
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Размольно-подготовительный отдел фабрики по производству бумаги
Дипломная работа: Размольно-подготовительный отдел фабрики по производству бумаги
Санкт- Петербургский колледж
ДИПЛОМ
Тема: Размольно- подготовительный отдел
фабрики по производству бумаги глубокой печати
Исполнитель – студентка V курса
Руководитель_____________________
г. С.- Петербург
2008
СОДЕРЖАНИЕ
Введение
1.Теория размола
Общие сведения
Теория процесса размола
1.3.Природа межволоконных сил связи и их формирование
1.4.Контроль за процессом размола
1.5.Направление процесса размола
1.6. Влияние размола на свойства бумаги
1.7. Технологические факторы, влияющие на процесс размола
1.8. Продолжительность размола
1.9. Удельное давление при размоле
1.10.Размалывающая гарнитура
1.11. Окружная скорость размалывающего органа
1.12.Кислотность массы
1.13. Температура массы
2. Аппараты РОУ, конические и дисковые мельницы
2.1.Конические мельницы
2.2. Схемы установок и работа конических мельниц
2.3.Мельница Мордена
2.4. Дисковые рафинеры
3. Расчётная часть
3.1. Выбор композиции вырабатываемой продукции и основного агрегата
проектируемого объекта
3.2. Выбор оборудования для размола полуфабрикатов
3.3. Выбор оборудования для сортирования, очистки и сгущения массы
3.4. Выбор оборудования для хранения массы и подачи на машину
4. Схема подготовки массы для бумаги глубокой печати
5. ГОСТы теории
1. ТЕОРИЯ РАЗМОЛА
1.1.Общие сведения
Размол — одна из важных операций бумажного производства, от которой в значительной степени зависят многие свойства бумаги. Лист бумаги, отлитый из неразмолотых волокнистых материалов, получается неудовлетворительным по своему строению, внешнему виду и физико-механическим свойствам. Он обладает неравномерным, облачным просветом, большой пористостью, пухлостью и малой прочностью. Это объясняется тем, что сравнительно длинные жесткие волокна сплетаются в хлопья и, оседая на сетке, дают неоднородный по структуре лист. Неразмолотые волокна обладают малой пластичностью, слаборазвитой поверхностью и мало гидратированы, вследствие чего такие волокна плохо связываются друг с другом в бумажном листе.
Цель размола волокнистых материалов заключается в следующем: подготовить волокнистый материал к отливу, придать ему определенную степень гидратации, сделать волокна гибкими, пластичными, увеличить их поверхность (фибрилляцией и набуханием), обеспечить лучший контакт и связь волокон в бумажном листе (придать ему прочность); придать бумажному листу путем укорочения, расщепления и фибрилляции волокон требуемую структуру и физические свойства: объемный вес, пухлость, пористость, впитывающую способность и др.
Размол ведется в присутствии воды при концентрации волокнистой массы 2—8% в размалывающих аппаратах периодического и непрерывного действия — роллах, конических мельницах, рафинерах и др. Независимо от типа размалывающего аппарата принцип размола в волокна один и тот же. Он заключается в том, что волокнистая суспензия непрерывным потоком поступает к ножам рабочего органа аппарата, состоящего из неподвижно закрепленных ножей (статора) и вращающихся ножей, расположенных на барабане, конусе или диске (роторе). Проходя между ножами ротора и статора, зазор между которыми можно регулировать, волокна подвергаются режущему действию кромок ножей и укорачиваются или расщепляются в продольном направлении, раздавливаются торцовыми поверхностями ножей, расчесываются и фибриллируются.
1.2.Теория процесса размола
В результате указанных воздействий волокна при размоле в водной среде претерпевают значительные изменения как в структуре, так и в физико-химических свойствах. Бумажная масса при длительном размоле становится жирной на ощупь, она гораздо труднее отдает воду при обезвоживании на сетке бумагоделательной машины, а получаемый из нее лист бумаги отличается большей усадкой при сушке, плотностью и прочностью.
Эти изменения в свойствах массы и бумаги настолько значительны, что трудно объяснить их только одним механическим измельчением волокон. Поэтому не удивительно, что первыми теориями размола были химические теории. Их авторы Кросс и Бивен полагали, что вода при размоле вступает в химическое взаимодействие с целлюлозой, образуя желатинообразный гидрат. Отсюда и произошел термин гидратация при размоле, широко применяемый в бумажном производстве, хотя в настоящее время в этот термин вкладывают несколько иное содержание. Другой автор химической теории Швальбе полагал, что при размоле могут получаться гидро- и оксицеллюлоза, образующие слизь, которая склеивает волокна в бумажном листе при сушке .
Химическая теория размола волокнистых материалов сыграла известную положительную роль: она способствовала применению при размоле ролльных добавок (крахмала, производных целлюлозы и других гидрофильных коллоидов), ускоряющих процесс размола и повышающих прочность бумаги.
Последующие исследования, посвященные выяснению изменения химического состава волокна при размоле, показали несостоятельность химических теорий этого процесса. Исследования Кресса, Бьялковского , Керрена и других ученых показали, что химический состав волокна и его рентгенограмма при размоле не изменяются. Происходит лишь небольшое уменьшение степени полимеризации целлюлозы, увеличивается растворимость в щелочах и гидролизное число. Эти явления объясняются увеличением поверхности и доступности целлюлозного волокна для действия щелочных и кислотных реагентов, а также частичным разрушением целлюлозных цепей при длительном размоле.
Позднее была выдвинута физическая теория размола. Ее авторы Стречен (1926) и Кемпбелл (1932) пытались объяснить свойства, приобретаемые массой и бумагой при размоле, только одним физическим процессом измельчения волокон. При этом Стречен придавал большое значение процессу фибриллирования, объясняя связь между волокнами в бумаге механическим переплетением поверхностных фибрилл, а Кемпбелл — силам поверхностного натяжения воды, под влиянием которых волокна сближаются при сушке и образуют лучший контакт друг с другом.
Физическая теория размола также не могла объяснить причину возникновения межволоконных связей в бумаге и потерю прочности ее после увлажнения. Позже эти авторы выдвинули гипотезу «частичной растворимости» целлюлозы в воде и «рекристаллизацию» целлюлозных цепей при сушке, чтобы объяснить природу межволоконных связей в бумаге.
Дж. Кларк в 1943 г. выдвинул другую теорию размола. У Стречена он взял его концепцию о фибрилляции волокна, а у Кемпбелла — идею частичной растворимости целлюлозы в воде и действие поверхностного натяжения при сушке. Эти представления он дополнил своими наблюдениями о влиянии первичной стенки на набухание и фибрилляцию волокон. Однако и эту теорию нельзя было признать вполне удовлетворительной.
Еще раньше Я. Г. Хинчин высказал предположение, что при размоле происходит освобождение полярных гидроксильных групп у макромолекул целлюлозы, находящихся на поверхности микрофибрилл наружных стенок волокна, и что, по-видимому, через эти группы соседние волокна связываются между собой в бумажном листе. Однако это предположение ничем не подтверждалось.
В 1940 г. Эллисом и Бассом было установлено, что межмолекулярное взаимодействие между цепями целлюлозы в клеточных оболочках волокна осуществляется через гидроксильные группы за счет водородной связи. Как известно, водородная связь — особый вид межмолекулярного взаимодействия, осуществляемого атомами водорода между двумя другими электроотрицательными атомами, например кислородом, фтором, азотом или хлором. Этот вид связи проявляется у веществ, обладающих высоким дипольным характером. Энергия водородной связи находится в пределах 3—8 ккал/'моль. Она значительно больше энергии связи сил ван дер Ваальса, но меньше энергии химической связи.
Водородная связь через кислород типа ОН. . . О возникает при расстояниях между атомами 2,55—2,75 А. Полагают, что в ориентированных участках целлюлозы гидроксильные группы целиком включены в водородную связь, а в аморфных — частично. При намокании целлюлозного материала вода проникает в доступные участки аморфной целлюлозы и разрушает водородную связь, заменяя ее менее прочной водной связью также через водородный мостик. При дальнейшем набухании целлюлозы в отдельных ее участках образуются не только мономолекулярные, но и полимолекулярные водные пленки, причем связь между цепями ослабевает, а гибкость и пластичность волокон повышаются.
Открытие водородной связи в целлюлозных материалах сыграло важную роль в развитии современной теории размола. В основу ее положена гипотеза, что межволоконная связь в бумаге имеет ту же природу, что и межмолекулярные связи в целлюлозе. Основные положения современной теории размола были сформулированы автором еще в 1947 г. Одновременно аналогичные взгляды на процесс размола были высказаны и другими исследователями
В современной теории размола особое значение придается слоистому, фибриллярному строению волокна, содержанию в нем гемицеллюлоз, способствующих набуханию и фибрилляции волокон. Благодаря этим процессам при размоле волокно становится гибким и пластичным, увеличивается связанная поверхность между волокнами и образуются межволоконные связи в готовой бумаге .
Процесс фибрилляции заключается в ослаблении и разрушении связей между отдельными фибриллами и микрофибриллами клеточной стенки под влиянием механических воздействий и проникновения воды в межфибриллярные пространства, т. е. в области аморфной целлюлозы, где сосредоточена главная часть гемицеллюлоз. Последние, располагаясь на поверхности фибрилл, усиленно набухают, повышая гибкость и пластичность волокон, что способствует скольжению фибрилл в клеточной стенке друг относительно друга.
Фибрилляция может происходить как на поверхности, так и внутри клеточной стенки волокна. В первом случае поверхность волокна разрушается и от нее отделяются фрагменты клеточных оболочек и фибрилл, образуя своеобразный ворс на поверхности волокна, видимый при большом увеличении микроскопа. Такая фибрилляция увеличивает наружную поверхность волокна и его способность к образованию межволоконных связей, однако она ослабляет прочность самого волокна и снижает сопротивление бумаги раздиранию. При внутренней фибрилляции отделения фибрилл не происходит, повышается лишь гибкость и пластичность волокон в результате усиленного набухания гемицеллюлоз в межфибриллярных пространствах, ослабления и частичного разрушения связей между фибриллами. Такая фибрилляция сообщает волокну способность к образованию межволоконных связей, не снижая прочности самого волокна, а потому она является более желательной.
Некоторые исследователи высказывают предположение, что ге-мицеллюлозы, обладая более короткими, чем целлюлоза, цепями и ветвистым строением, способны очень сильно набухать, образуя подобие коллоидного раствора на поверхности фибрилл целлюлозы. В таком состоянии они, обладая известной степенью подвижности, могут перемещаться и сорбироваться на поверхности волокон, что облегчает образование межволоконных связей между микрофибриллами соседних волокон через гидроксильные группы. Вначале при прессовании мокрого листа эта связь устанавливается через гидратированную пленку воды на поверхности микрофибрилл, затем при удалении воды сушкой — через мономолекулярную пленку воды с более четкой ориентацией гидроксиль-ных групп и, наконец, через водородную связь при полном удалении воды сушкой и сближении поверхностей волокон силами поверхностного натяжения воды до необходимого расстояния 2,5—2,75 А. Сближению волокон при сушке способствуют пластичность и гибкость размолотого волокна и силы поверхностного натяжения воды, величина которых, как показал Б. Кемпбелл , может достигать 100—200 кгс/см. Силы, стягивающие волокна в единую структуру, оказывают большое влияние на более тонкие и гибкие волокна. В результате действия этих сил бумага при сушке подвергается значительной усадке и образует более плотный и прочный лист.
