSи=1,0;
КSzc - коэффициент, учитывающий шифр схемы фрезерования, по табл. 114 [бар] принимаем КSzc =1,0;
SZ= 0,05×0,25×1,0×1,0 = 0,0125 мм/об.
3) cкорость резания определяем по формуле:
Vт – табличное значение скорости резания, по табл. 128 [бар] принимаем в зависимости от диаметра фрезы и глубины резания: Vт = 69 м/мин;
КVм – коэффициент обрабатываемости материала, по табл. 1 [бар] принимаем КVм =0,67;
КVи– коэффициент, учитывающий материал инструмента, по табл. 118 [бар] принимаем КVи = 1,0;
KVВ– коэффициент, учитывающий ширину фрезерования, по табл. 129 [бар] принимаем KVВ = 1,2;
KVф– коэффициент, учитывающий конфигурацию поверхности, по табл. 118 [бар] принимаем KVф =1,0;
KVп– коэффициент, учитывающий состояние обрабатываемой поверхности, по табл. 118 [бар] принимаем КVп = 1,0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0.
V = 69× 0,67×1,0×1,2× 1,0×1,0= 55,48 м/мин;
Частоту вращения шпинделя определяем по формуле (6. 5):
n5 = 1000×55,48/3,14×8= 2208,6 об/мин.
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является:
nф = 2200 об/мин.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле (6.6):
Vф = 3,14·8·2200/1000 = 55,26 м/мин.
переход 2 (сверление отверстия 35):
1) глубина резания: t = 1,25 мм.
2) подача на оборот:
Подачу на оборот рассчитываем по формуле (6.7): .
SОт - табличная подача на оборот, SОT= 0,06 мм/об;
КSl- коэффициент, учитывающий глубину сверления, по табл. 65 [бар] принимаем КSl=1,0;
КSЖ- коэффициент, учитывающий жесткость технологической системы, по табл. 65 [бар] принимаем КSЖ=1,0;
КSи - коэффициент, учитывающий материал инструмента, по табл. 65 [бар] принимаем КSи = 1,0;
КSd - коэффициент, учитывающий тип отверстия, по табл. 65 [бар] принимаем КSd = 0.5;
КSм – коэффициент, учитывающий группу обрабатываемого материала и группу подач, по табл. 65 [бар] принимаем КSм = 1,0;
Sо= 0,06×1,0×1,0×1,0×0,5 ×1,0= 0,03 мм/об.
Скорость резания определяем по формуле (6.9):
Vт – табличное значение скорости резания, по табл. 66 [бар] принимаем в зависимости от диаметра сверла и подачи: Vт = 81 м/мин,
KV – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, определяем по формуле (6.10):
КVм – коэффициент обрабатываемости материала, по табл. 67 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий стойкость инструмента, по табл. 67 [бар] принимаем КVи = 0,91;
KVm– коэффициент, учитывающий фактическую стойкость инструмента, по табл. 67 [бар] принимаем КVm = 1,0;
KVd– коэффициент, учитывающий диаметр обрабатываемого отверстия, по табл. 67 [бар] принимаем KVd = 0,9;
KVl– коэффициент, учитывающий длину сверления, по табл. 67 [бар] принимаем КVl = 1.0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0.
V = 81× 0,67×0,91×1,0 0,9×1,0×1,0= 44,44 м/мин;
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×44,44/3,14×2,5= 5661 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 2000 об/мин.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле (6.3.):
Vф = 3,14·2,5·2000/1000 = 15,7 м/мин.
переход 3 (зенкерование отверстия 35):
1) глубина резания: t = 0,75 мм.
2) подача на оборот:
Подачу на оборот рассчитываем по формуле (6.7): .
SОт - табличная подача на оборот, SОT= 1,5 мм/об;
КSd - коэффициент, учитывающий тип отверстия, по табл. 65 [бар] принимаем КSd = 0.5;
КSм – коэффициент, учитывающий группу обрабатываемого материала и группу подач, по табл. 65 [бар] принимаем КSм = 0,40;
Sо= 1,5×0,5×0,40= 0,3 мм/об.
Скорость резания определяем по формуле (6.9):
Vт – табличное значение скорости резания, по табл. 66 [бар] принимаем в зависимости от диаметра сверла и подачи: Vт = 22 м/мин,
KV – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания, определяем по формуле (6.10):
КVм – коэффициент обрабатываемости материала, по табл. 67 [бар] принимаем КVм = 0,67;
КVи– коэффициент, учитывающий стойкость инструмента, по табл. 67 [бар] принимаем КVи = 0,91;
KVm– коэффициент, учитывающий фактическую стойкость инструмента, по табл. 73 [бар] принимаем КVm = 1,0;
KVd– коэффициент, учитывающий диаметр обрабатываемого отверстия, по табл. 73 [бар] принимаем KVd = 0,9;
KVп– коэффициент, учитывающий состояние поверхности отверстия, по табл. 75 [бар] принимаем КVl = 1.0;
KVо– коэффициент, учитывающий влияние СОЖ, КVо = 1,0.
V = 22× 0,67×0,91×1,0 0,9×1,0×1,0= 12,07 м/мин;
Частоту вращения шпинделя определяем по формуле (6.2):
n1 = 1000×12,07/3,14×4= 961 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей по паспортным данным, такой частотой вращения является: nф = 1000 об/мин.
Определим фактическую скорость резания согласно принятой частоте вращения шпинделя по формуле (6.3.):
Vф = 3,14·4·1000/1000 = 12,56 м/мин.
Операция 35 Плоскошлифовальная
Переход 1 (плоское шлифование):
а) глубина резания: t = 0,001 мм;
б) поперечная подача:
SВ=SВт×КSВ, (6.14)
вертикальная подача:
St=Stт×КSt, (6.15)
KSB (KSt) = KM×KН×KВ×KD×KT×KlT Kl, (6.16)
где SВт – табличное значение вертикальной подачи;
Stт – табличное значение поперечной подачи;
Kм– коэффициент, учитывающий материал обрабатываемой детали;
Км = 1,0;
КН - коэффициент, учитывающий ширину детали, КН =0,63;
КВ– коэффициент, учитывающий диаметр шлифовального круга, КВ = 0,5;
КD– коэффициент, учитывающий диаметр шлифовального круга, КD = 0,5;
KT – коэффициент, учитывающий стойкость круга KT = 0,74;
KlT – коэффициент, учитывающий точность обработки, KlT = 0,75;
Kl – коэффициент, учитывающий длину обрабатываемой поверхности, Kl =0,85;
KSB = 1,0×1,0×0,63×0,5×0,74×0,75 ×0,85=0,15
SВ=0,004×0,15=0,001мм.
St=0,013×0,15=0,002 мм.
в) скорость резания:
V= 30 м/с.
Операция 055 Круглошлифовальная.
Установ А и Б (круглое наружное шлифование):
а) глубина резания: t = 0,001 мм;
б) радиальная подача:
St=StТ×КSt, (6.17)
KSt = KM×KR×KD× KVк× KT×KlT Kh, (6.18)
где Kм– коэффициент, учитывающий материал обрабатываемой детали;
Км = 1,0;
КR - коэффициент, учитывающий ширину детали, КН =0,85;
КD– коэффициент, учитывающий диаметр шлифовального круга, КD = 0,42;
KVк – коэффициент, учитывающий скорость круга, KVк = 1,0;
KT – коэффициент, учитывающий стойкость круга, KT = 0,74;
KlT – коэффициент, учитывающий точность обработки, KlT = 0,75;
Kh – коэффициент, учитывающий припуск на обработку, Kh =1,16;
KSt = 1,0×0,85×0,42×0,74×0,7×1,16 =0,21.
St=0,003×0,21=0,001 мм.
в) скорость резания:
V= 30 м/с.
г) частота вращения шпинделя:
n = 1000 об/мин.
Операция 055 Круглошлифовальная.
Установ А и Б (круглое наружное шлифование):
а) глубина резания: t = 0,001 мм;
б) радиальная подача:
Kм– коэффициент, учитывающий материал обрабатываемой детали;
Км = 1,0;
КR - коэффициент, учитывающий ширину детали, КН =0,85;
КD– коэффициент, учитывающий диаметр шлифовального круга, КD = 0,42;
KVк – коэффициент, учитывающий скорость круга, KVк = 1,0;
KT – коэффициент, учитывающий стойкость круга, KT = 0,74;
KlT – коэффициент, учитывающий точность обработки, KlT = 0,75;
Kh – коэффициент, учитывающий припуск на обработку, Kh =1,16;
KSt = 1,0×0,85×0,42×0,74×0,7×1,16 =0,21.
