
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Разработка группового техпроцесса изготовления кулачков
Дипломная работа: Разработка группового техпроцесса изготовления кулачков
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТОЛЬЯТТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Институт Автомеханический
Кафедра "Технология машиностроения"
Специальность"Технология машиностроения"
ДИПЛОМНЫЙ ПРОЕКТ
на тему: "Разработка группового техпроцесса изготовления кулачков
патрона токарного полуавтомата "AMTEK"".
СТУДЕНТ АнанченкоК.С. ________________
РУКОВОДИТЕЛЬ ПРОЕКТА Гордеев А.В. __________________
ЗАВ. КАФЕДРОЙ Солдатов А.А. _________________
КОНСУЛЬТАНТЫ:
1. Ульянова В.Е. _____________________
2. Зубкова Н.В. _____________________
3. Виткалов _____________________
РЕЦЕНЗЕНТ: _________________________________ _____________
Тольятти, 2006
Аннотация
УДК 621.91.002 (075)
Ананченко К.С. Групповой технологический процесс изготовления деталей типа "Кулачки". Дипломный проект. - Тольятти, Тольяттинский государственный университет, Автомеханический институт, кафедра "Технология машиностроения", 2005.
С целью использования преимуществ серийного производства предложено организовать техпроцесс обработки деталей типа "Кулачки" по групповой форме организации производства. Однотипные детали объединены в группу, для которой разработан групповой техпроцесс, подобраны средства технологического оснащения. На базе группового техпроцесса разработан техпроцесс обработки детали "Кулачок 02-7016-7704". Спроектирована заготовка, определены припуски на обработку. Выбраны оптимальные методы обработки поверхностей. Разработаны схемы базирования заготовки при обработке. Рассчитаны режимы резания и нормы времени на все операции техпроцесса. Спроектированы специальные приспособления и инструменты. Проведены научные и патентные исследования. Определены меры по охране труда. Определена экономическая эффективность проекта.
Проект состоит из пояснительной записки, включающей в себя 148 с., 13 рис., 27 табл. Графическая часть содержит 10,5 листов чертежей.
Содержание
Введение
1. Анализ исходных данных
1.1 Служебное назначение детали
1.2 Технологичность конструкции детали
1.3 Недостатки базового ТП и задачи проекта
2. Выбор стратегии и определение типа производства
2.1 Определение типа производства
2.2 Выбор стратегии разработки ТП
2.3 Проектирование группового технологического маршрута
2.3.1 Разработка комплексной детали
2.3.2 Выбор методов обработки поверхностей
2.3.3 Разработка технологического маршрута обработки комплексной детали
3. Выбор и проектирование заготовки
3.1 Выбор метода получения заготовки
3.2 Определение методов обработки поверхностей
3.3 Определение припусков на обработку
4. Выбор технологичесих баз. план обработки
4.1 Разработка технологического маршрута обработки кулачка
4.2 Выбор технологических баз
4.3 Назначение операционных технических требований
5. Выбор средств технологического оснащения
5.1 Выбор оборудования
5.2 Выбор приспособлений
5.3 Выбор режущего инструмента
5.4 Выбор средств контроля
6. Разработка технологических операций
6.1 Определение режимов резания
6.2 Расчет норм времени
7. Патентные исследования
7.1 Обоснование необходимости проведения патентных исследований
7.2 Описание объекта исследований
7.3 Цель исследования
7.4 Регламент поиска
7.4.1 Определение ИТР
7.4.2 Определение рубрики МКИ и индекса УДК
7.4.3 Установление ретроспективности глубины поиска
7.4.3 Выбор стран проверки
7.4.4 Определение источников информации
7.5 Патентный поиск
7.5.1 Отбор документации, имеющей отношение к ИТР
7.5.2 Анализ сущности отобранных решений
7.6 Анализ результатов поиска
7.6.1 Определение показателей положительного эффекта
7.6.2 Сопоставительный анализ преимуществ и недостатков ИТР и аналогов
7.7 Описание усовершенствованного объекта
8. Научные исследования
8.1 Обработка результатов эксперимента
8.2 Оптимизация параметров шлифовального круга
8.2.2 Ограничение по температуре
8.2.3 Ограничение по мощности привода главного движения станка
8.2.4 Ограничение по зернистости
8.2.5 Ограничение по глубине лунки
8.2.6 Определение целевой функции
8.3 Оптимизация режимов резания графическим методом
Вывод
9. Выбор и проектирование приспособления
9.1 Сбор исходных данных
9.2 Расчет сил резания
9.3 Расчет усилия зажима
9.4 Расчёт зажимного механизма и силового привода
9.5 Описание приспособления
10. Выбор и проектирование режущего инструмента
10.1 Выбор типа конструкции инструмента
10.3 Выбор геометрических параметров режущей части
10.4. Расчет параметров установки режущего элемента в корпусе инструмента
11. Расчет и проектирование участка механической обработки детали
11.1 Расчет необходимого количества оборудования
11.2 Расчет численности работающих
11.3 Определение площади участка
11.4 Компоновка механического цеха
12. Экономическая эффективность проекта
12.1 Исходные данные для экономического обоснования проекта
12.2 Расчет необходимого количества оборудования и коэффициентов загрузки
12.3 Расчет капитальных вложений (инвестиций)
12.4 Расчет технологической себестоимости операций
12.5 Калькуляция себестоимости обработки детали по проектируемому технологическому процессу
12.6 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
12.6.1 Ожидаемая прибыль (условно-годовая экономия) предприятия
12.6.2 Налог на прибыль
12.6.3 Чистая ожидаемая прибыль
Вывод
13. Экологичность и безопасность проекта
13.1 Описание рабочего места, оборудования при фрезеровании
13.2 Идентификация ОВПФ при фрезеровании
13.3 Организационно - технические мероприятия по разработке безопасных условий труда, подкрепленные инженерными расчетами
13.4 Расчет искусственного освещения
13.5 Безопасность при аварийных и чрезвычайных ситуациях
13.6 Мероприятия по обеспечению пожарной безопасности
Выводы
Заключение
Список литературы
Приложения
Рецензия
Введение
ЦЕЛЬ ПРОЕКТА.
Деталь "Кулачок 02-7016-7704" относится к типу деталей "Кулачки", для обработки которых разработан групповой ТП. Заданный объем выпуска 2000 деталей в год соответствует мелкосерийному типу производства [2]. Оптимальная стратегия разработки ТП предусматривает для мелкосерийного типа производства универсальное оборудование, низкую степень автоматизации, стандартные приспособления с ручным приводом, малопроизводительный режущий инструмент. Все это не позволяет получить высокую производительность обработки и ведет к существенному повышению себестоимости изготовления деталей.
Такое же положение мы имеем с другими деталями, выпускаемыми цехом, в том числе и с деталями типа "Кулачки":
Кулачок 02-7016-7364 - 1500 дет/год;
Кулачок 02-7016-5216 - 1500 дет/год.
Объемы выпуска перечисленных деталей также соответствуют мелкосерийному типу производства.
Отечественными учеными-технологами разработан способ организации производства, позволяющий применить при разработке ТП деталей малых серий стратегию, характерную для серийного производства. Это так называемая групповая технология. В основе групповой технологии лежит разработка не индивидуальных ТП, а общего группового ТП для деталей, имеющих общие конструктивные признаки, объединенных в группы по максимальному числу этих признаков. Перечисленные выше детали составляют одну группу - детали типа "Кулачки" средних размеров. Общий объем выпуска этих деталей составляет 5000 дет/год, что соответствует среднесерийному типу производству [2]. А для серийного типа производства экономически целесообразно применение высокопроизводительного автоматизированного оборудования, расстановка его на участке по ходу ТП и тем самым сведение к минимуму пересечения потоков деталей, применение программного управления станками, модернизация станков в интересах производства, дифференциация операций и уменьшение коэффициента закрепления операций КЗО, применение быстродействующих приспособлений с автоматизированным приводом, быстропереналаживаемой и быстросменной оснастки, специального режущего инструмента и т.п. Уменьшается также объем разрабатываемой документации. Поэтому принимаем решение применить групповую организацию производства, для чего разработать групповой ТП обработки деталей типа "Кулачки".
Цель дипломного проекта - обеспечение заданного выпуска деталей заданной номенклатуры путем разработки группового ТП.
1. Анализ исходных данных
Задача раздела - на базе анализа исходных данных выбрать оптимальную стратегию разработки ТП и сформулировать задачи дипломного проекта, решение которых приведет к достижению цели, указанной во введении.
1.1 Служебное назначение детали
Кулачок 02-7016-7704 к патрону является одной из основных деталей кулачкового патрона и служит для базирования тел вращения по своим рабочим поверхностям. Далее на кулачки патрона от привода подается преобразованное посредством элементарных зажимных механизмов или их сочетания усилие зажима. Таким образом, кулачки служат и для закрепления заготовок. Сами кулачки устанавливаются в патроне посредством шпонки, которая и определяет их положение в приспособлении.
Режим работы кулачков достаточно тяжелый, в связи с работой при постоянных вибрациях системы, работой патрона на зажим-разжим, что может приводить к износу рабочих поверхностей и направляющих элементов кулачков.
Исходя из условий работы кулачка в патроне, в качестве его материала выбрана сталь 19ХГН.
Сталь 19ХГН по ГОСТ 4543-71 относится к классу легированных сталей и содержит:
углерода - 0,16…0,21%;
кремния - 0,17…0,37%;
марганца - 0,7…1,1%;
никеля - 0,8…1,1%;
хрома - 0,8…1,1%;
серы - до 0,035%;
фосфора - до 0,035%.
Исходя из служебного назначения кулачка при разработке технологического процесса его изготовления, особое внимание следует уделить рабочей поверхности, а так же пазам.
1.2 Технологичность конструкции детали
Рабочий чертеж кулачка содержит необходимую графическую информацию для полного представления о его конструкции. Указаны размеры с их отклонениями, проставлена требуемая шероховатость, большинство отклонений расположения поверхностей.
К недостаткам чертежа можно отнести количество видов детали, но это необходимо для лучшего понятия ее конфигурации. Для того чтобы обеспечить сборку необходимо, чтобы расположение отверстий относительно друг друга и относительно паза было выполнено строго по чертежу. Деталь в целом технологична и позволяет применить прогрессивные методы обработки (фрезерование, шлифование и т.д.) с использованием режущего инструмента, оснащенного твердым сплавом.
1.3 Недостатки базового ТП и задачи проекта
За базовый ТП примем индивидуальный ТП обработки кулачка 02-7016-7704 в условиях мелкосерийного производства. Типовой ТП мелкосерийного производства предусматривает применение универсального оборудования с малой степенью автоматизации, с ручным управлением. Оборудование расставлено на участке в соответствии с видами обработки, что вызывает пересечение транспортных потоков. Применяемые универсальные приспособления, имеют ручной привод, являются медленно действующими и вызывают дополнительные погрешности при зажиме заготовки. Точность обработки обеспечивается методом пробных проходов, для контроля точности применяются универсальные измерительные средства с невысокой точностью измерения. Все это ведет к снижению производительности обработки и повышению себестоимости изготовления детали.
Учитывая недостатки базового ТП, сформулируем задачи дипломного проекта:
1) заменить индивидуальный ТП групповым, для чего спроектировать комплексную деталь и разработать групповой технологический маршрут;
2) на базе экономического анализа вариантов получения заготовки выбрать оптимальный, рассчитать припуски на обработку и спроектировать заготовку детали "Кулачок";
3) на базе группового маршрута разработать технологический маршрут обработки детали "Кулачок";
4) выбрать средства технологического оснащения для группового ТП, и в частности для ТП обработки детали "Кулачок";
5) определить режимы резания и нормы времени операций механообработки детали "Кулачок";
6) провести научные и патентные исследования и на их основе повысить производительность лимитирующих операций;
7) спроектировать высокопроизводительные приспособления и инструменты;
8) проанализировать ТП с точки зрения возникновения вредных и опасных факторов, разработать меры по их устранению или защиты от их воздействия;
9) определить экономическую эффективность проекта.
2. Выбор стратегии и определение типа производства
Задача раздела - определить тип производства и выбрать принципиальный подход к определению составляющих ТП.
2.1 Определение типа производства
Тип производства определим исходя из заданного объема выпуска N и трудоемкости изготовления детали, определяемой массой этой детали.
Согласно задаче по проектированию группового ТП, в качестве объема выпуска примем общий объем выпуска группы деталей "Кулачки":
N = 5000 дет/год.
Средняя масса m деталей группы:
m = 3 кг.
Исходя из рекомендаций [2] примем среднесерийный тип производства.
2.2 Выбор стратегии разработки ТП
Стратегия разработки ТП - принципиальный подход к определению его составляющих (показателей ТП), которые определяются в первую очередь типом производства, а также его технологическими возможностями.
Среднесерийному типу производства соответствует следующая стратегия разработки ТП:
1) В области организации ТП.
Вид стратегии - последовательно-циклическая, линейно-разветвленная.
Форма организации ТП - переменно-поточная.
Повторяемость изделий - периодическая.
2) В области выбора и проектирования заготовки.
Метод получения заготовки - прокат или штамповка.
Выбор методов обработки - по таблицам с учетом коэффициентов удельных затрат.
Припуск на обработку - незначительный.
Метод определения припусков - расчет по переходам.
3) В области разработки технологического маршрута.
Степень унификации ТП - групповой ТП на базе типового ТП, далее индивидуальный ТП на базе группового ТП.
Степень детализации разработки ТП - маршрутно-операционный, частично пооперационный.
Принцип формирования маршрута - в основном интенсивная концентрация операций.
Синхронизация операций - достаточно высокая.
Обеспечение точности - работа на настроенном оборудовании с применением активного контроля.
Базирование заготовки - совмещение технологической и измерительной баз, постоянство баз.
4) В области выбора СТО.
Оборудование - универсальное, частично специализированное.
Приспособления - универсальные и специальные.
Режущие инструменты - стандартные и специальные.
Средства контроля - универсальные и специальные.
5) В области проектирования технологических операций.
Содержание операций - преимущественно одновременная обработка нескольких поверхностей.
Загрузка оборудования - периодическая смена деталей на станках.
Коэффициент закрепления операций Кзо = 10…20.
Расстановка оборудования - преимущественно по ходу ТП.
Настройка оборудования - по измерительным приборам и по эталону.
6) В области нормирования ТП.
Определение режимов резания - по эмпирическим формулам, частично аналитически.
Нормирование ТП - детальное пооперационное.
Квалификация рабочих - сравнительно низкая при высокой квалификации наладчиков.
Технологические карты - маршрутно-операционные, частично операционные с детализацией по переходам.
2.3 Проектирование группового технологического маршрута
Задача этапа - разработать комплексную деталь, включающую конструктивные элементы всех деталей группы, систематизировать ее поверхности по назначению, определить методы обработки поверхностей и разработать групповой технологический маршрут.
2.3.1 Разработка комплексной детали
Для разработки группового технологического маршрута необходимо спроектировать комплексную деталь - такую виртуальную деталь, которая содержала бы все конструктивные элементы деталей группы "Кулачки". В нашем случае группа включает 3 детали:
Кулачок 02-7016-7704;
Кулачок 02-7016-7364;
Кулачок 02-7016-5216.
Детали содержат следующие типы поверхностей:
плоские поверхности 14 квалитета, Ra 6,3;
2) пазы, в том числе и шпоночный точностью от 14 до 7 квалитета, шероховатостью Ra от 6,3 до 0,8;
3) отверстия сквозные, в том числе ступенчатые 14 квалитета, Ra 6,3;
4) отверстия глухие с резьбой 14 квалитета, Ra 6,3;
5) цилиндрические поверхности точностью от 14 до 9 квалитета;
6) канавки.
Чертеж комплексной детали представлен на листе графической части проекта.
2.3.2 Выбор методов обработки поверхностей
При выборе оптимальных методов обработки поверхностей кулачка и их последовательности будем руководствоваться методикой [2, 4]. В основу назначения методов обработки положен принцип минимизации суммарных расходов на обработку. Базой для сравнения методов обработки являются коэффициенты удельных затрат по каждому методу, приведенные в [2, 4].
Определим наивыгоднейший вариант обработки одной из самых точных поверхностей 10 Æ130-0,1. При этом будем руководствоваться следующими положениями:
1) в результате каждого перехода точность, начиная с 12 квалитета, повышаем не более чем на два квалитета;
2) в результате каждого перехода шероховатость поверхности уменьшается не более чем в 4 раза;
3) обработку до закалки выгоднее выполнять лезвийным инструментом, после закалки - абразивными методами.
В нашем случае возможны следующие варианты обработки:
1) Ф (12, 12,5) - Фч (10, 6,3) - ТО (11, 6,3) - Ш (9, 3,2) - Шч (7, 0,8)
2) СТ (12, 12,5) - Фч (10, 6,3) - ТО (11, 6,3) - Ш (9, 3,2) - Шч (7, 0,8)
Здесь обозначено:
Ф - фрезерование;
СТ - строгание;
Ш - шлифование;
Индексы: ч - чистовое.
В скобках указаны квалитет точности и шероховатость Ra на каждом переходе.
Принимаем следующие значения коэффициентов удельных затрат [2, 4] (серийное производство):
Ф: Ку = 1Фч: Ку = 1,5СТ: Ку = 2
Ш: Ку = 1Шч: Ку = 1,5
Подсчитаем коэффициент Куi для всех вариантов:
1 + 1,5 + 1 + 1,5 = 5
2 + 1,5 + 1 + 1,5 = 6
Видим, что наименьший суммарный коэффициент удельных затрат соответствует варианту 1:
1 переход - Ф (12, 12,5)
2 переход - Фч (10, 6,3)
3 переход - ТО (11, 6,3)
4 переход - Ш (9, 3,2)
5 переход - Шч (7, 0,8)
Заносим принятые методы обработки и их последовательность в графу 5 таблицу 2.1
Таблица 2.1
Методы обработки поверхностей комплексной детали
| № поверхности |
Вид пов. |
Кв. точ. |
Ra, мкм |
Методы обработки |
| 1 | 2 | 3 | 4 | 5 |
| 1, 3, 4, 5, 6, 7, 8, 9, 12,15, 16, 17, 18, 20, 21,28,29, 30, 31, 33,37, 48, 61, 62 | П | 14 | 6,3 |
Ф - Фч |
| 23, 25 | П | 10 | 6,3 |
Ф - ТО - Фч |
| 34, 35, 36, 38, 39, 59, 60 | П | 7 | 0,8 |
Ф - Фч - ТО - Ш - Шч |
| 2, 11, 19, 22, 24, 26, 27,32 | Ф | 14 | 6,3 |
Фч |
| 55, 56, 57,58 | К | 14 | 6,3 |
Фч |
| 13, 14 | Ц | 14 | 6,3 |
Ф - Фч |
| 10 | Ц | 9 | 0,8 |
Ф - Фч - ТО - Ш - Шч |
| 40, 42, 43, 44, 49, 50, 63, 65, 69, 73 | ЦВ | 14 | 6,3 | С - З |
| 41, 51, 54 | ПВ | 14 | 6,3 | 3 |
| 64, 68, 72 | КВ | 14 | 6,3 | С - З |
| 67, 71, 75 | РВ | 14 | 6,3 | Р |
В табл.2.1 обозначено:
Виды поверхностей: П - плоская, Ф - фаска, К - канавка, Ц - цилиндрическая, ЦВ - цилиндрическая внутренняя, ПВ - плоская внутренняя, КВ - коническая внутренняя, РВ - резьба внутренняя. Методы обработки: Ф - фрезерование черновое, Фч - Фрезерование чистовое, Ш - шлифование черновое, Шч - шлифование чистовое, С - сверление, З - зенкерование, Р - резьбонарезание, ТО - термообработка.
2.3.3 Разработка технологического маршрута обработки комплексной детали
Технологический маршрут обработки комплексной детали (групповой маршрут) будем разрабатывать на базе типового маршрута обработки деталей типа "Кулачки". При этом будем максимально использовать принцип дифференциации, полагая, что в дальнейшем, при разработке ТП конкретных деталей группы их можно будет объединить в различных вариантах.
Групповой технологический маршрут приведен в таблице 2.2 Маршрут включает обработку всех поверхностей комплексной детали, т.е. Всех типов поверхностей деталей группы. Групповой маршрут будет использоваться в качестве базы для разработки технологических маршрутов обработки конкретных деталей, в том числе и кулачка 1.
Групповой технологический маршрут представлен на листе графической части. Здесь же отмечены операции, задействованные в конкретных ТП обработки деталей группы.
Таблица 2.2
Технологический маршрут обработки комплексной детали
|
№ опер. |
Наименование операции | Обработанные поверхности | |
| 10 | Фрезерная | 1, 12, 15, 16, 20,21, 23, 25 | |
| 20 | Фрезерная | 1, 12, 15, 16, 20,21 | |
| 30 | Фрезерная | 3, 4,5, 6, 7, 8, 9, 17, 18, 33, 34, 35, 36, 37, 38, 39 | |
| 40 | Фрезерная | 2, 3, 4, 5, 6, 7, 8, 9, 17, 18, 19, 22, 24, 32, 33, 34, 35, 36, 37, 38, 39, 55, 56, 57, 58 | |
| Продолжение табл.2.2 | |||
|
№ опер. |
Наименование операции | Обработанные поверхности | |
| 50 | Фрезерная | 10, 13, 14, 28, 29, 30, 31, 46, 48, 59, 60, 61, 62 | |
| 60 | Фрезерная | 10, 11, 13, 14, 26, 27, 28, 29, 30, 31, 46, 48, 59, 60, 61, 62 | |
| 70 | Сверлильная | 40, 41, 42, 43, 44, 47, 49, 50, 51, 52, 53, 54, 63, 64, 65, 66, 68, 69, 70, 72, 73, 74, 45, 67, 71, 75 | |
| 80 | Термическая | Все поверхности | |
| 90 | Шлифовальная | 23, 25 | |
| 100 | Шлифовальная | 34, 35, 36, 38, 39 | |
| 110 | Шлифовальная | 34, 35, 36, 38, 39 | |
| 120 | Шлифовальная | 10, 59, 60 | |
| 130 | Шлифовальная | 10, 59, 60 | |
| 140 | Моечная | Все поверхности | |
| 150 | Контрольная | Согласно карте контроля | |
3. Выбор и проектирование заготовки
Задача раздела - выбрать оптимальный метод получения заготовки, определить припуски на обработку и спроектировать заготовку.