Резюмируя, можно сказать, что главное действие размола заключается в подготовке поверхности волокон для образования межволоконных связей и в придании волокнам способности связываться между собой в прочный лист, что достигается частичным разрушением и удалением наружных клеточных оболочек, приданием волокнам гибкости и пластичности вследствие ослабления и частичного разрушения межфибриллярных связей вторичной клеточной стенки (фибрилляция волокна) и усиленного набухания целлюлозного волокна и особенно гемицеллюлоз в межфибриллярных пространствах и на поверхности фибрилл (гидратация волокна при размоле). Термин гидратация здесь применяется в смысле коллоидно-физического взаимодействия целлюлозы с водой и достаточно хорошо характеризует сущность коллоидно-физических явлений, происходящих с волокном при размоле.
Второе важное действие размола заключается в укорочении волокон и частичном их расщеплении по длине, что необходимо для предотвращения флокуляции волокон при листообразовании и улучшения формования, а также для придания бумаге требуемой структуры при выработке тонких, жиронепроницаемых, впитывающих и других видов бумаги.
Таким образом, механические процессы измельчения волокон обусловливают главным образом структуру бумажного листа, а коллоидно-физические процессы — связь волокон в бумаге. Благодаря межволоконным силам связи бумага приобретает плотность и прочность, а пористость и пухлость ее снижаются.
1.3.Природа межволоконных сил связи и их формирование.
Природа межволоконных сил связи в бумаге может быть различной, однако главным и основным видом этой связи является водородная связь через гидроксильные группы, расположенные на поверхности микрофибрилл соседних волокон. Энергия этой связи по определению Корте составляет 4,5 ккал/моль, а расстояние между гидроксильными группами, при котором она образуется, составляет 2,7 А. Наряду с водородной связью в бумаге действуют и силы ван дер Ваальса, однако их энергия связи мала и потому не может обеспечить достаточную прочность бумаги.
Прочность бумаги, отлитой в неполярной жидкости, например в бензине, или из целлюлозы, у которой гидрофильные группы заменены гидрофобными, обусловлена только силами ван дер Ва-альса. Аналогичная картина наблюдается и у бумаги, изготовленной из волокон минерального и органического происхождения: асбеста, стекловолокна, шерсти, синтетических волокон. Все они не имеют функциональных гидроксильных групп и не могут образовать прочной связи, а потому из них нельзя приготовить сколько-нибудь прочную бумагу без введения специального связующего.
В настоящее время наличие водородной связи между волокнами в бумаге можно считать вполне доказанным. X. Корте и X. Шашек путем обменной реакции дейтерия с водородом установили уменьшение количества гидроксильных групп в бумаге, образованной из размолотых волокон, за счет образования межволоконных водородных связей. По данным этих исследователей, в водородную связь включается от 0,5 до 2% гидроксильных групп, имеющихся в целлюлозе. Если учесть, что основное количество гидроксильных групп в целлюлозном волокне включено в межмолекулярную водородную связь в кристаллитах, а также частично и в аморфных областях целлюлозы, то это уж не такая малая цифра. Она достаточно хорошо согласуется и с увеличением количества воды, адсорбированной целлюлозным волокном при размоле. По данным Б. Кемпбелла , при сильном размоле целлюлозы поглощение воды по сравнению с немолотой целлюлозой повышается на 4% и на такую же величину увеличивается общая поверхность волокна.
Доказательством образования водородной связи в бумаге может служить также и следующее наблюдение: предварительно растянутая бумага, у которой снята первичная ползучесть, релаксирует при повторном цикле нагрузки и ее снятии без повреждения структуры. Такое поведение бумаги невозможно при наличии только механических сил трения между волокнами, оно доказывает существование молекулярных сил связи .
Разрешающая сила электронного микроскопа пока еще не позволяет рассмотреть отдельные водородные связи, однако тонкие перемычки из прядей и фибрилл между соседними поверхностями волокон хорошо видны на микрофотографиях, и нет сомнений в том, что эти связи имеют молекулярную основу.
Как уже указывалось, большую роль для формирования водородных связей между волокнами играют силы поверхностного натяжения воды, которые стягивают тонкие и гибкие волокна и приводят их в тесное соприкосновение между собой при прессовании и сушке бумаги.
У бумаги из стекловолокна нарастание прочности до сухости 25—30% происходит точно так же, как и у целлюлозной бумаги, так как в этой стадии прочность бумаги обусловливается только силами поверхностного натяжения воды, однако при дальнейшем обезвоживании сушкой прочность бумаги снова начинает снижаться и притом прогрессивно, падая до нуля, так как прочные связи у бумаги из стекловолокна не образуются. Однако если к стекловолокну прибавить подходящее связующее, например крахмальный или силикатный клей, то при сушке такой бумаги также начнут формироваться связи между волокнами и прочность бумаги будет возрастать.
1.4.Контроль за процессом размола
Для оценки качества массы при размоле применяют различные методы и приборы. Степень помола массы или ее садкость определяют на приборах Шоппер-Риглера и канадским стандартным, среднюю длину волокна — на приборах Иванова, Имсета и полуавтоматическом курвиметре, на котором также определяют и фракционный состав массы по длине волокон. Визуальную оценку структуры и размеров волокон производят с помощью микроскопа и микропроекционного аппарата. Способность массы удерживать воду определяют по методу Джайме. При исследовательских работах определяют также скорость обезвоживания массы, сжимаемость, набухший объем волокна, удельную поверхность.
Степень помола массы в большинстве стран Европы определяют на приборе Шоппер-Риглера, в Америке, в Скандинавских странах и в Англии широко используется также и канадский стандартный прибор. На обоих этих приборах определяют способность бумажной массы пропускать через себя воду; полученные данные характеризуют степень разработки и измельчения волокон, а также степень их гидратации при размоле. Однако по показаниям этих приборов еще нельзя судить о средних размерах волокон. Устройство этих приборов хорошо известно и описание их приведено в любой книге по технологии бумаги.
Прибор Шоппер-Риглера не чувствителен в низкой (от 8 до 16° ШР) и в высокой областях размола массы (свыше 85— 90° ШР). Поэтому он малопригоден для анализа массы, применяемой для изготовления древесноволокнистых плит, а также массы для конденсаторной бумаги.
Для оценки структуры волокна при размоле массы пользуются микроскопом или микропроекционным аппаратом, который устанавливают в темной комнате. Изображение волокна направляют на большой экран, разграфленный на квадраты, масштаб которых позволяет оценивать волокна по длине. Однако определение средней длины волокна с помощью микроскопа сложно, требует опыта от работников и занимает много времени.
![]() Следовательно, предпочтение следует
отдать второму показателю, которым и надлежит пользоваться для производственного
контроля процесса размола массы и при проведении исследовательских работ.
Следовательно, предпочтение следует
отдать второму показателю, которым и надлежит пользоваться для производственного
контроля процесса размола массы и при проведении исследовательских работ.
В последние годы в Финляндии и Швеции были выпущены полуавтоматические приборы для определения фракционного состава массы по длине волокон. В этих приборах микроскопическое изображение волокон отбрасывается на стеклянный столик прибора, разграфленный на несколько секторов, и оператор с помощью курвиметра, снабженного мерным колесом, обводит изображения всех волокон. При этом электронный счетчик сразу суммирует результаты анализа, регистрируя отсчеты по фракциям. На основании полученных результатов фракционного состава можно вычислить по указанным ранее формулам как среднеарифметическую, так и средневзвешенную длину волокна. Эти приборы дают более надежные и быстрые измерения по сравнению с измерениями, выполненными с помощью обычного микроскопа, однако они значительно уступают в скорости определения средней длины волокна на приборах Иванова и Имсета, а потому они менее пригодны для производственного контроля процесса размола.
В последнее время стали широко применять для оценки качества массы при размоле, особенно при проведении научных исследований, показатель водоудерживающей способности массы после ее центрифугирования при определенных стандартных условиях обезвоживания (навеска 0,15 г абс. сухого волокна, центробежная сила 3000 гс): Этот показатель выражается в процентах удерживаемой волокном воды и характеризует степень набухания и гидратации волокон при размоле. Считают, что этот показатель лучше, чем степень помола по Шоппер-Риглеру, характеризует способность волокон к образованию межволоконных связей и получению прочной бумаги.
1.5.Направление процесса размола
Чтобы судить наиболее полно о процессе размола массы, необходимо контролировать не только степень помола, но и длину волокна. Соотношение в изменении этих двух показателей, названное нами коэффициентом ужирнения К, позволяет судить о направлении процесса размола : идет ли он в сторону гидратации (ужирнения), или в направлении механического укорочения волокон.
1.6. Влияние размола на свойства бумаги
При размоле массы с большим удельным давлением сопротивление готовой бумаги разрыву, излому и раздиранию было гораздо ниже, чем при размоле исходного волокна при меньшем удельном давлении. Причина этого заключается в том, что в первом случае процесс размола направлен больше в сторону укорочения волокна, а во втором — в сторону гидратации. Об этом можно судить по кривой изменения средней длины волокна при размоле и по коэффициенту ужирнения.
При размоле сульфатной целлюлозы наблюдаются те же закономерности, однако бумага получается при этом с большим сопротивлением разрыву, раздиранию и излому; само волокно остается более длинным, хотя приходится применять при размоле более высокое удельное давление.
Рассмотрим типичное развитие основных свойств готовой бумаги, происходящее в процессе размола исходной целлюлозы, и выясним закономерности, обусловливающие развитие этих свойств.
Примерно также изменяется и кривая сопротивления бумаги излому, но обычно эта кривая достигает максимума несколько раньше, т. е. при несколько меньшей степени помола целлюлозы, чем кривая разрывной длины. Кривая сопротивления раздиранию также имеет переломную точку, но она достигается раньше в первой стадии размола целлюлозы, а далее кривая снижается, следуя за изменением длины волокна при размоле.
Следовательно, на показатель разрывной длины бумаги наибольшее влияние оказывают силы связи между волокнами, на показатель сопротивления излому они влияют меньше, а на показатель сопротивления раздиранию еще меньше, преобладающее же влияние на него оказывает длина волокна. Положение точки перегиба кривых прочности может изменяться в зависимости от применяемого удельного давления при размоле и исходной прочности самого волокна.
Наиболее важными факторами, определяющими прочность бумаги являются: межволоконные силы связи, зависящие от величины связанной поверхности и от концентрации связей на единице площади контакта, длина волокон и отношение длины волокон к его ширине, прочность волокон, их гибкость и эластичность, ориентация волокон и распределение связей в листе бумаги, т. е. ее однородность.
Относительное значение перечисленных выше факторов различно для разных показателей прочности бумаги. Так, для сопротивления бумаги разрыву (разрывная длина) первостепенное значение имеют силы связи и прочность волокон, тогда как длина волокна, как и гибкость и эластичность волокон, имеет меньшее значение. Наоборот, для сопротивления бумаги излому первостепенное значение имеет наряду с длиной волокна и его прочностью эластичность волокон, а силы связи между волокнами здесь не играют такой большой роли, так как при испытании на излом бумага не испытывает большого напряжения на растяжение] Для сопротивления раздиранию наибольшее значение имеет длин*"а волокон и их прочность, значительного же развития сил связи для этого показателя не требуется, и максимальное значение сопротивления раздиранию бумаги достигается уже при относительно небольшой величине межволоконных сил связи. Наоборот, усиление связей за счет размола или введения связующего снижает сопротивление бумаги раздиранию, так как облегчает разрыв волокон в плотной структуре листа.