St=0,003×0,21=0,001 мм.
в) скорость резания:
V= 30 м/с.
г) частота вращения шпинделя:
n = 1000 об/мин.
Расчет режимов резания на 025 и 030 операцию ведем по [Косилова 2].
Операция 025 Токарная
Установ А: переход 1 (сверление отв.), переход 2 (зенкерование), переход 3 (нарезание резьбы метчиком); установ Б: переход 1 (сверление):
1) глубина резания:
для установа А: t1 = 6 мм; t2 = 1 мм;
для установа Б: t = 3 мм;
2) подача на оборот:
для установа А: S1=0,17 мм/об; S2=0,5 мм/об; S3=0.9 мм/об;
для установа Б: S1=0,11 мм/об
Скорость резания по формуле при сверлении V, м/мин:
![]() , (6.19)
, (6.19)
Скорость резания по формуле при зенкеровании V, м/мин:
![]() , (6.20)
, (6.20)
Скорость резания по формуле при нарезании резьбы метчиком V, м/мин:
![]() , (6.21)
, (6.21)
где СV, m, x,y – коэффициент и показатели степени при обработке сверлами, зенкерами, нарезании резьбы метчиком, принимаем по табл. 49,29 [т.2ко];
T – стойкость инструмента, мин принимаем: для установа А: T1=45 мин, , T2=30 мин, T3=90 мин; для установа Б: T1=45 мин.
![]() , (6.22)
, (6.22)
где KMV –коэффициент, учитывающий влияние материала заготовки, табл.1;
KиV –коэффициент, учитывающий материал инструмента, табл.6[кос];
KlV –коэффициент, учитывающий глубину сверления, по табл. 31[кос];
Для установа А: переход 1- СV=7,0;q=0.40; y=0.70; m=0.20, KV=1,0
переход 2- СV=16,3; x=0,2; y=0.5; m=0.3, q=0,3;KV=0,705;
переход 3- СV=64,8; q=1,2,y=0,5; m=0,90, KV=1,0.
Для установа Б: СV=7,0;q=0.40; y=0.70; m=0.20, KV=1,0
Для установа А: переход 1-![]()
переход 2-![]() ;
;
переход 3- ![]()
Для установа Б: ![]()
Частота вращения шпинделя:
Для установа А: переход 1- n1 = 1000×30,12/3,14×11,6= 826,9 об/мин;;
переход 2- n2 = 1000×26,15/3,14×18=462,67 об/мин;;
переход 3- n3 = 1000×23,48/3,14×12= 623,14 об/мин;
для установа Б: n1 = 1000×23,18/3,14×6= 1230 об/мин.
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей на установе А: по паспортным данным, такой частотой вращения является: nф = 800 об/мин, на установе Б nф = 1200 об/мин
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле(6.7.):
Для установа А: переход 1- Vф = 3,14·11,6·800/1000 = 29,14 м/мин;
переход 2- Vф = 3,14·18·800/1000 = 45,22 м/мин;
переход 3- Vф = 3,14·12·800/1000 = 30,14 м/мин;
Для установа Б: Vф = 3,14·6·1230/1000 = 23,17 м/мин
Операция 030 Сверлильно-фрезерно-расточная:
переход 1 (сверление), переход 2 (зенкерование), переход 3 (нарезание резьбы метчиком), переход 4 (сверление):
1) глубина резания:
t1 = 1,75 мм; t2 = 2.25 мм; t4 = 4 мм.
2) подача на оборот:
S1=0,07 мм/об; S2=0,5 мм/об; S3=0,9 мм/об; S3=0,14 мм/об;
Скорости резания рассчитываем по формуле (6.19) при сверлении, (6.20) при зенкеровании и (6.21) при нарезании резьбы.
T –принимаем: для T1=45 мин, T2=30 мин, T3=90 мин, T4=45 мин.
переход 1- СV=7,0;q=0.40; y=0.70; m=0.20, KV=1,0
переход 2- СV=16,3; x=0,2; y=0.5; m=0.3, q=0,3;KV=0,705;
переход 3- СV=64,8; q=1,2,y=0,5; m=0,90, KV=1,0.
переход 4 - СV=7,0;q=0.40; y=0.70; m=0.20, KV=1,0
переход 1-![]()
переход 2-![]()
переход 3- ![]()
переход 4 - ![]()
Частота вращения шпинделя:
Для установа А: переход 1- n1 = 1000×4,96/3,14×3,5= 451,3 об/мин;;
переход 2- n2 = 1000×12,77/3,14×4,5=903,75 об/мин;;
переход 3- n3 = 1000×6,28/3,14×4= 500 об/мин;
переход 4- n4 = 1000×29,74/3,14×8= 1183,9 об/мин;
Окончательно принимаем частоту вращения шпинделя для обработки поверхностей по паспортным данным, такими частотами вращения являются: nф1 = 500 об/мин; nф2 = 900 об/мин; nф3 = 500 об/мин; nф4 = 1200 об/мин.
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле(6.):
Для установа А: переход 1- Vф = 3,14·3,5·500/1000 = 5,49 м/мин;
переход 2- Vф = 3,14·4,5·900/1000 = 12,7 м/мин;
переход 3- Vф = 3,14·4·500/1000 = 6,28 м/мин;
переход 4 - Vф = 3,14·8·1200/1000 = 30,14 м/мин.
переход 5, 6 (фрезерование):
1) глубина резания:
t = 11;
2) подача на зуб:
Sz = 0.04 мм/зуб;
2) скорость резания:
![]() (6.24)
(6.24)
где СV, m, x,y – коэффициент и показатели степени при обработке фрезами, принимаем по табл. 39 [т.2ко];
B – ширина фрезерования, мм;
z – количество зубьев, шт.
![]() , (6.25)
, (6.25)
где KMV –коэффициент, учитывающий влияние материала заготовки, табл.1;
KиV –коэффициент, учитывающий материал инструмента, табл.6[кос];
KlV –коэффициент, учитывающий глубину сверления, по табл. 31[кос];
![]() .
.
Стойкость фрез: Т = 80 мин.
СV=46,7;q=0,45; y=0.5; х = 0,5, m=0.33, u = 0.1, p = 0.1.

Частота вращения шпинделя:
n5,6 = 1000×41,2/3,14×22= 596 об/мин;;
Окончательно принимаем частоту вращения шпинделя для обработки всех поверхностей, по паспортным данным, такой частотой вращения является: nф = 600 об/мин
Определим фактическую скорость резания согласно принятой частоты вращения шпинделя по формуле(6.7.):
Vф = 3,14·22·600/1000 = 41,44 м/мин.