3.1 Выбор метода получения заготовки
Для детали данного типа, средней сложности, среднесерийного производства в качестве метода получения заготовки целесообразно принять штамповку или прокат. Для окончательного выбора метода получения заготовки выполним сравнительный экономический анализ. В основу анализа положим сравнение стоимостей заготовок, полученных штамповкой и прокатом (Ст1 и Ст2 соответственно), а также сравнение коэффициентов использования материала (КМ1 и КМ2 соответственно для штамповки и проката). Рассмотрим получение заготовки штамповкой на кривошипных горячештамповочных прессах.
1) По таблице 3.1 3 [8] выбираем:
а) Оборудование - пресс с выталкивателем;
б) Штамповочные уклоны: 7°;
в) Радиусы закруглений r = 3мм.
2) По таблице 3.4 [8] назначаем допуски и припуски на обработку на сторону и сводим их в таблицу 3.1
Таблица 3.1
Допуски и припуски на механическую обработку
| Размеры, мм | Допуски, мм | Припуски, мм | Расчет размеров заготовки, мм | Окончательные размеры, мм |
| 151 |
+2,4 1,2 |
2,5 | 151+ (2.2,5) =156 |
|
| 55 |
+2,1 1,1 |
2,4 | 55+ (2.2,4) =59,8 |
|
| 102 |
+2,1 1,1 |
2,4 | 102+ (2.2,4) =106,8 |
|
| 37 |
+1,9 1,0 |
2,3 | 37+2,3+2,4=41,7 |
|
| Продолжение табл.3.1 | ||||
| Размеры, мм | Допуски, мм | Припуски, мм | Расчет размеров заготовки, мм | Окончательные размеры, мм |
| 44 |
+1,9 1,0 |
2,3 | 44+2,3+2,4=48,7 |
|
| 84 |
+2,1 1,1 |
2,4 | 84+2,4+2,4=88,8 |
|
| Æ130 |
+2,4 1,2 |
2,5 | Æ130+ (2.2,5) = Æ135 |
Æ |
3) Рассчитаем площадь поковки в плане [8]:
 , мм2
, мм2
4) Определяем толщину мостика для облоя [8]:
![]() , мм
, мм
Коэффициент Со принимаем равным 0,016.
5) По таблице 3.2.2 выбираем остальные размеры облойной канавки [1]:
а) Усилие пресса - 10МН;
б) ho = 1,6 мм;
в) l = 4 мм;
г) h = 6 мм;
д) R1 = 15 мм.
6) Рассчитать объем заготовки [1]:
Vзаг. = Vп + Vу + Vо, мм3 (3.1)
где
а) объем поковки:
 , мм3
, мм3
б) объем угара Vу принимаем равным 0,7% от Vп;
в) объем облоя:
Vо = ξ. FМ. (Рп + ξ. π. l), мм3 (3.2)
где ξ=2 - коэффициент, учитывающий изменение фактической площади сечения получаемого облоя по сравнению с площадью сечения мостика;
FM = l. ho= 4.1,6 = 6,4 мм2 - площадь поперечного сечения мостика;
Рп = 41,7 + 36,5 + 20,2 +3 2 + 56,6 + 15,4 + 30 + 106,8 + 81,8 + 11,1 + 11,4 + + 11,1 + 62,8 = 517,4 мм - периметр поковки;
Vо= 2.6,4× (517,4+2.3,14.4) = 6944,26мм3;
г) объем поковки:
Vзаг. =577907,2 ×1,007+6944,26=588896,81мм3;
7) Рассчитаем массу поковки:
![]() =588896,81.7,85.10-6
= 4,6 кг
=588896,81.7,85.10-6
= 4,6 кг
где γ - плотность материала, г/см3. Для стали: γ=7,85 г/см3;
Vз - объем заготовки, мм3.
8) Определим коэффициент использования материала:
![]()
где m - масса детали, кг; M - масса заготовки, кг.
Рассмотрим получение заготовки прокатом.
Заготовка, полученная прокатом, представляет собой пруток.
1) Назначаем допуски и припуски на обработку на сторону и сводим их в таблицу 3.2
Таблица 3.2. Допуски и припуски на механическую обработку
|
Размеры, мм |
Допуски, мм |
Припуски, мм |
Расчет размеров заготовки, мм | Окончательные размеры, мм |
| 151 |
+2,4 1,2 |
2,5 | 151+ (2.2,5) =156 |
|
| 102 |
+2,1 1,1 |
2,4 | 102+ (2.2,4) =106,8 |
Æ |
2) Объем заготовки.
![]() мм3,
мм3,
где D - диаметр заготовки, полученной прокатом, мм;
l - длина заготовки, полученной прокатом, мм.
3) Рассчитаем массу заготовки.
![]() кг
кг
4) Определим коэффициент использования материала:
![]()
Для окончательного выбора метода получения заготовки, следует провести сравнительный анализ по технологической себестоимости.
Расчет технологической себестоимости заготовки получаемую по первому или второму методу проведем по следующей формуле [1]:
Ст=Сзаг. М + Cмех. (М-m) - Сотх. (M-m), руб. (3.3)
где М - масса заготовки, кг;
m - масса детали, кг;
Сзаг - стоимость одного килограмма заготовок, руб. /кг;
Cмех. - стоимость механической обработки, руб. /кг;
Сотх - стоимость одного килограмма отходов, руб. /кг.
Стоимость заготовки, полученной таким методом, как штамповка на кривошипных горячештамповочных прессах, с достаточной для стадии проектирования точностью можно определить по формуле [1]:
Сзаг=Сшт. hT. hC. hB. hM. hП, руб. /кг, (3.4)
где Сшт - базовая стоимость одного килограмма штампованных заготовок, руб. /кг;
hT - коэффициент, учитывающий точность заготовки;
hC - коэффициент, учитывающий сложность заготовки;
hB - коэффициент, учитывающий массу заготовки;
hM - коэффициент, учитывающий материал заготовки;
hП - коэффициент, учитывающий группу серийности.
Таким образом:
hT =1,05 - 1-ый класс точности;
hC =0,88 - 2-ая группа сложности получения заготовки;
hB =0,89- так как масса заготовки находится в пределах 4,0…10,0 кг;
hM =1,27;
hП =1;
Базовая стоимость одного килограмма штамповок составляет:
Сшт = 0,315 руб. /кг
Сзаг. = 0,315.1,05.0,88.0,89.1,27.1 = 0,329 руб. /кг
Определяем стоимость механической обработки по формуле:
Смех. = Сс + Ен. Ск, руб. /кг (3.5)
где Сс = 0,356 - текущие затраты на один килограмм стружки, руб. /кг [1] ; Ск = 1,035- капитальные затраты на один килограмм стружки, руб. /кг [1];Ен = 0,15 - нормативный коэффициент эффективности капитальных вложений выбираем из предела (0,1…0,2) [1].
Смех. = 0,356 + 0,15.1,035 = 0,511 руб. /кг
Стоимость одного килограмма отходов принимаем равной Сотх. = 0,0298 руб. /кг.
Определяем общую стоимость заготовки, получаемую штамповкой:
Ст = 0,329.4,6 + 0,511. (4,6-2,7) -0,0298. (4,6-2,7) = 2,43 руб.
Стоимость заготовки, полученной прокатом, определим по следующей формуле [1]:
![]() , (3.6)
, (3.6)
где Спр - цена одного кг материала заготовки, руб.; hФ - коэффициент, учитывающий форму заказа металлопроката. Т.о.: hФ=1,0 - для проката нормальной длины; Спр=0,255 руб. /кг
![]() руб. /кг
руб. /кг
Определяем общую стоимость заготовки, получаемую прокатом:
Ст = 0,255.10,61 + 0,511. (10,61-2,7) -0,0298. (10,61-2,7) = 6,51 руб.
Таким образом, по технологической себестоимости наиболее экономичным является вариант изготовления детали из заготовки, полученной штамповкой. Ожидаемая годовая экономия:
Эгод. = (СТ2 - СТ1). N, руб. (3.7)
где N - годовая программа выпуска деталей, шт.;
Эгод. = (6,51- 2,43).5000 = 20400 руб.
На основании сопоставления технологических себестоимостей по рассматриваемым вариантам делаем вывод о том, что для дальнейшей разработки следует выбрать метод получения заготовки штамповкой. В этом случае годовая экономия составит 20400 рублей.
3.2 Определение методов обработки поверхностей
Методы обработки поверхностей детали "Кулачок 02-7016-7704" и их последовательность в зависимости от квалитета точности и шероховатости поверхностей определяем по табл.2.1., выбирая соответствующие позиции из чертежа детали. Результаты заносим в таблицу 3.3
Таблица 3.3
Методы обработки поверхностей детали "Кулачок"
| № поверхности |
Вид пов. |
Кв. точ. |
Ra, мкм |
Методы обработки |
| 1 | 2 | 3 | 4 | 5 |
| 1, 3, 4, 5, 6, 7, 15, 16, 17, 18, 20, 21,28,29, 30, 31,37, 48, 61, 62 | П | 14 | 6,3 |
Ф - Фч |
| 23, 25 | П | 10 | 6,3 |
Ф - ТО - Фч |
| 34, 35, 36, 38, 39, 59, 60 | П | 7 | 0,8 |
Ф - Фч - ТО - Ш - Шч |
| 2, 11, 19, 22, 24, 26, 27,32 | Ф | 14 | 6,3 |
Фч |
| 55, 56, 57,58 | К | 14 | 6,3 |
Фч |
| 10 | Ц | 9 | 0,8 |
Ф - Фч - ТО - Ш - Шч |
| 40, 42, 43, 44, 49, 50, 63, 65, 69, 73 | ЦВ | 14 | 6,3 | С - З |
| 41, 51, 54 | ПВ | 14 | 6,3 | 3 |
| 64, 68, 72 | КВ | 14 | 6,3 | С - З |
| 67, 71, 75 | РВ | 14 | 6,3 | Р |
В табл.3.3 обозначено:
Виды поверхностей: П - плоская, Ф - фаска, К - канавка, Ц - цилиндрическая, ЦВ - цилиндрическая внутренняя, ПВ - плоская внутренняя, КВ - коническая внутренняя, РВ - резьба внутренняя.
Методы обработки: Ф - фрезерование черновое, Фч - Фрезерование чистовое, Ш - шлифование черновое, Шч - шлифование чистовое, С - сверление, З - зенкерование, Р - резьбонарезание, ТО - термообработка.
3.3 Определение припусков на обработку
При выборе метода расчета припуска будем исходить из требований максимальной в реальных пределах точности определения припуска, обеспечивающей минимальную величину припуска при гарантированном обеспечении точности и шероховатости поверхности, с одной стороны, и максимальной простоты расчета, с другой стороны.
Проанализировав известные метода определения припуска, остановили свой выбор на расчетно-аналитическом методе, как на наиболее удовлетворяющим нашим требованиям
Определим расчётно-аналитическим методом припуски на поверхность 10 Æ130-0,1, являющуюся одной из наиболее точных.
Качество поверхности после штамповки:
Rz = 160 мкм, h = 300 мкм.
Качество поверхности после механической обработки по данным прил.4 [3] следующие:
Фрезерование черновое Rz = 60 мкм, h = 90мкм;
Фрезерование чистовое Rz = 30 мкм, h = 50 мкм;
Шлифование черновое Rz = 10 мкм, h = 40 мкм;
Шлифование чистовое Rz = 5 мкм, h = 20 мкм
Суммарное пространственное отклонение будем определять по формуле
![]() , мм (3.8)
, мм (3.8)
где ![]() - коэффициент
уточнения (по табл.3.17 [6]);
- коэффициент
уточнения (по табл.3.17 [6]);
Di-1 - суммарное пространственное отклонение на заготовительной операции (коробление);
после штамповки Di-1= 0,5 мм;
после фрезерования чернового D = 0,06 × 0,5= 0,03мм;
после фрезерования чистового D = 0,04 × 0,5= 0,02 мм;
после шлифования чернового D = 0,06 × 0,5= 0,03 мм;
после шлифования чистового D = 0,04 × 0,5= 0,02 мм
Определим значение минимального припуска 2Zmin после каждой операции по формуле:
![]() , мм (3.9)
, мм (3.9)
где Rzi-1, hi-1 - высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di-1 - суммарное значение пространственных отклонений с предыдущей операции;
ei - погрешность установки (определяем по табл.1.16 [6] для закрепления в тисках);
При расчете припуска на операции 35-1 внутришлифовальной значение hi-1 = 0.
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем предельные размеры для каждого перехода по формулам:
2Аi-1 min = 2Аi min + 2Zi min, мм (3.8)
2Аi max = 2Аi min + T2Аi, мм (3.9)
2U130 min = 129,9 мм;
2U130 max = 130 мм;
2U120 min = 2U130
min + ![]() = 129,9 + 0,11 = 130,01 мм;
= 129,9 + 0,11 = 130,01 мм;
2U120 max = 2U120 min + T2U120 = 130,01 + 0,1 = 130,11 мм;
2U60 min = 2U120
min + ![]() = 130,01 + 0,17 = 130,18
мм;
= 130,01 + 0,17 = 130,18
мм;
2U60 max = 2U60 min + T2U60 = 130,18 + 0,25 = 130,43 мм;
2U50 min = 2U60
min + ![]() = 130,18 + 0,43 = 130,61
мм;
= 130,18 + 0,43 = 130,61
мм;
2U50 max = 2U50 min + T2U50 = 130,61 + 0,4 = 131,01 мм;
2U00 min = 2U50
min + ![]() = 130,61 + 1,46 = 132,07
мм;
= 130,61 + 1,46 = 132,07
мм;
2U00 max = 2U00 min + T2U00 = 132,07 + 3,6 = 135,67 мм;
Определим предельные значения припусков по формуле:
![]() , мм (3.9)
, мм (3.9)
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определение припусков на обработку сведем в таблицу 3.4
Таблица 3.4. Расчет припусков на обработку поверхности 10 Æ130-0,1
|
Техноло гические переходы |
Элементы припуска, мкм |
Расчет- ный припуск 2Zmin, мм |
Допуск TD, мм |
Предельные размеры заготовки |
Предельные припуски, мм |
||||||
|
Rz |
h |
DS |
εу |
Dmax |
Dmin |
2Zmax |
2Zmin |
||||
| Штамповка | 160 | 300 | 0,5 | - | - | 3,6 | 135,67 | 132,07 | - | - | |
| Фрезерование черновое | 100 | 90 | 0,03 | 0,15 | 1,46 | 0,4 | 131,01 | 130,61 | 4,66 | 1,46 | |
| Фрезерование чистовое | 30 | 50 | 0,02 | 0,15 | 0,43 | 0,25 | 130,43 | 130,18 | 0,58 | 0,43 | |
| Шлифование черновое | 10 | 40 | 0,03 | 0,05 | 0,17 | 0,1 | 130,11 | 130,01 | 0,32 | 0,17 | |
| Шлифование чистовое | 5 | 20 | 0,02 | 0,05 | 0,11 | 0,1 | 130,0 | 129,9 | 0,11 | 0,11 | |
Изобразим на рис.3.1 схему расположения операционных размеров, допусков и припусков.
Графическое изображение припусков и допусков на обработку поверхности 10 Æ130-0,1
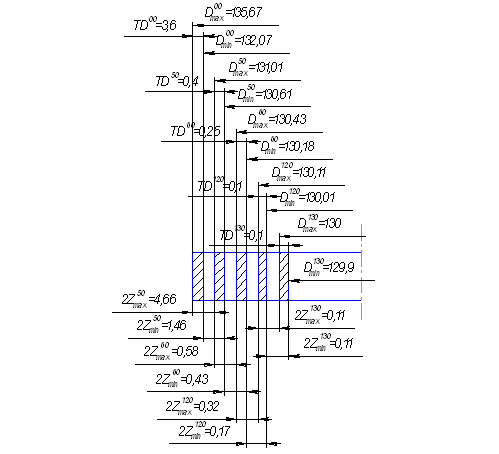
Рис.3.1
4. Выбор технологичесих баз. план обработки
4.1 Разработка технологического маршрута обработки кулачка
Технологический маршрут обработки кулачка будем разрабатывать на базе технологического маршрута обработки комплексной детали, представленного в табл.2.2 Для этого выберем операции задействованные в данном ТП. Результаты заносим в таблицу 4.1
Таблица 4.1. Технологический маршрут обработки кулачка
|
№ опер. |
Наименование операции | Обработанные поверхности |
| 10 | Фрезерная | 1, 15, 16, 20,21, 23, 25 |
| 20 | Фрезерная | 1, 15, 16, 20,21 |
| 30 | Фрезерная | 3, 4,5, 6, 7, 17, 18, 34, 35, 36, 37, 38, 39 |
| 40 | Фрезерная | 2, 3, 4, 5, 6, 7, 17, 18, 19, 22, 24, 32, 34, 35, 36, 37, 38, 39, 55, 56, 57, 58 |
| 50 | Фрезерная | 10, 28, 29, 30, 31, 46, 48, 59, 60, 61, 62 |
| 60 | Фрезерная | 10, 11, 26, 27, 28, 29, 30, 31, 46, 48, 59, 60, 61, 62 |
| 70 | Сверлильная | 40, 41, 42, 43, 44, 47, 49, 50, 51, 52, 53, 54, 63, 64, 65, 66, 68, 69, 70, 72, 73, 74, 45, 67, 71, 75 |
| 80 | Термическая | Все поверхности |
| 90 | Шлифовальная | 23, 25 |
| 100 | Шлифовальная | 34, 35, 36, 38, 39 |
| 110 | Шлифовальная | 34, 35, 36, 38, 39 |
| 120 | Шлифовальная | 10, 59, 60 |
| 130 | Шлифовальная | 10, 59, 60 |
| 140 | Моечная | Все поверхности |
| 150 | Контрольная | Согласно карте контроля |
4.2 Выбор технологических баз
В качестве черновых технологических баз на первой операции выбираем поверхности 1, 21, 23, 15, 16, 25. Шесть поверхностей в качестве баз использованы, поскольку обработка происходит в два установа. На данной операции обрабатываются габаритные размеры детали.
На операции 20 используются чистовые технологические базы. Ими являются поверхности 1, 21, 25, 15, 16, 21. Обработка проводится в два установа.
На операциях 30, 40 фрезерных, а также на операциях 110, 120 шлифовальных в качестве баз использованы поверхности 1, 18, 25, 21, 5, 23. Это связано с обработкой конкретных элементов детали, а также дает возможность получить заданную чертежом детали точность. Обработка на фрезерных операциях проводится в два установа.
На первых четырех операциях соблюдается принцип постоянства баз.
При базировании на фрезерных операциях 50, 60, а так же на 70 - сверлильной и шлифовальных 130, 140 операциях, базами служат поверхности пазов, полученных ранее. Это поверхности 34, 36, 38. Использование данной схемы базирования обеспечивает возможность свободного доступа инструмента к различным поверхностям заготовки, а также дает возможность обеспечения заданного чертежом относительного расположения элементов детали.
На операции 100 в качестве технологических баз используются пов.1, 23, 21, 16, 25. Обработка проводится в два установа. Необходимость использования данных схем базирования обусловлена шлифованием габаритного размера согласно чертежу детали.
Все используемые в качестве технологических баз поверхности являются плоскими. Технологический процесс спроектирован таким образом, что принцип единства баз соблюдается на всех операциях.
Классификация технологических баз представлена в таблице 4.2
Таблица 4.2. Классификация технологических баз
|
№ оп-ии |
№№ оп-х точек |
Наимено- вание базы |
Характер проявления |
Реализация |
Ед-во баз |
Пост- во баз |
||
| явная | скры-тая | естест-венная | искуст-венная | |||||
| 10 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | |||
| 20 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | + | ||
| 30 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | + | ||
| 40 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | + | ||
| 50 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | |||
| явная | скры-тая | естест-венная | искуст-венная | |||||
| 60 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | + | ||
| 70 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | + | ||
| 90 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | |||
| 100 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | |||
| 110 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | + | ||
| 120 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | |||
| 130 |
1,2,3 4,5 6 |
У Н О |
+ | + | + | + | ||
4.3 Назначение операционных технических требований
Технические требования на обработку детали назначаем по таблицам статистической точности размеров и пространственных отклонений [9], исходя из вида обработки, применяемого оборудования, способа обеспечения точности и длины (диаметра) обработки детали.
Технические требования на изготовление исходной заготовки назначаются по ГОСТ 7505 - 89 (поковки стальные штампованные).
5. Выбор средств технологического оснащения
Задача раздела - выбрать для каждой операции ТП такие оборудование, приспособление, режущий инструмент (РИ) и средства контроля, которые бы обеспечили заданный выпуск деталей заданного качества с минимальными затратами.
5.1 Выбор оборудования
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами:
1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции.
2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3) В случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые данным цехом, участком.
4) Оборудование не должно быть дефицитным, следует отдавать предпочтение отечественным станкам.
5) В мелкосерийном производстве следует применять преимущественно универсальные станки, револьверные станки, станки с ЧПУ, многоцелевые станки (обрабатывающие центры). На каждом станке в месяц должно выполняться не более 40 операций при смене деталей по определенной закономерности.
6) Оборудование должно отвечать требованиям безопасности, эргономики и экологии.
Если для какой-то операции этим требованиям удовлетворяет несколько моделей станков, то для окончательного выбора будем проводить сравнительный экономический анализ.
Выбор оборудования проводим в следующей последовательности:
1) Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков.
2) Исходя из положения обрабатываемой поверхности, выбираем тип станка.