При всех видах разрушения бумаги рвутся не только связи между волокнами, но и сами волокна. Количественные соотношения разрыва связей и разрыва волокон могут быть весьма различными и зависят главным образом от развития сил связи: чем слабее силы связи, тем легче они разрушаются и меньше рвутся сами волокна и, наоборот, чем сильнее развиты межволоконные силы связи и длиннее волокна, тем больше рвутся волокна и меньше разрушаются связи между ними.
Показатели объемного веса бумаги, впитывающей способности и воздухопроницаемости зависят главным образом от сил связи между волокнами. Кривая изменения впитывающей способности бумаги в зависимости от степени помола целлюлозы является как бы обратным изображением кривой соответствующего развития межволоконных связей в бумаге. По мере того, как эти силы связи растут, волокна сближаются между собой, поры в бумаге уменьшаются, что и приводит к понижению впитывающей способности.
Зависимость деформации бумаги после увлажнения от степени помола исходной целлюлозы носит линейный характер: деформация бумаги увеличивается с повышением степени помола целлюлозы. На этот показатель, кроме сил связи, влияют и другие факторы: ориентация волокон, условия отлива и сушки бумажного полотна и др.
Из приведенных данных видно, что процесс размола целлюлозы оказывает большое влияние на все основные свойства готовой бумаги. Главными определяющими факторами при этом являются изменения размеров волокон и величины межволоконных связей в бумаге.
1.7. Технологические факторы, влияющие на процесс размола
К факторам, определяющим процесс размола волокнистых материалов, его скорость, экономичность и направление или характер размола, относятся : продолжительность размола; удельное давление при размоле; концентрация массы; вид размалывающей гарнитуры; окружная скорость размалывающих органов; кислотность и температура массы при размоле; свойства волокнистых материалов; влияние гидрофильных добавок.
Из этих факторов главными управляемыми факторами процесса являются первые два, т. е. время размола и удельное давление при размоле. Концентрация массы является вспомогательным управляемым фактором. Остальные факторы практически остаются постоянными, неуправляемыми.
1.8. Продолжительность размола
От этого фактора зависят степень помола массы, укорочение и расщепление волокон, а также развитие межволоконных сил связи. В роллах периодического действия размол массы чередуется с длительными перерывами, когда волокна проходят через обратный канал ванны ролла. Поэтому процесс размола растягивается на несколько часов, тогда как при размоле в аппаратах непрерывного действия он протекает значительно быстрее, за несколько секунд. Однако и при размоле массы в аппаратах непрерывного действия время размола (или время пребывания массы непосредственно в аппарате) является не менее важным фактором, позволяющим регулировать процесс. Увеличение времени обработки материалов в аппаратах непрерывного действия обычно достигается путем дросселирования массы на выходе из размалывающего аппарата при помощи задвижки, увеличения коэффициента рециркуляции массы или путем установки нескольких аппаратов последовательно в одном потоке. Это будет изложено подробнее в разделе о непрерывном размоле массы.
Продолжительность размола массы в роллах периодического действия зависит от требуемых параметров массы, от конструкции ролла и типа применяемой гарнитуры, от удельного давления при размоле, свойств самого волокнистого материала и некоторых Других технологических факторов. Она может колебаться в пределах от 0,5—1 ч при размоле целлюлозы для бумаги с садким помолом до 18—24 ч при производстве тончайшей конденсаторной бумаги.
При увеличении продолжительности размола пропускная способность любого размалывающего аппарата понижается, при этом между пропускной способностью и временем обработки наблюдается обратно пропорциональная зависимость. Соответственно повышается эффект обработки: увеличивается степень помола массы, изменяется средняя длина волокна и повышается прочность бумаги.
1.9. Удельное давление при размоле
Удельное давление при размоле влияет на характер размола (направление процесса), его скорость и эффективность. Так, если при размоле какого-либо волокнистого материала постепенно повышать удельное давление от нуля до высокого значения, то вначале волокна будут только расчесываться, затем начнут расщепляться, раздавливаться и, наконец, укорачиваться. При этом режущее действие размалывающей гарнитуры будет возрастать, а гидратирующее и фибриллирующее—снижаться, в результате чего прочность бумаги на разрыв, раздирание и излом будет снижаться, а пухлость и пористость бумаги при одинаковой степени помола массы будут повышаться.
Удельное давление при размоле связано с величиной зазора между размалывающими поверхностями рабочей части аппарата. В роллах, имеющих весовое или поршневое присадочное устройство ролльного барабана, величина зазора является функцией удельного давления, концентрации массы и свойств волокна. Между ножами размалывающих органов образуется волокнистая прослойка, толщина которой тем меньше, чем выше удельное давление, ниже концентрация, выше степень помола массы.
При работе с постоянным давлением зазор между ножами устанавливается автоматически и определяется степенью сжатия волокнистой прослойки. При размоле, по мере того как волокна измельчаются, гидратируются и становятся более пластичными, величина зазора между размалывающими поверхностями аппарата постепенно уменьшается. При размоле в роллах старой конструкции, не имеющих весового устройства, когда ролльный барабан жестко закреплен в определенном положении с помощью винтового присадочного устройства и сохраняет постоянный зазор между ножами, по мере измельчения волокна и изменения свойств волокнистой прослойки размалывающий эффект постепенно ослабевает. Поэтому в процессе размола массы применяют ступенчатую присадку ролльного барабана.
Расстояние между ножами ролльного барабана при работе ролла обычно находится в пределах от 0 до 1 мм. Величина зазора при расчесе волокна составляет обычно 0,5—0,8 мм, при легком размоле, при котором волокна будут не только расчесываться, но и расщепляться по длине волокна,— в пределах 0,2—0,4 мм, при средней интенсивности процесса размола — 0,1—0,2 мм и при сильном размоле с высоким удельным давлением — меньше 0,1 мм. Иногда роллы снабжаются указателями величины зазора между ножами, однако, как показала практика, подобные устройства обычно плохо работают, так как величина зазора очень мала и на показания прибора влияют: степень износа ножей, величина люфта в подшипниках ролльного барабана и др.
Удельное давление при размоле в аппаратах, имеющих весовое или поршневое присадочное устройство, является более надежным показателем этого процесса.
Аппараты непрерывного действия обычно работают с постоянным зазором между размалывающими органами, поскольку характер волокнистой массы при размоле остается неизменным. Конические мельницы Жордана работают с меньшей, а гидрофайнеры и дисковые рафинеры с большей величиной зазора (около 0,2—0,3 мм) между ножами.
Величину удельного давления при размоле массы выбирают с учетом требуемых параметров массы и свойств вырабатываемой бумаги, типа размалывающего аппарата и гарнитуры, а также прочности исходного волокна. Для интенсивного укорочения волокон при минимальной их гидратации применяют высокое удельное давление, для интенсивной фибрилляции и продольного расщепления волокон при высокой гидратации — относительно низкое удельное давление. Прочные волокнистые материалы (сульфатную небеленую целлюлозу и тряпичную полумассу) размалывают при более высоком давлении, чем менее прочные материалы (сульфитную целлюлозу). Коротковолокнистую целлюлозу из лиственной древесины и однолетних растений (соломы, тростника и др.), а также макулатуру размалывают при низком удельном давлении, чтобы не укорачивать волокон, а подвергать лишь легкому рафинирующему воздействию.
1.10.Размалывающая гарнитура
Размалывающая гарнитура аппаратов может быть металлическая, базальтовая и комбинированная (из первых двух).
Металлическая гарнитура может быть литой (цельнометаллической) и наборной (из отдельных ножей). Первая характерна для гидрофайнеров и дисковых рафинеров, вторая — для роллов и конических мельниц Жордана.
Базальтовая гарнитура применяется в роллах, в конических и дисковых мельницах в тех случаях, когда требуется жирный помол массы.
Комбинированная гарнитура применяется в роллах и иногда в конических мельницах.
Тип размалывающей гарнитуры следует выбирать с учетом характера требуемого размола и свойств вырабатываемой бумаги. Металлическая гарнитура в отличие от базальтовой позволяет, изменяя удельное давление при размоле, получить массу с любыми свойствами. Однако процесс размола с использованием этой гарнитуры не всегда экономичен. Металлическая гарнитура эффективна в тех случаях, когда требуется укорочение волокна. Когда нужно расщепление или раздавливание волокон и получение хорошо гидратированной массы жирного помола, целесообразнее применять базальтовую гарнитуру. Базальтовая гарнитура непригодна для укорачивания волокна при малом его ужирнении.
Применение комбинированной гарнитуры из базальта и металлических ножей расширяет возможности процесса размола.
Эффективность работы роллов и конических мельниц с металлической гарнитурой и характер помола массы зависят от правильного выбора толщины ножей. Тонкие ножи, толщиной 2—5 мм, применяют для садкого помола массы; средние по толщине ножи (6—8 мм) используют при выработке большинства массовых видов бумаги; ножи толщиной 9—12 мм служат для получения массы жирного помола и в тех случаях, когда желательна гидратация волокон без существенного их укорочения.
В роллах на планке обычно ставят ножи на 2—-3 мм тоньше, чем на барабане: ножи на барабане труднее менять, чем на планках. У конических мельниц толщина ножей на статоре и роторе обычно одинакова.
Литая гарнитура используется для гидрофайнеров и дисковых рафинеров при рафинирующем размоле целлюлозы в первой ступени, перед размолом в конических мельницах Жордана. У гидрофайнеров на роторе и статоре устанавливают ножи толщиной 10—16 мм, а у рафинеров более тонкие.
Ножи роллов, конических и дисковых мельниц с наборной гарнитурой изготовляются из нержавеющей стали разных марок и твердости, углеродистой высококачественной стали и бронзы. Мюллер-Рид с соавторами считают, что при размоле прочной сульфатной целлюлозы для лучшего укорочения волокон лучше всего применять ножи из твердой хромоникелевой стали (твердостью по Бринеллю 350—370 кгс/мм2). Такие ножи пригодны и для размола сульфитной небеленой целлюлозы. При размоле менее прочных волокнистых материалов и при желании получить менее укороченные волокна с большей степенью гидратации рекомендуется применять ножи из стали твердостью по Бринеллю 225— 275 кгс/мм2. Ножи из марганцовистой стали и фосфористой бронзы твердостью 180—220 кгс/мм2 применяются для рафинирующего и фибриллирующего размола при малом укорочении волокон.
Эти авторы придают очень большое значение микроструктуре материала ножей и считают, что размол массы можно значительно улучшить, создав надлежащую микроструктуру материала ножей. Чиаверина пришел к заключению, что для ускорения размола и повышения его эффективности следует применять пористые ножи. Ножи, изготовленные из пористого металла «Порал», позволяют получать при небольшом расходе энергии на размол массу низкой степени помола, но дающую очень прочную бумагу. Бухайер и Пижоль показали, что в дисковых рафинерах для рафинирующего размола волокна наиболее пригодна чугунная литая и базальтовая гарнитура, а для размола с укорочением волокон— стальная. В обоих случаях достигается максимальная эффективность и экономичность процесса.