Составим сводную таблицу по режимам резания:
Таблица 6.7. Сводная таблица по режимам резания
| № | Название операции | № переход, установа |
Глубина резания t, мм |
Стойкость инструмент T, мин |
Подача на оборот So, мм/об |
Минутная подача Sмин = Son мм/мин |
Скорость резания V, м/мин | Частота вращения шпинделя n, об/мин |
| 005 | Фрезерно-центровальная |
1 |
1 | 60 | 0,035 | 11.025 | 94,2 | 315 |
|
2 |
2 | 45 | 0,035 | 70 | 25,12 | 2000 | ||
| 010 | Токарная | А-1 | 3 | 60 | 0,303 | 60,6 | 57,9 | 200 |
| 2 | 1,95 | 60 | 0,378 | 75,6 | 57,9 | 200 | ||
| 3 | 3 | 60 | 0,274 | 54,8 | 57,9 | 200 | ||
| 4 | 1,75 | 60 | 0,274 | 54,8 | 57,9 | 200 | ||
| Б-1 | 1,865 | 60 | 0,49 | 269,5 | 71,15 | 550 | ||
| 2 | 1,88 | 60 | 0,49 | 269,5 | 71,15 | 550 | ||
| 3 | 0,735 | 60 | 0,37 | 203,5 | 71,15 | 550 | ||
| 015 | Токарная | А-1 | 0,5 | 60 | 0,378 | 119,07 | 91,19 | 315 |
| 2 | 0,6 | 60 | 0,274 | 86,31 | 91,19 | 315 | ||
| Б-1 | 0,76 | 60 | 0,61 | 610 | 12,8,48 | 1000 | ||
| 2 | 0,725 | 60 | 0,61 | 610 | 128,48 | 1000 | ||
|
3 |
0,55 | 60 | 0,46 | 460 | 128,48 | 1000 | ||
| 020 | Токарная с ЧПУ | А-1 | 0,13 | 60 | 0,274 | 86,31 | 86,05 | 315 |
| 2 | 0,09 | 60 | 0,378 | 119,07 | 86,05 | 315 | ||
| 3 | 0,05 | 60 | 0,378 | 119,07 | 86,05 | 315 | ||
| 4 | 2,5 | 60 | 0,378 | 119,07 | 86,05 | 315 | ||
| Б | 0,5 | 60 | 0,61 | 488 | 101,68 | 800 | ||
| 025 | Токарная | А-1 | 6 | 45 | 0,17 | 136 | 29,14 | 800 |
| 2 | - | 90 | 0,9 | 720 | 30,14 | 800 | ||
| Б | 3 | 45 | 0,11 | 132 | 23,17 | 1200 | ||
| 030 | Сверлильно-фрезерно-расточная | 1 | 1,75 | 45 | 0,07 | 35 | 5,49 | 500 |
| 2 | 2,25 | 30 | 0,5 | 450 | 12,7 | 900 | ||
| 3 | - | 90 | 0,9 | 450 | 6,28 | 500 | ||
| 4 | 4 | 45 | 0,14 | 168 | 30,14 | 1200 | ||
| 5 | 11 | 80 | 0,04 | 24 | 41,4 | 600 | ||
| 6 | 11 | 80 | 0,04 | 24 | 41,4 | 600 | ||
| 035 | Фрезерная | 1 | 4,1 | 80 | 0,0125 | 27,5 | 55,26 | 2200 |
| 2 | 1,25 | 45 | 0,03 | 60 | 15,7 | 2000 | ||
| 3 | 0,75 | 30 | 0,3 | 300 | 12,56 | 1000 | ||
| 050 | Плоскошлифовальная | 1 | 0,001 | 60 |
0,001 0,002 |
0,03 | 30 | 1000 |
| 055 | Круглошлифовальная | А | 0,001 | 60 | 0,001 | 0,03 | 30 | 1000 |
| Б | 0,001 | 60 | 0,001 | 0,03 | 30 | 1000 | ||
| 060 | Круглошлифовальная | А | 0,001 | 60 | 0,001 | 0,03 | 30 | 1000 |
| Б | 0,001 | 60 | 0,001 | 0,03 | 30 | 1000 |
6.2 Расчет технических норм времени
В серийном производстве, когда обработка заготовки идет периодически повторяющимися партиями, за норму времени принимают штучно-калькуляционное время:
![]() ( 6.26)
( 6.26)
где Тп.з. – подготовительно-заключительное время, мин;
n – объем партии запуска заготовок, n=% шт;
Тшт – штучное время, мин.
![]() ( 6.27)
( 6.27)
где То – основное технологическое время, мин;
Тв – вспомогательное время, мин;
Тоб – время обслуживания, мин;
Тпер – время перерывов в работе, мин.
Основное технологическое время – время, в течение которого происходит непосредственное воздействие инструмента на заготовку и изменение ее состояния. При станочной обработке:
![]() (
6.27)
(
6.27)
где Lр.х. – длина рабочего хода, мм;
i – число рабочих ходов;
Sмин – минутная подача инструмента, мм/мин.
![]() (
6.28)
(
6.28)
где l – длина обрабатываемого участка, мм;
lвр – длина участка врезаемого инструмента, мм;
lпер – длина участка перебега инструмента, мм.
Сумма основного и вспомогательного времени составляет оперативное время:
![]() ( 6.29)
( 6.29)
При расчете основного технологического времени воспользуемся данными таблицы 6.7, вспомогательное, время обслуживания, время перерывов, подготовительно-заключительное время назначаем по [горбац]. Штучно-калькуляционное время рассчитываем только на отдельные установы.
Операция 005 Фрезерно-центровальная
переход 1: ![]()
переход 2: ![]()
Оперативное время:
![]()
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
Операция 010 Токарная
Установ А, переход 1: ![]()
Установ А, переход 2: ![]()
Установ А, переход 3: ![]()
Установ А, переход 4: ![]()
Оперативное время на установ А:
![]()
![]()
Установ Б, переход 1: ![]()
Установ Б, переход 2: ![]()
Установ Б, переход 3: ![]()
Оперативное время на установ Б:
![]()
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
Операция 015 Токарная
Установ А, переход 1: ![]()
Установ А, переход 2: ![]()
Оперативное время на установ А:
![]()
![]()
Установ Б, переход 1: ![]()
Установ Б, переход 2: ![]()
Установ Б, переход 3: ![]()
Оперативное время на установ Б:
![]()
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
Операция 020 Токарная
Установ А, переход 1: ![]()
Установ А, переход 2: ![]()
Установ А, переход 3: ![]()
Установ А, переход 4: ![]()
Оперативное время на установ А:
![]()
![]()
Установ Б: ![]()
Оперативное время на установ Б:
![]()
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
Операция 025 Токарная
Установ А, переход 1: ![]()
Установ А, переход 2: ![]()
Установ А, переход 3: ![]()
Оперативное время на установ А:
![]()
![]()
Установ Б: ![]()
Оперативное время на установ Б:
![]()
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
Операция 030 Сверлильно-фрезерно-расточная
переход 1: ![]()
переход 2: ![]()
переход 3: ![]()
переход 4: ![]()
переход 5: ![]()
переход 6: ![]()
Оперативное время:
![]()
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
Операция 035 Фрезерная
переход 1: ![]()
переход 2: ![]()
переход 3: ![]()
Оперативное время:
![]()
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
Операция 035 Плоскошлифовальная.
![]() ( 2.4.36)
( 2.4.36)
где n2х – число двойных ходов стола в мин;
S2х – подача на двойной ход стола, мм/дв;
К – коэффициент, учитывающий выхаживание и доводку при шлифовании К = 1,2…1,5.
Q – число одновременно обрабатываемых деталей.
![]() .
.
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Операция 040 Круглошлифовальная.
![]() ( 2.4.37)
( 2.4.37)
где Sв – вертикальная подача, мм/об;
Вк – ширина шлифовального круга, мм;
nД – частота вращения детали, об/мин;
i – число проходов инструмента,
![]() ( 2.4.38)
( 2.4.38)
где Z – припуск на сторону, мм.
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Операция 060 Круглошлифовальная.
![]()
Штучно-калькуляционное время:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Сведем рассчитанные нормы времени в таблицу 6.8 технических норм времени:
Таблица 6.8. Технические нормы времени
| Номер и наименование операции, установа |
То |
Тв |
ТоП |
Тоб |
Тпер |
Тшт |
Тп.з. |
n |
Тш.К. |
| 005 Фрезерно-центровальная | 8,627 | 0,113 | 8,74 | 0,699 | 0,175 | 9,614 | 22 | 54 | 10,02 |
| 010 Токарная |
9,79 0,776 |
1,01 1,11 |
10,8 1,886 |
0,89 | 0,25 | 13,83 | 8,5 | 54 | 13,98 |
| 015 Токарная |
3,44 0,339 |
0,91 0,91 |
4,35 1,249 |
0,39 | 0,11 | 6,099 | 8,5 | 54 | 6,26 |
| 020 Токарная с ЧПУ |
2,41 0,44 |
0,91 0,94 |
3,35 1,19 |
0,32 | 0,09 | 4,95 | 8,5 | 54 | 5,10 |
| 025 Токарная |
0,8 0,93 |
0,85 0,99 |
1,65 1,92 |
0,25 | 0,07 | 3,89 | 9,5 | 54 | 9,67 |
| 030 Сверлильно-фрезерно-расточная | 4,956 | 0,83 | 5,786 | 0,41 | 0,12 | 6,316 | 7,5 | 54 | 6,45 |
| 035 Фрезерная | 2,78 | 0,73 | 3,51 | 0,25 | 0,07 | 3,83 | 7,5 | 54 | 3,97 |
| 050 Плоскошлифовальная | 1,43 | 0,65 | 2,08 | 0,17 | 0,04 | 2,29 | 9,19 | 54 | 2,46 |
| 055 Круглошлифовальная | 0,19 | 0,70 | 0,89 | 0,08 | 0,08 | 0,99 | 9,37 | 54 | 1,16 |
| 060 Круглошлифовальная | 0,19 | 0,70 | 0,89 | 0,08 | 0,08 | 0,99 | 9,37 | 54 | 1,16 |
7. Линейная оптимизация режимов резания на токарной операции
7.1 Исходные данные
Переход чистового точения цилиндрических пов. Æ46,8985-0,025 мм, Æ40,480-0,025 мм, Æ30,352-0,069 мм на
токарно-винторезном станке с ЧПУ 16К20Ф3 Резом-вставкой для контурного точения
с углом в плане 93º, ТУ-2-035-892-82, Т15К6 с углом в плане – ![]() = 930.
= 930.