3) Исходя из габаритных размеров заготовки, размеров обработанных поверхностей и точности обработки выбираем типоразмер (модель) станка.
5.2 Выбор приспособлений
При выборе приспособлений будем руководствоваться следующими правилами [5]:
1) Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов.
2) Приспособление должно обеспечивать надежные закрепление заготовки обработке.
3) Приспособление должно быть быстродействующим.
4) Зажим заготовки должен осуществляться, как правило, автоматически.
5) Следует отдавать предпочтение стандартным, нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления.
Исходя из типа и модели станка и метода обработки, выбираем тип приспособления.
Выбор приспособления будем производить в следующем порядке:
1) Исходя из теоретической схемы базирования и формы базовых поверхностей, выбираем вид и форму опорных, зажимных и установочных элементов.
2) Исходя из расположения базовых поверхностей и их состояния (точность, шероховатость), формы заготовки и расположения обрабатываемых поверхностей выбираем конструкцию приспособлений.
3) Исходя из габаритов заготовки и размеров базовых поверхностей, выбираем типоразмер приспособления.
5.3 Выбор режущего инструмента
При выборе РИ будем руководствоваться следующими правилами [5]:
1) Выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости.
2) Следует отдавать предпочтение стандартным и нормализованным инструментам. Специальный инструмент следует проектировать в крупносерийном и массовом производстве, выполнив предварительно сравнительный экономический анализ.
3) При проектировании специального РИ следует руководствоваться рекомендациями по совершенствованию РИ.
Выбор режущего инструмента (РИ) будем производить в следующем порядке:
1) Исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид РИ.
2) Исходя из марки обрабатываемого материала, его состояния и состояния поверхности, выбираем марку инструментального материала.
3) Исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части (форма передней поверхности, углы заточки: g, a, j, j1, l; радиус при вершине).
4) Исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента, его типоразмер и назначаем период стойкости Т.
5.4 Выбор средств контроля
При выборе средств контроля будем руководствоваться следующими правилами [5]:
1) Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако неоправданное повышение точности ведет к резкому удорожанию.
2) В единичном и мелкосерийном производстве следует применять инструменты общего назначения: штангенциркули, микрометры, длинномеры и т.д.
3) В крупносерийном - специальные инструменты.
4) Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Результаты выбора средств технологического оснащения заносим в таблицу 5.1.
Таблица 5.1. Выбор средств технологического оснащения
|
№ оп-ии |
Оборудование | Приспособления | Режущий инструмент | Средства контроля | |
| 10 | Горизонтально-фрезерный станок 6Р80Г | Приспособление типа "угольник" с откидными прижимами. |
Фреза торцовая, Æ63, Т15К6, ГОСТ 22085-76. Фреза торцовая специальная, Æ50, Т15К6. |
Штангенциркуль ШЦ-1, ГОСТ160-80. | |
| 20 | Горизонтально-фрезерный станок 6Р80Г | Приспособление типа "угольник" с откидными прижимами. |
Фреза торцовая, Æ63, Т15К6, ГОСТ 22085-76. Фреза торцовая специальная, Æ50, Т15К6. |
Штангенциркуль ШЦ-1, ГОСТ160-80. | |
| 30 | Горизонтально-фрезерный станок 6Р80Г |
Тиски станочные специальные. |
Фреза торцовая, Æ40, Т15К6, ГОСТ 9304-69. Фреза двухуглавая несимметричная, Æ80,j° = 100°,j1° = 30°, Т15К6, ТУ 2-035-526-76. Фреза шпоночная немерная, Æ39,7, Т15К6, ТУ 25-035-858-82. Фреза шпоночная немерная, Æ13,7, Т15К6, ТУ 25-035-858-82. |
Штангенциркуль ШЦ-1, ГОСТ160-80. | |
| 40 | Горизонтально-фрезерный станок 6Р80Г |
Тиски станочные ГОСТ 14904-80. |
Фреза торцовая, Æ40, Т15К6, ГОСТ 9304-69. Фреза двухуглавая несимметричная, Æ80,j° = 100°,j1° = 30°, Т15К6, ТУ 2-035-526-76. Фреза шпоночная немерная, Æ44,6, Т15К6, ТУ 25-035-858-82. Фреза шпоночная немерная, Æ15,7, Т15К6, ТУ 25-035-858-82. |
Штангенциркуль ШЦ-1, ГОСТ160-80. | |
| 50 | Горизонтально-фрезерный станок 6Р80Г |
Тиски станочные ГОСТ 14904-80. |
Фреза шпоночная немерная, Æ27,7, Т15К6, ТУ 25- | Глубиномер индикаторный, ГОСТ 7661-67. | |
|
035-858-82. Фреза дисковая трехсторонняя Æ50,Т15К6, ГОСТ 3755-78. Фреза пазовая дисковая,Æ50, В=2, Т15К6, ГОСТ3964-69. Фреза пазовая дисковая,Æ63, В=7, Т15К6, ГОСТ 3964-69. |
Штангенциркуль ШЦ-1, ГОСТ160-80. | ||||
| 60 | Горизонтально-фрезерный станок 6Р80Г |
Тиски станочные ГОСТ 14904-80. |
Фреза шпоночная немерная, Æ31,7, Т15К6, ТУ 25-035-858-82. Фреза дисковая трехсторонняя Æ50,Т15К6, ГОСТ 3755-78. Фреза пазовая дисковая,Æ50, В=3, Т15К6, ГОСТ 3964-69. Фреза пазовая дисковая,Æ63, В=8, Т15К6, ГОСТ 3964-69. |
Глубиномер индикаторный, ГОСТ 7661-67. Штангенциркуль ШЦ-1, ГОСТ160-80. |
|
| 70 | Вертикально-сверлильный станок 2Н135 |
Тиски специальные. Стол поворотный горизонтально-вертикальный, РВК 7205-4003. |
Сверла спиральные, Æ15, Æ6, Æ5, Æ3, Р6М5, ГОСТ 10903-77. Зенкеры цельные, Æ30, Æ28, Æ17, Æ11, Æ7, Æ6, Æ4, Т5К12, ГОСТ 21543-76. Метчик гаечный, Æ30, Т30К4, ГОСТ 1604-71. Метчик гаечный, Æ4, Т30К4, |
Калибры. | |
| ГОСТ 1604-71. | |||||
| 90 | Плоскошлифовальный станок 3Г71М |
Тиски станочные ГОСТ 14904-80. |
Круг шлифовальный эльборовый 11А2, Æ60, ГОСТ 17123-79. | Головка измерительная 05ИГП. | |
| 100 | Плоскошлифовальный станок 3Г71М |
Тиски станочные ГОСТ 14904-80. |
Головка шлифовальная АW16х13 24А 25-Н СТ1 6 К А ГОСТ 2447-82. Головка шлифовальная АW45х13 24А 25-Н СТ1 6 К А ГОСТ 2447-82 |
Головка измерительная 05ИГП. | |
| 110 | Плоскошлифовальный станок 3Г71М |
Тиски станочные ГОСТ 14904-80. |
Головка шлифовальная АW16х13 24А 25-Н СТ1 6 К А ГОСТ 2447-82. Головка шлифовальная АW45х13 24А 25-Н СТ1 6 К А ГОСТ 2447-82 |
Головка измерительная 01ИГП. | |
| 120 | Плоскошлифовальный станок 3Г71М |
Тиски станочные ГОСТ 14904-80. |
Головка шлифовальная АW8х25 24А 25-Н СТ1 6 К А ГОСТ 2447-82. | Головка измерительная 05ИГП. | |
| 130 | Плоскошлифовальный станок 3Г71М |
Тиски станочные ГОСТ 14904-80. |
Головка шлифовальная АW8х25 24А 25-Н СТ1 6 К А ГОСТ 2447-82. | Головка измерительная 01ИГП. | |
6. Разработка технологических операций
Задача раздела - рассчитать такие режимы резания, которые обеспечили бы заданный выпуск деталей заданного качества с минимальными затратами.
6.1 Определение режимов резания
Проведем расчет режимов резания на операцию 30 фрезерную.
На данной операции производится обработка наружных плоскостей, а так же пазов.
Режимы резания на обработку пов.3, 4, 5, 6,7. При обработке данных поверхностей используется торцовая фреза Æ40 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6. Расчет режимов резания произведем согласно [5].
Скорость резания.
![]() , м/мин (6.1)
, м/мин (6.1)
где Cv, q, x, y, m, p,u - коэффициент и показатели степени, зависящие от параметров фрезерования; Кv - общий поправочный коэффициент; Т - период стойкости фрезы, мин.; D - диаметр фрезы, мм; t - глубина резания, мм; В - ширина фрезерования, мм; z - число зубьев фрезы; Syz - подача на зуб, мм.
CV = 332; q = 0,2; x = 0,1; y = 0,4; m = 0,2; u = 0,2; p = 0;
КV = КMVКПVКИV,
где КMV - коэффициент, учитывающий качество обрабатываемого материала;
КПV - коэффициент, учитывающий состояние поверхности заготовки;
КИV - коэффициент, учитывающий материал инструмента.
КV = 1,2.1,0.1,15 = 1,38;
Т = 120 мин.; D = 40мм; t = 1,5мм, В = 33мм; z = 10;
Sz = 0,09 мм,
 м/мин.
м/мин.
Окружная сила резания.
![]() , Н (6.2)
, Н (6.2)
где Cр, q, x, y, w, u - коэффициент и показатели степеней, зависящие от параметров фрезерования;
n - частота вращения фрезы.
Cр = 825; q = 1,3; x = 1,0; y = 0,75; w = 0,2; u = 1,1;
![]() Н.
Н.
Мощность резания.
![]() , кВт (6.3),
, кВт (6.3), ![]() кВт.
кВт.
Режимы резания на обработку пов.17, 18. При обработке данных поверхностей используется двухуглавая фреза Æ80 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6.
Скорость резания.
CV = 390; q = 0,45; x = 0,3; y = 0,2; m = 0,33; u = 0,1; p = 0,1;
КV = 0,98;
Т = 120 мин.; D = 80 мм; t = 3,5 мм, В = 60 мм; z = 10;
Sz = 0,08 мм,
 м/мин.
м/мин.
Окружная сила резания.
Cр = 47; q = 1,1; x = 0,9; y = 0,8; w = 0,1; u = 1,1;
![]() Н.
Н.
Мощность резания.
![]() кВт.
кВт.
Режимы резания на проточку паза с пов.34, 35, 36. При получении данного паза используется шпоночная фреза Æ37,7 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6.
Скорость резания.
CV = 43; q = 0,3; x = 0,3; y = 0,25; m = 0,26; u = 0; p = 0; КV = 0,98;
Т = 120 мин.; D = 37,7 мм; t = 4 мм, В = 37,7 мм; z = 2; Sz = 0,038 мм,
 м/мин.
м/мин.
Окружная сила резания.
Cр = 101; q = 1,1; x = 0,88; y = 0,75; w = 0; u = 1,0;
![]() Н.
Н.
Мощность резания.
![]() кВт.
кВт.
Режимы резания на проточку паза с пов.37, 38, 39. При получении данного паза используется шпоночная фреза Æ13,7 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6.
Скорость резания.
CV = 43; q = 0,3; x = 0,3; y = 0,25; m = 0,26; u = 0; p = 0;
КV = 0,98;
Т = 120 мин.; D = 13,7 мм; t = 8 мм, В = 13,7 мм; z = 2;
Sz = 0,038 мм,
 м/мин.
м/мин.
Окружная сила резания.
Cр = 101; q = 1,1; x = 0,88; y = 0,75; w = 0; u = 1,0;
![]() Н.
Н.
Мощность резания.
![]() кВт
кВт
Назначим режимы резания на операцию 100 шлифовальную, где производится шлифовка пазов.
Режимы резания на обработку пов.34, 35, 36. При обработке данных поверхностей используется шлифовальная головка Æ45 мм. Назначение режимов резания произведем согласно [5].
Скорость круга.
Vк = 25 м/с.
Скорость заготовки.
Vз = 4 м/с.
Глубина шлифования.
t = 0,02 мм.
Мощность шлифования.
![]() , кВт (6.4)
, кВт (6.4)
где b - ширина шлифования, мм;
СN, r, x, z - коэффициент и показатели степеней, зависящие от показателей шлифования.
СN = 0,59; r = 0,7; x = 0,5; z = 0,6; b = 45.
![]() кВт.
кВт.
Режимы резания на обработку пов.37, 38, 39. При обработке данных поверхностей используется шлифовальная головка Æ16 мм.
Vк = 25 м/с; Vз = 4 м/с; t = 0,02 мм; b = 16; СN = 0,59; r = 0,7; x = 0,5; z = 0,6;
![]() кВт.
кВт.
6.2 Расчет норм времени
Нормирование ТП - это установление технически обоснованных норм времени на обработку детали. Норма времени - регламентированное время выполнения заданного объема работ в определенных условиях исполнителем заданной квалификации. Время выполнения технологической операции в серийном производстве оценивается штучно-калькуляционным временем, рассчитываем по формуле [3]:
Тш-к = Тп-з/n + Тшт, (6.5)
где Тп-з - подготовительно-заключительное время, мин; Тшт - штучное время обработки, мин; n - размер партии для запуска, дет.
![]() , (6.6)
, (6.6)
где a - периодичность запуска деталей, при запуске два раза в месяц а = 24; F - число рабочих дней в году, F=276.
n = 2000∙24/276 = 173 дет.
Тшт = То + Твс + Тт. о + Тот, (6.7)
где То - основное время обработки, мин;
Твс - вспомогательное время, мин;
Тт. о - время технического обслуживания, мин;
Тот - время на отдых и личные надобности.
Основное время обработки определяется:
То = lр. х/Sм, (6.8)
где lр. х - длина рабочего хода, мм;
Sм - минутная подача, мм/мин.
Длина lр. х складывается из длины обрабатываемой поверхности, lн. д - длины недохода, расстояние до начала обработки которое инструмент проходит на рабочей подаче (режет воздух), lc. х - длина схода инструмента (перебег). Данные величины взяты с чертежа наладки, рассчитываемые по схеме обработки и нормативам.
Вспомогательное время складывается из времени на установку, закрепление и снятие заготовки, времени на приемы управления и из времени на измерение детали. Времена Тт. о и Тот. принимаются по нормативам [3].
Определим нормы времени на операции 30 фрезерной. При обработке поверхностей 3, 4, 5, 6, 7:
ТО = 247,5/900 = 0,28 мин.
При обработке поверхностей 18, 17:
ТО = 55/640= 0,1 мин.
При обработке поверхностей 34, 35, 36:
ТО = 151/34,2 = 4,41мин.
При обработке поверхностей 37, 38, 39:
ТО = 55/34,2 = 1,61мин.
Найдем основное технологическое время на операции:
ТО = 0,28 + 0,1 + 4,41 + 1,61 = 6,4 мин.
Времена Тт. о и Тот принимаем равными 8% от TО.
Тт. о + Тот = 0,08. ТО = 6,4.0,08 = 0,51 мин.
Вспомогательное время на детали с подводом инструмента к детали, снятие детали, на приемы управления [3]: Твс. = 0,09. Штучное время на операции: Тшт. = 6,4 + 0,09 + 0,51 = 7 мин. Подготовительно-заключительное время [3]: ТП-З = 20 мин. Найдем штучно-калькуляционное время на операции:
Тш-к = 20/173 + 7 = 7,12 мин.
Нормы времени на остальные операции определим по методике, представленной в [3], где основное технологическое время ТО и штучное время Тшт. определяется в зависимости от вида обработки, диаметра и длины обработки, а штучное время Тшт. зависит от коэффициента j (в зависимости от вида станка: для фрезерных - j = 1,51; для шлифовальных - j = 1,55; для сверлильных - j = 1,3):
Тшт = j · То (6.9)
1. Нормы времени на операции 10 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 6. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхности 15:
ТО = 6.55.10-3 = 0,33 мин.
При обработке поверхности 16:
ТО = 6.102.10-3 = 0,61 мин.
При обработке поверхности 25:
ТО = 6.151.10-3 = 0,91 мин.
При обработке поверхности 23:
ТО = 6.151.10-3 = 0,91 мин.
При обработке поверхности 21:
ТО = 6.151.10-3 = 0,91 мин.
При обработке поверхности 1:
ТО = 6.37.10-3 = 0,22 мин.
Найдем основное технологическое время на операции:
ТО = 0,33 + 0,61 + 0,91 + 0,91 + 0,91 +0,22 = 3,89 мин.
Штучное время на операции:
Тшт. = 3,89.1,51 = 5,87 мин.
2. Нормы времени на операции 20 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 4. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхности 15:
ТО = 4.55.10-3 = 0,22 мин.
При обработке поверхности 16:
ТО = 4.102.10-3 = 0,41 мин.
При обработке поверхности 21:
ТО = 4.151.10-3 = 0,6 мин.
При обработке поверхности 1:
ТО = 4.37.10-3 = 0,15 мин.
Найдем основное технологическое время на операции:
ТО = 0,22 + 0,41 +0,6 + 0,15 = 1,38 мин.
Штучное время на операции:
Тшт. = 1,38.1,51 = 2,08 мин.
3. Нормы времени на операции 40 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 4. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхностей 3, 4, 5, 6, 7:
ТО = 4. (4.55 + 0,5.55).10-3 = 0,99 мин.
При обработке поверхностей 18, 17:
ТО = 4.55.10-3 = 0,22 мин.
При обработке поверхностей 34, 35, 36:
ТО = 4.151.10-3 = 0,6 мин.
При обработке поверхностей 37, 38, 39:
ТО = 4.55.10-3 = 0,22 мин.
Найдем основное технологическое время на операции:
ТО = 0,99 + 0,22 +0,6 + 0,22 = 2,03 мин.
Штучное время на операции:
Тшт. = 2,03.1,51 = 3,06 мин.
4. Нормы времени на операции 50 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 6. l.10-3.
При обработке поверхности 10:
ТО = 6.65.10-3 = 0,39 мин.
При обработке поверхностей 28, 29, 30, 31:
ТО = 6.52.10-3 = 0,31 мин.
При обработке поверхностей 46, 48:
ТО = 6.27.10-3 = 0,16 мин.
При обработке поверхностей 61, 62:
ТО = 6.82.10-3 = 0,49 мин.
При обработке поверхностей 59, 60:
ТО = 6.20.10-3 = 0,12 мин.
Найдем основное технологическое время на операции:
ТО = 0,39 + 0,31 + 0,16 + 0,49 + 0,12 = 1,47 мин.
Штучное время на операции:
Тшт. = 1,47.1,51 = 2,22 мин.
5. Нормы времени на операции 60 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 4. l.10-3.
При обработке поверхностей 10:
ТО = 4.65.10-3 = 0,26 мин.
При обработке поверхностей 28, 29, 30, 31:
ТО = 4.52.10-3 = 0,21 мин.
При обработке поверхностей 46, 48:
ТО = 4.27.10-3 = 0,11 мин.
При обработке поверхностей 61, 62:
ТО = 4.82.10-3 = 0,33 мин.
При обработке поверхностей 59, 60:
ТО = 4.20.10-3 = 0,1 мин.
Найдем основное технологическое время на операции:
ТО = 0,26 + 0,21 + 0,11 + 0,33 + 0,1 = 1,01 мин.
Штучное время на операции:
Тшт. = 1,01.1,51 = 1,53 мин.
6. Нормы времени на операции 70 сверлильной.
При сверлении отверстий основное технологическое время найдем по формуле:
ТО = 0,52. d. l.10-3,где d - диаметр отверстия;
l - длина обрабатываемой поверхности.
При обработке поверхности 40:
ТО = 0,52.15.32.10-3 = 0,25 мин.
При обработке поверхности 43:
ТО = 0,52.15.43.10-3 = 0,34 мин.
При обработке поверхности 63:
ТО = 0,52.5 55.10-3 = 0,14 мин.
При обработке поверхностей 65, 69, 73:
ТО = 3 (0,52.3.15.10-3) = 0,1 мин.
При обработке поверхностей 49, 52:
ТО = 2 (0,52.6 16.10-3) = 0,1 мин.
При зенкеровании отверстий основное технологическое время найдем по формуле:
ТО = 0,21. d. l.10-3,где d - диаметр отверстия;
l - длина обрабатываемой поверхности.
При обработке поверхности 42:
ТО = 0,21.28.17.10-3 = 0,1 мин.
При обработке поверхности 44:
ТО = 0,21.30.27.10-3 = 0,17 мин.
При обработке поверхности 40:
ТО = 0,21.17.15.10-3 = 0,05 мин.
При обработке поверхности 43:
ТО = 0,21.17.18,5.10-3 = 0,07 мин.
При обработке поверхности 63:
ТО = 0,21.6 55.10-3 = 0,07 мин.
При обработке поверхностей 65, 69, 73:
ТО = 3 (0,21.4 15.10-3) = 0,01 мин.
При обработке поверхностей 50, 53:
ТО = 2 (0,21.11.8,5.10-3) = 0,04 мин.
При обработке поверхностей 49, 52:
ТО = 2 (0,21.7 7,5.10-3) = 0,02 мин.
При нарезании резьбы в отверстии основное технологическое время найдем по формуле:
ТО = 0,4. d. l.10-3,где d - диаметр резьбы;
l - длина резьбы.
При обработке поверхности 45:
ТО = 0,4.30.12.10-3 = 0,14 мин.
При обработке поверхностей 67, 71, 75:
ТО = 3 (0,4.4.12.10-3) = 0,06 мин.
Найдем основное технологическое время на операции:
ТО = 0,25 + 0,34 + 0,14 + 0,1 +0,1 +0,1 + 0,17 + 0,05 + 0,07 + 0,07 + 0,01 + 0,04 + 0,02 + 0,14 +0,06 = 1,66 мин.
Штучное время на операции:
Тшт. = 1,66.1,51 = 2,51 мин.