Из-за большой размалывающей поверхности, пористой структуры и наличия большого количества режущих кромок базальтовая гарнитура создает значительное истирающее действие, и потому она весьма эффективна при жирном помоле массы. Применение в роллах и конических мельницах Жордана ножей значительной толщины для получения массы жирного помола нельзя признать целесообразным. Применять такие ножи рекомендуется в скоростных конических мельницах — гидрофайнерах, в которых действие гидратации усиливается эффектом гидроразмола вследствие ударного действия гарнитуры при высоких скоростях вращения ротора. Наиболее рационален двухступенчатый размол, при котором гидратирующее действие достигается в одних аппаратах, а укорочение волокон до требуемых размеров — в других аппаратах, с тонкими ножами.
Для работы конических мельниц имеет значение не только материал гарнитуры и толщина ножей, но и конусность ротора, а также расположение ножей. При одиночном расположении ножей с равными промежутками между ними достигается большее режущее действие ножей, а при групповом расположении повышается гидратация волокон. С увеличением конусности ротора конической мельницы уменьшается режущее действие аппарата.
Как показал В. Брехт, режущее действие ножей уменьшается при увеличении угла (в диапазоне от 0 до 40°) между ножами ротора и статора размалывающих аппаратов, но при этом возрастает расход энергии на размол. Наиболее благоприятным углом между ножами барабана и планки у ролла он считает угол 6е. При таком расположении ножей ролл работает более стабильно, с меньшим шумом, исключается возможность западания и ударов ножей и вместе с тем достигается наиболее эффективная и экономичная работа аппарата.
1.11. Окружная скорость размалывающего органа
Окружная скорость размалывающего барабана роллов периодического действия составляет обычно 10—12 м/сек, скорость ротора конических мельниц Жордана (по среднему диаметру ротора) — в пределах 10—23 м/сек (у мельниц с интенсивным режущим действием 10—16 м/сек, а у мельниц с большим гидратирующим действием 17—23 м/сек), у гидрофайнеров — в пределах 25—33 м/сек, у дисковых рафинеров —в пределах 20—45 м/сек (по большому диаметру).
Окружная скорость размалывающего аппарата обычно не регулируется в процессе работы, однако часто возможна работа конических и дисковых мельниц при разных скоростях; в зависимости от назначения мельницы устанавливают электродвигатель с соответствующим числом оборотов.
С увеличением числа оборотов размалывающего органа при всех прочих равных условиях снижается режущее и повышается гидратирующее действие аппарата при размоле волокна. Это происходит, по-видимому, вследствие возрастания эффекта гидроразмола за счет ударного действия ножей о массу, а также ударов самой массы о стенки размалывающего аппарата, так как живая сила этих ударов возрастает пропорционально квадрату скорости. Наряду с этим возрастает и напряжение сдвига в зазоре между размалывающими органами аппарата, которое приводит к усиленной фибрилляции и гидратации волокна. По этой причине скоростные размалывающие аппараты,— гидрофайнеры и дисковые рафинеры,— снабженные к тому же и более толстыми ножами и работающие при более высокой концентрации массы, больше гидратируют и расчесывают волокна, а мельницы Жордана, работающие на меньших скоростях при меньшей концентрации массы и с более тонкими ножами, больше укорачивают волокно.
1.12.Кислотность массы
Изменение кислотности среды в пределах рН 5—8,5, при котором обычно производится размол, не оказывает существенного влияния на скорость процесса размола и его эффективность. Увеличение рН среды до 10—11 ускоряет процесс размола и позволяет снизить расход энергии на 15—20%, так как набухание волокна повышается, однако целлюлоза при этом желтеет. Пожелтение целлюлозы, как показал В. Гартнер, можно устранить введением в бумажную массу наряду со щелочью окислителей, например перекиси водорода, в количестве менее 1% от веса волокна. По данным этого автора, расход едкого натра (для создания рН массы 10—10,5) и окислителя экономически оправдывается, так как стоимость сэкономленной энергии выше стоимости затрат на химикаты, а получаемая бумага обладает более высокой разрывной длиной (на 10%) и сопротивлением излому (на 25%).
1.13. Температура массы
Повышение температуры массы при размоле неблагоприятно отражается на этом процессе и на свойствах получаемой бумаги. Длительность размола увеличивается, волокна больше укорачиваются при размоле, а гидратация их снижается, что приводит к тому, что прочность бумаги из такой массы снижается, а пухлость, пористость и впитывающая способность бумаги повышаются. Эти свойства бумаги изменяются потому, что явления гидратации и набухания целлюлозного волокна носят экзотермический характер. Чем ниже температура массы при размоле, тем сильнее набухают, гидратируются и фибриллируются волокна и тем больше увеличивается их пластичность. Понижение температуры массы способствует сокращению продолжительности процесса размола и снижению расхода энергии при одновременном повышении механической прочности бумаги.
2. АППАРАТЫ РОУ. КОНИЧЕСКИЕ И ДИСКОВЫЕ
МЕЛЬНИЦЫ
2.1.Конические мельницы
Непрерывный размол бумажной массы находит в настоящее время все большее применение и вытесняет ролльный размол. Из большого количества различных размалывающих аппаратов непрерывного действия наибольшее значение имеют конические мельницы и дисковые рафинеры. Кроме того, применяются роллы непрерывного действия, мельницы Мордена, полуконические мельницы, супротонаторы и др.
Коническая мельница, изобретенная Иосифом Жорданом в 1848 г., длительное время использовалась лишь как подсобный размалывающий аппарат в дополнение к роллам и самостоятельного значения не имела. Она применялась для домалывания массы после роллов и для лучшего рафинирования волокна перед поступлением его на бумагоделательную машину.
Только в начале 30-х годов настоящего столетия были сделаны первые попытки осуществить непрерывный размол массы в одних конических мельницах. У нас такие опыты были проведены в 1934 г. Н. О. Зейлигером [51] на Вишерском комбинате при выработке писчей и бумаги для печати из 100% сульфитной беленой целлюлозы. Несмотря на то, что эти и другие опыты, проведенные за рубежом, показали значительные преимущества непрерывного размола бумажной массы перед периодическим размолом в роллах, особенно при выработке массовых видов бумаги в условиях специализации бумагоделательных машин, значительное распространение непрерывный размол в конических и дисковых мельницах получил значительно позже.
В настоящее время из конических мельниц наибольшее применение находят мельницы Жордана (с наборной гарнитурой) и гидрофайнеры (с литой гарнитурой). Первые отличаются более тонкими ножами, работают с меньшей окружной скоростью конуса, при более низкой концентрации массы и производят размол волокон при значительном их укорочении. Вторые отличаются более толстыми литыми ножами, работают при более высокой окружной скорости конуса, с более высокой концентрацией массы и производят рафинирующий, расчесывающий размол, при котором волокна не претерпевают значительного укорочения, однако они хорошо фибриллируются, гидратируются и дают достаточно прочный лист бумаги, в особенности по показателям сопротивления раздиранию и излому при относительно низкой степени помола по Шоппер-Риглеру.
К коническим мельницам можно отнести также мельницы Мордена, получившие теперь большое распространение за рубежом, и полуконические мельницы.
Чаще всего непрерывный размол бумажной массы ведут в две ступени, в гидрофайнерах и в мельницах Жордана. Иногда его осуществляют в три ступени, используя эти и другие аппараты, например мельницы Мордена и дисковые рафинеры, и применяя различную размалывающую гарнитуру. При выработке массовых видов бумаги из массы сравнительно садкого помола ее размол может быть осуществлен в одну ступень в мельницах Жордана или в гидрофайнерах.
Коническая мельница Жордана (рис. 1). Она состоит из конического ротора с отдельными, закрепленными на нем, ножами и статора (кожуха) с такими же ножами. Конический ротор (рис.2)
Приводится в движение от электродвигателя через эластичную муфту сцепления, допускающую осевое перемещение конуса относительно неподвижного кожуха, чем достигаются сближение ножей ротора и статора и необходимая присадка размалывающего органа. Перемещать конус в осевом направлении можно с помощью ручного маховичка через червячную или зубчатую передачу, а также с помощью электрического, пневматического или гидравлического серводвигателя. В последнем случае возможна присадка конуса с пульта управления и автоматизация процесса размола.
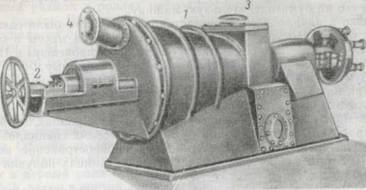
Рис 1. Общий вид конической мельницы Жордана: 1— кожух (статор); 2 — присадочное устройство; 3 — вход массы; 4 — выход массы
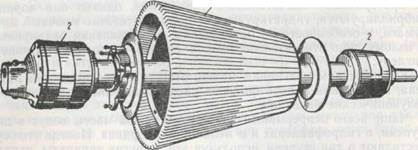
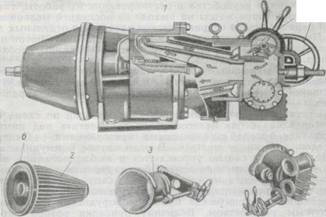
Рис. 2. Ротор мельницы Жордана:
1- конус (ротор); 2 — подшипники
Масса внутри мельницы перемещается не только за счет гидравлического напора при ее входе в узкий конец мельницы, но и за счет центробежной силы, увеличивающейся при движении массы от малого диаметра конуса к большому. Наблюдения, проведенные в последнее время рядом исследователей как у нас, так и за рубежом (Пашинский, Шильников, Хальме и Сирьянен), показали, что масса внутри мельницы совершает сложное движение и в зависимости от величины напора внутри мельницы всегда имеется больший или меньший обратный поток массы, движущейся в пазах между ножами от широкого конца мельницы к узкому. Это говорит о том, что волокнистая масса не может беспрепятственно пройти между ножами без размола.
Конический ротор может быть изготовлен вместе с валом из одного куска металла, но может быть и полым чугунным, закрепленным на стальном валу. В продольные пазы на поверхности конуса вставляют ножи, которые крепятся к ротору стальными кольцами, и между ними закладываются деревянные прокладки. Применяют и другие методы крепления ножей на конусе и кожухе конических мельниц Жордана.
Ножи на конусе располагают по образующей с промежутками 15—30 мм, которые суживаются к узкому концу конуса. Обычно на конусе устанавливают ножи двух размеров: длинные, по всей длине конуса, и короткие, между длинными в широком конце мельницы.
Кожух мельницы изготовляют обычно из чугуна разъемным из двух половин и часто с ребрами жесткости, чтобы ножи не вибрировали при работе мельницы. Ножи на кожухе изогнуты под углом 170—174° и установлены так, что ножи конуса набегают на вершину угла этих ножей, что предотвращает западание ножей при работе мельницы и улучшает размалывающее действие аппарата. У других конструкций мельниц Жордана кожух выполнен неразъемным, из одной чугунной отливки. Расстояние между ножами кожуха обычно бывает несколько меньше, чем на конусе, и составляет 10—20 мм. Высота выступа ножей на роторе и статоре обычно равна 10—20 мм. Толщина ножей у мельниц Жордана изменяется от 5 до 10 мм. Более тонкие ножи, толщиной 5—7 мм, применяют у конических мельниц Жордана, устанавливаемых во второй или третьей ступени размола после гидрофаинеров или дисковых рафинеров для укорочения волокон, более же толстые ножи, 8—10 мм, применяют при размоле массы в одну ступень с меньшим укорочением волокон.