1) обрабатываемый материал – сталь 30ХМ;
2)
предел прочности
материала инструмента![]() = 690 МПа;
= 690 МПа;
3) диаметр обрабатываемой поверхности – Æ46,8985-0,025 мм;
4) режущий инструмент – резец-вставка (ТУ-2-035-892-82); материал режущей части – Т15К6:
5)
главный угол в
плане – ![]() = 930;
= 930;
6) глубина резания – t = 0,13 мм;
7) оборудование – токарный - винторезный станок с ЧПУ 16К20Ф3:
7.1) мощность электродвигателя ![]() = 10
кВт;
= 10
кВт;
7.2) Подача минимальная продольная (минутная) ![]() =
3 мм/мин;
=
3 мм/мин;
Подача максимальная продольная (минутная) ![]() =
1200 мм/мин;
=
1200 мм/мин;
7.3) Частота вращения минимальная ![]() =
12,5 об/мин;
=
12,5 об/мин;
Частота вращения максимальная ![]() = 2000
об/мин.
= 2000
об/мин.
7.2 Расчет ограничений:
7.2.1 Ограничение по кинематике станка
а) Рассчитаем ограничения, устанавливающие связь между расчетной подачей
и кинематическими, соответственно минимальными и максимальными, возможностями
станка:![]()
![]() >
> ![]() , мм/об;
, мм/об;
![]() ;
; ![]() ;
;
![]()
![]() , мм/об;
, мм/об;
![]() ;
; ![]() ;
;
![]() ;
; ![]()
![]() ;
; ![]()
 .
.
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания
и кинематическими, соответственно минимальными и максимальными, возможностями
станка:![]()
![]() ,
, ![]() ,
, ![]() ,
,
![]()
![]()
![]()
 .
.
7.2.2 Ограничение по мощности привода главного движения:
![]() (7.1)
(7.1)
![]() (7.2)
(7.2)
![]()
![]()
![]()
7.2.3 Ограничение по температуре в зоне резания:
 (7.3)
(7.3)
7.2.4 Ограничение по прочности инструмента:
![]() , (7.4)
, (7.4)
где ![]() – напряжения, возникающие
в процессе обработки;
– напряжения, возникающие
в процессе обработки;
![]() – предел прочности материала
инструмента
– предел прочности материала
инструмента ![]()
![]() (7.5)
(7.5)
![]()
![]()
7.2.5 Ограничение по стойкости инструмента:
 ,
,
где Сv=420, табл.17, стр.269[кос];
x=0.15, табл.17, стр.269[12];
y=0.2, табл.17, стр.269[12];
m=0.2, табл.17, стр.269[12];
KV=1,3.
7.2.6 Расчет целевой функции
![]() (7.6)
(7.6)
![]()
![]()
![]()
7.3 Решение графическим методом
Система ограничений:
 (7.7)
(7.7)
На графике (см. лист графической части № 05.М15.269.69.000) построим систему ограничений и целевую функцию.
Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат – точки B и C.
Определим их координаты:
т. B: ![]()
![]()
т. С:![]()
![]()
Найдем значение целевой функции в этих точках:
![]()
![]()
ZB®max Þ т. B – оптимальная.
Рассчитаем скорость резания и подачу, используя полученные данные:
![]()
Отсюда: ![]()
![]()
![]()
8. Расчет и проектирование станочного приспособления
Произведем описание конструкции и расчет магнитной плиты с постоянными магнитами для обработки детали на плоскошлифовальной операции.
8.1 Сбор исходных данных
Вид и материал заготовки – поковка, сталь 30ХМ ГОСТ 4543-71, твердость НRС 22…29.
Материал и геометрия инструмента – Электрокорунд белый, круг шлифовальный с односторонней выточкой 250х20х50 25А 20 С1 6 К5 35м/с 1 кл А ГОСТ 2424-75 .
Режимы резания (см. п. 6): глубина t=0,001 мм, подача S= 0,001 мм/об, скорость круга V = 30 м/с.
Тип приспособления - одноместное универсальное сборочное (УСП).
Металлообрабатывающий станок – плоскошлифовальный станок 3П732 (габариты стола 1250х320).
8.2 Расчет плиты с постоянными оксидно-бариевыми магнитами
Расчет будем вести по методике изложенной в [О.Я. Константинов Магнитная технологическая оснастка Ленинград, Машиностроение, 1974, 384 с.].
8.2.1 Назначим в качестве исходных данных основные параметры плиты
- ширина магнита bм = 19 см;
- длина магнита lм = 2 см;
- высота магнита aм = 5 см;
- толщина полюсников силового блока (стали) aст = 0,7 см;
- высота адаптерной плиты aa = 1 см;
- ширина полюса aп = 0,7 см;
- длина полюса bп = bм = 19 см;
- поперечное сечение детали в см2:
![]() (8.1)
(8.1)
где h – толщина детали, см, h = 20,45 см;
![]()
- рабочий зазор dр = 0,02 мм = 0,002 см;
- площадь поперечного сечения рабочего зазора:
![]() (8.2)
(8.2)
![]()
- магнитная индукция в нейтральном сечении магнита:
Bмi = 3000 Гс;
- площадь поперечного сечения магнита Sм, проходящего через lм/2:
![]() (8.3)
(8.3)
![]()
- полный магнитный поток:
![]() (8.4)
(8.4)
![]()
8.2.2 Расчет проводимости утечки системы
Суммарная проводимость путей потока утечки, не попадающего в сталь:
![]() , (8.5)
, (8.5)
где ![]()

Суммарная проводимость путей потока утечки на участке адаптерной плиты:
![]() , (8.6)
, (8.6)
где ![]()
![]()
8.2.3 Расчет абсцисс кривой намагниченной системы
Поток утечки, не попадающей в сталь полюсников Фу2, в Мкс:
Фу2 = 0,1Фмi (8.7)
Фу2 = 0,1×3000 = 300 Гс;
- магнитный поток, проходящий по стали полюсников на участке aм:
Фст1 = Фмi - Фу2 (8.8)
Ф ст1=3000-300 = 2700 Гс;
- сопротивление стали полюсников на участке aм в 1/см:
![]() (8.9)
(8.9)
![]()
- поток утечки на участке адаптерной плиты Фу1, в Мкс:
Фу1 = 0,1Фст (8.10)
Фу1 =0,1×2700 = 270 Гс;
- магнитный поток, проходящий по стали полюсников адаптерной плиты, Фст2, в Мкс:
Фст2 = 0,9Фст1 (8.11)
Фст2 = 0,9×2700 = 2430 Гс;
- магнитное сопротивление Ry1 пути потока утечки Фу1 в 1/см:
![]() (8.12)
(8.12)
![]()
- магнитное сопротивление стали полюсников адаптерной плиты Ra в 1/см:
![]() (8.13)
(8.13)
где mст – магнитная проницаемость стали полюсников адаптерной плиты, определяется по кривым намагничивания B = f(Н), при этом
![]()
mст = 3000
![]()
- магнитное сопротивление рабочего зазора Rd в 1/см
![]() (8.14)
(8.14)
![]()
- магнитная проницаемость стали детали mд – определяется по кривой намагничивания детали, при этом
![]()
mд = 3000
- магнитное сопротивление стали детали в 1/см:
 (8.15)
(8.15)
- эквивалентное сопротивление разветвленного участка цепи в зоне адаптерной плиты (между точками 1-2) Rэ в 1/см:
![]() (8.16)
(8.16)
![]()
- эквивалентная проводимость разветвленного участка цепи в зоне адаптерной плиты (между точками 1-2):
![]() (8.17)
(8.17)
![]()
- магнитное сопротивление пути прохождения потока Rэо по системе (между точками 1-2), исключая путь с Gy2, в 1/см:
![]() (8.18)
(8.18)
![]()
- эквивалентная проводимость пути прохождения магнитного потока 9между точками 1-2) Gэо в см:
![]() (8.19)
(8.19)
![]()
- полная проводимость магнитной системы:
![]() (8.20)
(8.20)
![]()
- абсцисса рассчитываемой точки кривой намагничивания Hмi в Э:
![]() (8.21)
(8.21)
![]() Э.
Э.