7. Нормы времени на операции 90 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхности 25:
ТО = 2,5.151.10-3 = 0,38
При обработке поверхности 23:
ТО = 2,5.151.10-3 = 0,38
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,38 = 0,76 мин.
Штучное время на операции:
Тшт. = 0,76.1,51 = 1,15 мин.
8. Нормы времени на операции 100 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3.
При обработке поверхностей 34, 35, 36:
ТО = 2,5.151.10-3 = 0,38 мин.
При обработке поверхностей 38, 39:
ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,14 = 0,52 мин.
Штучное время на операции:
Тшт. = 0,52.1,51 = 0,78 мин.
9. Определим нормы времени для операции 110 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3.
При обработке поверхностей 34, 35, 36:
ТО = 2,5.151.10-3 = 0,38 мин.
При обработке поверхностей 38, 39:
ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,14 = 0,52 мин.
Штучное время на операции: Тшт. = 0,52.1,51 = 0,78 мин.
10. Нормы времени на операции 120 шлифовальной. Основное технологическое время найдем по формуле: ТО = 2,5. l.10-3.
При обработке поверхности 10: ТО = 2,5.65.10-3 = 0,16 мин.
При обработке поверхностей 59, 60: ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,16 + 0,14 = 0,3 мин.
Штучное время на операции:
Тшт. = 0,3.1,51 = 0,45 мин.
11. Нормы времени на операции 130 шлифовальной. Основное технологическое время найдем по формуле: ТО = 2,5. l.10-3.
При обработке поверхности 10: ТО = 2,5.65.10-3 = 0,16 мин.
При обработке поверхностей 59, 60: ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,16 + 0,14 = 0,3 мин.
Штучное время на операции:
Тшт. = 0,3.1,51 = 0,45 мин.
7. Патентные исследования
Цель радела - исследование достигнутого уровня развития вида техники и выбор прогрессивных образцов для разработки усовершенствованного объекта.
7.1 Обоснование необходимости проведения патентных исследований
На операциях 10,20 фрезерных используется торцовая фреза со вставными ножами ГОСТ 24359-80. Ее недостатком является низкая стойкость, что уменьшает производительность фрезерования.
Одним из путей повышения износостойкости и производительности при фрезеровании является усовершенствование фрез. Добиться усовершенствования можно путем использования прогрессивных технических решений (ТР), созданных в последнее время. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованной фрезы можно в результате патентного исследования уровня вида техники "Фрезы".
7.2 Описание объекта исследований
Торцовая насадная фреза со вставными ножами предназначена для фрезерования плоских деталей, изготовленных из различных материалов с припуском до 4 мм.
Торцовая насадная фреза со вставными ножами состоит из корпуса 1 в котором крепятся вставные ножи 2 с режущими элементами 3, упорного винта 4, пружины 5 и крепежного винта 6. Режущие элементы ножей могут изготовляться из твердого сплава, быстрорежущей стали и композита.
Фрезерование деталей ведется следующим образом: фреза крепится, например, на суппорте фрезерного станка, после чего ей сообщается вращательное движение, далее инструмент доставляется в зону резания и ему сообщается продольная или поперечная подача.
Недостатком данной фрезы является низкая стойкость, что влечет за собой снижение производительности обработки.
На рисунке 7.1 представлен эскиз данной фрезы.
Фреза торцовая насадная со вставными ножами
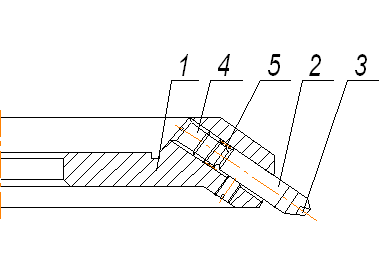
Рис.7.1.
7.3 Цель исследования
Цель исследования - повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы.
7.4 Регламент поиска
Задача этапа - определить перечень исследуемых ТР (ИТР), их классификационных индексов, минимальную ретроспективность и широту патентного поиска, а также перечень источников информации, обеспечивающих достаточную полноту и достоверность исследований.
7.4.1 Определение ИТР
Фреза насадная торцовая со вставными ножами имеет следующие технические решения:
а) корпус;
б) конструкция вставных ножей;
в) материал режущей части вставных ножей;
г) форма режущей части вставных ножей;
д) фреза торцовая, общая компоновка.
Для достижения цели исследования - повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы будем исследовать техническое решение "Фреза торцовая, общая компоновка".
7.4.2 Определение рубрики МКИ и индекса УДК
Для определения рубрики международной классификации изобретений (МКИ) ИТР определяем ключевую фразу: "Фрезы". По [10] определяем предполагаемую рубрику МКИ: В24С. Индекс универсальной десятичной классификации (УДК) определяем по [12]: 621.9 Обработка резанием. 621.9 02 Режущие инструменты.
7.4.3 Установление ретроспективности глубины поиска
Предполагая, что наиболее перспективные технические решения были созданы в последние десять лет, устанавливаем глубину поиска 5 лет.
7.4.3 Выбор стран проверки
Исследования проводим в отношении ведущих стран машиностроения - Российской Федерации (РФ), Германии и Японии.
7.4.4 Определение источников информации
В качестве источников информации принимаем следующую патентную документацию:
описания изобретений к авторским свидетельствам и патентам;
бюллетень изобретений РФ;
реферативный сборник ВНИИПИ "Изобретения стран мира";
реферативный журнал ВИНИТИ 14А - "Резание металлов. Станки и инструменты" (14 "Технология машиностроения);
книги и работы в области токарной обработки, обработки резанием, режущего инструмента.
Данные подпунктов 7.4.1, 7.4.2, 7.4.3, 7.4.4 заносим в таблицу 7.1.
Таблица 7.1. Регламент поиска
|
Предмет поиска ИТР |
Индексы МКИ и УДК | Страны поиска |
Глубина поиска, лет |
Источники информации |
| Фреза торцовая, общая компоновка |
МКИ: В24С; УДК: 621.9; 621.9 02 |
РФ Германия Япония |
5 |
Патентные описания Патентные бюллетени РФ и СССР Реферативный сборник ВНИИПИ "Изобретения стран мира" Реферативный журнал ВИНИТИ 14 А "Резание металлов. Станки и инструмент" ЭИ ВИНИТИ "Режущие инструменты" Журналы: "Вестник машиностроения", "Станки и инструменты", "Машиностроитель" |
7.5 Патентный поиск
Задача этапа - обеспечить достаточную полноту и достоверность исследований путем тщательного отбора и анализа патентно-технической информации.
7.5.1 Отбор документации, имеющей отношение к ИТР
Просматриваем источники информации в соответствии с регламентом. Отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР "Фреза торцовая, общая компоновка".
По отобранным документам знакомимся с рефератами, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР "Фреза торцовая, общая компоновка" заносим в таблицу 7.2.
Таблица 7.2. Отбор патентной документации для анализа
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК) | Автор, заявитель, страна, дата приоритета, дата публикации, название | Подлежит ли детальному анализу при исследовании уровня вида техники |
| 1) Фреза торцовая, общая компонов-ка |
РФ Авторское свидетельство №1161279 В23С5/06 |
Н.Н. Коротун РФ 28.02.96 Фреза. |
да |
| 2) Фреза торцовая, общая компонов-ка |
РФ Авторское свидетельство №806293 В23С5/06 |
Н.Н. Коротун и А.А. Личман РФ15.06.97 Фреза |
да |
| 3) Фреза торцовая, общая компонов-ка |
РФ Авторское свидетельство №1194602 В23С5/06 |
В.Н. Красников и А.А. Москвитин РФ30.0597 Фреза |
да |
| 4) Фреза торцовая, общая компонов-ка |
Германия Патент №5031943 В23С5/06 |
Ш. Зинберг ФРГ 10.04.98 Фреза |
да |
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК) | Автор, заявитель, страна, дата приоритета, дата публикации, название | Подлежит ли детальному анализу при исследовании уровня вида техники |
| 5) Фреза торцовая, общая компонов-ка |
Япония Патент №3887532 В23С5/06 |
К.К. Сэйкося Япония 07.09.98 Сборный режущий инструмент |
да |
Сущность технических решений и цель их создания.
1) Режущая фреза состоит из корпуса, в отверстиях которого установлены режущие вставки, зафиксированными в промежуточных элементах, контактирующих с упругими элементами, расположенными в замкнутых плоскостях, снабженных нажимными винтами, отличающаяся тем, что с целью повышения стойкости фрез путем обеспечения демпфирования возвратно-поступательных и вращательных колебаний режущих вставок в направлениях соответствующих шести степеням свободы, промежуточные элементы выполнены в виде установленных в отверстии корпуса тонкостенных втулок, внутренние поверхности которых имеют форму гиперболоидов вращения, а наружные поверхности имеют у торцов по два цилиндрических пояска, диаметры которых соответствуют диаметру отверстий корпуса.
2) Фреза, в корпусе которой установлены с возможностью радиального перемещения резцовые узлы, содержащие режущие вставки и плунжеры, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования радиального положения вставок по величине силы резания, каждый резцовый узел снабжен упругим элементом и регулировочным винтом, взаимодействующим через упругий элемент с плунжером.
3) Фреза, которая, с целью повышения стойкости путем обеспечения возможности адаптации фрезы к изменяемым условиям резания, снабжена дополнительными плунжерами с упругими элементами, расположенными в корпусе фрезы с возможностью воздействия на режущие вставки в противоположном основным плунжерам направлении, а каждый упругий элемент дополнительных плунжеров соединен посредством выполненных в корпусе каналов с упругим элементом основного плунжера предыдущей режущей вставки.
4) Фреза, содержащая корпус, в котором установлены с возможностью радиального перемещения режущие вставки, взаимодействующие с плунжерами, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования вставок по величине силы резания, фреза оснащена тормозными устройствами, охватывающими плунжеры.
5) Сборный режущий инструмент, содержащий режущий элемент и механизм крепления, выполненный в виде упругой части корпуса, выделенной с одной стороны отверстием, имеющим конический участок для взаимодействия с крепежным элементом, и продольной прорезью, пересекающей это отверстие, а с другой стороны - пазом для размещения режущего элемента и продольной прорезью, пересекающей его поверхность, отличающийся тем, что с целью повышения производительности обработки путем обеспечения более надежного закрепления режущего элемента, отверстие, имеющее конический участок, выполнено в поперечном направлении, а продольная прорезь, пересекающая поверхность паза, выполнена пересекающей и поверхность указанного отверстия.
7.5.2 Анализ сущности отобранных решений
Изучаем сущность отобранных ТР по сведениям, содержащимся в патентных описаниях, статьях и т.п. Если ТР решает принципиально другую задачу, чем повышение износостойкости инструмента и производительности обработки, документ исключаем из рассмотрения. Если ТР решает ту же задачу (аналог ИТР), документ включаем в перечень для детального анализа, делая отметку об этом в графе 4 таблице 7.2.
Эскизы аналогов приведены на рисунке 7.2.
Эскизы аналогов "Фреза торцовая, общая компоновка"
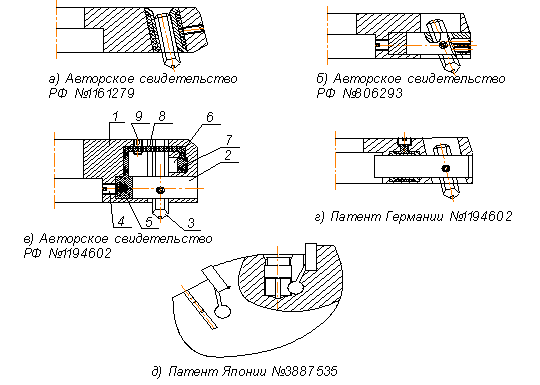
Рис.7.2.
7.6 Анализ результатов поиска
Задача этапа - путем сопоставления недостатков и преимуществ ИТР и аналогов установить, какой из аналогов является наиболее прогрессивным.
7.6.1 Определение показателей положительного эффекта
Определим, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте.
Показатели группируем и заносим в таблицу 7.3.
Таблица 7.3.
Оценка преимуществ и недостатков аналогов
| Группа | № | Показатели положительного эффекта | ИТР | Аналоги | ||||
|
Авт. свид. РФ № 1161279 |
Авт. свид. РФ № 806293 |
Авт. свид. РФ № 1194602 |
Пат. Германии №5031943 | Пат. Японии №3887532 | ||||
|
а) б) в) г) |
1 1 1 1 |
Обеспечивающие достижение цели предполагаемым путем Повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы Обеспечивающие достижение цели другими путями Повышение износостойкости фрезы и производительности обработки вследствие более надежного закрепления режущего элемента Улучшающие другие положительные свойства объекта Качество обработки Ослабляющие вредные свойства объекта Простота конструкции |
0 0 0 0 |
3 2 1 2 |
4 2 1 2 |
5 2 2 1 |
4 2 1 2 |
2 5 1 1 |
| Суммарный положительный эффект | 0 | 8 | 9 | 10 | 9 | 7 | ||
7.6.2 Сопоставительный анализ преимуществ и недостатков ИТР и аналогов
Оцениваем обеспечение каждого показателя положительного эффекта в баллах. В графе 4 таблицы 7.3 ИТР по каждому показателю выставим оценку нуль. В графах 5, 6, 7, 8, 9 выставляем оценку аналогам по показателям групп а и б от 0 до 5, а групп в и г - от - 2 до 2. Суммируем оценки по каждому аналогу и заносим результаты в нижнюю строку таблицы 7.3. Видим, что наибольшую сумму баллов имеет аналог "Фреза", авторское свидетельство РФ № 1194602, авторы В.Н. Красников и А.А. Москвитин. Следовательно, данное ТР является наиболее прогрессивным. Принимаем его для использования в качестве усовершенствованной торцовой фрезы со вставными ножами на операции 30 фрезерной ТП изготовления кулачка к патрону.
7.7 Описание усовершенствованного объекта
Торцовая фреза со вставными ножами предназначена для фрезерования плоских деталей, изготовленных из различных материалов.
Фреза торцовая, рис.7.2, в, имеет следующую конструкцию: в корпусе 1 расположены основные плунжеры 2 со вставками 3. Между регулировочными винтами 4 и основными плунжерами расположены дополнительные плунжеры 6 с упругими элементами 7, которые соединены каналами 8 связи с упругими элементами основных плунжеров. Канал связи может быть перекрыт винтом 9.
Работа фрезы зависит от качества ее регулировки. Перед регулировкой системы основной плунжер - вставка - упругий элемент - регулировочный винт задают или рассчитывают составляющую силу резания, действующую вдоль оси основного плунжера. Винтом 9 перекрывают канал связи. В ненагруженном состоянии (без резания) плунжер и вставка находятся в правом (по схеме) положении. Плунжер нагружают заданным значением силы, и вращают при этом регулировочный винт 4. Регулировка упругой системы заканчивается в момент начала перемещения основного плунжера влево, т.е. в момент начала отрыва точки касания вставки и корпуса. Так регулируют все основные плунжеры. После окончания регулировки основных плунжеров винтами 9 открывают каналы связи. Система при этом остается неподвижной. Если дальше нагрузить любой из основных плунжеров, то за счет создания избыточного давления за основным плунжером по каналу связи начинается передача давления на дополнительный плунжер, следующий за нагружаемым основным. Дополнительный плунжер нагружает режущую вставку, следующую за нагруженным основным плунжером. Таким образом, при нагружении предыдущего основного плунжера последующий за ним дополнительный плунжер несколько смещает режущую вставку и тем самым предохраняет ее от перегрузок.
8. Научные исследования
Цель раздела - выбор оптимальных характеристик шлифовального круга на одной из шлифовальных операций. Это необходимо для повышения производительности операции, а также уменьшения расхода материала шлифовального инструмента. Для достижения поставленной цели воспользуемся графическим методом оптимизации.
8.1 Обработка результатов эксперимента
Студентами и сотрудниками ТГУ на базе учебных лабораторий были поставлены эксперименты, входе которых производилось шлифование стали 40ХГНМ со скоростью резания V = 35 м/с, подачей S = 7,2 м/мин, глубиной t = 0,01 мм шлифовальным кругами различной зернистости. Целью эксперимента было определение реальных показателей шлифовального процесса, а также определение зависимостей между этими показателями и параметрами шлифовального круга. Параметрами шлифовального круга в данном случае являются глубина лунки H и зернистость круга Z. Результаты данных экспериментов представлены в табл.8.1.,8.2.
Таблица 8.1.
Показатели шлифования в зависимости от зернистости Z
| Z |
Py, Н |
Pz, Н |
T, град | Ra, мкм | ∆, мкм |
q, мм3/мм3 |
| 8 | 90 | 50 | 600 | 0,3 | 5,5 | 0,1 |
| 12 | 63 | 44 | 530 | 0,4 | 5 | 0,11 |
| 20 | 75 | 37 | 440 | 0,6 | 5 | 0,13 |
| 25 | 80 | 35 | 400 | 0,7 | 4,5 | 0,13 |
| 32 | 85 | 32 | 380 | 0,85 | 4 | 0,14 |
| 40 | 55 | 30 | 350 | 1,0 | 4 | 0,15 |
Таблица 8.2.
Показатели шлифования в зависимости от глубины лунки H
| Н, мм | Тверд |
Py, Н |
Pz, Н |
T, град | Ra, мкм | ∆, мкм |
q, мм3/мм3 |
| 3 | СТ1 | 120 | 50 | 650 | 0,5 | 5 | 0,05 |
| Продолжение табл.8.2. | |||||||
| Н, мм | Тверд |
Py, Н |
Pz, Н |
T, град | Ra, мкм | ∆, мкм |
q, мм3/мм3 |
| 4 | СТ2 | 95 | 40 | 500 | 0,63 | 5 | 0,09 |
| 5 | СМ2 | 80 | 35 | 400 | 0,7 | 4,5 | 0,13 |
| 6 | СМ1 | 70 | 29 | 350 | 0,8 | 4 | 0,17 |
| 7 | М3 | 62 | 25 | 300 | 0,9 | 4 | 0,21 |
| 8 | М2 | 57 | 23 | 270 | 0,95 | 3,5 | 0,26 |
В таблицах приведены:
Z - зернистость круга; Н - глубина лунки; ∆ - некруглость.
Для достижения поставленной цели - нахождения оптимальных значений параметров шлифовального круга Z, Н, необходимо вывести зависимости типа:
![]() , (8.1)
, (8.1)
где А - показатели шлифования.
Для нахождения показателей степеней при Z и Н воспользуемся графическим методом, при котором они будут равны тангенсу угла наклона средней линии к оси абсцисс.
1) ![]()
![]()
Откладываем в логарифмической системе координат соответствующие друг другу значения сил Py и зернистостей круга Z. Таким образом, получим несколько точек. Далее проводим среднюю линию. Тангенс угла ее наклона к оси абсцисс и есть искомый показатель степени XPy. Этот процесс представлен на рис.8.1.
Нахождение показателей степеней при Z и H
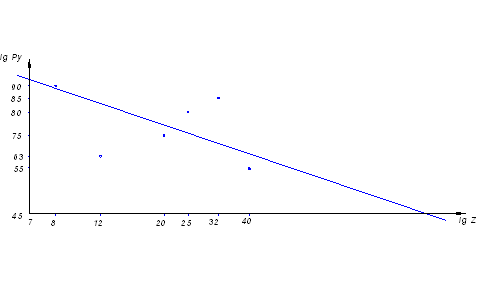
Рис.8.1.
XPy = tg (-17,74°) = - 0,32.
Аналогично находятся и другие показатели степени. Они равны:XPz = - 0,32; XT = - 0,34; XRa = 0,75; XD = - 0,2; Xq = 0,25; YPy = - 0,75; YPz = - 0,78; YT = - 0,89; YRa = 0,65; YD = - 0,35; Yq = 1,67.
Для нахождения коэффициентов в искомых зависимостях воспользуемся опытными данными и полученными показателями степеней. Результаты экспериментов подставляем в формулу 8.1, и находим коэффициенты для каждого отдельного случая.
1)
2)
3)
4)
5)
6)
Получили следующие зависимости:
1) Py = 749Z-0,32H-0,75
2) Pz = 344Z-0,32H-0,78
3) T = 5005Z-0,34H-0,89
4) Ra = 0,022Z0,75H0,65
5) Δ = 15Z-0,2H-0,35
6) q = 0,004Z0,25H1,67
8.2 Оптимизация параметров шлифовального круга
Оптимизацию абразивного инструмента проводим на операцию 110. На данной операции проводится абразивная обработка паза 45х151 мм. Для этого используется плоскошлифовальный станок 3Г71М с мощностью электродвигателя N = 2,2 кВт. Материал детали сталь 19 ХГН.
Эскиз обработанной детали представлен на рис.8.2.
Эскиз обработанной детали
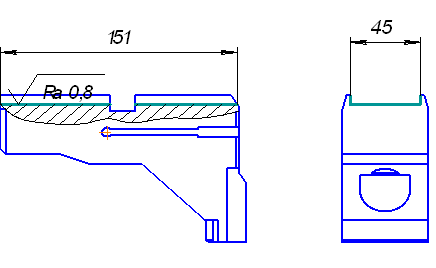
Рис.8.2.
Приведём процесс шлифования к системе линейных уравнений, описывающей ограничения, налагаемые на данный процесс. Результат решения данной системы представим графически.
Ограничения, налагаемые на процесс:
Ra≤Ra0 - ограничение по шероховатости;
T≤T0 - ограничение по температуре;
Nэ≤η∙N - ограничение по мощности привода главного движения станка;
8≤Z≤40 - ограничение по зернистости шлифовального круга;
3≤H≤8 - ограничение по глубине лунки.
Целевая функция:
q→min - износ шлифовального круга должен быть как можно меньше.
8.2.1 Ограничение по шероховатости
Реальная шероховатость должна удовлетворять данному неравенству:
Ra ≤ Ra0, (8.2)
где Ra0 = 0,8 - требуемая шероховатость.
Искомая шероховатость определится из ранее найденной зависимости:
![]() (8.3)
(8.3)
Проведем некоторые преобразования:
![]() ;
;
![]() .