У конических мельниц Жордана срок службы ножей зависит от их толщины и материала, из которого они изготовлены, и степени присадки, а также от кислотности среды и может колебаться в пределах от 1 до 3 и более лет. Мельницы Жордана могут быть снабжены базальтовой и полубазальтовой гарнитурой.
Конические мельницы создаются разных типоразмеров с конусностью ротора 11—24°. Мощность двигателя колеблется от 60 до 600 кет, окружная скорость по диаметру от 8 до 22 м/сек. Некоторые конструкции мельниц позволяют работать при разных окружных скоростях. Мельницы Жордана, предназначенные для укорочения волокон, работают при скорости 8—12 м/сек. Если при размоле необходимо подвергнуть волокно большему гидратирующему действию при меньшем укорочении, применяют конические мельницы с более толстыми ножами, работающие со скоростью 14—22 м/сек.
Угол конуса мельницы также влияет на характер размола, а именно: уменьшение угла конуса приводит к усилению режущего действия ножей мельницы, а увеличение угла — к уменьшению этого действия.
На характер размола массы влияет также расположение ножей на конусе мельницы. При групповом расположении ножей мельница работает с меньшим режущим действием, чем при их одиночном расположении через равные промежутки.
Конические мельницы Жордана в СССР выпускаются таких же типоразмеров с углом конуса 22°, а также с базальтовой гарнитурой (марки МКБ).
Как видно из таблицы, мельницы марки МКН в зависимости от их назначения и требований производства могут выпускаться в двух вариантах по мощности электродвигателя, а следовательно, и скорости вращения ротора.
Конические мельницы Шартля — Миами фирмы Блек-Клоусон (США) выпускаются 11 типоразмеров с различными углами конусов и мощностью двигателя от 25 до 588 кет.
Широкое применение находят также конические мельницы Жордана Мессон-Миджет (Англия) и скоростные мельницы Джонса (США).
Скоростная мельница Джонса отличается малым габаритом, малым весом и компактностью. Она имеет конус длиной 500 мм и диаметром 350/200 мм, снабжена роликовыми подшипниками и двигателем мощностью 55 или ПО кет (число оборотов 900 или 1200 в минуту). Она очень экономична по расходу энергии и позволяет точно контролировать качество массы (имеется указатель зазора между ножами ротора и конуса). Подбирая соответствующую гарнитуру и электродвигатель, можно подвергать массу в этой мельнице как режущему, так и гидратирующему действию. Применяется скоростная мельница Джонса для размола тряпичной полумассы и целлюлозы при производстве высокосортных, конденсаторных и других видов бумаги .
Гидрофайнер. Гидрофайнеры представляют собой скоростные конические мельницы с цельнометаллической литой гарнитурой, предназначенные для расчеса, рафинирования и гидратации массы без существенного укорочения волокна. Они отличаются малым габаритом, очень компактны и обладают вместе с тем сравнительно высокой производительностью.
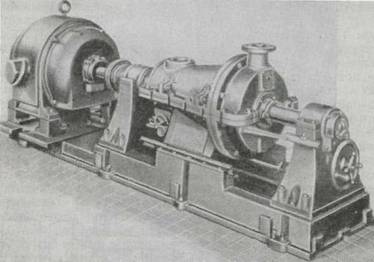
Рис. 3. Скоростная мельница Джонса
Наиболее распространен у нас гидрофайнер первой величины типа «Дилтс» завода Тампелла (рис. 4). Ротор диаметром 235/387 мм и длиной 673 мм насажен на стальной вал, снаружи имеет ножевую рубашку из хромистой стали, на которой выфрезерованы ножи трех размеров по длине толщиной от 10 до 14 мм в количестве 48 шт. (24+12+12).
Чугунный корпус статора, как и ротор, снабжен съемной ножевой рубашкой из хромистой стали с выфрезерованными зигзагообразными ножами двух размеров (58 шт.) и толщиной 10—12 мм.
Подшипники ротора сферические, перемещающиеся вместе с валом при его передвижении вдоль оси. На валу ротора со стороны
входа массы установлена крыльчатка для гона массы. Присадка ротора производится перемещением его в осевом направлении, как и у мельниц Жордана, при помощи ручного маховичка. Некоторые современные конструкции гидрофайнеров снабжены электрическим, пневматическим или гидравлическим присадочным устройством, управляемым со щита.
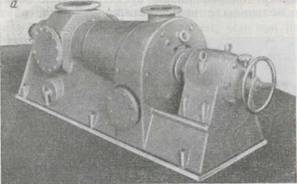
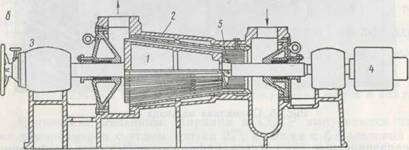
Рис. 4. Гидрофайнер:
а — общий вид; б —разрез; / — ротор; 2— статор; 3 — присадочное устройство; 4 — муфта 5 — крыльчатка
Ротор гидрофайнера приводится во вращение от электродвигателя мощностью 150 кет (число оборотов 1450 в минуту) без промежуточного редуктора. При этом окружная скорость по среднему диаметру ротора составляет около 24 м/сек.
Благодаря установке на валу крыльчатки гидрофайнер может работать при концентрации массы до 6%. Такая концентрация массы, как известно, лучше способствует гидратирующему действию размола, чем более низкая, при которой обычно работают конические мельницы. Поэтому при двухступенчатой схеме размола на гйдрофайнерах и мельницах Жордана целесообразно иметь соответствующие концентрации массы на каждой ступени размола.
Гидрофайнеры завода Тампелла выпускаются трех величин с мощностью двигателя 65, 150 и 260 кет. Гидрофайнеры Блек-Клоусон (США) выпускаются разных типоразмеров с мощностью двигателя от 37 до 300 кет и снабжаются автоматическим присадочным устройством «Дюотролл» (электродвигатель), управляющим присадкой ротора по заданной программе и поддерживающим нагрузку аппарата постоянной.
Большое применение получили у нас также гидрофайнеры Юль-хафайнер, выпускаемые в Финляндии, и Эшер-Висс, выпускаемые в Австрии.
В СССР гидрофайнеры выпускаются шести величин с мощностью двигателя от 55 до 600 кет и пропускной способностью от 5 до 150 т массы в сутки. Все гидрофайнеры имеют угол конуса 22° и могут работать в зависимости от назначения при разном числе оборотов ротора и разной мощности двигателя. (Подробная характеристика отечественных гидрофайнеров марки МКЛ приведена в «Справочнике бумажника», т. II, 1965 г.) Они с успехом применяются при двухступенчатой схеме размола в комбинации с мельницами Жордана при выработке многих видов бумаги из целлюлозы и в особенности крафт-мешочной, электроизоляционных и других видов бумаги из сульфитной целлюлозы и древесной массы. В последнем случае размол целлюлозы можно проводить на одних гйдрофайнерах. При выработке бумаги с высоким содержанием древесной массы, например газетной или типографской № 2 и 3, не требуется размол целлюлозы до высокой степени помола. Целлюлозу нужно только освободить от пучков (рафинировать), расчесать и слегка гидратировать. Более экономично такой размол осуществляется на гйдрофайнерах.
При размоле бумажной массы в гйдрофайнерах степень помола массы растет незначительно, поэтому масса легко обезвоживается на сетке бумагоделательной машины. Наряду с этим улучшаются механические свойства бумаги, особенно сопротивление раздиранию, надрыву и излому, так как волокно хорошо фибриллируется и гидратируется при размоле без значительного укорочения и приобретает пластичность.
2.2. Схемы установок и работа конических мельниц.
Конические мельницы могут быть использованы для домалывания и рафинирования массы в дополнение к роллам, а также в качестве самостоятельных размалывающих аппаратов непрерывного действия. В зависимости от назначения схемы их установок могут быть различными. В первом случае конические мельницы могут устанавливаться либо в ролльном отделе между массным и машинным бассейнами, либо после машинного бассейна непосредственно перед бумагоделательной машиной. Вторая установка предпочтительнее, так как позволяет быстрее исправлять недостатки качества массы, поступающей из ролльного отдела, и лучше приспосабливать ее к требованиям производства. Конической мельницей в этом случае управляет сеточник. Коническую мельницу для рафинирования и регулирования помола массы устанавливают сравнительно небольшой производительности с таким расчетом, чтобы она была полностью загружена, иначе аппарат будет работать неэкономично.
При использовании конических мельниц в качестве самостоятельных размалывающих аппаратов непрерывного действия применяются циклические и непрерывные схемы размола. Первая из них применяется при сравнительно небольшой производительности установки и может быть использована при размоле до высокой степени помола массы. Она может с успехом применяться при выработке широкого ассортимента бумаги на одной и той же бумагоделательной машине, так как позволяет менять характер размола волокна.
Количество размолотой массы, поступающей в метальный бассейн, устанавливается с таким расчетом, чтобы обеспечить бесперебойную работу бумагоделательной машины. Эффект обработки массы в этой системе зависит от степени присадки ротора мельницы и величины потока размолотой массы, возвращающейся в мельницу (т. е. от коэффициента рециркуляции). Чем больше загружена мельница и чем меньше от нее отводится размолотой массы в бассейн готовой массы, тем выше эффект ее обработки (больше увеличивается степень помола по Шоппер-Риглеру).
Таким образом, в обеих схемах непрерывного размола массы в конических мельницах эффективность обработки массы регулируется присадкой размалывающих органов мельниц, а также отбором размолотой массы (или производительностью мельницы). Следовательно, между эффектом обработки массы и производительностью конической мельницы существует обратная зависимость, производительность мельниц зависит от вида волокна и требуемой степени помола массы.
Принципиальная разница между двумя вышеуказанными схемами непрерывного размола массы заключается в том, что при размоле массы по второй схеме с рециркуляцией процесс обработки волокна прерывается на время циркуляции массы в бачке (при этом волокно лучше набухает). Кроме того, размол массы протекает при меньшем гидравлическом давлении в мельнице. В схеме с рециркуляцией напор массы не превышает обычно 2—3 м вод. ст., тогда как при подаче массы в мельницу насосом этот напор может достигать гораздо больших значений. Повышение гидравлического давления внутри мельницы при сильном дросселировании массы задвижкой на выходном массопроводе приводит к возрастанию потребления мощности мельницей, и этот повышенный расход энергии на размол не компенсируется пропорциональным возрастанием эффекта обработки массы.
Таким образом, в отношении расхода энергии на размол эта схема, по-видимому, имеет некоторые преимущества перед схемой с дросселированием массы на выходе из последней мельницы. Тем не менее вторая схема проще и имеет более широкое применение на бумажных и картонных предприятиях, нежели первая. Как показала практика, схема включения мельниц с дросселированием массы на выходном трубопроводе работает достаточно эффективно при сравнительно большой пропускной способности мельниц и, следовательно, при малом дросселировании массы, когда гидравлическое давление массы внутри мельницы не очень велико.