8.2.4 Расчет усилия притяжения детали
Полная проводимость элементарной магнитной системы в см:
![]() (8.22)
(8.22)
![]()
- эквивалентная проводимость пути прохождения магнитного потока (между точками 1-2) Gэо в см:
![]() (8.23)
(8.23)
![]() ;
;
- магнитный поток, проходящий по стали полюсников на участке ам в Мкс:
![]() (8.24)
(8.24)
![]()
- сопротивление стали полюсников на участке aм в 1/см:
![]()
- эквивалентное сопротивление разветвленного участка цепи в зоне адаптерной плиты Rэ в 1/см:
![]() (8.25)
(8.25)
![]() ;
;
- эквивалентная проводимость разветвленного участка цепи в зоне адаптерной плиты Gэ в см:
![]() (8.26)
(8.26)
![]()
- поток утечки в зоне адаптерной плиты Фу1, в Мкс:
![]() (8.27)
(8.27)
![]()
- полезный магнитный поток, проходящий по стали полюсников адаптерной плиты Фу1, в Мкс:
![]() (8.28)
(8.28)
![]() Мкс;
Мкс;
- магнитная индукция в рабочем зазоре Bd в Гс:
![]() (8.29)
(8.29)
![]()
- удельная сила притяжения на полюсе:
![]() (8.30)
(8.30)
![]()
- полная сила притяжения детали Q в кгс:
![]() (8.31)
(8.31)
где![]()
- удельная сила притяжения детали pуд, отнесенная к площади опорной поверхности детали в кгс/см2:
![]() (8.32)
(8.32)
![]()
8.3 Описание конструкции и принципа работы приспособления
Магнитная плита с продольным расположением постоянных магнитов предназначена для закрепления вала при обработке на плоскошлифовальном станке. Плита состоит из корпуса 1, в котором при помощи винта 5 перемещается магнитный блок. Корпус плиты закрыт верхней адаптерной крышкой 2. На боковой стене корпуса имеются два винта 16 для регулировки по ширине. Магнитный блок состоит из магнитов 9, магнитопроводящих пластин 8, разделенных магнитоизолирующим материалом 7 и защитной плитой 6. Адаптерная крышка состоит из вставок 3, отделенных от нее диамагнитным материалом и двух упоров 11 и 12. Магнитная плита работает следующим образом. Деталь устанавливают на поверхность адаптерной крышки и при помощи рукоятки 13, закрепленной на винте 5 включают силовые магниты. Магнитные блоки перемещаются до соединения с магнитосодержащими вставками 3 адаптерной крышки, и магнитный поток выходит во внешнее пространство, замыкаясь через деталь на внешнюю крышку.
9. Расчет и проектирование режущего инструмента
9.1 Обоснование необходимости проектирования
На операциях для обработки отверстий с цековками применяются последовательно сверло и зенковка. Недостатком такого метода является низкая производительность вследствие необходимости смены инструментов.
Поэтому, основная задача проектирования – создание конструкции комбинированного инструмента для обработки отверстия с цековкой с целью устранения указанного выше недостатка. Проектирование будем вести, руководствуясь [Фельдштейн, Алексеев].
9.2 Проектирование и расчет комбинированного сверла
В качестве объекта проектирования примем сверло для обработки отверстия, используемое при обработке отверстия заготовки вала на 025 токарной операции.
Инструментальные материалы.
Так как диаметр обрабатываемого отверстия больше 8 мм проектируемое сверло будет изготавливаться из 2 частей: рабочей и присоединительной. Соединение будет обеспечиваться сваркой. Материал рабочей части – быстрорежущая сталь Р6М5, присоединительной (хвостовика) – сталь 40Х.
2. Геометрические параметры комбинированного сверла.
1) Диаметр рабочей части сверла: так как цель проектирования – разработать инструмент, обрабатывающий сразу отверстие под резьбу М12 и цековку Ç12/Ç18, рабочая часть представляет собой спиральное сверло, переходящее в зенковку. Диаметр спирального сверла: Ç11,2-0,043; диаметр зенковки: Ç11,8-0,043/Ç17,8-0,043.
2) Угол при вершине: 2f = 118Å, т.к. обрабатываемый материал относится к конструкционным сталям.
3) Угол наклона винтовой канавки:
![]() , (10.1)
, (10.1)
где wт – табличное значение угла наклона, винтовой канавки [Фельдштейн];
wт = 30Å;
d – диаметр сверла, мм; d = 11,2 мм.
![]()
4) Задний угол:
![]() , (10.2)
, (10.2)
где aт – табличное значение угла наклона, винтовой канавки [Фельдштейн];
aт = 12Å.
![]() .
.
5) Угол наклона режущей кромки зенковки: 60Å.
3. Конструктивные элементы рабочей части.
1) Ленточка сверла: ширина ленточки сверла f = 0,7 мм [Алексеев].
2) Центральный угол канавки: v = 90Å[Фельдштейн].
3) Ширина пера:
![]() , (10.3)
, (10.3)
![]()
4) Толщина сердцевины сверла: k =1,8 мм [Фельдштейн].
4. Параметры присоединительной части (хвостовика).
1) Диаметр хвостовика равен диаметру конечной ступени сверла: dхв = dкон = 17,8 мм.
2) Допуск хвостовика равен допуску конечной ступени сверла: ddхв = ddкон = 0,043 мм.
3) Длина хвостовика:
![]() , (10.4)
, (10.4)
![]()
4) Конус Морзе хвостовика:
![]() , (10.4)
, (10.4)
где Мкр – крутящий момент, Н×мм;
Pp – сила, действующая вдоль сверла, Н.
![]() , (10.5)
, (10.5)
где См – коэффициент, характеризующий обрабатываемый материал [кос2]; Cм = 345;
S – подача, мм/об; S = 0,17 мм/об;
![]()
![]() , (10.6)
, (10.6)
где Сp – коэффициент, характеризующий обрабатываемый материал [кос2]; Cp = 0,0345;
S – подача, мм/об; S = 0,17 мм/об;
![]() .
.
![]()
Общая длина сверла:
![]() , (10.6)
, (10.6)
где L0 – длина отверстия с учетом врезания и перебега, мм; L0 = 38+5 = 43 мм;
(0,3…1)d – запас для выхода стружки из отверстия, мм;
Lк – длина стружечной канавки неполной глубины, мм; Lк = 0,5d = 5,6 мм;
Lш – длина шейки, мм; Lш = 10 мм;
Lхв – длина хвостовика, мм; Lхв = 47 мм.
![]()
Проверка сверла на прочность.
![]() , (10.7)
, (10.7)
где m = k/d, m = 0,15;
n = B/d, n = 9,73/11,2 = 0,87;
tк = 1650 МПа – предел прочности материала сверла на кручение;
q –диаметр спинки; q = 10 мм.
![]()
![]() , (10.8)
, (10.8)
где K = 0,22…0,25;
F – площадь поперечного сечения рабочей части сверла;
F = 0,314d2 = 0,314×11,2 = 3,52 мм2;
sт – предел текучести при сжатии материала сверла; sт = 3 ГПа;
![]()
![]() , (10.9)
, (10.9)
где h - коэффициент, учитывающий завитость сверла; h = 1,67;
E – модуль упругости материала сверла; E = 225 ГПа;
Imin – моментальный момент инерции сверла; Imin = 0,0054d4 = 0,0054×11,2 = 0,06;
l – вылет сверла из шпинделя, мм; l = L - Lхв = 114,8 – 47 = 67,8 мм.

Вывод: спроектированное сверло имеет достаточный запас прочности.
Выполняем чертеж резца с указанием всех предельных отклонений и технических требований.
10. Патентные исследования повышения стойкости шлифовального круга
Задача раздела – на базе патентного поиска предложить прогрессивное техническое решение (ТР) в целях усовершенствования технологической операции и сделать вывод о возможности его использования.
10.1 Обоснование необходимости патентных исследований
В качестве объекта усовершенствования операций 55 и 60 круглошлифовальных как технологической системы примем применяемый в базовом техпроцессе режущий инструмент. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованного объекта, можно в результате патентного исследования достигнутого уровня вида техники. Использовать усовершенствованный объект можно только в том случае, если он обладает патентной чистотой в странах, где предполагается его использование. Установить, обладает ли усовершенствованный объект патентной чистотой, можно в результате его патентной экспертизы. Для решения этих задач проведем исследования достигнутого уровня вида техники и экспертизу патентной чистоты усовершенствованного объекта.
На базовом предприятии на операции 55 и 60 круглошлифовальных применяют круг шлифовальный ПП 200х32х20; 24А 25-Н С2 М1А ГОСТ 2424-83.
Это режущий инструмент, рабочая часть которого содержит классифицированные частицы абразивного материала. Твердость абразивного материала превышает твердость обрабатываемого материала. Круг состоит из связки и зерен абразивного материала. Связка влияет на геометрию рельефа рабочей поверхности инструмента, износ абразивного инструмента и параметры шероховатости обработанной поверхности. В процессе обработки каждое абразивное зерно срезает небольшой слой металла, в результате чего на поверхности детали остается царапина ограниченной длины и весьма малой площади поперечного сечения. Обработанная шлифованием поверхность детали образована совокупностью множества царапин – следов резания всех абразивных зерен, расположенных на режущей поверхности шлифовального круга.