.
Прологарифмировав, получим:
![]() ;
;
![]() .
.
Ограничение по шероховатости:
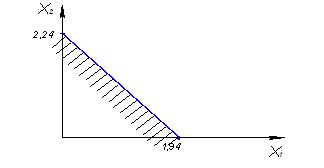
Рис.8.3.
Рис.8.3. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по первому ограничению.
8.2.2 Ограничение по температуре
Получаемая в процессе шлифования температура в зоне резания должна быть меньшей или равной допустимой: T ≤ T0, (8.4) где Т0 = 400 - допустимая температура в зоне резания.
Искомая температура определится из ранее найденной зависимости:
![]() (8.5)
(8.5)
Проводим некоторые преобразования:
![]() ;
; ![]() .
.
Прологарифмировав, получим:
![]() ;
; ![]()
Ограничение по температуре в зоне шлифования:
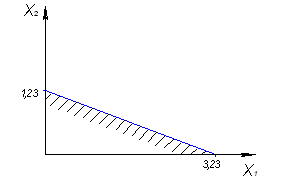
Рис.8.4.
Рис.8.4. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по второму ограничению.
8.2.3 Ограничение по мощности привода главного движения станка
Эффективная мощность станка определяется из неравенства:
Nэ ≤ η∙N, (8.6)
Также эффективную мощность можно найти по формуле:
Nэ = ![]() , (8.7)
, (8.7)
где ![]() - КПД
станка;
- КПД
станка;
![]() - паспортная
мощность станка;
- паспортная
мощность станка;
![]() - скорость круга.
- скорость круга.
Сила резания Pz определится из ранее найденной зависимости:
![]() (8.8)
(8.8)
Проводим некоторые преобразования:
![]() ;
;
![]() ;
;
![]() .
.
Прологарифмировав, получим:
![]() ;
; ![]() .
.
Ограничение по мощности привода главного движения станка:
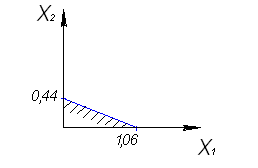
Рис.8.5.
Рис.8.5. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по третьему ограничению.
8.2.4 Ограничение по зернистости
Зернистость абразивного инструмента должна находится в пределах, установленных неравенством: 8 ≤ Z ≤ 40 (8.9). Прологарифмировав, получим: lgZ≥lg8; X1≥0,9; lgZ≤lg40; X1≤1,6.
Ограничение по зернистости абразивного инструмента:

Рис.8.6.
Рис.8.6. позволяет определить допустимую зернистость в логарифмических координатах.
8.2.5 Ограничение по глубине лунки
Глубина лунки абразивного инструмента должна находится в пределах, установленных неравенством:
3 ≤ H ≤ 8 (8.10)
Прологарифмировав, получим:
lgН≥lg3;
X2≥0,5;
lgН≤lg8;
X2≤0,9.
Ограничение по глубине лунки абразивного инструмента:
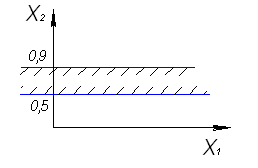
Рис.8.7.
Рис.8.7. позволяет определить допустимую глубину лунки в логарифмических координатах.
8.2.6 Определение целевой функции
Ранее было определено, что целевой функцией является износ шлифовального круга:
q → min (8.11)
Износ шлифовального круга определим по ранее найденной зависимости:
![]() (8.12)
(8.12)
Прологарифмировав, получим:
![]() ;
; ![]() .
.
8.3 Оптимизация режимов резания графическим методом
На рис.8.8. построим ограничение и увидим область оптимальных значений зернистости и глубины лунки шлифовального круга в логарифмических координатах. Область оптимальных значений:
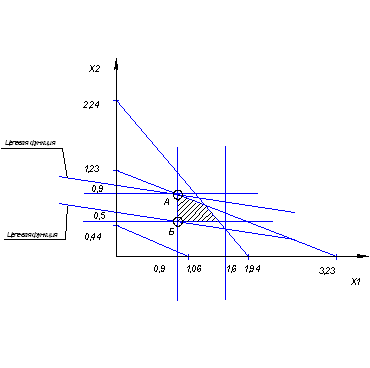
Рис.8.8.
Из графика (рис.8.8) видно, что оптимальными точками из всей области значений являются точки А и Б. Теперь надо узнать, какая из них будет наиболее оптимальной, т.е. износ шлифовального круга будет наименьшим. Очевидно, что это точка А. Найдём её координаты и, тем самым, узнаем оптимальные значения зернистости и глубины лунки шлифовального круга.
Координаты точки А:
X1 = 0,9; Х2 = 0,9.
Значит lg Z = 0,9 b lg H = 0,9
Z = 10 0,9 = 8
H = 10 0,9 = 8
Исходя из полученных результатов, делаем вывод, что при данных условиях шлифования оптимальным является круг со следующими характеристиками: зернистость Z=8, глубина лунки Н=8. Этим характеристикам соответствует круг средней твердости со степенью твердости СТ3.
Вывод
Использование специальной литературы и результатов экспериментальных данных, а также применение методов математического моделирования позволили внести в шлифовальную операцию обработки кулачка патрона усовершенствование. Данное усовершенствование позволит подобрать на операцию максимально стойкий к износу шлифовальный круг, что в свою очередь повысит время его работы без правки и, тем самым, снизит затраты времени на обслуживание станка.
9. Выбор и проектирование приспособления
Задача раздела - спроектировать приспособление для базирования и закрепления кулачка на I установе операции 30 при его обработке на горизонтально-фрезерном станке 6Р80Г.
9.1 Сбор исходных данных
Фрезеровать поверхности 3, 4, 5, 6, 7, выдерживая размеры 38-0,26, 45-0,26, 85-0,3, 34-0,23, 53-0,23, 85-0,28, а также поверхности 17, 18, выдерживая размеры 59-0,26, 148-0,28.
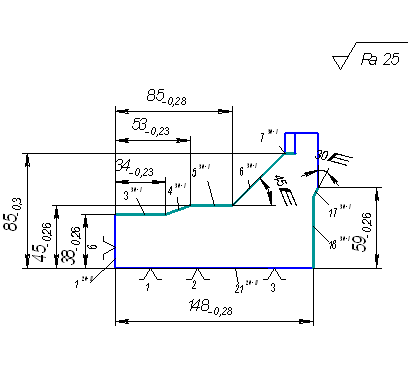
Рис.9.1
Вид и материал заготовки - 19ХГН, sв = 785 МПа, после фрезерования габаритов. Режущий инструмент - фреза торцовая Æ40 мм, Т15К6, фреза двухугловая Æ80 мм, Т15К6.
Металлорежущий станок - горизонтально-фрезерный станок 6Р80Г.
Режимы резания - подача Sz = 0,09/0,08 мм, V = 460/340 м/мин, n = 1000/800 об/мин.
Тип оснастки - одноместное специализированное безналадочное приспособление (СБП).
9.2 Расчет сил резания
Главная составляющая силы резания - окружная сила Pz для фрез, работающих на 30 операции, была посчитана в предыдущих главах. Рассчитаем остальные составляющие силы резания. Для этого воспользуемся соотношениями сил, представленных в [5]. Для торцовой фрезы: Pz = 1087 Н; Ph = 0,6. Pz = 652,2 Н, Pv = 0,6. Pz = 652,2 Н. Для двухугловой фрезы: Pz = 718,6 Н; Ph = 0,6. Pz = 431,2 Н, Pv = 0,7. Pz = 503 Н.
9.3 Расчет усилия зажима
Схема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования представлена на рисунке 9.2. Исходя из схемы закрепления и руководствуясь [5], усилие зажима в первом случае (Рис.9.2, а) найдем по формулам:
![]() и
и![]() (9.1)
(9.1)
во втором случае (Рис.9.2, б):
![]() , (9.2)
, (9.2)
Схема закрепления заготовки:
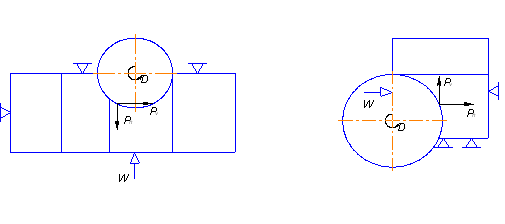
а) б)
Рис.9.2
где fОП, fЗМ - коэффициенты трения при контакте заготовки с опорами и зажимным механизмом. При контакте обработанных поверхностей заготовки с опорами и зажимным механизмом f = 0,16;
![]() -
-
коэффициент запаса, учитывающий нестабильность силовых воздействий на заготовку.
Коэффициенты: Ко=1,5 - гарантированный коэффициент запаса; К1=1,2 - коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки при черновой обработке; К2=1,6 - коэффициент, учитывающий затупление инструмента при черновом торцовом фрезеровании; К3=1,2 - коэффициент, учитывающий увеличение сил резания при прерывистом резании; К4=1,0 - характеризует постоянство силы, развиваемой пневматическим устройством двустороннего действия; К5=1,0 - характеризует эргономику немеханизированного зажимного механизма; К6=1,0 - учитывается только при наличии моментов, стремящихся повернуть заготовку, установленную плоской поверхностью.
К = 1,5 ·1,2 ·1,6 ·1,2 ·1,0 ·1,0 ·1,0 = 3,46
При фрезеровании торцовой фрезой сила зажима:
![]() Н;
Н;
![]() Н.
Н.
При фрезеровании двухугловой фрезой сила зажима:
![]() Н.
Н.
Принимаем для дальнейших расчетов наибольшую из полученных сил: W = 7378 Н.
9.4 Расчёт зажимного механизма и силового привода
При расчёте зажимного механизма определяем усилие Q, создаваемое силовым приводом.
Величина усилия Q на штоке силового привода равна:
![]() , (9.3)
, (9.3)
где i - передаточное отношение, для рычажного зажимного механизма равное:
![]() , (9.4)
, (9.4)
где lQ - расстояние от опоры зажимного механизма до силы Q;
lW - расстояние от опоры зажимного механизма до силы P.
![]() .
.
Q = 7378/2 = 3689 H.
Диаметр поршня пневматического привода рассчитывается по формуле:
![]() , (9.5)
, (9.5)
где Р - давление рабочей среды. Примем расчетное давление Р = 0,4МПа.
![]() мм
мм
Исходя из стандартных диаметров поршней пневмоцилиндров, принимаем ДП = 125 мм.
Вывод: при расчёте зажимного механизма и силового привода было определено усилие W = 7378 Н, создаваемое пневматическим силовым приводом с диаметром поршня ДП = 125 мм, усилие зажима Q = 3689 H.
9.5 Описание приспособления
Приспособление предназначено для базирования и закрепления заготовки кулачка при ее обработке на горизонтально-фрезерном станке 6Р80Г.
Тиски состоят из корпуса 4 с встроенным пневмоцилиндром 3, штока 1, передающего усилие зажима через качающийся рычаг 2 подвижной губке 5, расположенной на базовой поверхности корпуса тисков, в Т-образных пазах которой установлена неподвижная губка 6 и базовый угольник 7. Тиски устанавливаются на основании 8, которое крепиться болтами к столу станка.
Приспособление работает следующим образом: заготовку устанавливают на базовый угольник 7, совмещая со всеми опорами 17. После этого шток пневмоцилиндра 1 двигает качающийся рычаг 2 вниз, который в свою очередь двигает подвижную губку 5, поджимающую заготовку к опорам 17. Процесс закрепления окончен. После обработки шток 1 пневмоцилиндра двустороннего действия двигает качающийся рычаг 2 вверх. Процесс раскрепления аналогичен процессу закрепления. Как только подвижная губка 5 отойдет от поверхности обработанной детали, она снимается с базового угольника 7. Система принимает исходное положение.
10. Выбор и проектирование режущего инструмента
В качестве объекта проектирования примем торцовую фрезу со вставными ножами, в основу конструкции которой положим результаты проведенных в предыдущих разделах патентных исследований.
Определим исходные данные для проектирования:
обрабатываемый материал: сталь 19 ХГН;
ширина фрезерования: В = 33;
модель станка: 6Р80Г.
10.1 Выбор типа конструкции инструмента
Согласно рекомендациям [20], а также результатам патентных исследований, при черновом фрезеровании стали 19ХГН выбираем сборную насадную торцовую фрезу со вставными ножами.
10.2 Выбор материала режущей части
При выборе материала режущей части будем руководствоваться рекомендациями, представленными в [20].
Для чернового фрезерования стали, в качестве режущей части вставных ножей, выбираем твердый сплав Т15К6.
10.3 Выбор геометрических параметров режущей части
Проведем расчет и выбор и расчет параметров режущей части согласно рекомендациям [20]:
задний угол в плане: a = 11°;
передний угол: g = 8°;
главный угол в плане: j = 60°;
вспомогательный угол в плане: j1 = 10°;
угол наклона режущей кромки: l = 6°;
Нормальный задний угол фрезы aN в сечении, перпендикулярном главной режущей кромке равен:
![]() , (10.1)
, (10.1)
где a - задний угол в плане;
j - главный угол в плане;
l - угол наклона режущей кромки.
Подставив известные значения в формулу (10.1) получим:
![]() .
.
Таким образом, нормальный задний угол фрезы:
aN=10°.
Диаметр фрезы определим по формуле:
![]() , (10.2)
, (10.2)
где B - ширина фрезерования, мм;
t = 4 - максимальные глубина фрезерования, мм;
Sz = 0,09 - подача (определено ранее), мм/зуб;
l - расстояние между опорами оправки или вылет фрезы относительно шпинделя, принимаем l=250 мм;
ymax = 0,4 - максимально допустимый прогиб оправки, мм.
Подставив известные значения, получим:
![]() мм.
мм.
Выбираем стандартное ближайшее значение по ГОСТ 29116-91:
D = 50 мм.
Найдем диаметр посадочного отверстия:
d = 0,44. D, (10.3)
d = 0,44.50 = 22 мм
Округляем до ближайшего стандартного значения по ГОСТ 9472-90:
d = 22Н7.
Согласно ГОСТу 1092-80 число зубьев для торцовых фрез со вставными ножами диаметром D = 50 мм: z = 5.
10.4. Расчет параметров установки режущего элемента в корпусе инструмента
Для инструмента с механическим креплением вставных ножей задача расчета сводится к определению угла наклона w и смещения паза Е под нож относительно диаметральной плоскости. Для определения этих параметров воспользуемся данными, приведенными в [20].
Угол наклона пазов найдем из формулы:
![]() , (10.4)
, (10.4)
где g1 - значение поперечного переднего угла;
g1 - значение продольного переднего угла.
Для торцовых фрез, оснащенных ножами с припаянными пластинами из твердого сплава:
![]() , (10.5)
, (10.5)
tg g1 = tg 8° sin 60° + tg 6° cos 60° = 0,17.
![]() , (10.6)
, (10.6)
tg g2 = tg 8° cos 60° - tg 6° sin 60° = - 0,02.
Таким образом, поперечный и продольный передние углы равны:
g1 = 10°;
g2 = - 2°.
Угол наклона пазов:
tg w = tg - 2°. cos 10° = - 0,03;
w = - 2°.
Смещение паза относительно диаметральной плоскости:
Е = 0,5. D. sin g1 + L. tg w, (10.7)
где L = 20 - длина ножа, мм;
Е = 0,5.50. sin 10° + 20. tg - 2° = 3,6 мм.
Остальные элементы конструкции фрезы выбираем по ГОСТ 26596-91 или назначаем из конструктивных соображений.
Допуски на все элементы торцовой фрезы и технические требования к её изготовлению определяем по ГОСТ 26596-91.
По ГОСТ 5808-77 радиальное биение между соседними зубьями не более 0,08 мм. Торцовое биение зубьев не более 0,05.
Чертеж торцовой насадной фрезы со вставными ножами представлен в графической части.
11. Расчет и проектирование участка механической обработки детали
11.1 Расчет необходимого количества оборудования
Деталь - кулачок к патрону является одной из основных деталей кулачкового патрона и служит для базирования и закрепления тел вращения по своим рабочим поверхностям. Работает при постоянных вибрациях системы. Кулачок изготовлен из стали 19ХГН ГОСТ 4543-71. Относится к типу деталей "Кулачки", для обработки которых разработан групповой ТП. Общий объем выпуска этих деталей составляет 5000 дет/год при двухсменном режиме работы. Среднесерийное производство. Чертежи деталей представлены в графической части.
В таблице 11.1 представлено штучное время по операциям ТП.
Таблица 11.1. Определение штучного времени
| № операции | Наименование операции | Наименование оборудования | Время, мин |
|
Тшт. |
|||
| 1 | 2 | 3 | 4 |
| 10 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г | 5,87 |
| 20 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г | 2,08 |
| 30 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г | 7 |
| 40 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г | 3,06 |
| 50 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г | 2,22 |
| 60 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г | 1,53 |
| 70 | Сверлильная | Вертикально-сверлильный станок 2Н135 | 2,51 |
| 90 | Шлифовальная | Плоскошлифовальный | 1,15 |
|
Тшт. |
|||
| станок 3Г71М | |||
| 100 | Шлифовальная | Плоскошлифовальный станок 3Г71М | 0,78 |
| 110 | Шлифовальная | Плоскошлифовальный станок 3Г71М | 0,78 |
| 120 | Шлифовальная | Плоскошлифовальный станок 3Г71М | 0,45 |
| 130 | Шлифовальная | Плоскошлифовальный станок 3Г71М | 0,45 |
При определении количества оборудования необходимо определить действительный фонд времени оборудования Fд. о. и соответствующий ему такт производства t.
Действительный фонд времени работы оборудования, принимаемый при расчетах для соответствующего режима работы определим по формуле:
![]() , час (11.1)
, час (11.1)
где Вр - коэффициент потерь времени на ремонт оборудования, Вр=7%;
Фн - номинальный фонд времени работы оборудования, определяемый по формуле:
 , час. (11.2)
, час. (11.2)
где Дк - число календарных дней в году, Дк = 365;
Пр - число праздничных дней в году, Пр = 7;
Вс - число воскресных дней в году, Вс = 53;
Сб - число субботних дней в году, Сб = 52;
Тсм - длительность рабочей смены, Тсм = 8 ч;
Дпр - количество предпраздничных дней, Дпр = 6;
Тпр - время, на которое сокращается предпраздничный день, Тпр = 1ч;
С - количество смен в сутки, С = 2.
Найдем номинальный фонд времени работы оборудования:
Фн = [ (365 - 7 - 53 - 26) · 8 - 6 ∙ 1] ∙ 2 = 4452 ч.
Найдем действительный фонд времени работы оборудования:
Фд = 4452. (1 - 0,07) = 4140 ч.
Годовая программа запуска изделий определяется по формуле:
![]() , шт. (11.3)
, шт. (11.3)
где Пг - годовая программа выпуска, Пг = 5000 шт.;
Зч - процент деталей, уходящих в запчасти, Зч = 15%;
Бр - процент потерь деталей в брак, Бр = 2%. Таким образом:
Пг. зап=5000. (1 + 0,15). (1+0,02) =5865дет.
Такт выпуска изделий найдем по формуле:
![]() , мин. (11.4)
, мин. (11.4)
где Фд - действительный фонд времени работы оборудования;
Пг. зап. - годовая программа запуска изделий. Таким образом:
![]()
Для расчета количества станков, требуемых для выполнения операций Sрасч, необходимо определить станкоемкости этих операций:
tc. = tшт,
где tшт - штучное время;
tс - станкоемкость.
Рассчитаем количество станков по формуле:
Sрасч= tшт / t, (11.5)
где t - такт выпуска изделий.
Результаты заносим в таблицу 11.2
Таблица 11.2. Число единиц основного оборудования
| Операция |
tшт. |
Sрасч. |
Sприн. |
| 1 | 2 | 3 | 4 |
| 10 Фрезерная | 5,87 | 0,138 | 1 |
| 20 Фрезерная | 2,08 | 0,049 | 1 |
| 30 Фрезерная | 7 | 0,165 | 1 |
| 40 Фрезерная | 3,06 | 0,072 | 1 |
| 50 Фрезерная | 2,22 | 0,052 | 1 |
| 60 Фрезерная | 1,53 | 0,036 | 1 |
| 70 Сверлильная | 2,51 | 0,059 | 1 |
| 90 Шлифовальная | 1,15 | 0,027 | 1 |
| 100 Шлифовальная | 0,78 | 0,018 | 1 |
|
110 Шлифовальная |
0,78 | 0,018 | 1 |
|
120 Шлифовальная |
0,45 | 0,011 | 1 |
| 130 Шлифовальная | 0,45 | 0,011 | 1 |
|
Общее число станков: Sобщ = 12 шт. |
Полученные малые значения количества станков означают, что их необходимо догрузить другими видами продукции.
Догрузка оборудования находится по формуле:
Nдог = (Sпр - Sрасч) · Фд · 60/Тшт · Ку, дет. (11.6)
где Ку =1,05 - коэффициент ужесточения норм.
Nдог (оп.10) = (1 - 0,138) · 4140 · 60/ (5,87 · 1,05) = 34740 дет.
Nдог (оп. 20) = (1 - 0,049) · 4140 · 60/ (2,08 · 1,05) = 108163 дет.
Nдог (оп.30) = (1 - 0,165) · 4140 · 60/ (7 · 1,05) = 28219 дет.
Nдог (оп.40) = (1 - 0,072) · 4140 · 60/ (3,06 · 1,05) = 71744 дет.
Nдог (оп.50) = (1 - 0,052) · 4140 · 60/ (2,22 · 1,05) = 101022 дет.
Nдог (оп.60) = (1 - 0,036) · 4140 · 60/ (1,53 · 1,05) = 149055 дет.
Nдог (оп.70) = (1 - 0,059) · 4140 · 60/ (2,51 · 1,05) = 88690 дет.
Nдог (оп.90) = (1 - 0,027) · 4140 · 60/1,15 · 1,05) = 200160 дет.