2.3.Мельница Мордена
 Мельница Мордена является
разновидностью конической мельницы с
регулируемым рециркуляционным потоком массы внутри самой мельницы. Она очень компактна,
производительна и позволяет вести
достаточно
Мельница Мордена является
разновидностью конической мельницы с
регулируемым рециркуляционным потоком массы внутри самой мельницы. Она очень компактна,
производительна и позволяет вести
достаточно
5. Рис. 5. Мельница Мордена «Стокмейкер»:
1 — общий вид и разрез мельницы; 2 — ротор; 3 — статор; 4 — рециркуляционный клапан; 5 — присадочный маховичок;
6 — крыльчатка
эффективно как рафинирование, так и размол с укорочением волокна.
Современная мельница Мордена (рис. 5) представляет собой размалывающий аппарат непрерывного действия. Мельница состоит из вращающегося полого ротора, соединенного непосредственно с электродвигателем эластичной муфтой, и неподвижного статора (кожуха), соединенного с маховичком присадочного механизма.
Ротор и статор неразъемные и изготовлены из отдельных отливок хромистой стали или фосфористой бронзы (при работе в слабокислой среде). Ножи на роторе установлены на таком же расстоянии друг от друга, как и на ролльном барабане, а на статоре— с меньшими промежутками.
Масса подается насосом внутрь полого ротора под давлением около 1,75 кгс/см2 и при помощи крыльчатки, насаженной на конце вала, прогоняется между ножами ротора и статора в направлении от широкого конца мельницы к узкому, при этом давление массы повышается до 3,5—4,2 кгс/см2. Из выпускной камеры массу при помощи клапанов можно направить на выход или снова в приемную камеру, а затем обратно в мельницу. В первом случае мельница будет работать с однократным пропуском массы, во втором — с многократным (с рециркуляцией). Величину рециркуляционного потока массы, а следовательно, и степень обработки волокна и производительность мельницы при помощи указанных клапанов можно регулировать в широких пределах.
До 1952 г. мельницы Мордена выпускались с двигателем мощностью 11О кВт для размола сульфитной целлюлозы и 150 кВт для размола сульфатной целлюлозы. Число оборотов ротора 750—900 в минуту, вес мельницы 2—3 г, число ножей на роторе 40 и на статоре 63. Окружная скорость ротора на широком конце аппарата 17,5—21 м/сек. Максимальная пропускная способность аппарата 100 г в сутки. Коэффициент полезного действия мельницы 60—65%.
Конические мельницы Мордена работают при концентрации массы 2—5% и применяются при выработке широкого ассортимента бумаги: писчей, для печати, крафт-мешочной, папиросной, пергамина и др. Устанавливают их в качестве самостоятельных размалывающих аппаратов непрерывного действия как в размольно-подготовительном отделе, так и непосредственно перед бумагоделательной машиной. При необходимости получить массу высокой степенью помола в одном потоке устанавливают последовательно две и более мельницы.
2.4. Дисковые рафинеры
Дисковые рафинеры — размалывающие аппараты непрерывного действия. В настоящее время они находят широкое применение в производстве бумаги, картона, полуцеллюлозы и древесноволокнистых плит. Все шире начинают применяться для непрерывного размола бумажной массы и в ряде случаев вытесняют конические мельницы. Особенно широкое распространение они получили в Канаде, США, в Скандинавских странах и в Японии. В СССР они установлены в основном на новых предприятиях.
Дисковые рафинеры применяются в первой и даже во второй ступени размола целлюлозы, где они вытесняют гидрофайнеры. Они хорошо рафинируют и фибриллируют волокно без укорочения, повышая прочностные свойства бумаги, особенно сопротивление раздиранию и излому, и ее растяжимость при низкой степени помола массы. Такая масса хорошо обезвоживается на сетке бумагоделательной машины. Дисковые рафинеры имеют большую мощность и производительность, требуют меньшие площадь для их размещения и капитальные затраты на установку, проще и дешевле в обслуживании, расходуют меньше энергии на размол и экономичнее в работе, чем конические мельницы.
В последующих стадиях размола наряду с коническими мельницами Жордана с успехом применяются трехдисковые рафинеры фирмы Спроут-Вальдрон.
Дисковые рафинеры с базальтовой гарнитурой особенно пригодны для размола коротковолокнистой целлюлозы из лиственных пород древесины и однолетних растений — соломы, багассы, тростника и др. Кроме того, они в последнее время получили применение для размола волокнистых материалов при высокой концентрации массы, 20—30%.
Дисковые рафинеры выпускаются с двумя и тремя дисками. У первых могут вращаться один или оба диска (в разных направлениях), у вторых вращается лишь один средний диск. Мельницы с двумя дисками выпускаются фирмами Сутерленд (только с одним вращающимся диском), Бауера, Спроут-Вальдрон. В СССР изготовляются рафинеры марок МФ и ФД. Мельницы с тремя дисками выпускаются фирмами Спроут-Вальдрон и Бертрам.
Двухдисковые мельницы обычно изготовляются с литой гарнитурой иногда с базальтовой, трехдисковые — как с литой, так и с наборной гарнитурой. В бумажном и картонном производстве применяются обычно двухдисковые рафинеры с одним вращающимся диском и трехдисковые, работающие при концентрации массы 3—5%. Двухдисковые рафинеры, у которых оба диска вращаются в разные стороны, применяются главным образом для размола щепы и других волокнистых отходов в производстве древесноволокнистых плит и работают при концентрации от 8— 10% до 12-15%.
Размалывающая гарнитура обычно выполняется в виде шести сменных сегментов, закрепляемых на внутренней поверхности дисков. Сегменты выполняются из чугуна или стали. Расположение и форма канавок на сегментах выбираются в зависимости от вида и характера обработки волокнистого материала. Обычно канавки располагаются кольцевыми рядами с разным углом наклона в каждом ряду к радиусу диска, а глубина канавок уменьшается от центра к периферии. По мере износа кромки канавок затупляются и глубина канавок уменьшается, что отражается на характере размола и производительности рафинера. Чтобы поддержать постоянным состояние режущих кромок, иногда практикуют через определенные интервалы времени изменение направления вращения дисков. При сильном износе канавки углубляют проточкой или заменяют сегменты.
Эффект обработки волокна в дисковых рафинерах зависит от типа размалывающей гарнитуры, концентрации массы, вида волокнистого материала, зазора между дисками и количества проходящей массы. Последнее зависит от величины зазора между размалывающими органами и давления массы на входе в мельницу. Поэтому при увеличении давления массы на входе и при увеличении зазора между дисками пропускная способность мельницы возрастает, а эффект обработки снижается.
Обычно дисковые рафинеры устанавливают параллельно в одну или две ступени, причем избыток массы из общего сборника размолотой массы направляют обратно по переливному рециркуляционному массопроводу в приемный бассейн. Изменяя количество рециркулируемой массы, можно значительно повысить эффект обработки бумажной массы.
Последовательная установка дисковых рафинеров обычно не практикуется, так как она затрудняет регулирование давления массы у рафинеров, расположенных в одной цепочке.
Обычно дисковые рафинеры работают при величине зазора между дисками 0,1—0,2 мм, давлении массы на входе около 2 кгс/см2 и при достаточно высокой нагрузке двигателя.
Рафинер Сутерленда. Рафинер Сутерленда имеет два диска, из которых один неподвижен, а другой вращается от электродвигателя через эластичную муфту. Масса подается под напором по трубе и через центральное отверстие в неподвижном диске проходит в зазор между дисками рафинера. Далее под влиянием центробежной силы и напора масса продвигается к периферии, подвергаясь обработке между размалывающими поверхностями дисков.
Диски рафинера толщиной 50 мм литые, сменные с выфрезеро-ванными на них параллельными канавками, глубина которых снижается от центра к периферии. Общий срок службы дисков 10 лет, а время между проточками канавок 6—8 месяцев. Присадка размалывающих органов производится перемещением в осевом направлении неподвижного диска при помощи гидравлического поршня.
Процесс размола массы в рафинере Сутерленда регулируют изменением его пропускной способности (изменяя давление массы на входе и выходе из рафинера при постоянном зазоре между дисками) и оптимальной потребляемой мощности, обеспечивающих надлежащую обработку волокнистого материала, а также изменением величины рециркулируемого потока, возвращаемого на рафинер. При понижении давления массы до 0,2 кгс/см2 электродвигатель мельницы автоматически отключается во избежание повреждения дисков .
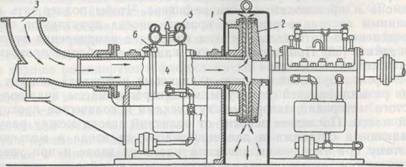
Рис. 6. Дисковый рафинер Сутерленда:
1 — неподвижный диск; 2— вращающийся диск; 3 — вход массы; 4 — гидравлический
цилиндр для присадки неподвижного диска; 5 — манометр; 6 — указатель перемещения
диска; 7—регулирование воды на поршень
Рафинеры работают при концентрации массы 3—4,5% и применяются для размола бумажной массы при выработке всевозможных видов бумаги (в том числе мешочной, оберточной, салфеточной, книжной, писчей, шелковки, а также крафт-картона). Кроме того, эти рафинеры используются для рафинирования целлюлозы и полуцеллюлозы после варки. Рафинеры Сутерленда выпускаются четырех величин с дисками диаметром от 864 до 1372 мм и мощностью двигателя от ПО до 750 кет.
Двухдисковые рафинеры с двумя вращающимися дисками. Рафинер этого типа состоит из двух цельнометаллических дисков со сменными секторами, на поверхности которых выфрезерованы канавки. Оба диска вращаются в разные стороны от двух электродвигателей. Волокнистый материал подается специальным питателем через боковое отверстие в одном из дисков. Присадка дисков осуществляется осевым перемещением одного из дисков при помощи ручного маховичка со стороны, противоположной входу массы.
Рафинеры этого типа применяются для рафинирования волокнистых отходов при выработке грубых оберточных видов бумаги и картона, а также для размола щепы в производстве древесноволокнистых плит. Размол щепы производится при высокой концентрации— 12—15%.
3. РАСЧЁТНАЯ ЧАСТЬ
3.1. Выбор композиции вырабатываемой продукции и основного агрегата
Бумага должна обладать хорошим восприятием печатных красок, иметь прочную поверхность и не должна пылить.
Просвет бумага должен быть равномерным и соответствовать образцу, согласованному между потребителем и изготовителем.
Разнооттеночность в одной партии бумаги не допускается.
Обрез кромок бумаги должен быть чистым и ровным.
Намотка бумаги должна быть равномерной и плотной по всей ширине рулона.
В бумаге не допускаются складки, морщины, залощенные и матовые полосы, пятна, в том числе просвечивающие, надрывы и отверстия, видимые на просвет невооруженным глазом.
В рулонной бумаге допускаются малозаметные морщины и другие дефекты, кроме надрывов и отверстий, которые не могут быть обнаружены в процессе перемотки, если показатель этих внутрирулонных дефектов, определенный по ГОСТ 13525.5—68, не превышает 1,0%.