Объект патентных исследований
Рис. 10.1
10.2 Исследование достигнутого уровня техники
Недостатком применяемого объекта является низкая стойкость круга, причинами этого могут быть:
- условия резания;
- недостаточная жесткость абразивных сегментов;
- износ вершин абразивных зерен;
- низкая прочность связки.
Таким образом, целью исследования уровня вида техники является устранение указанного недостатка путем устранения какой-либо причины, вызывающей его.
Составление регламента поиска №1
Регламент поиска определяет перечень исследуемых технических решений (ИТР), их рубрику по Международной классификации изобретений (МКИ) и индекс Универсальной десятичной классификации изобретений (УДК), страны поиска, его ретроспективность (глубину), перечень источников информации, по которым предполагается провести поиск.
Объект исследования – шлифовальный круг. Он характеризуется формой элементов, их взаимным расположением и взаимосвязью, соотношением размеров элементов. Это все признаки устройства. Следовательно, как объект патентного исследования шлифовальный круг представляет устройство.
Объект содержит следующие технические решения:
1) улучшение качества обрабатываемой поверхности;
2) повышение прочности круга;
3) повышение точности профиля круга;
4) повышение стойкости круга.
Из выявленных ТР выбираем ИТР – такие ТР, совершенствование которых может обеспечить достижение сформулированной выше цели – повышения стойкости круга.
Для определения рубрики МКИ определяем ключевое слово. «Шлифовальные круги». По «Алфавитно-предметному указателю» [18] для ключевого слова определяем предполагаемую рубрику МКИ - B24 D5.
По «Указателю к МКИ» т.2 [19 ] уточняем рубрику МКИ.
В24 D5/00 – абразивные круги с цементированными вставками или круги со вставленными абразивными брусками для обработки изделий своей периферийной частью;
B24 D5/02 - сплошные круги;
B24 D5/04 – с усиливающими элементами;
B24 D5/06 –со вставными абразивными брусками;
B24 D5/08 - с усиливающими элементами;
B24 D17- не относящиеся к вышеперечисленным кругам.
Индекс УДК определяем по «Указателю к универсальной десятичной классификации» [20];
621.9 обработка резанием;
621.9.02 режущие инструменты;
621.922.079 шлифование и полирование.
В качестве стран поиска выбираем ведущие страны в области машиностроения – Россию (СССР), Японию, США, Германию, Великобританию, Францию.
Ретроспективность (глубину) поиска устанавливаем в 7-10 лет, полагая, что наиболее прогрессивное ТР содержится в изобретениях, сделанных за последние 7-10 лет.
В качестве источников информации принимаем патентные описания, бюллетень изобретений, реферативный сборник «Изобретения стран мира» соответствующих выпусков, реферативный журнал 14А «Резание металлов. Станки и инструменты», технические журналы и книги в области мехобработки.
Данные заносим в табл. «Регламент поиска».
Таблица 10.1. Регламент поиска №1,2
Объект: шлифовальный круг
Вид исследования: 1) исследование уровня вида техники 2) исследование патентной чистоты
| Предмет поиска (ИТР) | Индексы МКИ(НКИ) и УДК | Страны поиска | Глубина поиска, лет | Источники информации |
| 1 | 2 | 3 | 4 | 5 |
| 1) Шлифовальный круг |
B24 D5/00 B24 D5/02 B24 D5/04 B24 D5/06 B24 D5/08 B24 D17 УДК 621.9 621.9.02 621.922.079 |
Россия (СССР) США Франция Япония Великобритания Германия |
10 |
патентные описания; Бюллетени изобретений РФ; Реф. сб. ВНИИПИ "Изобретения стран мира"; |
| 2) Шлифовальный круг |
B24 D5/00 B24 D5/02 B24 D5/04 B24 D5/06 B24 D5/08 B24 D17 УДК 621.9 621.9.02 621.922.079 |
Россия (СССР) США Франция Япония Великобритания Германия |
20 17 20 17 20 20 |
Реф. жур. ВИНИТИ 14 "Технология машиностроения"; Журналы "Вестник машиностроения", "Машиностроитель", "Станки и инструменты", "Изобретатель и рационализатор"; |
Патентный поиск
Просматриваем источники информации в соответствии с регламентом, табл. Выбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР. По этим документам знакомимся с рефератами, аннотациями, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР, заносим в табл. 11.2.
Изучим сущность занесенных в табл. 11.2. и ТР по сведениям, содержащимся в таблицах, а также путем просмотра текстов патентных описаний, статей и т.п. Если из рассмотрения сущности ТР видно, что оно служит достижению той же цели, что ИТР (аналог ИТР), документ включаем в перечень для детального анализа. Запись об этом делаем в графе 5 таб. 10.2.
Таблица 10.2. Патентная документация, отобранная для анализа
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК) | Автор, заявитель, страна, дата приоритета, дата публикации, название | Сущность технического решения и цель его создания | Подлежит детальному анализу при исследовании | (не подлежит) |
| достигнутого уровня | патентной чистоты | ||||
| 1. Шлифовальный круг |
РФ (СССР) а.с. № 948647 В24 D5/06// В24 D5/14 |
Прокофьев В.С. 16.09.80, 1986, Шлифовальный круг |
Шлифовальный круг по авт. свид. № 948647, отличающийся тем, что с целью повышения стойкости жестких абразивных сегментов на эл-х участках инструмента, граничащих с жесткими абразивными сегментами выполнены переходные зоны жесткости длиной L = (0,5 – 8) B, где В – толщина. | подлежит | подлежит |
| 2. Абразивный инструмент |
РФ (СССР) а.с. № 1266724 В24 D5/00 |
Промышлянский Н.М., Збитнев И.М., Ерошенко С.Е. 26.06.84, 1986, Абразивный инструмент |
Абразивный инструмент, выполненный в виде установленных на корпусе подпружиненных относительно него и расположенных с возможностью поворота в плоскости, проходящей через ось вращения инструмента, держателей абразивных элементов, отличающийся тем, что с целью повышения стойкости инструмента, абразивные элементы выполнены бочкообразной формы и установлены с возможностью вращения в держателях, при этом ось вращения в каждого абразивного элемента расположена между осью поворота держателя и осью вращения инструмента. | подлежит | подлежит |
| 3. Шлифовальный круг |
РФ (СССР) а.с. № 1263514 В24 D17/00// В24 D5/00// В24 D5/06 |
Прокофьев В.М. 15.11.82, 1986, Шлифовальный круг |
Шлифовальный круг по авт. свид. № 948649, отличающийся тем, что с целью повышения стойкости круга путем обеспечения стабилизации условий резания, крайние участки абразивных сегментов очерчены кривыми радиуса r <R, где R радиус сегмента на оси его симметрии | подлежит | подлежит |
| 4. Абразивный инструмент |
РФ (СССР) а.с. № 1305014 В24 D17/00 |
Буюкин И.М., Якимов А.В. 03.04.84, 1987, Абразивный инструмент |
Абразивный инструмент, выполненный в виде планетарной головки, шпиндель которой несет расположенные по окружности и кинематически связанные с солнечным колесом оправки, с установленными на каждой из них шлифовальным кругом, а на друшом – шестерней, отличающийся тем. Что с целью повышения стойкости инструмента, инструмент дополнительно снабжен жестко установленным на шпинделе шлифовальным кругом, периферийная поверхность которого расположена на одном уровне с периферийными участками кругов, расположенными на оправках, при этом соотношение чисел зубьев солнечного колеса и шестерни оправки равно бесконечной дроби. | подлежит | подлежит |
| 5. Абразивный инструмент |
РФ (СССР) а.с. № 1440684 В24 D17/00 |
Белов В.И., Осипенков В.И. 04.01.87, 1989, Абразивный инструмент |
Абразивный инструмент, рабочая часть которого выполнена из алмазосодержащего проката на медно-оловянистой основе, отличающийся тем, что с целью повышения стойкости инструмента на рабочей части расположен алмазно-гальванический слой, толщина которого выбрана из условия 0,15-0,8 толщины алмазосодержащего проката, а зернистость алмазного покрытия выбрана из условия 0,6-2,0 зернистости проката. | не подлежит | подлежит |