Nдог (оп.100) = (1 - 0,018) · 4140 · 60/ (0,78 · 1,05) = 297837 дет.
Nдог (оп.110) = (1 - 0,018) · 4140 · 60/ (0,78 · 1,05) = 297837 дет.
Nдог (оп.120) = (1 - 0,011) · 4140 · 60/ (0,45 · 1,05) = 519931 дет.
Nдог (оп.120) = (1 - 0,011) · 4140 · 60/ (0,45 · 1,05) = 519931 дет.
Проводим перерасчет необходимого количества оборудования по формуле:
Sрасч. = Тшт · (Nг + Nдог) / Фд · Квн · 60, (11.7)
где Квн. - коэффициент выполнения нормы, принимаем Квн. = 1,2.
Sрасч. (оп.10) = 5,87 · (5000 + 34740) / 4140 · 1,2 · 60 = 0,78.
Sрасч. (оп. 20) = 2,08 · (5000 + 108163) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.30) = 7 · (5000 + 28219) / 4140 · 1,2 · 60 = 0,78.
Sрасч. (оп.40) = 3,06 · (5000 + 71744) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.50) = 2,22 · (5000 + 101022) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.60) = 1,53 · (5000 + 149055) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.70) = 2,51 · (5000 + 88690) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.90) = 1,15 · (5000 + 200160) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.100) = 0,78 · (5000 + 297837) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.110) = 0,78 · (5000 + 297837) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.120) = 0,45 · (5000 + 519931) / 4140 · 1,2 · 60 = 0,79.
Sрасч. (оп.120) = 0,45 · (5000 + 519931) / 4140 · 1,2 · 60 = 0,79.
Коэффициент загрузки оборудования определяется как отношение расчётного числа оборудования к принятому:
![]() (11.8)
(11.8)
Кз. об (оп.10) = 0,78.100 = 78%
Кз. об (оп. 20) = 0,79.100 = 79%
Кз. об (оп.30) = 0,78.100 = 78%
Кз. об (оп.40) = 0,79.100 = 79%
Кз. об (оп.50) = 0,79.100 = 79%
Кз. об (оп.60) = 0,79.100 = 79%
Кз. об (оп.70) = 0,79.100 = 79%
Кз. об (оп.90) = 0,79.100 = 79%
Кз. об (оп.100) = 0,79.100 = 79%
Кз. об (оп.110) = 0,79.100 = 79%
Кз. об (оп.120) = 0,79.100 = 79%
Кз. об (оп.130) = 0,79.100 = 79%
Найденные значения нормы догрузки оборудования Nдог., расчетного количества оборудования Sрасч. и коэффициента загрузки оборудования Кз. об. сводим в таблицу 11.3
Таблица 11.3. Догрузка оборудования
| Операция |
Nдог |
Sрасч. |
Sприн |
Кз. об. .% |
| 1 | 2 | 3 | 4 | 5 |
| 10 Фрезерная | 34740 | 0,78 | 1 | 78 |
| 20 Фрезерная | 108163 | 0,79 | 1 | 79 |
| 30 Фрезерная | 28219 | 0,78 | 1 | 78 |
| 40 Фрезерная | 71744 | 0,79 | 1 | 79 |
| 50 Фрезерная | 101022 | 0,79 | 1 | 79 |
| 60 Фрезерная | 149055 | 0,79 | 1 | 79 |
| 70 Сверлильная | 88690 | 0,79 | 1 | 79 |
| 90 Шлифовальная | 200160 | 0,79 | 1 | 79 |
| 100 Шлифовальная | 297837 | 0,79 | 1 | 79 |
|
110 Шлифовальная |
297837 | 0,79 | 1 | 79 |
|
120 Шлифовальная |
519931 | 0,79 | 1 | 79 |
| 130 Шлифовальная | 519931 | 0,79 | 1 | 79 |
|
Общее число станков Sобщ = 12 шт. |
Средний коэффициент загрузки оборудования будет составлять 78,83%.
Число единиц вспомогательного оборудования на участке определяется в зависимости от числа станков основного оборудования и составит 12% от Sобщ. .
В таблице 11.4 представлен выбор вспомогательного оборудования.
Таблица 11.4. Вспомогательное оборудование
| Наименование вспомогательных отделений |
Число станков в отделении, шт. |
| Ремонтная база | 1 |
| Заточное отделение | 1 |
| Отделение ремонта технологической оснастки | 1 |
11.2 Расчет численности работающих
Промышленно - производственный персонал цеха (участка) состоит из производственных и вспомогательных рабочих, инженерно - технических работников (ИТР), служащих и младшего обслуживающего персонала (МОП).
Общее число производственных рабочих определим по формуле:
Р = Т / Фр, (11.9)
где Т - трудоемкость годового выпуска изделий в часах;
Фр - действительный годовой фонд времени работы рабочего, Фр= 1731 час.
Трудоемкость годового выпуска изделий найдем по формуле:
Т = Пг. зап × å tшт / 60, час (11.10)
Т = 5865 × (5,87 + 2,08 + 7 +3,06 +2,22 +1,53 + 2,51 + 1,5 + 0,78 + 0,78 + + 0,45 + 0,45 + 0,45) / 60 = 2075 час,
Р = 2075/1731 = 1 чел.
Примем на каждый станок по одному рабочему оператору 4-го разряда. Общее число рабочих операторов на проектном и базовом вариантах будет равно:
Робщ = Ррасч · (1 + Во / 100) · С, (11.11)
где Во = 12% - процент времени, необходимый на отпуск или по причине болезни.
Робщ = 12 · (1 + 12/100) = 13 чел.
Состав и численность остальных рабочих определим в зависимости от числа производственных рабочих. Данные заносим в табл.11.5
Таблица 11.5. Численность рабочих всех категорий.
| Группа работающих | Общее число | Обоснование расчета | |
| В 2 смены | В 1 смену | ||
|
Производственные Рабочие |
26 | 13 | - |
|
Вспомогательные рабочие |
10 | 5 | 40% от числа производственных рабочих |
| ИТР | 4 | 2 | 12% от - - - |
| Служащие | 2 | 1 | 2% от - - - |
| МОП | 2 | 1 | 1,5% от - - - |
| Всего работающих | 44 | 22 | - |
11.3 Определение площади участка
Площадь участка по своему назначению подразделяется на производственную и вспомогательную. К производственной относится площадь, отведенная под производственное оборудование, включая места для рабочих, хранения деталей и заготовок, рабочие места для слесарных операций, технического контроля, средств наземного транспорта, проходы и проезды между рядами оборудования.
К вспомогательной площади относится территория участка, занятая вспомогательными службами, а также магистральными и пожарными проездами.
При укрупненном проектировании производственную площадь цеха определяем по удельной площади Sуд., необходимой для размещения станков в зависимости от их массы.
Sпр. = Sуд. × Sобщ., м2 (11.12)
Sпр. = 25 × 12 = 300 м2
Размеры вспомогательной площади участка определим, исходя из норм для расчета площадей вспомогательных служб.
помещение ОТК (5% от станочной площади) - 15 м2;
склад вспомогательных материалов (0,2 м2 на один станок) - 2,4 м2;
склад материалов и заготовок (10% от станочной площади) - 30м2;
площадь для хранения стружки (0,45 м2 на один производственный
станок участка) - 5,4 м2;
заточное отделение (10 м2 на один заточный станок) - 10 м2;
мастерская по ремонту инструмента и оснастки - 20 м2;
инструментальная кладовая (0,5 м2 на один производственный станок) - 6 м2;
кладовая приспособлений (0,25 м2 на один станок) - 3 м2;
Итого: общая вспомогательная площадь Sвсп=92 м2
Общую площадь участка найдем по формуле:
Sобщ. = Sпр. + Sвсп.,, м2, Sобщ. = 300 + 92 = 392 м2. (11.13)
11.4 Компоновка механического цеха
Металлорежущие станки в механических цехах располагаются в порядке последовательности выполнения технологического процесса.
При размещении оборудования необходимо стремиться к соблюдению принципа прямоточности, который обеспечивает кратчайшие пути движения деталей и заготовок и не создает возвратных движений, при которых усложняется передача деталей от станка к станку. Необходимо обеспечить безопасность и удобство работы, и в то же время экономно использовать производственную площадь.
Станки в механических цехах располагают преимущественно вдоль пролета, при этом экономится площадь, удобно использовать подвесной транспорт, мостовые краны. Расстояния между станками должны приниматься с учетом ширины каналов для уборки стружки, транспортных средств, конфигурации и глубины заложения фундаментов колонн, стен, станков, если последние установлены на отдельных фундаментах.
Нормативы расстояний между станками, от стен и колонн здания, а также нормы ширины магистральных проездов приведены в [14].
Компоновка механического участка по обработке данных деталей представлена в графической части.
12. Экономическая эффективность проекта
Цель раздела - рассчитать технико-экономические показатели проектируемого технологического проекта и определить его экономический эффект.
12.1 Исходные данные для экономического обоснования проекта
Исходные данные для экономического обоснования проекта представлены в таблице 12.1
Таблица 12.1. Исходные данные для экономического обоснования проекта
| № | Показатели | Условное обозначение, единица измерения | Значение показателей | Источник информации |
| Проект | ||||
| 1 | Годовая программа выпуска |
|
5000 | Задание |
| 2 | Время штучное, в том числе и машинное |
ТШТ, мин. (ТМАШ, мин) |
5,87 (3,89) | |
| 2,08 (1,38) | ||||
| 7 (6,4) | ||||
| 3,06 (2,03) | ||||
| 2,22 (1,47) | ||||
| 1,53 (1,01) | ||||
| 2,51 (1,66) | ||||
| 1,15 (0,76) | ||||
| 0,78 (0,52) | ||||
| 0,78 (0,52) | ||||
| 0,45 (0,3) | ||||
| 0,45 (0,3) | ||||
| 3 |
Часовая тарифная ставка Рабочего-оператора: Наладчика: |
|
32,06 42,41 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 4 | Эффективный годовой фонд времени рабочего. |
|
1731 | Или расчет из раздела дипломной работы - "Планировка участка". |
| 5 | Коэффициент доплаты до часового, дневного и месячного фондов |
|
1,08 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 6 | Коэффициент доплат за профмастерство (начиная с 3-го разряда) |
|
1,2 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 7 | Коэффициент доплат за условия труда |
|
1,08 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 8 | Коэффициент доплат за вечерние и ночные часы |
|
1,2 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 9 | Коэффициент премирования |
|
1,2 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 10 | Коэффициент выполнения норм |
|
1,1 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 11 | Коэффициент отчисления на социальные нужды |
|
0,26 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 12 | Трудоемкость проектирования техники, технологии |
|
1063,5 | Прил.8 [17] |
| 13 | Цена единицы оборудования |
|
225000 | Прил.4 или п.5-7 списка литературы [17] |
| 225000 | ||||
| 225000 | ||||
| 225000 | ||||
| 225000 | ||||
| 225000 | ||||
| 135000 | ||||
| 280000 | ||||
| 280000 | ||||
| 280000 | ||||
| 280000 | ||||
| 280000 | ||||
| Проект | ||||
| 14 | Коэффициент расходов на доставку и монтаж оборудования (0,1…0,25) |
|
0,2 | |
| 15 | Выручка от реализации изношенного оборудования (5% от цены) |
|
11250 | Расчет |
| 11250 | ||||
| 11250 | ||||
| 11250 | ||||
| 11250 | ||||
| 11250 | ||||
| 6750 | ||||
| 14000 | ||||
| 14000 | ||||
| 14000 | ||||
| 14000 | ||||
| 14000 | ||||
| 16 | Эффективный годовой фонд времени работы оборудования (при односменной работе - 2030 часов, при 2-хсмен-ной - 4015 часов, при 3-хсменной - 5960 часов). |
|
4015 | Или расчет из раздела дипломной работы - "Планировка участка". |
| 17 | Коэффициент на теку-щий ремонт оборудования |
|
0,3 | |
| 18 | Установленная мощность электродвигателя станка |
|
3 | Паспорт станка |
| 3 | ||||
| 3 | ||||
| 3 | ||||
| 3 | ||||
| 3 | ||||
| 4 | ||||
| 2,2 | ||||
| 2,2 | ||||
| 2,2 | ||||
| 2,2 | ||||
| 2,2 | ||||
| 19 | Коэффициент одновременности работы электродвигателей (0,8…1,0) |
|
1,0 | |
| 20 | Коэффициент загрузки электродвигателей по мощности (0,7…0,8) |
|
0,8 | |
| 21 | Коэффициент загрузки электродвигателя станка по времени (0,5…0,85) |
|
0,85 | |
| 22 | Коэффициент потерь электроэнергии в сети завода (1,04. .1,08) |
|
1,08 | |
| 23 | Тариф платы за электроэнергию |
|
1,35 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 24 | Коэффициент полезного действия станка (0,7…0,95) |
|
0,95 | |
| 25 | Цена (себестоимость изготовления) единицы инструмента |
|
1.450,17 2.3160,04 |
Прил.2, п.5-7 списка литературы. [17] |
|
1.450,17 2.3160,04 |
||||
|
1.221,25 2.724,52 3.598,26 4.143,96 |
||||
|
1.221,25 2.724,52 3.598,26 4.168,74 |
||||
|
1.324,50 2.271,40 3.206,50 4.406,28 |
||||
|
1.389,40 2.271,40 3.206,50 4.406,28 |
||||
|
1.197,06 2.79,06 3.102,66 4.84,96 5.221,25 6.231,28 7.126,26 8.44,84 9.32,72 10.30,52 11.28,95 12.309,16 13.41,89 |
||||
| 1.18,88 | ||||
|
1.6,22 2.26,55 |
||||
|
1.6,22 2.26,55 |
||||
| 1.17,70 | ||||
| 1.17,70 | ||||
| 26 | Коэффициент транспортно-заготовительных расходов на доставку инструмента |
|
1,02 | |
| 27 | Выручка от реализации изношенного инструмента по цене металлолома (20% от цены) |
|
1.90,03 2.632,01 |
Расчет |
|
1.90,03 2.632,01 |
||||
|
1.44,25 2.144,9 3.119,65 4.28,72 |
||||
|
1.44,25 2.144,9 3.119,65 4.33,75 |
||||
|
1.64,9 2.54,28 3.41,3 |
||||
| 4.81,26 | ||||
|
1.77,88 2.54,28 3.41,3 4.81,26 |
||||
|
1.39,41 2.15,81 3.20,53 4.16,99 5.44,25 6.46,26 7.25,25 8.8,97 9.6,54 10.6,1 11.5,79 12.61,83 13.8,38 |
||||
| 1.3,78 | ||||
|
1.1,24 2.5,31 |
||||
|
1.1,24 2.5,31 |
||||
| 1.3,54 | ||||
| 1.3,54 | ||||
| 28 | Количество переточек инструмента до полного износа |
|
1.22 2.22 |
Прил.1 [17] |
|
1.22 2.22 |
||||
|
1.22 2.9 3.24 4.24 |
||||
|
1.22 2.9 3.24 4.24 |
||||
|
1.24 2.15 |
||||
|
3.16 4.16 |
||||
|
1.24 2.15 3.16 4.16 |
||||
|
1.62 2.62 3.62 4.62 5.20 6.20 7.20 8.20 9.20 10.20 11.20 12.7 13.7 |
||||
| 1.16 | ||||
|
1.16 2.16 |
||||
|
1.16 2.16 |
||||
| 1.16 | ||||
| 1.16 | ||||
| 29 | Стоимость одной переточки |
|
1.52,8 2.52,8 |
Прил.1 [17] |
|
1.52,8 2.52,8 |
||||
|
1.52,8 2.144,0 3.16,8 4.16,8 |
||||
|
1.52,8 2.144,0 3.16,8 4.16,8 |
||||
|
1.16,8 2.80,0 3.144,0 4.144,0 |
||||
|
1.16,8 2.80,0 3.144,0 4.144,0 |
||||
|
1.57,6 2.57,6 3.57,6 4.57,6 5.8,5 6.8,5 7.8,5 8.8,5 9.8,5 10.8,5 11.8,5 12.52,8 13.52,8 |
||||
| 1.144,0 | ||||
|
1.144,0 2.144,0 |
||||
|
1.144,0 2.144,0 |
||||
| 1.144,0 | ||||
| 1.144,0 | ||||
| 30 | Коэффициент случайной убыли инструмента |
|
1.1,15 2.1,15 |
Прил.1 [17] |
|
1.1,15 2.1,15 |
||||
|
1.1,15 2.1,15 3.1,08 4.1,08 |
||||
|
1.1,15 2.1,15 3.1,08 |
||||
| 4.1,08 | ||||
|
1.1,08 2.1,15 3.1,1 4.1,1 |
||||
|
1.1,08 2.1,15 3.1,1 4.1,1 |
||||
|
1.1,25 2.1,25 3.1,25 4.1,25 5.1,12 6.1,12 7.1,12 8.1,12 9.1,12 10.1,12 11.1,12 12.1,25 13.1,25 |
||||
| 1.1,1 | ||||
|
1.1,1 2.1,1 |
||||
|
1.1,1 2.1,1 |
||||
| 1.1,1 | ||||
| 1.1,1 | ||||
| 31 | Стойкость инструмента между переточками |
|
1.2,0 2.2,0 |
Прил.1 |
|
1.2,0 2.2,0 |
||||
|
1.2,0 2.2,0 3.5,0 4.5,0 |
||||
|
1.2,0 2.2,0 |
||||
|
3.5,0 4.5,0 |
||||
|
1.5,0 2.3,0 3.4,0 4.4,0 |
||||
|
1.5,0 2.3,0 3.4,0 4.4,0 |
||||
|
1.0,5 2.0,5 3.0,5 4.0,5 5.0,8 6.0,8 7.0,8 8.0,8 9.0,8 10.0,8 11.0,8 12.1,0 13.1,0 |
||||
| 1.2,0 | ||||
|
1.2,0 2.2,0 |
||||
|
1.2,0 2.2,0 |
||||
| 1.2,0 | ||||
| 1.2,0 | ||||
| 32 | Цена единицы приспособления |
|
2904 | Прил.2, п.5-7 списка литературы [17]. |
| 2904 | ||||
| 4654 | ||||
| 2970 | ||||
| 2970 | ||||
| 2970 | ||||
| 15129,96 | ||||
| 3556 | ||||
| 3556 | ||||
| 3556 | ||||
| 3556 | ||||
| 3556 | ||||
| 33 | Коэффициент, учитывающий затраты на ремонт приспособления (1,5…1,6) |
|
1,6 | |
| 34 | Выручка от реализации изношенного приспособления (20% от цены) |
|
580,8 | Расчет |
| 580,8 | ||||
| 930,8 | ||||
| 594 | ||||
| 594 | ||||
| 594 | ||||
| 3025,992 | ||||
| 711,2 | ||||
| 711,2 | ||||
| 711,2 | ||||
| 711,2 | ||||
| 711,2 | ||||
| 35 | Количество приспособ-лений, необходимое для производства годовой программы деталей |
|
12 | Расчет |
| 36 | Физический срок служ-бы приспособления (3…5 лет) |
|
5 | |
| 37 | Коэффициент загрузки приспособления (равный коэффициенту загрузки оборудования) |
|
0,138 | Расчет |
| 0,049 | ||||
| 0,165 | ||||
| 0,072 | ||||
| 0,052 | ||||
| 0,036 | ||||
| 0,059 | ||||
| 0,027 | ||||
| 0,018 | ||||
| 0,018 | ||||
| 0,011 | ||||
| 0,011 | ||||
| 38 | Расход на смазочно-охлаждающие жидкости (200…300 руб. на один станок в год) |
|
200 | |
| 39 | Удельный расход воды для охлаждения на один час работы станка |
|
0,6 | Данные кафедры ЭиУП [17] |
| 40 |
Тариф платы за 1м3 воды |
|
1,6 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 41 |
Удельный расход воз-духа за 1 час работы установки, приспособ-ления (0,1…0,15 м3/час) |
|
0,1 | |
| 42 |
Тариф платы за м3 сжатого воздуха |
|
0,15 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 43 | Площадь, занимаемая одним станком |
|
2,9 | Паспорт станка |
| 2,9 | ||||
| 2,9 | ||||
| 2,9 | ||||
| 2,9 | ||||
| 2,9 | ||||
| 1 | ||||
| 2,9 | ||||
| 2,9 | ||||
| 2,9 | ||||
| 2,9 | ||||
| 2,9 | ||||
| 44 | Коэффициент, учитыва-ющий дополнительную площадь |
|
4,5 | Прил.10 [17] |
| 4,5 | ||||
| 4,5 | ||||
| 4,5 | ||||
| 4,5 | ||||
| 4,5 | ||||
| 5 | ||||
| 4,5 | ||||
| 4,5 | ||||
| 4,5 | ||||
| 4,5 | ||||
| 4,5 | ||||
| 45 |
Стоимость эксплуатации 1м2 площади здания в год |
|
4500 |
Данные кафедры ЭиУП (Прил.11 [17]) |
| 46 | Норма обслуживания станков одним наладчиком (10…20 станков на одного рабочего). |
|
15 | |
| 47 | Материал заготовки и метод получения. |
Сталь 19ХГН Штамповка |
Задание | |
| 48 | Масса заготовки |
|
4,6 | Расчет |
| 49 | Вес отходов в стружку |
|
1,9 | Расчет |
| 50 | Цена 1кг материала заготовки |
|
54,68 | Прил.5 [17] |
| 51 | Цена 1кг отходов |
|
1,4 | Прил.5 [17] |
| 52 | Коэффициент транспортно-заготовительных расходов (1,05…1,06 - для черных металлов; 1,01…1,02 - для цветных металлов) |
|
1,05 |
12.2 Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет необходимого количества оборудования и коэффициентов загрузки представлен в таблице 12.2
Таблица 12.2. Расчет необходимого количества оборудования и коэффициентов загрузки
| № | Наименование показателей | Расчетные формулы и расчет | Значения показателей |
| Проект | |||
| 1 |
Расчетное количество основного технологического оборудования по изменяющимся операциям технологического процесса детали, шт. |
|
0,138 |
| 0,049 | |||
| 0,165 | |||
| 0,072 | |||
| 0,052 | |||
| 0,036 | |||
| 0,059 | |||
| 0,027 | |||
| 0,018 | |||
| 0,018 | |||
| 0,011 | |||
| 0,011 | |||
| 2 |
Принятое количество оборудования, шт. |
Расчетное количество оборудования округляется до ближайшего большего, целого | 1 |
| 1 | |||
| 1 | |||
| Проект | |||
|
числа.