Число склеек в рулоне не должно превышать двух, для
бумаги
марки В и поставляемой на экспорт — одной, а для бумаги
с
государственным Знаком качества — одной на 10 рулонов для
бумаги
форматом до 90 см включительно, и одной на 5 рулонов
для
бумаги форматом свыше 90 см.
Концы полотна бумаги в местах обрывов должны быть прочно склеены по всей ширине рулона без склеивания смежных слоев.
По показателям качества бумага первого сорта должна соответствовать нормам, указанным в таблице.
Таблица 1
| Наименование показателя | Норма для бумаги марки А | Метод испытания |
|
1. Состав по волокну, % Целлюлоза сульфитная белёная хвойная по ГОСТ 3914-74 , не менее Целлюлоза сульфитная белёная лиственная по нормативно- технической документации, не более |
80 20 |
По ГОСТ 7500-75 |
|
2. Масса бумаги площадью 1 м2 , г |
120 |
По ГОСТ 13199-67 |
|
3. Плотность, г/см3 |
0,95-1,10 |
По ГОСТ 13199-67 |
|
4.Разрывная длина в среднем по двум направлениям , м, не менее: рулонной листовой |
2200 1900 |
По ГОСТ 135.25.1-79 |
| 5. Сопротивление излому (число двойных перегибов) в поперечном направлении , не менее | 5 |
По ГОСТ 135.25.2-68 |
|
6. Степень проклейки, мм: а) для бумаги всех масс, кроме массы бумаги площадью 1 м2 220 г |
0,25- 0,75 |
По ГОСТ 8049- 82 |
| 7. Зольность, % | 18-22 |
По ГОСТ 7629- 77 |
| 8. Гладкость, с | 300 -650 |
По ГОСТ 12795- 78 |
| 9. Впитываемость, с | 25-40 |
По ГОСТ 12603- 67 |
| 10 Сорность | 100 |
По ГОСТ 13525.4- 68 |
|
11. Белизна,% а) без оптического отбеливателя, не менее Разница значений белизны по сторонам, %, не более б) с оптическим отбеливателем , не менее Разница значений белизны по сторонам , %, не более |
76 |
По ГОСТ 7690- 76 |
| 12. Влажность, % | 5,5+1 |
По ГОСТ 13525.19- 71 |
На дисковых мельницах осуществляют следующие виды размола волокнистых материалов:
1.Предварительный размол - осуществляется в варочных цехах с целью разделения сучков, костры и непроваренной щепы на волокна.
2.Размол щепы - осуществляется оря производстве различных видов древесной массы (термомеханическом, химико-термомеханическом и т.п.) и при размоле полуцеллюлозы высокого выхода.
3. Размол отходов сортирования целлюлозного и древесномассного
производства,
4. Массный размол - осуществляется в размольно-поодготовительных цехах для придания размалываемым волокнам определенных технологических свойств.
5. Окончательный размол или "выравнивание" массы - осуществляется перед подачей массы на бумаго- или картоноделательную машину для расщепления сгустков волокон в массе.
Основным видом размола, применяемым на всех предприятиях, выпускающих бумагу и картон, является массный размол. Массный размол может проводиться как при низкой концентрации (2-6 %), так и при высокой (10-13 %).
Оптимальным режимом работы дисковых мельниц считается такой.при котором прирост степени помола за одну ступень составляет 5-15 ○ ШР. При этом для трудноразмалываемых материалов (сульфатная, хлопковая целлюлоза и др,) рекомендуется прирост степени помола 5-8°ШР за одну ступень, а для легкоразмалываемых (сульфитной целлюлозы, нейтральносульфитной полуцеллюлозы и др.) рекомендуется - 8-15°ШР.
Необходимое количество дисковых мельниц определяется по затратам энергии на размол. Для расчета используют показатель удельного расхода энергии Ао, показывающий, сколько энергии нужно затратить, чтобы повысить степень помола I т полуфабриката на 1°ШР. Этот показатель практически не зависит от типа размалывающего оборудования и определяется только видом полуфабриката. Значения удельных расходов энергии для основных видов полуфабрикатов в зависимости от глубины процесса размола приведены в табл.3.
Таблица 3
Средние значения удельных расходов энергии (А0)
при размоле основных видов полуфабрикатов
| Вид волокнистого полуфабриката |
Удельный расход энергии (А0), кВт*ч/т*○ШР |
|
размол от 13 – 15 до 27-30 ○ШР |
|
|
Сульфитная хвойная беленая целлюлоза |
5 |
3.2. Выбор оборудования для размола полуфабрикатов
Размалывающее оборудование предназначено для разделения полуфабрикатов на волокна, их измельчения, фибрилляции, гидратации и придания им ряда определённых свойств.
Для размола полуфабрикатов применяются различные виды оборудования: дисковые и конические мельницы, роллы, пульсационные мельницы и т.п. В настоящее время на предприятиях, вырабатывающих массовые виды бумаги и картона, применяются почти исключительно дисковые мельницы. Широкое их применение объясняется рядом преимуществ: возможностью размола массы при высокой концентрации (до 40%) ; повышением однородности получаемой массы ; меньшими габаритами и удобством обслуживания; значительно большей мощностью одного агрегата и снижением удельного расхода электроэнергии на 15- 25 % по сравнению с коническими мельницами. Применяем следующую дисковую мельницу.
Таблица 4
| Тип или марка |
Мощность _л.двигателя., МЭД, кВт |
Частота вращения ротора, с-1 |
Диаметр диска. Мм |
Производительность воздушно- сухого волокна, т/сутки |
Примечание |
| МД -17 | 250 | 1500 | 630 | 70 | 1 |
Расход электроэнергии на размол полуфабриката определяется по формуле, кВт*ч/сут
А = А0 * Q (ПК – ПН)
где А0 – удельный расход энергии ,кВт*ч/т*○ШР (из табл. 5)
Q – количество воздушносухого полуфабриката, направляемого на размол, т;
ПК и ПН - конечная и начальная степень помола массы, ○ШР
Суммарный расход электроэнергии на размол (А) составит:
А = 5* 200 (30-14) = 16000 кВт*ч/сут
Далее определяется суммарная мощность электродвигателей дисковых мельниц (МЭД) с учётом круглосуточной работы мельниц:
А 16000
МЭД = ----------------- = --------------- = 766 кВт
τ * η 24 * 0,87
где τ – количество часов работы мельницы в сутки (24 час)
η - коэффициент загрузки электродвигателей (0,85 – 0,90)
Определяем количество ступеней размола полуфабриката (n)^
ПК – ПН 30 -14
n = ---------------- = ------------------- = 1.6
∆ ○ШР 10
где ∆ ○ШР- рекомендуемый прирост степени помола полуфабриката за одну ступень.
Распределение мощности между ступенями размола может быть различным и определяется принятым технологическим режимом. Допустим, что 60 % мощности расходуется на первой ступени размола, а остальные 40 % на второй, тогда суммарная мощность электродвигателей мельниц первой ступени будет равна:
МЭД1 = МЭД * 0,6 = 766 * 0,6 = 460 кВт
а для второй ступени:
МЭД2 = МЭД * 0,4 = 766 * 0,4 = 306 кВт
Принимаем для размола мельницы МДС – 17 с электродвигателями мощностью по 250 кВт. Тогда количество мельниц, необходимых для первой ступени размола, составит
460 /250 = 2 шт.С учётом резерва необходимо предусмотреть установку 3 мельниц.
Для второй ступени размола соответственно 306 / 250 = 2 . С учётом резерва устанавливаем 3 шт. МДС -1 7.
3.3. Выбор оборудования для сортирования, очистки и сгущения массы
Перед изготовлением бумаги и картона волокнистую массу необходимо очистить от различного вида загрязнений. Загрязнения. Имеющие плотность большую чем волокна (песок, уголь, металл и т.п.) , обычно удаляют на вихревых очистителях, а также загрязнения, как непровар, сучки, костра, сгустки волокон удаляются в различных сортировках. Для сортирования волокнистой массы перед бумаго-и картоноделательными машинами применяются центробежные и напорные сортировки.
Центробежные сортировки (типа СЦ) применяются для тонкого сортирования сульфитной целлюлозы, сульфатной целлюлозы, полуцеллюлозы, древесной и макулатурной массы.
Таблица 5
Техническая характеристика центробежной сортировки
| Наименование параметров | СЦ – 0,4 – 01 |
|
Площадь сита, м 2 Производительность по воздушно- сухому волокну, т/сутки: сульфитная целлюлоза при диаметре отверстий сита 2,2 мм (с = 1,2-1,4%) древесная масса при диаметре отверстий сита 1,8 мм (с = 1,2 – 1,4 %) максимальная концентрация сортируемой массы , % давление сортируемой массы ,Мпа Давление разбавительной воды, Мпа Количество разбавительной воды, % от количества сортированной массы Количество лопастей Частота вращения ротора, мин-1 Мощность электродвигателя, кВт Габаритны размеры, м: длина ширина высота Масса с электродвигателем, т |
0,4 25- 30 20 -28 2,5 0,012- 0,024 0,035- 0,04 10 -30 6 1250 22 1,12 0,59 1,04 0,51 |
Очень широкое применение на современных предприятиях получили вихревые очистители. В России они выпускаются двух типов: ОМ – для грубой очистки массы концентрацией до 5% и ОК в основном для тонкой очистки массы концентрацией до 1%. Вихревые очистители Ом чаще всего используют для грубой очистки макулатурной массы. Очистители ОК -01 применяют для очистки полуфабрикатов , в которых строго регламентируется сорность, ОК- 02 для очистки древесной массы и некоторых видов целлюлозы, очистители Ок – 04 – перед бумаго –и картоноделательными машинами, а ОК -08 – для грубой очистки массы.
Для снижения потерь волокна с отходами от вихревых очистителей они компонуются в установки (УВК) , состоящие из нескольких последовательных ступеней. Выпускаемые у нас в стране установки – трёхступенчатые, укомплектованные очистителями ОК – 01, ОК-02 или ОК-04. Оптимальная концентрация массы, подаваемой на установки вихревых очистителей , - 0,5- 0,7 %. Следует отметить, что установки УВК … 0,4, применяемые в основном перед бумаго –и картоноделательными машинами, позволяют не только очистить, но и провести одновременную деаэрацию массы, что положительно сказывается на работе машины и качестве получаемой продукции.
Таблица 6
Техническая характеристика очистителя ОМ -01
| Наименование параметров | ОМ -01 |
| Диаметр очистителя, мм | 140 |
| Пропускная способность, л/мин. | 670 |
| Эффективность очистки массы от минеральных включений размером более 3 мм, скрепок, кнопок и т.п. , % | Не менее 80 |
|
Габаритны размеры, м: Длина Ширина высота |
1,02 0,94 2,66 |
| Масса, т | 0,33 |
В целлюлозно – бумажном производстве часто применяется операция сгущения волокнистой суспензии. Для её осуществления применяются барабанные бесшаберные (для сгущения целлюлозы) и шаберные (преимущественно – для древесной массы) сгустители для повышения концентрации массы от 0,2 до 7 %, барабанные сгустители с подачей массы внутрь барабана и сгущающие транспортёры до концентрации 4-7 5, двухбарабанные сгустители для сгущения массы до концентрации 20-50 %. Более перспективными в настоящее время считаются двухбарабанные сгустители. Производительность сгущающего оборудования зависит от следующих основных факторов: степени помола, концентрации, температуры и вида волокнистой массы.