| 6. Шлифовальный круг |
РФ (СССР) а.с. № 1838085 5В24 D5/00// В24 В55/00 |
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993, Шлифовальный круг |
Шлифовальный круг, выполненный в виде корпуса, на периферии которого установлены абразивные элементы и расположены радиальные отверстия, сообщающие полость корпуса с периферийной его поверхностью, отличающийся тем, что с целью повышения стойкости круга и качества обработанной поверхности круг снабжен расположенными в полости лопастями, каждая из котротых установлена так, что одна из ее плоскостей является продолжение стенки отверстия | подлежит | подлежит |
| 7. Шлифовальный круг |
РФ (СССР) а.с. № 1838086 5В24 D5/00 |
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993, Шлифовальный круг |
Шлифовальный круг, на передней части корпуса которого образованы выступы, несущие алмазоносный слой, отличающийся тем, сто с целью повышения стойкости круга и качества обработки, круг снабжен установленной на его периферии гибкой лентой, при этом алмазоносный слой расположен на указанной ленте | подлежит | подлежит |
| 8. Сборный абразивный круг |
РФ (СССР) а.с. № 1493449 5В24 D5/06 |
Селех В.Ф., Шепелев А.А., Скрябин В.А., Петренко В.П. 26.03.87, 1989, Сборный абразивный круг |
Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в них стяжными кольцами 5, на последних в местах их сопряжения с указанными торцовыми поверхностями абразивных брусков, выполнены кольцевые пазы 7 типа «ласточкин хвост». При этом стяжные кольца 5 установлены с возможнеостью взаимодействия посредством соединительных элементов 12, выполненных из упругого материала с абразивными брусками. В абразивных брусках пазы 10 могут быть выполнены с пазами 7 стопорных колец ил в абразивных брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец. | подлежит | подлежит |
| 9. Инструмент из высокоэффективного абразива |
США 5В24 D5/02 |
Frodin James E., Pellow Scott 29.03.93, 1995, Инструмент из высокоэффективного абразива |
Инструмент с режущей или шлифующей плоскостью имеет связку, в которой диспергированы абразивные зерна, состоящие из одного или нескольких компонентов из высокоэффективного абразива и нитеобразных абразивных частей из оксида алюминия с однородной ориентацией. При этом нитеобразные частицы оксида алюминия располагают главным образом вдоль 2 параллельных сторон инструмента перпендикулярно к режущей или шлифующей плоскости инструмента. | не подлежит | подлежит |
| 10. Режущий инструмент |
Япония JP7022902 5В24 D17/00 |
Мацуда Юсаку 25.01.88, 1995, Режущий инструмент | Режущий инструмент содержит проволочный элемент 12, например многожильная скрученная нержавеющая проволока, поверх которого по спирали намотана обмотка 14, например круглая проволока из нержавеющей стали, а в промежутках между витками обмотки 14 по спирали намотан режущий элемент 16, например полученная прессованием или волочением проволока из спеченной смеси металла и абразивных порошков. Инструмент прост в изготовлении, пригоден для непрерывного резания, отличается высокой механической прочностью и стойкостью. | не подлежит | подлежит |
| 11. Шлифовальный круг |
Япония JP7016883 5В24 D5/00 |
Сато Гэньити 12.12.86, 1995, Инструмент из высокоэффективного абразива |
Круг 6 из абразивных зерен на связке имеет рабочий слой 8, который оформлен в виде полосы, наклоненный к оси 9 вращения круга и сохраняющий неизменную по окружности площадь контакта с обработанной поверхностью 1, при этом поверхность слоя 8 и детали 10 параллельна оси 9 вращения круга 6. благодаря перемещению зоны резания вдоль поверхности детали ограничено тепловыделение, повышена эффективность охлаждения, что позволяет повысить скорость шлифования при повышенной стойкости круга. | подлежит | подлежит |
Эскизы аналогов объекта
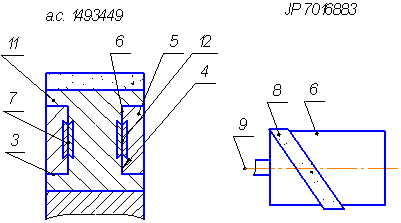
Рис. 10.2
Анализ результатов поиска
Устанавливаем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. К таким показателям будем относить:
а) показатели, обеспечивающие достижения цели усовершенствованного объекта;
б) показатели, улучшающие полезные свойства объекта;
в) показатели, ослабляющие вредные свойства объекта.
Показатели положительного эффекта заносим в табл. 11.3.
Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах по группе а) – от 0 до 10 баллов, по группам б) и в) – от –2 до 2 баллов. ИТР по каждому показателю выставляем оценку 0 оценки заносим в табл. 10.3. Суммируем оценки по каждому аналогу.
Таблица 10.3. Оценка преимуществ и недостатков и его аналогов
| Показатели положительного эффекта | ИТР | Аналоги | |||||||
| а.с. № 948647 | а.с. № 1266724 | а.с. № 1263514 |
а.с. № 1305014 |
а.с. № 1838085 | а.с. № 1838086 | а.с. № 1493449 |
Япония JP7016883 |
||
| а) повышение стойкости шлифовального круга | 0 | 7 | 8 | 8 | 9 | 8 | 8 | 10 | 8 |
| б)повышение удобства обслуживания | 0 | 0 | -2 | 0 | -1 | 0 | 0 | 0 | 0 |
| в)уменьшение трудоемкости изготовления | 0 | -1 | -2 | -1 | -2 | -2 | -2 | -2 | -1 |
| уменьшение сложности конструкции | 0 | 0 | -2 | -1 | -2 | 0 | -2 | -1 | -1 |
| Суммарный положительный эффект | 6 | 2 | 6 | 4 | 6 | 4 | 7 | 6 | |
10.3 Описание усовершенствованного объекта
Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в них стяжными кольцами 5, на последних в местах их сопряжения с указанными торцовыми поверхностями абразивных брусков, выполнены кольцевые пазы 7 типа «ласточкин хвост». При этом стяжные кольца 5 установлены с возможностью взаимодействия посредством соединительных элементов 12, выполненных из упругого материала с абразивными брусками. В абразивных брусках пазы 10 могут быть выполнены с пазами 7 стопорных колец или в абразивных брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец.
Усовершенствованный объект
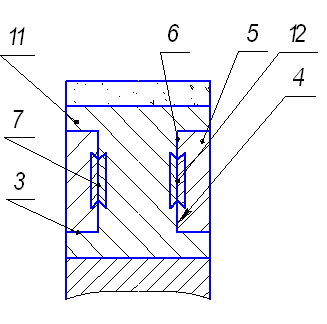
Рис. 10.3
10.4 Исследование патентной чистоты усовершенствованного объекта
Целью экспертизы патентной чистоты объекта является установление возможности его использования.
Составление регламента поиска №2
Из выявленных при составлении регламента поиска №1 ТР выбираем ИТР в зависимости от объема выпуска объекта, его стоимости и значимости ТР для объекта в целом, сроков известности ТР.
Объект содержит следующие технические решения:
1) улучшение качества обрабатываемой поверхности;
2) повышение прочности круга;
3) повышение точности профиля круга;
4) повышение стойкости круга.
Из выявленных ТР выбираем ИТР – такие ТР, совершенствование которых может обеспечить достижение сформулированной выше цели – повышения стойкости круга.
В качестве страны поиска принимаем Россию (СССР), где будет изготовляться, и использоваться объект.
Ретроспективность (глубину) поиска устанавливаем в 20 лет – срок действия патентов в РФ.
Рубрики МКИ и УДК, перечень источников информации остаются теми же, что и в регламенте №1.
Патентный поиск
Просматриваем источники информации в соответствии о регламенте №2, табл. 11.1. Сведения о ТР, имеющих отношеня к ИТР, дополнительно заносим в табл. 11.2.
Отбираем аналоги ИТР для детального анализа. Запись об этом делаем в графе 6 табл. 11.2.
Анализ результатов поиска
Выявляем существенные признаки усовершенствованного объекта и группируем их.
Заносим признаки группы а) Элементы в табл. 10.4.
Проверяем наличия каждого из признаков ИТР в каждом налоге. Наличие признака отмечаем знаком «+», отсутствие «-». Дополнительные признаки аналогов также заносим в таблицу, отсутствие их у ИТР отметим знаком «-».
Выявляем аналоги, которые содержат признаки, не использованные в ИТР.