|
1 | ||
| 1 | |||
| 1 | |||
| 1 | |||
| 1 | |||
| 1 | |||
| 1 | |||
| 1 | |||
| 1 | |||
| 3 | Коэффициент загрузки оборудования. |
|
0,138 |
| 0,049 | |||
| 0,165 | |||
| 0,072 | |||
| 0,052 | |||
| 0,036 | |||
| 0,059 | |||
| 0,027 | |||
| 0,018 | |||
| 0,018 | |||
| Проект | |||
|
|
0,011 | ||
| 0,011 |
12.3 Расчет капитальных вложений (инвестиций)
Расчет капитальных вложений представлен в таблице 12.3
Таблица 12.3. Расчет капитальных вложений (инвестиций)
| № | Наименование, единица измерения | Расчетные формулы и расчет | Значения показателей |
| Проект | |||
| 1 |
Прямые капитальные вложения в основное технологи-ческое оборудова-ние, руб. |
|
146965 |
| 2 | Сопутствующие капитальные вложения: | ||
| Проект | |||
| 2.1 |
Затраты на проектирование, руб. |
|
35010,42 |
| 2.2 |
Затраты на доставку и монтаж оборудования, руб. |
|
29393 |
| 2.3 |
Затраты на транспортные средства, руб. |
|
7348,25 |
| Продолжение табл.12.3 | |||
| № | Наименова-ние, единица измерения | Расчетные формулы и расчет | Значения показателей |
| Проект | |||
| 2.4 |
Затраты на дорогостоя-щие приспо-собления, руб. |
|
3333,13 |
| 2.5 |
Затраты на инструмент, руб. |
|
26206,73 |
| Проект | |||
|
|
|||
| 2.6 | Затраты в эксплуата-цию произ-водственных площадей, занятых ос-новным тех-нологичес-ким |
|
39852,72 |
|
Итого сопут-ствующие капитальные вложения, руб. |
|
141144,25 | |
| 3 |
Общие капитальные вложения, руб. |
|
288109,25 |
| 4 |
Удельные, капитальные вложения, руб. |
|
57,62 |
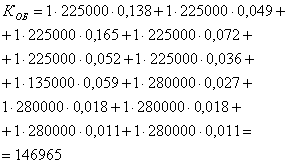
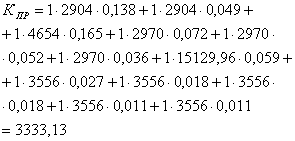
12.4 Расчет технологической себестоимости операций
Расчет технологической себестоимости операций представлен в таблице 12.4
Таблица 12.4. Расчет технологической себестоимости операций
| № | Наименование показателей | Расчетные формулы и расчет |
Значения показателей |
| Проект | |||
| Проект | |||
| 1 |
Основные материалы за вычетом отходов, руб. |
|
261,44 |
| 2 |
Основная заработная плата рабочих операторов руб. |
|
33,03 |
| 3 |
Основная заработная плата наладчика, руб. |
|
1,3 |
| 4 |
Начисления на заработную плату, руб. |
|
8,93 |
| 5 | Затраты по содержанию и эксплуатации оборудования | ||
| 5.1 |
Затраты на текущий ремонт оборудования, руб. |
|
0,67 |
| 5.2 |
Расходы на технологическую энергию, руб. |
|
1,05 |
| 5.3 |
Затраты на содержание и эксплуатацию приспособлений, руб. |
|
0,17 |
| Проект | |||
|
|
|||
| 5.4 |
Затраты на инструмент, руб. |
|
15,44 |
| Проект | |||
|
|
|||
| Проект | |||
|
|
|||
| 5.5 |
Расходы на смазочные, обтирочные материалы и охлаждающие жидкости, руб. |
|
0,03 |
| 5.6 |
Расходы на воду технологическую, руб. |
|
0,51 |
| 5.7 |
Расходы на сжатый воздух, руб. |
|
0,01 |
| Проект | |||
| 5.8 |
Расходы на содержание и эксплуатацию произ-водственной площади, руб. |
|
7,97 |
|
Итого расходы по содержанию и эксплуатации обо-рудования, руб. |
|
25,85 | |

12.5 Калькуляция себестоимости обработки детали по проектируемому технологическому процессу
Калькуляция себестоимости обработки детали по проектируемому технологическому процессу представлена в таблице 12.5
Таблица 12.5. Калькуляция себестоимости обработки детали по проектируемому технологическому процессу
| № | Статьи затрат | Затраты, руб. |
| Проект | ||
| 1 |
Материалы за вычетом отходов: |
261,44 |
| 2 |
Основная заработная плата рабочих операторов: |
34,33 |
| 3 |
Начисления на заработную плату: |
8,93 |
| 4 |
Расходы на содержание и эксплуатацию оборудования: |
25,85 |
|
Итого технологическая себестоимость: |
330,55 | |
| 5 |
Общецеховые накладные расходы:
|
73,81 |
|
Итого цеховая себестоимость:
|
404,36 | |
| 6 |
Заводские накладные расходы:
|
85,82 |
|
Итого заводская себестоимость
|
490,18 | |
| 7 |
Внепроизводственные расходы
|
24,51 |
|
Всего полная себестоимость
|
514,69 |
Значение коэффициентов цеховых, заводских и внепроизводственных расходов представлены в Приложение 11 [17].
В таблице 12.6 представлен расчет приведенных затрат
Таблица 12.6. Расчет приведенных затрат
| № | Наименование показателей, единица измерения | Расчетные формулы и расчет | Значение показателей |
| Проект | |||
| 1 |
Приведенные затраты на единицу детали, руб. |
|
533,70 |
| 2 |
Годовые приведенные затраты, руб. |
|
2668500 |
12.6 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
Так как в нашем случае проектируется новый технологический процесс (т.е. отсутствует базовый вариант технологического процесса), рассчитаем прибыль, которую получит предприятие в результате реализации заданного объема деталей.
12.6.1 Ожидаемая прибыль (условно-годовая экономия) предприятия
При реализации своей продукции любое предприятие закладывает в ее стоимость прибыль в размере 20-25% от ее себестоимости, поэтому:
![]() , руб. (12.1)
, руб. (12.1)
где ![]() - полная
себестоимость изготовления единицы детали.
- полная
себестоимость изготовления единицы детали.
![]() руб.
руб.
12.6.2 Налог на прибыль
![]() , руб. (12.2)
, руб. (12.2)
где ![]() - коэффициент
налогообложения прибыли (Приложение 11)
- коэффициент
налогообложения прибыли (Приложение 11)
![]() руб.
руб.
12.6.3 Чистая ожидаемая прибыль
![]() , руб. (12.3)
, руб. (12.3)
![]() руб.
руб.
После определения чистой прибыли определяется расчетный срок окупаемости капитальных вложений (инвестиций), необходимых для осуществления проектируемого варианта:
![]() (12.4)
(12.4)
где ![]() - капитальные
вложения (инвестиции), необходимые для приобретения вновь вводимого
оборудования, дорогостоящей оснастки, инструмента, а также затраты на
эксплуатацию дополнительной площади;
- капитальные
вложения (инвестиции), необходимые для приобретения вновь вводимого
оборудования, дорогостоящей оснастки, инструмента, а также затраты на
эксплуатацию дополнительной площади;
![]() - общие
капитальные вложения, необходимые для приобретения оборудования, оснастки и
инструмента (см. таблицу 5, пункт 3)
- общие
капитальные вложения, необходимые для приобретения оборудования, оснастки и
инструмента (см. таблицу 5, пункт 3)
![]() , руб. (12.5)
, руб. (12.5)
![]() руб.
руб.
![]()
Расчетный срок окупаемости инвестиций (капитальных вложений)
округляется до ближайшего, большего числа и принимается за горизонт расчета (максимально
ожидаемое время окупаемости инвестиций), ![]()
Далее встаем на точку зрения инвестора-предприятия, которое должно осуществить его проект. Используя методы дисконтирования, решаем вопрос о том, стоит ли вкладывать средства в разработанный проект, который в течение принятого горизонта расчета принесет дополнительную прибыль, или лучше при существующей процентной ставке на капитал положить деньги в банк.
Для этого в пределах принятого горизонта расчета (Т) рассчитываем текущую стоимость будущих денежных доходов (денежных потоков), приведенных к текущему времени (времени начала осуществления проекта) через коэффициенты дисконтирования.
Общая текущая стоимость доходов (чистой дисконтированной прибыли) в течение принятого горизонта расчета определяется по формуле:
![]() , руб. (12.6)
, руб. (12.6)
где ![]() - горизонт
расчета, лет (месяцев);
- горизонт
расчета, лет (месяцев); ![]() -
процентная ставка на капитал (например, при 10%
-
процентная ставка на капитал (например, при 10% ![]() ;
при 20%
;
при 20% ![]() и т.д.);
и т.д.); ![]() - 1-ый, 2-ой, 3-й год
получения прибыли в пределах принятого горизонта расчета.
- 1-ый, 2-ой, 3-й год
получения прибыли в пределах принятого горизонта расчета.
Таблица дисконтных коэффициентов приведена в Приложение 9 [17].
![]() руб.
руб.
Интегральный экономический эффект (чистый дисконтированный доход) составит в этом случае:
![]() , руб. (12.7)
, руб. (12.7)
![]() руб.
руб.
Так как общая стоимость доходов (ЧДД) больше текущей
стоимости затрат (![]() ), т.е.
), т.е. ![]() , то проект эффективен,
поэтому определяем индекс доходности по формуле:
, то проект эффективен,
поэтому определяем индекс доходности по формуле:
![]() (12.8)
(12.8)
![]()
Индекс доходности показывает прибыль на каждый вложенный рубль.
В таблице 12.7 представлены технико-экономические показатели эффективности проекта
Таблица 12.7. Технико-экономические показатели эффективности проекта
| № | Наименование показателей | Условное обозначение, единица измерения | Значение показателей |
| Проект. | |||
| Технические параметры проекта | |||
| 1 | Количество оборудования |
|
12 |
| 2 | Средний коэффициент загрузки оборудования |
|
0,055 |
| 3 | Общее количество рабочих |
|
12 |
| Экономические показатели проекта | |||
| 1 | Годовая программа выпуска |
|
5000 |
| 2 | Себестоимость единицы изделия |
|
514,69 |
| 3 | Капитальные вложения |
|
288109,25 |
| 4 | Приведенные затраты на единицу изделия |
|
533,70 |
| 5 | Чистая ожидаемая прибыли |
|
488955,5 |
| 6 | Налог на прибыль |
|
154407 |
| 7 | Срок окупаемости инвестиций |
|
0,44 |
| 8 | Интегральный экономический эффект (чистый дисконтируемый доход) |
|
228102,97 |
| 9 | Индекс доходности |
|
2,05 |
Вывод
Данный проект эффективен, так как общая стоимость доходов (ЧДД)
больше текущей стоимости затрат (![]() ), т.е.
), т.е. ![]() . На каждый вложенный рубль
инвестор получит прибыль в размере 2,05 руб. При закладываемой в производстве
прибыли в размере 25% от полной себестоимости изготовления детали, капитальные
вложения будут окупаться в течение 0,44 года.
. На каждый вложенный рубль
инвестор получит прибыль в размере 2,05 руб. При закладываемой в производстве
прибыли в размере 25% от полной себестоимости изготовления детали, капитальные
вложения будут окупаться в течение 0,44 года.
13. Экологичность и безопасность проекта
Рассмотрим операцию фрезерования на горизонтально-фрезерном станке 6Р80Г. Данная операция заключается в обработке поверхностей с использованием режущего инструмента. Реальные производственные условия характеризуются, как правило, наличием опасных и вредных производственных факторов (ОВПФ),
Улучшение условий труда, повышение безопасности и безвредности имеет большое экономическое значение, прежде всего, улучшение условий труда и его безопасности. Это приводит к снижению производственного травматизма, профессиональных заболеваний, инвалидности, и одновременно приводит к уменьшению затрат на оплату льгот и компенсаций за работу в неблагоприятных условиях, на лечение, на переподготовку работающих на производстве в связи с текучестью кадров по причинам, связанным с условиями труда.
13.1 Описание рабочего места, оборудования при фрезеровании
Фрезерный станок
Контейнер для заготовок
Контейнер для готовой продукции
Стеллаж под инструмент
Верстак
13.2 Идентификация ОВПФ при фрезеровании
Объект дипломного проекта - кулачок патрона, изготавливается способом фрезерования, сверления, зенкерования и шлифования.
Краткая характеристика проектируемого технологического процесса представлена в таблице 13.1
Таблица 13.1. Краткая характеристика проектируемого ТП
| № операции | Наименование операции | Наименование оборудования |
| 00 | Заготовительная | Пресс с выталкивателем |
| 10 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г |
| 20 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г |
| 30 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г |
| 40 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г |
| 50 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г |
| 60 | Фрезерная | Горизонтально-фрезерный станок 6Р80Г |
| 70 | Сверлильная | Вертикально-сверлильный станок 2Н135 |
| 90 | Шлифовальная | Плоскошлифовальный станок 3Г71М |
| 100 | Шлифовальная | Плоскошлифовальный станок 3Г71М |
| 110 | Шлифовальная | Плоскошлифовальный станок 3Г71М |
| 120 | Шлифовальная | Плоскошлифовальный станок 3Г71М |
| 130 | Шлифовальная | Плоскошлифовальный станок 3Г71М |
Среди перечисленных операций наиболее продолжительной, сложной, как по количеству обрабатываемых поверхностей, так и по их форме, является фрезерная операция. В связи с этим увеличивается количество и интенсивность воздействия ОВПФ. Итак, рассмотрим операцию фрезерования.
Выявлены следующие ОВПФ, возникающие на фрезерной операции и разработаны методы минимизации их влияния на человека. Сведем их в таблицу 13.2
Таблица 13.2. Выявление ОВПФ
| ОВПФ | Способы минимизации его влияния на человека |
| Химическое воздействие | |
| В связи с применением СОЖ при обработке детали, происходит её испарение, что плохо влияет на чистоту воздуха в зоне дыхания токаря. | Применение индивидуальных СИЗ - повязок, респираторов, организация вытяжки, контроль за содержанием вредных веществ в рабочей зоне. |
| Физическое воздействие | |
| Острые кромки, заусенцы, возникшие после мехобработке | Применение СИЗ: защитных рукавиц, перчаток |
| Вылет стружки из зоны резания | Применение защитных масок, щитков; защитный костюм, фартук |
| Повышенная температура поверхности оборудования, материалов | Применение СИЗ: защитного костюма, спецобуви |
| Повышенная температура, относительная влажность и скорость движения воздуха на | Организация местной и общей вентиляции, грамотный подбор одежды для рабочего |
| Повышенный уровень шума и вибраций на рабочем месте | Применение СИЗ - наушники, беруши, применение защитных экранов |
| Недостаточная освещенность рабочей зоны | Контроль за уровнем освещенности, своевременная очистка источников света от пыли, брызг, окраска стен в отражающие свет цвета, применение местного освещения с ограниченной прямой блесткостью |
| Повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека | Применение СИЗ - спецобуви, спецодежды, перчаток, рукавиц контроль за исправностью проводов, токоведущего оборудования, применение схем с принудительным автоматическим отключением, защитное заземление |
| Система, находящаяся под давлением - баллон с газом, находящийся рядом с местом области попадания стружки | Регулярный осмотр баллонов, шлангов и оборудования, проверка их срока годности, контроль за температурным режимом баллона, соблюдение правил хранения и перевозки |
| Психофизиологическое воздействие | |
| ОВПФ | Способы минимизации его влияния на человека |
| Статическое перенапряжение | Рациональная организация рабочего места, соблюдение режимов работы и отдыха, применение удобных столов, разработка удобного кондуктора |
| Напряжение зрительных анализаторов | Применение столов рациональной конструкции, организация грамотного местного и общего освещения, соблюдение режима работы и отдыха, применение прогрессивных средств защиты, регулярные профосмотры персонала |
| Нервно-эмоциональное напряжение | Соблюдение режимов работы и отдыха, организация времени отдыха рабочих, борьба с психологически раздражающими человека факторами |
13.3 Организационно - технические мероприятия по разработке безопасных условий труда, подкрепленные инженерными расчетами
Приведём перечень необходимых мероприятий и рекомендаций, относящихся к технике безопасности и защите окружающей среды, которые позволяют свести вероятность неблагоприятного воздействия на человека и окружающую среду к минимуму.
Получения травм из-за контакта с движущимися частями устройства можно избежать следующим образом. Приступая к работе необходимо убедиться в исправности работы механизма продольной подачи станка (до установки устройства). После установки и настройки направляющей части устройства необходимо убедиться в надёжности её закрепления. После установки заготовки необходимо убедиться в надёжности затяжки крепежных болтов. Для предотвращения попадания в движущиеся части установки одежда рабочего должна быть застёгнута на все пуговицы и не должна иметь свисающих концов.
Высокие скорости вращения детали или инструмента создают опасность вылета стружки при нормальной работе, а также осколков металла при поломке инструмента. Во избежание получения травмы при возможном вылете лицо рабочего должно быть закрыто специальными защитным наголовным щитком (например, типа НБХ или НБТ), а также должен использоваться экран.
Всё электрооборудование, а также оборудование и механизмы, которые могут оказаться под напряжением, должны быть тщательным образом заземлены. Все доступные для прикосновения токоведущие части оборудования должны быть ограждены. В пусковых приспособлениях электродвигателей все токопроводящие части должны быть закрыты. Щитки и рубильники должны быть установлены в глухих металлических кожухах, запирающихся на замок и имеющих надписи о применяемом напряжении. Эти меры позволяют исключить возможность поражения рабочего электрическим током.
Важнейшее значение для обеспечения необходимых условий нормальной жизнедеятельности и высокопроизводительного труда человека имеет создание и поддержание нормативных метеорологических условий (микроклимата) и чистоты воздуха рабочей зоны помещений. Нормативно - техническая документация определяет следующее состояние микроклимата рабочей зоны производственного помещения для первой категории физических работ: оптимальная температура воздуха: 18¸22°С; относительной влажности воздуха 40¸60%; скорость движения воздуха 0,2 - 0,9 м/с.
В процессе фрезерной обработки используется охлаждающая жидкость, вследствие чего образуется вредный пар с мелкими частицами который, попав в лёгкие, оседает там. В результате воздействия вредных веществ могут возникнуть профессиональные заболевания. Поэтому необходимо улавливание пыли с помощью вентилятора, отсасывающего загрязнённый воздух по трубопроводам к пылегазоочистной установке, в качестве которой можно использовать электрофильтр, основанный на ионизации газовых молекул в электрическом поле высокого напряжения.
Кроме вытяжки загрязнённого воздуха необходимо предусмотреть общеобменную вентиляцию, заключающуюся в удалении из помещения загрязнённого и нагретого воздуха и подачи в него свежего. В данном случае для обеспечения нормальной работы кроме естественной вентиляции (проветривания) необходимо применять механическую общеобменную вентиляцию, а при шлифовке направляющих - местную вентиляцию (например, использовать вытяжные зонты).
Большой вред организму человека может наносить шум. Под воздействием продолжительного громкого шума может произойти снижение слуха, а иногда и полная глухота. Под влиянием сильного шума (90 - 100 дБ) притупляется острота зрения, появляются головные боли и головокружение, повышается кровяное артериальное давление, что может привести к гипертонии, гастриту и другим болезням. Главным источником шума является работа движущихся частей механизмов, различных передач, электродвигателей, а также контактом инструмента с обрабатываемой поверхностью. Для защиты от шума рабочему необходимо использовать противошумы типа вкладышей, перекрывающих наружный слуховой канал уха.
13.4 Расчет искусственного освещения
Выбираем лампы дневного света открытого типа. Количество светильников определим по формуле:
![]() , шт. (13.1)
, шт. (13.1)
где ![]() - минимальная
нормируемая освещённость, лк; S
- площадь помещения, м2; к - коэффициент запаса, учитывающий
старение, запыление и загрязнение светильников; z
- коэффициент неравномерности освещенности (примерно 1,1 - 1,5); Ф - световой
поток одной лампы, лм;
- минимальная
нормируемая освещённость, лк; S
- площадь помещения, м2; к - коэффициент запаса, учитывающий
старение, запыление и загрязнение светильников; z
- коэффициент неравномерности освещенности (примерно 1,1 - 1,5); Ф - световой
поток одной лампы, лм; ![]() - коэффициент
использования светового потока, зависящий то коэффициента полезного действия
светильника, коэффициента отражения, высоты подвеса светильника.
- коэффициент
использования светового потока, зависящий то коэффициента полезного действия
светильника, коэффициента отражения, высоты подвеса светильника.
Минимальная освещенность рабочего места слесарно-механического участка по [15] составляет 300 лк.
Коэффициент запаса, учитывающий старение, запыление и загрязнение светильников, принимаем равным 1,5 для помещений с небольшим содержанием пыли.
Коэффициент неравномерности освещенности принимаем равным 1,3.
Для ламп типа ЛД 80-4 световой поток составляет 4250 лм.
Для определения коэффициента использования светового потока определим индекс помещения:
![]() , (13.2)
, (13.2)
где b - ширина помещения, м; l - длина помещения, м; h - высота подвеса светильников, м.
![]()
По таблицам [15], зная индекс помещения, определяем коэффициента
использования светового потока: ![]() =67%.
=67%.