Таблица 7
Техническая характеристика шаберного сгустителя СШ -06
| Наименование параметров | СШ -06 |
|
Боковая поверхность цилиндра, м2 |
6 |
|
Производительность по воздушносухому волокну. т/сут: древесная масса целлюлоза масса из макулатуры |
10-15 20-25 8-12 |
| Концентрация поступающей на сгущение массы. % | 0,4-1,0 |
| Концентрация сгущенной массы, % | 5-7 |
|
Частота вращения цилиндра, мин -1 |
14,4 |
| Диаметр шаберного вала, мм | 460 |
| Мощность электродвигателя, кВт | 2,2 |
|
Габаритные размеры, м длина ширина высота |
3,16 2,16 2,09 |
| Масса, т | 4,00 |
3.4. Выбор оборудования для хранения массы и подачи на машину
В целлюлозно –бумажном производстве применяются различные бассейны, необходимые для создания запаса волокнистой массы между производственными цехами и отделами; для составления и выравнивания композиции и концентрации массы. Эти бассейны оснащаются перемешивающими устройствами для поддержания массы во взвешенном состоянии.
По конструкции бассейны бывают горизонтальные и вертикальные, а по типу перемешивающих устройств – лопастные, циркуляционные и пропеллерные.
Горизонтальные бассейны применяются на старых предприятиях. Их объём составляет от 30-40 до 100-150 м3. Основными недостатками горизонтальных бассейнов являются – большая занимаемая площадь и недостаточно интенсивное перемешивание массы во всём объёме бассейна.
В настоящее время применяются почти исключительно вертикальные бассейны.
Таблица 8
Размеры вертикального машинного бассейна и характеристика
перемешивающих устройств
|
Объём бассейна |
Внутренний диаметр , м, d |
Высота пропеллера над уровнем днища бассейна, м h2 |
Пропеллерное перемешивающее устройство | ||
|
Диаметр gропеллера, м. D |
Частота вращения, с-1 |
Мощность _л. двигателя, кВт |
|||
| 80 | 4,2 -4,6 | 0,250 | 1.200 | 3,60 | 40 |
Расчёт ёмкости бассейна производится исходя из максимального количества массы, подлежащей хранению, и потребного времени хранения массы в бассейне. Согласно рекомендациям ГИПРОБУМа бассейны должны быть рассчитаны на 8 часов хранения массы.
Как правило, продолжительность хранения полуфабрикатов принимается до и после размола – 2 ч., а бумажной массы в смесительном (композиционном0 и машинном бассейнах – 15 -30 мин.
В некоторых случаях предусматривается хранение полуфабрикатов до размола в башнях высокой концентрации (12- 15%), рассчитываемых на 15-24 – часовой запас.
Расчёт ёмкости бассейна производится по формуле:
P *(100 – n)*t 70* (100 – 0.12) * 8
V= ------------------------------- * k = ---------------------------------- * 1.2 = 66,6 м3
Z* C 24 * 40
Расчёт времени, на которое рассчитан запас массы в бассейне определённой ёмкости рассчитывается по формуле:
V * Z * C 70 * 24 * 40
t = ---------------------------- = ------------------------------- = 8 ч.
P*(100 – n)*1.2 70 * (100-0,12 ) *1.2
где Р - количество воздушносухого волокнистого материала. т/сут.;
V – объём бассейна, м3 ;
n – влажность воздушносухого волокнистого материала . % (в соответствии с ГОСТ для полуфабрикатов n = 12% , для бумаги и картона
n = 5-8%).
T - время хранения массы;
z – количество рабочих часов в сутки (принимается 24 ч.);
с – концентрация волокнистой суспензии в бассейне, %;
к – коэффициент, учитывающий неполноту заполнения бассейна;
Ёмкости бассейнов необходимо унифицировать, чтобы облегчить их изготовление, компоновку, эксплуатацию и ремонт. Желательно иметь не больше двух типоразмеров.
Таблица 9
Унификация объёмов бассейнов
|
Назначение бассейна |
По расчёту | После унификации |
Тип циркуляционного устройства |
Мощность Электродвигателя ЦУ, кВт |
||
|
Время запаса массы,ч |
Объём бассейна, м3 |
Объём бассейна, м3 |
Время запаса массы,ч |
|||
|
Приёмный бассейн целлюлозы |
2 | 482 | 550 | 2,3 | ЦУ-04 | 40*2 |
|
Приёмный бассейн древесной массы |
2 | 385 | 350 | 1,8 | ЦУ-04 | 28*2 |
|
Бассейн машинный |
0,5 | 319 | 350 | 0,6 | ЦУ-04 | 28*2 |
Таблица 10
Техническая характеристика массного насоса типа «БМ»
| Параметр | Марка насоса 5БМ-7 |
| Концентрация массы, % | 4 |
|
Производительность, м3/ч |
39,6 |
| Напор, м | 15,7 |
|
Частота вращения, мин-1 |
1450 |
| Мощность электродвигателя, кВт | 5,5 |
| Габариты насоса, мм | 1250* 410*555 |
| Масса насоса, т | 0,25 |
Для перекачки волокнистой массы от одного участка производства к другому применяются массные насосы. Выбор насоса производится исходя из полного напора массы, который должен создавать насос, и его производительности.
Расчёт полного напора насоса следует производить после того, как выполнены компоновочные чертежи и точно определено местонахождение насоса. При этом необходимо составить схему трубопроводов с указанием их длины и всех местных сопротивлений (тройник, переход, отвод и т.д.).
Обычно для передвижения волокнистых суспензий в пределах массоподготовительного отдела насос должен обеспечить напор 15-25 м.
Производительность насоса (м3/ч) рассчитывается по формуле:
Р * (100 – n) 80 *(100 – 0.12)
Q М = --------------------- = --------------------- = 8300 м3/ч
z*с 24 *40%
Q Н = Q М * 1,3 = 830*1.3 = 10800 м3/ч
где Р – количество воздушносухого волокнистого материала, т/сут.;
n – влажность воздушносухого волокнистого материала, % ;
z – количество рабочих часов в сутки (принимается 24 ч.);
с - концентрация волокнистой суспензии на нагнетающей линии насоса, % ;
1,3 – коэффициент, учитывающий запас производительности насоса.
На быстроходных машинах масса из машинного бассейна разбавляется оборотной водой до заданной концентрации в смесительном насосе и далее проходит до напускного устройства машины по трубопроводам и оборудованию , не соприкасаясь с воздухом.
Для обеспечения постоянства количества подаваемой в смесительный насос массы применяется ящик постоянного напора, а для стабилизации уровня регистровой воды, подаваемой на разбавление применяется перелив её избытка в сборник избыточной воды.
Ящик постоянного напора позволяет снизить пульсацию масс, возникающую в трубопроводах, удалить значительное количество воздуха из массы и обеспечить постоянное давление массы, идущей на разбавление. Конструктивно ящик постоянного напора представляет собой металлическую ёмкость объёмом до 12 м3 , состоящую из трёх отделений:
а) отделения подачи массы;
б) отделения отвода избытка массы;
в) отделения отвода массы на смесительный насос.
Далее, согласно принятой в проекте технологической схеме, масса направляется на очистку, деаэрацию и в напорное устройство машины.
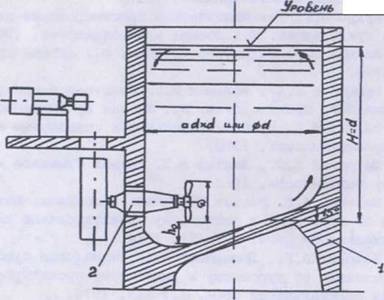
Устройство вертикального машинного бассейна:
1- бассейн 2 пропеллерное устройство
4. Схема подготовки массы для бумаги глубокой печати
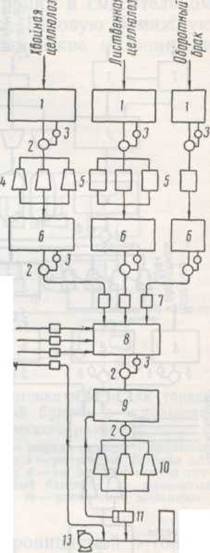
Рис 8.Схема подготовки массы для бумаги глубокой печати
1- приёмный бассейн
2- насос
3- регулятор концентрации
4- гидрофайнер
5- дисковый рафинер
6- промежуточный бассейн
7- магнитный расходомер
8- массный бассейн
9- машинный бассейн
10- мельница Жордана
11- переливной бачок
12- 12- сборник оборотной воды
13- смесительный насос
Бумагу для глубокой печати вырабатывают из 100% - ной белёной сульфитной целлюлозы или из нескольких волокнистых материалов. Чаще всего применяют комбинацию из длинноволокнистых хвойных и коротковолокнистых лиственных целлюлоз или однолетних растений – соломы, тростника, багассы и др. Вырабатывают их из массы сравнительно низкого помола, не превышающего 35—40° ШР. Коротковолокнистые компоненты требуют еще более низкого и притом только рафинирующего размола. Размол волокнистых материалов проводится в две ступени: на первой ступени все волокнистые компоненты подвергают раздельному размолу на дисковых рафинерах или гидрофайнерах, затем их смешивают в определенной пропорции в массном бассейне, куда поступают также оборотный брак и химикаты. Готовую бумажную массу перекачивают в машинный бассейн, откуда она насосом подается на домалывающие конические мельницы Жордана и далее на машину.
Привозную листовую целлюлозу предварительно распускают на волокнистую суспензию в гидроразбивателях. Оборотный бумажный брак, распущенный в гидроразбивателе, пропускают через аппараты типа энтштипперов или рафинирующих мельниц для полного устранения пучков. Уловленное волокно можно вводить непосредственно в бассейн размолотого брака.
При необходимости получения массы более высокой степени помола в схему вводят либо дополнительную ступень размола, либо увеличивают количество размалывающих аппаратов, устанавливая их последовательно.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Оборудование целлюлозно-бумажного производства. Т. I. Оборудование для производства волокнистых полуфабрикатов. Т.2. Бумагоделательные машины / Под ред. В.А.Чичаева . М.; Лесная промышленность, 1981.
2.Жудро С.Г. Проектирование целлюлозно-бумажных предприятий. М.: Лесная промышленность, 1981.
3.Жудро С.Г. Технологическое проектирование целлюлозно- бумажных предприятий. М.: Лесная промышленность, 1970.
4.Иванов С.Н. Технология бумаги. М.: Лесная промышленность, 1970.
5.Бушмелев В.А., Вольман Н.С. Процессы и аппараты целлюлозно-бумажного производства, М.: Лесная промышленность, 1969.
6.Эйдлин И.Я. Бумагоделательные и отделочные машины. М.: Лесная промышленность, 1970.
7.Легоцкий С.С, Лаптев Л.Н. Размол бумажной массы. М.: Лесная промышленность, 1981.
8.Махонин А.Г. Расчет мешальных бассейнов: Методические указания по курсовому и дипломному проектированию для студентов специальности 0904. Л.: ЛТА, 1974.
9.Махонин А.Г., Демченков П.А. Технология бумаги: Методи-ческие указания по курсовому и дипломному проектированию для студентов специальности 0904. Л.: ЛТА, 1976.