Таблица 10.4. Существенные признаки ИТР "Шлифовальный круг" и его аналогов
| Признаки технического решения | ИТР | Аналоги | |||||||
| а.с. № 948647 | а.с. № 1266724 | а.с. № 1263514 |
а.с. № 1305014 |
а.с. № 1838085 | а.с. № 1838086 | а.с. № 1493449 |
Япония JP7016883 |
||
|
а) Элементы: 1.Режущая часть 2. Полоса или лента 3.Сегменты 4.Другие элементы |
+ - - - |
+ - + - |
+ - - - |
+ - + - |
+ - - + |
+ - - - |
+ + - - |
+ - + + |
+ + - - |
|
б)Форма элементов: 1. Элементы бочкообразной формы 2. Пазы типа «ласточкин хвост" |
- - |
- - |
+ - |
- - |
- - |
- - |
- - |
- + |
- - |
|
в) Материалы: 1.Алмаз 2.Другие |
+ - |
+ - |
+ - |
+ - |
+ - |
+ - |
+ - |
+ - |
+ - |
При исследовании патентной чистоты сопоставим совокупности признаков группы а) «элементы ТР», защищенных действующими патентами и ПТР. Видим, что а.с. № 1493449 содержит признаки, не использованные в ПТР. Следовательно ПТР не попадает под действие этого свидетельства.
Аналогичным образом анализируем признаки группы б) «Форма элементов». Видим, что а.с. № 1266724 и а.с. № 1493449 содержат признаки, не использованные в ПТР. Следовательно ПТР не подпадает под действие этих документов.
Таким образом, ПТР не подпадает ни под один из применяемых охранных документов России. Следовательно, объект «Шлифовальный круг» обладает патентной чистотой в отношении России.
По результатам экспертизы патентной чистоты составляем патентный формуляр на объект.
11. Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
11.1 Описание ситуации
Обработка шпоночного паза вала осуществляется на фрезерном станке шпоночной фрезой из быстрорежущей стали Р6М5.
Обрабатываемый материал – Сталь 30ХМ ГОСТ 4543-75, твердость 197-232 НВ.
Фрезерование – метод, при котором получается сравнительно высокая шероховатость поверхности. Трудность получения требуемой шероховатости и точности паза заставляет применять технологические приемы, к которым следует отнести фрезерование с маятниковой подачей по глубине и многопроходную обработку по ширине паза. При маятниковом фрезеровании достигается требуемая шероховатость боковых сторон шпоночного паза, однако получение требуемой точности при этом весьма затруднительно. При многопроходном фрезеровании по ширине паза может быть достигнута требуемая шероховатость и точность шпоночных пазов, однако этот метод, так же как и маятниковое фрезерование, малопроизводителен.
11.2 Анализ описанной ситуации
Установлено, что для повышения производительности и получения точности шпоночного паза необходимо применить метод фрезерования, позволяющий получить шпоночный паз сразу на полную глубину за один проход.
11.3 Разработка обобщенного технического решения (ТР)
Возникает следующая идея применить для получения шпоночного паза метод, позволяющий обработать паз сразу на полную глубину за один проход с требуемой точностью и шероховатостью.
11.4 Поиск информации
Задачей данного этапа является обеспечение достаточной полноты и достоверности исследования путем тщательного отбора и анализа патентно-технической информации.
В качестве источника информации принимаем следующую патентную документацию:
описание изобретений к авторским свидетельствам и патентам,
бюллетень изобретений РФ,
реферативный сборник ВНИИПИ,
изобретения стран мира, а также следующую техническую литературу:
реферативный журнал ВИНИТИ (14А)
журналы ''Вестник машиностроения'', ''Машиностроитель'', ''Станки и инструменты'', ''Изобретатель и рационализатор'' а также книги и работы в области обработки металлов резанием, режущего инструмента, токарной обработки.
Просматривая источники информации, отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к исследуемому техническому решению (ИТР) – повышению стойкости твердосплавных пластин.
Сведения о технических решениях, имеющих отношение к ИТР, заносим в таблицу 11.1.
Таблица 11.1. Патентно-техническая документация, отобранная для анализа
| Источник | Название статьи, авторы, документ | Краткое содержание |
| Технология и новые методы повышения обработки, М. 1970 | Чистота поверхности при различных методах обработки шпоночных пазов | Чистота боковых поверхностей шпоночного паза оказывает существенное влияние на надежность посадки призматической шпонки в пазу вала. Исследуются различные методы получения чистоты поверхности пазов при различных методах обработки |
11.5 Выбор конкретного ТР
Изучив и проанализировав сущность отобранной документации по сведениям, содержащимся в графе 3 таблицы 12.1, выясняем, что для получения требуемой шероховатости и точности шпоночных пазов наиболее близким и благоприятным для выше описанной ситуации (см. п. 12.1), а так же наиболее соответствующим идее обобщенного технического решения (см. п. 12.3), является применение метода получения шпоночных пазов при помощи фрезерования с осциллированием.
Большая номенклатура валов, работающих при помощи зацепления с различными деталями машин, путем шпоночных соединений в машиностроении определяет актуальность повышения производительности их механической обработки.
Перспективным вариантом повышения производительности обработки пазов валов сразу на полную глубину за один проход является использование мерных шпоночных фрез. Геометрия их заточки показана на рис. 12.1. Фрезы имеют нулевой передний угол и задний угол 8-12Å.
Цель настоящей работы — исследование шероховатости боковых поверхностей шпоночных пазов валов при фрезеровании мерными шпоночными фрезами.
Исследования были выполнены при фрезеровании при V = 30 м/мин,при различных подачах фрезами диаметром 12 мм. Как видно из графика (рис. 12.2), шероховатость поверхности на всех подачах находится в пределах Rz = 20…40. Для уменьшения шероховатости предложена новая геометрия заточки фрез, показанная на рис. 12.3). Результаты испытаний фрез показаны на графике (рис. 12.4). Полученные результаты указывают на то, что при фрезеровании шпоночных пазов за один проход фрезами новой геометрии при скоростях резания V = 30…45 м/мин и подачах до 0,02 мм/зуб шероховатость может быть обеспечена в пределах Rz = 10…20.
Ввиду того, что указанный метод обработки требует применения мерного инструмента, который не обеспечивает стабильности размеров получаемых пазов, исследовался метод обработки с осциллированием, позволяющий использовать немерный инструмент. Сущность этого метода состоит в том, что фрезе в процессе работы придается качательное движение в направлении, перпендикулярном направлению подачи. В процессе исследования указанного метода обработки установлено, что введение качательного движения инструмента способствует снижению шероховатости боковых поверхностей шпоночных пазов. Качательное движение характеризуется величиной I – числом оборотов шпинделя n, проходящим за одно его значение:
![]() (11.1)
(11.1)
Размах качения принимается в зависимости от требуемого размера шпоночного паза:
![]() , (11.2)
, (11.2)
где B – требуемый размер шпоночного паза;
D – фактический диаметр фрезы.
При ![]() и
подаче Sz = 0,025 мм лишь на участке от 0,3 до 0,7 мм будет обеспечена высота микронеровностей, находящаяся в
пределах Rz = 10…20 мкм. При
и
подаче Sz = 0,025 мм лишь на участке от 0,3 до 0,7 мм будет обеспечена высота микронеровностей, находящаяся в
пределах Rz = 10…20 мкм. При ![]() высота микронеровностей
также выше допустимой. При
высота микронеровностей
также выше допустимой. При ![]() до 0,2 мм в большинстве случаев наблюдается увеличение значений Rz.
до 0,2 мм в большинстве случаев наблюдается увеличение значений Rz.
Из графика (рис. 2.4) видно, что с увеличением продольной подачи Sz при фрезеровании с осциллированием несколько возрастает высота микронеровностей, однако по сравнению с фрезерованием за один проход без осциллирования рост этот происходит менее интенсивно.
На основании проведенного исследования при фрезеровании стали 45 (HB 190) можно сделать следующие выоды:
1. При фрезеровании шпоночных пазов за один проход заточка быстрорежущих шпоночных фрез по ГОСТ 9140-59 не обеспечивает получения 5-го класса чистоты по ГОСТ 2789-59.
2. Предложения геометрия заточки быстрорежущих шпоночных фрез позволяет обеспечить шероховатость поверхностей боковых сторон шпоночных пазов в пределах Rz = 10…20 при работе с подачей Sz = 0,015 и 0,02 мм/зуб и скоростями резания V=30-45 м/мин.
3.
Фрезерование
шпоночных пазов за один проход с осциллированием шпоночными фрезами новой
геометрии позволяет получить шероховатость Rz = 10…20 мм/зуб при фрезеровании немерным инструментом с
подачами Sz = 0,015 для всех значений
осциллирования e от 0 до 1,0 мм. При фрезеровании же с подачей Sz = 0,025 мм/зуб
требуемая шероховатость может быть получена при значениях e от 0,2 до 1,0 мм и с ![]() , а также при значениях e от 0,3 до 0,7 мм и
, а также при значениях e от 0,3 до 0,7 мм и ![]() .
.
4. При фрезеровании с осциллированием предпочтительнее работать со скоростями резания от 30 до 45 м/мин, так как увеличение скоростей до 60 м/мин может привести к снижению стойкости режущего инструмента.