Определим число светильников, считая, что в каждом по две лампы:
![]() шт.
шт.
Получаем 36 светильников по 2 лампы в каждом. Схема расположения светильников приведена на рис.13.1
Схема расположения светильников:
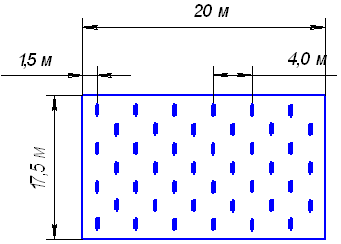
Рис.13.1
Люминесцентные и другие ртутные лампы, которые вышли из строя нельзя бесконтрольно выбрасывать. Они подлежат утилизации, поскольку в них содержится опасная для здоровья человека ртуть. Такие лампы нельзя отвозить на свалки и производить захоронение в землю, так как это представляет угрозу заражения почвы, воздуха и воды. На предприятиях необходимо организовывать специальные места по вскрытию и удалению ртути из таких ламп.
13.5 Безопасность при аварийных и чрезвычайных ситуациях
Крупные аварии и чрезвычайные ситуации на предприятии могут возникать в результате стихийных бедствий, нарушения технологии производства, нарушения правил эксплуатации оборудования и установленных мер безопасности. При чрезвычайных ситуациях проявление первичных негативных факторов (землетрясение, взрыв и т.д.) может вызвать цепь вторичных негативных воздействий - пожар, загазованность, обрушение конструкций, затопление помещений, выброс токсичных отходов в окружающую среду. При этом потери от вторичных негативных воздействий часто бывают больше потерь от первичных негативных факторов.
Под аварией понимают внезапную остановку работы или нарушение процесса производства на промышленном предприятии, приводящее к травмам людей, к повреждению или уничтожению материальных ценностей. Основными причинами крупных техногенных аварий являются: отказы технических систем из-за дефектов изготовления и нарушения режимов эксплуатации; ошибочные действия операторов; концентрация различных производств в промышленных зонах без должного изучения их взаимовлияния; высокий энергетический уровень технических систем.
При возникновении аварии или чрезвычайной ситуации предпринимаются аварийно-спасательные работы. Аварийно-спасательные и другие неотложные работы представляют собой совокупность первоочередных работ в зоне чрезвычайной ситуации, заключающихся в спасении и оказании помощи людям, локализации и подавлении очагов поражающих воздействий, предотвращении возникновения вторичных поражающих факторов, защите и спасении материальных и культурных ценностей, восстановлении минимально необходимого жизнеобеспечения.
При пожарах спасение людей, заблокированных в горящих и задымленных зданиях и сооружениях, проводится с использованием пожарных лестниц, автоподъемников и автовышек, а также с помощью спасательных рукавов. В крайних случаях применяется растянутый брезент или другой прочный материал в качестве ловушек при приземлении пострадавших, выпрыгивающих из горящих зданий. Защита пострадавших и пожарных в ходе тушения пожара осуществляется путем подачи в соответствующие места пожарных стволов и проведения противодымных мероприятий. Поиск и спасение людей, потерявших сознание или ориентировку в задымленных и горящих помещениях, проводятся специальными поисково-спасательными пожарными группами, оснащенными противопожарными костюмами и индивидуальными дыхательными аппаратами.
При обрушении конструкций спасение пострадавших, блокированных в замкнутых, заваленных помещениях, проводится путем пробивания проемов в стенах и перекрытиях, устройства проходов к заваленным дверям и окнам, а также разборка завала сверху, сплошная горизонтальная его разборка.
Огромную угрозу, особенно ярко обозначившую себя в последнее время, являет терроризм во всех его проявлениях. Для предупреждения террористических актов на предприятии необходимо проявление гражданской бдительности всех работников предприятия, возможное усиление охранных мер, организация охраны общественного порядка. Необходимо ужесточить установленный режим доступа (допуска) на территорию предприятия. Также необходимо осуществлять (усилить) охрану наиболее опасных с точки зрения проведения террористического акта объектов.
13.6 Мероприятия по обеспечению пожарной безопасности
Пожарная безопасность - это состояние объекта, при котором исключается возможность пожара, а в случае его возникновения предотвращается воздействие на людей опасных факторов пожара и обеспечивается защита материальных ценностей.
Сегодня из-за производственных процессов и появления новых технологий все чаще на повестку дня ставится вопрос о месте человека в технических системах. На производстве человек имеет дело со сложными техническими системами, технологическими комплексами. В настоящее время в мире значительно возрос удельный вес аварий, происходящих из-за неправильных действий технического персонала. Чаще всего это связано с недостаточным профессионализмом, неумением принимать оптимальное решение в сложной критической обстановке и в условиях дефицита времени, недостаточной информированностью.
Основными причинами пожаров являются:
неосторожное обращение с огнем;
умышленные поджоги;
нарушение технологической дисциплины;
отклонения от проектной документации;
эксплуатация оборудования без предохранительных устройств;
низкий уровень производственной дисциплины.
В систему пожарной безопасности предприятия входят такие подсистемы, как подсистема предотвращения пожара, подсистема противопожарной защиты и подсистема организационно-технических мероприятий.
Систему предотвращения пожара составляет комплекс организационных мероприятий и технических средств, направленных на исключение возможности возникновения пожара. Предотвращение пожара достигается: устранением образования горючей среды; устранением образования в горючей среде (или внесения в нее) источника зажигания; поддержанием температуры горючей среды ниже максимально допустимой; поддержание в горючей среде давления ниже максимально допустимого и другими мерами.
Систему противопожарной защиты составляет комплекс организационных и технических средств, направленных на предотвращение воздействия на людей опасных факторов пожара и ограничение материального ущерба от него. Противопожарная защита обеспечивается:
максимально возможным применением негорючих и трудногорючих веществ и материалов вместо пожароопасных;
ограничением количества горючих веществ и их размещения;
изоляцией горючей среды;
предотвращением распространения пожара за пределы очага;
применением средств пожаротушения;
применением конструкций объектов с регламентированными пределами огнестойкости и горючести;
эвакуацией людей;
системами противодымной защиты;
применением средств пожарной сигнализации и средств извещения о пожаре;
организацией пожарной охраны промышленных объектов.
Ограничение горючих веществ и их размещения достигается регламентацией:
количества (массы, объема) горючих веществ и материалов, находящихся одновременно в помещении;
наличия аварийного слива пожароопасных жидкостей и аварийного стравливания горючих газов из оборудования;
противопожарных разрывов и защитных зон;
периодичности очистки помещений, коммуникаций, оборудования от горючих отходов, отложений пыли и т.п.;
числа рабочих мест, на которых используются пожароопасные вещества;
выноса пожароопасного оборудования в отдельные помещения и на открытые площадки, а также наличие системы аспирации отходов производства.
Изоляция горючей среды обеспечивается одним или несколькими перечисленных средств:
максимальной автоматизацией и механизацией технологических процессов, связанных с обращением пожароопасных веществ;
применением для пожароопасных веществ герметизированного и герметичного оборудования и тары;
применением устройств защиты производственного оборудования с пожароопасными веществами от повреждений и аварий;
применением изолированных отсеков, камер, кабин и т.п. ъ
Предотвращение распространения пожара обеспечивается:
устройством противопожарных преград (стен, зон, поясов, защитных полос, занавесов и т.п.);
установлением предельнодопустимых площадей противопожарных отсеков и секций;
устройством аварийного отключения и переключения аппаратов и коммуникаций;
применением средств, предотвращающих разлив пожароопасных жидкостей при пожаре;
применением огнеограждающих устройств (огнеоградителей, затворов, клапанов, заслонок и т.п.);
применением разрывных предохранительных мембран на агрегатах и коммуникациях.
Применяемые на производстве средства пожаротушения должны максимально ограничивать размеры пожара и обеспечивать его быстрое тушения. При этом для конкретного производства должны быть определены:
виды средств пожаротушения, допустимые и недопустимые для применения на пожаре;
вид, количество, размещение и содержание первичных средств пожаротушения (огнетушители, асбестовые полотна, ящики с флюсом или песком, емкости с огнетушащими порошками и т.п.);
порядок хранения веществ, тушение которых недопустимо одними и теми же средствами;
источники и средства подачи воды при пожаротушении;
максимально допустимый запас специальных средств пожаротушения;
необходимая скорость наращивания подачи средств пожаротушения;
виды, количество, быстродействие и производительность установок пожаротушения, охранных установок пожаротушения и хранение запаса средств тушения;
порядок обслуживания установок пожаротушения и хранения средств тушения.
Мероприятия, связанные с обеспечением противопожарной безопасности в каждом отдельном случае имеет различный объем. Это зависит от типа здания, характера проводимых работ внутри помещения и т.д.
Существует восемь степеней огнестойкости. С возрастанием номера категории, предел огнестойкости конструкции уменьшается. Корпус цеха представляет собой одноэтажное здание второй степени огнестойкости. Под этим подразумевается, что в покрытиях здания допускается применение незащищенных стальных конструкций, тогда как первая степень огнестойкости подразумевает наличие ограждающих конструкций из естественных или искусственных каменных материалов с применением листовых плитных негорючих материалов.
Категория помещения по степени взрывопожарной опасности - Д. Категория определяется для наиболее неблагоприятного в отношении пожара или взрыва периода, исходя из вида и материалов, их количества и пожарных свойств, особенности технологических процессов. В нашем случае, категория Д подразумевает, что в производстве используются негорючие вещества и материалы, находящиеся в холодном состоянии. В качестве первичных средств пожаротушения используются огнетушители, лунки с песком, ломы, топоры, лопаты, бочки с водой. Для более эффективного пожаротушения и согласно требованиям пожаробезопасности устанавливаются пожарные гидранты, которые располагают как можно ближе к основным проездам в расчете один гидрант на 150 м2 производственной площади. В целях безопасной и быстрой эвакуации людей в случае возникновения пожара предусматриваются эвакуационные выходы. Их количество из здания, помещения и с каждого этажа должно быть не менее двух.
Выводы
В разделе было проведено описание фрезерной операции и рабочего места, на котором эта операция проводится. Были выявлены опасные и вредные производственные факторы, имеющие место в процессе планирования, влияние их на человека, приведены методы борьбы с ними, методы их снижения. Приведены организационно-технические мероприятия по созданию безопасных условий труда (в частности осуществлен расчет освещенности рабочего места). Рассмотрены вопросы возникновения аварийных и чрезвычайных ситуаций, приведены некоторые правила по их ликвидации, а также правила проведения аварийно-спасательных работ, выявлены причины возникновения пожаров и определены мероприятия по их предупреждению, а в случае возникновения - ликвидации очагов возгорания.
В целом проектируемый технологический процесс при соблюдении соответствующих правил техники безопасности является достаточно безопасным для человека и не наносит сильного вреда окружающей среде.
Заключение
Заключение проекта представлено в виде выводов.
1. Оценена актуальность проблемы, определены цель и задачи проекта.
2. Выполнена оценка служебного назначения кулачков, доработаны их технологические чертежи, произведена оценка технологичности конструкции детали.
3. Определен тип производства и форма организации технологического процесса. Разработана комплексная деталь группы деталей "Кулачки", обоснованно выбраны методы обработки ее поверхностей и спроектирован групповой технологический маршрут.
4. По экономическому критерию выбран метод получения заготовки детали-представителя "Кулачок 02-7016-7704" и разработана ее конструкция по ГОСТ 7505 - 89, определены методы обработки ее поверхностей.
5. На базе группового технологического маршрута обработки комплексной детали разработан технологический маршрут обработки детали "Кулачок 02-7016-7704".
6. Выбрано оборудование, инструмент, оснастка, позволяющие изготавливать любую из деталей-представителей.
7. На базе патентных исследований разработана конструкция фрезы, позволяющая путем адаптации фрезы к изменяющимся условиям резания повысить стойкость инструмента и производительность фрезерных операций.
8. На базе научных исследований оптимизированы характеристики шлифовального круга, позволяющие свести его износ к минимуму.
9. Спроектированы тиски с пневматическим приводом с целью повышения скорости и точности закрепления заготовки.
10. Спроектирована насадная торцовая фреза со вставными ножами, в основу конструкции которой легли результаты патентных исследований.
11. Спроектирован план участка обработки деталей типа "Кулачки", рассчитаны коэффициенты загрузки оборудования.
12. Рассмотрены опасные вредные производственные факторы объекта, его воздействие на окружающую среду, чрезвычайные и аварийные ситуации и предложены меры по их устранению.
Проведя экономический анализ проектируемого технологического процесса доказали его экономическую эффективность и целесообразность вложения в него денежных средств. Интегральный экономический эффект составил 228 тыс. руб.
Список литературы
1. Марочник сталей и сплавов/ В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др.; Под общ. ред.В.Г. Сорокина. - М.: Машиностроение, 1989. - 640с.
2. Гордеев А.В. Техпроцесс обработки детали. Методическое пособие
курсовому проекту. - ТолПИ, 1993. - 32 с.
3. Горбацевич А.Ф. и др. Курсовое проектирование по технологии машиностроения - Мн.: Высш. шк., 1983, 256с.
4. Михайлов А.В. Выбор маршрутов обработки деталей машин: методические указания для курсового и дипломного проектирования - Тольятти: ТГУ, 2003. - 21 с.
5. Справочник технолога-машиностроителя / под ред.А.Г. Косиловой. Т.2 - М.: Машиностроение, 1985, 496с.
6. Справочник технолога-машиностроителя / под ред.А.Г. Косиловой. Т.1 - М.: Машиностроение, 1985, 656с.
7. Специальные металлорежущие станки общемашиностроительного применения: Справочник/ В.Б. Дьячков, Н.Ф. Кабатов, М.У. Носинов. - М.: Машиностроение. 1983. - 288 с.
8. Боровков В.М. Методические указания по дисциплине "Проектирование заготовок". - Тольятти: ТГУ, 2002 г.
9. Михайлов А.В. Размерный анализ технологических процессов изготовления деталей машин: методические указания к курсовому проектированию - Тольятти: ТГУ, 2001. - 34 с.
10. Алфавитно-предметный указатель к МКИ
11. Международная классификация изобретений: раздел В
12. Универсальная десятичная классификация: машиностроение
13. Гордеев А.В. Патентные исследования в курсовых и дипломных проектах: методические указания - Тольятти: ТГУ, 2001 - 23 с.
14. Черемисин А.С. Технологические расчеты механосборочного участка - Тольятти: ТолПИ, 1984
15. Проектирование машиностроительных цехов и заводов. Справочник т.1, 4, 6/Под общ. ред. Ямпольского С.Е. - М.: Машиностроение, 1975
16. Охрана труда в машиностроении: Учебник для машиностроительных вузов / Под ред. Е.Я. Юдина, С.В. Белова - М.: Машиностроение, 1983 - 432 с.
17. Зубкова Н.В. Методические указания к экономическому обоснованию курсовых и дипломных работ по совершенствованию технологических процессов механической обработки деталей - Тольятти, ТГУ, 2000.
18. Станочные приспособления: Справочник. Т.1 / под. ред. Б.Н. Вардашкина, А.А. Шатилова - М.: Машиностроение, 1984 - 592с.
19. Справочник инструментальщика: Справочник / И.А. Ординарцев и др. - Л.: Машиностроение, 1987 - 846с.
20. Руководство по курсовому проектированию металлорежущих инструментов: Учебное пособие для вузов/ Под ред. Г.Н. Кирсанова - М.: Машиностроение, 1986. - 288 с.
21. Михайлов А.В. Методические указания к выполнению дипломных проектов технологического направления - Тольятти: ТолПИ - 1988.
22. Михайлов А.В. Базирование и технологические базы: методические указания - Тольятти: ТолПИ, 1994.
Приложения
Приложение 1
Доклад.
Уважаемая комиссия, вашему вниманию предоставляется ДП целью которого является обеспечение заданного объема выпуска деталей заданной номенклатуры путем разработки группового ТП.
Деталь "Кулачок 02-7016-7704", представленная на листе 1, предназначена для базирования тел вращения по своим рабочим поверхностям с их последующим закреплением. Режим работы данной детали достаточно тяжелый, в связи с работой при постоянных вибрациях системы, работой патрона на зажим-разжим, что может приводить к износу рабочих поверхностей и направляющих элементов кулачков (ОКБ). Рабочий чертеж детали содержит все необходимые требования для ее изготовления. Особое внимание стоит уделить расположению отверстий относительно друг друга и относительно поперечного паза, задаваемое размерами, которые необходимо выполнить с точностью ±0,2 мм. Это продиктовано необходимостью сборки узла в который входит кулачок без какой бы то ни было доработки. В целом конструкция детали технологична.
Годовой объем выпуска детали составляет 2000 дет/год, что соответствует мелкосерийному типу производства, предусматривающего универсальное оборудование, низкую степень автоматизации, стандартные приспособления с ручным приводом, малопроизводительный режущий инструмент. Все это не позволяет получить высокую производительность обработки и ведет к существенному повышению себестоимости изготовления деталей. В связи с этим было принято решение воспользоваться групповой технологией разработки ТП, позволяющей применить для деталей малых партий стратегию, характерную для серийного производства. Групповая технология разработки ТП включает в себя формирование группы деталей, имеющих общие конструктивные признаки, разработку для них комплексной детали и проектирование группового технологического маршрута. Далее на базе группового технологического маршрута разрабатывается технологический маршрут любой из деталей группы. В группу деталей помимо кулачка 02-7016-7704 вошли кулачки 02-7016-7364 и 02-7016-5216, рабочие чертежи которых представлены на листах 2,3. Комплексная деталь представлена на листе 4, групповой технологический маршрут - на листе 5.
Общий объем выпуска деталей группы составил 5000 дет/год, что соответствует среднесерийному типу производства.
В результате сравнительного анализа себестоимости выбран оптимальный метод получения исходной заготовки для серийного производства - это штамповка на кривошипных горячештамповочных прессах. Припуски на обработку посчитаны расчетно-аналитическим методом, а также назначены по таблицам. Чертеж заготовки представлен на листе 6.
На листах 7,8 представлен план изготовления кулачка 02-7016-7704, включающий в себя эскизы обработки заготовки с теоретическими схемами базирования и технические требования к операциям. Технологические операции разрабатывались по принципу концентрации переходов, отдавалось предпочтение универсальным станкам, применялись станочные приспособления с механизированными зажимными устройствами, инструмент - преимущественно стандартный, на отдельных операциях специальный.
Для 30 фрезерной операции разработана технологическая наладка, представленная на листе 9.
При патентных исследованиях в качестве объекта усовершенствования 10 и 20 фрезерных операций выбрали торцовую фрезу. Принятое изменение конструкции фрезы позволило повысить ее износостойкость.
На листе 10 представлен лист научных исследований, цель которых - оптимизация параметров шлифовальных кругов на шлифовальных операциях. Исследования проводились с использованием результатов экспериментов, поставленных студентами и сотрудниками ТГУ на базе учебных лабораторий. Для достижения цели воспользовались методом графической оптимизации. Оптимизируемые параметры, а это зернистость и глубина лунки шлифовального круга, ограничены по шероховатости обработанной поверхности, по температуре в зоне резания, по мощности привода главного движения станка, по зернистости и глубине лунки шлифовального круга. Целевая функция - износ шлифовального круга, который при данных условиях шлифования должен быть минимален. В результате научных исследований были получены оптимальные значения оптимизируемых параметров: при шлифовании стаи 19ХГН это - Z = 8, H = 8.
Для 30 фрезерной спроектированы станочные тиски, в которых базирование осуществляется при помощи базового угольника, а закрепление - при помощи подвижной губки с пневматическим приводом. Станочные тиски представлены на листе 11.
Далее рассчитан и спроектирован режущий инструмент - насадная торцовая фреза со вставными ножами, главной особенностью которой является, принятое в ходе патентных исследований усовершенствование, дающее фрезе способность адаптации к изменяемым условиям резания. Это повышает ее стойкость. Чертеж фрезы представлен на листе 12.
Спроектирован план участка по обработке кулачков, рассчитано число рабочих и коэффициенты загрузки оборудования. План участка представлен на листе 13.
Рассмотрены опасные вредные производственные факторы объекта, его воздействие на окружающую среду, чрезвычайные и аварийные ситуации, выявлены причины возникновения пожаров, предложены меры по их предупреждению и устранению.
В конце проекта проведен анализ экономической эффективности спроектированного техпроцесса, в ходе которого было выявлено, что проект эффективен, а интегральный экономический эффект составил 228 тыс. руб.
Уважаемая комиссия, доклад окончен. Спасибо за внимание.
Дипломант: ________________Ананченко К.С.
Руководитель: _______________Гордеев В.А.
Рецензия
на дипломный проект К.С. Ананченко
"Разработка группового технологического процесса изготовления кулачков патрона токарного полуавтомата "AMTEK"".
Представленный проект содержит 10,5 листов графической части формата А1 и расчетно-пояснительную записку объемом 148 стр. Содержание и объем проекта соответствует заданию.
В представленном проекте дипломником сделан удачный переход от индивидуального техпроцесса изготовления заданной детали к групповому техпроцессу обработки группы однородных деталей, что позволило рассматривать производство как серийное и применить подходы к проектированию техпроцесса, характерные для серийного производства. Положительным моментом является то, что дипломник применил на всех операциях техпроцесса только отечественное оборудование. Операции техпроцесса разработаны грамотно с соблюдением стратегии среднесерийного типа производства, выбраны оборудование, инструмент оснастка позволяющие изготовить любую из деталей группы деталей-представителей. Особо следует отметить разработку дипломником усовершенствованного инструмента на базе последних достижений техники, оригинальный подход к моделированию оптимальной характеристики инструмента на шлифовальных операциях.
Недостатки проекта:
1) Серьезных недостатков не выявлено. Следует обратить внимание на некоторые ошибки и неточности в оформлении записки и графической части.
Проект заслуживает оценки "Отлично", а его автору К.С. Ананченко может быть присвоено звание инженера.
Рецензент начальник ТО НИИД к. т. н. И.Д. Жестовский.